Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию точно выполнит.
1 Важные технические моменты при изготовлении профилегиба.
2 Как сделать ролики для профилегиба.
3 Как закрепить подшипники на каркасе профилегиба.
4 Конструктивные особенности профилегибов.
5 Как сделать ручной профилегиб с обкатным роликом.
5.1 Как сделать ролики для гибки профильной трубы методом обкатки.
5.2 Важные моменты при изготовлении трубогиба с обкатным роликом.
Данный станок еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
- Во время гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки. Чем меньше радиус гибки, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.

- Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.


- Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
 Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
Профилегиб с валами из велосипедных ступиц.В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Вал трубогиба сделанный из лома.Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
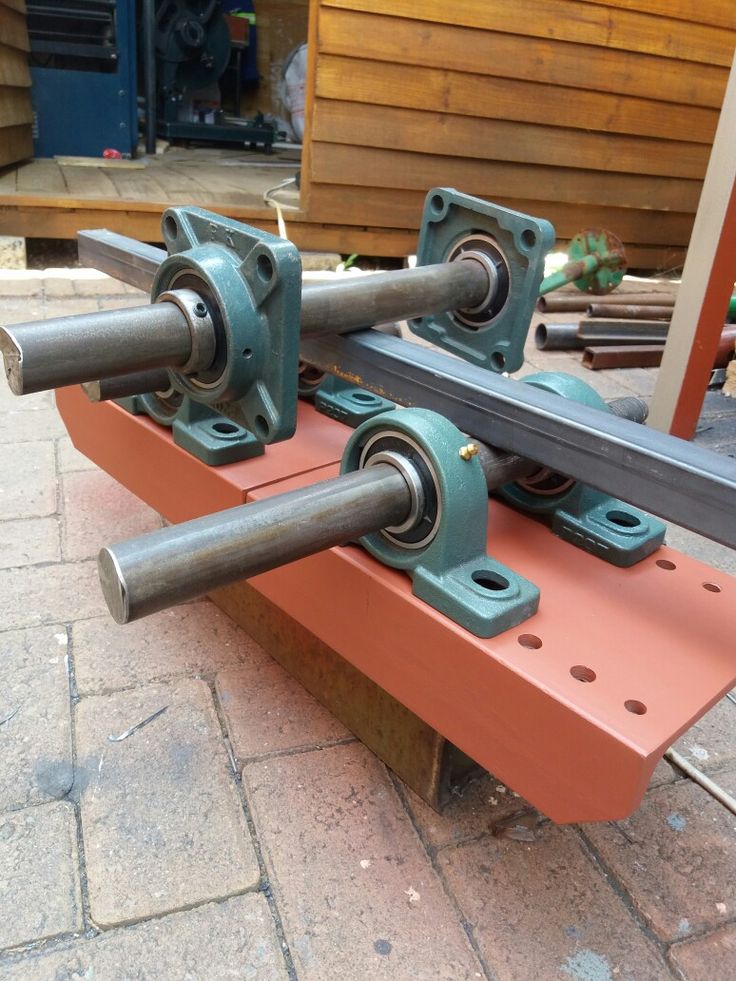
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Профилегиб с переставными роликами.Станок для гибки профильной трубы.Профилегиб сделанный с подшипниками в корпусе.Конструктивные особенности профилегибов.Такой станок можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов.
При изготовлении нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать станок с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать станок с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из станка.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
. Как сделать ручной профилегиб с обкатным роликом.Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.Гибка профильной трубы методом обкатки.Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем
этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в
начальном положении снижает деформации стенки трубы с наружной стороны сгиба.
Другими словами, трубу во время гибки меньше будет вытягивать из зажима и
повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами.Минимальный радиус гибки трубы.Unikumrus.com > Версия для печати > Трубогиб своими руками без токарных работ в гараже
Unikumrus.com / Приспособления/Трубогиб своими руками без токарных работ в гараже
Здравствуйте в этой
статье автор канала DOMOVENOK
покажет как можно сделать трубогиб своими руками в гараже без всяких токарных работ.
