изготовление своими руками станка гибки труб
В строительстве и других отраслях промышленности довольно большое распространение получили трубы и металлический профиль. Дли изменения формы рассматриваемого материала применяется специальное оборудование — трубогиб. Гибка профильных труб подразумевает оказание серьезного давления, которое концентрируется в определенной зоне.
Основные конструктивные особенности
Сегодня в продаже можно встретить довольно большое количество различных станков, но всех их объединяет довольно высокая стоимость. Именно поэтому некоторые мастера решают изготовить трубогиб ручной своими руками. Чертеж трубогиба для профильной трубы можно скачать из интернета. Следует учитывать, что схема устройства может существенно отличаться. К конструктивным особенностям отнесем следующие моменты:
- Размер конструкции может существенно отличаться. Стоит учитывать, что большое приспособление может применяться для работы с более габаритными заготовками при условии повышения прочности соединений.

- Больше всего внимания уделяется типу привода. В большинстве случаев чертежи трубогиба своими руками для профильной трубы предусматривают создание механического привода, но также есть электрическая и гидравлическая конструкция. Механический привод проще сделать, он довольно гибкий, может быстро изменяться под поставленные задачи за счет применения большого рычага. Электропривод характеризуется компактными размерами и высокой эффективностью. Что касается гидравлики, то она характеризуется высокой эффективностью, но при этом система довольно сложна и требует периодического обслуживания.
- Конструкция может классифицироваться по принципу действия. К примеру, станок бывает арбалетного типа, или для распределения нагрузки устанавливаются ролики. Трубогиб может работать по принципу проката.

Простой трубогиб своими руками можно изготовить при применении домкрата.
 Это приспособление предназначено для концентрирования и передачи высокой нагрузки.
Это приспособление предназначено для концентрирования и передачи высокой нагрузки.Требующиеся элементы
Изготавливают самодельные трубогибы для профильной трубы (чертежи зачастую скачивают с интернета), для применения в домашней мастерской. Это связано с тем, что подобный гибочный станок обладает весьма высокой производительностью, но при этом не подходит для налаживания серийного производства. Чаще всего решают изготовить станок фронтального типа, так как для его изготовления требуются следующие детали и умения:
- Три ролика, представленные валами одинакового диаметра. Для того чтобы они могли выдерживать большую нагрузку ролики изготавливают из закаленного металла.
- Профиль можно изогнуть исключительно при передаче высокой нагрузки. Для этого применяется привод, основанный на металлической цепи.
- Оси вращения предназначены для фиксации роликов. Стоит учитывать, что они должны выдерживать высокую нагрузку.
- Профтруба, изготавливаемая из металла, в холодном состоянии жесткая, и часть усилия будет передано именно на оси вращения. Они устанавливаются для роликов, которые будут фиксировать заготовку в требуемом положении.
- Металлический профиль, из которого создается корпус. Создаваемая конструкция должна быть зафиксирована во время проведения гибки.
- Устройство, которое будет создавать усилие для изменения формы заготовки. Как ранее было отмечено, для изготовления подобной конструкции могут использовать домкрат. В этом случае усилие передается от рукоятки большой длины, так как за счет рычага она существенно возрастает.
 Они устанавливаются для роликов, которые будут фиксировать заготовку в требуемом положении.
Они устанавливаются для роликов, которые будут фиксировать заготовку в требуемом положении.Стоит учитывать, что металлопластиковый или деревянный тип роликов используется только в том случае, если станок предназначен для обработки заготовок из мягкого металла. Из-за относительно невысокой прочности роликов под действием высокого давления они могут деформироваться.
Особенности процесса
Процесс изготовления трубогиба достаточно прост, и предусматривает применение сварочного аппарата. Получаемый шов характеризуется высокой надежностью и жесткостью. Особенностью процесса производства можно назвать такие моменты:
Получаемый шов характеризуется высокой надежностью и жесткостью. Особенностью процесса производства можно назвать такие моменты:
- Для начала создается надежный каркас из металлического профиля и листов. Соединение отдельных элементов проводится сваркой или болтами.
- Работа проводится по ранее подготовленным чертежам. В этом случае можно обеспечить точное расположение всех элементов.
- Выполняется установка осей вращения и самих валов. Как правило, два вала расположены выше третьего, а образованное пространство между ними служит для расположения заготовки. Расстояние между валами определяет радиус изгиба профиля.
