Вальцы трехвалковые от производителя -завода “Долина”
Наш Кувандыкский завод кузнечно-прессового оборудования “Долина” проектирует и производит вальцы трехвалковые для толщины листа от 2,2 мм до 25 мм и ширины листа от 1000 мм до 3150 мм.
Для получения цилиндрической заготовки из листа металла толщиной 16 мм и шириной 2000 мм из выпускаемого нами ассортимента подходит модель ИК2243 (аналог станок вальцы И2222).
Для листа металла размеров 10×2000 мм рекомендуем модель ИК2333 (аналог ИБ2220).
На вальцах трехвалковых допускается гибка конических обечаек, если укомплектовать их необходимым инструментом.
Также допускается гибка на трехвалковом листогибе металлических уголков, полос, труб – при условии оснащения дополнительной оснасткой.
Вальцы листогибочные, в том числе моделей ИК2243 (аналог станок вальцы И2222), ИК2333 (аналог ИБ2220) Вы можете купить на нашем заводе “Долина”.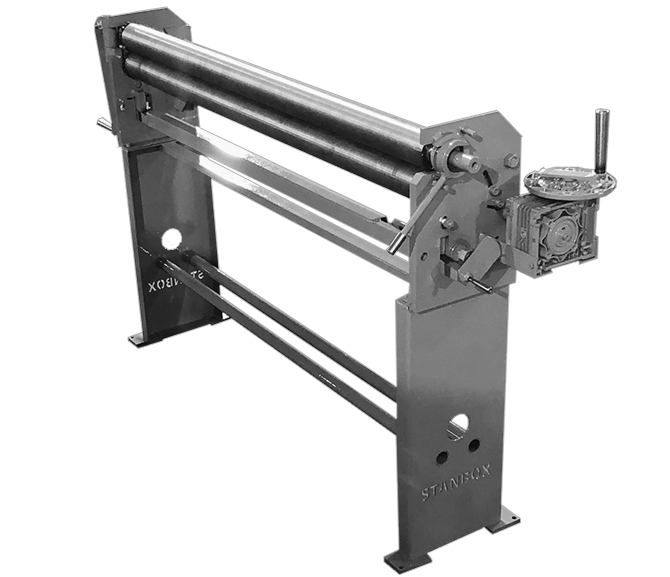
В минимальную комплектацию входят сами вальцы трехвалковые, электрошкаф, пульт управления.
В дополнительную комплектацию к станку можно приобрести следующее:
- Устройство для поддержания обечайки;
- Столы для приема и подачи;
- Устройство для приёма конусных изделий;
- Устройство для съема заготовок.
Принцип работы вальцов трехвалковых:
Обработка металлических изделий осуществляется при помощи специальных валков, между верхним и боковым валком заготовка протягивается и при этом одновременно изгибается с помощью верхнего валка. Получаются изделия цилиндрической формы.
Наш завод производит оборудование уже 77 лет, мы получили огромный опыт в этой сфере.
Мы предлагаем российское оборудование от надежного и проверенного временем производителя.
Вальцы трехвалковые цена на которые соответствует соотношению цена – качества всегда можно заказать на нашем предприятии.
Ручные трехвалковые вальцы W01-0.8×1300
Вальцовочный станок серии W01 – простое и надежное решение для вальцовки тонкого листа. Легкость конструкции и небольшие размеры делают возможным его использование как в стационарных цехах, так и непосредственно на объекте. Небольшой диаметр валов позволяют загибать заготовки маленьких диаметров (менее 100 мм).
Комплект поставки:
1. Вальцовочный станок
2. Рукоять для вращения валов
3. Инструкция
4. Стойка (в моделях W01-2)
Система управления: Механический вальцовочный станок W01 имеет ручное управление
Особенности вальцовочного станка для листового материала W01:
- Благодаря своей мобильности позволяет в короткие сроки переместить станок на место производства
- Благодаря своим габаритам – позволяет использовать станок на верстаке
- Литая контсрукция из чугуна – придает станку надежности в его использовании на протяжении долгого срока эксплуатации
- Откидной верхний вал для удобства снятия готового изделия
Модельный ряд и технические характеристики:
Модели механических вальцовочных станков серии W01 | W01 0. | W01 0.8х1000 | W01 0.8×1300 |
|---|---|---|---|
| Макс. ширина листа, мм | 610 | 1000 | 1300 |
Макс. толщина листа, мм | 0,8 | 0,8 | 0,8 |
Диаметр вала, мм | 38 | 50 | 60 |
Размеры (ДxШxВ), мм | 950х260х370 | 1450х320х500 | 1700х320х500 |
Масса, кг | 86 | 175 |
 8х610
8х610
Модели механических вальцовочных станков серии W01 | W01 2х1000 | W01 2х1250 | W01 1,5×1300 |
|---|---|---|---|
Макс. | 1000 | 1250 | 1300 |
Макс. толщина листа, мм | 2.0 | 2.0 | 1.5 |
Диаметр вала, мм | 60 | 60 | 75 |
Размеры (ДxШxВ), мм | 1550х620х1180 | 1800х620х1180 | 1730×450×540 |
Масса, кг | 200 | 223 | 195 |
 ширина листа, мм
ширина листа, мм
Prinzing Вальцовочные станки / Трёхвалковые ручные вальцы
Трёхвалковые вальцовочные станки в ручной конструкции (RM) доказали на протяжении десятилетий свою высокую гибкость и надежность в области профессионального ремесла и промышленного использования.
Широкий ассортимент ручных вальцов колеблется от очень маленьких и легких, с диаметром вала 20 мм и рабочей длиной чуть более 200 мм, до больших с диаметром вала более 100 мм и рабочей длиной более 2 м. Валы расположены асимметрично. Быстрое и простое удаление готовых заготовок стало возможным благодаря перемещению поворотного верхнего вала вперед. Настройка желаемого диаметра заготовок осуществляется с помощью регулировки винта заднего вала и поддерживается механическим дисплеем. В зависимости от рабочей длины вал можно изготовить выпуклым.
