Токарный станок ТВ-6: технические характеристики, обзор
В 1980-х годах ушедшего столетия начал производиться токарный станок ТВ-6 станкостроительным предприятием КомТех-Плюс в Ростове. Модель пришла на замену устаревшего агрегата ТВ-4 и используется для обучения молодых специалистов в условиях учебных заведений, а поэтому не отличается завышенными характеристиками и позволяет выполнять базовые токарные работы по холодной обработке резанием, среди которых: высверливание отверстий, подрезка торцов, обработка цилиндров и конусов, нарезка метрической резьбы, отрезка.
Агрегат предназначен для работы только со сталью и цветными металлами, в ходе работы с которыми не выделяются мелкодисперсная пыль или летучие соединения, способные оказать вредоносное воздействие на организм учащегося.
- Технические характеристики токарного станка ТВ-6
- Передняя и задняя бабки
- Коробка подач и гитара сменных шестерней
- Устройство фартука
- Конструкция суппорта
Установка отличается небольшим размером, благодаря чему он идеально подходит для размещения в учебных мастерских.
- Над рабочей основой – 200 мм.
- Над резцедержателем – 80 мм.
Длина болванки, которая допустима для работы на устройстве, равняется 350 мм в максимальном значении, в то время, как длина обработки в максимальном значении составляет 300 мм. Согласно паспорту, оборудование обладает и другими основными характеристиками:
- высота центров – 10,8 см;
- расстояние между центрами – 35 см;
- передвижение резцедержателя на деление лимба: осевое – 0,5 мм, перпендикулярное – 0,025 мм;
- передвижение резцедержателя на оборот лимба: осевое – 3 см, перпендикулярное – 2 мм;
- количество резьб – 3 метрических;
- угол поворота резцовой каретки — 45°;
- скорость вращения – 130-170 об/мин;
- скорость вращения в обратном направлении – до 700 об/мин;
- сечение прутка – 12 мм;
- общее количество рабочих ступеней – 6;
- конус Морзе — №3;
- механизм блокировки рукоятей – отсутствует;
- устройство остановки главного вала – отсутствует;
- Мощность главного двигателя – 1,1 кВт.


Передняя и задняя бабки
В конструкции рассматриваемой модели передний узел представляет из себя шестиступенчатую коробку скоростей и поддерживает обрабатываемую болванку, передавая ей вращательный элемент. Передний узел устанавливается горизонтально по линии центров посредством пары фиксационных винтов. В конструкции вала переднего узла имеются два упорных подшипника и один радиальный, на которых он установлен.
На вал коробки скоростей от электрического двигателя передается вращательный элемент посредством ременной передачи. В коробке скоростей вращательный элемент передается на вал со статичными зубчатыми колесами и блоком зубчатых колес через вал и зафиксированную шестерню. Блок-шестерня задействуется только при реверсной подаче.
Болванка, которая укрепляется в трехкулачковом патроне или планшайбе, вращается под воздействием главного вала. Если болванка обрабатывается в центрах, то в главный вал монтируется неподвижный центр.
Направление резцедержателя изменяется благодаря специальному устройству, которое установлено в коробке скоростей. Данная операция осуществляется при помощи рукояти, которая перемещает шестерню в правое или левое положение.
Данная операция осуществляется при помощи рукояти, которая перемещает шестерню в правое или левое положение.
Прямое вращение осуществляется, если шестерня находится в левом положении и задействуется блок зубчатых колес. Обратное вращение осуществляется, если шестерня находится в правом положении и задействуется паразитное зубчатое колесо.
Задний узел служит для предотвращения радиального биения поддержанием заднего конца болванки и для обработки отверстий установленным сверлом. Корпус заднего узла передвигается по направляющим основы агрегата. Внутри корпуса располагается пиноль, которая передвигается в продольном направлении при помощи винта и маховика на расстояние до 65 мм. Режущие и сверлильные инструменты вставляются в коническое отверстие, которое имеется в пиноли.
Задний узел имеет следующие конструктивные элементы;
- Основа.
- Корпус.
- Фиксационные винты.
- Пиноль.
- Винт-шпонка.
- Маховик, управляющий перемещениями пиноли.
- Рукояти, фиксирующие положение пиноли и заднего узла.

Коробка подач и гитара сменных шестерней
Гитара сменных зубчатых колес (или передаточный механизм) выполняет функцию передачи элемента вращения от главного вала к коробке подач. Гитара состоит из кронштейна, на котором установлены зубчатые колеса. Гитара характеризуется передаточным отношением i = 24/60 * 40/64 = ¼, которое является постоянным для данной модели, поскольку сменные зубчатые колеса не включены в комплектацию оборудования.
Коробка подач, которая приводится в действие через гитару сменных зубчатых колес, имеет следующие составляющие:
- два вала;
- пять зубчатых колес, имеющих различные параметры;
- блок-шестерня;
- ходовой валик;
- муфта;
- круглая гайка;
- рукоять переключения;
- сливная пробка.
На лицевой стороне коробки расположена рукоять, положение которой определяет параметры резьбы. При повороте рукояти в одно из трех позиций блок-шестерня перемещается по шлицам и зацепляется с другими шестернями.
