Заточка резца необходима для придания требуемой формы и угла рабочей поверхности. Производится она при превышении допустимых параметров износа резца, или перед началом работы новым инструментом. Данная операция позволяет значительно продлить срок эксплуатации оснастки, но требует строго соблюдения технологии работ.
Когда необходима заточка резца
В процессе точения происходит трение стружки о переднюю поверхность инструмента и обрабатываемой детали о заднюю в зоне реза. При одновременном значительном повышении температуры происходит постепенный износ детали.
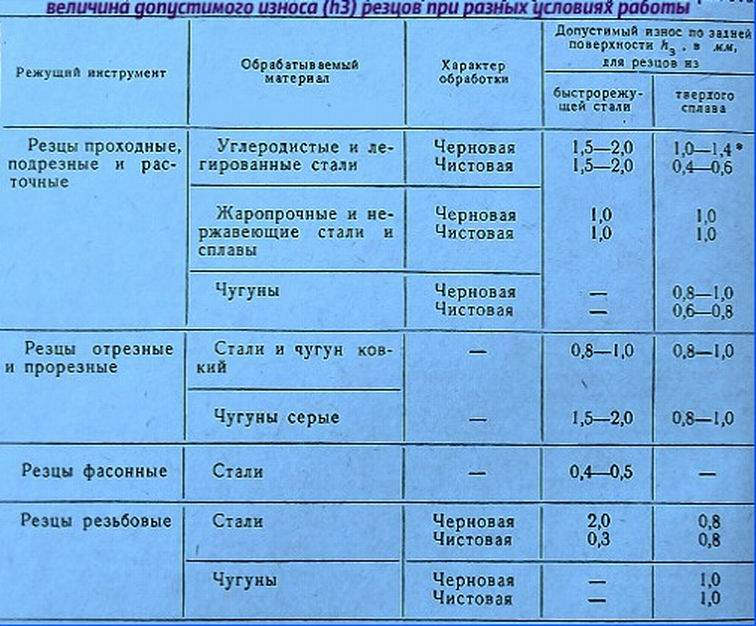
При превышении максимально допустимой величины износа резец не может быть использован для дальнейшего проведения работ и требует заточки и доводки по передней и задней поверхности.
Допустимая величина износа указана в таблице ниже
Инструмент для заточки
Для абразивной заточки резца может быть использован заточной или токарный станок. Для твердосплавного инструмента используется зеленый карборунд средней твердости. Для первичной обработки абразив круга должен составлять 36-46, при завершении процесса – 60-80. Для высокого качества заточки необходим целый круг, без дефектов и нарушения геометрии.
Для заточки токарных резцов широко применяются и алмазные круги, что обеспечивает высокую чистоту режущих поверхностей. В сравнении с карборундовыми кругами чистота поверхности резца повышается на два класса, увеличивается производительность работ. Применение алмазных кругов увеличивает и ресурс работы инструмента – возможное количество переточек резца увеличивается на 20-30%. Но следует учесть, что экономически целесообразно применение заточки алмазным инструментом при припуске не более 0,2 мм. При большем значении рекомендует предварительная заточка карборундовым кругом.
Порядок и особенности
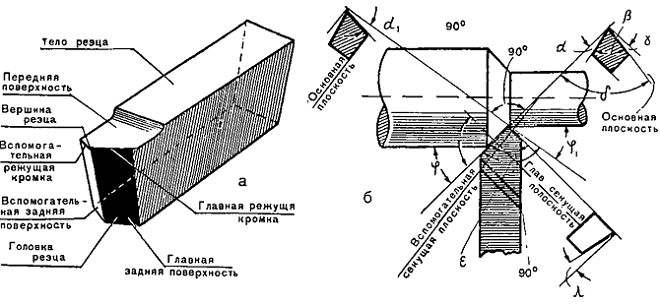
В зависимости от характера износа и конструкции оснастки производится заточка по передней, задней или обеим поверхностям. На рисунке ниже указаны все поверхности токарного резца
Для стандартных резцов, как правило, применяется заточка по всем режущим поверхностям. При незначительном износе восстанавливается геометрия только задней поверхности. Оснастка для многорезцовых станков восстанавливается только по задней поверхности, фасонная – только по передней.
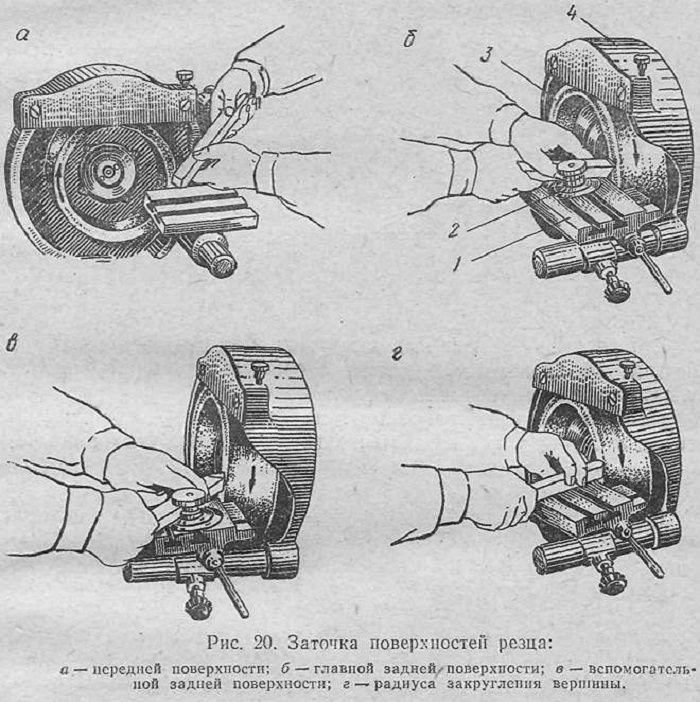
Стандартный порядок заточки:
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления конца.
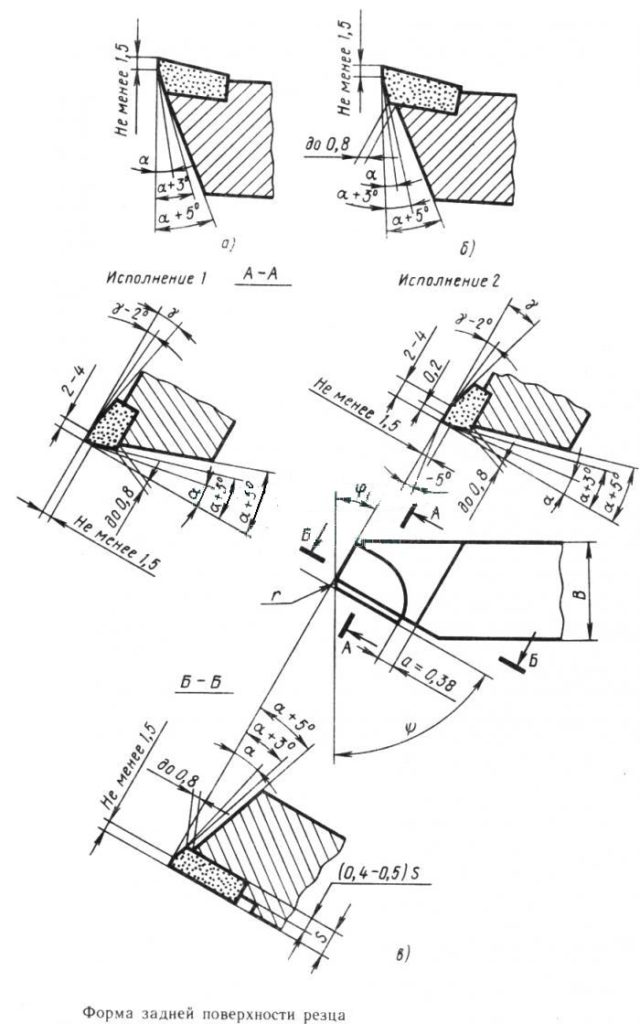
Параметры заточки задней поверхности указаны на рисунке ниже

На рисунке (а) указана задняя поверхность с одной плоскостью заточки, на рисунке (б) – с несколькими. При напайке твердосплавных пластин задняя поверхность имеет три плоскости:
- по фаске высотой не меньше чем 1,5 мм под углом а;
- по оставшейся высоте под углом а+3°;
- по державке под углом а+5°.
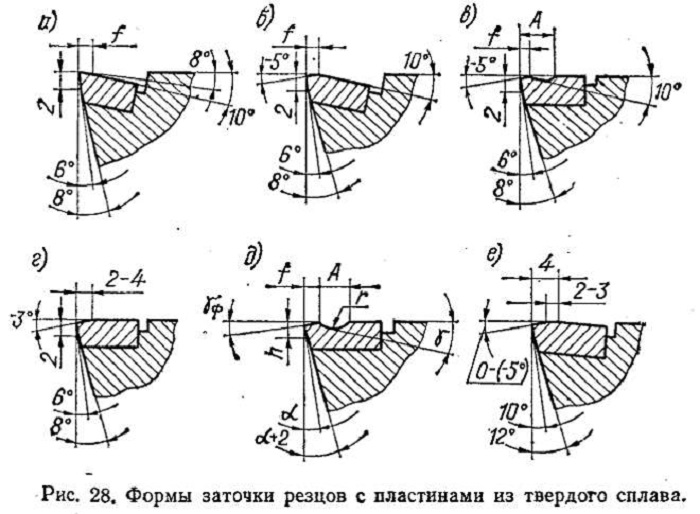
Заточка передней поверхности твердосплавных резцов имеет гораздо большее количество разновидностей (см. рис. ниже).

Основные формы:
- Плоская с положительным передним углом (а).
- Плоская с отрицательным углом (б).
- Криволинейная с отрицательным углом (в).
- Плоская с отрицательным углом для черновой обработки (г).
- Криволинейные с отрицательным углом для нержавеющих сталей (д), и других материалов (е)
В процессе заточки необходимо чтобы режущая кромка обрабатываемого инструмента располагалась на линии центра заточного станка или ниже не более чем на 3-5 мм. Направление вращения круга должно обеспечить прижим пластинки к державке, т. е. идти на пластинку. В процессе работы желательна непрерывная подача охлаждающей жидкости. При периодическом охлаждении возможно перенапряжение структуры материала и появление микротрещин.
При заточке необходим легкий нажим и постоянное перемещение вдоль поверхности круга для формирования ровной поверхности. После завершения заточки геометрия инструмента проверяется с помощью шаблонов или специальных приборов.
Доводка инструмента
После заточки необходима последовательная притирка рабочих поверхностей в том же порядка, как производилась заточка. При доводке необходимо удалить все шероховатости и отполировать поверхность до зеркального блеска. Чем чище поверхность, тем ниже трение при точении и выше стойкость инструмента.
Доводка осуществляется с помощью абразивных паст карбида бора на вращающемся чугунном диске (не более 2 м/с). Может использоваться паста ГОИ или другие специальные материалы для полировки. Для полировки паста наносится на диск. Далее, при вращении диска, резец прижимается и зерна абразивной пасты сглаживают имеющиеся шероховатости. Таким образом, полностью восстанавливается геометрия и первоначальная чистота рабочей поверхности резца, обеспечивается его пригодность к дальнейшей эксплуатации.
как правильно затачивать своими руками, видео
Заточка токарных резцов по металлу имеет большое значение в технологическом процессе. Каждый мастер должен знать нюансы этого процесса, которые зависят от материала резца, а также его предназначения.
Правильно проведенная операция помогает значительно продлить срок службы оборудования.

