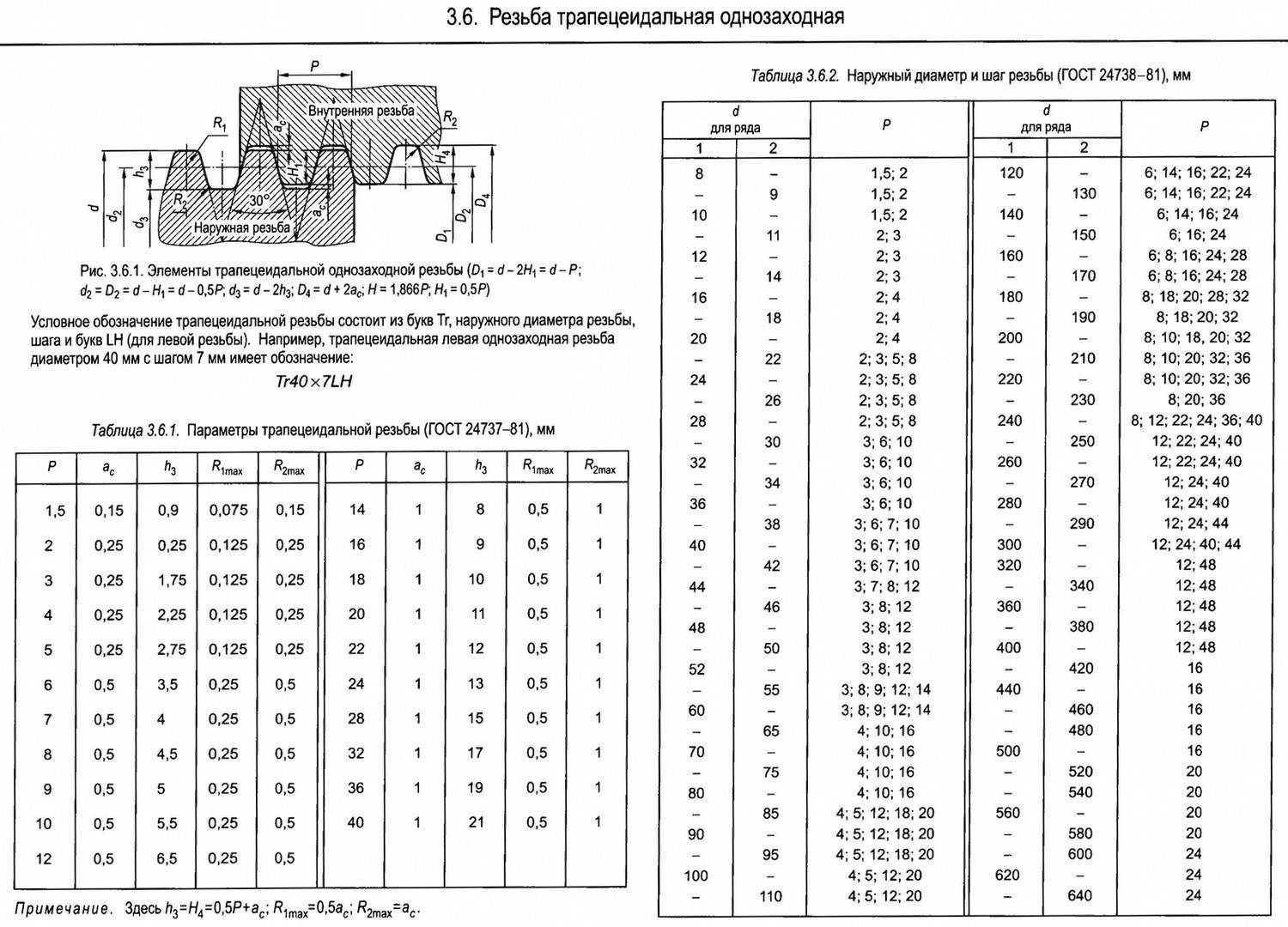
таблица размеров трапеции с диаметром и шагами, параметры дюймового стержня, обозначение однозаходного внутреннего профиля – rocta
Рассмотрим соединение с нестандартным профилем витков. В фокусе внимания – трапецеидальная резьба: таблица размеров, диаметр и шаги, регламентирующие ее исполнение ГОСТ, а также другие ее важные показатели будут самым тщательным образом проанализированы, чтобы вы понимали, когда ее наносить.
В промышленности она применяется достаточно активно, так как самотормозящая, а это актуально для механизмов, преобразующих поступательное движение из вращательного. С нею исполнительные механизмы различных устройств могут быстро скользить по направляющим за счет малой силы сопротивления, и это при точном позиционировании и отличном закреплении строго в нужной точке. Поэтому ей отдают предпочтение даже в робототехнике, при проектировании достаточно сложных аппаратов.
Ярче всего эти свойства проявляются у насечек со средним шагом: с их использованием достигаются достаточно точные осевые перемещения.
