Трубогиб для профильной трубы своими руками: чертежи, размеры, подробное описание
Подробное описание изготовления станка трубогиба своими руками.
Доброго времени суток! Думаю, многим домашним умельцам, приспособление для гибки труб, было бы весьма кстати, но покупать такой станок не каждому по карману.
Можно пойти иным путем и собрать ручной трубогиб для профильной трубы из доступных подручных материалов, имея базовые навыки металлообработки и используя нашу инструкцию.
Хотя для сгибания труб используется прокатка с небольшим приложенным усилием, основание станка должно быть прочным и устойчивым. Иногда есть смысл закрепить инструмент на жестком полу, чтобы при обработке массивных деталей сложной формы установка не опрокинулась.
Одно простое правило поможет правильно подобрать материал:
станина по конструкционной мощности должна быть сопоставима с обрабатываемой трубой, иначе деформироваться будет сам станок. Если станина набирается из нескольких элементов, они должны иметь как продольные, так и поперечные ребра жесткости.

В быту проще всего разжиться угловой сталью 80х80х7, 100х100х8 или около того.
Из четырех отрезков длиной по 60–80 см свариваются две Т-образные детали, при такой сборке их можно (и нужно!) хорошо проварить по обоим продольным швам.
Получившиеся профили соединяются двумя накладками в передней и задней части. Накладной уголок длиной 320–400 мм (в зависимости от ширины полок) накладывается ребром кверху, таким образом получается удобная плоскость, чтобы качественно выполнить соединение и получить 2 поперечных ребра жесткости. Еще 4–5 коротких (по 160–200 мм) фрагмента угловой стали устанавливаются снизу для еще лучшего скрепления половинок между собой и придания поперечной жесткости.
Для надежного соединения детали предпочтительно сваривать с изнанки, разложив их на заведомо плоской поверхности. Помните, что от сварки детали «ведет», поэтому сперва собираем станину на 5–6 мм прихватах, выравниваем, а затем обвариваем полностью. Примечательно, что при отсутствии сварки соединение можно выполнить на болтах, но они должны иметь диаметр не менее 12–14 мм, то есть возникает трудность сверления.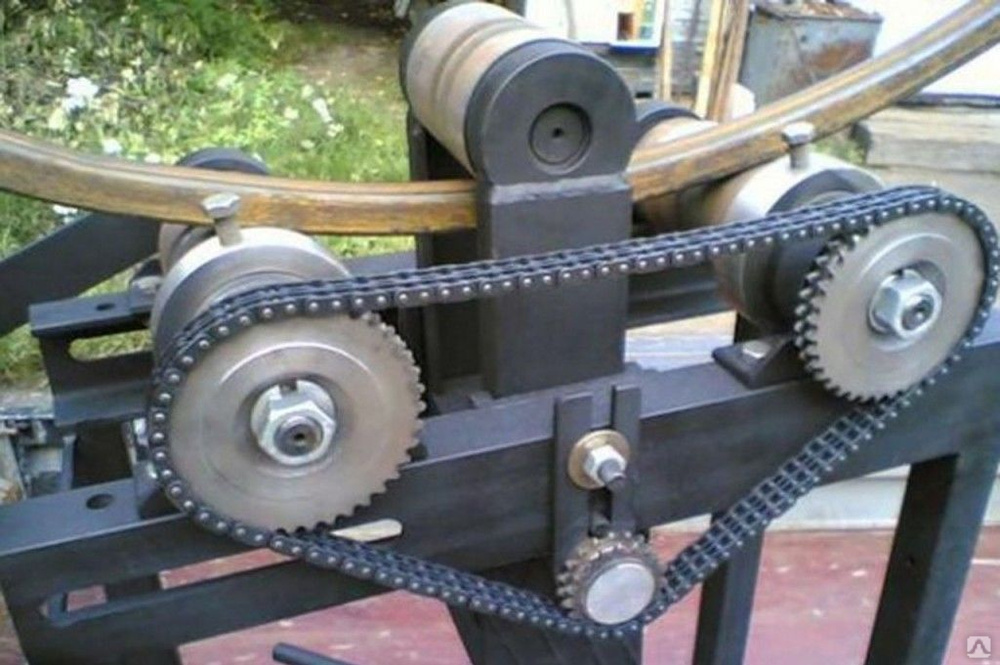
Прокатные валки — купить или изготовить
Во многих проектах трубогибов подразумевается использование шарикоподшипников, что не совсем верно. Их минус в неспособности выдерживать значительную радиальную нагрузку, подшипники будут «укатываться» достаточно быстро за исключением роликовых и многорядных.