Стандартная комплектация:
- Перемещение верхнего вала вперед при помощи быстрого замка
- Быстрая регулировка нижнего вала
-
Регулировка винта заднего вала с механическим цифровым индикатором
Специальное оборудование:
- Верхний вал с гибочным пазом
- Нижний и задний валы с пазами для гибки прутков
- Специальные валы ( закаленные, с покрытием, шлифованные, прорезиненные)
- Боковой упор для конической вальцовки
- Опорный стол с боковым упором
|
Примеры размеров RM 20-100 |
||||
|
Модель |
RM 20 |
RM 30 |
RM 42 |
RM 52 |
| Рабочая длина макс [мм] | 330 | 530 | 1030 | 1030 |
| Толщина металла* макс [мм] | 0,5 | 0,6 | 0,6 | 1,2 |
| Диаметр валов [мм] | 20 | 30 | 42 | 52 |
|
Модель |
RM 60 |
RM 70 |
RM 85 |
RM 100 |
| Рабочая длина макс [мм] | 1530 | 2030 | 2030 | 2030 |
| Толщина металла* макс [мм] | 0,8 | 0,8 | 1,2 | 1,8 |
| Диаметр валов [мм] | 60 | 70 | 85 | 100 |
| * Толщина металла относится к материалу с прочностью на растяжение 400 Н/мм² и пределом текучести 250 Н/мм²! | ||||
Трехвалковые и четырехвалковые вальцы для листового металла
ОТСОРТИРУЙТЕ НУЖНЫЕ ДАННЫЕ, НАЖАВ НА НАЗВАНИЕ СТОЛБЦА
Электромеханические вальцы – оборудование для производства полых изделий цилиндрических форм из тонколистового металла. Вальцовка представляет собой процесс прокатки стального листа между валками, в результате которого металлический материал деформируется и приобретает желанный изгиб. Количество валов в зависимости от модели может различаться: от двух до четырёх.
Вальцовка представляет собой процесс прокатки стального листа между валками, в результате которого металлический материал деформируется и приобретает желанный изгиб. Количество валов в зависимости от модели может различаться: от двух до четырёх.
Компания «X-Profil» реализует электромеханические листогибочные машины с 3 и 4 валками. Данный тип станков наиболее популярный и востребованный в производственной сфере. Электропривод позволяет автоматизировать процесс прокатки металлического листа и значительно оптимизировать гибочную работу.
Специфика вальцовочных электромеханических станков
Электромеханические трехвалковые вальцы – это аппарат для прокатки листового металла с тремя валами в комплектации. Стальные высокопрочные валы при ассиметричном движении пропускают металлический лист, позволяя добиваться стандартных изгибов и гибки на конус.
В моделях данной комплектации два нижних вала вращаются ассиметрично третьему. Последний может производить обороты в обе стороны.
Поворотно-откидной верхний вал снабжён эксцентриковым зажимом, позволяющим удобно уложить стальной материал для работы. Электрический вальцевый листогиб оборудован выносной педалью. С помощью ножной педали можно регулировать скорость оборота валков и следить за ходом выполняемых операций.
Оборудование с тремя валами более экономично относительно цены, но уступает четырёхвалковым вальцам по скорости прокатки и крепости прижима металлолиста. На сайте представлены машины с тремя и четырьмя валками.
Вальцы 4 х валковые электромеханические надёжно удерживают стальную заготовку, так что выскальзывание листа из машины сведено к нулю. Большинство электромеханических моделей оснащены системой числового программного управления. Такие четырехвалковые вальцы с ЧПУ позволяют оптимизировать рабочий процесс и исключить погрешности человеческого фактора.
X-Profil предлагает разные модели вальцов. В зависимости от индивидуальных предпочтений к заказу доступны четырехвалковые вальцы российского производства и похожие модели зарубежных марок. Импортные электромеханические четырехвалковые станки на сайте представлены турецкими производителями.
Импортные электромеханические четырехвалковые станки на сайте представлены турецкими производителями.
Принцип работы машины для вальцовки
Трёх и четырехвалковые вальцы для листового металла работают согласно следующему принципу:
- Прокатка листового металла между валками.
- Вальцевание стального материала.
- Откидывание замка верхнего вала.
- Отодвигание вала в сторону.
- Вынимание заготовки из оборудования.
Особенности выбора 3-х и 4 х валковой листогибочной машины
При выборе необходимой модели руководствуются следующими принципами:
- объём работы;
- сроки выполнения заказов;
- ценовой порог;
- наличие программного управления;
- количество и диаметр валков;
- расстояние между валками прижима;
- индивидуальные требования к техническим характеристикам.
Поставляя трёх и четырехвалковые листогибочные машины, компания «X-Profil» старается учитывать все пожелания клиентов. На протяжении многих лет X-Profil поставляет оборудование на российский рынок, расширяет круг заказчиков, уважая постоянных покупателей.
На протяжении многих лет X-Profil поставляет оборудование на российский рынок, расширяет круг заказчиков, уважая постоянных покупателей.
Как купить оборудование на сайте
Не зависимо от того, каких объёмов Ваше металлообрабатывающее производство, листогибочный аппарат станет надёжным и полезным приобретением. Заказать машинку можно, позвонив консультанту. Доставка товара осуществляется транспортной компанией в любые регионы России. Также X-Profil принимает заказы и из соседних республик: Белоруссии и Казахстана.
Вальцы ручные трехвалковые | КЗКО
Вальцы ручные трехвалковые
Когда есть потребность в изготовлении небольшого количества труб могут помочь трехвалковые ручные вальцы. Калужский Завод Кранового Оборудования наладил производство ручных вальцов. Эти станки имеют ряд преимуществ. Ручные вальцы производства КЗКО доступны, просты в использовании, мобильны. Увидеть работу трехвалковых вальцов вы можете на видеоролике.
