Классификация трубогибов, профилегибов. Виды и их особенности. – – Статьи
В этой статье будет рассмотрена классификация гибочного оборудования, виды гибочных станков и их особенности. Ознакомившись с информацией, приведенной ниже, Вы сможете сориентироваться какой вид станков лучше подойдет для решения стоящей задачи по изгибанию трубы, профиля, уголка и т.п.
Очень часто на производстве встает вопрос: «Как гнуть трубу?» или какой-нибудь другой сортовой прокат, подобные детали могут встречаться в самых разных отраслях: прокладка трубопроводов (водо- и газоснабжение), изготовление выхлопных систем, производство металлоконструкций: теплицы, ограждения, спортинвентарь, металлическая мебель, оборудование детских площадок и т.п. Ответом на поставленный вопрос является покупка трубогибогибочного станка или профилегибочного станка, и тут встает другой вопрос: «Как выбрать трубогиб, профилегиб?», чтобы на него ответить, прежде всего необходимо разобраться какие бывают гибочные станки, в чем разница между трубогибами и профилегибами, чем отличаются трубогибы и профилегибы и т. п. Начнем разбираться.
п. Начнем разбираться.
Когда речь идет о гибке, различают 2 вида деталей:
«угол» – гибка на угол с минимальным радиусом
«дуга» – гибка трубы по большому радиусу
Для изготовления таких деталей нужны принципиально разные станки, каждый из которых имеет свою схему (метод) обработки.
Сразу же договоримся о терминах: так сложилось, что станки, которые изготавливают деталь типа «дуга», называют ПРОФИЛЕГИБАМИ, а станки для изготовления деталей типа «угол» – ТРУБОГИБАМИ.
ПРОФИЛЕГИБЫ
Профилегибы («дуга») работают методом проката: труба помещается между тремя роликами (вальцами), далее положение роликов меняется относительно друг друга, таким образом задается радиус гибки и труба прокатывается между ними, принимая нужную форму.
Профилегибы могут быть использованы для гибки различного сортового проката, для этого нужно иметь дополнительные комплекты роликов, т.е. гибка круглой трубы выполняется на своем комплекте роликов, гибка профиля – на своем, гибка уголка – на своем, а гибка швеллера – на своем.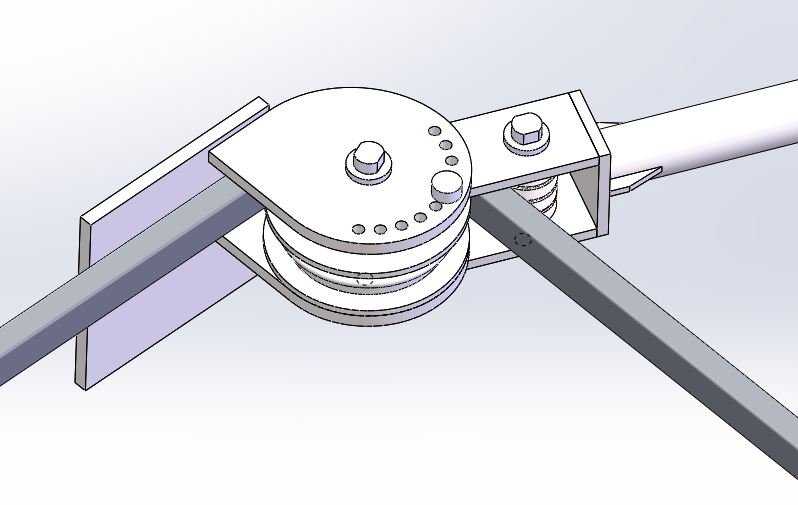 То же самое касается размеров – для каждого размера нужна отдельная оснастка.
То же самое касается размеров – для каждого размера нужна отдельная оснастка.
