Трубогиб ручной гидравлический RIDGID HBO382 3/8-2 42468
Описание
Трубогиб ручной гидравлический RIDGID HBO382 без верхней пластины предназначен для прецизионой холодной точной гибки стальных, газовых труб на угол до 90° и на угол до 180° с помощью башмаков для гибки труб на 180° со специальными приспособлениями. Трубогибы переносные и универсальные идеально подходят для механизированных строительных работ, изготовления котлоагрегатов и общего промышленного применения, а также для гибки труб на рабочем месте.
Особенности ручного гидравлического трубогиба с открытой рамой RIDGID:
- производится без верхней пластины для лучшего обзора и контроля процесса гибки;
- улучшенная конструкция рукояти защищает от перегрузок и продлевает срок службы поршня;
- надежные уплотнения поршня предотвращают утечку масла и увеличивают срок службы трубогиба;
- одноконтурная гидравлическая система с возвратной пружиной для лучшего управления поршнем и точной гибки;
- не нужно регулярно прерывать процесс гибки труб и измерять угол изгиба, благодаря визуальным индикаторам;
- оптимизированное расчетное усилие на рукоять и удлиненный ход поршня упрощают использование трубогиба;
- разборная конструкция;
- гидроцилиндр с усилием 90 кН;
- возвратный механизм штока гидроцилиндра;
- открытая рама;
- съёмные гибочные башмаки;
- съёмные упорные башмаки.


Применение гидравлического трубогиба RIDGID HBO382:
- холодная гибка дюймовых труб от 3/8 до 2″;
- трубогиб для стальных и нержавеющих труб;
- трубогиб для металлических водопроводных труб;
- трубогиб для металлических газопроводных труб;
- ремонт и монтаж трубопроводов ГВС и ХВС;
- сантехнические работы.
Трубогиб ручной гидравлический ТГ-12.
Гибочные сегменты, дюйм: 1/2, 3/4, 1, 1-1/4, 1-1/2, 2
Усилие, тс: 12
Масса: 41
Артикул: ТГ-12
СКАЧАТЬ ПАСПОРТ (инструкцию) НА ТРУБОГИБ ТГ 12
Трубогиб ручной гидравлический ТГ-12 – устройство, предназначенное для холодной гибки стальных водопроводных и газопроводных труб диаметром от 0,5 до 2 дюймов под нужным углом (но не более 90 градусов). Устройство может работать при температуре воздуха от -10 до +50 С в горизонтальном либо вертикальном положениях. Трубогиб роликовый ТГ-12 отличается компактностью, простотой эксплуатации и удобством при транспортировке.
Трубогиб роликовый ТГ-12 отличается компактностью, простотой эксплуатации и удобством при транспортировке.
Конструктивно трубогиб ручной гидравлический ТГ-2 представляет собой гидравлический плунжерный насос, совмещенный с гидроцилиндром, на резьбе которого крепится опорная плита. На наконечник гидроцилиндра надевается гибочный сегмент. С помощью штырей к опорной плите крепятся траверсы, в их отверстия вставляются упоры. Устройство приводится в действие при помощи ручки.
Устройство широко используется в строительстве, теплоэнергетике, нефтехимической промышленности, жилищно-коммунальной сфере. Преимуществом ручного трубогиба является возможность его использования в тесных помещениях и непосредственно на месте монтажа трубопровода. При этом не требуется предварительно набивать трубы песком или иными наполнителями, что значительно сокращает время гибки труб и повышает производительность.
Технические характеристики трубогиба ручного гидравлического ТГ-12
- Вес устройства, готового к работе – 41 кг
- Габаритные размеры – 545 х 610 х 107 мм
- Размеры гибочных сегментов (роликов для трубогиба) – «1/2», «3/4», «1», «1-1/4», «1-1/2» дюймов
- Максимальный угол гибки труб – 90 градусов
- Ход штока – 282 мм
- Максимальное усилие на штоке – 12 т
В комплект поставки входит:
- Трубогиб ручной гидравлический ТГ-12 – 1 шт.
- Опорные ролики – 2 шт.
- Гибочные сегменты – 6 шт.
- Ручка – 1 шт.
- Руководство по эксплуатации – 1 шт.

Подготовка устройства к работе и порядок выполнения работы
- Выберете гибочный сегмент нужного размера и наденьте его на шток.
- Установите ролики-упоры в специальные отверстия на раме и закрепите их в соответствующем положении.
- Вставьте трубу в желоб гибочного сегмента, с помощью качков рукоятки обеспечьте выход штока и выполните гибку трубы под нужным углом.
- Отверните винт у основания гидроцилиндра на один-полтора оборота для возврата штока в исходное положение.
Меры безопасности
- Перед тем, как начать работу, необходимо внимательно изучить инструкцию по эксплуатации трубогиба ручного гидравлического ТГ-12, ознакомиться с его устройством, убедиться в исправности узлов и механизмов. Затем проверьте надежность крепления технологической оснастки и протестируйте работу трубогиба на холостом ходу.
- Регулировка и чистка механизмов производится только при снятии гидравлического давления и полной остановке агрегата.
- К трубогибочным работам допускаются лица, изучившие устройство ручного гидравлического трубогиба, правила эксплуатации и имеющие навыки работ с подобными механизмами.

Продажа трубогибов:
Купить ручной трубогиб, узнать его стоимость Вы можете, позвонив нашим менеджерам по тел. (383) 351-36-90, 351-37-02
2402 : Ручной гидравлический трубогиб
2402 : Ручной гидравлический трубогибThe store will not work correctly in the case when cookies are disabled.
JavaScript seems to be disabled in your browser. For the best experience on our site, be sure to turn on Javascript in your browser. We use cookies to make your experience better. To comply with the new e-Privacy directive, we need to ask for your consent to set the cookies.
To comply with the new e-Privacy directive, we need to ask for your consent to set the cookies.
Allow Cookies Decline
Преимущества изделия
Размеры сгибаемых труб :
Газовая труба
Водопроводная труба : Ø 12 – 45 мм
Многослойная пластиковая труба : Ø 40 – 63 мм.
Угол сгиба : 0 – 90°.
Для газовых труб средней и тяжелой серии…
ПодробнееДля газовых труб средней и тяжелой серии.
Ручной гидравлический трубогиб для работы на строительных объектах или изготовления сборных конструкций.
Система прямого действия с возвратом поршня при помощи пружины.
Поставляются в деревянном ящике с формами и принадлежностями.
Для поиска нужного типа гибочной формы см. следующие страницы.
Совет :
– Для долговечного использования трубогиба используйте масло для гидравлических систем Virax.
– При заправке цилиндра необходимо соблюдать меры предосторожности во избежание попадания в резервуар инородных частиц, что в свою очередь может повредить механизм.
– Используйте в горизонтальном положении.
Арт. 240233 / 240242 / 240243 / 240249 : Поставляется в деревянном ящике.
Арт. 240252 : Поставляется в двух деревянных ящиках.
| Арт: | Формы | Для трубы | Тип | Вес кг | |
|---|---|---|---|---|---|
| 240233 | 3/8 – 1/2 – 3/4 – 1 – 1. | Сталь | Скользящая щека | Ручной – №1 | 44,500 |
| 240242 | 3/8 – 1/2 – 3/4 – 1 – 1.1/4 – 1.1/2 – 2″ | Сталь | Открытая рама | Ручной – №2 | 77,000 |
| 240243 | 3/8 – 1/2 – 3/4 – 1 – 1. | Сталь | Скользящая щека | Ручной – №2 | 71,00 |
| 240249 | 40 – 50 – 63 mm | многослойная | Скользящая щека | Ручной – №2 | 54,000 |
| 240252 | 3/8 – 1/2 – 3/4 – 1 – 1. | Сталь | Шарнирная щека | Ручной – №3 | 170,000 |
 1/4″
1/4″ 1/4 – 1.1/2 – 2″
1/4 – 1.1/2 – 2″ 1/4 – 1.1/2 – 2 – 2.1/2 – 3″
1/4 – 1.1/2 – 2 – 2.1/2 – 3″Сопутствующие товары
Ручной гидравлический арбалетный трубогиб JET JHPB-3 – цена, отзывы, характеристики с фото, инструкция, видео
Гидравлический ручной трубогиб арбалетного типа JET JHPB-3 предназначен для холодной гибки металлических труб от 20 до 80 мм.
Оснащен открываемой верхней пластиной, что облегчает извлечение загнутой трубы. Имеет одноконтурную гидравлическую систему, дающим возможность контролировать продвижение поршня, чем обеспечивается легкая и точная гибка труб, и быстро отводить поршень.
Поставляется в разобранном виде в деревянном ящике.
Особенности оборудования
- Прочная конструкция станины трубогиба
- Мобильность, Малые габариты и вес
- Не требует подключения к сети
- Простота в работе, не требуется квалифицированный персонал
- Быстрота переналадки на другие диаметры труб
- Трубу в 2 дюйма необходимо набивать песком
Комплектация станка
- Комплект башмаков для различных размеров труб 1/2″, 3/4″, 1″, 1-1/4″, 1-1/2″, 2″, 2-1/2″, 3″
- Подставка тренога.
- Деревянный ящик.
| Характеристика | Значение |
|---|---|
Макс. давление, до давление, до | 196 кH (19,6 тонн) |
| Макс. длина хода | 320 мм |
| Макс. рабочее усилие | не менее 410 Н |
| Диаметр трубы | Ø 21,3 – 88,5 мм (3″) |
| Толщина стенки трубы | 2,75 – 6,0 мм |
| Кол-во качков без нагрузки | не менее 50 |
| Кол-во качков под нагрузкой | не менее 100 |
| Вкладки | 1/2″, 3/4″, 1″, 1-1/4″, 1-1/2″, 2″, 2-1/2″, 3″ |
| Количество вкладок | 8 шт. |
| Габаритные размеры (ДхШхВ) | 760 х 875 х 715 мм |
| Масса JET JHPB-3 | 118 кг |
Трубогибы гидравлические переносные с ручным приводом ТПГ-1.25 Б.
Продажа трубогибов гидравлических, электрических со склада (СПб, Москва, Челябинск, Ростов-на-Дону, Казань) от производителя, производство на заводах-изготовителях и поставки.
Прайс-листы с ценами на трубогибы гидравлические ТПГ-1.25 Б (с ручным приводом) запрашивайте в отделе инструментов.
Трубогиб ручной гидравлический ТПГ-1,25Б.
Трубогиб гидравлический с ручным приводом ТПГ 1.25Б предназначен для гибки водо-газопроводных труб по ГОСТ 3262-75, а также проката круглого сечения, прочностные характеристики которого не превышают характеристик трубы 1,25″ (условный проход 32 мм). |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТРУБОГИБА РУЧНОГО ГИДРАВЛИЧЕСКОГО ТПГ1,25Б:
| Наибольшее усилие гидроцилиндра, Тс | 5 |
| Наибольший ход штока, мм | 125 |
| Усилие на ручке при максимальной нагрузке, кГс | 30 |
| Габаритные размеры транспортировочного ящика BхHхL, мм | 135х225х495 |
| Параметры гибочных шаблонов, dтр/R гибки, дюйм/мм | 3/8″/50, 1/2″/65, 3/4″/80, 1″/100, 1. 25”/135 25”/135 |
| Масса, кг | 22 |
КОМПЛЕКТНОСТЬ ТРУБОГИБА ТПГ-1.25Б:
|
1 шт. 2 шт. 2 шт. 5 шт. 1 шт. 1 шт. |
Трубогиб гидравлический ТПГ-1,25Б без верхней гибочной рамы. |
УСТРОЙСТВО РУЧНОГО ГИДРАВЛИЧЕСКОГО ТРУБОГИБА ТПГ-1,25Б.