Другая рукоять, расположенная на панели коробки, осуществляет запуск ходового валика и винта. Учебная модель имеет систему безопасности, которая присуща промышленному оборудованию, не позволяющую осуществлять одновременный запуск ходового валика и винта.
Посредством специальных фитилей масло подается из специального корыта, благодаря чему обеспечивается смазка всех элементов коробки подач.
Устройство фартука
Фартук служит для осевой подачи резцедержателя от ходового винта и валика механическим способом и осевой подачи, осуществляющейся вручную. Вращение маховика, расположенного на вал-шестерне и зацепляющегося с зубчатым колесом, которое расположено на валике реечного зубчатого колеса, осуществляет ручную подачу. Реечная шестерня сцепляется с зубчатой рейкой, которая жестко зафиксирована на станине.
Червяк, который соединен скользящей шпонкой с валиком, отвечает за механическую подачу. Червяк заставляет вращаться червячную шестеренку, откуда элемент вращения передается на реечное зубчатое колесо через кулачковую муфту и шестерни.
Поворотом рукояти производится запуск кулачковой муфты и, следовательно, механической подачи. Другая рукоять, которая соединяет маточную гайку и ходовой винт, при повороте вниз осуществляет механическую подачу.
При нарезке резьбы необходимо вывести из зацепления реечное зубчатое колесо и рейку, что осуществляется оттягиванием рукояти на себя. А при механической подаче и ручной подаче резцедержателя другое реечное зубчатое колесо должно быть зацеплено с зубчатой рейкой, что осуществляется оттягиванием рукояти от себя.
Конструктивными особенностями узла предусмотрена система безопасности, которая предотвращает запуск механической подачи и маточной гайки одновременно.
Важные элементы фартука:
- Четыре зубчатых колеса (червячные и реечные).
- Рукояти управления.
- Маховик.
- Маточная гайка.
- Ходовой валик осевой подачи резцедержателя.
- Вал.
Конструкция суппорта
Суппорт отвечает за установку резцов и их перемещение в процессе работы агрегата и состоит из четырех кареток:
- каретка 1 осуществляет передвижение по направляющим основы агрегата в осевом направлении;
- каретка 2 располагается на первой каретке и перемещается по ее направляющим в перпендикулярном направлении;
- каретка 3 установлена на второй каретке и является поворотной;
- каретка 4 с расположенным на ней приспособлением для установки резцов передвигается по направляющим третьей каретки в осевом направлении.

Направляющие основы кареток и клиньев истираются в процессе работы и между ними возникают зазоры. Из-за их появления снижается точность обработки заготовок, поскольку режущий инструмент начинает вибрировать. Вибрация устраняется регулировкой прижимных планок салазок болтами. Клинья регулируются при помощи болтов, которые располагаются в торцах второй каретки.
Посредством рукояти и болта на четвертой каретке устанавливается механизм фиксации резцов, который отжимается вверх при отворачивании рукояти. Положение механизма устанавливается опорным штифтом. Конструкция резцедержателя позволяет одновременно устанавливать до 4 резцов, которые крепятся болтами.
Видео: токарный станок ТВ-6.
Republished by Blog Post Promoter
Токарный станок ТВ-6: технические характеристики :: SYL.ru
В Советском Союзе в учебную программу школьного образования входило обучение навыкам работы с различным инструментом и станочным оборудованием. Для освоения азов обработки металлов использовался токарный станок ТВ-6 «Школьник». Эти станки применяются в различных учебных заведениях и в наши дни.
Для освоения азов обработки металлов использовался токарный станок ТВ-6 «Школьник». Эти станки применяются в различных учебных заведениях и в наши дни.
Основные параметры
Названный станок соответствует классу точности «Н». Несмотря на малые габариты и кажущуюся несерьёзность конструкции, он позволяет выполнять все основные токарные работы. К ним относятся:
- Точение ровных и конических поверхностей.
- Подрезка деталей на торцах.
- Отрезка деталей от заготовки.
- Сверление внутренних отверстий.
- Нарезание некоторых типов резьбы.
Станина
Основанием токарно-винторезного станка ТВ-6 служит станина, изготовленная методом литья из чугуна. Для повышения жесткости в конструкции последней есть усилители. Станина смонтирована на двух тумбах и обеспечивает неплохие технические характеристики токарного станка ТВ-6.
Непременным условием при этом является установка на горизонтальном фундаменте. Для установки в тумбах есть четыре отверстия, диаметром 17 мм под шпильки. Конструкция станка допускает применение виброгасящих проставок между тумбами и фундаментом. Важно помнить, что точность и безотказность работы механизма напрямую зависят от его установки.
Конструкция станка допускает применение виброгасящих проставок между тумбами и фундаментом. Важно помнить, что точность и безотказность работы механизма напрямую зависят от его установки.
На верхней части станины установлены две направляющие, имеющие в сечении форму призмы, и еще две плоские детали. Передняя призма и задняя плоскость применяются для движения суппорта, а остальные – для перемещения задней бабки. В ходе эксплуатации необходимо контролировать состояние направляющих и осуществлять регулярную чистку и смазку. Износ этих деталей приводит к появлению люфта суппорта, что в свою очередь приводит к снижению точности обработки.