- Для передачи усилия в этом случае применяется цепная передача. Саму цепь можно взять с разбора различных механизмов автомобиля и мотоцикла. Для ее установки потребуется три шестерни соответствующих размеров.
- Привести в движение созданный привод можно через специальную рукоятку. Она соединяется с одним из валов.
 youtube.com/embed/-sWsf2NJuFg” allowfullscreen=”allowfullscreen”/>
youtube.com/embed/-sWsf2NJuFg” allowfullscreen=”allowfullscreen”/>
Все это указывает на то, что создаваемая конструкция характеризуется относительной простотой и небольшими размерами.
Пошаговая инструкция по изготовлению
При соблюдении технологической последовательности изготовить станок своими руками относительно несложно. Основные рекомендации по проведению работы следующие:
- Прижимной вал можно изготовить самостоятельно или получить после разбора другой конструкции. Стоит учитывать, что на поверхности должны быть отверстия для размещения фиксирующей шпонки. На вале фиксируются шестерни, кольца и подшипники. Стоит учитывать, что один из них будет подвешиваться на пружинах, два других фиксироваться в неподвижном состоянии.
- В кольцах создаются отверстия, которые требуются для изготовления пазов и нарезания резьбы.
- Прижимной вал фиксируется на специальной полке. Изготовить ее можно при помощи обычного швеллера.
- Создаваемый каркас должен обладать высокой жесткостью. Для этого конструкция упрочняется различными поперечинами. Соединение отдельных элементов рекомендуется проводить сваркой, так как она в большей степени подходит для получения жесткого каркаса.
- Следующий шаг заключается в создании подвижной полки, которая служит для фиксации прижимного валика. В качестве фиксирующего элемента при создании витков применяется пружина с большим сечением.
 Для этого конструкция упрочняется различными поперечинами. Соединение отдельных элементов рекомендуется проводить сваркой, так как она в большей степени подходит для получения жесткого каркаса.
Для этого конструкция упрочняется различными поперечинами. Соединение отдельных элементов рекомендуется проводить сваркой, так как она в большей степени подходит для получения жесткого каркаса.После того как практически вся конструкция создана, выполняется крепление домкрата, через который будет передаваться усилие. Он должен фиксироваться жестко и надежно, так как создаваемое усилие будет довольно высоким.
Некоторые тонкости сбора конструкции:
- Прижимной вал фиксируется за счет шпонки для того, чтобы исключить вероятность его проворачивания вокруг своей оси. Кроме этого, он дополнительно прикручивается, за счет чего обеспечивается более надежное крепление.
- Довольно сложной является конструкция прижимной полки. Перед установкой вала к ней привариваются гайки, необходимые для крепления пружин.
- Для повышения показателя КПД цепь должна находится в натяжении. Ее натягивание проводится при помощи магнитного уголка, который также применяется в качестве держателя.
- Фиксация звездочек проводится при помощи шпонок из гровера.
- Приводная ручка гибочного станка должна быть с проворачивающейся трубкой.
- Установка домкрата, за счет которого будет оказываться воздействие, проводится на специальной подвесной платформе. Для ее создания применяются болтовые соединения и сварочный аппарат.

Механический привод во многом упрощает задачу.
Создание гидравлическая гибочного станка
За счет применения гидравлического привода есть возможность частично автоматизировать производственный процесс. Для того чтобы упростить создаваемую конструкцию применяется домкрат гидравлического типа, который характеризуется относительно небольшими размерами.
Для создания трубогиба с гидравлическим приводом потребуется:
- Гидравлический домкрат, предназначенный для работы с нагрузкой не менее 5 тонн.
- Ролики.
- Металлический швеллер с большим сечением.
- Пластины толстого металла.
- Башмак.
Принцип действия устройства достаточно прост и под силу умелому мастеру. Для его изготовления нужно провести следующие процедуры:
- Создается по чертежам конструкция, которая будет служить в качестве каркаса. Кроме этого, на первой стадии проведения работ изготавливается конструкция для фиксации роликов и башмака.
- Изготавливается нижняя платформа, на которой устанавливается домкрат. Для того чтобы при создании давления положение домкрата не изменялось, в качестве основания используется стальная плита большой толщины. Как правило, для крепления домкрата применятся болты, а для его управления устанавливается приводная ручка.
- Важно подобрать наиболее подходящие вальцы. При необходимости они изготавливаются своими руками.