Трубогиб ТПГ-1,25б состоит из гидроцилиндра 1, траверс верхней 2 и нижней 3 и двух упоров 4 (рис. 1).
- Гидроцилиндр 1 является силовым устройством трубогиба. На заднем корпусе 6 гидроцилиндра размещены нагнетательное устройство 7 с рукояткой 8 и винт 9 перепускного клапана. На торце заднего корпуса 6 закреплен масляный бачок 13, в верхней части которого размещена резиновая пробка – “сапун” 11 для замены масла с отверстием для подсоса и выхода воздуха при выдвижении и возврате штока 12. В передней части гидроцилиндра имеется планка 10 с вырезами по углам для установки траверс 2 и 3. Выдвижной шток 12 гидроцилиндра обеспечивает гибочное усилие 5 Тс. Возврат штока в исходное положение обеспечивается пружиной, установленной в гидроцилиндре. На планке 10 гидроцилиндра установлен крючок 14 для фиксации рукоятки 8 при переносе гидроцилиндра.
- Траверсы верхняя 2 и нижняя 3 выполнены в виде сварной конструкции, на поперечных планках которых имеются отверстия для установки упоров 4. Нижняя траверса 3 служит основанием для установки гидроцилиндра планкой 10, а на ее нижней поверхности имеются ножки 17 для установки на рабочей площадке.
- Упор 4 выполнен в виде поворотной оси с цапфами на концах, которыми упоры устанавливаются в отверстия нижней и верхней траверс. В середине упора имеется ручей для упора изгибаемой трубы.
- Гибочные шаблоны 5 выполнены методом стального точного литья и охватывают всю номенклатуру водо-газопроводных труб от 3/8″ до 1,25″.
- Металлический транспортировочный ящик с полимерным покрытием предназначен для упаковки комплектующих частей трубогиба при хранении и транспортировке.
 На торце заднего корпуса 6 закреплен масляный бачок 13, в верхней части которого размещена резиновая пробка – “сапун” 11 для замены масла с отверстием для подсоса и выхода воздуха при выдвижении и возврате штока 12. В передней части гидроцилиндра имеется планка 10 с вырезами по углам для установки траверс 2 и 3. Выдвижной шток 12 гидроцилиндра обеспечивает гибочное усилие 5 Тс. Возврат штока в исходное положение обеспечивается пружиной, установленной в гидроцилиндре. На планке 10 гидроцилиндра установлен крючок 14 для фиксации рукоятки 8 при переносе гидроцилиндра.
На торце заднего корпуса 6 закреплен масляный бачок 13, в верхней части которого размещена резиновая пробка – “сапун” 11 для замены масла с отверстием для подсоса и выхода воздуха при выдвижении и возврате штока 12. В передней части гидроцилиндра имеется планка 10 с вырезами по углам для установки траверс 2 и 3. Выдвижной шток 12 гидроцилиндра обеспечивает гибочное усилие 5 Тс. Возврат штока в исходное положение обеспечивается пружиной, установленной в гидроцилиндре. На планке 10 гидроцилиндра установлен крючок 14 для фиксации рукоятки 8 при переносе гидроцилиндра.
Заказать и купить трубогиб гидравлический с ручным приводом ТПГ 1,25Б вы можете с заказом отгрузки транспортными компаниями в города: Архангельск, Владивосток, Волгоград, Воронеж, Екатеринбург, Ижевск, Иркутск, Казань, Кемерово, Краснодар, Красноярск, Москва, Нижний Новгород, Новосибирск, Омск, Оренбург, Пенза, Пермь, Ростов-на-Дону, Санкт-Петербург, Самара, Саратов, Тюмень, Уфа, Чебоксары, Челябинск, Ярославль и прочие регионы России.
Трубогиб ручной гидравлический ТПГ-1,25 Б
Трубогиб ручной гидравлический ТПГ-1,25 Б
|
| Диаметр заготовок (дюйм) | 3/8; 1/2; 3/4; 1. 1.25 1.25 |
|---|---|
| Максимальный угол изгиба (град.) | 90 |
| Наименование | Трубогиб ручной гидравлический |
| Примечание | 495х225х135 |
| Вес (кг) | 22 |
| Модель | ТПГ-1,25 Б |
Описание
Трубогиб ручной гидравлический ТПГ-1,25 Б – предназначен для гибки водо-газопроводных труб, а также проката круглого сечения, прочностные характеристики которого не превышают характеристик трубы 1,25″ Для работы при температуре ниже +12 град. необходимо заменить масло “Индустриальное 12А” или “Индустриальное 20А” на морозостойкое той же вязкости.
Смотрите также:
Трубогибы гидравлические – продажа
Версия для печати
НТГ-1, Трубогиб ручной гидравлический
НТГ-1, Трубогиб ручной гидравлический
Изготовлен по ТУ 4145-003-11627854-2012
1. НАЗНАЧЕНИЕ ИЗДЕЛИЯ
НАЗНАЧЕНИЕ ИЗДЕЛИЯ
Трубогиб ручной гидравлический НТГ-1 предназначен для поперечного изгиба труб с сохранением формы сечения в местах изгиба в условиях монтажных площадок и на производственных базах. Климатическое исполнение УХЛ, категория размещения 1 по ГОСТ 15150-69.
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТРУБОГИБА НТГ-1
| Наименование параметра |
Значение для НТГ-1 |
| Предел угла изгиба трубы* , град | 180 … 90 |
| Угол изгиба трубы, град. | определяется радиусом шаблона |
| Радиус изгиба, не менее | 4D |
| Толщина стенки трубы, мм, (мин-макс) | 2,3-3,5 |
| Максимально допустимое усилие для трубогиба, кН | 60 |
| Максимально допустимый выход штока, мм | 150 |
| Максимальный объем в масляном резервуаре, л | 1,0 |
| Допустимая рабочая температура, ºС | 0 . .. + 40 .. + 40 |
| Шаблоны для трубогибов DN, мм | 15, 20, 25 |
| Длина, см | 42 |
| Ширина, см | 37 |
| Высота, см | 11 |
| Масса Нетто, кг | 15 |
| Масса Брутто, кг | 16 |
* внутренний угол изгибаемой трубы в точках касания её с упорами трубогиба.
Ручной или гидравлический трубогиб – что ваш выбор?
Инструменты для гибки труб используются в производственных цехах и производственных цехах для изготовления каркасов безопасности, ворот, поручней, а также во время различных проектов по изготовлению листового металла. Существуют различные ведущие бренды, которые предоставляют эти гибочные инструменты в различных спецификациях. Среди них выделяется Woodward Fab. Компания предлагает широкий ассортимент промышленных трубогибов и трубогибов. При таком обильном ассортименте, доступном для покупки, выбор может быть затруднен.В этом посте обсуждаются различные типы труб и трубогибов Woodward Fab, а также почему они могут подойти вам.
Среди них выделяется Woodward Fab. Компания предлагает широкий ассортимент промышленных трубогибов и трубогибов. При таком обильном ассортименте, доступном для покупки, выбор может быть затруднен.В этом посте обсуждаются различные типы труб и трубогибов Woodward Fab, а также почему они могут подойти вам.
Знакомство с различными типами промышленных трубогибов на заводе Woodward
Следующие ниже трубогибы позволяют производителям легко создавать металлические детали.
- Гидравлические трубогибы :
Эти гибочные инструменты предназначены для использования в автомобильной и механической промышленности. Эти инструменты, изготовленные из промышленной стали, используются для изготовления каркасов безопасности, поручней, шасси и т. Д.Электрогидравлические трубогибы позволяют использовать трубы большого диаметра и толщины стенок, что делает их идеальными для применений, требующих высокой мощности, а также точных углов.

WFPB1000 – гидравлический трубогиб 110V Woodward Fab. У этого гибочного станка 2 ″ CLR. При весе 300 фунтов гибочный станок предлагается с шасси, а также с градусным кольцом. Плашки можно приобрести отдельно. Вы можете сделать правильный выбор этих штампов на основе таких факторов, как толщина стенки трубы, тип изгибаемого металла и внешний диаметр.
- Ручные трубогибы :
Эти трубогибы используются домашними мастерами, а также любителями моторов для гибки труб для рам, каркасов, мебели и т. Д. Ручные трубогибы идеально подходят для изготовления изделий по индивидуальному заказу, поскольку они позволяют пользователям изготавливать металлические каркасы. с максимальной точностью.
Ручной трубогиб WFB2 идеально подходит для гибки квадратных или круглых труб 2ʺ.Гибочный станок оснащен компонентами станка с ЧПУ, которые обеспечивают высокую точность.
Ручной трубогиб на 100% спроектирован, изготовлен и собран в США. Хорошо известно, что он производит качественные, а также повторяемые гибки. Кроме того, инструмент можно легко заменить менее чем за полминуты.
 Ручной трубогиб на 100% спроектирован, изготовлен и собран в США. Хорошо известно, что он производит качественные, а также повторяемые гибки. Кроме того, инструмент можно легко заменить менее чем за полминуты.
Ручной трубогиб на 100% спроектирован, изготовлен и собран в США. Хорошо известно, что он производит качественные, а также повторяемые гибки. Кроме того, инструмент можно легко заменить менее чем за полминуты.Обсуждение различных типов принадлежностей для труб и трубогибов Woodward Fab
Помимо вышеупомянутых трубогибов и трубогибов, Woodward Fab также предлагает следующие аксессуары:
- Плашки для круглых труб 120 градусов :
Плашки для труб идеально подходят для гидравлических гибочных станков WFPB1000.Эти наборы штампов обеспечивают максимальный изгиб до 120 градусов и идеально подходят для определения внешнего диаметра труб.
- Квадратные штампы для трубок 120 градусов :
Как следует из названия, эти матрицы предназначены для гибки квадратных труб под углом до 120 градусов. Эти матрицы совместимы с ручным станком WFB2, а также с гидравлическим гибочным станком WFPB1000.
- Наборы штампов 180 градусов :
Эти штампы рассчитаны на максимальный изгиб до 180 градусов и совместимы с гидравлическими и ручными гибочными станками Woodward Fab.
Выбор правильного гибочного станка полностью зависит от вашей области применения. Если вы не уверены в правильности выбора, вы можете легко обратиться к Woodward Fab за советом.
Связанные гидравлические и ручные трубогибы Сообщения в блоге:
- Верхние трубогибы от Woodward Fab
- Как эффективно использовать трубогиб? – Часть I
- Как эффективно использовать трубогиб? – Часть II
- Как найти трубогиб, соответствующий вашим потребностям?
- Какие меры безопасности следует соблюдать при использовании гидравлического трубогиба?
- 7 простых советов по улучшению процессов гибки с помощью трубогиба
- 5 советов по безупречной гибке труб с помощью трубогиба
- Распространенные ошибки, которых следует избегать при покупке трубогибочного станка
- Пошаговое руководство по сборке ручного трубогибочного станка
Как использовать гидравлический трубогиб
Очень важно понять, как работают гидравлические трубогибочные машины, прежде чем вводить их в эксплуатацию. В этой статье мы проведем вас через процесс гибки труб и научим всему, на что вам нужно обратить внимание при работе с этой машиной.
В этой статье мы проведем вас через процесс гибки труб и научим всему, на что вам нужно обратить внимание при работе с этой машиной.
Перед вводом в эксплуатацию гидравлического трубогибочного станка необходимо провести его тщательный осмотр. Ниже приведен контрольный список для операторов станков.
Проверяйте гидравлический трубогиб перед каждым использованием, чтобы снизить риск серьезной травмы электрическим током, аварии и избежать повреждения машины.
Удалите кровь, жир или грязь с ручек и элементов управления. Это позволяет лучше контролировать гидравлическую трубогибочную машину и предотвращает выскальзывание машины или органа управления из держателя во время использования.