Нужно отметить, что есть так называемые универсальные ролики, но, к сожалению, они справятся только с некоторыми задачами, это зависит от формы, размеров профиля, а также от допустимой степени деформации. Примеры универсальных роликов:
с передвижными кольцами
наборные
Заготовки, которые изготавливаются на профилегибах, на выходе имеют на концах прямые участки. Это связано с тем, что 2 участка на концах профиля не прокатываются между роликами и минимально этот участок равен расстоянию между осями крайнего и среднего роликов. Данное явление особенно наглядно при гибке короткой заготовки:
Для устранения прямого участка используется четырехвалковый профилегиб, такие профилегибы используются, как правило, при массовом производстве, где на первый план выходит производительность, а также немаловажен КИМ (коэффициент использования материала).
Для профилегибов доступен ряд опций, они призваны облегчить и ускорить работу при определенных условиях, рассмотрим несколько:
NC контролер: по сути это цифровая индикация положения валов, значительно облегчает работу при периодически повторяющихся деталях;
CNC контролер, иными словами система ЧПУ: позволяет изготавливать сложные детали с переменным радиусом с идеальной повторяемостью по заданной программе;
Вертикальная поддержка: необходима при изготовлении колец или спиралей из тонких профилей; она представляет с собой конструкцию, которая крепится к верхней части станка, и имеет подвижный элемент – поддержку, настраиваемую в зависимости от диаметра детали.
Дополнительная направляющая: позволяет избежать «волны» на полке уголка при его гибке.
Виды профилегибочных станков
Видов и модификаций профилегибочных станков очень много и ввиду этого их можно делить по разным параметрам.
По типу привода:
- ручные : самый простой вид профилегибов, привод у них ручной, используются при небольших объемах производства или для собственных нужд в гараже или на даче;
- электрические : привод таких профилегибов электромеханический, предназначены для выполнения деталей несложной формы из небольших профилей;
- гидравлические : большая мощность станков из этой группы позволяет работать с крупными профилями, применяются в таких областях, как мостостроение, кораблестроение, строительство стадионов и т.
 п.
п.
 п.
п.По типу подачи:
подаются 2 ролика
подается 1 ролик
По контролю процесса:
ручные: контроль за процессом гибки происходит по упорам, по шкале или путем прямого замера заготовки;
с УЦИ (устройство цифровой индикации): координаты положения валов выводятся на панель управления;
с ЧПУ (числовое программное управление): весь процесс работы контролируется компьютером и работа выполняется по заранее заданной программе; можно изготавливать детали сложной формы, т.е. на разных участках выполнять различный радиус и задавать переменное значение шага спирали
По количеству роликов:
с 3-мя роликами
с 4-мя роликами
По количеству приводных роликов:
- 1 приводной ролик
- 2 приводных ролика
- 3 приводных ролика
По рабочему положению:
- горизонтальное
- вертикальное
- универсальные
ТРУБОГИБЫ
Трубогибы («угол») реализуются несколькими методами:
- метод наматывания: труба вкладывается в оправку, имеющую проточку под определенный диаметр трубы, к оправке подводится ролик, также с проточкой нужного диаметра, оправка вращается вокруг своей оси и труба наматывается на неё, повторяя форму выточки на оправке;
- метод обката: также имеются оправка и ролик в выточкой под нужную трубу, но в отличие от предыдущего метода, в движение приводится ролик, который движется вокруг оправки и обкатывает трубу вокруг оправки;
- метод прямого давления: труба помещается между двумя роликами с выточкой под нужный диаметр трубы и оправкой также с выточкой, причем оправка расположена посередине между роликами, далее оправка подается вперед между роликами и таким образом происходит гибка.

Трубогибы можно классифицировать по методу работы и по степени автоматизации, но для более простого подбора мы предлагаем следующее, смешанное разделение:
Рычажные станки:
ручные трубогибы, работающие методом обката, предназначены для гибки небольших труб на производстве, где не требуется высокая производительность, либо для собственного пользования в гараже или на даче.
К преимуществам можно отнести:
- высокая мобильность
- простота эксплуатации
- низкая стоимость
Арбалетные трубогибы:
данная группа станков гнет трубы методом прямого давления. Подача осуществляется гидроцилиндром, привод которого может быть ручным или электрическим (электрогидравлический трубогиб).
Применяются такие станки на производстве, не требующем большой производительности, или для хозяйственных нужд в гараже или на даче.