В каких случаях она необходима?
В процессе эксплуатации происходит трение стружки о рабочую поверхность инструмента. За счет повышения температуры в процессе работы происходит износ детали. Если не проводить заточку, то значительно снижается полноценный срок службы детали и всего оборудования.
В документации указана допустимые параметры износа резца. Если эти параметры превышены – инструмент использовать нельзя. Его необходимо заточить по передней и задней поверхности.
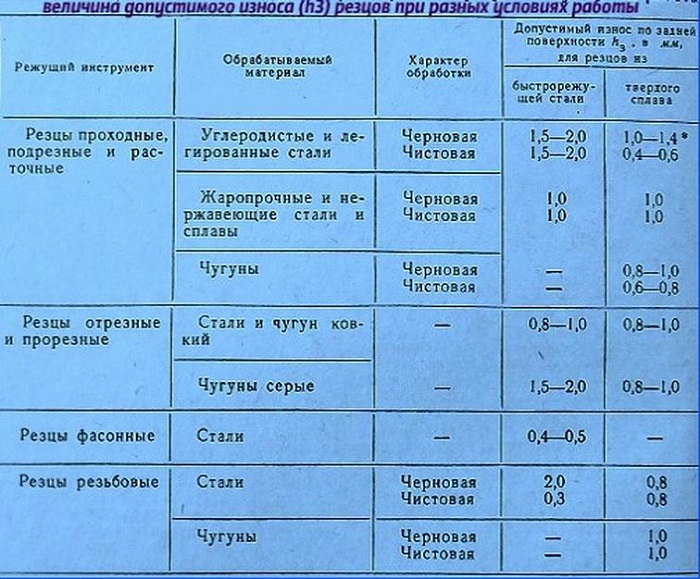
Допустимая величина износа отличается в зависимости от условий работы и колеблется в пределах 0.3-2 мм.
Инструменты и приспособления
В зависимости от сплава, твердости, угла затачивания и других технологических деталей, необходимо подобрать инструмент для заточки резцов. У каждого приспособления есть свои преимущества и недостатки.
Мусаты
Действенный инструмент, который представляет собой металлический стержень с рубчиком. Обработка ведется при помощи рукоятки.

Точильные бруски
Еще один вариант ручной обработки. Для заточки резцов при помощи точильных брусков потребуется сноровка, которая приобретается лишь с опытом. Резец необходимо приложить к детали и провести по ней от 10 раз.

Механические точилки
Автоматизированный способ заточки. Для начала нужно выставить входные параметры и в зависимости от них активно действовать инструментом.

Электрические точилки или заточный станок
Это наиболее универсальный и простой метод заточный станок удобно использовать, внешне он напоминает металлический брус с отверстиями разных размеров.

Наждачный, алмазный круг
Широко применяется алмазный круг, поскольку он обеспечивает высокую чистоту режущих поверхностей. Также с применением алмазных кругов увеличивается ресурс работы заточных резцов – количество возможных переточек возрастает на 20-30%.

Как правильно затачивать?
Заточку нужно производить в зависимости от износа и конструкции резца. Процесс можно проводить по передней, задней или обоим поверхностям. Для стандартных резцов следует выбрать заточку по всем режущим поверхностям. Если износ небольшой, то достаточно восстановить геометрию только задней поверхности.
Для многорезцовых станков заточка оснастки проводится по задней поверхности, а фасонных – по передней.
Выбираем способ в зависимости от вида режущего инструмента
Вид резца определяется количеством поверхностей, а также шириной лезвия и его формой. В соответствии с этими параметрами и следует выбирать способ заточки и его технологические особенности.
Вид резца, как и способ его заточки выбирает мастер в зависимости от работ, которые ему необходимо провести на токарном станке.
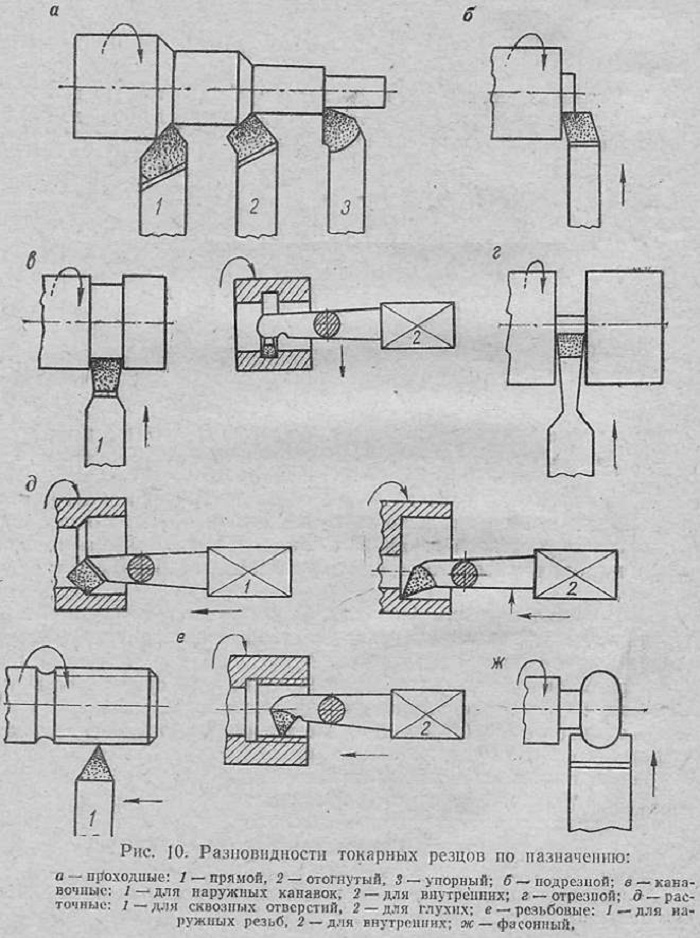
Плоские прямые
Основное предназначение данных резцов – обработка поверхности. Также с их помощью создают небольшие отверстия, выемки и пазы в готовых изделиях. Ширина лезвия у плоских прямых резцов колеблется в пределах 4-40 мм.
Угол заточки 25-40°.
Сам процесс заточки имеет упрощенную схему. Достаточно выровнять повреждённый при использовании торец. Обработка происходит аккуратной заточкой, без пресыщения на области. В последнюю очередь выставляется ручка.
Косые прямые
Заточка этих резцов происходит по следующей схеме:
- Выбрать нужные параметры ширины в пределах 4-40 мм.
- Подобрать подходящую для работы резца ширину.
- Срезать один угол до соотношения 70-75°.
- Провести заточку под углом в 25°.
Необходимо проверять с определенной регулярностью расположение кромки. Это требуется для контроля, чтобы резец лежал ровно с обоих поверхностей. Если кромка содержит изъяны, то такого эффекта добиться не получится.
Отрезные
Это специальные модели, необходимые для образования углового резца. Заточка этого инструментария производится только с одной стороны. Отрезные резцы применяются для черновой отделки изделий по металлу или дереву в зависимости от вида токарного станка. Алгоритм заточки:
- Вырезать угол торца под углом не больше 45°.
- Произвести заточку до 40°. Также заточка не должна быть меньше 30°, так как инструментарий становится неэффективным в работе.
Длину мастер может выбрать сам в зависимости от требуемого варианта для конкретной работы.
Полукруглые плоские
Этот резец необходим, чтобы делать выемки в готовых изделиях круглыми. Но при этом сфера применения резца более широкая, например, он используется для обеспечения обработки после проведения черновой работы.
Алгоритм заточки:
- Обточка с использованием необходимых материалов.
- Примерка торца, чтобы он четко подходил по форме.
- Проведение заточки в параметрах от 20 до 45 градусов.
Если мастер на токарном станке собирается делать декоративные вариации выемок, то ему понадобится несколько различных полукруглых плоских резцов.
Желобчатые
Это самые необычные виды резцов, в первую очередь из-за своей формы в виде желоба. Ширина инструмента не превышает 3 см на изношенном каркасе для начала необходимо обработать торец до 10 см, чтобы получить полукруг. Заточить нижнюю часть, которая расположена на выпуклой поверхности до 40 градусов.
Рассчитываем углы затачивания: типы и характеристики
Если неправильно выбрать угол затачивания в результате вся процедура будет неэффективной. При длительной неправильной заточке легко повредить резец и тогда придется приобретать новый инструмент. У резцов существует несколько типов углов: вспомогательные, в проекции, в плане, главные. Каждый из углов имеет свои особенные характеристики.
Главные углы
Все на резце 2 главных угла: передний и задний. Передний определяет качество работы и сколько в итоге получится стружки. Если угол заточки выбран неправильно, то будет возникать значительная деформация изделия. В итоге это приводит к увеличению амплитуды колебаний и отрицательному воздействию на держатель.
Вспомогательные углы
Эти углы расположены на вспомогательной площадке. Главный вспомогательный угол находится между направлением и режущей кромкой. Есть еще и второй вспомогательный угол, который образован отрезком прямой, идущей через вершину плана, и пересекается в площади кромки.
Углы в плане
Углы находятся в трех местах. Главный угол в плане – возле проекции и главной линии. Вспомогательный угол – продолжает проекцию по направлению рабочего процесса. Угол у вершины – у плоскости с пересечением основной. Первые два угла не могут иметь показатели ниже нуля, а с третьим это вполне возможно.
Способы измерения углов режущего инструмента
Измерения проводятся с помощью простого угломера. Угломер стандартный состоит из основания, непосредственно сектора изменений, шаблона и винта для фиксации. Схема измерений:
- Размещение на основании.
- Соприкосновение кромки и плоскости.
- Направить деталь параллельно кромке.
- Проложить шаблон к площадке.
Показатели измеряются при помощи специальной линейки, но есть и нониус, который помогает провести более точные измерения.
Подробные схемы и инструкции, как это сделать своими руками
Мастер должен знать полный технологический процесс, чтобы правильно производить заточку инструмента своими руками.
Технологический процесс
Технологический процесс включает в себя несколько основных моментов:
- Заднюю поверхность обрабатывают под углом равным заднему углу державки.
- На втором этапе происходит обработка самой режущей поверхности.
- Угол заточки должен быть на пару градусов больше, чем задний угол резания на пару градусов.
- Уже на третьем этапе формируется задний угол.
После доводки следует шлифовка, как финальный этап заточки.
Проведение доводки
Доводку следует проводить по выбранной методике. Основные моменты:
- резцы не погружают в воду, поскольку они могут сломаться;
- при доводке обязательно подавать воду для охлаждения;
- сначала обрабатывают заднюю грань, затем главную и вспомогательную.
Шлифовка
Шлифовку проводят с использованием наждачного круга. Оптимальный вариант – мелкозернистая модель.
Техника безопасности
Каждый мастер, работающий на токарном станке, должен уметь проводить заточку резцов своими руками. Важно только соблюдать правила техники безопасности. Для этого необходимо использовать защитное оборудование для лица. Прикасаться к станку, резцу разрешено только после полного остывания.
Заточка резцов для станка – один из наиболее важных технологических процессов, который должен уметь выполнять любой квалифицированный токарь. Детали процесса зависят от вида резца, выполняемых работ и степени износа.
Режущие качества инструментов напрямую зависят от того, насколько качественно и своевременно была сделана заточка. Это связано с тем, что в процессе эксплуатации функциональные возможности резцов утрачиваются.
Опыт последних лет показывает, что одним из лучших приспособлений для выполнения процедуры приведения в строй режущих инструментов является алмазный круг для заточки. Он способен обработать любые виды известных материалов и превосходит другие абразивные устройства в показателях износостойкости и, соответственно, срока службы.