Для будущего трубогиба автор использовал 8 штук 303 подшипников, они идеально подходят, особенно их китайский аналог, так как по цене они недорогие.
Для основы будущего трубогиба автор берет швеллер 40х80 мм.
В качестве вала трубогиба для подшипников автор использовал строительную шпильку М 18.
Для удобства одевания на шпильку подшипников автор немного шлифует резьбу болгаркой.
В роли ограничителей для подшипников автор использует увеличенную шайбу М 18, с помощью оправки и молотка создает небольшую конусность, для свободного вращения подшипников.
Далее автор собирает все в одно целое и зажимаем по краям гайками М 18. Слегка изогнутые шайбы не задевают внешний обод подшипников и они свободно крутятся.
Мастер стягивает конструкцию получше и для надежности прихватывает с помощью электросварки.
Лишнюю длину шпильки отрезает.
В итоге получился ыал с подшипниками длиной 80 мм, шириной 40мм.
Далее автор с уголка 25х25 мм отрезает 4 отрезка по 25 сантиметров, они будут служить направляющими для ведущего и прижимного ролика.
Собираем конструкцию, необходимо правильно и точно выдержать все углы, расстояние между 2 уголками, где будет двигаться направляющая необходимо выполнить не менее 18 мм. Длина от края основания трубогиба до направляющих по 140 мм со всех сторон.
Далее мастер приступает к изготовлению ведущего ролика.
Для этого я использовал всю ту же 18 шпильку длиной 135 мм, надев на нее отрезок трубы длиной 40 мм, диаметром 27 мм, заполнив расстояние между шпилькой и трубкой гвоздями 40 мм. предварительно отрезав у них шляпки, получилось что-то наподобие игольчатого
подшипника.
Края этой конструкции автор основательно проваривает сваркой.
Для того чтобы конструкция у нас не развалилась и не проскальзывала надеваем на края вала 2 штуки 303 подшипников.
Приступаем к изготовлению подвижной каретки, оно будет состоять из двух отрезков профильной трубы 20 мм на 40 мм длиной 30 мм и прямоугольной металлической пластины размером 80 мм на 50 мм.
Соединяем всю конструкцию вместе с верхней части каретки с помощью электросварки, отмечаем середину и просверливаем отверстие диаметром 18 мм.
Собираем подъемный механизм, который будет состоять из шпильки М 18 и 2 гаек М 18.
Размечаем и отрезаем прямоугольный отрезок металлической пластины размерами 70 мм х 130 мм для упора подъемного механизма.
Размечаем середину и проделываем отверстие на 18 мм.
Теперь можно все собирать в одно целое.
Устанавливаем каретку с ведущим роликом направляющей сверху, устанавливаем пластину 70 мм на 13мм с отверстием посередине накручиваем на шпильку гайку и прихватываем все это электросваркой.
Таким образом у нас получился подъемно – прижимной механизм и при вращении шпильки каретка начинает перемещаться по направляющим вверх и вниз, при этом прижимая профиль трубы и сгибая ее. Далее по краям основания привариваем наши ролики.
Далее по краям основания привариваем наши ролики.
Далее автор изготовил верхнюю ручку для прижимной каретки из профильной трубы 20 мм х 20 мм, длиной 220 мм.
После автор изготовил ручку для поката изгибаемой трубы, из профильной трубы 20 мм х 20 мм, длиной 190 мм, также для удобства приспособил ручку от дрели.
Спасибо за внимание.
иорданских динаров2. Трубогибочный станок
Производитель: JD Squared, Inc.
Трубогибочный станок модели 32, по существу, представляет собой сверхмощную версию модели 3
Однако, когда мы изначально проектировали его в середине 1980-х годов, он был нацелен на механический гибочный станок. производителям гоночных автомобилей, которым нужен был доступный по цене гибочный станок, который при этом производил бы высококачественные изгибы. Гидравлика была добавлена только спустя годы.