Проверить, нет ли утечек в гидравлической системе. Проверьте уровень жидкости, а также проверьте наличие сломанных, трещин, погнутых, отсутствующих или скрепленных деталей, которые могут поставить под угрозу безопасную работу машины.
Убедитесь, что шнур питания и вилка в исправном состоянии.Если во время осмотра будет обнаружена какая-либо проблема, не эксплуатируйте машину, пока проблемы не будут решены.

Детали, функции и рабочие процедуры гидравлического трубогиба, Donah Divine
Подача материала в гибочный станок не очень сложна, но есть несколько моментов, на которые следует обратить внимание. Здесь мы разбиваем процесс кормления на 5 этапов. Выполнение шагов гарантирует успешную операцию.
Убедитесь, что машина и рабочая зона правильно настроены и свободны от посторонних и отвлекающих факторов. Первоначально переключатель включения / выключения должен находиться в положении ВЫКЛ.
При необходимости отметьте трубу, которую нужно изгибать, в подходящем месте и откройте верхнюю раму.Выберите подходящую форму гибки трубы. На бланках указан их размер и каталожный номер. Наденьте первый на конец барана.
Поместите трубу в раму и поместите опоры под трубу, чтобы при необходимости удерживать ее в правильном положении изгиба.Поддерживайте трубу должным образом, чтобы предотвратить опрокидывание трубы и гидравлического трубогибочного станка во время использования.
Обязательно нанесите немного смазки на сторону углового кронштейна, где он контактирует с трубой. Поместите кронштейны в соответствующие отверстия, отмеченные на гибочной раме. Угловые опоры должны быть в правильных симметричных отверстиях; в противном случае машина может быть повреждена.
Наконец, закройте раму и вставьте опорные штифты в угол через крылья рамы.Выровняйте угловые кронштейны так, чтобы нулевые отметки на индикаторах угла совпадали с отметкой на верхнем крыле.
Открытые листогибочные машины не имеют указателей угла. Убедитесь, что штифты полностью вставлены в нижнюю створку и что машина и труба устойчивы.
 При необходимости отметьте трубу, которую нужно изгибать, в подходящем месте и откройте верхнюю раму.
При необходимости отметьте трубу, которую нужно изгибать, в подходящем месте и откройте верхнюю раму. Открытые листогибочные машины не имеют указателей угла. Убедитесь, что штифты полностью вставлены в нижнюю створку и что машина и труба устойчивы.
Открытые листогибочные машины не имеют указателей угла. Убедитесь, что штифты полностью вставлены в нижнюю створку и что машина и труба устойчивы.
Вот пример работы гидравлического трубогибочного станка. Посмотрите это видео, чтобы увидеть, как это работает!
Пневматический / гидравлический трубогиб Deluxe Kit, Trick-Tools.com
После запуска гидравлического трубогибочного станка оператору нечего делать. Однако есть некоторые важные меры предосторожности.
Встаньте рядом с цилиндром на той же стороне, что и ручка разблокировки. Не тянитесь за ваш гибочный станок во время его работы. Оператор здесь поддерживает трубу при изгибе машины.
Не кладите пальцы, руки или какие-либо части тела в положение, в котором они могут защемиться или защемить их.
Убедитесь, что угловые кронштейны находятся в правильном положении для изгиба трубы, а штифты полностью вставлены в раму.Убедитесь, что концы трубы выступают за угловые кронштейны достаточно, чтобы предотвратить скольжение трубы при изгибе. Держитесь подальше от движущейся трубы.
Наблюдайте, как таран расширяется. Если вы видите небольшую канавку в цилиндре, остановите движение цилиндра, чтобы предотвратить утечку гидравлической жидкости и повреждение цилиндра
 Убедитесь, что угловые кронштейны находятся в правильном положении для изгиба трубы, а штифты полностью вставлены в раму.
Убедитесь, что угловые кронштейны находятся в правильном положении для изгиба трубы, а штифты полностью вставлены в раму.Для достижения наилучших результатов процесса гибки, помимо базовых требований безопасности, необходимо принять во внимание некоторые другие соображения.
Для труб некоторых размеров требуется удлинитель ползунка для создания изгиба на 90 градусов. Когда паз на приводе станет видимым, прекратите его перемещать.
Убедитесь, что труба имеет надлежащую опору, чтобы предотвратить ее перемещение или падение. Поверните ручку разблокировки вашей машины в задвинутое положение и втяните привод достаточно далеко, чтобы можно было вставить удлинитель.
После достижения желаемой степени изгиба прекратите перемещение ползунка.Не пытайтесь делать изгибы более 90 градусов. Это может вызвать перегиб трубы или другие проблемы.
Когда привод втянут, труба может выскочить, поэтому может потребоваться небольшая компенсация для достижения желаемого угла.
После поворота переведите выключатель питания гидравлического трубогибочного станка в положение ВЫКЛ. Втяните привод, повернув ручку разблокировки в втянутое положение, и снимите трубу с вашего гидравлического трубогибочного станка.

Гидравлический трубогибочный станок может использоваться в самых разных областях, таких как поручни, отводы поручней, возвратные стены, мебельные рамы, каркасы и многое другое. Помимо этих ручных гидравлических трубогибов, существуют также высокопроизводительные трубогибочные станки с ЧПУ. Они могут производить трубы, требующие больших допусков и точности. Они также более эффективны при обработке сложных материалов.
В конце концов, выбор трубогибочного станка для цеха зависит от бюджета, области применения и требований.Станки с ЧПУ более мощные, но с гораздо более высокими затратами. С другой стороны, ручные гибочные станки дешевле, но не могут соответствовать требованиям к высокой точности и качеству. Но они надежны для небольших производств и просты в обслуживании. IMTS тесно сотрудничает с опытными производителями труб и трубогибочных машин, такими как Han Jie. Обращайтесь к нам, и мы предложим лучшее решение для вашего бизнеса!
Выставка IMTS
IMTS собрала на этой онлайн-платформе производителей трубогибочных машин со всего мира.Просмотрите и найдите своего следующего поставщика вместе с нами.
Если у вас возникнут какие-либо трудности, пожалуйста, свяжитесь с нами.
Быстрая ссылка на поставщиков
JET JHPB-30 3-дюймовый ручной гидравлический трубогиб
CPO Commerce, LLC («CPO») управляет веб-сайтами, расположенными по адресу www. cpooutlets.com, и другими веб-сайтами, на которых появляется копия этой политики конфиденциальности (в совокупности «Сайты CPO»), в качестве услуги для своих клиентов, проживающих в США. Штаты Америки, их территории и владения.CPO является владельцем или авторизованным пользователем контента, отображаемого на сайтах CPO.
cpooutlets.com, и другими веб-сайтами, на которых появляется копия этой политики конфиденциальности (в совокупности «Сайты CPO»), в качестве услуги для своих клиентов, проживающих в США. Штаты Америки, их территории и владения.CPO является владельцем или авторизованным пользователем контента, отображаемого на сайтах CPO.
CPO принял эту политику конфиденциальности, чтобы сообщить вам следующее:
- Как мы собираем информацию на сайтах CPO.
- Типы информации, которую мы собираем на сайтах CPO.
- Как мы используем собираемую информацию.
- Обстоятельства, при которых CPO может раскрывать информацию, собранную на сайтах CPO, третьим лицам.
- Варианты, доступные вам на сайтах CPO в отношении сбора и использования вашей информации.
- Процедуры безопасности, которые мы внедрили для защиты вашей личной информации.
Для целей настоящей политики конфиденциальности «Личная информация» – это личная информация об отдельном лице, как более подробно описано в применимых законах о конфиденциальности. Вам следует внимательно ознакомиться с этой политикой конфиденциальности перед использованием сайтов CPO.
Вам следует внимательно ознакомиться с этой политикой конфиденциальности перед использованием сайтов CPO.
Если у вас есть вопросы или опасения относительно этой политики конфиденциальности или сайтов CPO, вам следует связаться с нами, вы должны связаться с нами (см. Раздел 12).
1. Сфера действия политики
Настоящая политика конфиденциальности применяется к использованию вами Сайтов CPO и обработке CPO информации, включая Личную информацию, собранную CPO или от ее имени через Сайты CPO. Использование вами связанных или связанных веб-сайтов или веб-сайтов, на которые вы можете быть перенаправлены, может регулироваться другими или дополнительными условиями, уведомлениями и политиками, и такие условия, уведомления и политики должны регулировать эти веб-сайты.Для получения информации о сборе и использовании информации на любом из этих веб-сайтов или других сторонних сайтах, пожалуйста, ознакомьтесь с условиями использования и политиками, предоставленными этими веб-сайтами.
ПРИМЕЧАНИЕ: НАСТОЯЩАЯ ПОЛИТИКА КОНФИДЕНЦИАЛЬНОСТИ НЕ ПРИМЕНЯЕТСЯ К ИНФОРМАЦИИ, ПРЕДОСТАВЛЯЕМОЙ ВЫ ДОБРОВОЛЬНО ИЛИ НЕДОБРОВОЛЬНО, ЧЕРЕЗ ОТВЕТЫ НА НЕКОТОРЫЕ ЗАПРОСЫ ОБСЛЕДОВАНИЯ, НАЧИНАЕМЫЕ НА САЙТАХ CPO. НЕКОТОРЫЕ ИЗ ЭТИХ ИССЛЕДОВАНИЙ проводит YAHOO! INC. И ДРУГИЕ ТРЕТЬИ СТОРОНЫ. ТАКАЯ ИНФОРМАЦИЯ БУДЕТ УПРАВЛЯТЬСЯ ПРИМЕНИМОЙ ПОЛИТИКОЙ КОНФИДЕНЦИАЛЬНОСТИ (IES) YAHOO! INC.ИЛИ ДРУГИЕ ТРЕТЬИ ЛИЦА.
2. Наши методы сбора информации
Автоматически собираемая информация. Когда вы посещаете Сайты CPO для размещения заказа, просмотра, чтения или загрузки информации, мы можем автоматически собирать и хранить следующие типы нелично идентифицируемой информации:
- Информация, собираемая в виде журналов сервера на основе информации, предоставленной вашим браузером.
- Статистика переходов.
- Ваш IP-адрес.
- Тип веб-браузера, который вы используете для доступа к сайтам CPO.
- Тип используемой операционной системы.
- Имя домена и хоста, с которого вы выходите в Интернет.
- Дата и время доступа к сайтам CPO.
- Интернет-адрес сайтов, с которых вы напрямую перешли на CPO Sites.

Персональная информация, добровольно предоставленная пользователем. Вы можете использовать части Сайтов CPO без предоставления какой-либо личной информации. Однако для того, чтобы воспользоваться всеми возможностями сайтов CPO и получить доступ и использовать многие функции, имеющиеся на сайтах CPO, включая размещение заказов на продукты, предлагаемые для продажи на сайтах CPO, и получение CPO эксклюзивные сообщения электронной почты, вы должны предоставить определенную личную информацию. Вы также можете предоставлять Личную информацию, когда участвуете в различных услугах и предложениях на сайтах CPO.Личная информация может включать, без ограничений:
- Ваше имя, почтовый адрес, адрес электронной почты, номер телефона, номер факса, платежная информация, номер кредитной карты и сопутствующая информация.
- Информация о ваших интересах, профессии, использовании продукта и предпочтениях.

Вас также могут попросить ответить на дополнительные вопросы, чтобы помочь нам удовлетворить ваши потребности. Некоторые функции на сайтах CPO, такие как функция «Отправить эту страницу другу по электронной почте», могут потребовать от вас предоставления информации о третьих лицах.Точно так же, если вы запрашиваете, чтобы заказ или подарок был отправлен непосредственно другому лицу, а не вам, вас также попросят предоставить информацию о получателе заказа или подарка. Эта информация может включать имя третьей стороны, адрес, номер телефона, номер факса, адрес электронной почты и другую подобную информацию.