Проверить расстояние между витками проще всего штангенциркулем: замеряете участок на стержне, считаете количество канавок, делите найденную длину на это число, получаете результат, сверяете его со справочными данными и убедитесь, что он в пределах нормы.
Теперь о том, почему в сопроводительной документации вы часто можете увидеть запись «резьба трапецеидальная Tr»: ГОСТ 9484-81, регламентирующий в том числе и маркировку, устанавливает, что при нанесении условных обозначений следует использовать латиницу. И эти две буквы как раз и говорят о виде насечек.
Но резьба трапецией, размеры которой мы рассмотрим ниже, также обладает и определенными недостатками:
Поэтому она актуальна не повсеместно, а в строго определенных сферах – ее наносят на конкретные детали, количество которых обычно крайне ограничено.
Его геометрия зависит от двух параметров – от дистанции между соседними канавками и расстояния от основания до вершины витка. Наглядно выделим их зависимость:
| P, мм | H, мм |
| 1,05 – 1,07 | 2,08 – 3,01 |
| 2,03 – 2,05 | 3,07 – 5,05 |
| 3,03 – 3,05 | 5,06 – 7,02 |
| 4,03 – 4,05 | 7,05 – 8,08 |
| 5,03 – 5,05 | 9,03 – 10,04 |
| 6,03 – 6,05 | 11,02 – 12,09 |
| 7,03 – 7,05 | 13,06 – 14,05 |
| 8,03 – 8,05 | 14,09 – 15,02 |
| 9,03 – 9,05 | 16,07 – 18,03 |
| 10,03 – 10,05 | 18,06 – 21,08 |
| 12,03 – 12,05 | 22,03 – 26,01 |
| 14,03 – 14,05 | 26,02 – 28,04 |
| 16,03 – 16,05 | 29,09 – 31,05 |
| 18,03 – 18,05 | 33,06 – 35,09 |
При нарезке следует брать именно стандартные значения – чтобы обеспечить совместимость готового изделия с крепежными элементами и различными инструментами.
Номинальный профиль внутренней/наружной трапециевидной резьбы: таблица размеров
При его определении к важным параметрам – расстоянию между витками и высоте – добавляются дополнительные, то есть зазор по вершине и радиусы скругления.
| P, мм | h4 = h5, мм | aC | R1max | R2max |
| 1,5 | 0,9 | 0,15 | 0,075 | 0,15 |
| 2 | 1,25 | 0,25 | 0,125 | 0,25 |
| 3 | 1,75 | 0,25 | 0,125 | 0,25 |
| 4 | 2,25 | 0,25 | 0,125 | 0,25 |
| 5 | 2,75 | 0,25 | 0,125 | 0,25 |
| 6 | 3,5 | 0,5 | 0,25 | 0,5 |
| 7 | 4 | 0,5 | 0,25 | 0,5 |
| 8 | 4,5 | 0,5 | 0,25 | 0,5 |
| 9 | 5 | 0,5 | 0,25 | 0,5 |
| 10 | 5,5 | 0,5 | 0,25 | 0,5 |
| 12 | 6,5 | 0,5 | 0,25 | 0,5 |
| 14 | 8 | 1 | 0,5 | 1 |
| 16 | 9 | 1 | 0,5 | 1 |
| 18 | 10 | 1 | 0,5 | 1 |
| 20 | 11 | 1 | 0,5 | 1 |
| 22 | 12 | 1 | 0,5 | 1 |
| 24 | 13 | 1 | 0,5 | 1 |
| 28 | 15 | 1 | 0,5 | 1 |
| 32 | 17 | 1 | 0,5 | 1 |
| 36 | 19 | 1 | 0,5 | 1 |
| 40 | 21 | 1 | 0,5 | 1 |
Благодаря различным его вариантам можно обеспечить частичную взаимозаменяемость деталей и крепежных элементов.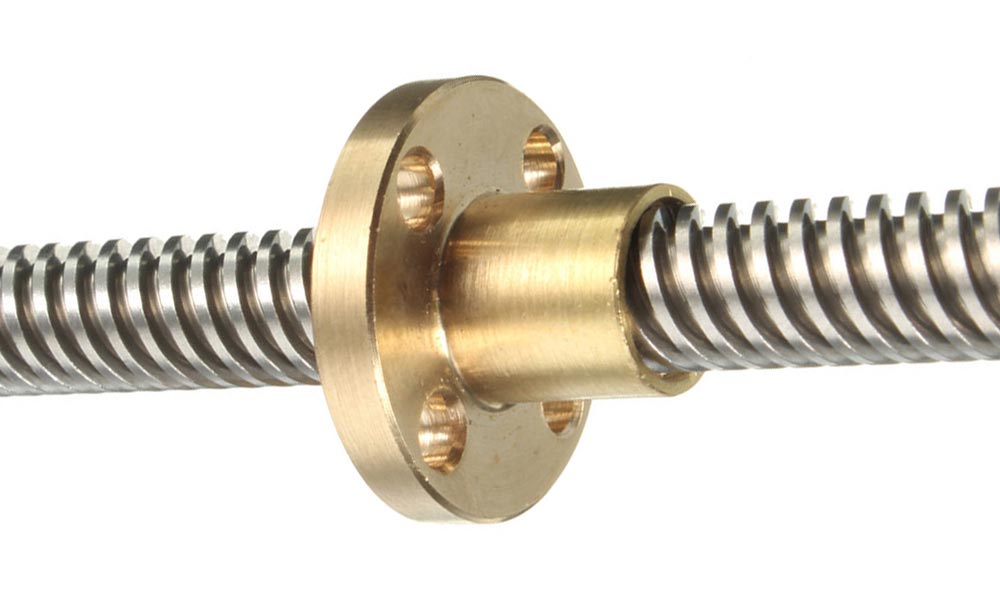
Резьба трапецеидальная: диаметры и шаги по ГОСТ 24737-81
Данный межгосударственный стандарт задает значения вплоть до 640 мм для сечения и до 24 мм – для расстояния между соседними витками. Но мы сосредоточимся только на ходовых величинах, применяемых часто, а не в единичных случаях.