Прошло 25 лет, и строители сменили направление. Теперь производителям гусеничных машин необходимо согнуть трубу купола со стеной диаметром 2 дюйма x 0,250 дюйма, а тонкостенная труба сейчас более распространена, чем раньше. Мы знали, что основной принцип Model 3 практически невозможно превзойти, поэтому ответом было просто сделать ее лучше. В результате появилась Модель 32.
Мы знали, что основной принцип Model 3 практически невозможно превзойти, поэтому ответом было просто сделать ее лучше. В результате появилась Модель 32.
Различия между двумя гибочными станками: Прочность рамы увеличена более чем в два раза, а штифты из сплава диаметром 7/8 дюйма, рассчитанные на давление 100 000 фунтов на кв. дюйм, были увеличены до диаметра 1 1/4 дюйма.
Был разработан механизм блокировки матрицы, который помогает сгибать как тонкостенные трубки, так и трубы с очень толстыми стенками, предотвращая расслабление матрицы, когда она не сгибается. Пружинящий возврат является основной причиной образования складок на тонкостенных трубах. Модель 32 с самого первого дня была разработана для работы с механическими или гидравлическими приводами. Его гидравлический поворотный блок вращается вокруг истинной центральной оси цилиндра, тем самым устраняя боковую нагрузку на ползун во время изгиба. Это значительно продлевает срок службы цилиндра. Теперь также встроена цельная стальная вилка плунжера с быстроразъемным штифтом. Храповик с антипружинным возвратом теперь входит в комплект поставки трубогиба. Это позволило нам спроектировать новую систему храповых рычагов, снизившую усилие на изгиб более чем на 20 %. Геометрия самого трубогиба была изменена, чтобы лучше использовать следящие стержни нового поколения 3, что позволило улучшить изгибы.
Храповик с антипружинным возвратом теперь входит в комплект поставки трубогиба. Это позволило нам спроектировать новую систему храповых рычагов, снизившую усилие на изгиб более чем на 20 %. Геометрия самого трубогиба была изменена, чтобы лучше использовать следящие стержни нового поколения 3, что позволило улучшить изгибы.
Диаметр болтов и втулок приводных звеньев увеличен с 1/2 дюйма до 3/4 дюйма, чтобы выдерживать дополнительную нагрузку.
ПРОЧНАЯ СТАЛЬНАЯ КОНСТРУКЦИЯ – Разработан с учетом долговечности и доступности. Все детали изготовлены на 100% с ЧПУ. Звенья рамы изготовлены из стали толщиной 3/4 дюйма, а приводные звенья изготовлены из холоднокатаной стали толщиной 1/2 дюйма. По сравнению со штифтами диаметром 7/8 дюйма модели 3, в модели 32 используются очень большие штифты из сплава диаметром 1 1/4 дюйма, рассчитанные на давление 100 000 фунтов на квадратный дюйм, чтобы выдерживать жесткие изгибы. Быстросменные гибочные штампы изготавливаются на станках с ЧПУ из цельных стальных заготовок и имеют пожизненную гарантию от поломки. Стальные штампы устраняют проблемы, характерные для алюминиевых штампов других производителей, такие как поломка и расширение канавок при изгибе хромомолибденовых трубок 4130.
Стальные штампы устраняют проблемы, характерные для алюминиевых штампов других производителей, такие как поломка и расширение канавок при изгибе хромомолибденовых трубок 4130.
БОЛЬШАЯ ГРУЗОПОДЪЕМНОСТЬ – Изгибает круглые трубки и трубы с наружным диаметром от 1/2″ до 2 1/2″. и квадратные трубы от 1/2″ до 2″. Этот гибочный станок предназначен для гибки стальных труб DOM с наружным диаметром 2 дюйма и стенкой 0,250 дюйма. Также подходит для сплошной стали диаметром до 1 1/2 дюйма. ПРИМЕЧАНИЕ. Для гибки круглых труб диаметром более 2 дюймов. x стенка 0,120 дюйма, квадратные трубы диаметром более 1 1/2 дюйма или твердые частицы диаметром более 1 дюйма требуют гидравлики. чтобы вы могли удобно сгибать трубы больших размеров без посторонней помощи. Например, средний оператор может согнуть трубы размером 1 3/4″ x 0,09″.Круглая трубка из мягкой стали со стенкой 5 дюймов одной рукой и трубка со стенкой 1 x 0,065 дюйма с помощью ОДНОГО пальца. Матрицы можно заменить менее чем за 30 секунд. Время изгиба обычно находится в диапазоне 30–60 секунд для наружного диаметра 1 дюйм. и над трубкой с помощью храпового механизма. Гидравлика может быть немного медленнее или быстрее в зависимости от выбранного силового агрегата.