Вы не пожалеете, если потрудитесь найти полиуретановые или полиамидные ролики, которые обычно встречаются среди комплектующих для грузовых тележек. Оптимальный типоразмер — 60–80х90–100 мм, то есть продолговатой формы. Подшипник внутри должен быть, как мы уже выяснили, роликовым и необслуживаемым. Подшипника может не быть вовсе, мы рассмотрим и такой вариант.
Валки с полимерной обкладкой лишены недостатка стальных — они практически не проскальзывают по детали во время работы. Таким станком можно будет гнуть также хромированные или окрашенные детали, не повреждая покрытие. По поводу долговечности беспокоиться не следует — колесная продукция описанных типоразмеров рассчитана на нагрузку в 0,75–1 тонну и выше, то есть станок сможет выдержать прижимное усилие не менее 2 т, чего вполне достаточно.
Примечание: никто не отрицает достоинств металлических валков, в целом они подходят даже лучше полиуретановых. Но специальные ролики для трубогибов достаточно сложно встретить в ассортименте комплектующих, а их изготовление не каждому под силу, к тому же их поверхность должна подвергаться цементации.
Рассматриваемая конструкция приспособлена для прокатки профильных труб квадратного сечения, но, имея несколько комплектов роликов с разной формой поверхности, можно успешно гнуть и овальные, и круглые трубы, и даже сложный профиль, если нужно. Ну а способов придать ролику нужный форм-фактор имеется множество, лишний повод навестить знакомого токаря.
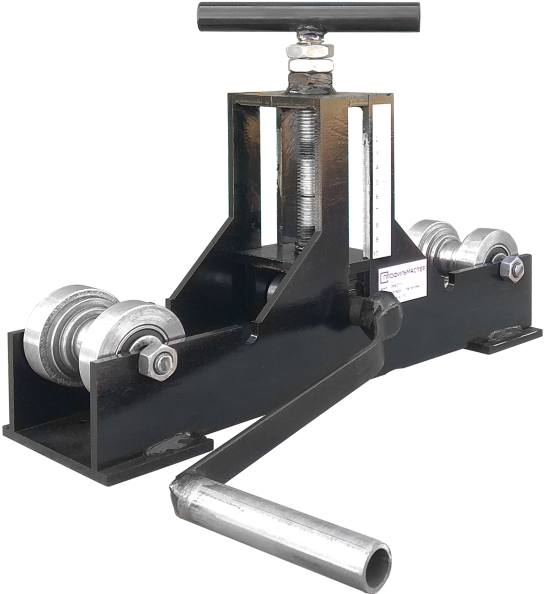
Механизм прижима
Делим станину пополам по длине и намечаем у боковых краев места установки вертикальных стоек. Их изготавливаем из отрезков такого же уголка, как и на станине, складывая их квадратом. Стойки нужно сместить чуть ближе к центру, примерно на 20–25 мм. Таким образом, получается просвет шириной 120–160 мм. Более чем достаточно.
Более чем достаточно.
Высоту стоек подсчитать несложно. Диаметр двух роликов, просвет для трубы в 100–120 мм и еще примерно 100 мм для свободного хода — итого примерно 400–450 мм. Варьируйте это значение в зависимости от габаритов используемого механизма сжатия. Стойки накрываются перекладиной, имеющей вертикальное ребро жесткости. Для этих целей неплохо обзавестись небольшим отрезком швеллера 70х40х8 мм.