- Положение башмака зависит от того, с каким именно радиусом загиба нужно получить изделие.
- Фиксация роликов и башмака проводится при применении болтов. Для них нужно сделать отверстия в раме.

Такая конструкция будет весьма эффективной и прослужит долго. Стоит учитывать, что гидравлический домкрат требует периодического обслуживания.
Другие рекомендации
Часто при гибочных работах следует выдерживать точное значение радиуса загиба и создаваемого угла. Для более точной работы применяются промышленные станки. Другие рекомендации, касающиеся создания самодельной конструкции:
- Для того чтобы существенно расширить область применения станка, можно создать конструкцию, которая будет предусматривать возможность быстрой смены валиков.
- Если гибка предусматривает создание изделие с большим радиусом загиба, то рекомендуется использовать станки с тремя роликами. За счет равномерного распределения нагрузки существенно упрощается процесс гибки.
- Для повышения универсальности оборудования опорные ролики можно сделать подвижными. Изменение их положения позволяет проводить регулировку радиуса загиба.
 За счет равномерного распределения нагрузки существенно упрощается процесс гибки.
За счет равномерного распределения нагрузки существенно упрощается процесс гибки.Самодельная конструкция практически не уступает многим промышленным моделям, которые предназначены для применения в быту. При этом их можно изготовить, используя подручные средства, что существенно снижает стоимость конструкции. Для наладки производственной линии с высоким показателем производительности лучше всего приобрести промышленный станок.
Трубогиб профильной трубы сделанный своими руками: виды конструкций, фотографии, чертежи
Одним из металлических материалов, нашедших широкое применение в последние годы на территории нашей страны стали профилированные прямоугольные трубы различного сечения. Их используют и для установки забора из профлиста или сетки–рабицы, и для изготовления садовой мебели, и для монтажа навесов для автомобилей или гаражей. Часто технология производства тех или иных изделий требует получения загиба профильной трубы под тем или иным углом, а также по дуге окружности различного диаметра. Для этих целей целесообразно изготовить трубогиб для профильной трубы из подручных материалов. Основные конструкции профилегибов и технологию их самостоятельного производства рассмотрим в рамках данной статьи.
Их используют и для установки забора из профлиста или сетки–рабицы, и для изготовления садовой мебели, и для монтажа навесов для автомобилей или гаражей. Часто технология производства тех или иных изделий требует получения загиба профильной трубы под тем или иным углом, а также по дуге окружности различного диаметра. Для этих целей целесообразно изготовить трубогиб для профильной трубы из подручных материалов. Основные конструкции профилегибов и технологию их самостоятельного производства рассмотрим в рамках данной статьи.