Какие есть виды (+ характеристики)?
Токарный резец является основным рабочим элементом станков для обработки дерева и металла, с помощью которых заготовке придается необходимые размер и форма. Именно от состояния и заточки резца зависит возможность осуществления необходимых операций, направленных на придание детали нужной конфигурации.
Практически все токарные резцы нуждаются в периодической заточке. Исключение составляют, разве что, инструменты, которые оснащены сменными пластинами. Заточка обеспечивает резцам необходимую форму и величину углов, которые должны согласовываться с требованиями технологического процесса.
На крупных предприятиях и заводах установлены специальные агрегаты для проведения процедуры заточки и для этого создаются специальные подразделения. В домашних же условиях или небольших производственных мастерских резцы затачиваются с помощью различных приспособлений или химических реакций. Выделяют три основных способа:
- химико-механический;
- абразивный;
- с применением специальных средств.
Рассмотрим каждый из указанных методов более подробно.
Химико-механическая
Данный способ заточки представляет собой использование сочетания химических реакций и последующей механической обработки инструмента. Металлическое изделие обрабатывается реактивом, как правило, используется раствор медного купороса. Он создает на резце тонкий защитный слой. Затем изделие обрабатывается абразивным способом с одновременным шлифованием подвижным элементом.
Химико-механический способ является быстрым и эффективным. Он создает гладкую и чистую поверхность резцы и при этом исключает образование на инструменте сколов и трещин. Однако технологически этот метод точения намного сложнее, чем абразивная заточка.
Абразивная
Абразивная заточка является наиболее простым и дешевым методов возвращения резцу его рабочих параметров. Она выполняется с помощью стандартного ручного наждака или на несложном агрегате.
Заточить инструмент вручную качественно довольно сложно, потому что возникает проблема с выдерживанием необходимых углов. Также процесс осложняется еще и тем, что в результате трения металл нагревается и изменяет свои физические свойства. Если вы не токарь с большим опытом, не стоит пробовать точить резец таким образом.
Заточенные агрегаты представляют собой круговой механизм. На станке должно быть два круга, один абразив из зеленого карбида – он используется для точения твердых сплавов, другой из белого электрокорунда – его применяют для стальных резцов.
С применением специальных средств
К специализированным способам заточки можно отнести следующие варианты:
- Анодно-механическая заточка. Особенностью этого метода является применение постоянного тока. Резец подводят к вращающемуся диску из металла, через контакт пропускают ток и подают электролит в зону обработки.
- Электроконтактная заточка. В этом способе используется переменный ток. Заготовка разогревается в месте контакта током, и размягченный металл удаляется металлическим диском.
- Использование специальных станков. Одним из таких специальных агрегатов является алмазный круг. Алмаз благодаря своим химическим и физическим свойствам обладает реставрационным потенциалом и быстро, а главное, качественно приводит резец в рабочее состояние. Сам же алмазный круг при эксплуатации имеет маленький износ и может использоваться мастером в течение длительного времени.
Как заточить с помощью алмазного круга (диска, камня)?
Алмазный круг для заточки является распространенным устройством, если говорить о заточке с использованием специальных средств. В первую очередь он используется для резцов из твердых сплавов металла, например, свёрл.
Алмазный круг может быть исполнен в форме прямого диска, тарелки или чаши. Выбор круга должен зависеть от формы заготовки. Например, для работы с лезвиями подойдет диск, для дисковой пилы лучше использовать тарелку.

Диаметр круга может варьироваться в пределах от 125 до 300 мм. Подбирать нужно под свой наждак. От ширины алмазного слоя прямо пропорционально зависит диаметр детали, которая может на нем обрабатываться. Плюс чем толще этот слой, тем дольше прослужит круг. Благодаря мелкозернистой структуре алмазного круга, его можно использовать для доводки резцов.
Технология заточки
Процесс заточки определяет конструкция резца (количество поверхностей, ширина лезвия) и его износ. Процедуру возможно проводить по задней, по передней или по обеим поверхностям. Как правило, если износ небольшой, восстанавливают лишь геометрию задней поверхности.
СПРАВКА: Основная работа алмазного круга определяется параметрами углов передней и задней поверхностей резца. По этому его главные углы – это передний (γ) и задний (α). Если увеличить угол γ, то улучшается стружкоотвод, уменьшаются затраты мощности, снижается шероховатость, но при этом лезвие подвергается истончению. Это влияет на скорость отвода тепла и его прочность. Задний угол отвечает за снижение трения в процессе обработки резца на алмазном круге.
Общая последовательность затачивания выглядит следующим образом:
- Сначала производят заточку задней поверхности. Инструмент кладут на подручник опорной поверхностью так, чтобы его режущая кромка получила горизонтальное расположение. Столик же располагают в вертикальной плоскости по заданному углу α. Периферия круга осуществляет заточку. При этом круг должен вращаться по направлению на инструмент.
- Затем (при необходимости) затачивается передняя поверхность. Процедура выполняется торцом алмазного круга. Для этого инструмент кладут на подручник боковой плоскостью.
- Потом затачивается радиус закругления.
- Далее, производится измерение углов по шаблонам. Для измерений может использоваться стандартный угломер, линейка и нониус.
- При завершении обработки алмазным кругом может потребоваться шлифовка (доводка осуществляется самим алмазным кругом).

СПРАВКА: Шаблоны можно купить или сделать специальные трафареты из металла самостоятельно.
Техника безопасности
Важным моментом при работе с таким оборудованием, как алмазный круг, является соблюдение техники безопасности:
- Первым делом мастер должен обеспечить себя минимальным комплектом экипировки – защитные очки (экран) и защитный кожух.
- Во избежание попадания спиленных частиц металла в дыхательные пути следует заранее позаботиться о вентиляции рабочего пространства.
- Заранее следует убедиться в исправности всех механизмов и оборудования, в том числе, проверить крепление кругов. Угол раскрытия кожуха круга не должен быть больше 90°, а по отношению к горизонтальной линии угол раскрытия не может быть больше 65°.
- Инструмент нельзя держать на весу. В качестве опоры для резца следует использовать подручник. Последний должен быть зафиксирован как можно ближе к кругу (расстояние не более 3 мм между кругом и подручником).
- В случаях, когда шлифовальное оборудование издает биение или потрескивание, работу нужно немедленно прекратить.
- Необходимо контролировать силу прижимания резца к шлифовальному кругу. Чрезмерное нажатие может повлечь порчу как резца, так и алмазного круга.
- Круг должен вращаться в таком направлении, чтобы когда резец прижимается к нему, искры летели вниз.
Советы и рекомендации
Предлагаем вашему вниманию несколько советов и примечаний от мастеров, которые помогут осуществить заточку резца на алмазном круге более эффективно и без повреждений оборудования и инструмента:
- Признак правильной обработки детали – она должна иметь выпуклую кромку.
- Следует избегать любых излишних неровностей – они могут испортить резец.
- Необходимо постоянно отслеживать углы заточки.
- Если держать инструмент в постоянном движении – это поможет добиться гладкой кромки.
- Если увеличить частоту вращения круга, то увеличится производительность процесса. Однако это может быть чревато прижогами на поверхности инструмента, вследствие чего изменится структура его материала.
- Важно не только правильно расположить резец, но и правильно установить круг на станок. Диск должен вращаться в ту же самую сторону, что и вал аппаратуры.
- Следует делать перерывы в работе, чтобы дать инструменту остыть (можно охлаждать водой).
- Не стоит пренебрегать требованиями техники безопасности.
Таким образом, в данной статье был рассмотрен один из специализированных способов заточки резцов, связанный с применением алмазного круга. Теперь вам известны основные нюансы, касающиеся технической, организационной стороны процесса указанного метода заточки, а также основные правила техники безопасности, которые должны соблюдаться в рамках этой процедуры.
Из всех технологических процедур, выполняемых над металлическими деталями, точение считается самой популярной. Ввиду этого заточка токарных резцов по металлу имеет большое значение. Ее нужно осуществлять правильно. Порядок проведения заточки токарных резцов зависит от материала, из которого сделан инструмент, назначения резца (фасонный, проходной, для нарезки резьбы, для расточки).

Как сила резания зависит от угла затачивания
Сила резания зависит от углов заточки, в особенности от переднего. Чем больше данный угол, тем меньше сила резания и тем проще отделять металлическую стружку. Однако это не означает, что передний угол возможно неограниченно увеличивать. При чрезмерном увеличении надежность резца по металлу уменьшается. Его кромка подвергается сильному износу, выкрашиванию. Ввиду этого, когда подбирают величину переднего угла, стараются не только уменьшить силу резания, но и получить прочную кромку, стойкий к износу металлорежущий инструмент.
Иногда используют токарные резцы с отрицательным передним углом (от – 5 до -10 градусов). Обычно такие инструменты используются при обточке твердых либо закаленных металлов.
Особенности затачивания
Есть некоторые особенности, которые необходимо принимать во внимание, осуществляя затачивание резцов для токарного станка своими руками. Задняя часть инструмента обрабатывается за 3 шага:
- Сначала выполняют обработку задней части под углом, который равен заднему углу державки. Обычно он больше, чем задний угол резания (примерно на 5 градусов).
- На втором шаге осуществляют обработку задней части режущей пластинки. Ее затачивают под углом, который превышает задний угол резания на 2 градуса.
- Теперь нужный угол формируется посредством доводки. Процедура выполняется на узкой фаске, которая прилегает к рабочей кромке.
За несколько шагов затачивается и передняя часть инструмента для токарного станка. Сначала затачивание осуществляется на угол, который равен углу режущей пластинки. Угол резания, формируемый на передней части инструмента, создают посредством чистового затачивания либо доводки.
Заточка резца облегчается, если применять особые накладки, устанавливаемые промеж опорной поверхности и станочного стола. Для того чтобы точно и качественно заточить инструмент, можете изменить конструкцию стола, добавить возможность регулировать его по высоте и поворотному углу. После подобного изменения использовать накладки будет не нужно.

Для заточки резца рабочая кромка должна быть расположена на одной линии с серединой абразивного круга. Стоит принимать во внимание, в каком направлении вращается точило. Так вы сведете к минимуму шанс того, что режущая пластинка оторвётся от резцовой державки. При вращении точила пластинка должна быть прижата к державке, а не оторвана от нее.
Разумеется, что по окончании затачивания резца нужно выполнять проверку правильности исполнения. Легче всего проделывать это особым шаблоном. Можете сделать его либо купить в магазине. Если будете изготавливать шаблон собственноручно, используйте листовую сталь.
Большая твердость подобного трафарета, которую он приобретет после закаливания, позволит применять его продолжительный срок. Делая шаблон, нужно вырезать на нем отверстия, которые соответствуют ходовым углам затачивания. Лишь после создания отверстий трафарет закаливают. Стоит учесть, что от того, насколько точно изготовлен подобный шаблон, зависит правильность затачивания режущего инструмента.
Для выполнения доводки применяют оселки из меди, присадочные элементы. Для доводки инструментов из твердых сплавов используют особую пасту, борный карбид, который смочен керосином. Для инструментов из иных металлов применяют оселки с малым уровнем абразивности. Их смачивают автомобильным маслом либо керосином.
Типы затачивания
Крупные предприятия, занимающиеся обработкой металлов обязательно располагают необходимыми для затачивания инструментов специалистами и оборудованием. Владельцы небольших мастерских выполняют заточку собственноручно.
Заточка резцов может быть выполнена одним из следующих методов:
- Абразивный (на шлифовочном круге).
- Механико-химический (выполняется обработка специальными средствами).
- С помощью особых приборов.
Абразивное затачивание выполняется на заточном, токарном устройстве либо на шлифовочном брусочке. Вручную трудно наточить резец, соблюдая требуемые углы. Дополнительную сложность создает нагрев металла, приводящий к потере свойств. Ввиду этого качество затачивания прямо зависимо от навыков рабочего.
Резцы из твердых сплавов точат на зеленом карборунде. Инструменты из разных видов стали проходят обработку шлифовочными кругами, сделанными из среднетвердого корунда. Начальное обрабатывание осуществляется оселками с абразивом 36-46, завершающее – 60-80. Перед тем как устанавливать круг на станочное устройство, нужно удостовериться в том, что он целостен. При обработке он может сломаться, травмировать токаря, изменить углы токарного резца.