Вторая часть механизма — основа для закрепления прижимного ролика. Ее лучше изготовить в виде рамки из уголка номинального размера, которая будет скользить по стойкам как по направляющим. Между рамкой и перекладиной размещается механизм прижима. Это может быть обычный трапецеидальный винт или автомобильный гидравлический домкрат — вы сами выбираете и тип и метод крепления, благо условия станины позволяют сделать это несколькими способами.
Ролик крепится под рамку на двух обычных уголках, повернутых друг к другу с отверстиями под ось в вертикальных полках. Ролик на прижимном механизме может использоваться с подшипником, ну а приводные устроены несколько иначе.
Ролик на прижимном механизме может использоваться с подшипником, ну а приводные устроены несколько иначе.
Синхронизированный привод
Один из недостатков валков с подшипниками — сложность передачи вращающего усилия. На деле гораздо проще разместить валок без подшипника на закаленной шпильке соответствующего диаметра, а ее — в двух корпусных подшипниках, жестко закрепленных на станине. Обычно высота вала у таких подшипников вполне соответствует радиусу полиуретановых роликов, они помещаются с запасом 15–20 мм без дополнительных подкладок.
Два ролика без подшипника крепятся на разных концах станины так, чтобы в боковой проекции отступы между крайними и центральным роликом составляли по 1,5–2 их собственных диаметра.
Если вы практикуете профессиональный подход — сделайте в станине небольшие прорези 120–140 мм длиной, чтобы регулировать положение роликов в зависимости от толщины обрабатываемой детали и желаемого радиуса изгиба. Это также потребует установки натяжного ролика для цепи, провис которой будет постоянно меняться.
Сам приводной механизм предельно прост: шпильки с обеих сторон ограничены стопорными кольцами, канавки можно нарезать дрелью и ножовкой по металлу. С одной стороны шпильки выступают примерно на 40–60 мм, к ним приварены обычные однорядные цепные звездочки. Перед сваркой разнородных металлов может быть полезно их слегка погреть и отпустить.
Рычаг привода выполняется обычным воротком, одна ось которого закреплена в трубке примерно равного внутреннего диаметра. Ее достаточно просто приварить под низ станины, продеть вороток и зафиксировать его конец стопорным кольцом. Естественно, предварительно на ось должна быть посажена и приварена приводная звездочка. Звездочки для натяжения и успокоения цепи можно закрепить прямо в станине, в этом случае шестерня под цепь должна иметь ступицу для посадки на вал или подшипник. Ось успокоителя достаточно легко приваривается к внутренней полке крайнего уголка станины.
Как усовершенствовать станок
Трубогиб описанной конструкции ничем не уступает аналогам, продающимся на рынке: прочный, надежный, комплектующие легко достать. Для большего удобства его рекомендуется поднять на уровень пояса, закрепив на верстаке или установив на ножки. Также не будут лишними ограничители наклона трубы, чтобы изгиб велся по окружности, а не по спирали.
Для большего удобства его рекомендуется поднять на уровень пояса, закрепив на верстаке или установив на ножки. Также не будут лишними ограничители наклона трубы, чтобы изгиб велся по окружности, а не по спирали.
Помните, что изготовленный вами станок — это достаточно прочная база с хорошим потенциалом модернизации. Если вы планируете серийное производство или хотите повысить точность, дополните станок простейшей гидравлической системой, чтобы сделать прокатку более легкой и равномерной.
Гибка труб в Нижнем Новгороде и Москве
Гибка труб на заказ: быстрое выполнение работ
В современном строительстве, а также при выполнении ряда работ в других отраслях промышленности и при изготовлении готовой продукции широко используются изделия, изготовленные из проката. Придавая заготовке нужную форму, можно значительно сократить сроки выполнения работ и снизить затраты на их выполнения. Качественная гибка труб на заказ в Нижнем Новгороде , которую выполняют в нашей компании, позволит обеспечить достаточную точность гиба.