Ручные вальцы предназначены для изготовления широкого спектра изделий цилиндрической формы (обечаек) из тонколистового металла с максимальным пределом прочности 50 кг/мм2. Вальцы используются для производства шовных труб и желобов водостоков, воздуховодов, а также других подобных изделий из листового металла.
Ручные вальцы оснащены съемным регулируемым верхним валом, что позволяет изготавливать цилиндрические изделия замкнутой формы. Простая настройка на любой радиус с помощью винтов на концах регулируемого вала. Вальцы имеют канавки на валах для гибки прута и проволоки.
Вальцы изготавливаются в трех рабочих вариантах:
Ручные вальцы ВР-1250 рабочая поверхность 1250 мм.
Ручные вальцы ВР-1500 рабочая поверхность 1500 мм.
Ручные вальцы ВР-2000 рабочая поверхность 2000 мм.
| Принцип работы вальцовочного станка ВР1 – съемный регулируемый верхний вал; 2 – приводные валы 3 – обрабатываемый материал |
Вальцы ручные ВР
Вальцы ручные ВР
Работа ручных трехвалковых вальцов
 youtube.com/embed/w4Hy3J4QbMo” frameborder=”0″>
youtube.com/embed/w4Hy3J4QbMo” frameborder=”0″>Основные технические характеристики вальцов представлены в таблице ниже:
Модель | Макс. | Рабочая< | Диаметр | Габариты, мм | Масса, кг |
| ВР-1/1250 | 1,50 | 1250 | 72 | 2005х760х1065 | 67 |
| ВР-1/1500 | 1,25 | 1500 | 72 | 2255х760х1065 | 85 |
| ВР-1/2000 | 1,00 | 2000 | 72 | 2755х760х1065 | 105 |
Какие вальцы стоит выбрать, симметричные или ассиметричные? | Урал Восход
Механические трехвалковые вальцы как правило имеют простую схему, работающую по симметричной схеме расположения валов, в следствии этого их чаще применяют при изготовлении элементов вентиляции или же водостоков на месте монтажа конструкций.
Работает такой станок по принципу обкатки заготовки вокруг верхнего валка, который в свою очередь является главным рабочим валом и диаметр его определяет минимальный радиус гиба заготовки. Настройки же и максимальный диаметр радиуса цилиндрического изделия производится регулировкой высоты верхнего вала, по отношению к нижним валам. Нижние валы располагаются статически при симметричной схеме и фактически закреплены на одинаковых расстояниях относительно верхнего вала (симметрия)
Ниже я приведу фотографию симметричного расположения валов.
Симметричная схема расположения валов.Симметричная схема расположения валов.
Вальцы же с электроприводом работают по идентичной схеме, разница лишь в том, что их конструкция более массивна и способна в отличие от ручного оборудования обрабатывать листовой металл с более высоким пределом прочности, позволяя изготавливать изделия в промышленных масштабах.
Механические трехвалковые станки используются для обработки медных, алюминиевых, оцинкованных листов жести или тонколистового материала с более высоким максимальным пределом прочности.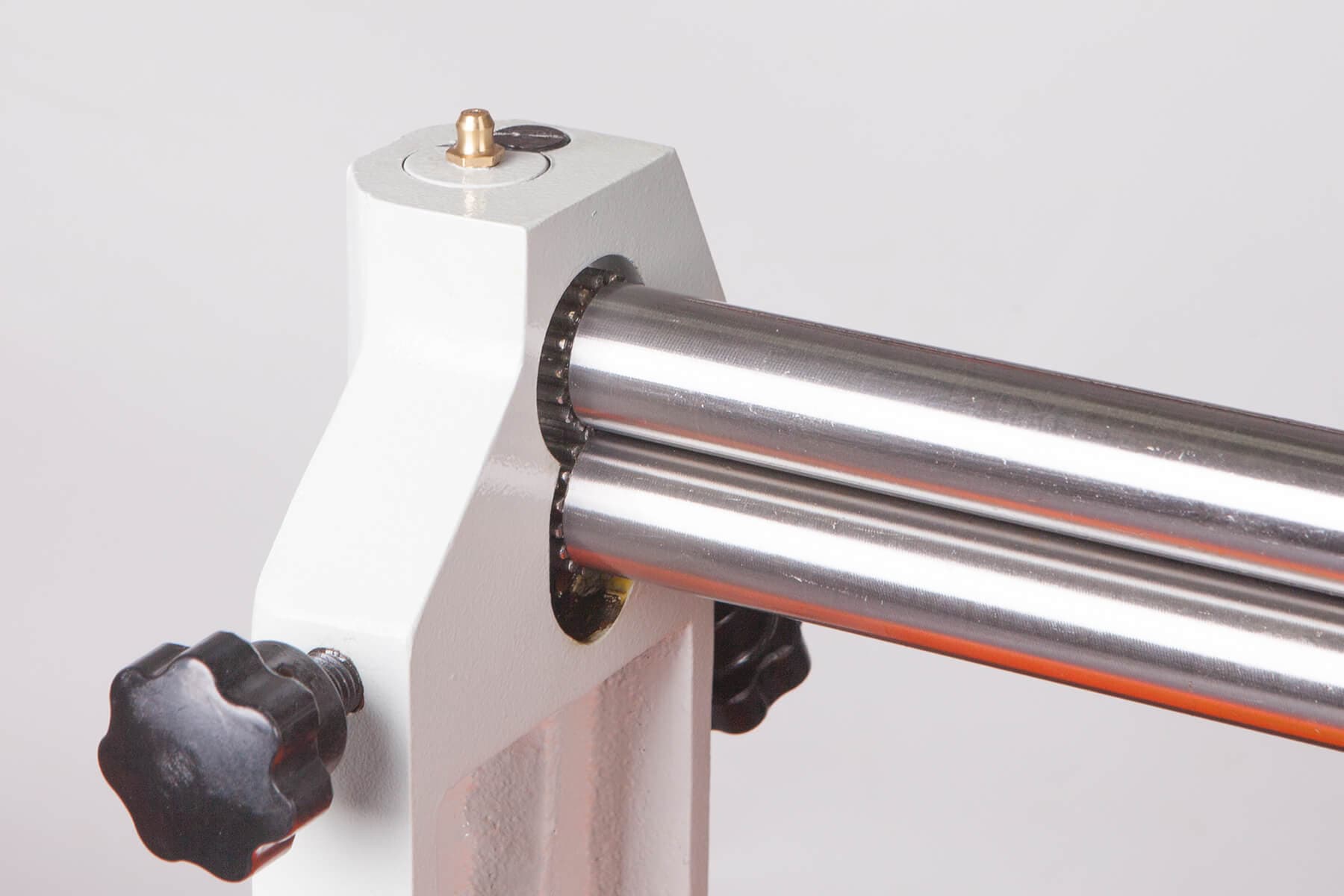
У такой конструкции есть свои плюсы и минуcы. Минус в том, что при обработке металла на краях у заготовки могут остаться небольшие прямые участки. Бывает, что их можно устранить, подложив в место разрыва жестянку, однако, чтобы нивелировать это, стали использовать в производстве асимметричную схему, которую вы можете увидеть на картинке ниже.