3. Информация Гарантия
Если вы предоставляете Личную информацию через Сайты CPO, включая Личную информацию о лицах, кроме вас самих, вы гарантируете, что (i) у вас есть полномочия предоставлять эту Личную информацию и предоставлять CPO право использовать такую Личную информацию в соответствии с настоящим Соглашением. политика конфиденциальности, (ii) вы предоставили эту Персональную информацию добровольно и (iii) вы соглашаетесь на использование этой Персональной информации в соответствии с настоящей политикой конфиденциальности.
политика конфиденциальности, (ii) вы предоставили эту Персональную информацию добровольно и (iii) вы соглашаетесь на использование этой Персональной информации в соответствии с настоящей политикой конфиденциальности.
4. Использование и раскрытие информации
Использование автоматически собираемой информации. Информация, автоматически собираемая через сайты CPO, предоставляет нам информацию об использовании вами сайтов CPO, в том числе о том, какие страницы наиболее популярны среди пользователей сайтов CPO. Эта информация также позволяет нам определять, правильно ли работают сайты CPO, и вносить изменения в сайты CPO, чтобы пользователь мог лучше взаимодействовать с сайтами CPO.Мы не используем эту информацию для идентификации конкретного пользователя.
Мы можем агрегировать и использовать определенную информацию, не позволяющую установить личность, в исследовательских или маркетинговых целях, а также можем передавать, продавать и сдавать в аренду или обменивать полученную информацию и статистическую информацию с нашими партнерами по маркетингу, рекламодателями или другими третьими сторонами.
Использование информации неличного характера, добровольно предоставленной пользователем. Оставаясь включенным в наш список рассылки, вы подтверждаете, что мы можем продавать, сдавать в аренду, делиться, обменивать или иным образом предоставлять или передавать вашу неличную информацию, такую как демографические и профессиональные данные, третьим лицам.Такие третьи стороны могут использовать такую информацию для любых целей, которые они пожелают, или могут передавать такую информацию другим третьим лицам.
Использование информации в коммерческих целях. CPO использует личную информацию, которую вы нам предоставляете, для внутренних деловых целей, таких как (i) для проверки при входе в систему в качестве зарегистрированного пользователя, если применимо; (ii) в маркетинговых целях; (iii) связаться с вами по поводу продуктов или услуг, которые вы заказали или запросили, и предоставить то же самое; (iv) для проведения рекламных акций, включая, помимо прочего, розыгрыши, конкурсы или подписки, в которых вы участвовали; (v) обрабатывать и отправлять заказы; (vi) для отправки подтверждений заказа и отгрузки; (vii) для обслуживания клиентов, ответа на ваши запросы и запросы и улучшения предложения продуктов и услуг; (viii) вести учет заказов, возвратов и обменов; (ix) для защиты вас и нас от ошибок и мошенничества; (x) для отправки информации, предупреждений о продуктах и услугах и эксклюзивных предложений; (xi) для записи использования Сайтов CPO; (xii) для настройки Сайтов CPO в соответствии с вашими личными предпочтениями; и (xiii) настраивать рекламную и маркетинговую информацию о наших продуктах и услугах. Мы также можем обмениваться информацией, включая Личную информацию, с другими компаниями и организациями для защиты от кредитного мошенничества и снижения рисков.
Мы также можем обмениваться информацией, включая Личную информацию, с другими компаниями и организациями для защиты от кредитного мошенничества и снижения рисков.
Поставщики услуг и продавцы. Мы также можем передавать вашу Личную информацию определенным третьим сторонам, которые предоставляют услуги для CPO. Эти третьи стороны могут размещать Сайты CPO, управлять определенными функциями Сайтов CPO, распечатывать или отправлять рассылки, предоставлять маркетинговые материалы для Сайтов CPO, авторизовывать и обрабатывать ваши платежи, обеспечивать обслуживание клиентов, анализировать данные и помогать в выполнении ваших заказов, отправлять электронные письма от имени CPO или иным образом помогают CPO в работе сайтов CPO.Эти третьи стороны не имеют права использовать или раскрывать вашу Личную информацию для каких-либо целей, кроме оказания услуг, указанных CPO.
Совместные службы баз данных. Мы можем участвовать в совместных службах баз данных. Эти услуги помогают нам направлять печатные рассылки и другие маркетинговые инициативы соответствующим покупателям и посетителям веб-сайтов. Имена и почтовые адреса могут совместно использоваться участвующими сторонами в услугах совместной базы данных, но кооперативу не предоставляется информация о кредитной карте или адреса электронной почты.
Эти услуги помогают нам направлять печатные рассылки и другие маркетинговые инициативы соответствующим покупателям и посетителям веб-сайтов. Имена и почтовые адреса могут совместно использоваться участвующими сторонами в услугах совместной базы данных, но кооперативу не предоставляется информация о кредитной карте или адреса электронной почты.
Деловые переводы. Автоматически собираемая информация и ваша личная информация могут быть переданы в качестве актива в связи со слиянием или продажей, включающей все или часть CPO, или как часть корпоративной реорганизации, продажи акций или другой смены контроля.
Раскрытие необходимой информации. CPO также может предоставить вашу Личную информацию третьей стороне, если CPO добросовестно считает, что доступ, использование, сохранение или раскрытие разумно необходимы для удовлетворения любого применимого закона, постановления, судебного процесса или имеющего исковую силу запроса правительства. Например, от CPO может потребоваться раскрыть вашу Личную информацию для ответа на повестку в суд, постановление суда или другой судебный процесс.
Например, от CPO может потребоваться раскрыть вашу Личную информацию для ответа на повестку в суд, постановление суда или другой судебный процесс.
5. Согласие на обработку и передачу информации
CPO может передавать информацию, которую вы отправляете нам, включая, помимо прочего, Личную информацию, получателям в странах, которые не обеспечивают такой же уровень правовой защиты данных, как страна, из которой вы получаете доступ к Сайтам CPO. Используя Сайты CPO, вы даете согласие на такую передачу и обработку этой информации CPO.
6. Уведомление для родителей
Сайты CPO считаются сайтами для широкой аудитории и не предназначены для использования детьми. CPO не продает товары, предназначенные для детей, и не намеревается собирать Личную информацию от лиц младше восемнадцати (18) лет. Если вы являетесь родителем или опекуном ребенка, который предоставил нам личную информацию, сообщите нам, как указано в разделе 12 ниже, и мы удалим эту личную информацию.
7. Использование файлов cookie
Файлы cookie– это фрагменты информации, которые веб-сайт передает на жесткий диск пользователя для идентификации предыдущих посетителей Сайтов. Файлы cookie – это текстовые файлы, которые вы можете отклонить или удалить в любое время. Вы можете отключить файлы cookie в настройках вашего интернет-браузера. Однако, удаляя или отклоняя файлы cookie, вы можете помешать работе пользователей на сайтах CPO и других сайтах. Например, для совершения онлайн-транзакций необходимо принимать файлы cookie.
CPO использует файлы cookie для хранения информации о вашем посещении сайтов CPO, чтобы улучшить ваше посещение сайтов CPO. Например, хранение этой информации позволит нам иногда настраивать страницы учетной записи для вас. Мы также используем файлы cookie и технологии отслеживания для:
- Отслеживание посещений пользователей.
- Отслеживайте свою корзину и покупки.
- Определите, какие настройки отображаются чаще всего.
- Сохраните свой пароль, чтобы вам не приходилось вводить его каждый раз при посещении сайтов CPO.

Кроме того, в настоящее время мы заключаем контракты с несколькими онлайн-партнерами для помощи в управлении и оптимизации сайтов CPO. Мы пользуемся услугами маркетинговой компании, чтобы помочь нам измерить эффективность нашей рекламы и то, как посетители используют наши сайты. Для этого мы используем веб-маяки и файлы cookie, предоставляемые нашей маркетинговой компанией на сайтах CPO. Тип информации, которую мы собираем, включает, какие страницы посещаются, какие продукты помещаются в корзину, какие заказы попадают в процесс оформления заказа, какие проверки выполняются с оплатой и т. Д.Пополняя наши записи, эта информация помогает нам узнать, какие страницы наиболее привлекательны для наших посетителей, какие из наших продуктов больше всего интересуют наших клиентов и какие предложения хотят видеть наши клиенты. Хотя наша маркетинговая компания управляет информацией, поступающей с наших сайтов от нашего имени, мы контролируем, как эти данные могут и не могут использоваться. Если вы не хотите помогать нам узнать, как улучшить наши сайты, продукты, предложения и маркетинговую стратегию, вы можете отказаться от нашей возможности анализировать такие данные, связавшись с нами (см. Раздел 12).
Если вы не хотите помогать нам узнать, как улучшить наши сайты, продукты, предложения и маркетинговую стратегию, вы можете отказаться от нашей возможности анализировать такие данные, связавшись с нами (см. Раздел 12).
8. Безопасность
CPO и уполномоченные третьи стороны принимают разумные меры, включая административные, технические и физические меры, для защиты вашей Личной информации от несанкционированного доступа, потери, изменения, использования или раскрытия. Например, любая личная информация, которую вы вводите при размещении заказа на продукт, включая, помимо прочего, вашу кредитную карту и другую личную информацию, шифруется перед передачей на серверы сайтов CPO с использованием 128-битного шифрования Secure Sockets Layer, если оно поддерживается. вашим браузером.Кроме того, мы используем разумные меры для ограничения раскрытия вашей личной информации в соответствии с настоящей политикой конфиденциальности. Однако ваша личная информация никогда не может быть защищена на 100%: информация может передаваться по сетям без соответствующих мер безопасности и может быть доступна, удалена, изменена, использована или раскрыта неуполномоченными лицами. Вы можете помочь нам защитить вашу Личную информацию, (i) не передавая свой пароль или другую информацию учетной записи третьим лицам, (ii) используя безопасный веб-браузер и (iii) часто меняя свой пароль.
Вы можете помочь нам защитить вашу Личную информацию, (i) не передавая свой пароль или другую информацию учетной записи третьим лицам, (ii) используя безопасный веб-браузер и (iii) часто меняя свой пароль.
9. Управление вашей информацией
CPO оставляет за собой право сохранять любую личную информацию, разумно необходимую для надлежащего документирования своей коммерческой деятельности, а также для целей архивирования и хранения записей. Мы будем хранить вашу личную информацию столько времени, сколько разумно необходимо для целей, описанных в этой политике конфиденциальности. Вы можете узнать более подробную информацию об этой политике конфиденциальности, связавшись с нами (см. Раздел 12).
Вы можете «отказаться» от получения в будущем электронных писем или других сообщений от нас, щелкнув ссылку «отказаться от подписки» в нижней части любого электронного письма, которое вы получаете от нас, или связавшись с нами (см. Раздел 12).Обратите внимание, что удаление вашей личной информации из нашей базы данных или «отказ» не остановит (i) маркетинговый или рекламный контент, который готов к отправке по почте или находится в очереди для передачи вам до того момента, когда мы сможем выполнить ваш запрос. или (ii) использование вашей личной информации третьими сторонами, с которыми CPO, возможно, уже поделился вашей информацией.
или (ii) использование вашей личной информации третьими сторонами, с которыми CPO, возможно, уже поделился вашей информацией.
10. Обновления и изменения политик
CPO может время от времени изменять эту политику конфиденциальности, размещая здесь обновленные версии политики конфиденциальности.Поскольку мы можем вносить изменения в эту политику конфиденциальности в любое время без уведомления вас, мы предлагаем вам просматривать эту политику конфиденциальности каждый раз, когда вы получаете доступ к Сайтам CPO или используете их. Обратите внимание, что наши права на использование вашей личной информации будут основываться на политике конфиденциальности, действующей на момент сбора информации.