Преимущества гнутого трубного проката
При производстве конструкций различного назначения особое внимание уделяется прочности и надежности изделия. Гибка алюминиевых труб, а также изготовленных из других сплавов, позволяет получить трубный прокат нужной форму, который:
- Не имеет швов и мелких дефектов, характерных для других способов изготовления;
- Отличается приемлемой стоимостью. Какова цена гибки труб, можно узнать по нашим контактным телефонам или заказав обратный звонок через сайт. Сравнив затраты на изготовление аналогичной конструкции другим методом, например, путем сварки, можно убедиться в выгодности использования данного способа;
- Обладает достаточно аккуратными изгибами;
- Характеризуется высоким качеством и максимальной точностью. Гибка нержавеющей трубы по радиусу, находящемуся в установленном пределе позволяет придать прокату нужную форму без потери геометрических параметров поперечного сечения.
 При соблюдении технологических требований толщина стенок остается неизменной;
При соблюдении технологических требований толщина стенок остается неизменной; - Демонстрирует отличную прочность благодаря отсутствию слабых мест, характерных для сварных швов.
 При соблюдении технологических требований толщина стенок остается неизменной;
При соблюдении технологических требований толщина стенок остается неизменной;Наши преимущества
В штате нашей компании работают высококвалифицированные специалисты, хорошо знакомые с технологическими особенностями процесса. Мы располагаем необходимым оборудованием, инструментом и оснасткой, для формирования контура любой сложности Нами осуществляется гибка профильной трубы по радиусу с использованием:
- Автоматического дорнового трубогибочного станка с ЧПУ. Позволяет придать форму трубам диаметром 32, 42, 51 и 63 мм с возможностью прошивки отверстий непосредственно в процессе гибки. Если требуется сформировать изделие из трубного металлопроката другого типоразмера, свяжитесь с нами: мы обязательно найдем подходящее решение;
- Полуавтоматического трубогиба с ЧПУ. Оборудование используется для диаметра 28 мм;
- Трехвалкового профилегиба, подходящего для придания нужной конфигурации профилю, а также трубному прокату с квадратным или прямоугольным сечением.

Чтобы узнать стоимость гибки профильной трубы, свяжитесь с нами любым удобным способом. Мы готовы ответить на все интересующие вас вопросы, касающиеся особенностей изготовления объемных конструкций различной формы. Благодаря высокой квалификации наших специалистов обязательно найдется оптимальное решение для вашего заказа. Если вам нужна гибка тонкостенной нержавеющей трубы, закажите обратный звонок на нашем сайте, позвоните сами или отправите сообщение по электронной почте.
Есть вопросы? Задавайте!
Бесплатный телефон для связи 8 (800) 5000-429
или оставьте контакт, а мы презвоним
Согласен на обработку персональных данных.
Политика конфиденциальности
Согласен на обработку персональных данных.
Политика конфиденциальности
Трубогиб Huth HB-10 Полный комплект с комплектом матриц 028
Трубогиб Huth HB-10 с комплектом матриц 028
Включает 3-дюймовый гибочный инструмент и 3-сегментный расширитель
Huth модернизировал ряд электрических компонентов для повышения надежности. Блок кнопок управления убран с «передней» стороны трубогиба и заменен поворотным переключателем сбоку на раме. Это также увеличивает пространство между зоной гибки и оператором. Некоторые вспомогательные компоненты также были обновлены.
Блок кнопок управления убран с «передней» стороны трубогиба и заменен поворотным переключателем сбоку на раме. Это также увеличивает пространство между зоной гибки и оператором. Некоторые вспомогательные компоненты также были обновлены.
Эти изменения повышают срок службы модели 1600/HB-10. Зачастую они служат по 25 и более лет! Это изменение уменьшает общее количество компонентов, необходимых для того же уровня качества и функциональности. Если что-то в конечном итоге нуждается в замене, их проще и в целом дешевле заменить.