Основным способом контроля состояния является визуальный осмотр. При появлении темного грязного следа от движения суппорта необходимо прекратить работу и промыть направляющие керосином, после чего смазать маслом И-30А.
Передняя бабка
На левой части токарного станка по металлу ТВ-6 имеется передняя бабка. Ее горизонтальная ось может регулироваться двумя винтами. Ведущий вал бабки имеет шкив, служащий для передачи крутящего момента от основного электропривода станка. Внутри бабки расположены шестерни коробки передач станка. Выходящий вал бабки токарного станка ТВ-6 оснащен шпинделем.
Ведущий вал бабки имеет шкив, служащий для передачи крутящего момента от основного электропривода станка. Внутри бабки расположены шестерни коробки передач станка. Выходящий вал бабки токарного станка ТВ-6 оснащен шпинделем.
На шпинделе смонтирован трёхкулачковый патрон, служащий для фиксации и вращения обрабатываемой детали. Опционально шпиндель можно оснастить поводковой планшайбой или центром.
Перед установкой на ТВ-6 таких приспособлений необходимо протирать резьбу на узлах. Максимальная длина заготовки не должна превышать 490 мм. При этом минимальный вылет заготовки из задней части шпинделя составляет 35 мм.
Схема работы коробки
На основном входящем валу двигателя имеется неподвижная шестерня. От нее вращение передается на промежуточный вал, оснащенный подвижным блоком шестерен и отдельной шестерней для реверсивного привода движения подачи. На третьем валу коробки имеются еще два таких же блока, которые управляются рукоятками на передней стенке бабки токарного станка ТВ-6.
Технические характеристики коробки позволяют обеспечить шесть частот вращения в диапазоне от 130 до 700 оборотов в минуту.
Переключение скоростей станка можно выполнять только при отключённом двигателе. Пренебрежение этим правилом приводит к повреждению шестерен коробки и выходу станка из строя. Частоты оборотов следующие:
- 1-я передача – 130 об./мин.
- 2-я передача – 170 об./мин.
- 3-я передача – 235 об./мин.
- 4-я передача – 385 об./мин.
- 5-я передача – 570 об./мин.
- 6-я передача – 700 об./мин.
Рукоятки управления имеют три и два фиксированных положения, соответственно. Коробка скоростей ТВ-6 имеет возможность изменения направления вращения ходового винта и валика. Для этого в конструкции имеется отдельная шестерня, которая управляется рукояткой, расположенной левее рукояток выбора скорости.
В левом положении шестерни находятся в прямом зацеплении и обеспечивается прямая подача. При переключении рукоятки вправо, в цепь зацепления вводится паразитная шестерня на входящем валу. За счет неё обеспечивается обратная подача станка. При центральном положении рукоятки цепь механической подачи разомкнута и ходовые винты остаются неподвижными. Такой режим используется при осуществлении подачи вручную.
За счет неё обеспечивается обратная подача станка. При центральном положении рукоятки цепь механической подачи разомкнута и ходовые винты остаются неподвижными. Такой режим используется при осуществлении подачи вручную.
Обслуживание коробки передач
Конструкция подшипниковых узлов коробки требует регулировки и обслуживания. Для этого в шпинделе есть две регулировочные гайки. На лицевой части бабки кроме рукояток управления находится указатель уровня масла, которое можно слить через резьбовую пробку в нижней части корпуса.
Для замены масла в станке ТВ-6 существует специальный регламент, по которому оно меняется через каждые три месяца работы. Заливка масла ведется через верхнюю крышку коробки. Непосредственно смазка узлов здесь ведется разбрызгиванием. В качестве смазки используется индустриальное масло И-30А.
Гитара и задняя бабка
Крутящий момент от коробки скоростей поступает к коробке подач при помощи шестеренной передачи, называемой гитарой. В состав последней у станка ТВ-6 входят три шестерни. А комплектов сменных шестерен не существует. Смазка шестерен гитары ведется вручную и выполняется ежемесячно.
А комплектов сменных шестерен не существует. Смазка шестерен гитары ведется вручную и выполняется ежемесячно.
Задняя бабка используется в качестве задней опоры для заготовок большой длины. Внутри нее установлена пиноль, оснащенная конусом Морзе. Благодаря ему в пиноль можно устанавливать различное оборудование и инструмент. Для ее перемещения имеется маховик, связанный с винтом. Выставление оси пиноли с осью шпинделя осуществляется регулировочными винтами и гайкой. Для фиксации бабки имеется тормоз, с управлением от специальной рукоятки.
Подача станка
Для механической подачи на станке есть специальная коробка. Управление осуществляется двумя рукоятками, расположенными ниже пульта управления коробкой передач. Первая рукоятка (расположенная левее) имеет три положения, которые дают возможность нарезки трёх различных шагов резьбы и получения трех вариантов подачи суппорта.
Вторая рукоятка позволяет активировать вращение ходового винта или вала. В конструкции коробки подач имеется муфта, которая предотвращает возможность одновременного включения винта и вала. Для изменения направления вращения используется рукоятка, установленная на пульте управления коробкой скоростей.