Заготовка подается между 1 и 2 валом.Заготовка подается между 1 и 2 валом.
Ассиметричная схема расположения валов. Верхний вал двигается по диагонали по отношению к 1 и 2 валу.Ассиметричная схема расположения валов. Верхний вал двигается по диагонали по отношению к 1 и 2 валу.
Вообще есть более простые конструкции трехвалковых вальцовочных станок с одним регулируемым нижним валом, но также есть достаточно более сложные в устройстве, у которых подвижных валов 2 и более. Основной особенностью такой схемы является то, что нижний вал может смещаться по отношению к основному рабочему валу под определенным углом к вертикальной/горизонтальной плоскости. Эта схема позволяет за счет неравномерной регулировки нижнего вала в итоге получать детали идеальной конической формы.
Эта схема позволяет за счет неравномерной регулировки нижнего вала в итоге получать детали идеальной конической формы.
Если вы сомневаетесь в том, какой станок вам выбрать, можете обратиться в компанию Урал Восход. Создавая вальцовочные станки, мы закаливаем их и делаем со специальным не видимым для глаза утолщением посередине, чтобы при прокате у вас не было проблем с заготовками. На данном этапе наши вальцы СГ и АСГ-1300х0.8 и 1300х1.2 мм могут прокатывать нержавейку от 0.5 до 0.8 мм включительно. Большая часть вальцовочным станков на рынке состоят из буровой трубы или же обычной толстостенной трубы (их шлифуют и лишь только потом устанавливают на стойки). Это отработанный материал, он не долговечен и через 3 -4 месяца использования как правило приходит в негодность.
Какой станок выбрать: симметричный или ассиметричный?
Тут вам стоит выбрать самому, потому как работая на симметричном вальцовочном станке вам будет требоваться предварительная подгибка только с одной стороны листа, а вот работа на ассиметричном станке требует подгибки сразу с двух сторон. Симметрия обычно используется для обработки толстого листового металла, Ассиметрия- при работе на невысоком уровне сложности. Но стоит так же отметить, что ассиметрия гораздо дешевле, чем симметрия. Ниже вы сможете увидеть как работают наши вальцовочные станки. Так же мы дарим скидку 5% по коду ЯндексДзен 2019. Назовите его при совершении покупки!
Симметрия обычно используется для обработки толстого листового металла, Ассиметрия- при работе на невысоком уровне сложности. Но стоит так же отметить, что ассиметрия гораздо дешевле, чем симметрия. Ниже вы сможете увидеть как работают наши вальцовочные станки. Так же мы дарим скидку 5% по коду ЯндексДзен 2019. Назовите его при совершении покупки!
С уважением, Григорий Попов.
Наш сайт:
www.stanki-urala.ru
Другие наши блоги:
https://stankiurala.wordpress.com/
https://stankiurala.blogspot.com/p/blog-page.html
https://stanki-urala.livejournal.com/
 youtube.com/embed/c9VM1SDHtoU?modestbranding=0&controls=1&rel=0&showinfo=1&enablejsapi=1&origin=” frameborder=”0″ allowfullscreen=””/>
youtube.com/embed/c9VM1SDHtoU?modestbranding=0&controls=1&rel=0&showinfo=1&enablejsapi=1&origin=” frameborder=”0″ allowfullscreen=””/>
| ||||||||||||||||||
 Суспензию или пасту с высокой вязкостью можно быстро разрезать, прессовать и вдавливать до идеальной толщины за счет чрезвычайно высоких центробежных сил вращающихся валков.
Суспензию или пасту с высокой вязкостью можно быстро разрезать, прессовать и вдавливать до идеальной толщины за счет чрезвычайно высоких центробежных сил вращающихся валков.
Трех-, четырех- и пятивалковые станы
- Новое оборудование Lehmann
- Ремонт – все марки
- Прецизионное вальцешлифовальное
- Служба, чувствительная ко времени
- В наличии запчасти
- Б / у / восстановленные мельницы
Трехвалковые, четырехвалковые, пятивалковые станы
Успех более века.
 Производство более 5000 валковых станов.
Производство более 5000 валковых станов.Универсальная, надежная и рассчитанная на тяжелую работу вальцовая мельница Lehmann распространила свое применение в самых разных отраслях промышленности. Среди всех преимуществ, которые предлагает валковая мельница Lehmann, самым приятным была – и остается – ее легендарная долговечность и надежность.