Далее пойдет речь о промышленных станках, предназначенных для гибки труб в серийном производстве. Такие станки работают методом наматывания, наглядно это показано на данном видео
Бездорновые трубогибы:
это электромеханические станки, предназначенные для промышленной гибки труб с толщиной стенки не менее 10% диаметра и радиусом гиба не менее 3,5-4 диаметров.
Для гибки пространственных деталей бездорновые трубогибы могут быть оснащены поддерживающим приспособлением, с помощью которого можно точно подавать трубу на нужное расстояние и поворачивать её на нужный гол.
При необходимости гибки тонкостенных труб, либо гибки на малые радиусы используются трубогибы с дорном. Дорн – это приспособление, которое помещается внутрь трубы, непосредственно в место гиба, таким образом труба при гибке поддерживается изнутри и на протяжении всего загнутого участка профиль трубы сохраняется неизменным. Соответственно, для каждого размера трубы должен быть свой дорн + остальная оснастка (оправка, прижим, направляющая, выглаживающий башмак).
Соответственно, для каждого размера трубы должен быть свой дорн + остальная оснастка (оправка, прижим, направляющая, выглаживающий башмак).
Для решения наиболее сложных и точных задач используют гибкий дорн (шариковый дорн), благодаря специальной конструкции такой дорн поддерживает трубу не только в начале изгибаемого участка, но и непосредственно внутри него. Чтобы использовать подобный дорн, станок должен быть оснащен линейной подачей дорна (после гибки дорн вытягивается из гнутого участка, иначе извлечение заготовки невозможно).
По степени автоматизации дорновые трубогибы делятся:
Полуавтоматические дорновые трубогибы:
это оборудование, работающее в полуавтоматическом режиме, т.е. по команде станок зажимает трубу и гнет на заданный заранее угол, ручная составляющая подразумевает то, что оператор осуществляет подачу трубы.
В зависимости от задачи полуавтоматический трубогиб может зажимать заготовку автоматически или вручную, угол может задаваться вручную или как параметр в системе ЧПУ, также есть модели с автоматическим возвратом поворотной балки.
Автоматические дорновые трубогибы:
На таком оборудовании можно гнуть сложные пространственные изделия с высокой производительностью и идеальной повторяемостью (детали будут идентичны).
Самой главной составляющей автоматического дорнового трубогиба является система ЧПУ; она контролирует весь рабочий процесс в соответствии с заданной программой. Перед началом работы производится симуляция во избежание каких-то несогласованностей и задевания сложной заготовкой узлов станка, непосредственно во время работы на дисплее отображается процесс в режиме онлайн.
В этой статье мы рассмотрели основные виды трубогибов и профилегибов, которые используются в настоящее время. Целью этой статьи является дать человеку предварительное представление о разновидностях гибочных станков и конечно же все нюансы охватить не получилось, но
 Специалист поможет Вам выбрать наиболее подходящий станок, порекомендует полезные дополнительные опции, сориентирует какая будет цена трубогибочного станка, или цена профилегибочного станка, стоимость доставки и пусконаладочных работ, в общем поможет купить хорошее оборудование, которое займет достойное место на Вашем производстве.
Специалист поможет Вам выбрать наиболее подходящий станок, порекомендует полезные дополнительные опции, сориентирует какая будет цена трубогибочного станка, или цена профилегибочного станка, стоимость доставки и пусконаладочных работ, в общем поможет купить хорошее оборудование, которое займет достойное место на Вашем производстве.В Челябинске расположено наше производство, станки всегда в наличии. Так-же у нас есть выставочный зал, куда вы можете прийти и убедиться в качестве станка и попробовать его в действии. Мы находимся по адресу г.Челябинск ул.Свердловский пр-т 60а.Телефон: (351) 211-28-60.
Работа с гидравлическим трубогибом.
— Полезная информация — Гибка труб гидравлическим трубогибом
Гибка стальных труб гидравлическим трубогибом.
Трубогиб гидравлический, как правил, служит для гибки стальных труб, так как гибка пластиковых, медных и прочих мягких труб не требует больших усилий.