Для изменения направления вращения используется рукоятка, установленная на пульте управления коробкой скоростей.
Смазка коробки подач ТВ-6 осуществляется фитилями из емкости, расположенной в верхней части коробки. Во время работы станка необходимо визуально контролировать наличие масла в этой ёмкости. Излишки смазки сливаются через резьбовую пробку, расположенную в самой нижней части коробки.
Обслуживание коробки ТВ-6 заключается в замене масла и устранении осевых перемещений ходового винта. Для этого на выходном валу имеются две гайки круглой формы. Замена масла выполняется по аналогии с коробкой передач – раз в три месяца. Ходовые винт и вал необходимо смазывать ежедневно. Предварительно их необходимо прочистить от стружки.
Фартук и суппорт
Вращение от коробки подач ТВ-6 передается на фартук. Кроме механической подачи, фартук можно двигать вручную. Для этого на нем имеется отдельный маховик, сидящий на одном валу с шестерней, которая соединена с рейкой. Сама рейка зафиксирована на станине.
На фартуке устанавливается суппорт, который служит для закрепления и перемещения резцов. В его конструкции имеются четыре каретки:
- Для перемещения по станине.
- Для поперечного перемещения.
- Поворотная каретка (по 40 градусов в каждую сторону).
- На поворотной каретке стоит четвертая, в которой установлен резец.
При обработке деталей недопустимо перегружать станок. Перегрузка вызывает пробуксовку ремня и повышенные нагрузки на шестерни, что может вывести станок из строя. В конструкции суппорта ТВ-6 есть специальные уплотнители, которые убирают стружку с направляющих. Со временем они изнашиваются, и есть риск повреждения поверхности направляющих. Во избежание преждевременного разрушения, необходимо промывать этот узел керосином.
На суппорте ТВ-6 установлен защитный прозрачный экран, который защищает работника от летящей стружки. В основании его имеется защитный выключатель. При убранном экране цепь включения мотора станка разомкнута. Категорически запрещается убирать этот выключатель из электрической цепи станка.
Категорически запрещается убирать этот выключатель из электрической цепи станка.
Смазка узлов фартука выполняется в начале работы через специальное отверстие в нижней каретке.
Электрооборудование
В состав такого оборудования ТВ-6 входит основной двигатель, который работает от напряжения 380 Вольт и развивает мощность в пределах 0,75…1,1 кВт.
Для управления двигателем имеется кнопочный пульт управления и распределительный щит. На пульте есть две кнопки, служащие для пуска и остановки станка. При этом двигатель и пульт управления установлены в левой тумбе, а щит – в правой. В состав щита входят следующие элементы:
- Магнитный пускатель с возможностью реверса.
- Пакетные переключатели высокого и низкого напряжения.
- Понижающий трансформатор для лампы подсветки.
- Защитные предохранители.
Модификации
Основным отличием токарного станка ТВ-7 от ТВ-6 является конструкция коробки скоростей. В ее схему включена возможность переброса приводного ремня на разные ручьи шкива. За счет этого существенно расширился диапазон оборотов станка ТВ-7. В его схеме появились три дополнительные скорости выбора подачи.
За счет этого существенно расширился диапазон оборотов станка ТВ-7. В его схеме появились три дополнительные скорости выбора подачи.
Еще одной вариацией является токарный станок ТВ-4. От ТВ-6 он отличается упрощенной станиной из стального листа. Для усиления жесткости она оснащена дополнительными коробчатыми усилителями. Общая схема станка приведена на изображении в статье.
Благодаря такой станине масса станка сократилась до 280 кг. Опционально станок может оснащаться адаптером для подключения к сети 220 Вольт. Оба варианта выпускаются заводом «Учебное оборудование» в городе Ростове.
iinkcukacha устройство, iinkcazelo kunye nohlolo
beemvavanyo zepraktikhali bangundoqo специалист imfundo ngempumelelo. Awukwazi ube Turner yokwenene, nje ngokufunda ingcamango zezifundo. Афа, куфунека укале уфунде укусебенза няни укуба уматшини. Ukuza kuthi ga ngoku, njengokuba kudala njengoko 80s kwenkulungwane yokugqibela imveliso esijijwayo ukusika токарный станок TV-6 ngoMay. Myeke e Ростов uqeqesho mveliso kunye umatshini izixhobo. kwenziwa Le umatshini ukufundisa iziseko ukuba wonke umntu kufuneka azi Turner. Le modeli inokufumaneka izikolo ezininzi kunye nezikolo zemfundo eneemfuno ezizodwa.
Myeke e Ростов uqeqesho mveliso kunye umatshini izixhobo. kwenziwa Le umatshini ukufundisa iziseko ukuba wonke umntu kufuneka azi Turner. Le modeli inokufumaneka izikolo ezininzi kunye nezikolo zemfundo eneemfuno ezizodwa.
ukuqashwa
Токарный станок TV-6 yenzelwe ukufundisa iziseko ze ityala. Ngoko ke, akukho mpawu ngokudlul Akuyomfuneko ukuba silindele kuye. Lo matshini ngokufanelekileyo imisebenzi kakhulu elula:
- Lungiselela imingxuma.