11. Связаться с CPO
Если у вас есть вопросы относительно сайтов CPO, политики конфиденциальности или вашей конфиденциальности на сайтах CPO, вы можете отправить запрос с любыми дополнительными вопросами в наш отдел обслуживания клиентов по электронной почте на адрес privacy @ cpooutlets. com или по почте на:
com или по почте на:
Розетки CPO
P.O. Box 50768
Пасадена, CA
Права на конфиденциальность в Калифорнии
В соответствии с законодательством Калифорнии, жители Калифорнии имеют право потребовать, чтобы CPO не делился своей личной информацией с третьими сторонами для использования этими третьими сторонами в прямом маркетинге. Чтобы сделать такой запрос, напишите нам по адресу [email protected] или по почте:
Розетки CPO
П.О. Box 50768
Пасадена, CA
Действует с 31 декабря 2007 г.
Запасной штифт седла для трубогиба Irvan-Smith, Inc. IS2-PIN-1 | ИС2-ПИН-1 | 6,00 долл. США | 6,00 долл. США | ||
Запасной штифт вилки / башмака для Irvan-Smith, Inc.Трубогиб IS2-PIN-2 | IS2-PIN-2 | $ 7,50 | $ 7,50 | ||
Запасной роликовый штифт для трубогиба Irvan-Smith, Inc. | IS2-PIN-3 | $ 15.00 | 15,00 $ | ||
Запасной конец шланга OTC для трубогиба Irvan-Smith, Inc. IS2-S4882 | IS2-S4882 | 20 долларов.00 | $ 20,00 | ||
Замена 8-тонного гидравлического домкрата для бутылок для ручного гибочного станка ИС2-МБ-ДЖК | IS2-MB-JK | 35,00 $ | 35,00 $ | ||
Комплект сменного уплотнения одностороннего подъемника для восстановления подъемника трубогиба Irvan-Smith, Inc. IS2-54345 | IS2-54345 | $ 49.95 | 49 долларов.95 | ||
Ручной трубогиб с тройной головкой для гибки на 180 градусов следующих размеров: 3/16 “, 1/4”, 3/8 “и 1/2” IST-370-FH | IST-370-FH | $ 57. 95 95 | $ 57.95 | ||
Комплект для модернизации колес Mittler Brothers Degree для трубогиба 180 °. MBT-950-DWK | MBT-950-DWK | 81,60 $ | 81 доллар.60 | ||
Прикрепляет башмак к гидроцилиндру на трубогибе Irvan-Smith, Inc. (включая резьбовой стержень для крепления гидроцилиндра) IS2-1719 | IS2-1719 | 85,00 $ | 85,00 $ | ||
Запасной 10-тонный гидравлический шланг (длиной 6 футов) OTC для трубогиба Irvan-Smith, Inc. IS2-S4557 | IS2-S4557 | 92 доллара.50 | 92,50 долл. США | ||
Стенд для трубогиба 90 ° Mittler Brothers для детали № MBT-900 MBT-900-300 | МБТ-900-300 | $ 297.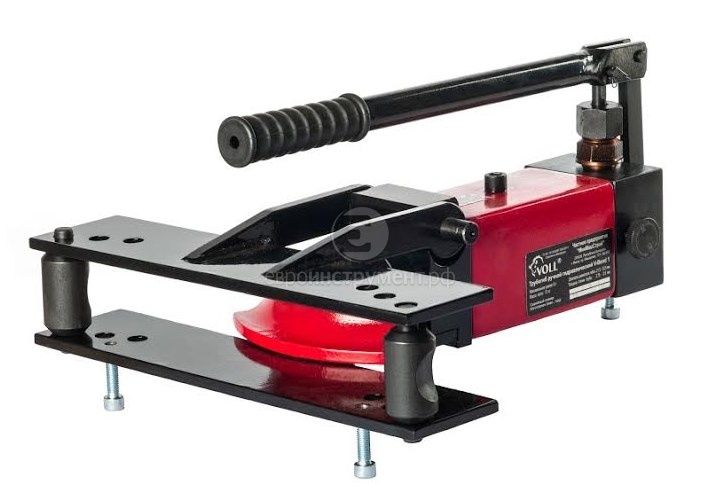 60 60 | 297,60 $ | ||
Запасной односторонний гидравлический плунжер для трубогиба Irvan-Smith, Inc. IS2-S5522 | IS2-S5522 | 330,00 $ | 330 долларов США.00 | ||
Прикручивается к боковой стороне рамы гидравлического гибочного станка 2500 на 180 ° и направляет производственный воздух через клапан к пневмогидравлическому насосу. МБТ-2500-400 | МБТ-2500-400 | $ 355,20 | 355,20 $ | ||
Цифровой индикатор Mittler Brothers для гидравлического трубогиба 90 ° MBT-900-D | MBT-900-D | 388 долларов.80 | 388,80 долл. США | ||
Включает набор обуви. | МБТ-950 | 432,00 $ | 432,00 $ | ||
Запасной 10-тонный насос OTC для трубогиба Irvan-Smith, Inc. IS2-S4562 | IS2-S4562 | 560,00 $ | 560 долларов.00 | ||
Гидравлический насос и комплекты башмаков продаются отдельно MBT-900 | МБТ-900 | 1 200,00 долл. США | 1 200,00 долл. США | ||
ТОЛЬКО коммерческая электрическая / гидравлическая силовая установка – ГИБКОГ НЕ ВКЛЮЧЕН IS2-TSP-1-0001 | ИС2-ТСП-1-0001 | $ 2,400,00 | $ 2,400.00 Позвоните, чтобы заказать | ||
Настольная трубчатая акула с пневматическим / гидравлическим силовым агрегатом IS2-TSA-2-1-0004 | IS2-TSA-2-1-0004 | 3 125 долл. США.00 США.00 | $ 3,125.00 Позвоните, чтобы заказать | ||
Электрический над гидравлическим трубогибом, который изгибается на 180 градусов. Только трубогиб – матрицы продаются отдельно IS2-HB-01 | IS2-HB-01 | 3 400,00 долл. США | $ 3,400.00 Позвоните, чтобы заказать | ||
Включает пневматический / гидравлический блок питания IS2-TSA-2-1-0002 | IS2-TSA-2-1-0002 | 4295 долл. США.00 | $ 4,295.00 Позвоните, чтобы заказать | ||
Односкоростной станок Ultimate Tubing Notcher MBT-400-S | MBT-400-S | $ 4 507,20 | $ 4,507,20 Позвоните, чтобы заказать | ||
Гидравлический насос и комплекты башмаков продаются отдельно MBT-2500 | МБТ-2500 | 4 603,20 долл. США США | $ 4,603,20 Позвоните, чтобы заказать | ||
Включает коммерческий электрический / гидравлический блок питания На рисунке показан только электрический / гидравлический блок питания – BENDER INCLUDED IS2-TSA-2-1-0003 | IS2-TSA-2-1-0003 | 6 225 долл. США.00 | $ 6,225.00 Позвоните, чтобы заказать | ||
Пневматический / гидравлический трубогиб Tube Shark и комбинированный электрический трубогиб с тележкой IS2-TSA-2-1-0006 | IS2-TSA-2-1-0006 | 8 555,00 долл. США | $ 8,555.00 Позвоните, чтобы заказать | ||
Ercolina SB48 Super Bender идеально подходит для получения стабильных качественных гибов труб большого диаметра, труб, квадратов, прямоугольных, твердых и других профилей. | IS2-SB48 | 10 900,00 долл. США | $ 10,900.00 Позвоните, чтобы заказать | ||
Ercolina 030 Mega Bender – круглая или квадратная гибка только на станке с соответствующей оснасткой под углом до 180 градусов IS2-MAC-030 | IS2-MAC-030 | $ 19 900,00 | $ 19,900.00 Позвоните, чтобы заказать | ||
Ercolina 030 Mega Bender w / “Racer’s Kit” (Комплект труб большого радиуса) Этот набор включает в себя все необходимое для сборки всего необходимого для шасси гоночного автомобиля. IS2-MAC-OK30T | IS2-MAC-OK30T | 24 500,00 долл. США | $ 24,500.00 Позвоните, чтобы заказать |

 Вместимость трубы с наружным диаметром от 3/8 дюйма до 1 дюйма от 0,049 дюйма до стенки 0,095 дюйма.
Вместимость трубы с наружным диаметром от 3/8 дюйма до 1 дюйма от 0,049 дюйма до стенки 0,095 дюйма.
Sne Ручной гидравлический трубогиб – от 1/2 “до 2”, гидравлический трубогиб, पाइप बेंडर, हाइड्रोलिक पाइप मोड़ने का – Hitech Auto Parts, Faridabad
Sne Ручной гидравлический трубогиб – от 1/2 до 2 “, Гидравлический трубогиб, बेंडर, हाइड्रोलिक पाइप मोड़ने का उपकरण – Hitech Auto Parts, Фаридабад | ID: 19530714497Спецификация продукта
| Уровень автоматизации | Руководство | ||
| Макс.радиус изгиба | 150-200 мм | ||
| Марка | SNE | ||
| Толщина трубы 9020 минимум 9020 9040 Материал | Железо | ||
| Диапазон изгиба | 1-90 | ||
| Один универсальный матричный набор | Да | ||
| Руководство пользователя | Да | ||
| вперед | Минимум | Переключатель обратного хода Кол-во для заказа1 |
Описание продукта
SNE РУЧНОЙ ГИДРАВЛИЧЕСКИЙ ТРУБОГИБ – от 1/2 “до 2”SNE предлагает этот гидравлический ручной трубогиб по самой выгодной цене.
- Лучшая цена
- Бесплатно Плашки с этой машиной
- Простота установки
- 2 режима хода
- До 2 дюймов
Дополнительная информация
| Код товара | SNEMB1 |
| Срок поставки | 2 дня |
| Производственная мощность | 1000 |
| Детали упаковки | Деревянный ящик |
Заинтересовал этот товар? Получите актуальную цену у продавца
Связаться с продавцом
Видео о продукте
Изображение продукта
О компании
Год основания 2013
Юридический статус Фирмы Физическое лицо – Собственник
Характер бизнеса Производитель
Количество сотрудников До 10 человек
Годовой оборот До рупий50 лакх
Участник IndiaMART с апреля 2014 г.
Основанная как Sole Proprietorship в год 2013 в Фаридабад (Харьяна, Индия), Мы «Hitech Auto Parts» – известный производитель высокого качества и долговечности из трубогибочных прессов и . Плашки для опрессовки. Помимо этого, мы также предоставляем услуги по гибке труб , услуги по гибке труб, услуги по формованию. и услуги по развальцовке труб . Мы предлагаем эти продукты по разумным ценам и доставляем их в установленные сроки. Под руководством «Mr. Сахил Арора »(владелец), , мы заняли достойное место на рынке. Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Ручной гидравлический гибочный станок
Ручной гидравлический гибочный станок THE АМЕРИКАНСКИЙ УНИВЕРСИТЕТ В КАИРЕИНЖЕНЕРНЫЙ ОТДЕЛ
МАШИНОСТРОЕНИЕ БЛОК
MENG 339- Материалы и Производство
Технический отчет о срочном проекте
Ручная гидравлическая трубка
и трубогибочный станок
Др.Нахед Эль-Махаллави
Автор:
Фади Нааман Аби-Надер
Моатаз Мохаммад Атталлах
Мохамед Абдаллах Борхан
Шериф Сами Шенуда
ПРУЖИНА 99 г.
Гибка:
Трубы и гибка труб – одно из важнейших
производственные процессы; однако для этого требуются специальные инструменты, чтобы избежать любых
возможные недостатки или ограничения процессов.Изгибы труб имеют
многие приложения, как в сантехнических операциях, так и в бытовой сантехнике
установки, или даже в некотором машиностроении. Они доступны
например, в велосипедах, металлической мебели, трубах для воды или других жидкостей.