Универсальность в производстве
В Lehmann Mills мы гордимся своей способностью достигать высочайших стандартов качества для наших заводов.Наши клиенты обнаружат, что наши мельницы обеспечивают неизменно выдающиеся результаты при использовании для уменьшения размера частиц, гомогенизации, смешивания, диспергирования продукта, измельчения, рафинирования, деаэрации и смешивания. Благодаря высокому качеству, которого они могут ожидать от наших заводов, наши клиенты используют оборудование Lehmann Mills для производства множества продуктов, в том числе:
- Чернила
- Краска
- Мыло
- Шоколад
- Красители
- Паста фармацевтическая
- Припарка
- Медицина
- Углеродные изделия и электроды
- Электроника и магнитные носители
- Косметика
- Лосьоны
- Мази
- Кремы
- Конопатка
- Кофе
- Химические вещества
- Лакировочные массы
- Пластиковые полимеры
- Силикон
- Пигменты
- Клеи и пластмассы
- Керамическая паста
- Художественные краски
- Стоматологические материалы
- И многое другое!
Опыт Lehmann Mills распространяется на обслуживание трехвалковых, четырехвалковых и пятивалковых станов, что позволяет нам работать на всех типах станов, независимо от марки и модели. Наш международный сервисный центр занимается всем, от ремонта мельниц до замены деталей и оборудования, а наши процессы сборки и тестирования разработаны таким образом, чтобы каждый раз обеспечивать стабильную, правильно работающую мельницу.
Наш международный сервисный центр занимается всем, от ремонта мельниц до замены деталей и оборудования, а наши процессы сборки и тестирования разработаны таким образом, чтобы каждый раз обеспечивать стабильную, правильно работающую мельницу.
Сервисный центр
Lehmann Mills – это международный сервисный центр для трехвалковых, четырехвалковых или пятивалковых станов любой марки. Наш сервисный центр может предоставить новое оборудование Lehmann, полный ремонт мельниц, модернизацию и усовершенствование, ремонт валков и корончатое шлифование, запасные части для всех мельниц и полное техническое обслуживание любой мельницы на вашем предприятии.Каждая фабрика проходит независимую проверку качества, чтобы гарантировать самые высокие стандарты. Каждая мельница тщательно собирается вручную и проверяется на устойчивость.
Учить большеРучной трехвалковый стан
SG Ручной трехвалковый стан
Краткое описание:
- Трехвалковый стан с ручным управлением, экономичный, базовая модель
Поделиться:
Запрос
Описание продукта
 macromedia.com/go/getflashplayer” src=”https://www.youtube.com/v/B1SzJdXl9xE” wmode=”transparent” play=”true” loop=”false” menu=”false” allowscriptaccess=”never” allowfullscreen=”true”/>
macromedia.com/go/getflashplayer” src=”https://www.youtube.com/v/B1SzJdXl9xE” wmode=”transparent” play=”true” loop=”false” menu=”false” allowscriptaccess=”never” allowfullscreen=”true”/>
Трехвалковая мельница использует силу сдвига, создаваемую тремя горизонтально расположенными валками, вращающимися в противоположных направлениях и с разными скоростями относительно друг друга, для смешивания, измельчения, диспергирования или гомогенизации загружаемых в нее вязких материалов.
Материал подается в зазор между подающим роликом и средним роликом из загрузочного бункера, чтобы начать первое сжатие и фрезерование, затем переместить в выходной ролик для второго фрезерования. После второго измельчения материал может быть собран в выпускном ноже для завершения рабочего процесса. Материал можно смешивать и измельчать между тремя валками, пока он не достигнет тонкости. Время помола и тонкость помола связаны с качеством материала и предыдущим процессом
.
Машина улучшенного типа SG оснащена новейшей зарубежной системой трансмиссии цепного колеса, все шестерни погружены в смазку, которая продлит срок службы машины до максимального предела, снизит шум и потребление энергии. Все уплотнительные детали импортные. Раньше регулируемая конструкция верхнего ролика превратилась в ролик регулировки зубчатого колеса, который работает более стабильно и легко, работая дольше. Индикатор температуры воды может быть установлен как на входе, так и на выходе для обеспечения стабильной температуры и хорошего качества. Система циркуляции охлаждающей воды и роликовая система обогрева могут быть доступны по запросу клиента. Выпуск продукции выполнен из нержавеющей стали. Снаружи машина покрыта антирастворяющей краской, которая придает блеск машине и предотвращает любую возможную коррозию, вызванную растворителем.