| P, мм | d, мм |
| 2, 3 | 14 |
| 2, 4 | 16, 18, 20 |
| 2, 3, 5, 8 | 22, 24, 26, 28 |
| 3, 6, 10 | 30, 32, 34, 36 |
| 3, 6, 7, 10 | 38, 40, 42 |
| 3, 7, 8, 12 | 44 |
| 3, 8, 10 | 46, 48, 50, 52 |
| 3, 8, 9, 12, 14 | 55, 60 |
| 4, 10, 16 | 65, 70, 75, 80 |
| 4, 5, 12, 18, 20 | 85, 90, 95 |
| 4, 5, 12, 20 | 100, 110 |
Ориентируйтесь на эти справочные данные при выборе варианта нарезки и помните: нормативные значения геометрических показателей – залог высокой совместимости деталей и особенно крепежных элементов.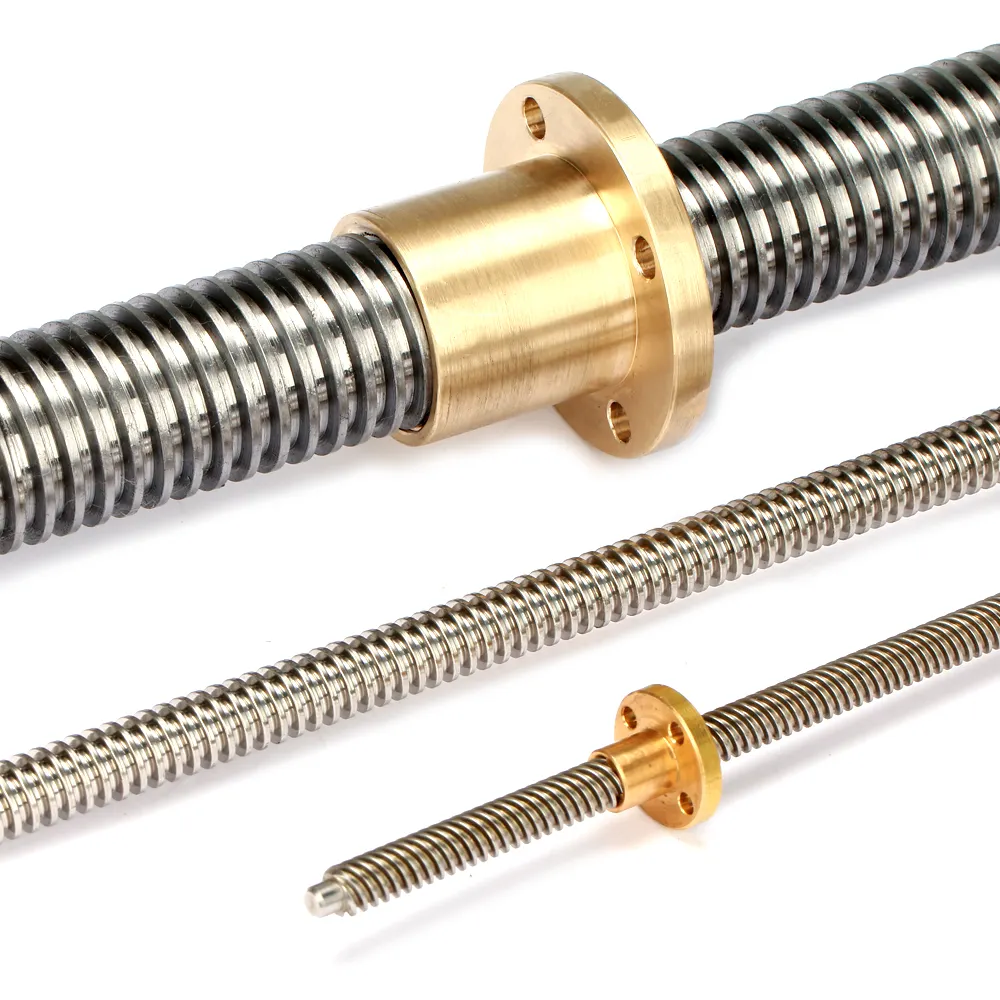
Виды
Рассмотрим наиболее распространенные и используемые сегодня варианты исполнения.