- Лунгиса изифело.
- Ekwahlukaneni заготовка.
- Укрвенза внутритамбо метрическая.
- iindawo ekruqulayo ukuba zezindlu (etsobhileyo) imilo.
Токарный станок ТВ-6 (“умфунди” нженгоко кутива) унако укусебенза купхела кунье несиньити нон-айони нэнсимби. Loo uketho Lukwabangelwa yokuba izinto ngexesha lokulungiswa kufuneka akumkhululi iikhompawundi eguqukayo kwaye uthuli, nto leyo ibe nefuthe вредоносное kwabanye.
Iimpawu eziphambili
Токарный станок TV-6 kumaziko okubhalela iimviwo lokuqala суса укуба убухулу айо. Экубени езинобунзима кг 300 кунье убуде 144 см, убубанзи – 47 см, укупхакама -. 110 см Lo matshini ingena ngokupheleleyo nokuba kwiindibano ezincinane.
Экубени езинобунзима кг 300 кунье убуде 144 см, убубанзи – 47 см, укупхакама -. 110 см Lo matshini ingena ngokupheleleyo nokuba kwiindibano ezincinane.
Isiphumo ubungakanani ezincinane ubungakanani elincinane amalungu ukuba zingenziwa kwi kumatshini. Le yunithi ikuvumela ukuba ukusebenza kunye icandelo, ubude apho ayidluli-35 cm. Kulo mzekelo protachivanie kunokwenzeka umsantsa xa kufikwa ukuphakama, phezu kwebhedi na ngomshini amalungu enobubanzi ye-20 cm. Ngaphezu apho kungekho ngaphezulu kwe-30 см убуде. Есилаиди, эли хабисо купела 8 см.
Iimpawu eziphambili xa kuthelekiswa nezo nezinye iiunithi kunokubonwa efotweni ngezantsi.
Токарный станок Icebo TV-6
Ukuze siqonde ngcono ikhono ifowuni iya kunceda ukuqonda oko amacandelo kunye neendlela ihleliwe. Эмва Зонке Дизайн Иника Эзи Мпаву.
Design limelwe iindlela iphambili ilandelayo:
- Yima (ngokwemibandela yahlulwe kabini).
- Экран афеф.
- Коробка передач.

- Ифаскоти.
- Передняя бабка (квакхона нгапамбили нгокукхелекилейо экванти нангесемва).
- Рамка.
- Исиджинчи.
- Ан угеси.
- Кумхомбе.
Утумело эзивела изигаба 6 сиксакеке нгапхамбили. Ukuze ke onamathele вал ezithwala ukujikeleza ukusuka injini. Укулунгиселела ле нджонго ибханти драйв. Kwicala intshukumo ye umnini yahluka abaqingqi ngokuncama indlela ekhethekileyo shelwe kule bhokisi. Oku kulawulwa ngendlela ngesiphatho. Xa ithuba lakhe ihambisa izixhobo kwenye izithuba ekupheleni. Ukuba gear esijikeleziswa ukuya ekhohlo, ngoko ke inkqubo ujikelezo phambili. Le nkqubo ibandakanya единица amagiya. Ukuba gear uyasuswa uye ekunene, kukho ukujikeleza hi ndlela leyi hambaneke. Укусука эбабусисаха выбегает лихусела на корму. Ngaphezu koko, oko kuvumela ukwenza imingxuma usebenzisa kombiwa kuyo.
Маке сихлолисисе исиксхобо эсиджиджвайо укусика уматшини, ТВ-6 золвими нгокунзулу. Ukuza kuthi ga ngoku, iindlela zayo ezingundoqo kunye namacandelo (Umgaqo kwabo ukusebenza kunye nesixhobo) ngokwahlukeneyo.
Ukuza kuthi ga ngoku, iindlela zayo ezingundoqo kunye namacandelo (Umgaqo kwabo ukusebenza kunye nesixhobo) ngokwahlukeneyo.
тумба
токарный станок Uyilo yikhabhinethi ihlukane iinxalenye ezimbini: ngaphambili nangesemva. Bona isixhobo efanayo kodwa ukungalingani.
Кабинет ngaphambili ibandla ngohlobo “U” ileta. Ukuqulunqa kwaba ngakumbi eqinileyo, phezulu nasezantsi inyuselwa iimbambo. изисеко ангасемва овамиса инджини. Ukhanyise (офф) ngokucinezela ngayo, nto leyo ngokwetafile ngaphambili.
umahluko neziseko diff kukuba endaweni isakhiwo sayo motor iquka ikhaka sombane.
Коробка передач для гитары
Гитара ebizwa iigiyeri zothumelo. Kuyimfuneko ukuba ukudluliselwa sesindululo ukusuka вал engundoqo ngqo kwibhokisi. Le isiginci isibiyeli kunye amagiya zesigxina ezikuwo. Токарный станок TV-6 kukho izixhobo umlinganiselo rhoqo, nto leyo ilingana nesahlulo sesine.
Гитара edlulisela ukujikeleza ukuya коробка передач. Йена, ке, икука ла макандело аланделайо:
- Вал (iiPC-2. ).
 ).