Время изгиба обычно находится в диапазоне 30–60 секунд для наружного диаметра 1 дюйм. и над трубкой с помощью храпового механизма. Гидравлика может быть немного медленнее или быстрее в зависимости от выбранного силового агрегата.
ВЫСОКОТОЧНЫЙ – Благодаря колесу указателя степени, которое входит в стандартную комплектацию каждой модели 32, для точного изгиба достаточно просто следить за стрелкой до тех пор, пока не будет достигнута желаемая степень изгиба. Высококонтрастная желтая маркировка на черном колесе обеспечивает отличную читаемость при сгибании.
МЕХАНИЗМ БЛОКИРОВКИ МАТРИЦЫ – Стандартным для каждой модели 32 является механизм блокировки матрицы. Когда матрица вращается при изгибе, приводные отверстия в формовочной матрице проходят под стопорным штифтом. Когда приводное отверстие находится ниже стопорного штифта, он падает в приводное отверстие, а когда давление на трубогиб снимается, вращение штампа блокируется в этом положении. Когда изгиб возобновится, рампа, выточенная в стопорном штифте, автоматически поднимет штифт из приводного отверстия. Этот механизм в сочетании с прилагаемым храповым механизмом с защитой от пружинящего возврата позволяет модели 32 лучше сгибать тонкостенные трубки, а также более тяжелые трубы, такие как трубы DOM с наружным диаметром 2 дюйма и стенкой 0,250 дюйма.
Когда изгиб возобновится, рампа, выточенная в стопорном штифте, автоматически поднимет штифт из приводного отверстия. Этот механизм в сочетании с прилагаемым храповым механизмом с защитой от пружинящего возврата позволяет модели 32 лучше сгибать тонкостенные трубки, а также более тяжелые трубы, такие как трубы DOM с наружным диаметром 2 дюйма и стенкой 0,250 дюйма.
УКАЗАТЕЛЬ ГРАДУСОВ – В стандартную комплектацию каждой модели 32 входит быстро регулируемая пластина-индикатор градусов. Просто ослабьте нижнюю гайку, поверните градусное колесо на ноль градусов и, используя только силу пальца, затяните на месте.
36-ДЮЙМОВАЯ ТЕЛЕСКОПИЧЕСКАЯ РУКОЯТКА – Поставляется бесплатно с ручной версией трубогиба. Новая конструкция имеет удвоенную площадь опоры по сравнению со старой моделью для увеличения срока службы и обеспечивает достаточное усилие для труб размером до 1 3/4″. если требуется больший рычаг для более жестких условий изгиба, теперь вы можете просто взять более длинный кусок стандартной 1-дюймовой трубы сортамента 40 и вставить его в храповой рычаг. Стандартно поставляется с тяговым штифтом, поэтому рукоятку можно убрать в сторону. когда он не используется, экономя ценное пространство на полу.
Стандартно поставляется с тяговым штифтом, поэтому рукоятку можно убрать в сторону. когда он не используется, экономя ценное пространство на полу.
НОВАЯ КОНСТРУКЦИЯ ПОКОЛЕНИЯ 3 – Они в два раза легче предыдущего типа и используют вставки с болтовым креплением, которые в среднем на 243% прочнее. Пластины вставки обрабатываются с точностью до 1/1000 градуса до теоретически идеального угла для оптимального качества гибки. Вставки изготовлены из устойчивого к истиранию материала подшипника, чтобы предотвратить появление царапин на дорогом материале. Вставки из делрина также доступны для использования с алюминием. Цилиндрический штифт удерживает следящую штангу на месте во время загрузки труб. Потратив более 600 часов на НИОКР и подготовку оснастки, мы уверены, что это лучшие наборы штампов на рынке сегодня.