Гидравлический трубогиб, по своей сути не является сложным. В основе лежит закон Паскаля:
В основе лежит закон Паскаля:
Закон Паскаля описывается формулой давления:
,
где — это давление,
— приложенная сила,
— площадь сосуда.
и
Давление, производимое на жидкость или газ, передается в любую точку одинаково во всех направлениях. Это утверждение объясняется подвижностью частиц жидкостей и газов во всех направлениях.
Таким образом, трубогиб перекачивает масло (рабочую жидкость трубогиба) поршневым насосом с малой площадью поршня в рабочий гидроцилиндр с большей площадью поршня, тем самым сила, передающаяся с рукоятки трубогиба на трубу усиливается пропорционально отношению площадей поршня насоса и площадью поршня (штока) гидроцилиндра.
На шток гидроцилиндра одевается шаблон, который проталкивает трубу между боковых упоров. Кроме насоса, гидроцилиндра в конструкции предусмотрена система обратных и перепускных клапанов, опорных траверс.
Это теория, на практике все еще проще.
- Откройте упаковку гидравлического трубогиба.
- Осмотрите все части на наличие механических повреждений, если это трещины в шаблонах, то такими шаблонами работать нельзя.
- Соберите гидравлический трубогиб по прилагаемой инструкции.
- Проверьте уровень масла визуально через заливную горловину. Если уровень масла не виден, необходимо долить масло в трубогиб.
- При работе нельзя плотно закрывать заливную горловину. При плотно закрытой горловине в трубогиб не поступает воздух, в системе образуется разрежение, масло перестает поступать в насос и трубогиб “завоздушивается”. Это проявляется не равномерностью движения штока трубогиба, трубогиб не развивает нужного усилия.
- Установите боковые упоры в нижнюю траверсу трубогиба в нужные отверстия. Упоры нельзя устанавливать в отверстия ближе к оси трубогиба, чем указано в инструкции – если это нарушить, то усилие будет передаваться не на трубу на элементы конструкции трубогиба, что приведет к его разрушению.
- Выберите гибочный шаблон отвечающий вашей трубе. Нельзя использовать шаблон, который не соответствует трубе: если он меньше диаметра трубы, то в ходе работы его “развернет”, если больше – трубу будет плющить в месте гиба.
- Откройте верхнюю траверсу, установите трубу, закройте траверсу, подведите шаблон к трубе и начинайте работу.
- Запрещается гнуть трубу более 90 гр. Если это не соблюдать возможна поломка шаблона, зажим его трубой.
- Качая ручкой трубогиба, согните трубу на требуемый угол.
- Сбросьте давление из гидроцилиндра спускным клапаном. Нельзя резко открывать давление, возможно резкое повышение давления во внешнем цилиндре не рассчитанном на высокое давление.
- Откройте верхнюю траверсу, достаньте трубу. Если шаблон не выходит из трубы без усилия, легкими ударами киянки сбейте шаблон. Нельзя использовать кувалду и т.п. оборудование для этих целей, есть большая вероятность повредить шаблон.
- Повторите процесс. Удачной работы!

 Нельзя использовать шаблон, который не соответствует трубе: если он меньше диаметра трубы, то в ходе работы его “развернет”, если больше – трубу будет плющить в месте гиба.
Нельзя использовать шаблон, который не соответствует трубе: если он меньше диаметра трубы, то в ходе работы его “развернет”, если больше – трубу будет плющить в месте гиба.Трубогибы различных типов
Woodward Fab
Трубы используются для передачи жидкостей, газов, масс мелких твердых тел в различных промышленных целях. В производстве этих труб задействованы различные металлообрабатывающие инструменты. Гибка труб является одним из предпочтительных процессов формовки металлов, используемых для постоянной формовки труб или труб. Трубогибы и трубогибы – это инструменты, используемые для гибки труб и труб во время проектов по формовке металлов. Woodward Fab — один из ведущих производителей трубогибочного оборудования. В этом посте обсуждаются некоторые из лучших трубогибов, предлагаемых брендом.