).- Gears (5 iiPC. Ezineempawu ezahlukeneyo).
- Кокубониса.
- Блок шестерен.
- Заглушка Khama.
- Ходовой ролик.
- Ukuphatha для ulungelelwaniso (iiPC-2.).
Параметры потока ezimiselwe ngokutshintsha настройка ajongane iqhele kwi phambi коробка передач. Ngexesha ujikelezo wayo (iye izikhundla 3) unit iiseyile ihamba ecaleni kwiindawo zokubeka, oqhuba omnye шестерня. Igqiza ле bhokisi yenye emphinini, oqala mqengqeleki kunye Винт aphilileyo.
ifaskoti
Ifaskoti kuyimfuneko wokondla imbi ukusuka osimelela ngentonga mqengqeleki (Винт) ngumatshini okanye ngesandla. Ukuba kuyimfuneko ukwenza ifidi manual, kufuneka ukuzitshintsha маховик, apho ibekwe phezu kwizikhondo шестерня. Шестерня Ukuhlanganiswa yokugqibela, ролик yokubeka лейо phezu izixhobo.
A impethu enxulumene ngokusebenzisa ngokuwatshibiliza izikhonkwane kunye platen, inika feed ngoomatshini.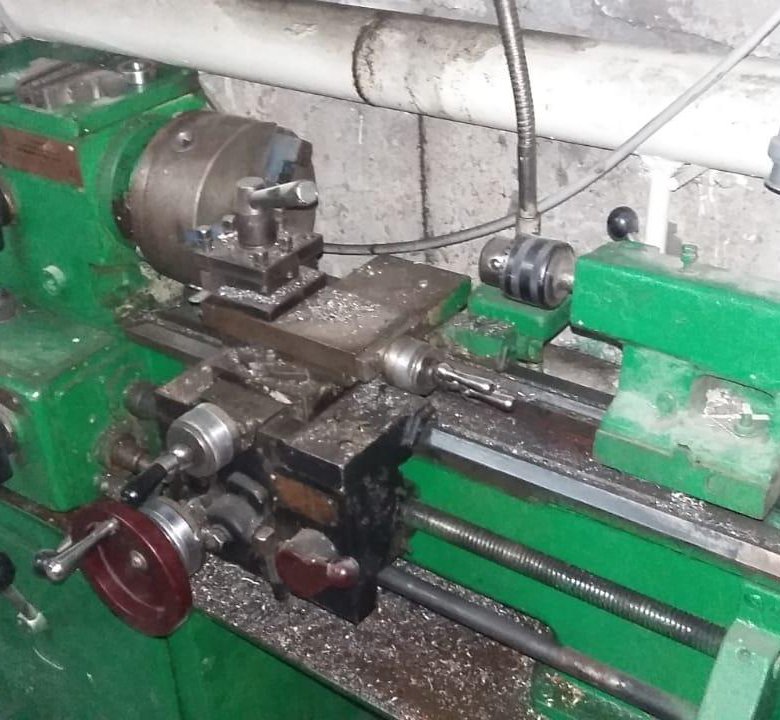 Yena edlulisela червь isindululo izixhobo. Kulo gear elilandelayo kunye nentshukumo сцепление Inja idluliselwe izixhobo yokubeka. Собачья кладка liqhagamshelwe emphinini, ukujikeleza leyo ekhokelela ifidi ngoomatshini.
Yena edlulisela червь isindululo izixhobo. Kulo gear elilandelayo kunye nentshukumo сцепление Inja idluliselwe izixhobo yokubeka. Собачья кладка liqhagamshelwe emphinini, ukujikeleza leyo ekhokelela ifidi ngoomatshini.
inkxaso
Ifaka Bathezi e Токарные станки по металлу TV6 kwenziwa kubulelwe imbi. Ngenxa kwisilayidi 4 (zizisu) siphume hambisa:
- Kunye Izikokelo kwicala yezihlunu.
- Kwicala aa Incopho na intshukumo wenqwelwana yokuqala.
- Kwicala yezihlunu yesikhokelo слайд wesithathu.
Инквелвана ахлелве кутто, око кукути, пхезу квезинье. Le nto iqhotyoshelwe kule buyo sesine ngokusebenzisa indlela ekhethekileyo. Ngokuya indlela umqheba licinezelwe, kwaye indawo yayo Iqinisekile pin.
intloko
Isiphelo yesibini iinkcukacha zokwenza kwi TV-6 токарный станок с задней бабкой ezinzileyo. В нем есть иисеко кунье номзимба, нгенкса лейо нто зибамбене найо квисахело сикокело. Головка бабки нгокутшо квакхе яйе упхумеза интшукумо. Ngaphakathingenxa uhamba маховик kwicala продольный ле eQuill. Xa umngxuma engaphakathi eQuill, конусная дрель ngokungathi, amasuntswana zifakiwe, nemoto nezinye izixhobo.
отзыва
Токарный станок ТВ6 – уммели огкибелелейо еСоветский Союз. Сделано в ие-зенкулунгване локугкибела, вадибана куде. Kwaye ukuba ukunika eninzi abasebenzisi akayi kude. Kuyinto ethembakeleyo, umatshini ixesha elide, kakuhle ukwenza imisebenzi yayo.