Есть некоторые опасения по поводу изгиба
процесс. Во-первых, это возможность коробления или складывания. Изгибание
деформация, которая происходит с поверхностью трубы, которая должна быть прямой
после изгиба трубка деформируется неравномерно. Коробление
это не единственная проблема; среди основных проблем – возможность
разрушение изгибаемой детали или достижение предельного напряжения
материал.Перелом или растрескивание – главная проблема при любом изгибе.
процесс. Следовательно, он требует особого обращения.
Были введены некоторые методы, чтобы избежать
упомянутые ранее проблемы изгиба. Самый распространенный метод – это
заполните трубку сыпучими частицами, в основном песком, которые затем встряхивают
Вытащите трубку после завершения процесса. Все-таки трубку надо закрепить
или зажат, чтобы избежать деформации, которая может возникнуть в результате прогиба на
радиальное направление.
Во многих инженерных приложениях это
Требуется, чтобы трубка имела внутренние детали.Этим деталям можно придать форму
путем закупоривания трубки специальными оправками, резиновыми или гибкими.
материал. Эти оправки могут иметь форму обычной вилки, шариков, кабеля.
или даже ламинированный.
Толщина трубки очень важна.
фактор в процессе гибки. Трубы большой толщины можно гнуть без
страх перелома или растрескивания; но сила, необходимая для выполнения
процесс был бы выше. С другой стороны трубки небольшой толщины
должен быть заполнен песком или сыпучими частицами, чтобы избежать коробления или трещин.
Еще одна важная проблема, связанная с изгибом труб
это так называемый эффект пружинения. Известно, что материал
испытывает упругое восстановление после снятия нагрузки. При изгибе,
это восстановление – возврат к пружине. Возврат пружины происходит в трубах и трубках,
а также плоские листы и плиты. Теоретический раздел будет включать некоторые
отношения для этого эффекта.
Есть четыре различных метода компенсации
весна назад. Самый простой – это перегибание. Здесь заготовка
изгибается на угол меньший желаемого (т.е.грамм. гибка с 87
градусов для радиуса изгиба 90 градусов), чтобы при восстановлении трубки
его упругое восстановление, угол, который остается после возврата пружины, является
желаемый угол. Еще один метод преодоления пружинения – это изгибание с растяжкой.
В этом случае заготовка подвергается растягивающим усилиям, пока
согнутый. Таким образом, изгибающий момент, необходимый для создания определенного угла
уменьшится, поскольку комбинированные напряжения между изгибом и растяжением будут
работай над этим. Еще один способ уменьшить возврат пружины – выполнить
процесс при повышенных температурах (горячая гибка), следовательно, уменьшение пружины
назад.
Гибка Машины:
Любой гибочный станок должен иметь некоторые компоненты. которые помогают ему выполнять свою функцию без каких-либо дефектов или деформации в заготовку. Эти компоненты:
1 – Источник силы: Есть
должен быть источником силы или момента, который изогнет трубку. Требуемый
сила – это сила, способная создать напряжение, превышающее
предел упругости, вызывающий необратимую деформацию трубки.Сила
производится разными методами. Сила может быть произведена физическим
сила нужно толкнуть за руку определенную руку. Чтобы произвести
достаточная сила, следовательно, следует рассмотреть большой силовой рычаг. В других
случаях эта сила создается гидравлическим домкратом, способным производить
большая сила. Этот гидравлический домкрат может иметь ручной или механический привод.
Тем не менее, длина хода домкрата является очень важным фактором, определяющим
угол изгиба, до которого может дотянуться трубка.
2 – Крепление трубки: трубка
должен иметь особую фиксацию; фиксация, позволяющая перемещать трубку
поскольку он удлиняется и предотвращает его вращение вокруг своей центральной линии, чтобы избежать
коробление. Иногда трубку зажимают, чтобы избежать последнего движения. В
в некоторых случаях трубка закреплена между двумя роликами, чтобы трубка могла свободно двигаться.
двигаться. Дополнительным преимуществом роликов является то, что, поскольку они катятся во время
при изгибе трубка не испытывает трения, против того, что могло бы
произошли, когда ролики закреплены.
3 – Матрица впечатления: Кость или башмак станка – это компонент, на котором трубка должен отдыхать. Матрица должна иметь прорезь, в которую будет опираться трубка. В некоторых гибочных станках матрица остается неподвижной, пока труба приближается к ней, и в других станках произведенной модели матрица приближается к трубе.
Глубина паза матрицы зависит от трубы, которые будут сгибаться с помощью штампа. Трубы с толщиной поперечного сечения можно гнуть с помощью специальных штампов.Это предотвращает коробление и другие возможные деформации.
Типы методов гибки труб:
1 – Трехточечная гибка: Тип
изгиба, при котором изгибающая сила прилагается только к одной точке, и
трубка закреплена на двух других точках. Эти силы создают максимальный момент
посередине между двумя опорами.
2 – Четырехточечная гибка:
изгибающее усилие прикладывается к двум точкам, а труба фиксируется на двух опорах.
в двух других точках.
Трехточечная гибка имеет преимущество перед четырехточечный изгиб – это то, что в первом случае достигается максимальный момент только по одной точке, а по второй – на полигоне. Следовательно, существует большая вероятность наличия дефектов и изъянов в объеме материала между точками нагружения при 4-точечном изгибе чем в гораздо меньшем объеме при однократной нагрузке в 3-точечном тесте.
| 3-точечный изгиб | 4-точечный изгиб |
Теория:
Значение максимального напряжения из-за изгиба
момент задается как:
В этом случае напряжение должно превышать
предел текучести.
С другой стороны минимальный радиус изгиба
данного листа или трубы зависит от отношения R / T, которое является соотношением между
радиус изгиба зависит от толщины (T) детали. Отношение дано
в качестве:
Где r – конечный радиус трубы
после изгиба.
Другой фактор – фактор возврата пружины.
Ks, который определяется следующим образом:
Где Ri – начальный радиус изгиба, а
Rf – конечный радиус изгиба.
Коэффициент упругости K = 1 означает, что нет
произойдет возврат к пружине.Если K = 0, это означает полное упругое восстановление.
после снятия нагрузки.
Разные Типы гибочных станков:
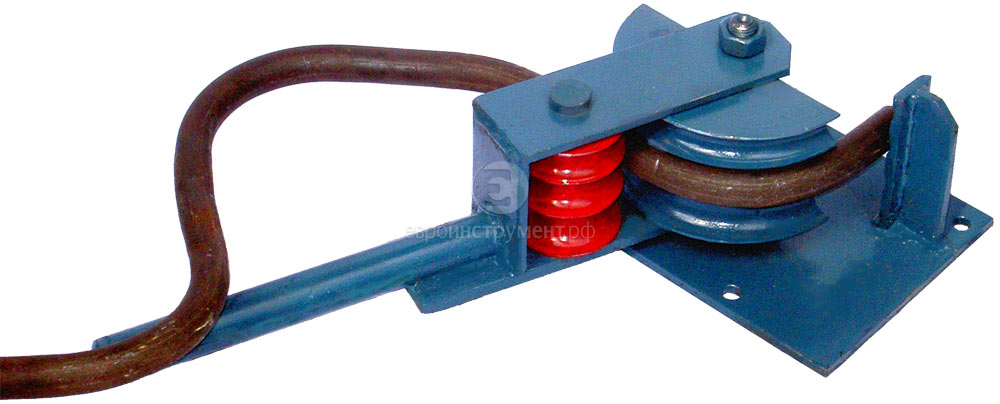
| Ensley Tools Гибочный станокEnsley Tools ФирмаТочная модель назначенной машины. Сила прикладывается с использованием гидравлический домкрат, который устанавливается вертикально на заготовке. Умирает содержит прорези для вставки трубки. Кроме того, он имеет два ролики для трубки, чтобы свободно скользить по ним. | |
| Ручной гидравлический гибочный станок: горизонтальный домкратJesan Ково компания | |
| Ручной механический гибочный станок: The источником силы является физическая сила, получаемая от движения ручки, который создает движение и момент, изгибающий трубу. Эта модель может имеют некоторые ограничения на возможные пределы изгиба. | |
| Ручной волочильный станок: гибочные станки позволяют сгибать трубы по очень низкой цене.Компактный дизайн позволяет большая мобильность, а также гибкость местоположения. Они есть легкий вес и требует меньше половины квадратных метров скамейки, включая сгибание руки. Ограничение этой машины – ограничение размера трубы; он может работать для всех сечений. |
ВЫБРАННАЯ МАШИНА: Дизайн, описание, компоненты:
Станок, выбранный для изготовления – первая модель, созданная на базе станка Ensley.Большая часть проект был выполнен с использованием Reverse Engineering. Во-первых, используя Интернет и получение мануалов на аналогичные машины. Далее аналогичная модель для машины был тщательно изучен и были сняты его измерения. Наконец-то новый дизайн был реализован для преодоления проблем большой цены и других проблем оригинального дизайна.
Машина состоит из следующих основные компоненты:
1 – Рама гибочного станка: Это
две одинаковые пластины, между которыми должна лежать трубка.Должно
быть прочным и жестким, чтобы не смещаться в процессе гибки, вызывая
любой из ранее упомянутых дефектов.
2 – Ролики: они представляют
две точки изгиба трех точек. На них должна лежать трубка.
ролики. Следовательно, у них должны быть дополнительные подвижности (перевод
и вращение вдоль его центральной линии), чтобы трубка могла скользить по
их, иначе поверхность трубки будет деформироваться из-за трения между ней и
ролики. Прорезь, выгравированная внутри роликов, должна соответствовать кресту.
участок наибольшего участка трубы, который машина должна изгибать.
3 – кубик: кубик – это точка
применения силы. Это круговой сектор с выгравированной в нем прорезью.
для трубки, чтобы опираться на. Станок должен иметь специальный набор штампов для
каждая секция трубы.
4 – Гидравлический домкрат: Это
источник силы. Используется 20-тонный домкрат, однако он должен
использоваться в вертикальном направлении. Общий ход около 26 см.
5 – Прочее: стол, крепления
между гибочным станком и столом, фиксация между головкой домкрата и
умереть.
ОПЕРАЦИЯ:
По мере того, как домкрат движется вверх, игральная кость движется.
пока он не встретится с заготовкой.Три точки соприкосновения с фигурой;
поэтому начинается изгиб. Домкрат дает небольшую подачу движения (2 мм на
время). Это важно, потому что если бы его минимальный корм был высоким, он мог бы
вызвали внезапный перелом. Небольшая подача является преимуществом, потому что она
дает возможность очень надежной и точной гибки.
РЕАЛИЗОВАННЫЙ ДИЗАЙН:
В реализованной конструкции используется вертикальный Установка домкрата: Ensley Tools Machine: предлагает:
1 – Максимальная устойчивость: По
сравнивая модель инструментов Ensley, которая закреплена на столе, с моделью Jesan
Ково, видно, что фиксация штатива не такая устойчивая, как фиксированная
к столу.Это связано с тем, что при приложении силы к рычагу домкрата возникает
будет тенденция для всей машины вращаться над одним из штатива
стойки. Соответственно, отказавшись от штатива, можно было добиться большей устойчивости.
2 – Цена за вычетом: Цена
горизонтальных домкратов по сравнению с вертикальными домкратами очень высока (около
2000 L.E. по горизонтали до 90 L.E. для вертикального домкрата с
та же грузоподъемность 20 тонн). Поэтому экономичнее использовать
вертикальный трубогиб.
ВЫБОР МАТЕРИАЛА:
Сталь была выбрана для деталей машин по следующим причинам:
1 – Низкая стоимость
2 – По сравнению с этим, простота обработки
на алюминий или другие материалы.