Различные типы трубогибов, поставляемые Woodward Fab
Трубогибы Woodward Fab предназначены для формирования качественных и воспроизводимых изгибов с минимальным процентом деформации. Эти трубогибочные инструменты используются для изготовления каркасов, рам, ворот и т.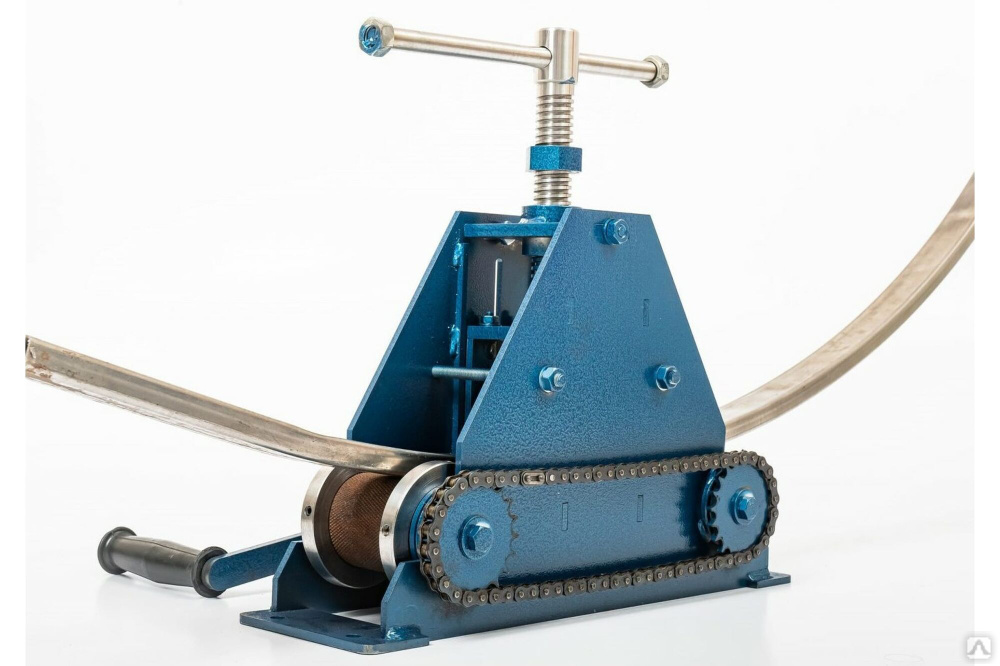 д. В настоящее время мы предлагаем следующие типы трубогибов и трубогибов
д. В настоящее время мы предлагаем следующие типы трубогибов и трубогибов
Ручные трубогибы –
Ручные трубогибы позволяют создавать металлические каркасы для промышленных и химический процесс с точным углом и точностью изгибов.
Ниже приведены характеристики ручных трубогибов, которые делают их популярными в различных отраслях промышленности.
- Ручная трубка сгибает трубки диаметром до 2 дюймов.
- Мы изготавливаем наши ручные трубогибы из прочных материалов, что делает их долговечными.
Мы предлагаем следующий продукт:
- WFB2 : Эта модель позволяет делать небольшие изгибы и поставляется с большой ручкой, которая позволяет создавать соответствующие изгибы без напряжения. Все компоненты изготовлены на станке с ЧПУ.
Гидравлический трубогиб и трубогиб –
Гидравлические трубогибы и трубогибы используются в автомобильной, химической и механической промышленности или везде, где требуются толстостенные трубы и трубки.
Некоторые характеристики гидравлических трубогибов перечислены ниже, что делает их популярными в различных областях применения.
- Гидравлические трубогибы и трубогибы изготовлены из стали промышленного класса, что делает их прочными и долговечными.
- Гидравлические блендеры быстрее и точнее ручных блендеров.
В настоящее время мы предлагаем следующее:
- WFPB1000 : Этот гидравлический трубогиб изготовлен с использованием самой безопасной гидравлики. Оборудование допускает изгиб 2ʺ. Матрицы для этих гибочных станков продаются отдельно.