Версия с гидравлическим приводом
ГИДРАВЛИЧЕСКИЙ ЦИЛИНДР С ЦЕНТРАЛЬНЫМ ПОВОРОТОМ – Гидравлический поворотный блок вращается вокруг центральной оси цилиндра, тем самым устраняя боковую нагрузку на ползун во время изгиба. Это значительно продлевает срок службы цилиндра. Теперь также встроена цельная стальная вилка плунжера с быстроразъемным штифтом.
Это значительно продлевает срок службы цилиндра. Теперь также встроена цельная стальная вилка плунжера с быстроразъемным штифтом.
ГИДРАВЛИЧЕСКИЙ Трубогиб Модель 32 Включает:
1. Трубогиб
2. Угольная пластина
3. Цилиндр
ГИДРАВЛИЧЕСКИЙ Бендер модели 32 не включает насос, который необходимо приобретать отдельно. Мы предлагаем как воздушные/гидравлические, так и электрические насосы.
Трубогиб модели 32 по существу представляет собой сверхмощную версию модели 3
Однако, когда мы изначально разработали его в середине 1980-х годов, это был механический трубогиб, предназначенный для производителей гоночных автомобилей, которым нужен был доступный трубогиб, обеспечивающий высокое качество изгибы. Гидравлика была добавлена только спустя годы.
Прошло 25 лет, и строители сменили направление. Теперь производителям гусеничных машин необходимо согнуть трубу купола со стеной диаметром 2 дюйма x 0,250 дюйма, а тонкостенная труба сейчас более распространена, чем раньше. Мы знали, что основной принцип Model 3 практически невозможно превзойти, поэтому ответом было просто сделать ее лучше. В результате появилась Модель 32.
Мы знали, что основной принцип Model 3 практически невозможно превзойти, поэтому ответом было просто сделать ее лучше. В результате появилась Модель 32.
Различия между двумя гибочными станками: Прочность рамы увеличена более чем в два раза, а штифты из сплава диаметром 7/8 дюйма, рассчитанные на давление 100 000 фунтов на кв. дюйм, были увеличены до диаметра 1 1/4 дюйма.
Был разработан механизм блокировки матрицы, который помогает сгибать как тонкостенные трубки, так и трубы с очень толстыми стенками, предотвращая расслабление матрицы, когда она не сгибается. Пружинящий возврат является основной причиной образования складок на тонкостенных трубах. Модель 32 с самого первого дня была разработана для работы с механическими или гидравлическими приводами. Его гидравлический поворотный блок вращается вокруг истинной центральной оси цилиндра, тем самым устраняя боковую нагрузку на ползун во время изгиба. Это значительно продлевает срок службы цилиндра. Теперь также встроена цельная стальная вилка плунжера с быстроразъемным штифтом. Храповик с антипружинным возвратом теперь входит в комплект поставки трубогиба. Это позволило нам спроектировать новую систему храповых рычагов, снизившую усилие на изгиб более чем на 20 %. Геометрия самого трубогиба была изменена, чтобы лучше использовать следящие стержни нового поколения 3, что позволило улучшить изгибы.
Храповик с антипружинным возвратом теперь входит в комплект поставки трубогиба. Это позволило нам спроектировать новую систему храповых рычагов, снизившую усилие на изгиб более чем на 20 %. Геометрия самого трубогиба была изменена, чтобы лучше использовать следящие стержни нового поколения 3, что позволило улучшить изгибы.
Диаметр болтов и втулок приводных звеньев увеличен с 1/2 дюйма до 3/4 дюйма, чтобы выдерживать дополнительную нагрузку.