Ручной профилегиб своими руками
Первый вариант изделия позволяет получить радиальный загиб прямоугольной трубы вплоть до получения кольца.
Принцип работы данного трубогиба основан на использовании двух опорных и одного рабочего ролика, который и оказывает постепенное деформирующее давление на заготовку. При этом, основной рабочий стальной вал имеет определенный свободный ход, ограниченный размером направляющих.
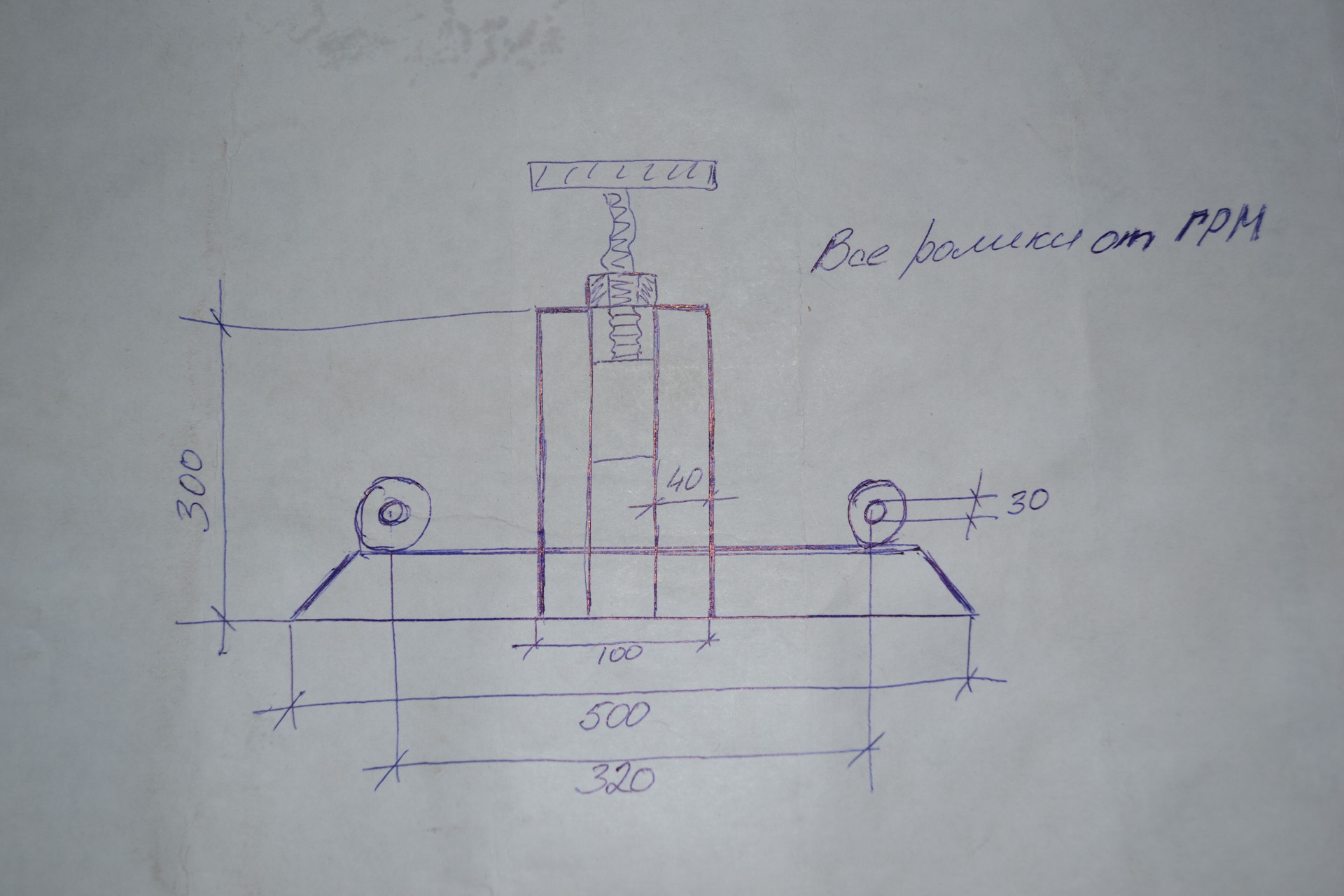
Для изготовления направляющих трубогиба необходимо приготовить четыре отрезка стального уголка 50×50 длиной по 300 миллиметров, а также несколько стальных пластин толщиной 5-8 миллиметров. Большая пластина будет играть роль основания всей конструкции, поэтому к ней будут крепиться с помощью сварных швов уголковые направляющие и на болтах вспомогательные ролики.
Большая пластина будет играть роль основания всей конструкции, поэтому к ней будут крепиться с помощью сварных швов уголковые направляющие и на болтах вспомогательные ролики.
Значительно облегчить процесс сборки направляющих трубогиба, обеспечить необходимое их взаимное расположение и зафиксировать непосредственно при выполнении соединения между собой и присоединения к стальному основанию могут помочь деревянные шаблоны, выпиленные из доски толщиной 25-30 миллиметров. А усилить механическую прочность основания, призваны привариваемые снизу два куска стального уголка, равные по длине нижней пластине. В верхней части направляющих необходимо приварить стальную пластину, в которой просверлено отверстие, диаметр которого больше диаметра винта, оказывающего давление на рабочий вал приспособления.
Для получения достаточного давления без опасения выхода из строя резьбы винта или опорной гайки можно использовать детали, имеющие кинематическую резьбу прямоугольного или трапециевидного сечения. Простейший вариант подобных детали можно найти от пришедших в негодность слесарных тисков. Имеющаяся у винта рукоятка значительно облегчит всю дальнейшую работу. После установки на болтах направляющих роликов, приспособление может быть использовано для выполнения гибки профильных труб различного сечения. Для удобства работы по изготовлению трубогиба своими руками приводим сборочный чертеж изделия.
Простейший вариант подобных детали можно найти от пришедших в негодность слесарных тисков. Имеющаяся у винта рукоятка значительно облегчит всю дальнейшую работу. После установки на болтах направляющих роликов, приспособление может быть использовано для выполнения гибки профильных труб различного сечения. Для удобства работы по изготовлению трубогиба своими руками приводим сборочный чертеж изделия.