Этот новый элемент управления такой же, как и в нашей новой модели HB-05.
Полный пакет HB-10 компании Huth включает в себя новейший гибочный станок Huth с ручным управлением коленным суставом и комплексный набор инструментов — все, что вам нужно для создания оригинальных труб и гибки по индивидуальному заказу.
HB-10 — трубогиб Huth начального уровня, предназначенный для того, чтобы познакомить вас с качеством Huth и показать невероятный потенциал прибыли, который вас ожидает.
HB-10 имеет активацию управления коленом, ручное управление глубиной изгиба и 58 000 фунтов. изгибающей способности – более чем достаточно для 3-дюймовой трубки.
Встроенный обжим/расширитель
Встроенный обжимной инструмент/расширитель для тяжелых условий эксплуатации дает вам полный набор возможностей для финишной обработки – трубы от 1 до 3 дюймов на обжимном конце и трубки от 1 до 5 1/2 дюйма на расширительном конце.
С автоматической системой расширения «бычий глаз» Huths Accu-Sizer вы сможете каждый раз точно настраивать расширение.
Колено
Активация Slim Knee Control позволяет вам приблизиться к работе для быстрого и точного сгибания.
Легко читаемый индикатор поворота показывает, насколько далеко вы находитесь в повороте.
Кроме того, вы получаете гибочные штампы, инструменты для окончательной обработки концов и DVD-диск Huth — все, что вам нужно, чтобы начать гибку труб для тысяч применений.
Изгиб трубки Huth 3 дюйма (верхняя часть на трубе) по сравнению с азиатским изгибом
(Обратите внимание на углубление на изгибе нижнего образца)
Изгиб трубки Huth 3 дюйма (трубка слева) по сравнению с азиатским производством
(Обратите внимание на уплощение трубы справа)
Простой в использовании трубогиб
Компрессионный трубогиб является чрезвычайно мощным и универсальным инструментом, но многие, кто им не пользовался, не в полной мере понимают, насколько он прост в использовании. Когда мы получим люди делают свой первый изгиб, запугивание, как правило, исчезает, и энтузиазм берет верх!
У машины есть два конца: гибочный конец и конец, формирующий конец. Хорошо сосредоточьтесь на изгибающемся конце, чтобы показать, насколько прост этот инструмент. Есть 3
вещи, которые вам нужно знать заранее: расстояние между изгибами, ориентацию желаемого изгиба и глубину желаемого изгиба.
Есть 3
вещи, которые вам нужно знать заранее: расстояние между изгибами, ориентацию желаемого изгиба и глубину желаемого изгиба.
Отметьте расстояние маркером: отметьте на трубе места, где должны быть изгибы, работая слева направо.
Теперь включите трубогиб, и вы почти готовы к работе: нанесите смазку и установите трубу в зажимы.
Установка поворотного диска для сохранения ориентации: перед вашим 1-м изгибом установка поворотного диска на дальнем правом конце вашей трубы, установленная на ноль, позволит вам ориентироваться как ваш прогресс через несколько изгибов на каждой трубе. Это особенно важно, если вы используете карты программ гибки.
Выберите Радиус изгиба: Меньшие радиусы дают более узкие изгибы, большие радиусы менее щадящие. Обычно трубы меньшего размера используют меньшие радиусы (трубы большего размера используют большие радиусы) минимум в 1,5-2 раза больше наружного диаметра трубки.
Изгиб до нужной глубины: Каждый гибочный станок имеет индикатор глубины гиба, а автоматические гибочные станки позволяют предварительно установить глубину гиба. Указатель сообщает вам, когда вы достигаете
ваш целевой угол изгиба.
Указатель сообщает вам, когда вы достигаете
ваш целевой угол изгиба.