ПРОЧНАЯ СТАЛЬНАЯ КОНСТРУКЦИЯ – Разработан с учетом долговечности и доступности. Все детали изготовлены на 100% с ЧПУ. Звенья рамы изготовлены из стали толщиной 3/4 дюйма, а приводные звенья изготовлены из холоднокатаной стали толщиной 1/2 дюйма. По сравнению со штифтами диаметром 7/8 дюйма модели 3, в модели 32 используются очень большие штифты из сплава диаметром 1 1/4 дюйма, рассчитанные на давление 100 000 фунтов на квадратный дюйм, чтобы выдерживать жесткие изгибы. Быстросменные гибочные штампы изготавливаются на станках с ЧПУ из цельных стальных заготовок и имеют пожизненную гарантию от поломки. Стальные штампы устраняют проблемы, характерные для алюминиевых штампов других производителей, такие как поломка и расширение канавок при изгибе хромомолибденовых трубок 4130.
Стальные штампы устраняют проблемы, характерные для алюминиевых штампов других производителей, такие как поломка и расширение канавок при изгибе хромомолибденовых трубок 4130.
БОЛЬШАЯ ГРУЗОПОДЪЕМНОСТЬ – Изгибает круглые трубки и трубы с наружным диаметром от 1/2″ до 2 1/2″. и квадратные трубы от 1/2″ до 2″. Этот гибочный станок предназначен для гибки стальных труб DOM с наружным диаметром 2 дюйма и стенкой 0,250 дюйма. Также подходит для сплошной стали диаметром до 1 1/2 дюйма. ПРИМЕЧАНИЕ. Для гибки круглых труб диаметром более 2 дюймов. x стенка 0,120 дюйма, квадратные трубы диаметром более 1 1/2 дюйма или твердые частицы диаметром более 1 дюйма требуют гидравлики. чтобы вы могли удобно сгибать трубы больших размеров без посторонней помощи. Например, средний оператор может согнуть трубы размером 1 3/4″ x 0,09″.Круглая трубка из мягкой стали со стенкой 5 дюймов одной рукой и трубка со стенкой 1 x 0,065 дюйма с помощью ОДНОГО пальца. Матрицы можно заменить менее чем за 30 секунд. Время изгиба обычно находится в диапазоне 30–60 секунд для наружного диаметра 1 дюйм. и над трубкой с помощью храпового механизма. Гидравлика может быть немного медленнее или быстрее в зависимости от выбранного силового агрегата.
Время изгиба обычно находится в диапазоне 30–60 секунд для наружного диаметра 1 дюйм. и над трубкой с помощью храпового механизма. Гидравлика может быть немного медленнее или быстрее в зависимости от выбранного силового агрегата.
ВЫСОКОТОЧНЫЙ – Благодаря колесу указателя степени, которое входит в стандартную комплектацию каждой модели 32, для точного изгиба достаточно просто следить за стрелкой до тех пор, пока не будет достигнута желаемая степень изгиба. Высококонтрастная желтая маркировка на черном колесе обеспечивает отличную читаемость при сгибании.
МЕХАНИЗМ БЛОКИРОВКИ МАТРИЦЫ – Стандартным для каждой модели 32 является механизм блокировки матрицы. Когда матрица вращается при изгибе, приводные отверстия в формовочной матрице проходят под стопорным штифтом. Когда приводное отверстие находится ниже стопорного штифта, он падает в приводное отверстие, а когда давление на трубогиб снимается, вращение штампа блокируется в этом положении. Когда изгиб возобновится, рампа, выточенная в стопорном штифте, автоматически поднимет штифт из приводного отверстия. Этот механизм в сочетании с прилагаемым храповым механизмом с защитой от пружинящего возврата позволяет модели 32 лучше сгибать тонкостенные трубки, а также более тяжелые трубы, такие как трубы DOM с наружным диаметром 2 дюйма и стенкой 0,250 дюйма.
Когда изгиб возобновится, рампа, выточенная в стопорном штифте, автоматически поднимет штифт из приводного отверстия. Этот механизм в сочетании с прилагаемым храповым механизмом с защитой от пружинящего возврата позволяет модели 32 лучше сгибать тонкостенные трубки, а также более тяжелые трубы, такие как трубы DOM с наружным диаметром 2 дюйма и стенкой 0,250 дюйма.