Механико-химический способ дает возможность эффективно и быстро заточить резец, предотвращает образование сколов, трещинок. Данный метод используется для заточки больших инструментов из твердых сплавов. Они проходят обработку купоросным раствором. В результате химической реакции образуется тончайшая защитная пленка, смываемая частичками абразива, которые присутствуют в растворе. Процедура выполняется в станочном устройстве, которое оборудовано резервуаром с передвижным шлифовальником. Зафиксированный инструмент перемещается возвратно-поступательно. Кроме того, резец прижимается к абразиву (150 г на кв. см).
Заточку алмазных резцов выполняют на специальном оборудовании электрокорундовыми/кремниевыми кругами.
Углы затачивания
Далее будет приведен список углов заточки для всех распространенных материалов. Первая дробь указывает на задний угол при черновом обрабатывании, вторая – на задний угол при чистовой обработке. Третья дробь показывает величину переднего угла. В числителе указываются углы для резцов, которые точат и растачивают детали, а в знаменателе – для инструментов, строгающих заготовки.
- Сталь (твердость меньше восьмисот Мегапаскалей) – 8/6, 12/8, 15/12.
- Сталь (твердость больше восьмисот Мегапаскалей) – 8/6, 12/8, 10/10.
- Сталь (твердость больше тысячи Мегапаскалей) – 8/6, 12/10, 10/8.
- Серый чугун (твердость по Бриннелю меньше двухсот двадцати) – 6/6, 10/10, 12/8.
- Серый чугун (твердость по Бриннелю больше двухсот двадцати) – 6/6, 10/10, 8/5.
- Ковкий чугун – 8/8, 10/10, 8/8.
Основной угол в плане должен составлять 30 – 45 градусов. Ширина фаски зависит от сечения резцовых стержней.

Какие абразивные круги используются для затачивания токарных инструментов
Затачивание проходного инструмента по державке и под углом 5 градусов выполняется кругом из электрокорунда, имеющим зернистость сорок — пятьдесят, твердость СМ1/2. Окружная скорость круга составляет 25 м/с.
Подготовительное затачивание осуществляется изделиями из черного кремниевого карбида, имеющими зернистость двадцать пять — сорок, твердость М3-СМ1. Финальное затачивание отрезного инструмента выполняется кругами из зеленого кремниевого карбида, имеющими зернистость шестнадцать — двадцать пять, твердость М3-СМ1.
Параметры точильных кругов для стальных и твердосплавных резцов прописаны в таблице режимов затачивания. Там же можно посмотреть окружные скорости кручения.

В настоящее время финальное затачивание рекомендуется проводить посредством алмазного круга. В особенности это актуально для пластин из твердых сплавов. Окружная скорость круга при подготовительном/финальном затачивании не должна превышать двенадцать — пятнадцать метров в секунду.
Проведение доводки
После затачивания инструментов их доводят борным карбидом на диске из чугуна, вращающемся со скоростью 1-2 м/с. Диск должен вращаться по направлению от опоры инструмента к рабочей кромке.
При выполнении доводки лезвия и поверхности инструмента последовательно притираются. Кроме того, удаляются неровности, резцы доводятся до блеска.
Для чего проводить доводку? Дело в том, что при токарном обрабатывании инструмент изнашивается и затупляется по причине трения пластины о стружку и заготовку. Чем ровнее пластина, тем слабее трение, медленнее изнашивание инструмента.
Доводка осуществляется абразивными пастами, состоящими из борного карбида. Намочите диск для доводки керосином. Нанесите на него пасту (зигзагообразно), поднесите инструмент к диску. При использовании керосина можете применять пасту ГОИ. В случае если вы применяете современную пасту, смачивать диск керосином необязательно.

Стол подручника должен стоять так, чтобы резцовые лезвия находились чуть ниже либо на одной линии с серединой диска. Диск должен вращаться направлено к резцовой пластине.
При прижатии инструмента и выполнении доводки частички пасты измельчаются. Когда они проходят через кромки, на резце не появляется сколов, потертостей. Зерна пасты обеспечивают устранение неровностей с резцовой поверхности.
Для того чтобы более подробно изучить процедуру доводки, можете посмотреть обучающее видео. Помните, что качественно сделанная доводка обеспечит продолжительную эксплуатацию резца без повторного затачивания.
На заводах резцы затачивают на электроточилах или заточных станках специально обученные рабочие — заточники. Однако токарь должен уметь сам правильно заточить резец.
Затачиваемый резец устанавливают на подручник.
Абразивный круг должен быть огражден кожухом. Порядок заточки следующий: затачивают главную заднюю поверхность, затем вспомогательную заднюю поверхность, переднюю поверхность и закругляют вершину резца.
Заточка резца

а — главной задней поверхности; б — вспомогательной задней поверхности;
в — передней поверхности; г — радиуса закругления вершины.
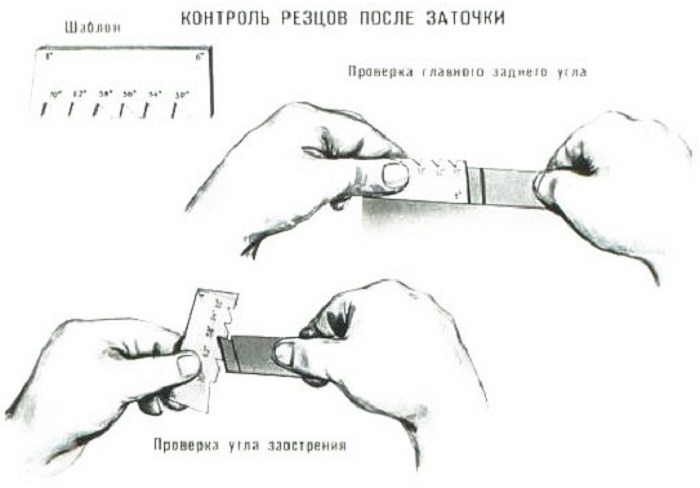
Углы заточки контролируют шаблонами.
Шаблон — это закаленная пластина, имеющая вырезы с определенными углами. Проверяют так: к контролируемой поверхности резца прикладывают шаблон, отсутствие просвета между шаблоном и поверхностями резца свидетельствует о правильной заточке.
 | Проверка шаблонами углов заточки резцов а—отрезного; б—проходного |
Ниже приведены правила безопасности, которые необходимо соблюдать при заточке резцов:
- Абразивный круг не должен иметь биения относительно оси, поверхность должна быть ровной.
- Затачиваемый резец обязательно опирать на подручник, держать на весу запрещается. Подручник устанавливают на расстоянии 3 — 5 мм от периферии шлифовального круга.
- Нельзя сильно прижимать резец к кругу во избежание перегрева, появления прижогов и трещин.
- Затачиваемые резцы охлаждать водой.
- Пользоваться защитным козырьком или защитными очками.
Чистоту поверхности резцов проверяют, сравнивая с резцами-эталонами.
Вопросы
- Расскажите о порядке заточки резцов.
- Чем и как проверяют углы заточки резцов?
- Какие правила безопасности надо соблюдать при заточке резцов на электроточиле?
Упражнения
- Напишите в тетрадях план (порядок) заточки резцов.
- Заточите резцы для протачивания наружной цилиндрической поверхности.
- Качество заточки резцов проверьте шаблоном и пробной обработкой на токарном станке.
- Обточите деталь резцом, заправленным вручную на электроточиле, и резцом, заправленным на заточном станке в заводских условиях. Какая разница в чистоте обточенных деталей?
Доводка резцов
Доводкой увеличивают стойкость резцов и улучшают качество обрабатываемой поверхности. При доводке удаляют с режущей кромки резца мелкие трещины, зазубрины, заусенцы. После доводки режущая кромка резца должна быть острой и не иметь скруглений, трещин и рисок.
Резцы доводят на заводах на специальных станках при помощи алмазных кругов. Доводочные станки состоят из следующих основных узлов: шпинделя, алмазного круга, сборных тисков с поворотным кругом, стола и маховика с ручкой.
Доводка резца на доводочном станке

Для доводки резец жестко закрепляют в тисках. Затем тиски с резцом при помощи поворотных кругов с делениями устанавливают на требуемый угол (γ=15—20°;α= 6—12°; φ=45°) и надежно затягивают болтами.
Установив тиски с резцом, при помощи маховика с ручкой резец приближают к рабочей поверхности доводочного (алмазного) круга и доводят резец. Доводочные круги, полученные с завода, устанавливают на шпинделе. Изношенные круги заменяют.
Вопросы
- Для чего служит доводка резца?
- На каких станках доводят резцы?
- Из каких основных узлов состоит доводочный станок?
- Как доводят резцы?
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич

Вам известно, что резец состоит из двух основных частей: головки и стержня. Токарный резец Головка — это режущая часть резца. По ее передней поверхности сходит стружка. Головка имеет также задние главную и вспомогательную поверхности, обращенные к обрабатываемой заготовке. Главная и вспомогательная режущие кромки получаются соответственно от пересечения передней и задних поверхностей. Основную работу резания выполняет…
Форма заточки режущей части токарных резцов
Форма заточки режущей части токарных резцов
| Форма заточки передней поверхности | Эскиз | Обрабатываемый материал |
| Быстрорежущие резцы | ||
| Плоская с положительным передним углом | Серый чугун, бронза, сталь с σ>800МПа и другие хрупкие материалы. | |
| Сталь с σ≤800МПа, чугун с НВ≤200. | ||
| Криволинейная с фаской | Вязкие цветные металлы, легкие сплавы, сталь σ<800МПа при необходимости завивания стружки. | |
| Криволинейная | Материалы с σ=900…1000МПа. | |
| Резцы с пластинками из твердого сплава | ||
| Плоская с положительным передним углом | Серый чугун, бронза и другие хрупкие материалы . | |
| Плоская с положительным передним углом и отрицательной фаской | Ковкий чугун, сталь и стальное литье с σ≤800МПа, а так же стали с σ>800МПа при недостаточной жесткой технологической системе. Для отвода и дробления стружки применяется стружколом. | |
| Плоская с отрицательным передним углом | Сталь и стальное литье с σ>800МПа , загрязненное неметаллическими включениями. Работа с ударами в условиях жесткой технологической системы – черновая обработка. | |
| Плоская с мелкоразмерной канавкой γ=-5° γ=0 | Сталь и стальное литье с σ=600…800МПа. | |
| Сталь и стальное литье с σ<600МПа. | ||
| Криволинейная с отрицательной фаской | Коррозионно-стойкие стали с σ≤850МПа, другие материалы с σ=700…900МПа. | |
1. Радиус выемки на токарных резцах с криволинейной формой заточки передней поверхности в зависимости от подачи принимается равным R=(10…15)s, у прорезных и отрезных резцов R=(50…60)s.
2. Допуск на заточку углов принимается ±1°.
3. Доводку передней и задней поверхности необходимо производить вдоль главной режущей кромки и по радиусу R.
Геометрические параметры режущей части токарных резцов для обработки пластмасс
| Вид пластмассы | Марка материала инструмента | Углы лезвия резца | |||
| Передний γ | Задний α | в плане | |||
| Главный φ | Вспомогательный φ1′ | ||||
| Оргстекло | ВК8 | 10…20 | 15…20 | 45 | 15 |
| Фторопласт | 0…10 | 20 | 45 | 15 | |
| Стеклотекстолит | 5 | 25 | 45 | 15 | |
| Гетинакс | ВК6-М | 8…12 | 20 | 45 | 12 |
| Волокнит | ВК-3 | 5 | 25 | 45 | 15 |
Заточка и доводка резцов — Студопедия
Заточка резцов. Восстановление геометрической формы и удаление дефектного слоя у изношенных резцов выполняется на заточных станках, оснащенных шлифовальными кругами плоской или чашечной формы. Качество заточки во многом зависит от правильного выбора характеристики круга и приемов работы.
Шлифовальный круг представляет собой особый режущий инструмент, материал которого состоит из твердых абразивных зерен и связки.
По материалу зерен круги, используемые для заточки, делятся на электрокорундовые (белого, розового и серого цвета различных оттенков) и карбидокремниевые(светло-зеленого цвета). Первые рекомендуются для заточки резцов из быстрорежущей стали, вторые – для резцов, оснащенных пластинками из твердого сплава. Остальные показатели характеристики кругов должны отвечать следующим требованиям: зернистость – 30-40 (размеры зерен в сотых долях миллиметра), твердость – средне мягкая СМ1 – СМ2, связка керамическая К.
При заточке рекомендуется соблюдать определенную последовательность действий (рис, 9):вначале затачивать переднюю поверхность, затем задние – главную и вспомогательные, и в последнюю очередь скруглять вершины. При этом необходимо руководствоваться следующими правилами:

Рис 9. Заточка резца: а- передней поверхности; б, в- задней поверхности; г- радиуса закругления вершины
Отрегулировать подручник 1 так, чтобы получить необходимые задние углы, режущая кромка резца находилась на уровне или несколько выше оси круга, зазор между кругом и подручником был не более 3 мм.
Во время заточки круг 2 должен набегать на режущую кромку в направлении тела резца.
Резец опирать на подручник, легко прижимать к рабочей поверхности круга и плавно перемещать вдоль нее.
Заточку выполнять с обильным охлаждением или всухую. Периодическое замачивание нагретого резца вводе недопустимо, так как на режущих кромках могут возникнуть трещины.
Засаленный или неравномерно изношенный круг править и очищать твердым абразивным бруском из зеленого карбида кремния или специально предусмотренной для этой цели шарошкой с металлическими звездочками.
Заточка -несколько необычный вид работы для токаря, Поэтому при ее выполнении следует соблюдать определенные правила техники безопасности.
Перед работой проверить: заземление основания заточного станка; надежность крепления защитного кожуха 3 и подручника; исправность и действие кнопок «Пуск» – «Стоп»и вытяжной системы для удаления пыли.
Во время заточки стоять немного в стороне от плоскости вращения круга.
Пользоваться прозрачным экраном или защитными очками для предохранения глаз от абразивной пыли.
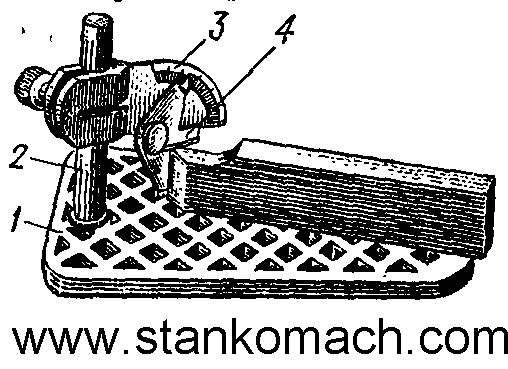
Рис 10. Настольный угломер
Доводка резцов. На рабочих поверхностях заточенных резцов остается шероховатость, которая подобно мелким надрезам может стать причиной возникновения трещин на режущих кромках и их выкрашивания в работе. Для сглаживания этих неровностей и повышения остроты режущих кромок резцы после заточки рекомендуется доводить (по ленточкам шириной 2-3 мм на передней и задней поверхностях вдоль главной режущей кромки и по радиусу вершины). Этот процесс выполняют на доводочных станках чугунным притиром дисковой формы, вращающимся с малой скоростью 1-2м/с.
Притир подготавливают к работе, шаржируя (насыщая) его рабочий торец абразивной или алмазной доводочной пастой. Для этого на поверхность притира, слегка смоченную керосином, наносят тонким слоем пасту и равномерно растирают ее. При доводке резец опирают на подручник, легко прижимают к поверхности притира и перемещают вдоль нее. При этом притир должен набегать под режущую кромку со стороны тела резца.
Более высокая эффективность достигается при доводке резцов алмазными кругами, вращающимися со скоростью 20-25 м/с.
Контроль резцов. Общее состояние заточенных и доведенных резцов определяют невооруженным глазом или с помощью лупы. На режущих кромках не должно быть сколов, трещин, прижогов, грубой шероховатости.
Главные углы резца обычно измеряют настольным угломером (рис 10), состоящим из основания 1, стойки 2, кронштейна 3 с градусной шкалой и измерительного угольника 4. По очередноприкладывая стороны угольника к задним и передней поверхностям резца, можно определить по градусной шкале значения соответствующих углов. Углы в плане при необходимости измеряют универсальным угломером.
Контрольные вопросы:
Укажите последовательность и основные правила заточки резцов.
Как выполняется доводка резцов?
Как контролируется качество заточки и доводки резцов?
Укажите разновидности стержневых резцов.
Из каких элементов состоит головка токарного резца? Приведите их определение.
Укажите характеристику и марки инструментальных материалов,
90000 How to sharpen woodturning tools 90001 90002 90003 If you are a woodturner and have not yet discovered Tormek, there is a big chance you will be surprised to see how big a difference a really well sharpened edge can do to your final result at the lathe. As you know, the sense of control and flow at the lathe starts with sharp tools. 90004 90005 90002 90007 90005 90009 Sharpen less – turn more! 90010 90002 The Tormek way of sharpening differs from other grinding methods like high-speed bench grinders and belt sanders.Tormek makes a clear distinction between shaping and sharpening. Once the tool is shaped to the right shape, you remove only a minimal amount of steel when sharpening – you just touch up the edge. An important benefit of the minimal steel removal is that the sharpening is fast, in addition, your precious tools will last much longer. 90005 90002 With the patented Turning Tool Setter TTS-100 every aspect of the set-up is simple and you can be sure to get the exact same shape of your tool every time you sharpen, regardless if the stone diameter changes over the years.90005 90002 90016 90005 90002 The high level of control in the sharpening process combined with a superior sharp result, have made many new users report that their turning has improved after switching to Tormek sharpening system. Newly sharpened turning gouges and skews can create the most delicate details and leave the cleanest cuts possible with little or no need for sanding. And, as important, you can be sure that your tool will behave in the exact same, predictable way all the time at the lathe.The fine sharpening surface obtained with the Tormek water cooled grindstone combined with the leather honing wheel makes the edge stay sharp longer. In the end, you will spend less time sharpening and get more time for turning! 90005 90002 90021 90005 90009 The difference between Shaping and Sharpening 90010 90002 When shaping a tool, you remove steel to get your desired shape and edge angle. When sharpening you just touch up the edge of an existing shape to renew the sharpness. The strength of the Tormek method is in the sharpening, which is carried out with an exact replication of both the shape and the edge angle.Since so little steel is removed – you just touch up the edge – the Tormek method is very fast. 90005 90002 If you have a new tool and initially need to change the shape considerably, you can save time by using a high-speed bench grinder together with the Tormek Bench Grinder Mounting set BGM-100. It makes it possible to use the same Tormek woodturning jigs and settings through the whole sharpening process. Once you have created the desired shape on the bench grinder, keep the tool in the jig and simply shift to the Tormek sharpening machine for the final sharpening and honing.After that, future sharpenings will be an easy job, where you just need to touch up the edge on the Tormek water cooled sharpener. 90005 90002 90030 90031 90005 90009 Video: Gouge sharpening – From factory grind to a superior sharpness 90003 90004 90010 90002 90038 90031 90005 90009 Sharpening with the Tormek system 90010 90002 90003 How long does it take to sharpen a turning gouge? 90045 90004 When you know your settings, it is done in about 30 seconds to a minute. 90005 90002 90003 Why does a Tormek edge cut more easily? 90004 90045 Sharpening on the Tormek stone and honing on the leather honing wheel creates a very fine surface on the edge.A finer edge surface means a sharper edge, which cuts more easily in the wood. 90005 90002 90003 Why does a Tormek sharpened edge leave a smoother cut on the wood? 90004 90045 As the Tormek edge is sharper, it cuts the wood fibres more cleanly and leaves a smoother surface. You do not need as much sanding after the sharpening, in some cases you do not need to use sandpaper at all! 90005 90002 90003 How can a Tormek edge stay sharp longer? 90004 90045 There are two reasons. An edge obtained from a high-speed dry grinder is rough whilst the Tormek sharpened edge is much finer.A finer edge is more resistant to wear. In addition, the Tormek edge can never be overheated and lose its hardness. 90005 90002 90003 What makes the Tormek method so fast? 90004 90045 The answer is the fast setting of the jigs and that you are able to get an exact repeatability. You just touch up the existing edge and only a small fraction of the steel need to be removed. With the right sharpening equipment, you can save a lot of time. It is a myth that the Tormek system is slow. It has arisen because turners have not made a clear distinction between shaping and sharpening.Once you have ground your tool to the right shape, which you normally only need to do once, it is a quick job to touch up and hone the edge to superior sharpness. 90005 90002 90003 How can the Tormek grindstone last so long? 90004 90045 Since you just touch up the edge at each sharpening, the wear on the stone is limited. And since you get a durable sharpness, you sharpen less frequently on the Tormek. The large stone diameter, 250 mm (10 “) and the generous width, 50 mm (2”) has also got significantly more sharpening volume compared to a smaller grinding wheel with a limited lifetime.90005 90002 90003 Shall I use slip stones after the sharpening? 90004 90045 No. The fine grindstone and the leather honing wheel give you a superior sharpness without slip stones. The inside of gouges is honed and polished on the Profiled Leather Honing Wheel LA-120. 90005 90009 Video: How long will it take to sharpen a gouge? 90010 90002 90081 90031 90005 90009 Video: Sharpening a roughing gouge 90010 90002 90087 90031 90005 90009 Shaping a tool 90010 90002 90003 How long does it take to shape a gouge and a skew? 90004 90045 Shaping a tool with the Tormek machine takes between 10 and 20 minutes depending on the original shape of the tool and on how much steel you need to remove.The extra minutes you might spend on the Tormek is an investment to ensure the best performance of your expensive tool; you can be sure that the edge will not have been softened due to overheating and that the durability of the sharpness will not be affected. Bear in mind that you normally shape the tool only once. 90005 90002 90003 Do I need a fast running bench grinder (dry grinder)? 90004 90045 Not necessarily. If you already have access to one, you can use it to save grinding time at the initial rough shaping.If so, grind gently so that the edge does not get burned. Move to the Tormek water cooled stone to do the final shaping and the tip of the edge. 90005 90002 With the Bench Grinder Mounting Set BGM-100, you can now use the Tormek woodturning jigs SVD-186, SVS-50 and SVD-110 when shaping tools on your bench grinder. Since the patented Turning Tool Setter TTS-100 works on all stone diameters, the shape and edge angle is exactly replicated even when you go from a smaller bench grinder wheel to the large Tormek grindstone.90005 90002 90003 Why would Tormek, the pioneer in water cooled sharpening, introduce their jigs also for bench grinders? 90004 90045 We believe that the water cooled Tormek machine is superior in sharpening virtually every edge tool in your shop. However, there is no secret that when it comes to woodturning tools the initial shaping can be done faster on a bench grinder. We know that some woodturners dedicated to Tormek also have access to a bench grinder and use it for the first rough shaping.It is difficult to control by hand and it is easy to remove more steel than necessary. Now you can use the same precise Tormek jigs through the whole sharpening process. There is no longer trial and error in getting the right shape on the bench grinder. You can benefit from the fast steel removal on the bench grinder and also get the finest surface on the Tormek water cooled grindstone and the leather honing wheel – all in one jig system. 90005 90002 If you do not yet have a Tormek machine you can still benefit from the precise Tormek jig system on your bench grinder and easily get the desired shape and edge angle.Since the Tormek system controls these factors, the tools will behave in exactly the same predictable way all the time at the lathe. The principle for setting the shape and edge angle is the same regardless of which machine you use. If you later choose to add a Tormek to your shop, you will already have the jigs you need for your turning tools. 90005 90002 90003 Can an HSS edge be affected with high speed dry grinding? 90004 90045 Yes. It is well known that carbon steel is easily affected when overheated.This is also the case for HSS steel, but the critical temperature is much higher. The very end of the tip, which is very thin, can easily reach the temperature which will affect the temper. You can limit the heating up by cooling the tool in water, but then there is a risk of micro cracks, which are invisible to the eye. 90005 90002 90003 Will a low speed (4-pole) bench grinder eliminate the risk of overheating the edge? 90004 90045 No. This grinder works without water cooling and the speed is still too high even it being half of the rpm of a conventional 2-pole grinder.90005 90121 90002 90123 90124 “I use the Tormek system for all my tools. 90125 90123 My jigs are set permanently and the sharpening only takes about a minute. 90125 90005 90002 90123 As a production turner I value the short period of time I need to spend on sharpening, which gives me more time for turning. The edges also last much longer than when I was using a bench grinder and slip stones. “90125 90005 90002 90003 Kurt Johansson 90045 90004 Professional Woodturner, Sweden 90005 90002 90005 90121 90002 90123 “I have switched to the Tormek after years of using a conventional dry grinding system to sharpen my turning tools.90125 90123 I find that I get a sharper edge in less time, all the while removing less metal each time I sharpen. 90125 90005 90002 90123 With the edge being sharper, it lasts longer for any given tool. The edge cuts wood faster and easier, and leaves a smoother surface on the wood. As a bonus, I no longer have to deal with sparks or grinding dust in the shop. ” 90125 90005 90002 90003 Bill Grumbine 90004 90045 Professional Woodturner, USA 90005 90121 90009 A few tips when sharpening with a Tormek machine 90010 90002 If you are used to sharpening on a high-speed dry grinding wheel, there are a few things that differ when using a water-cooled grindstone.Here are some simple but useful tips: 90005 90002 90003 1. Apply pressure. 90004 Do not be afraid to apply pressure on to the stone, it will speed up the sharpening and nothing can happen to damage the tool. The same high grinding pressure on a high-speed grinder will cause overheating. Press with your fingers close to the edge for best control and you can feel where the sharpening will take place. There is no risk to your fingers since the stone runs at 90 rpm. 90005 90002 90003 2. Move the tool 90004.Try to use the whole width of the stone by moving the tool sideways, and the stone will wear evenly and without grooves. When moving to a new spot on the stone, lighten the pressure or lift the tool for a smooth transition. 90005 90002 90003 3. Refresh the stone surface. 90004 When shaping a tool with a large bevel surface, the low grinding pressure slows down the grinding. You can speed up the work by re-activating the stone a few times during the grinding with the Stone Grader SP-650. 90005 90002 90005 .90000 Advanced Tool Sharpening 90001 Advanced Tool Sharpening 90002 Advanced Tool Sharpening for the Lathe 90003 with Special emphasis on 90003 Threading Tools 90005 90006 Many people create HSS lathe tools using nothing more than a bench grinder and get perfectly acceptable, if not downright excellent, results. For most normal sized projects with moderate tolerances that may be all you’ll ever need.As tolerances get tighter, or improved surface finishes are required for decreasing part sizes, better tools are needed. You can not shave tenths and simultaneously get a great finish with a dull tool. 90007 90006 My goal is to show you some practical techniques that can quickly be applied to improve the edge quality of your tools. The techniques are neither authoritative or backed up with extensive research. They are simply things I’ve picked up over a good number of years building close tolerance assemblies, scientific instruments, plus reading and watching how other machinists, some having far more knowledge and experience than I do, make things.With some thought you may well build on, and improve, the ideas covered here. 90007 90006 It should be mentioned that my focus is exclusively on generating extremely sharp edges and you can not blindly apply that type of tooling to every situation. Razor sharp edges are exactly what you 90011 do not 90012 want in most high speed production situations with stainless steel and other alloys. This tooling is not for roughing or for cleaning the scale off mill finish steel.These edges will not have the durability needed for volume production. 