Трапецеидальная резьба левая
Ее наносят плоским контурным лезвием, вращающимся против направления часовой стрелки (как бы от наблюдателя). Этот тип соединения известен едва ли не дольше всего, но и сейчас он остается актуальным – в следующих сферах:
- В машиностроении – для фиксации различных деталей на валу станка; она практически исключает самовыкручивание заготовки в процессе ее обработки.
- В качестве универсального средства крепежа – колес внедорожников и грузовых машин, радиаторных ниппелей в системах отопления, лопастей вентиляторов, велосипедных узлов, редукторов моторов, циркулярных пил, патронов со сверлами и так далее.
- Для контроля траектории режущих и других инструментов – является своеобразным средством остановки производства при возникновении опасных ситуаций.
- В автопроме – для защиты оригинальных заводских комплектующих от подделки.


Отличить ее от других очень просто – по литере «L», которой она маркируется в обязательном порядке.
Правая
Эта резьба-трапеция по ГОСТам наносится по часовой стрелке – плоское контурное лезвие создает ее, двигаясь вдоль по отношению к позиции наблюдателя. Именно она является основным вариантом насечки на винтах, болтах, гайках и шпильках, ею же обладают и большинство шурупов и дюбелей, используемы в промышленных масштабах.
Понять, что она именно такой направленности, не составляет труда: достаточно положить крепежный элемент на ладонь фаской вверх и посмотреть, куда направлены витки – они должны идти от вас. Еще один явный показатель – буква «R» на борту изделия. Хотя подделать такой вариант нанесения канавок не составляет труда, поэтому те же производители комплектующих для авто относятся к нему равнодушно.
Где активно применяется правая нарезка, так это при производстве редукторов кислородных баллонов, чтобы предотвратить чрезвычайную ситуацию при их использовании.
Резьба трапецеидальная однозаходная: основные размеры
Ее шаг и диаметр регламентированы межгосударственными стандартами 24739-81 и 25347-82, вместе с предельно возможными допусками на обработку, и будут приведены ниже. Сейчас мы хотим сосредоточить внимание на такой ее отличительной особенности, как геометрия рисунка.
Свое название она получила потому, что выполняется движением одного лезвия. И определить, что это именно она, довольно легко: нужно лишь взглянуть на торец крепежного элемента – на него должен выходить 1 конец витка, но никак не больше.
Дистанция между соседними нитями у нее всегда совпадает с величиной хода, поэтому выбирать, настраивать и выдерживать ее при нанесении сравнительно просто (и в этом ее преимущество). Недостаток же заключается в сравнительно низкой прочности соединения итогового изделия и объясняется тем, что внутренний диаметр слишком короткий, чтобы обеспечивать надежность контакта. Поэтому передавать значительные нагрузки с нею проблематично, а значит она находит ограниченное применение.
Распознать ее не составит труда по маркировке – латинской литере «H».
Многозаходная трап резьба: ГОСТ, размеры
Вы уже наверняка поняли, чем она отличается от предыдущей: рисунок канавок у нее формируют сразу несколько лезвий. Потому на одной нити оказываются расположены сразу 2 или 3 витка. На практике более всего востребованы именно двух- и трехзаходные ее разновидности, а значит их мы и будем рассматривать в качестве примеров.
Такие насечки актуальны для стягивающий конструкций – они:
- Повышают прочность соединения.
- Помогают обеспечить существенное смещение крепежа на винтах при работе двигателя на малых оборотах.
- Меняют передаточное число.
На чертежах и в сопутствующей документации они помечены буквой «S».
Теперь о том, по каким стандартам определить размеры и другие параметры трапецеидальной резьбы: по ГОСТ 25347-82 и 24739-81. Эти стандарты четко регламентируют геометрические показатели профилей и максимально допустимые отклонения. Они также устанавливают логическую зависимость: величина хода эквивалентна шагу, помноженному на число заходов (в нашем случае – на 2 или на 3).
Они также устанавливают логическую зависимость: величина хода эквивалентна шагу, помноженному на число заходов (в нашем случае – на 2 или на 3).
Применение
Сразу подчеркнем, за счет отличных тормозных свойств и способности без деформаций выдерживать значительное трение буквально все ее разновидности не нуждаются в дополнительном закреплении. Поэтому в большинстве ситуаций она становится ходовым винтом – своеобразным приводом для прессов.
На практике Tr (резьба трапециевидная ГОСТ 9484-81) помогает решать следующие задачи:
- Контролировать траекторию исполнительных, подъемных и других механизмов.
- Подавать и останавливать движение на станках.