В принципе, это все. Бывают случаи, когда немного больше знаний помогает (Когда я использую обувь? Что я использую для тонкостенного материала?). Но это сжатие основы гибки для гибки на вашем станке!
“Гнуть выхлопную трубу без карточек? Смотри!”
Гидравлический трубогиб 1/2 – Трубогибочные машины
- Технические характеристики
- информация о продукте
- Стандартное оборудование
| Рабочая зона | |
|---|---|
| Сила давления | 10 т |
- Грузоподъемность 10 т
- 6 гибочных сегментов
- Стойка на 3 опорах
Сервис KNUTH
Все машины время от времени нуждаются в пит-стопе. Благодаря нашим всеобъемлющим планам обслуживания, обучения и установки вы всегда будете получать максимально возможную производительность от своих машин KNUTH.
Благодаря нашим всеобъемлющим планам обслуживания, обучения и установки вы всегда будете получать максимально возможную производительность от своих машин KNUTH.
Посмотреть услуги
Посмотреть машины KNUTH в действии
Получите личное впечатление на одном из наших объектов! Многие машины в нашем портфолио всегда есть на складе и доступны для демонстрации.
Заказать демонстрацию
Гидравлический трубогиб 1/2
Артикул: 129112
Приветствие*Миссис Мистер.
Job function*Financial EmployeeTechnical EmployeeTechnical ManagerTraining ManagerPurchasing EmployeePurchasing ManagerGeneral ManagerOther
Country*AlbaniaAlgeriaAndorraArmeniaAustraliaAustriaAzerbaijanBahrainBangladeshBelarusBelgiumBeninBosnia & HerzegovinaBruneiBulgariaBurkina FasoCambodiaCameroonChadChinaCroatiaCyprusCzechiaDenmarkDjiboutiEgyptEstoniaFinlandFranceGeorgiaGermanyGibraltarGreeceGreenlandGuernseyGuineaHong Kong SAR ChinaHungaryIcelandIndiaIndonesiaIranIraqIrelandIsraelItalyJapanJordanKazakhstanKuwaitKyrgyzstanLaosLatviaLebanonLibyaLithuaniaLuxembourgMacao SAR ChinaMalaysiaMaliMaltaMauritaniaMoldovaMonacoMongoliaMontenegroMoroccoMyanmar (Burma)NepalNetherlandsNew ZealandNigerNorth MacedoniaNorwayOmanPakistanPalestinian TerritoriesPapua New GuineaPhilippinesPolandPortugalQatarRomaniaRussiaSaudi ArabiaSerbiaSingaporeSlovakiaSloveniaSouth KoreaSpainSri LankaSudanSwedenSwitzerlandSyriaTaiwanTajikistanThailandTogoTunisiaTurkeyTurkmenistanUkrai neОбъединенные Арабские ЭмиратыВеликобританияУзбекистанВьетнамЙемен
State*AlaskaAlabamaArkansasAmerican SamoaArizonaCaliforniaColoradoConnecticutDistrict of ColumbiaDelawareFloridaFederated MicronesiaGeorgiaGuamHawaiiIowaIdahoIllinoisIndianaKansasKentuckyLouisianaMassachusettsMarylandMaineMarshall IslandsMichiganMinnesotaMissouriNorthern Mariana IslandsMississippiMontanaNorth CarolinaNorth DakotaNebraskaNew HampshireNew JerseyNew MexicoNevadaNew YorkOhioOklahomaOregonPennsylvaniaPuerto RicoPalauRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUnited States Minor Outlying IslandsUtahVirginiaUS Virgin IslandsVermontWashingtonWisconsinWest VirginiaWyoming