Все уплотнительные детали импортные. Раньше регулируемая конструкция верхнего ролика превратилась в ролик регулировки зубчатого колеса, который работает более стабильно и легко, работая дольше. Индикатор температуры воды может быть установлен как на входе, так и на выходе для обеспечения стабильной температуры и хорошего качества. Система циркуляции охлаждающей воды и роликовая система обогрева могут быть доступны по запросу клиента. Выпуск продукции выполнен из нержавеющей стали. Снаружи машина покрыта антирастворяющей краской, которая придает блеск машине и предотвращает любую возможную коррозию, вызванную растворителем.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| Модель | SG5 “ | SG6″ | SG8 “ | SG9″ 27 | 40 | 7 SG7 27 | 40 | SG16 “L | ||||||||||
| Диаметр рулона / мм | 120 | 150 | 200 | 260 | 305 | 406 | 406 | |||||||||||
09 Длина рулона81 | 300 | 600 | 675 | 760 | 810 | 1000 | ||||||||||||
Медленное вращение / об / мин | 26 | 38 | 22 | 27 | 27 | 27 | 519 | 19 | ||||||||||
Средний валок / об / мин | 70 | 87 | 67 | 76 | 70 | 58 | 58 | быстро 186 | 203 | 200 | 217 | 217 | 178 | 178 | ||||
| Мощность двигателя / кВт | 1,5 | 2,2 | 5,5 | 7,5 |
| Вес / кг | 400 | 500 | 1500 | 2300 | 3800 | 5300 | 5800 |
| Размер / см | 83 × 75 × 92 | 95447 107 × 88 × 91 × 108180 × 140 × 118 | 205 × 155 × 123 | 205 × 181 × 150 | 225 × 181 × 150 |
Немедленно проконсультируйтесь с
Тег: 3 валковая мельница, чернила , Па int, manual, Big production
Важность короны на трехвалковых станах – покрытие печатных красок, покрытий и смежных отраслей
Чаще всего мне задают вопрос о трехвалковых станах (TRMS), связанный с формой (КОРОНА) валков, поэтому он будет темой данной колонки. Как и в предыдущих статьях, я хотел бы предложить это приглашение и это обещание. Если у вас есть вопрос относительно TRMS, отправьте его мне по электронной почте ([email protected]), и я обещаю ответить на него. Я намерен сделать так, чтобы ваши вопросы определяли содержание этих столбцов. А теперь я перехожу к третьей колонке.
Как и в предыдущих статьях, я хотел бы предложить это приглашение и это обещание. Если у вас есть вопрос относительно TRMS, отправьте его мне по электронной почте ([email protected]), и я обещаю ответить на него. Я намерен сделать так, чтобы ваши вопросы определяли содержание этих столбцов. А теперь я перехожу к третьей колонке. Как оказалось, Keith Machinery (KMC) является владельцем старейшего TRM в Северной Америке. Этот TRM был изготовлен в Германии в 1872 году и имеет валки для камня.Я могу представить, что этот TRM использовался для производства краски, и в моем воображении я вижу, как оператор наносит жидкий носитель и порошковый пигмент на TRM, так же, как мы могли бы это сделать сегодня. Со временем валки нагреваются из-за трения, и когда краска становится слишком горячей, TRM отключается на день, и производство начинается снова на следующее утро.
В течение следующих 50 лет компания TRMS развивалась, сначала с цельнометаллическими валками, а затем к 1920-м годам появились железные валки с водяным охлаждением, которые необходимо было увенчать.
 Когда говорят, что рулон КРАСАН, это означает, что рулон не является идеальным цилиндром с диаметром в центре рулона больше, чем диаметр на концах рулона. На современных TRMS диаметр в центре будет на несколько десятых тысячных дюйма больше, чем на концах. Это не то, что вы можете увидеть или даже измерить с помощью ленты, но без этой формы TRM не будет работать должным образом. На рисунке ниже показаны как цилиндрический валок, так и валок с венцом.
Когда говорят, что рулон КРАСАН, это означает, что рулон не является идеальным цилиндром с диаметром в центре рулона больше, чем диаметр на концах рулона. На современных TRMS диаметр в центре будет на несколько десятых тысячных дюйма больше, чем на концах. Это не то, что вы можете увидеть или даже измерить с помощью ленты, но без этой формы TRM не будет работать должным образом. На рисунке ниже показаны как цилиндрический валок, так и валок с венцом.
Позвольте мне начать это обсуждение с того, что оператор TRM наблюдает, когда продукт снимается с фартука, как показано на трех рисунках ниже.На рисунке слева показано, что оператор увидит, если корона будет слишком большой (или TRM работает слишком горячо, или и то, и другое). На рисунке в центре показано, что оператор увидит, когда все будет правильно. На рисунке справа показано, что оператор увидит, когда заводная головка будет слишком маленькой (или TRM работает слишком холодно, или и то, и другое).
Итак, почему рулон нужно венчать? Первая часть ответа связана с тем, чего пытается достичь корона, и, проще говоря, цель состоит в том, чтобы поверхность валка была идеально плоской в зазоре. Проще говоря, это позволяет продукту «видеть» одно и то же по всей длине зажима. Другими словами, точно такое же измельчение будет происходить с левой стороны зажима, как в центре зажима, так и с правой стороны зажима.
Проще говоря, это позволяет продукту «видеть» одно и то же по всей длине зажима. Другими словами, точно такое же измельчение будет происходить с левой стороны зажима, как в центре зажима, так и с правой стороны зажима.
Я уверен, что вы все слышали, что размер кроны зависит от продукта. На самом деле это означает, что для разных продуктов требуется большее или меньшее давление валков для достижения желаемой степени измельчения. Давление валков и корона напрямую связаны.Для большего давления валков требуется больший венец, в то время как меньшее давление валков требует меньшего напора.
Как видно на рисунке ниже, когда оператор увеличивает давление на валки, это давление направляется на концы валков, где находятся подшипники. При нажатии на цилиндрический валок (валок без гребня) таким образом поверхность валка в зазоре становится очень слегка вогнутой. Начиная с валка с правильной коронкой для приложенного давления, это отклонение приведет к тому, что поверхность валка в зазоре станет идеально прямой. На приведенном ниже рисунке показано, как сила, приложенная к концам валка, влияет как на цилиндрический валок, так и на валок с гребнем.
На приведенном ниже рисунке показано, как сила, приложенная к концам валка, влияет как на цилиндрический валок, так и на валок с гребнем.
Вторая часть ответа связана с водяным охлаждением. Рисунки ниже иллюстрируют этот момент. На рисунке слева показан типичный рулон, и, как вы можете видеть, на концах рулона гораздо больше металла по сравнению с его серединой. Если бы валок начинался как идеальный цилиндр и если бы он равномерно нагревался, диаметр увеличивался бы равномерно, и таким образом он оставался бы идеальным цилиндром.Но когда охлаждающая вода попадает в кольцевое пространство внутри валка, эта вода охлаждает центр валка более эффективно, чем его концы.