Трубогиб 4 в 1 –
Трубогиб 4 в 1 предназначен для ручной гибки труб. Этот гибочный станок является одним из идеальных гибочных станков «Сделай сам» (DIY), используемых для создания приманок для уток и гусей, а также стендов для полного движения тела.
Трубогиб 4 в 1 имеет следующие особенности.
- Этот инструмент предназначен для легких и тонкостенных трубок.
- Этот трубогиб используется для тормозных и трансмиссионных линий или деталей радиоуправляемых автомобилей.

Мы предлагаем трубогибы «4 в 1» следующих типов:
- WF4-1BEND: Этот трубогиб поставляется в размерах 3/16″, 1/4″, 5/16″ и 3/8″.
- Выпрямитель для труб TT100: Этот гибочный станок имеет 5-ти колесную конструкцию, что позволяет восстанавливать деформированные трубы.
Трубогибочные станки приобретают все большее значение в различных отраслях промышленности. Если вы ищете универсальный магазин для всех ваших потребностей в изготовлении металла, свяжитесь с нами сегодня!
Связанный пост:
- Полное руководство по выбору трубогибочных матриц
- Распространенные ошибки, которых следует избегать при покупке трубогибочного станка
- Как найти правильный трубогиб для ваших нужд?
- Как эффективно использовать трубогиб? – Часть II
- Как эффективно использовать трубогиб? – Часть I
Гидравлический трубогиб | Тамесон.
 com
comГидравлический трубогиб — это устройство, использующее гидравлическое давление для гибки различных металлических труб под определенным углом. Гидравлические трубогибы работают так же, как гидравлические автомобильные домкраты, и могут выполнять несколько изгибов одной и той же трубы. Хотя они не так эффективны, как электрические трубогибы, изготовление изгибов с помощью гидравлических трубогибов требует меньше времени и усилий, чем ручные трубогибы. В этой статье подробнее обсуждается, что такое гидравлические трубогибы, их конструкция и работа, а также их сравнение с другими трубогибами.
Рисунок 1: Гидравлический трубогиб готовится к изгибу латунной трубы.
Содержание
- Что такое гидравлический трубогиб?
- Основы гидравлики
- Конструкция гидравлического трубогиба
- Работа гидравлического трубогиба
- Применение гидравлических трубогибов
- Часто задаваемые вопросы
Трубогиб
Устройство для удаления заусенцев
Устройство для обжима труб
Труборез
Трубный пресс
Что такое гидравлический трубогиб?
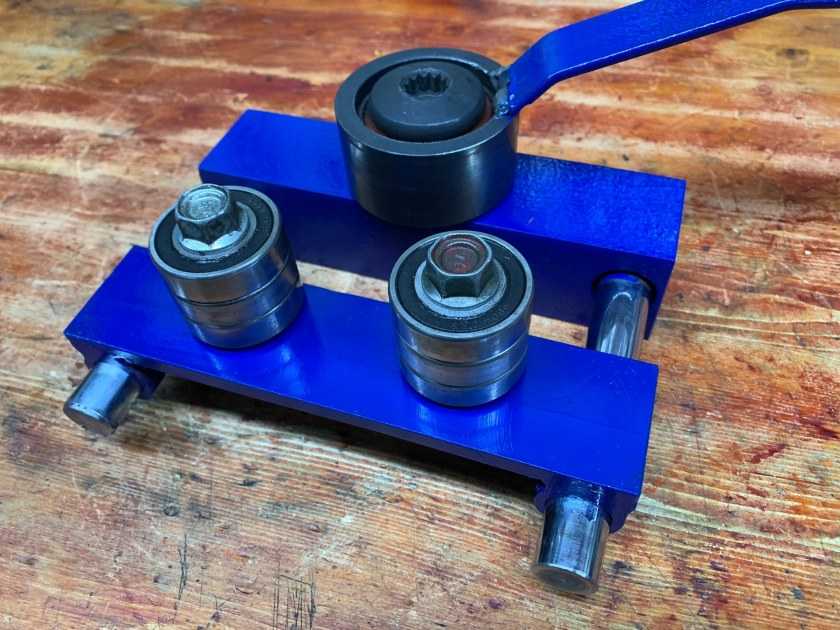
Гидравлический трубогиб требует меньше усилий для гибки трубы, чем ручные трубогибы. Он использует гидравлическое давление для гибки труб разных размеров и материалов (например, меди и нержавеющей стали). Гидравлические трубогибы используют метод гибки труб под определенным углом. В этом методе используется гибочная матрица (рис. 2, обозначенная буквой А), которая контролирует внутренний радиус изгиба. Матрица прижимает трубу к двум стационарным роликам (рисунок 2, обозначенный буквой B), чтобы добиться изгиба.