3 – Высокая прочность, которая может
выдерживают нагрузки.
4 – Ожидаемый долгий срок службы.
Введение в трубы и трубки:
Трубы стальные могут изготавливаться из слябов или заготовок.
Из плит обычно изготавливают сварные трубы. Бесшовные трубы бывают
обычно из заготовок. Плиты превращаются в узкие полосы, называемые
скелп. Ширина скелпа равна длине окружности производимой трубы.
Машина протягивает скелп через колокол, колоколообразную матрицу или через
контурные рулоны.Колокол или валки сгибают стальную полосу в округлую форму.
форма трубы или трубки. Затем шов сваривают электрически.
Для изготовления большого диаметра
трубы стальная пластина машинным способом вдавливается в общие контуры
трубка. Шов заваривают, а концы временно заделывают. Вода
затем закачивается в трубу под давлением, и это гидравлически расширяет трубу
к нужному диаметру.
Заготовки превращаются в стержневидные
длины, которые называются круглыми трубами, прежде чем они будут превращены в бесшовные
НКТ или труба.Круглая трубка сначала нагревается до однородной температуры.
в духовке непрерывного действия. Затем один конец подается между прошивными валками
дорновой фрезер. Булочки работают и месите круг, пока не появится отверстие.
через центр. Оправка, или пробойник, вставляется в отверстие
трубка круглая. Процесс идет непрерывно. Раунд продвигается вперед, открываясь
в форму трубы или трубки, когда она проходит по длинной оправке. После
отверстие делается по всей длине патрона, оправка
снят.Трубе можно придать дополнительную форму путем удлинения с уменьшением растяжения.
мельница; или его можно увеличить, пропустив калибровочную оправку, которая
работает так же, как прошивная оправка. Пока внутри оправка,
НКТ или труба также могут обрабатываться между валками или намотчиками. Давление
барабанов утончает внешнюю стенку трубы или НКТ.
НКТ иногда бывает холоднотянутым
через матрицу, в то время как длинная оправка вставляется внутрь НКТ. Этот
техника увеличивает диаметр трубки.Давление холодного волочения
может также привести к получению трубок с большей прочностью на разрыв и более гладкой,
более жесткая поверхность.
Главная Производственные процессы:
Введение в станки
Станок – это инструмент с механическим приводом,
изменяет размер, форму или покрытие металлических предметов. Настоящий станок
выполняет как минимум четыре вещи: держит заготовку, держит режущий инструмент,
перемещает один или оба этих объекта и обеспечивает движение подачи для
инструмент или заготовку.
Режущий инструмент делает новую деталь
стряхив металл с оригинального изделия. Станок вырезает кусок
металла почти так же, как перочинный нож
игрушечный парусник из куска дерева.
Важная особенность современного
станок прецизионный. Он может резать металл с точностью до миллионных долей.
дюйма. Этот показатель примерно равен 1/300 толщины.
человеческого волоса. Такая точность позволяет изготавливать две детали.
или тысячи абсолютно одинаковых деталей.
Существует более 400 видов
станки в действии в промышленности сегодня. Они варьируются от небольших настольных устройств
к сложным машинам весом в сотни тонн. Станки выполняют
тысячи операций преимущественно с металлическими предметами. Они производят крошечные винты
и отличные роторы турбин с точностью.
В принципе станки просты.
Они выполняют некоторые основные операции с металлами. Эти операции поворотные,
строгание, фрезерование, сверление, пиление, шлифование и металлообработка.
В нашем проекте несколько операций по металлообработке были использованы. Мы были в основном ограничены инструментами, доступными в AUC. цех. Для некоторых операций потребовались бы более подходящие инструменты и производственные процессы.
Основные процессы производства которые мы практиковали во время работы над проектом, заключаются в следующем.
1- Токарный
Токарный станок – это станок, используемый для
выполнять токарные операции. Он производит режущее действие, вращая
заготовка против неподвижного инструмента, имеющего единственную кромку.Линия кроя форм
цилиндрическая поверхность. Принцип работы токарного станка был известен и применялся
сотни лет. Вероятно, он развился из ранней комбинации
гончарного круга и ножа.
Токарный станок – самый универсальный станок.
Он может обрабатывать заготовку круглой, концентрической, эксцентрической или круглой формы.
коническая форма. Он может нарезать плоскую или коническую резьбу внутри или снаружи.
При наличии соответствующих приспособлений токарный станок может выполнять фрезерные или шлифовальные операции.
Все работает с точностью.
Основные части токарного станка
Кровать – это каркас, поддерживающий
инструмент и заготовка. Передняя бабка подает механическую энергию. Это
содержит конический шкив, обеспечивающий регулируемые рабочие скорости. Задняя бабка
контролирует мертвую точку, которая поддерживает конец заготовки. Карета
перемещает и управляет инструментом. Составная опора удерживает резцедержатель и
режущий инструмент. Режущий инструмент изготовлен из закаленной стали или со стальным наконечником.
со сплавами, такими как карбиды вольфрама, бора, титана или тантала.
В работе заготовка может иметь
отверстия просверлены в каждом конце и жестко удерживаются между центрами. Заготовка
также может храниться в патронах. В любом случае заготовка вращается, и
в него подается инструмент.
Типы токарных станков
Моторно-токарный станок самый
широко используемый. Он имеет задние шестерни для обеспечения низкой скорости и высокого крутящего момента.
требуется для тяжелых резов на больших заготовках. Построен моторно-токарный станок
с шестернями переключения и ходовым винтом для нарезания резьбы. Он также питал
подавать как в продольном, так и в поперечном направлении.
– Токарная обработка была одним из процессов
которые мы активно использовали во время наших лабораторных работ. Ролики были изготовлены
поворотом. Мы использовали специальный инструмент с специально разработанным контуром.
работать ролики.
– Токарная обработка также использовалась
основная операция очистки. Мы удалили 2 мм поверхности наших материалов.
удалить окисление и грязь. Также использовался лицевой поворот.
как продольное точение.
– Матрица также была изготовлена
поворотом большого диска.Диск был пропилен латетной пропилкой для получения дугообразной формы.
умереть.
– Обработаны большие болты
до нужного размера, повернув. Также на токарном станке продеваем резьбу,
с большой точностью и улучшенной обработкой поверхности.
– Проблема фиксации штампа
тоже решалась поворотом. Мы изготовили специально разработанную деталь
что позволило закрепить штамп на головке поршня.
2- Формовочная
Планировочные работы
Строгание металла на станке
Инструмент аналогичен строганию дерева ручным рубанком.Рубанок производит
плоская поверхность за счет режущего действия. Однолезвийный инструмент удерживают в
инструментальная головка на жесткой поперечине, называемой рельсом. Заготовка установлена
на столе, который опирается на рельсы в тяжелой постели. Действие резки требует
место, когда заготовка перемещается вперед-назад относительно неподвижного
режущий инструмент.
Формовщик – это станок,
используется для строгания металла. Однолезвийный инструмент формирователя движется вперед и назад
по прямой, и заготовка подается в режущий инструмент.В
Стандартный формирователь состоит из основания, на котором смонтирована колонна, поддерживающая
рабочие части. Ползун над колонной несет инструментальную головку. Он путешествует
в трапах, управляющих движением инструмента.
Формообразующие используются для обработки
небольшие плоские или изогнутые поверхности.
– Формовка была одной из операций
которые мы использовали для производства нашей машины.
Мы использовали формирователь для улучшения размерности
точность и чистота поверхности бордюров плит. Тарелки изначально были
резать на кислородно-ацетиленовом пламени.В результате получилась очень чистая поверхность.
плохой. Требовалась операция формования для удаления излишков металла и увеличения
точность размеров заготовки.
3- Фрезерный
Фрезерный станок используется для формования плоских,
изогнутые или неровные поверхности. Режущее действие происходит, когда заготовка
подается против одного или нескольких вращающихся инструментов, называемых фрезами или фрезами.
Эта операция прямо противоположна токарному станку, который удаляет металл.
путем подачи инструмента во вращающуюся заготовку.
Универсальный фрезерный станок
выполняет самые разные операции. Колено, изготовление, строгальный станок
типы являются примерами.
Специальные фрезерные станки включают планетарные
тип для обработки отверстий и торцевания и двусторонние станки для фрезерования
концы стержней и валов.
Основные части фрезерного станка
Коленно-столбчатый тип – фрезерный.
машина, которая имеет много промышленного применения. Он состоит из основания, поддерживающего
столбец. Лицевая сторона колонны – это лицо.Часть, известная как колено
выступает из колонны и перемещается вверх и вниз по лицу. Он поддерживает
стол, который движется горизонтально по рельсам, называемым путями. Сверхрука поддерживает
инструментальная головка. Фреза установлена на шпинделе с электроприводом.
или на детали, называемой оправкой, удерживаемой шпинделем.
Обычно фрезы имеют цилиндрическую форму.
тело, которое вращается вокруг собственной оси. Он разработан с равномерно распределенной резкой
зубья, которые входят в зацепление с заготовкой в правильной последовательности. Фрезы плоские
иметь зубы только по периметру.Они производят плоские поверхности, параллельные
режущая ось. Концевая фреза имеет на конце зубья, а также
по периметру. Торцевые фрезы имеют зубья с одной или двух сторон.
а также на конце фрезы. Фреза угловая имеет форму
как усеченный конус. Он используется для выполнения угловых пропилов, например, канавок.
и V-образные выемки.
Работа на плоскости или на поверхности,
Фрезерование состоит из обработки плоской горизонтальной поверхности с помощью плоского фрезерования.
резак. Если срез намного шире диаметра фрезы, процесс
называется перекрытием.Торцевое фрезерование применяется для нарезания пазов, облицовки узких
поверхности и проделывать точные отверстия. Торцевое или боковое фрезерование – это процесс
резания вертикальных поверхностей под прямым углом к оси фрезы.
Фрезерные операции очень медленные и дорогостоящие.
Однако качество поверхности и точность размеров увеличиваются. В нашем
В проекте фрезерование было наименее используемой производственной операцией.
Мы использовали фрезерный станок для улучшения
чистота поверхности и точность размеров 9-сантиметрового отверстия в 0.Толщиной 9 мм
пластина. Первоначально отверстие просверливали на токарном станке.
Операции по изготовлению 4 отверстий:
За время работы над проектом несколько
Проведены операции по проделыванию отверстий. Пришлось проделывать отверстия в разных
пластины для реализации замыслов.
Проделанные нами операции по просверливанию отверстий
Толщина пластин составляла от 0,8 мм до 1,2 мм.
Диаметр отверстий варьировался от 4 мм до 22 мм.
дыры.
Процесс изготовления готового отверстия
это тот, который может потребовать нескольких шагов.Первая операция произвела грубую
отверстие. Затем необходимо было увеличить отверстие, чтобы получить большую
точность. Наконец, на
внутри отверстия.
Буровые работы:
Простое вырезание отверстий в или
через металл называется сверлением. Это делается с помощью вращающегося инструмента, называемого
сверло с несколькими режущими кромками на острие. Механический
Машина, которая удерживает, вращает и подает сверло, называется сверлильным станком.
Есть два стандартных сверла
прессы в цехе AUC.Чувствительный тип используется для легких работ.
Тип скамейки – это небольшая машина со стойкой для установки на скамейку.
Применяется на короткой заготовке среднего размера. Головку инструмента можно поворачивать
вокруг опорной стойки, а также по направлению к ней или от нее. Эти двое
движения производят радиальное действие.