- Обеспечивать перемещение заготовок и продукции по конвейерной ленте к точке сборки.
- Поддерживать пресс (и схожие с ним машины) в заданном направлении, чаще всего вертикальном.
Также ее наносят на поверхности деталей, являющихся составными элементами регуляторов, станков, сложносоставного оборудования.
В списке основных сфер ее использования:
- Автопром – части моторных редукторов.
- Машиностроение – функциональные узлы различных агрегатов.
- Паровозостроение – тормозные устройства для электровозов, работающих в шахтах.
И отдельно робототехника со сверхточным проектированием (в особо ответственных и единичных случаях).
Трапециевидная резьба: размеры таблицей
Главные ее геометрические характеристики – это:
- Номинальный диаметр (условный проход) – составляет 1,5-48 мм.
- Усредненный угол – равняется 30 градусам.
- Шаг – расстояние между соседними витками (в одинаковых точках) – лежит в диапазоне 0,75-24 мм.
- Зазор – максимум до 0,5 мм.
Все это – официальные статистические данные, еще более подробно приведенные в межгосударственном стандарте 24737-81. Главные из них мы представим прямо сейчас – в максимально наглядном формате:
| P, мм | DN, мм | d, мм | |
| внутренний | внешний | ||
| 1,02 – 1,04 | 6 – 7 | 8,03 – 8,03 | 6,03 – 8,02 |
| 1,05 – 1,09 | 8 – 10 | 9,03 – 9,05 | 7,03 – 9,05 |
| 2,05 – 2,09 | 11 – 13 | 10,05 – 10,07 | 8,03 – 10,02 |
| 3,05 – 3,09 | 13 – 15 | 12,05 – 12,03 | 9,03 – 12,05 |
| 4,05 – 4,09 | 16 – 19 | 14,03 – 14,05 | 11,03 – 14,02 |
| 5,05 – 5,09 | 20 – 21 | 16,05 – 16,07 | 13,03 – 16,03 |
| 6,05 – 6,09 | 22 – 23 | 18,03 – 18,03 | 16,03 – 18,02 |
| 7,05 – 7,09 | 24 – 25 | 20,05 – 20,07 | 17,03 – 20,05 |
| 8,05 – 8,09 | 26 – 29 | 22,03 – 22,05 | 19,03 – 22,03 |
Таблица трапецеидальных резьб многозаходного типа определяется положениями ГОСТа 24739-81 и выглядит следующим образом:
| P, мм | DN, мм | Число витков в насечке | ||||
| 2 | 3 | 4 | 6 | 8 | ||
| 0,5 – 1,07 | 10 – 12 | 3,03 – 5,02 | 4,05 – 5,02 | 6,03 – 8,05 | 9 – 11 | 12 – 14 |
| 2,03 – 2,05 | 4,03 – 6,05 | 6,05 – 8,05 | 8,03 – 10,05 | 12,05 – 14 | 16,05 – 18,05 | |
| 2,03 – 2,05 | 12 – 14 | 4,03 – 6,02 | 6,05 – 8,02 | 8,03 – 10,05 | 12,05 – 14,05 | 16,05 – 18,05 |
| 2,03 – 2,05 | 16 – 19 | 4,03 – 6,05 | 6,05 – 8,02 | 8,03 – 10,05 | 12,05 – 14,05 | 16,05 – 18,05 |
| 2 – 2,5 | 20 – 22 | 4,03 – 6,02 | 6,05 – 8,05 | 8,03 – 10,05 | 12,05 – 14,05 | 16,05 – 18,05 |
| 2 – 2,5 | 24 – 32 | 4,03 – 6,05 | 6,05 – 8,02 | 8,03 – 10,05 | 12,05 – 14,05 | 16,05 – 18,05 |
| 3 – 3,5 | 6,03 – 8,02 | 9,05 – 11,05 | 12,03 – 14,05 | 18,05 – 20,05 | 24,05 – 26,05 | |
Обратите внимание, трапецеидальная упорная или дюймовая резьба – это редкость: почти всегда она выполняется метрической, поэтому все основные размеры приведены в миллиметрах.
Способы изготовления
Существует несколько распространенных вариантов ее нанесения в промышленных масштабах – рассмотрим каждый из них:
С использованием одного лезвия:
1. Начинается с предварительной подготовки детали: ее нужно измерить (найти ДхШ), зафиксировать на станке и проточить в ней канавку.
2. Далее следует вставить инструмент в получившееся углубление, убедившись, что он пойдет параллельно оси, и включить оборудование.
3. Режущая кромка начнет свой путь и сделает насечку, которую затем следует сверить с шаблоном – их рисунки обязаны совпадать.
Величина допусков здесь в значительной степени зависит от остроты резца.