90007 90006 So when 90011 do 90012 you need these tools? 90007 90018 90019 When there’s a need to control size at the tenth level or below. 90020 90019 When taper is a problem with unsupported stock and you can not use a center. 90020 90019 When stock tends to work harden during cutting. 90020 90019 When making adjustment screws of any pitch where smoothness and fit is important.90020 90019 When making fine threads in excess of 40 TPI. 90020 90019 When making threads where low friction is important. 90020 90031 90006 Tool angles are well covered in many places, from Southbend’s How to Run a Lathe, to the web, to Machinery’s Handbook, so I will not spend time on finding the perfect rake angle for cutting 6061 aluminum. Information on how to achieve maximum sharpness of cutting edges is a lot harder to come by, and that’s the real topic of this page.I have to add that we all seem to have absorbed a lot of erroneous folklore concerning sharpness, starting back when a well meaning friend or relative showed us how to sharpen that first pocket knife. A conversation about carbide tooling is also in order, as its an option with many strengths and pitfalls, especially for the home machinist. 90007 90006 The exact details of what happens when we “cut” metal is also outside the scope of this page, but the reader is encouraged to do some additional research.Start with the search term “mechanics of metal cutting”. If you look at the cutting action of the typical lathe tool, you’ll see that the actual cutting takes place along a line, and usually a very short one at that. The line may be bent and have a radius, but as long as sufficient relief is present, what happens 25 thou away from that line is irrelevant to the process. Thus, when we talk about tool angles, it’s the angle right at the cutting edge that’s important.90011 Everything I present below is an attempt to control the geometry in that tiny area of the tool where cutting takes place. 90012 90007 90038 You Can not Get a Good Edge Sharpening Freehand 90039 90006 It only takes a single pass on a stone, or a millisecond at the grinder, at the wrong angle, to destroy the geometry of the cutting edge. 90011 There is no way to sharpen freehand and get a quality edge. 90012 You have to use some kind of guide system.I can already hear the Crusty Old Machinists calling me an idiot and making all sorts of claims about how they can shave with their freehand sharpened tools. The fact is, they can. Why? They cheat. They use a guide system, whether they realize it or not. 90007 90038 Crusty Old Machinists 90039 90006 The neophyte often rocks his tool all over the grinding wheel due to lack of skill and practice. The Crusty Old Machinist may do the same thing, but only to increase the metal removal rate when roughing things out.After that, he usually keeps the entire face of the tool in intimate contact with the wheel. You’ll see only a hollow ground area with a single radius on his tools. As the he brings the tool to the wheel, and especially when he removes it, he’s careful not to grind on the cutting edge. Thus, even though he may not realize it, the cutting edge is being protected by the inherent guide system of the curved tool face riding against the curved grinding wheel.It’s not perfect, but it’s a technique you should master because it leads to the next step of refinement. 90007 90006 Here’s about what a tool should look like coming off the grinder. You would also want some top rake and maybe a chip breaker for most applications, but note the clean and slightly curved faces. This was ground on an ordinary 8 “off-hand grinder using no rests at all. The main (side) cutting edge is the one facing you, though the tool will also cut very well the other way, if the depth of cut (DOC) is small.90007 90006 90051 90007 90038 Refining the Edge the Old Fashioned Way 90039 90006 If you’ve done the rough grind correctly, several things will have been accomplished. First, the cutting edge will be quite sharp, usable for many things as is. Second there will be considerable relief angle under the edge because the angle is greater than the average angle of the curved grind. Third, and very important, there will be a well defined edge on the lower side of the tool.That edge is the simple guide system that will prevent damage as the cutting edge is stoned to perfection. 90007 90006 As long as that lower edge of the tool remains in contact with the stone, you can avoid the errant stroke that creates a new facet on the cutting edge. Lift off that lower edge and in a single swipe across the stone you create a small facet at the wrong angle that requires a huge amount of corrective stoning to remove. The lower edge also determines the relief angle that will be produced, so pay attention during grinding to be sure the overall shape is correct.90007 90006 Think in terms of facets, just like those cut on a diamond. When they catch the light they should look like perfect planes, with no rounding near the edges. Some people sharpen tools using silicon carbide paper. Though it can be effective to a point, it invariably rounds the edges, blunting the tool and causing rubbing just below the actual cutting edge. In profile this looks just like a worn tool. Even though the overall relief angle might be 8 °, it’s the almost microscopic angle at the edge that matters.Understand that at some level of magnification the edge will always look dull, and the relief angle non-existent, so a certain amount of judgement is required to match the edge to the application. When the cutting edge rubs you need extra pressure to make it cut. 90011 A correctly formed edge will cut nearly on contact, dusting off as much or as little material as you need. 90012 90007 90006 Suitable abrasive tools for refining the edge include hard Arkansas stones, synthetic oil stones, the harder Japanese water stones (rarely used for metal cutting tools) and the various plastic lapping films.Do not use pressure sensitive adhesive (PSA) backed lapping films as the compliance of the adhesive will cause rounding at the tool edge. You can keep plain films from sliding by putting a drop of water on the back. Use the films with a heavy sheet of glass or a surface plate. Lapping films are available with almost every known abrasive. Diamond is suitable for carbide and works acceptably with HSS, in spite of general advice not to use diamond with ferrous metals.Aluminum oxide is less expensive and works well for HSS. 12 micron is a good general purpose grade. 9 micron is probably as fine as is really needed. For coarser work the commonly available plated diamond hones are quite good and very durable. Be sure to get a solid one, as the ones with perforations tend to catch the tool tip. 90007 90006 Here’s that same tool above, hand stoned with a small medium Arkansas, and then a fine black one, using both edges as the guide system.By always keeping both edges in contact with the stone, rounding of the cutting edge is avoided. A smooth radius has also been stoned in between the faces. Remember, the quality of that radius will determine how good a surface finish you can get. Sometimes people will keep increasing the radius, trying to improve the surface finish, when they really just need a high quality cutting edge on the radius they’ve already got. A large radius will increase the tendency to chatter.A small radius, like this one, needs to be fed very slowly, but also will not deflect small stock. The relief angle under the cutting edge is 6 ° (aka the end relief angle) and the front edge angles away the tip at 15 ° (Aka the end cutting edge angle). 90007 90006 90068 90007 90038 Do not Forget the Other Face of the Tool 90039 90006 The top surface of the tool is often ignored, but it’s as important as the faces. If the top surface is rough, no amount of stoning on the other faces will give a clean cutting edge.The grinding marks on the top will extend through the cutting edge, degrading the surface finish of the work being turned. They will also reduce the durability of the cutting edge. If you grind rake into the top surface, follow the same procedure as above and stone it smooth. If you leave the top of the tool flat, it’s still good practice to stone it. I speed things up by placing a thin piece of tape on the rear of the tool. This gives a tiny amount of negative rake, but allows the tip to be quickly improved without having to remove a lot of metal.90007 90006 Modern shop practice tends towards zero or even negative rake tools, but these are rarely suited to the home shop. Positive rake will make your tools free cutting, reducing deflection and power requirements. With steel you can use 10-20 degrees, but never try to use a tool ground for steel on brass; it will grab and possibly rip the stock from the chuck or damage the lathe itself. Consult the various references for the correct angles to use with different materials.Sharp tools with the correct angles can make all the difference between a job going smoothly or being nothing but trouble. 90007 90006 Grinding lines should always be perpendicular to the cutting edge. If the lines are parallel to the edge, the edge will be more fragile. As an example, drill sharpening fixtures are usually shown set up on the horizontal centerline of the wheel, making the grinding lines parallel to the cutting edge. Ideally they should be raised so the drill tip touches the wheel on the vertical centerline so the grinding lines are perpendicular to the cutting edge.Or, you can raise the grinder and work on the lower part of the wheel. If the nature of the setup puts the grinding lines parallel to the cutting edge, stoning is even more important to refine the edge into clean facets and prevent the cutting edge from failing across a large horizontal area. 90007 90006 Very sharp edges are not inherently durable, but the smoother and more defect-free you can make them, the longer they’ll last. 90007 90038 The Shear Tool 90039 90006 OK, I was not going to talk about tool angles, but the shear tool deserves special mention.I’ve only seen it described in a few machining texts, and the description was usually incomprehensible. I never understood the tool until it was properly described in an on-line forum. It has but a single specialized purpose, that of finishing materials that tend to tear. If you can not get a good finish on some difficult grade of steel, this is the tool to try. Be aware that it has many limitations. As shown, it will only cut from right to left, and the depth of cut is rarely more than 0.001 “. It’s hard to get close to a shoulder without careful grinding and a low contact point. Both the spindle speed and feed rate are generally kept quite slow. Slow power feed is thus preferred, especially if the part is long. Use oil. 90007 90006 The tool nose is ground at a slight angle to provide clearance, just a few degrees. The cutting edge is usually 30-40 degrees off vertical. Stone until smooth and sharp. As you can see below, the vertical position of the tool is not critical, in fact when one spot becomes dull, just raise or lower the tool a bit.Operating correctly, this tool will produce a chip that looks almost exactly like steel wool. Under the right conditions the shear tool can give a finish so smooth it could be mistaken for ground. 90007 90006 90087 90007 90038 Other Fixtures 90039 90006 The factory supplied rests on most grinders are nearly useless. With a bit of searching on the net, you can find plans for much improved rests and tool holders.I also recommend buying a copy of 90092 Tool and Cutter Sharpening 90093 by Harold Hall, Workshop Practice Series # 38, which includes much sound advice, along with plans for many easy to build grinding fixtures. 90007 90006 Still, most of what’s available only addresses the grinding part of the process and my focus is on getting a better edge than grinding alone is likely to give. I mentioned pocket knives earlier and nothing puts a better edge on a knife blade than the original Lansky Sharpening System.They use a guide, clamped to the blade, that prevents accidently stoning the edge, even briefly, at the wrong angle. Each stone has a long rod extending from the back that rides in the guide. The same principle can be applied to almost any edge you want to touch up, including end mills and dovetail cutters. You can make up your own stones by glueing them to a bar, or using lapping film (this is where the PSA is useful), but I just use the Lansky stones right from the standard set.Here’s the basic idea for touching up an end mill, though one would want things tied down a bit better than sitting on the studio seamless. Yes, I know this is about lathe tools; use some imagination and apply the technique to whatever edge you need to deal with. 90007 90006 90098 90007 90038 Threading Tools & Fixturing 90039 90006 The methods above will suffice for almost all typical turning needs using HSS and cast alloy tool blanks.The angles can be held to sufficient accuracy by eye and experience. This is not the case for threading. As a bare minimum you should use a “fishtail” gage to check the included angle and squareness of the tool, but that still leaves you a long ways from what can be achieved with very little additional effort. 90007 90006 Once you’ve roughed out the tool on the grinder, you need a fixture to perfect the angles. I made the fixture shown here from a scrap cutoff of Delrin.I had made a rectangular one some time back but it grew legs, so they must be desirable. The exact shape and dimensions are not important, though you should try to keep the two feet and the tool tip near the points of an equalateral triangle. The only strict requirement is that the tool bit can be fastened in very close a 30 ° angle and that all angles can be fine tuned using two adjustable feet. The fixture is a kinematic design; it has three contact points making it completely stable in use.The angles can be changed slightly, but you’d need a different fixture for Acme or other threads with significantly different angles. 90007 90006 90107 90007 90006 PDF file for thread honing fixture 90007 90006 You can make a nice angle template out of aluminum roofing flashing. Just scribe it and cut it on a paper cutter (not a rotary cutter). Here’s the fixture being set up for the main 30 ° angle.If you want to work from a different side of the tool, or the fixture itself, the template can certainly be cut to reflect that preference. 90007 90006 90114 90007 90006 Next we go to the back of the tool to set the relief angle. It will be necessary to go back and forth a couple times because the adjustments interact. 90007 90006 90119 90007 90006 If you look closely you can see the perfect facet at the tip created by the ultra-fine black Arkansas stone.The nearby edge of the tool catches the light, but it’s still rough ground and did not hit the stone. 90007 90006 90124 90007 90006 You can also use the fixture on glass or a surface plate with lapping film. This is pressure sensitive aluminum oxide film, and the adhesive backing rounds the facet slightly, resulting in a slightly less sharp and less free cutting tip. Try to get plain lapping film. 90007 90006 90129 90007 90006 Now, flip the tool over in the fixture, readjust, and tune up the other side.You may want to remove excess material that does not need to be lapped as described shortly, so the lapping operation goes swiftly. With a properly ground tool, lapping should not be any more than a ten minute job. 90007 90006 OK, tell me again why we need this level of control over the edges? For a thread to function properly, the flanks of the screw need to contact the flanks of the nut. If the angles are off, the contact area will be a narrow high pressure line near the ID or OD of the thread.The lubricant will not be able to support the pressure and you’ll get metal to metal contact, possibly galling and certainly higher friction than would otherwise be the case. If you’re making a 1/4 x 20 bolt, it probably does not matter. If you’re making an adjustment screw for a laser mirror mount, it certainly does matter. 