Он использует гидравлическое давление для гибки труб разных размеров и материалов (например, меди и нержавеющей стали). Гидравлические трубогибы используют метод гибки труб под определенным углом. В этом методе используется гибочная матрица (рис. 2, обозначенная буквой А), которая контролирует внутренний радиус изгиба. Матрица прижимает трубу к двум стационарным роликам (рисунок 2, обозначенный буквой B), чтобы добиться изгиба.
Рисунок 2: Черный гибочный штамп (A) собирается вдавить латунную трубу в два стационарных ролика (B).
Основы гидравлики
Гидравлические машины основаны на принципе Паскаля, согласно которому увеличение давления в одной точке замкнутого пространства, заполненного несжимаемой жидкостью, приведет к такому же увеличению во всех остальных точках. Гидравлические машины обычно используют воду или масло в качестве несжимаемой жидкости. Пример гидравлики: если два цилиндра с поршнями заполнены маслом и соединены друг с другом трубой, любая сила, которую один поршень прикладывает к маслу, будет действовать на другой поршень.
Коэффициент умножения в гидравлике
В гидравлических системах можно умножить усилие на втором поршне или цилиндре в приведенном выше примере на основе принципа Паскаля и определения давления. Давление – это сила, действующая на единицу площади. Таким образом, при постоянном значении давления увеличение площади поверхности второго поршня приводит к увеличению силы, действующей на этот поршень. Большинство гидравлических систем имеют клапаны, соединяющие цилиндры и поршни с масляным насосом высокого давления. Следовательно, прикладывая небольшое усилие к насосу гидравлического трубогиба, создается большее усилие для выполнения изгибов труб различных размеров и материалов.
Конструкция гидравлического трубогиба
Рис. 3. Гидравлический трубогиб, установленный на треноге со следующими компонентами: ручной насос (A), цилиндр (B), пластины рамы (C), поворотный узел (D), матрицы (E). ).
Ниже представлены компоненты гидравлического трубогиба:
- Ручной насос: Насос (рис. 3, обозначенный буквой A) подает масло под высоким давлением во весь цилиндр через клапан с ручкой спуска и гидравлический шланг. Он имеет ручку, которая облегчает открытие и закрытие клапана для выпуска масла по мере необходимости. На насосе имеется маслозаливная пробка для доливки или замены масла.
- Цилиндр: Давление, усилие, создаваемое в ручном насосе, передается на цилиндр (рис. 3, обозначенный B) через гидравлический шланг. Учитывая, что цилиндр имеет большую площадь поверхности, чем насос, усилие там многократно увеличивается, что позволяет сгибать трубы различных размеров и материалов до необходимых градусов.
- Кронштейн плунжера: Не показан на рис. 3, кронштейн плунжера удерживает гибочную матрицу и движется вперед при работе ручного насоса.
- Пластины рамы: Нижняя и верхняя пластины рамы (рис. 3 обозначены буквой C) имеют отверстия разного размера для удержания роликов и кронштейна плунжера на месте.
- Поворотный узел: Это узел роликов (рис. 3, обозначенный D), размещенных между верхней и нижней пластинами рамы и закрепленных в соответствующих отверстиях штифтами и защелками. Шарнирный узел позволяет трубе прокручиваться при изгибе, что позволяет достичь требуемой степени изгиба.
- Матрицы: Матрицы (рис. 3, помеченные E) вдавливаются в трубы, чтобы сгибать их и контролировать внутренний радиус изгиба.