Uya kuba ukuthenga le lathe modeli, abasebenzisi abanamava bayacetyiswa ukuba zibuze imibuzo engundoqo emibini:
- Yintoni ngqo efunekayo.
- Ziziphi iintlobo zemisebenzi ziya kwenziwa kwi-matshini.
Kakade ke, нуклеозид amazwe mihla uzakufun aukugqithisa umatshini TV6 nokuchaneka. Kodwa ukuba ufuna ukususa ngomaleko omkhulu womhlaba ze etyhidiweyo, ukuba “umfundi” alifumaneki.
Нгокуфателеле умбузо весибини, асикуко вонке умсебензи уматшини унако уквенза. Ngokomzekelo, njengoko kuqatshelwe ngabanye abasebenzisi ukuba umatshini ayiphumelelanga balole kombhobho bemithwalo. Ukuze kwandiswe ukusebenza uya kufuneka iseti amagiya замена ezidingekayo ukuze zomsonto ngumntu wokusika. Abavumela ukuba ungatshintsha ubungakanani inyathelo xa kuyimfuneko.
Phakathi ukushiyeka ekunokuthiwa ukuba umatshini kuxhaswa yi-mbane lombane 380 V. Ukuba akukho umgca ekhaya-entsimini, umatshini kuya kufuneka ukuba uzenze phantsi 220 V. Enye ilahleko kwalo nomnye kungoene exeumatshinium Operation ngs. Kodwa kwelinye icala, ukuba ukuyifaka kwi entendelezweni yakho yangasese, akukho iingxaki kuyo ngeke.
Njengoko sibonile, токарный станок yasekhaya yeTV-6 metal, leyo yaveliswa ngenjongo ekufundiseni izakhono lathe, wafumana isicelo sayo kubomi bemihla ngemihla. Zisetyenziswa zizo amateurs abaninzi ngezandla zabo zasekhaya luncedo. Kuyinto ethembakeleyo, iyunithi ixesha elide ukuba kwanasemva phantse engamashumi amane ngokwemfuno.
Машинный парк | Meccanica Besnatese
Перейти к основному содержанию
Главная Субподрядные работыМашинный парк
СТАНОК С ЧПУ “DMG MORI” ТИП: CTX BETA 2000
– Диаметр: 600 мм
– Длина: мм 2000
– Приводные инструменты
– Ось Y
– Встроенная рамка
ЦИФРОВЫЕ ФРЕЗЕРНЫЕ МАШИНЫ “C. B.FERRARI”
Тип: S630 5 цифровых осей
Ход: мм X 3000 Y 890 Z 805
с 5-й осью – поворотный стол Ø мм 1000
с 4-й осью – поворотная головка постоянно
электрошпиндель ISO50
ЧПУ ФРЕЗЕРНЫЙ СТАНОК ТИПА “CASER” С ПОДВИЖНЫМ МОСТОМ
Тип: Varigantry 3
Ход: мм 6000 x 3000
Свободное пространство: 1500
ЧПУ РАСТОЧНЫЙ СТАНОК ТИПА “CASTEL”
Тип: Красный – Управляемый поворотный стол мм 1600 x 1800
Ход: мм 6000 x 2000 x 2000
ТОКАРНЫЙ СТАНОК С ЧПУ С САМООБУЧЕНИЕМ ТИП: T550L SNC
– Высота центра на станине: 550 мм
– Расстояние между центрами: 3000 мм
– Макс. диаметр вращения на станине: мм 1100
– Максимальный диаметр вращения на салазках: мм 750 Макс.
– Допустимый вес между центрами: кг. 4000
– Мощность шпинделя: 30 кВт
FRESATRICE A C.N. DIGITALE “C.B. FERRARI”  580 6 цифровых осей