УКАЗАТЕЛЬ ГРАДУСОВ – В стандартную комплектацию каждой модели 32 входит быстро регулируемая пластина-индикатор градусов. Просто ослабьте нижнюю гайку, поверните градусное колесо на ноль градусов и, используя только силу пальца, затяните на месте.
36-ДЮЙМОВАЯ ТЕЛЕСКОПИЧЕСКАЯ РУКОЯТКА – Поставляется бесплатно с ручной версией трубогиба. Новая конструкция имеет удвоенную площадь опоры по сравнению со старой моделью для увеличения срока службы и обеспечивает достаточное усилие для труб размером до 1 3/4″. если требуется больший рычаг для более жестких условий изгиба, теперь вы можете просто взять более длинный кусок стандартной 1-дюймовой трубы сортамента 40 и вставить его в храповой рычаг. Стандартно поставляется с тяговым штифтом, поэтому рукоятку можно убрать в сторону. когда он не используется, экономя ценное пространство на полу.
Стандартно поставляется с тяговым штифтом, поэтому рукоятку можно убрать в сторону. когда он не используется, экономя ценное пространство на полу.
НОВАЯ КОНСТРУКЦИЯ ПОКОЛЕНИЯ 3 – Они в два раза легче предыдущего типа и используют вставки с болтовым креплением, которые в среднем на 243% прочнее. Пластины вставки обрабатываются с точностью до 1/1000 градуса до теоретически идеального угла для оптимального качества гибки. Вставки изготовлены из устойчивого к истиранию материала подшипника, чтобы предотвратить появление царапин на дорогом материале. Вставки из делрина также доступны для использования с алюминием. Цилиндрический штифт удерживает следящую штангу на месте во время загрузки труб. Потратив более 600 часов на НИОКР и подготовку оснастки, мы уверены, что это лучшие наборы штампов на рынке сегодня.
Версия с гидравлическим приводом
ГИДРАВЛИЧЕСКИЙ ЦИЛИНДР С ЦЕНТРАЛЬНЫМ ПОВОРОТОМ – Гидравлический поворотный блок вращается вокруг центральной оси цилиндра, тем самым устраняя боковую нагрузку на ползун во время изгиба. Это значительно продлевает срок службы цилиндра. Теперь также встроена цельная стальная вилка плунжера с быстроразъемным штифтом.
Это значительно продлевает срок службы цилиндра. Теперь также встроена цельная стальная вилка плунжера с быстроразъемным штифтом.
ГИДРАВЛИЧЕСКИЙ Трубогиб Модель 32 Включает:
1. Трубогиб
2. Угольная пластина
3. Цилиндр
ГИДРАВЛИЧЕСКИЙ Бендер модели 32 не включает насос, который необходимо приобретать отдельно. Мы предлагаем как воздушные/гидравлические, так и электрические насосы.
Сегодняшняя избранная статья – Модернизация электрической системы Oliver Super 55 – Деннис Хокинс . Мой старый Oliver Super 55 просто сидит и ржавеет уже несколько лет. Я действительно ненавижу видеть, как с хорошим трактором обращаются таким образом, но невозможность запустить его без 30-минутного ритуала регистрации каждый раз способствовала его кончине. Если бы он запускался только при повороте ключа, то я бы пользовался им чаще. Помимо тяжелого случая старости, большая часть оригинальной электрической системы трактора была просто слишком ненадежной, чтобы ее можно было сохранить. Последнее объявление: 1974 Ford 4000 SU тракторный дизельный двигатель, автономный обогреватель, усилитель руля, генератор переменного тока, блокировка дифференциала, ручное переключение передач, 8 скоростей, 3 точки, двойной гидравлический пульт. [Дополнительные объявления]
| |||||

 Основная цель этой страницы — показать, как я повышаю
… [Читать статью]
Основная цель этой страницы — показать, как я повышаю
… [Читать статью]