 3, обозначенный буквой A) подает масло под высоким давлением во весь цилиндр через клапан с ручкой спуска и гидравлический шланг. Он имеет ручку, которая облегчает открытие и закрытие клапана для выпуска масла по мере необходимости. На насосе имеется маслозаливная пробка для доливки или замены масла.
3, обозначенный буквой A) подает масло под высоким давлением во весь цилиндр через клапан с ручкой спуска и гидравлический шланг. Он имеет ручку, которая облегчает открытие и закрытие клапана для выпуска масла по мере необходимости. На насосе имеется маслозаливная пробка для доливки или замены масла.
Эксплуатация гидравлического трубогиба
Ниже показан процесс гибки труб с помощью гидравлического трубогиба:
- Убедитесь, что трубогиб и рабочая зона правильно установлены и ничего не отвлекают.
- Убедитесь, что переключатель ВКЛ/ВЫКЛ находится в положении ВЫКЛ.
- Выберите правильный размер матрицы для трубы и измерьте минимальную длину трубы, необходимую на каждом конце матрицы для получения изгиба.
- Прикрепите матрицу к кронштейну плунжера.
- Расположите шарнирный узел в пластинах рамы. В качестве меры предосторожности убедитесь, что шарнирные штифты проходят через обе рамы, и зафиксируйте их стопорными штифтами.
- Отметьте желаемое место и направление изгиба на трубе.
- Поместите трубу в трубогиб и совместите метку с центром гибочной матрицы.
- Поддержите трубу, чтобы машина не опрокинулась во время работы.
- Подсоедините ручной насос, включите его и присоедините цилиндр с гидравлическим шлангом.
- Вращайте насос медленно, контролируя изгиб, пока не будет достигнут желаемый угол изгиба.
- Не сгибайте трубу силой. Если он не гнется, остановитесь, сбросьте гидравлическое давление и снимите его с трубогиба.
- По завершении выключите гидравлический трубогиб и втяните цилиндр, медленно поворачивая ручку выпускного клапана против часовой стрелки. Освободите левый шарнирный штифт и узел шарнира.
- Снимите трубу с трубогиба после полного втягивания плунжера цилиндра.


Меры предосторожности при работе с гидравлическим трубогибом
Перед началом и во время работы с гидравлическим трубогибом необходимо принять некоторые меры предосторожности:
Осмотр
- Удалите грязь или смазку с рукояток и элементов управления для лучшего и более стабильного управления.
- Проверить наличие утечек и уровень масла.
- Проверьте наличие сломанных, отсутствующих или поврежденных деталей, которые могут поставить под угрозу безопасность машины.
- Убедитесь, что машина и труба устойчивы.
Инструкции по технике безопасности
- Встаньте рядом с цилиндром с той же стороны, что и ручка разблокировки. Не наклоняйтесь над гибочным станком во время работы.
- Правильно закрепите угловые кронштейны и полностью вставьте штифты в раму.
- Не вставляйте пальцы или руки в небезопасное положение, которое может привести к несчастному случаю.
- Убедитесь, что концы трубы выходят за пределы угловых кронштейнов, чтобы предотвратить ее соскальзывание или падение при изгибе.
- Любая канавка в цилиндре означает, что поршень расширяется. Остановите цилиндр, чтобы предотвратить гидравлическую утечку и повреждение цилиндра.

Применение гидравлических трубогибов
Гидравлические трубогибы используются для различных целей, таких как возврат стен, поручни, каркасы безопасности, автомобильные шасси, рельсовые колена, каркасы мебели, а также строительство и ремонт трубопроводов. Они подходят для более прочных труб, таких как трубы из железа и стали. Эти машины также идеально подходят для производства труб, требующих точности.
Сравнение гидравлических трубогибов
Гидравлические трубогибы являются хорошим компромиссом между ручными и электрическими трубогибами по следующим причинам.
- Стоимость: Гидравлические трубогибы стоят больше, чем ручные трубогибы, но значительно меньше, чем электрические трубогибы.
- Готовность: Гидравлические трубогибы требуют немного больше времени для настройки, чем ручные трубогибы.