С применением трех лезвий:
Способ похож на предыдущий. Так же выбирается диаметр стержня под трапецеидальную резьбу, после чего он подготавливается и располагается на станке. Разница в том, что позиционируются сразу 3 инструмента, а не 1 – либо параллельно канавкам, либо противоположно оси. Они и формируют итоговый рисунок. Настройка занимает несколько больше времени, зато результат точнее – погрешность практически отсутствует (достаточно приложить готовое изделие к эталонному образцу, и вы в этом убедитесь).
Они и формируют итоговый рисунок. Настройка занимает несколько больше времени, зато результат точнее – погрешность практически отсутствует (достаточно приложить готовое изделие к эталонному образцу, и вы в этом убедитесь).
Также можно постепенно углублять и расширять канавку – в несколько проходов – до тех пор, пока она не достигнет подходящих параметров, а на завершающем этапе поработать профильным резцом.
При любом из методов должны соблюдаться основные требования безопасности:
- Наносить насечку вправе только специалист.
- Трудиться следует в защитных очках, перчатках, головном уборе, производственном халате, ботинках; и вся эта спецодежда должна быть чистой, застегнутой, в хорошем состоянии.
- Посторонние предметы на рабочем месте недопустимы.
- Производственный мусор требуется вовремя удалять, за отводом СОЖ нужно внимательно следить.
- Параметры итоговых изделий проверяются в обязательном порядке.
Для отличного результата необходимо работать на лучшем оборудовании. Компания «Рокта» поможет вам подобрать станки, на которых вы нанесете витки с подходящим шагом, пробьете отверстия под трапецеидальную резьбу по ГОСТ и вообще выполните все актуальные для своего производства операции, обращайтесь.
Компания «Рокта» поможет вам подобрать станки, на которых вы нанесете витки с подходящим шагом, пробьете отверстия под трапецеидальную резьбу по ГОСТ и вообще выполните все актуальные для своего производства операции, обращайтесь.
Трапецеидальные винты с правой и левой резьбой DIN103
- Официальные
поставкиПоставки от производителя
Предоставление ГТД
Фирменная гарантия - Быстрая
обработка запросаОтвет на заявку
в течение 2-х часов - Техническое
сопровождениеПомощь в подборе
и использовании
оборудования
Описание
Описание
Характеристики
| Номинальный диаметр резьбы, мм | |
| Шаг резьбы, мм | 2-8 |
| Полная длина вала, мм | 130-1200 |
Описание
Прямой ходовой винт MISUMI с левой и правой резьбой. Полная длина изделия – от 300 до 1200 мм, диаметр резьбы – 10 – 50 мм при шаге от 2 до 8 мм. Продукт обеспечивает быстрое вращение подвижных элементов. Он прост в установке, не требует периодического ухода. Многошаговая шпилька поставляется в заводской упаковке, соответствует DIN 103.
Полная длина изделия – от 300 до 1200 мм, диаметр резьбы – 10 – 50 мм при шаге от 2 до 8 мм. Продукт обеспечивает быстрое вращение подвижных элементов. Он прост в установке, не требует периодического ухода. Многошаговая шпилька поставляется в заводской упаковке, соответствует DIN 103. Онлайн запрос и консультация
Заполните форму и наш специалист сообщит Вам:
- Cтоимость продукции и срок поставки
- Технические характеристики
- Проконсультирует по вашим вопросам
Ваше имя…
Телефон…
Организация…
Email…
Ваш вопрос или комментарий
Ваша заявка принята. Мы свяжемся с вами в ближайшее время.
Мы свяжемся с вами в ближайшее время.
Трапецеидальные винты производства MISUMI купить у официального представителя в Москве, Санкт-Петербурге и других городах России. ООО “Комплектующие для промышленности”. Мы с удовольствием подберем продукцию по вашему ТЗ. Заполните форму ниже или позвоните по телефону 8 800 302 57 56.
- Прямые гайки для многоходовых винтов
- Прямые ходовые винты с трапецеидальной резьбой DIN103
- Миниатюрные скользящие винты с одним ступенчатым концом
ISO 2901 – Метрическая трапециевидная резьба
Размеры метрической трапециевидной резьбы ISO.
Рекламные ссылки
Размеры метрической трапециевидной резьбы ISO указаны в таблице ниже.
| Винт с наружным диаметром (мм) | Шаг (мм) | Гайка с внутренним диаметром 9 0014 (мм) | Кольцевая гайка (мм) | Внешний зазор (мм) | Внутренний зазор (мм) | 8 | 1,5 | 6,5 | 0,55 | 0,15 | 0,15 |
|---|---|---|---|---|---|
| 10 | 1,5 | 8,5 | 0,55 | 0,15 | 0,15 |
| 10 | 90 053 28,0 | 0,73 | 0,25 | 0,25 | |
| 12 | 2 | 10,0 | 0,73 | 0,25 | 0 . 25 25 |
| 12 | 3 | 9,0 | 1,10 | 0,25 | 0,25 |
| 16 | 2 | 14,0 | 0,723 | 0,25 | 0,25 |
| 16 | 4 | 900 53 12,01,46 | 0,25 | 0,25 | |
| 20 | 2 | 18,0 | 0,73 | 0,25 | 0,25 | 20 | 4 | 16,0 | 1,46 | 0,25 | 0,25 |
| 24 | 3 | 21,0 | 1,10 | 0,25 | 0,25 |
| 24 | 5 | 19,0 | 9 0053 1,830,25 | 0,25 |
- Резьба ANSI/ASME B1.5 ACME
Рекламные ссылки
Связанные темы
Связанные документы
Engineering ToolBox – Расширение SketchUp – Онлайн 3D-моделирование!