ПромышленностьГорнодобывающая промышленностьПрофессиональное обучение и высшие учебные заведенияХимияЭлектротехническая промышленность, в т. ч. полупроводники и системы хранения энергииЭнергетика и коммунальные услуги, такие как коммунальные услуги, электростанции и т.д. производство грузовиков и мотоцикловПищевая промышленностьАэрокосмическая промышленностьМашиностроениеМеталлостроительство и слесарное делоМеталлургия – производство и переработка сталиВоенная промышленностьЖелезнодорожное строительствоСудостроениеТехнологии резки и субподрядСтроительство спецтехники, в т.ч. машины для сельского и лесного хозяйстваГосударственные, общественные и религиозные учрежденияКамнеобработкаИнструментальное производствоОбработка и субподрядДругое
ч. полупроводники и системы хранения энергииЭнергетика и коммунальные услуги, такие как коммунальные услуги, электростанции и т.д. производство грузовиков и мотоцикловПищевая промышленностьАэрокосмическая промышленностьМашиностроениеМеталлостроительство и слесарное делоМеталлургия – производство и переработка сталиВоенная промышленностьЖелезнодорожное строительствоСудостроениеТехнологии резки и субподрядСтроительство спецтехники, в т.ч. машины для сельского и лесного хозяйстваГосударственные, общественные и религиозные учрежденияКамнеобработкаИнструментальное производствоОбработка и субподрядДругое
Размер машинного паркаДо 5 станковБолее 5 станковБолее 10 станков
Запрашиваемая дата поставки*В кратчайшие срокиВ течение 3-6 месяцевВ течение 6-12 месяцев
Подпишитесь на рассылку новостей
Этот сайт защищен с помощью reCAPTCHA, а также применяются Политика конфиденциальности и Условия обслуживания Google.
Что-то пошло не так
Пожалуйста, обновите страницу и повторите попытку отправки формы.
Приветствие*Миссис Мистер.
Country*AlbaniaAlgeriaAndorraArmeniaAustraliaAustriaAzerbaijanBahrainBangladeshBelarusBelgiumBeninBosnia & HerzegovinaBruneiBulgariaBurkina FasoCambodiaCameroonChadChinaCroatiaCyprusCzechiaDenmarkDjiboutiEgyptEstoniaFinlandFranceGeorgiaGermanyGibraltarGreeceGreenlandGuernseyGuineaHong Kong SAR ChinaHungaryIcelandIndiaIndonesiaIranIraqIrelandIsraelItalyJapanJordanKazakhstanKuwaitKyrgyzstanLaosLatviaLebanonLibyaLithuaniaLuxembourgMacao SAR ChinaMalaysiaMaliMaltaMauritaniaMoldovaMonacoMongoliaMontenegroMoroccoMyanmar (Burma)NepalNetherlandsNew ZealandNigerNorth MacedoniaNorwayOmanPakistanPalestinian TerritoriesPapua New GuineaPhilippinesPolandPortugalQatarRomaniaRussiaSaudi ArabiaSerbiaSingaporeSlovakiaSloveniaSouth KoreaSpainSri LankaSudanSwedenSwitzerlandSyriaTaiwanTajikistanThailandTogoTunisiaTurkeyTurkmenistanUkraineUnited Arab EmiratesUnited KingdomUzbekistanVietnamYemen
State*AlaskaAlabamaArkansasAmerican SamoaArizonaCaliforniaColoradoConnecticutDistrict of ColumbiaDelawareFloridaFederated MicronesiaGeorgiaGuamHawaiiIowaIdahoIllinoisIndianaKansasKentuckyLouisianaMassachusettsMarylandMaineMarshall IslandsMichiganMinnesotaMissouriNorthern Mariana IslandsMississippiMontanaNorth CarolinaNorth DakotaNebraskaNew HampshireNew JerseyNew MexicoNevadaNew YorkOhioOklahomaOregonPennsylvaniaPuerto RicoPalauRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUnited States Minor Outlying IslandsUtahVirginiaUS Virgin IslandsVermontWashingtonWisconsinWest VirginiaWyoming
Лучший способ связаться*ТелефонЭлектронная почта
Подпишитесь на рассылку новостей
Этот сайт защищен reCAPTCHA, к нему применяются Политика конфиденциальности и Условия обслуживания Google.