Для изготовления нашей машины диаметр 9 см
отверстие необходимо было сделать в стальной пластине толщиной 0,9 мм. Для этого процесса
обычный сверлильный станок был неуместен. Нам пришлось использовать центральный токарный станок
с помощью подходящего инструмента для изготовления отверстия.Однако отделка поверхности
и точность размеров нуждались в улучшении, поэтому заготовка была взята
к фрезерному станку (см. предыдущий раздел «фрезерный»)
5- Пиление
Мощность во многих производственных операциях
распиловка – лучший метод резки металла. Это экономичный способ
который распилить пруток до примерного размера, необходимого для дальнейшей работы.
Контурная резка может быть сделана точно и быстро с помощью механической пилы.
Для производства нашей машины мы прошли
несколько процессов распиловки.Различные цилиндры и угловые штанги были разрезаны на
подходящие размеры для дальнейшей обработки. Пилили также пластины толщиной 10 мм.
Мы использовали два разных пильных станка
во время нашей работы. Один был на семинаре AUC, а другой во время
закупка стали (в цехе Сабтейя).
Циркулярная пила
Циркулярная пила состоит из большого,
Лезвие с механическим приводом и вставленными зубьями. Его действие во многом схоже
до фрезы. Циркулярная пила используется в основном для резки прутка.
запас нужной длины.Он работает на медленных скоростях, но обладает большой мощностью.
Сабельная пила
Ответный, или силовой взлом,
пила распиливает сток медленно, но дешево. Коленчатое устройство поднимает и опускает
лезвие после каждого удара. Этот инструмент имеет автоматическую отсечку.
который останавливает машину при отрубании ложи. Можно разрезать несколько брусков
за один раз.
Ручная распиловка также использовалась для изготовления
наша машина. Мелкие детали, которые не могли поместиться на электропилу
пришлось распиливать вручную ножовкой.Пиление вручную помогает контролировать
точность резки и сложные разрезы могут быть выполнены.
6- Стригущие операции
Ножницы в основном состоят из силового агрегата, который приводит в движение и управляет набором острых лезвий. Металл подлежащий резке, расположен между двумя лезвиями. Одно лезвие давит на металл вверх против сопротивляющегося края. Разрез производится, когда второе лезвие движется вниз и прорезает жестко удерживаемый лист металла.
Ножницы, которые могут резать относительно толстые тарелки (до 1.2 мм) отсутствовали в мастерской AUC. Во время нашего При работе над проектом пришлось использовать внешние ножницы. Мы пошли на большие мастерские в районе Сабтейя для того, чтобы разрезать наши тарелки по желаемому формы и размеры для воплощения замысла.
Также нарезали части угловых балок
изготовить подставку. Из торцов
угловые балки, чтобы сварить их вместе.
7- Шлифовка
Процесс шлифования заключается в удалении металла, подавая заготовку на вращающийся абразивный круг.Это истинная операция резки. Действие шлифовального круга аналогично действию шлифовального круга. фрезы многозубые. Колесо шириной 2 дюйма (5 см) и путешествие на высоте 5000 футов (1524 метра) в минуту дает около 300000000 режущие кромки на заготовку за одну минуту. Производит мелкодисперсную стружку. Из-за высокой температуры стружка выглядит как искра.
Изначально шлифование было чистовой операцией. Сейчас он развился до такой степени, что конкурирует с другими станками. операции при черновой обработке поверхностей.Шлифовка теперь считается самый точный из всех машинных процессов. Измельчитель может производить полную диапазон отделки от самой грубой (заедание) до самой прекрасной поверхности (современное внутреннее шлифование).
Поверхность шлифовального круга состоит из острых абразивных частиц, залитых подходящим связующим. В Обычно используемые природные абразивы – это наждак, песчаник и кварц. Среди наиболее эффективными производимыми абразивами являются оксид алюминия и кремний. карбид. Связующие, обычно используемые для шлифовальных кругов, – это глина, силикат натрия, и смолы.
Притирка – это шлифовальная операция, используется для производства полированных поверхностей. Притирка выполняется с поверхности смесь абразивных частиц и масла. Исправляет мелкие дефекты поверхности. для обеспечения плотной посадки сопрягаемых деталей.
Шлифовка широко использовалась во время нашей
лабораторная работа. Точность размеров и качество поверхности были улучшены благодаря моей шлифовке.
края пластин. Применяли как ручную, так и электрическую сетку. Острый
кромки, а также излишки металла были удалены шлифовкой.
8- Операции соединения металлов:
-Сварка:
Сварка, пайка или пайка
соединить две металлические поверхности, создав связи между их составляющими
атомы.При сварке мы часто используем присадочный материал между поверхностями,
и все три применяют тепло для расплавления либо локальных поверхностей, либо наполнителя.
Во время процесса поверхности защищены от кислорода воздуха, который
имеет тенденцию соединяться с металлическими атомами, уменьшая, таким образом, прочность
соединение с помощью химического флюса, который очищает поверхности, или
погружением в защитную атмосферу. Сварка обеспечивает максимальную
прочность соединения. При правильной сварке соединение будет таким же прочным, как и
материнский материал иногда прочнее.
При сварке, две металлические секции
обычно соединяются путем соприкосновения их поверхностей под высоким
температура, высокое давление или и то, и другое, в зависимости от области применения. Несмотря на то что
большинство сварных швов выполняется между одинаковыми металлами, разными совместимыми металлами
также могут быть сварены.
Основной метод, который мы использовали
наша лаборатория – газовая сварка с использованием ацетилена.
Газовая сварка использует пламя для плавления локальных
материал и наполнитель. Наполнитель обычно представляет собой металлический стержень, который допускается.
течь между соединяемыми частями.Пламя также обеспечивает защитную
атмосфера, препятствующая накоплению оксидов. Используется газовая сварка
в первую очередь для ремонта в тех областях, где портативное оборудование является преимуществом.
Для дуговой сварки используются интенсивные
тепло электрической дуги, возникающей при протекании большого тока между
основной металл и электрод. Применяются температуры до 3870 ° C.
для расплавления местных материалов основы и наполнителя. Экранированная дуговая сварка металлом
использует электроды из металлической присадочной проволоки с покрытием. Электрическая дуга
разрушает покрытие, создавая защитную атмосферу, которая одновременно стабилизирует
дуга и действует как поток.При газо-вольфрамовой дуговой сварке неплавкий вольфрам
электрод удерживает дугу, а инертный газ, такой как азот или аргон, обеспечивает
защитная атмосфера. Между тем, через электрод пропускается присадочная проволока.
держатель. Поскольку отдельный флюс не используется, качество сварного шва
сильно зависит от чистоты исходных поверхностей.
Сварочными операциями изготовили
наш стенд. Для изготовления стенда было сварено 4 уголка и пластина в г.
в дополнение к 4 другим уголкам для формирования ножек.В этой операции кислородно-ацетиленовый
использовалась сварка.
Мы также использовали сварку для соединения нескольких пластин.
к раме гибочного станка. Поршневая «коробка» (три пластины, окружающие
поршень) были закреплены на столе сваркой.
Для фиксации пружины на матрице приварили
небольшая изогнутая стальная деталь на матрице, а также на корпусе поршня.
В ходе лабораторных работ мы также выполнили временные сварочные процессы. Стальной каркас состоит из двух пластин. Для того чтобы Чтобы две пластины были идентичными, нам пришлось обрабатывать их вместе.Мы провели временная сварка, чтобы соединить их и обработать за один шаг.
Также использовался оксиацетиленовый процесс. резать стальные пластины. В этом процессе горелка обеспечивает более высокий уровень кислорода. топливной смеси. Для резки нашей стали использовался процесс кислородно-ацетиленовой резки. тарелки нужных размеров. Он также использовался для резки дугообразных часть с диска.
Процесс кислородно-ацетиленовой резки имеет очень плохая обработка поверхности и точность размеров.Обрезанная часть должна пройти по крайней мере, дополнительная операция механической обработки, такая как формование или фрезерование.
РЕКОМЕНДАЦИИ:
1 – Размер тарелок
используется в рамах тяжелый. Хотя это увеличивает стабильность машины,
следует учитывать уменьшение толщины пластин при реализации
аналогичная модель. Это может привести к снижению цены.
ЭКОНОМИЧЕСКИЙ ОЦЕНКА:
Цена аналогичной машины, которая была
приобретенная службой технического обслуживания AUC (сантехники) составила около 2800 л.E. Произведенные
модель стоила около 400 L.E., хотя некоторые расходы были потрачены на ненужные детали.
из-за вынужденного изменения конструкции. В целом это было экономически выгодно.
посильная машина, если говорить об очень маленьком производстве. О массовом производстве
предел, машина точно будет стоить меньше.
Еще одна машина, но всего 12 тонн
домкрат, стоит 600 Л.
ССЫЛКИ:
Энциклопедия Кольера. Производственные процессы. 1997 г.
Калпакджян, Серопе. Производственные процессы
для инженерных материалов. Аддисион Уэсли,
США. 3-е изд. 1997 г.
http://www.pvtnet.cz/www/jesankovo/j05.htm#XOTR29
http://www.ensley-tools.com/8.html
http://www.pro-tools.com/Page11.html
http://www.phi-tulip.com/benders/manbend.html
БЛАГОДАРНОСТИ:
Выражаем глубокую признательность
доктору Хани А. Арафа (, потому что он просто
самый лучший! ) за его поддержку во время проекта
реализация в мастерской.Он внес свой вклад в дизайн машины,
и, возможно, для всего класса 339, особенно когда мы советовались с ним по поводу
пружины и некоторые другие проблемы, с которыми мы столкнулись в ходе проекта.
Справочник Дом
2402: Ручной гидравлический гибочный станок
2402: Ручной гидравлический гибочный станокМагазин не будет работать корректно, если куки отключены.
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Мы используем файлы cookie, чтобы вам было удобнее. Чтобы соответствовать новой директиве о конфиденциальности в Интернете, нам необходимо запросить ваше согласие на установку файлов cookie.
Разрешить файлы cookie Отклонить
Продукт +
Производительность изгиба :
Газовые трубы : от Ø 3/8 “до 4” (nfa 49115-en10255).
Трубы слесарные : Ø от 12 до 45 мм.
Многослойные трубы: Ø от 40 до 63 мм.
Угол : от 0 до 90 °.
Для газовых труб средних и тяжелых серий.
Ручной гидравлический гибочный станок для стройплощадок или сборных конструкций.
Схема простого действия с подпружиненным возвратом поршня.
Поставляется в деревянном ящике с формами и аксессуарами.
Чтобы определить различные типы щек, см. Следующие страницы.
Совет :
– Используйте масло для гидроцилиндров Virax для лучшей защиты.
– При заполнении гидроцилиндра необходимо соблюдать все необходимые меры предосторожности, чтобы избежать попадания посторонних предметов в резервуар, так как это может нарушить работу.
– использовать по горизонтали .
Арт. 240233/240242/240243/240249: Поставляется в деревянном сундуке.
Арт. 240252: Поставляется в двух деревянных сундуках.
| Артикул | Формеры | Для трубы | Тип | Баран | кг |
|---|---|---|---|---|---|
| 240233 | 3/8 – 1/2 – 3/4 – 1 – 1.1/4 | Сталь | Щека скользящая | Руководство – № 1 | 44 500 |
| 240242 | 3/8 – 1/2 – 3/4 – 1 – 1.1/4 – 1,1 / 2 – 2 “ | Сталь | Открытая щека | Руководство – № 2 | 77 000 |
| 240243 | 3/8 – 1/2 – 3/4 – 1 – 1.1/4 – 1,1 / 2 – 2 “ | Сталь | Щека скользящая | Руководство – № 2 | 71,00 |
| 240249 | 40-50-63 мм | Многопользовательская игра | Щека скользящая | Руководство – № 2 | 54 000 |
| 240252 | 3/8 – 1/2 – 3/4 – 1 – 1.1/4 – 1,1 / 2 – 2 – 2,1 / 2 – 3 дюйма | Сталь | Щека откидная | Руководство – № 3 | 170 000 |
Дополняющие товары