90007 90006 For conventional HSS lathe tools the hollow grinding technique described above works well. For threading tools that get lapped using a fixture you can save a huge amount of work by removing unnecessary material at the grinding wheel.You should be lapping the minimum amount of material necessary to the function of the tool. If it only takes .050 “of material to support the cutting edge, do not waste time trying to lap more than that. If the maximum thread depth you ever cut is .025 “, grind the tool so you do not have to lap .5 “every time you sharpen it. This is even more of a time saver with carbide. 90007 90006 Carbide is a wonderful thing for many jobs. Very little HSS is used commercially anymore.You’ll hear that carbide is not as suitable for the home shop as HSS, but I do not fully subscribe to that view. The problem is that commercial carbide inserts are designed for production use on completely different machines than most HSMs own. They’re typically not very sharp, may have negative rake and may have coatings that only function at high cutting rates that produce high temperatures. There exist sharp uncoated inserts for aluminum, and these should be fine even on a small light machine as is usually found in the home shop.In general I find inserts are an expensive and unnecessary complication for the HSM. 90007 90006 Brazed carbide tooling ranges from poorly made imports, to the very fine Micro 100 tooling. Other than those high end tools, few brazed tools perform their best right out of the box, and you can not fix this using 90011 only 90012 a green carbide wheel. More likely you’ll make things worse. 90011 If you want carbide to perform like HSS, you have to create sharp edges like HSS, and that requires diamond abrasives.90012 For threading tools, follow the procedures above, but use a green wheel followed by diamond lapping films. Easy, problem solved. For other lathe tools the best solution is a slow speed diamond wheel grinder like the Accu-Finish, or a diy version of the same thing. Lacking that, the diamond lapping films will get you where you want to go, slowly, but once you’ve used a purpose-built carbide grinder with a proper adjustable sliding table and diamond wheels, you’ll be too spoiled to consider anything else.90007 90006 I might add that, lest you think I’m over the deep end, the Accu-Finish people provide a smooth ceramic grinding disk, plus a bottle of fine diamond fluid to charge it. The result is a mirror finish on carbide, and a razor-like edge. There’s no question that most jobs can be done using much more casual techniques, but when you need perfection it’s good to know how to get it. 90007 90006 Stay Sharp! 90007 90006 HOME 90007 .90000 Shear – Pen Turning Tools 90001 90002 90003 So, What’s New? 90004 Carbide insert tools have been around for several years, and insert tools in general have been around since at least the mid-1980s. So, what makes Ultra-Shear different from all the rest? The list is long, but the three most important differences are the grade and grind of the inserts, the design of the tool shaft and the material and treatment used in making the shaft. 90005 90002 90003 High Tech Steel; Higher Tech Manufacturing 90004.A truly sharp cutting edge needs rock solid support to give you the best results. Ultra-Shear tools feature the same rigid ChroMoly alloy steel used in NASCAR roll cages and crankshafts. CNC machines create the intricate insert seats, then the shafts go through a two-step hardening process which creates an ultra-smooth surface finish that glides easily across your tool rest and resists corrosion. 90005 90002 90003 Not just for pens. 90004 The three Ultra-Shear pen tools include square, round and diamond-point insert profiles.The square tool is the workhorse for most pen projects. The diamond-point detail tool inscribes fine detail lines for accents. The round tool creates inside curves (coves) on specialty designs. Their small size and razor-sharp inserts make these tools ideal for other detailed work in addition to pen turning, such as finials and miniatures. Projects many think impossible with carbide tools can now be tackled with Ultra-Shear. 90005 90002 90003 It All Starts at the Cutting Edge. 90004 Ultra-Shear’s development team started this project by interviewing dozens of carbide manufacturers, seeking out a partner that recognized the unique requirements of woodturning.Any carbide blend can create a long-lasting edge, but for advanced performance at the lathe, you need a truly keen edge. That requires a carbide that does not just last, but also is fine-grained enough not to crumble when formed to a very sharp angle. The result of months of testing and trials is a unique nano-grain carbide matrix, polished to a mirror-finish on the cutting surface and precision ground on the bevel. They are the sharpest, longest lasting inserts on the market. 90005 90002 90003 Cut Cleaner.Sand Less. 90004 Today’s pen turner works in a world full of exotic materials; acrylics, polymer clays, stabilized wood, and even mixtures of all the above. Most of these materials do not cut cleanly with the normal approach for carbide tipped tools (tool level on the centerline and parallel to the stock). 90003 90022 Shear scraping 90023 90004 is a technique where the tool is presented at an angle to the workpiece, improving the surface finish dramatically. In solid wood, 45 ° usually delivers the optimum finish, but acrylics, polymers and blends are different.Ultra-Shear pen tools feature round sides allowing you to locate the optimum shear angle for whatever material you’re turning. There’s a large flat surface milled on the bottom for solid support of your initial roughing and shaping cuts. 90005 90002 The pen tools have a 3-1 / 4 “tool length with a 9” handle for a total length of 12-1 / 4 “. 90005 90002 Sold individually or at a savings when you order them as a set. The 90022 Ultra-Shear 90023 tools are machined in our own shop in Strongsville, Ohio.90005.90000 SHARPENING LATHE TOOLS – PDF Free Download 90001 90002 HONING LATHE DUPLICATOR CUTTERS 90003 90004 90005 Lay the flat face of the cutter or bit on the flat top surface of the hone with the rest of the cutter overhanging the edge. Rub the cutter or bit up and down the hone (Figure 24-44).Be sure to hold the 90006 More information 90007 90002 Making Clock Wheel & Pinion Cutters 90003 90004 90011 Making Clock Wheel & Pinion Cutters When making hand made clocks or in repair work an odd size cutter is sometimes needed.Sometimes just one pinion is required and does not justify the cost of a commercial 90006 More information 90007 90002 Resharpening Companion 90003 90004 90017 Resharpening Companion 10950 Correct Angles, Pictures, and Step-By-Step Instructions The Resharpening Companion is meant to be a guide and quick reference to help you resharpen. It is not meant to replace 90006 More information 90007 90002 Lapping and Polishing Basics 90003 90004 90023 Lapping and Polishing Basics Applications Laboratory Report 54 Lapping and Polishing 1.0: Introduction Lapping and polishing is a process by which material is precisely removed from a workpiece (or specimen) 90006 More information 90007 90002 The Bonelle Tool and Cutter Grinder 90003 90004 90029 The Bonelle Tool and Cutter Grinder The grinder was constructed about 1987 and exhibited at the 89th Model Engineering exhibition where it was awarded a bronze medal (see ME Vol164 No 3868 page 273). Subsequently 90006 More information 90007 90002 TIG WELDING TIPS by Tom Bell 90003 90004 90035 (This is a two-part document, with general tig welding first followed by one aluminum-specific.) TIG WELDING TIPS by Tom Bell 1. The bigger the rod, the easier it is to feed. Use larger diameter rods (3/32 90006 More information 90007 90002 Chapter 9: Instrument Sharpening 90003 90004 90041 Chapter 9: Instrument Sharpening There have been a number of interesting developments in periodontal treatment in the past few years. However, the cornerstone of periodontal treatment remains the mechanical 90006 More information 90007 90002 Speed-Mat Rectangle Cutter 90003 90004 90047 Speed-Mat Rectangle Cutter 1 Honeycomb baseboard.2 Left hold down. 14 3 Bottom hold down. 4 4 Left / right rule. 8 5 8 5 Left / right rule pointer. 1 6 Top / bottom rule. 7 Top / bottom rule pointer. 90006 More information 90007 90002 Gear PEPSI CAN STOVE INSTRUCTIONS 90003 90004 90053 Gear PEPSI CAN STOVE INSTRUCTIONS [NOTE: Updated Instructions are now available. The new stove is less likely to develop flame leaks and the fuel / air mixture is improved. Instructions for a simmer ring 90006 More information 90007 90002 TRIMMING UNIT / DIAMOND MACHINE TST.13 90003 90004 90059 TRIMMING UNIT / DIAMOND MACHINE TST.13 REFERENCE BOOK rel. 02.15 TRIMMING UNIT / DIAMOND MACHINE TST.13 REL. 02.15 ENGLISH LANGUAGE 1 MACHINE DESCRIPTION TST.13 was designed and built for processing methacrylate. 90006 More information 90007 90002 Children s Furniture Projects 90003 90004 90065 This is an excerpt from the book Children s Furniture Projects by Jeff Miller Copyright 2002 by The Taunton Press www.taunton.com CHILD S ROCKER KIDS ARE ALWAYS IN MOTION. It s not easy to get them even 90006 More information 90007 90002 COMPACT ELITE MAT CUTTER 90003 90004 90071 INSTRUCTION MANUAL MODEL 350-1 COMPACT ELITE MAT CUTTER INSTRUCTIONS AND OPERATION MANUAL 32in (81cm) mat cutting system with bevel & straight cutters, production stops and 20 in (51 cm) squaring bar. 90006 More information 90007 90002 8 “BENCH GRINDER OWNER’S MANUAL 90003 90004 90077 8 “BENCH GRINDER OWNER’S MANUAL WARNING: Read carefully and understand all INSTRUCTIONS before operating.Failure to follow the safety rules and other basic safety precautions may result in serious personal 90006 More information 90007 90002 Introduction to JIGS AND FIXTURES 90003 90004 90083 Introduction to JIGS AND FIXTURES Introduction The successful running of any mass production depends upon the interchangeability to facilitate easy assembly and reduction of unit cost. Mass production 90006 More information 90007 90002 BLADE REPAIR INSTRUCTION BOOKLET 90003 90004 90089 BLADE REPAIR INSTRUCTION BOOKLET Contents Section I: Section II: Section III: Section IV: Section V: Section VI: Removing a Blade Refer to this section if you need to remove the blade from an oar shaft.90006 More information 90007 90002 LEADER IN CUTTING TECHNOLOGY 90003 90004 90095 LEADER IN CUTTING TECHNOLOGY FOR OVER 2 YEARS REASONS WHY TRONEX IS THE BEST IN THE WORLD 1 2 SUPERIOR CUTTING PERFORMANCE Cut hundreds of thousands of times before dulling. Cut hundreds of thousands of 90006 More information 90007 90002 Lesson 6: Measuring Trees 90003 90004 90101 Review and Introduction Lesson 6: Measuring Trees In Lesson 4 and Lesson 5, you learned how to establish either a fixed plot or a variable plot.With your plot established and your in trees tallied, now 90006 More information 90007 90002 S & W Race Cars and Components, Inc. 90003 90004 90107 S & W Race Cars and Components, Inc. 11 Mennonite Church Road Spring City, PA 19475 TECH & INFORMATION: 610-948-7303 ORDERS: 1-800-523-3353 OFFICE FAX: 610-948-7342 E-Z INFO FAX 610-792-1234 CAUTION !!! – 90006 More information 90007 90002 MGB Chrome Bumper Conversion 90003 90004 90113 MGB Chrome Bumper Conversion Installation Instructions For 1974 1 / 2-1980 MGB This kit requires cutting, welding, and painting.Professional installation recommended. Note: Every MGB body is slightly different 90006 More information 90007 90002 The Basics of Stave Segmented Turning 90003 90004 90119 The Basics of Stave Segmented Turning Notes by Jim Rodgers Version 1.2 February, 2005 JL Rodgers, Incorporated 36 Briar Drive Martinez, CA 94553 9925) 229-5773 The Basics of Stave Segmented Turning Requirements 90006 More information 90007 90002 Quick Guide to Floor Grinding 90003 90004 90125 Quick Guide to Floor Grinding Floor prep / stripping Leveling floors Restoring floors Grinding natural stone Concrete grinding / polishing Wood grinding HTC – Professional Floor Systems Tool guide Concrete 90006 More information 90007 90002 Industrial Knives and Blades 90003 90004 90131 Industrial Knives and Blades Hyde Tools makes custom-tailored tools of the trade that professionals in many fields use to work quickly and precisely.There are utility knives and hand knives for flooring 90006 More information 90007 90002 for MANUAL TOOLROOM LATHES 90003 90004 90137 UC RIVERSIDE MECHANICAL ENGINEERING DEPARTMENT MACHINE SHOP STANDARD OPERATING PROCEDURES for MANUAL TOOLROOM LATHES REVISION: V5 DATE: 11-28-2011 TABLE OF CONTENTS SECTION TOPIC (S) PAGE Basic Capabilities 90006 More information 90007 90002 74 Chapter 5.5.5 CO 2 Cleaning 90003 90004 90143 74 Chapter 5 5.5 CO 2 Cleaning The CO 2 method involves spraying CO 2 snow against the optical surface. Snow is made using a specialized nozzle (Fig. 5.7) that expands the gas or liquid through an orifice. 90006 More information 90007 90002 Whole Hand Activities 90003 90004 90149 Activities Walk & Flip 5 Baton Twirl Rotate the pencil in, around and between all your fingers like it was a baton.10 Walk your fingers up the pencil (your index will look like an inchworm climbing the 90006 More information 90007 90002 Think precision, Think HSS REAMING 90003 90004 90155 Think precision, Think HSS REAMING SUMMARY REAMING TOOLS 2 Zoom on a reamer 3 Which HSS for maximum efficiency? 4 Coatings for the best performance 5 Vocabulary 6 Choose the right design 7 Types of bevel 90006 More information 90007 90002 Written By: Walter Galan 90003 90004 90161 ipad 2 GSM Front Panel Replacement Replace the front panel in your ipad 2 GSM.Written By: Walter Galan INTRODUCTION Note: this is a complete guide for replacing a plain front panel. If you have a Front 90006 More information 90007 90002 Lathe Milling Attachment 90003 90004 90167 Lathe Milling Attachment By L C. MASON BY CLEVERLY stacking cold-rolled flat stock together, T-slots and slide for this lathe milling attachment are made without costly machinery. In fact, only two tools, 90006 More information 90007 90002 ACRYLITE extruded sheet (FF) 90003 90004 90173 Technical information ACRYLITE extruded sheet (FF) # 2 Cutting with Circular Saws This brief gives advice for: Equipment Operation Trouble Shooting Equipment ACRYLITE sheet is generally cut with overhead 90006 More information 90007 90002 Technical Information 90003 90004 90179 tapping Technical Information Troubleshooting Guide 115 TAP DOES NOT START Program depth: Tap drill size: Tap sharpness: Compression stroke may use up the entire program depth.Check for tap drill size. 90006 More information 90007 90002 A Beginner s Guide to MIG Welding 90003 90004 90185 A Beginner s Guide to MIG Welding MIG Welding Names MIG welding, or MIG, is an acronym for Metal Inert Gas welding. MIG is a commonly used and accepted slang term that was appropriate when the process 90006 More information 90007 90002 Freehand Sketching. Sections 90003 90004 90191 3 Freehand Sketching Sections 3.1 Why Freehand Sketches? 3.2 Freehand Sketching Fundamentals 3.3 Basic Freehand Sketching 3.4 Advanced Freehand Sketching Key Terms Objectives Explain why freehand sketching 90006 More information 90007 90002 MASTER CASTER INSTRUCTIONS 10/1/91 90003 90004 90197 MACHINE ACCESSORIES A. Sprue deflector baffle to be hung from the existing baffle to help separate the sprues and bullets. B. Wood swivel handle to be mounted after unpacking.Screw the wood handle into 90006 More information 90007 .