Добавляйте стандартные и настраиваемые параметрические компоненты, такие как балки с полками, пиломатериалы, трубопроводы, лестницы и т. д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, увлекательными и бесплатными программами SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, увлекательными и бесплатными программами SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
Перевести
О Engineering ToolBox!
Мы не собираем информацию от наших пользователей. В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
Некоторые из наших калькуляторов и приложений позволяют сохранять данные приложения на локальном компьютере. Эти приложения будут — из-за ограничений браузера — отправлять данные между вашим браузером и нашим сервером. Мы не сохраняем эти данные.
Google использует файлы cookie для показа нашей рекламы и обработки статистики посетителей. Пожалуйста, прочитайте Конфиденциальность и условия Google для получения дополнительной информации о том, как вы можете контролировать показ рекламы и собираемую информацию.
AddThis использует файлы cookie для обработки ссылок на социальные сети. Пожалуйста, прочитайте AddThis Privacy для получения дополнительной информации.
Реклама в ToolBox
Если вы хотите продвигать свои товары или услуги в Engineering ToolBox – используйте Google Adwords. Вы можете настроить таргетинг на Engineering ToolBox с помощью управляемых мест размещения AdWords.
Citation
Эту страницу можно цитировать как
- Engineering ToolBox, (2018). ISO 2901 – Метрическая трапециевидная резьба . [онлайн] Доступно по адресу: https://www.engineeringtoolbox.com/trapezoidal-metric-screw-threads-d_2042.html [День доступа, мес. год].
Изменить дату доступа.
. .close
Калькулятор метрической трапециевидной резьбы
Калькулятор трапециевидной резьбы для определения размеров метрической трапециевидной резьбы одинарных и
многозаходные трапециевидные резьбовые стержни и гайки для различных
классы точности делительного диаметра.
представляет собой форму резьбы с углом резьбы 30 °, которая используется для ходовых винтов (силовых винтов). Размеры и допуски для метрической трапециевидной резьбы определены в Стандарты ISO 2901:1993, ISO 2902:1977, ISO 2903:1993 и ISO 2904:1977. Калибр и калибр для метрической трапециевидной резьбы ISO определены в стандарте DIN 103-9:1985.
Калькулятор метрической трапециевидной резьбы:
| ВХОДНЫЕ ПАРАМЕТРЫ | |||
| Выбор номинального диаметра |
| ||
| Номинальный диаметр | 8101216202428323640444852607080 | 120140160180200220240260280300||
| Выбор шага 1 | 1,5 | ||
| Класс точности шага резьбы стержня 2 | 7e8e8c9c | ||
| Класс точности шага резьбы гайки 2 | 7H8H9H | ||
| Номер пуска 3 | 12345 | ||
Примечание 1.
Примечание 2. Рекомендуемые классы допусков см. в разделе «Определения».
Примечание 3. Допуски для многозаходной резьбы такие же, как и для однозаходной. резьбы, за исключением допусков на шаг. Значения допусков T d2 и T D2 для однократного запуска умножаются на следующие коэффициенты; Количество пусков – Фактор: 2-1,12, 3-1,25, 4-1,4, 5-1,6
| РЕЗУЛЬТАТЫ | |||
| Параметр | Значение | ||
| Обозначение | — | ||
| Номинальный диаметр [d] | — | мм | |
| Выбранный шаг [P] | — | ||
Предпочтительный шаг для выбранного диаметра. [P прежний ] 1 [P прежний ] 1 | 1,5 | ||
| Свинец [л] | — | ||
| Нормальная продолжительность помолвки 2 | > | ≤ | |
| — | — | ||
| ПРЕДЕЛЫ РАЗМЕРОВ ДЛЯ ТРАПЕЦИОНАЛЬНОЙ РЕЗЬБЫ (ВНЕШНЯЯ) | |||
| Класс допуска большого диаметра | 4ч | — | |
| Максимальный большой диаметр [d | — | мм | |
| Минимальный большой диаметр [d мин ] | — | ||
| Класс допуска делительного диаметра | — | — | |
Максимальный диаметр шага [d 2макс. ] ] | — | мм | |
| Минимальный диаметр делителя [d 2 мин ] | — | ||
| Класс допуска малого диаметра | — | — | |
| Максимальный малый диаметр [d 3max ] | — | мм | |
| Минимальный малый диаметр [d 3 мин ] | |||
| ПРЕДЕЛЫ РАЗМЕРОВ ДЛЯ ТРАПЕЦИОНАЛЬНОЙ РЕЗЬБОВОЙ ГАЙКИ (ВНУТРЕННЕЙ) | |||
| Минимальный большой диаметр [D 4 мин ] | — | мм | |
| Класс допуска делительного диаметра | — | — | |