На рисунке справа показано, как будет выглядеть этот цилиндрический рулон (рулон без короны) после того, как центр рулона «сжимается» больше, чем концы. В этом случае поверхность валка будет слегка вогнутой. Для целей этого обсуждения валок имеет венчик, так что, когда охлаждающая вода сжимает центр валка, валок становится идеальным цилиндром.
 Поскольку валки на Kent TRM отличаются от валков на Day TRM, которые по-прежнему отличаются на Buhler TRM и т. Д., Требуемая величина коронки даже для одного и того же продукта (одинаковое давление) отличается от производителя к производителю. .
Поскольку валки на Kent TRM отличаются от валков на Day TRM, которые по-прежнему отличаются на Buhler TRM и т. Д., Требуемая величина коронки даже для одного и того же продукта (одинаковое давление) отличается от производителя к производителю. . И, наконец, когда квалифицированная компания по шлифованию валков шлифует валок, они проверят свою работу с помощью системы, которая будет проверять как размер коронки, так и форму коронки. Только когда профиль валка будет таким, каким он должен быть, валок будет передан для использования.На рисунке ниже показано, как выглядит типичный график крена.
T65SL с 20-дюймовыми роликами от Torrey Hills Tech – Трехвалковая мельница – Мазовая мельница с роликами из нержавеющей стали
Марка: Torrey Hills Technologies
Характеристики:
- Диаметр ролика: 2,5 дюйма (65 мм)
- Эффективная длина поверхности: 20 дюймов (520 мм)
- Производительность: 40 кг / час 108; MiddleRoller0-216; FastRoller0-432
- Валки имеют сердцевину для охлаждения или нагрева
Torrey Hills Technologies
Подробности:
Кто мы
Torrey Hills Technologies является лидером в разработке и поставляя качественные, но доступные материалы и оборудование для различных отраслей промышленности, а также предлагая отличную продукцию по конкурентоспособным ценам и первоклассное обслуживание клиентов.
T65SL представляет собой максимальную мощность, эффективность диспергирования и производительность.
Примечание. Международные клиенты оплачивают доставку DDU отдельно. По вопросам обмена Exakt / Ross, пожалуйста, свяжитесь с нами для получения подробной информации.
Premium Характеристики:
Ролики
- Три 20-дюймовых ролика
- Ролики из нержавеющей стали
- Ролики отшлифованы до радиуса вращения 5 мкм и чистоты поверхности 0,5 мкм
- Ролики имеют сердцевину для охлаждения для обогрева
- Коллектор, клапан и сборный резервуар входят в стандартную комплектацию
Двигатель
- Мощный двигатель может работать с материалами с высокой вязкостью на высокой скорости
- Регулировка скорости позволяет регулировать скорость вращения / работу с меньшей скоростью
Регулировка зазора
- Расстояние между роликами и регулировка осуществляется вручную четырьмя маленькими ручными колесиками
- Расстояние между зазорами остается постоянным и параллельным на протяжении всей работы
Принадлежности
- Тефлоновые концевые пластины
- Лезвие
- Тефлоновый фартук
Защитный шнур
- Легкодоступные кнопки останова и пуска
Отгрузка и доставка | Мы отправляем по всему миру. |
Оплата | Мы принимаем PayPal и все основные кредитные карты |
Возврат | 30-дневная гарантия возврата денег: получите заказанный товар или верни свои деньги.Исправность: в течение 30 дней после получения товара покупатель должен связаться с SPW Industrial для возврата. Товар будет возвращен или обменен. Через 30 дней будет взиматься плата за пополнение запасов, узнать больше |
Гарантия | SPW Industrial гарантирует, что этот продукт не будет иметь дефектов изготовления и материалов при нормальном использовании и условиях в течение одного года с дата первоначальной покупки |
 Получите расчет стоимости доставки и налогов, добавив товар в корзину. Расчетное время доставки будет зависеть от выбранной службы доставки и получения подтвержденного платежа. Сроки доставки могут отличаться
Получите расчет стоимости доставки и налогов, добавив товар в корзину. Расчетное время доставки будет зависеть от выбранной службы доставки и получения подтвержденного платежа. Сроки доставки могут отличаться gif” align=”left”>
gif” align=”left”>Хорошо определенные кривые
Многие предметы, которые мы видим каждый день, производятся в индустрии гибки металла.Типичными примерами являются водонагреватели, кожухи авиационных двигателей, различные резервуары и изогнутые металлические конструкции. На протяжении десятилетий Уэбб производил машины для этой работы, как трехвалковые первичные прижимные ролики, так и более новые четырехвалковые гидравлические листогибочные машины.
На протяжении десятилетий Уэбб производил машины для этой работы, как трехвалковые первичные прижимные ролики, так и более новые четырехвалковые гидравлические листогибочные машины.
Эти машины, действительно созданные для того, чтобы год за годом выполнять свою работу, оснащены всеми тремя приводными валками. Это обеспечивает легкую подачу материала и постоянное вытягивание заготовки.
При опускании шарнира, регулируемого вручную или с помощью воздуха, верхний вал автоматически поднимается для снятия давления на рулонный лист при опускании заднего шарнира. На некоторых стандартных моделях задний формовочный валок регулируется вручную. Регулировка мощности может быть обеспечена на всех задних формовочных валках WEBB .