580 6 цифровых осей
Ход: мм X 1450 Y 520 Z 420
Головка с непрерывным наклоном и электрошпинделем
ISO40 16000 об/мин 27/35 кВт – 90/130 Нм
NC Делительные узлы Поворотный стол на 360° и наклон на 120°
“C.B. FERRARI” ФРЕЗЕРНЫЙ СТАНОК С ЧПУ
Control SELCA 1200
Тип: FBF 2500
Ход: мм 2500 x 700 x 1100
“C.B. FERRARI” ФРЕЗЕРНЫЙ СТАНОК С ЧПУ
Тип: D432 E560
Ход: мм 3000 x 1400 x 800 ISO 45 с электрошпинделем при 16.000 об/мин с 5-й осью и вращающейся головкой с постоянным поворотом на 180°
ЧПУ ФРЕЗЕРНЫЙ СТАНОК ТИПА “C.B. FERRARI”
Тип: S82 E. 132 V
Ход: мм 2500 x 800 x 1000
с регулируемой осью поворотного стола 5° диаметром 1300 и управляемой поворотной головкой
(индекс примерно 180° каждые 2, 5°)
ЧПУ ФРЕЗЕРНЫЙ СТАНОК ТИПА “C.B. FERRARI”
Тип: S82 E. 520
Ход: мм 2500 x 800 x 1000
с управляемой поворотной головкой 5° (около 180°)
ЧПУ ФРЕЗЕРНЫЙ СТАНОК ТИПА “C. B. FERRARI”
B. FERRARI”
Тип: S56 E. 160
Ход: мм 1600 x 600 x 550
с поворотной головкой (индекс прибл. 180° каждые 2,5°)
ЧПУ ФРЕЗЕРНЫЙ СТАНОК ТИПА “C.B. FERRARI”
Тип: S52 E. 524
Ход: мм 1400 x 500 x 450
с поворотной головкой (индекс примерно 180° каждые 2,5°)
C.N.C. ФРЕЗЕРНЫЙ СТАНОК ТИПА “C.B. FERRARI”
Тип: A17 E. 160
Ход: мм 1050 x 520 x 420
с регулируемой осью поворотного стола 5° прибл. 360° диам. 400 – с управлением 6°
стол с горизонтальным поворотом ок. 120° с индексом поворотной головки ок. 180 каждые 2,5°
“C.B. FERRARI” N.C. ФРЕЗЕРОВАНИЕ “ТОЧКА-ТОЧКА”
Тип: P5-S
Ход: мм 1100 x 350 x 300
с наклоном +/- 30°
УНИВЕРСАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК ТИПА “RIGIVA”
Тип: 2 – полностью визуализируется
ТОКАРНЫЙ СТАНОК С ЧПУ “DE BERNARDI”
Ход: диам.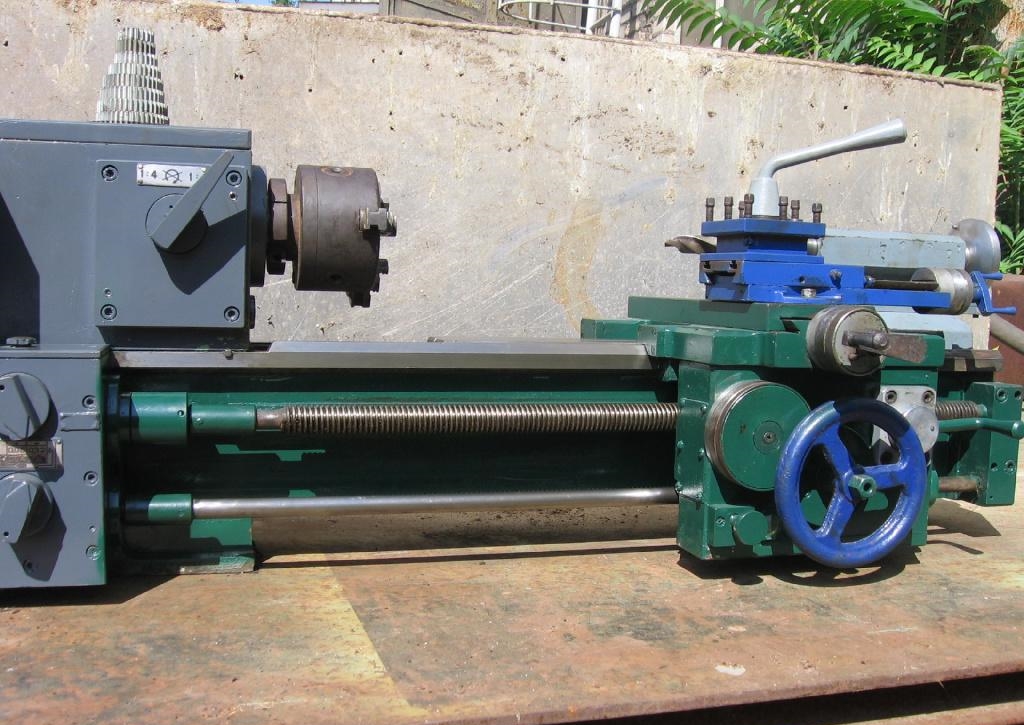 500 x 1500 мм – блок управления GE-FANUC 16T
500 x 1500 мм – блок управления GE-FANUC 16T
“Tovaglieri” Центральный токар
Центральная высота: MM 220 x 1500
“Tovaglieri” Центр. Открытая раздвижная кровать диам. мм 330 x 2000
Шпиндель, макс. 4 диам. захват, мм 900
“FAVRETTO” ТАНГЕНЦИАЛЬНОЕ ШЛИФОВАНИЕ
Ход: мм 1600 x 600 x 1000
ИНСТРУМЕНТ “ELBO CONTROLLI” PRESET
Тип: E 780
ИНСТРУМЕНТ “ELBO CONTROLLI” PRESET
Тип: AR 2000
ИНЖЕНЕРНЫЕ СТАНЦИИ SCAD-CAM ИНЖЕНЕРНАЯ СТАНЦИЯ CAD-CAM
С опорами:
– CAM “DAM” и “TS30” con uscite Elexa/Selca/E.C.S./Fanuc/Heidenhain 5 асси)
CAD-CAM Трехмерная ИНЖЕНЕРНАЯ СТАНЦИЯ
С опорами:
– Rhinoceros 3,0
– Auton 12
– SolidWorks 2017
Трехмерная измерительная машина: NewsThree-Dimension
Измерительная машина
-Global Performance DEA серии 12.