| Максимальный диаметр делительной окружности [D 2max ] | — | мм | |
| Минимальный диаметр делителя [D 2 мин ] | — | ||
| Класс допуска малого диаметра | 4H | — | |
| Максимальный малый диаметр [D 1max ] | — | мм | |
| Минимальный внутренний диаметр [D 1 мин ] | — | ||
| ОСНОВНЫЕ РАЗМЕРЫ | |||
| Большой диаметр для внешней резьбы [d] | — | мм | |
| Делительный диаметр для внешней резьбы [d 2 ] | — | ||
| Внутренний диаметр для внешней резьбы [d 3 ] | — | ||
| Высота перекрытия [H 1 ] | — | ||
| Высота внутренней резьбы [H 4 ] | — | ||
| Высота внешней резьбы [h 3 ] | — | ||
| Большой диаметр для внутренней резьбы [D 4 ] | — | ||
| Делительный диаметр для внутренней резьбы [D 2 ] | — | ||
| Внутренний диаметр для внутренней резьбы [D 1 ] | — | ||
| Зазор на гребне [a c ] | — | ||
Макс. Радиус-1 [R 1max ] Радиус-1 [R 1max ] | — | ||
| Макс. Радиус-2 [R 2max ] | — | ||
Примечание 1 : Предпочтительное значение шага для выбранного номинального диаметра трапециевидной метрической резьбы.
Примечание 2 : Если длина зацепления превышает этот диапазон, длина зацепления классифицируется как длинная. См. раздел «Определения» для предпочтительных допуски на диаметр шага в зависимости от длины зацепления.
Определения:
Базовый профиль: Теоретический профиль резьбы в осевой плоскости, определяемый теоретическими размерами и углами общие для внутренней и внешней резьбы
Форма метрической трапециевидной резьбы
Гребень: Поверхность в верхней части гребня, соединяющая две его стороны.
Манометры и контрольно-измерительные приборы: Детали для изготовление и использование калибров для проверки метрических трапециевидных винтов ISO резьбы указаны в стандарте DIN 103-9:1985. В нем указаны особенности типов калибров (резьбовые калибры-пробки и калибры-кольца, калибры-пробки и калибры-кольца, пробка для контроля износа, калибр-кольцо и т. д.), которые рекомендуется проверять стержни с трапециевидной резьбой и гайки.
Ход: Расстояние до гайки продвигается за один оборот трапециевидного резьбового стержня.
Основной диаметр: Максимальный диаметр резьбы, который является диаметром гребня наружной резьбы или корня женская нить.
Второстепенный диаметр: Минимальный
диаметр резьбы, который является диаметром основания наружной резьбы или гребня
женская нить.
Рекомендуемые классы точности для делительного диаметра: Для общего инженерного использования выберите качество со средним допуском. Для случаев, когда существуют производственные трудности, можно выбрать грубый допуск качества. Если фактическая длина зацепления резьбы неизвестна, используйте «нормальную» длину обручение .
| Качество допуска | Допуски на делительный диаметр | |
| Обычный | Длинный | |
| Рекомендуемые классы допуска для гайки с резьбой | ||
| Средний | 7ч | 8H |
| Грубый | 8H | 9Н |
| Рекомендуемые классы точности для резьбовых стержней | ||
| Средний | 7е | 8е |
| Грубый | 8с | 9с |
Допуски для большого и малого диаметра: Положение допуска для малого диаметра D и
наружный диаметр D 4 резьбы гайки всегда
H, т. е. с нулевым фундаментальным отклонением. Толерантность
положение для большого диаметра d и малого диаметра
д 3 резьбового стержня во всех случаях h, т.е. с нулем
фундаментальное отклонение, и оно не зависит от
положение допуска делительного диаметра.
е. с нулевым фундаментальным отклонением. Толерантность
положение для большого диаметра d и малого диаметра
д 3 резьбового стержня во всех случаях h, т.е. с нулем
фундаментальное отклонение, и оно не зависит от
положение допуска делительного диаметра.
Допуски Марки: Следующие классы допуска указаны для элементов в стандарте ISO.
| Функция | Толерантность 9 класс0054 | ||
| Внутренний диаметр резьбы гайки [D 1 ] | 4 | ||
| Наружный диаметр резьбы стержня [d] | 4 | ||
| Делительный диаметр резьбы гайки [D 2 ] | 7 | 8 | 9 |
| Делительный диаметр стержневой резьбы [d 2 ] | 7 | 8 | 9 |
| Внутренний диаметр резьбы стержня [d 3 ] | 7 | 8 | 9 |
Класс точности для малого диаметра (d 3 )
резьбовой стержень всегда такой же, как и для делительного диаметра
(д 2 ).