Шагните в ногу с новейшими технологиями с четырехвалковой гидравлической листогибочной машиной WEBB.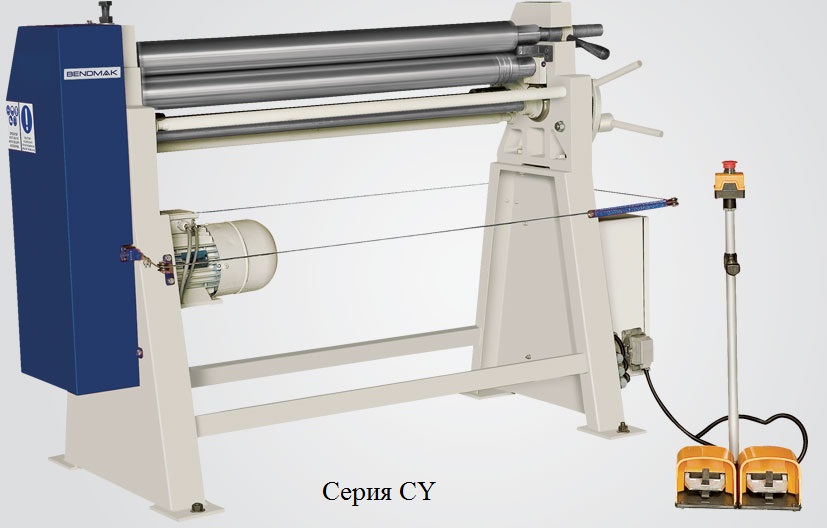 Новейшие модели WEBB , более удобные для операторов, обеспечивающие точные допуски и точное позиционирование заготовки, отлично подходят для повторяемых требований.
Новейшие модели WEBB , более удобные для операторов, обеспечивающие точные допуски и точное позиционирование заготовки, отлично подходят для повторяемых требований.
В четырехвалковом гидравлическом гибочном станке верхний и нижний валки являются «прижимными» валками, а два внешних валка – формующими валками. Это дает два основных преимущества перед другими машинами.
Материал можно формовать в любом направлении за один проход, что исключает необходимость в дополнительных этапах. Кроме того, четырехвалковая машина может предварительно сгибать переднюю и заднюю кромки материала, не снимая заготовку с машины. Используя четырехвалковую машину с двойным зажимом, вы можете сэкономить время и деньги на производстве.Дублирующие циклы одних и тех же цилиндров легко настроить, что идеально подходит для крупносерийного производства.
Четырехвалковые гидравлические гибочные станки WEBB созданы с таким же вниманием к деталям, материалами высшего качества и прочной конструкцией, что является отличительной чертой всех наших продуктов.
Цифровые индикаторы, полностью регулируемое управление скоростью, планетарные редукторы для тяжелых условий эксплуатации; Четырехвалковый гибочный станок WEBB – это новейшие технологии.
Искусство гибки металлических валков
Метод One Pass Acrotech позволяет прокатать сегменты цилиндров или целые цилиндры из всех типов листового металла – обработанного, тисненого, перфорированного, проволочной сетки, правильной или неправильной формы до ¼ ” толстый за ОДИН ПРОХОД.Это может быть сделано при производительности от 100 до 350 деталей в час на стандартных машинах до 1200 деталей в час на специальных машинах. Детали шириной от 2 дюймов до полной ширины рулона машины одного диаметра.
Двухвалковый вальцегибочный станок имеет довольно уникальную конструкцию. Это то, что мы называем системой предотвращения отклонения, и эта система исключает возможность скатывания частей раструба, вызванного отклонением валка. Центральный вал может отклоняться под давлением, в то время как внешняя труба остается параллельной.Между трубой и центральным валом установлены два подшипника сферического типа с двумя роликами и самоцентрирующиеся подшипники. Эта функция используется как в верхнем, так и в нижнем уретановом валке. Обычные трехвалковые машины обычно увенчивают валки, пытаясь устранить состояние раструба.
Центральный вал может отклоняться под давлением, в то время как внешняя труба остается параллельной.Между трубой и центральным валом установлены два подшипника сферического типа с двумя роликами и самоцентрирующиеся подшипники. Эта функция используется как в верхнем, так и в нижнем уретановом валке. Обычные трехвалковые машины обычно увенчивают валки, пытаясь устранить состояние раструба.
Силовой агрегат двухвалковой машины Acrotech будет состоять из пневматического или гидравлического агрегата. Сама машина состоит из набора рычажных механизмов, приводимых в движение гидравлическим или пневматическим цилиндром.Как только рычаг находится в нужном положении, он фактически выходит за пределы центра и механически фиксирует валок в нужном положении, тем самым устраняя необходимость в гидравлической или пневматической системе для обеспечения давления. Это означает, что станок механически заблокирован в нужном положении, и это положение не может измениться при поступлении материала, что дает вам повторяемый диаметр детали. Приводной агрегат представляет собой очень простую и не требующую обслуживания систему, состоящую из электродвигателя, зубчатого редуктора и цепного привода к другому набору звездочек, дополнительно уменьшая скорость прокатки, а затем непосредственно к уретановому валку.Причина, по которой мы приводим в действие уретановый валок, состоит в том, чтобы исключить любое проскальзывание, которое могло бы быть вызвано раскатыванием маслянистого материала. Сам уретановый валик не подвержен воздействию смазки или масла; поэтому обезжиривание листового материала не является обязательным.
Приводной агрегат представляет собой очень простую и не требующую обслуживания систему, состоящую из электродвигателя, зубчатого редуктора и цепного привода к другому набору звездочек, дополнительно уменьшая скорость прокатки, а затем непосредственно к уретановому валку.Причина, по которой мы приводим в действие уретановый валок, состоит в том, чтобы исключить любое проскальзывание, которое могло бы быть вызвано раскатыванием маслянистого материала. Сам уретановый валик не подвержен воздействию смазки или масла; поэтому обезжиривание листового материала не является обязательным.
Двухвалковый вальцегибочный станок – станок, ориентированный на рынок с высокой производительностью. Поскольку каждая деталь диаметра должна иметь отдельную втулку или вал, разработанные для производства этой детали, невозможно использовать этот тип машины в атмосфере, где производится очень небольшое количество деталей и очень большое количество размеров.Скорее, мы ищем рынок, на котором будет продаваться большое количество запчастей.