Чертежи трубогиба для профильной трубы
Сталь, как и другие сплавы отличается высокой прочностью. При этом она имеет и другое очень важное свойство – пластичность. Именно благодаря ей материал может изменять первоначальную форму не разрушаясь и сохранять полученную форму в дальнейшем. Еще одним существенным свойством металлов и сплавов, присущим им в той или иной степени является упругость. Под ее действием профильная труба стремится вернуться в первоначальную форму. Таким образом, весь процесс деформации (гибки) металла связан с использованием пластичности и преодолением упругости без использования ударных нагрузок, которые могут привести к образованию на поверхности материала вмятин или разрывов.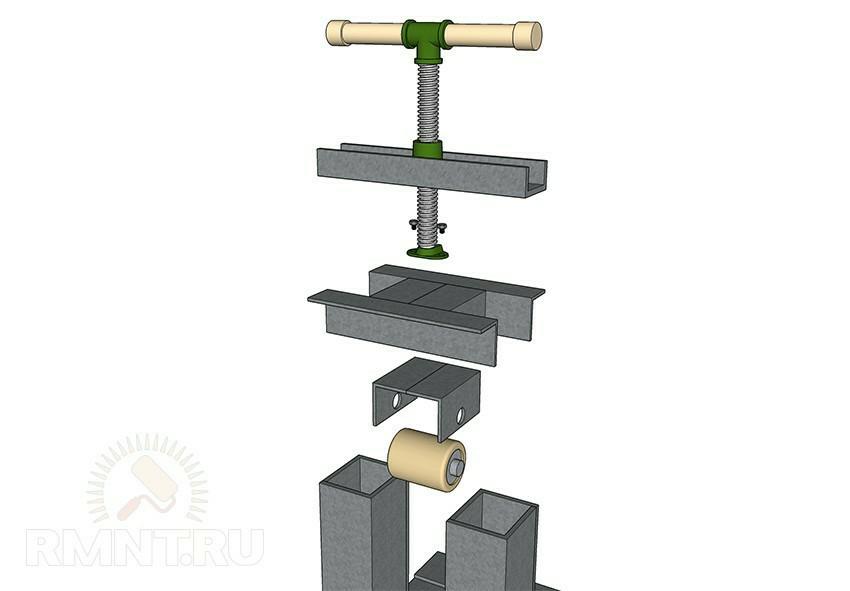
Простое приспособление для гибки профильной трубы
Второй вариант трубогиба основан на использовании физической силы человека и использовании различной формы оправок для получения загиба того или иного радиуса. Его основой является достаточно большой стол-верстак, имеющий покрытие в виде стального листа. На одной из кромок установлен упор для фиксации свободного торца профилированной заготовки квадратного сечения со сторонами 20×20 или 25×25 миллиметров.
Рядом с упором, на расстоянии, примерно равном ширине обрабатываемой заготовки крепится оправка, фиксирующаяся на крышке верстака с помощью струбцин и стальных стержней, устанавливаемых в соосно просверленные отверстия. После предварительной подготовки противоположный конец заготовки перемещается по дуге большого диаметра вокруг оправки и деформируется в дугу.
Данный принцип формования профильных заготовок не возможен без обеспечения необходимого свободного пространства вокруг рабочего стола, а так же без жесткой фиксации самого верстака к полу помещения, в котором он установлен.
При выполнении большого количества стандартных дуг, имеющих тот или иной радиус закругления, следует позаботиться об изготовлении в достаточном количестве оправок. Рассмотрим строение одной из них.
Основой детали является уголковый прокат с посадочными отверстиями для фиксации на кромке верстачной крышки. Рабочая поверхность выполнена из двух сваренных между собой квадратных профилей. Петля в левой части данного профилегиба позволяет надежно зафиксировать один край деформируемой трубы, а приваренные между уголком и гнутым профилем ребра жесткости обеспечивают необходимую жесткость, позволяющую противостоять образующимся рабочим нагрузкам достаточно большой величины. Как правило, на каждый вид работ сложно заготовить заранее необходимые приспособления. Но в мастерской, работающей с гибкой профильных труб долгое время, скапливается большое количество различных оправок.
Кроме металлических оправок могут быть использованы приспособления из плоских листовых заготовок большой прочности.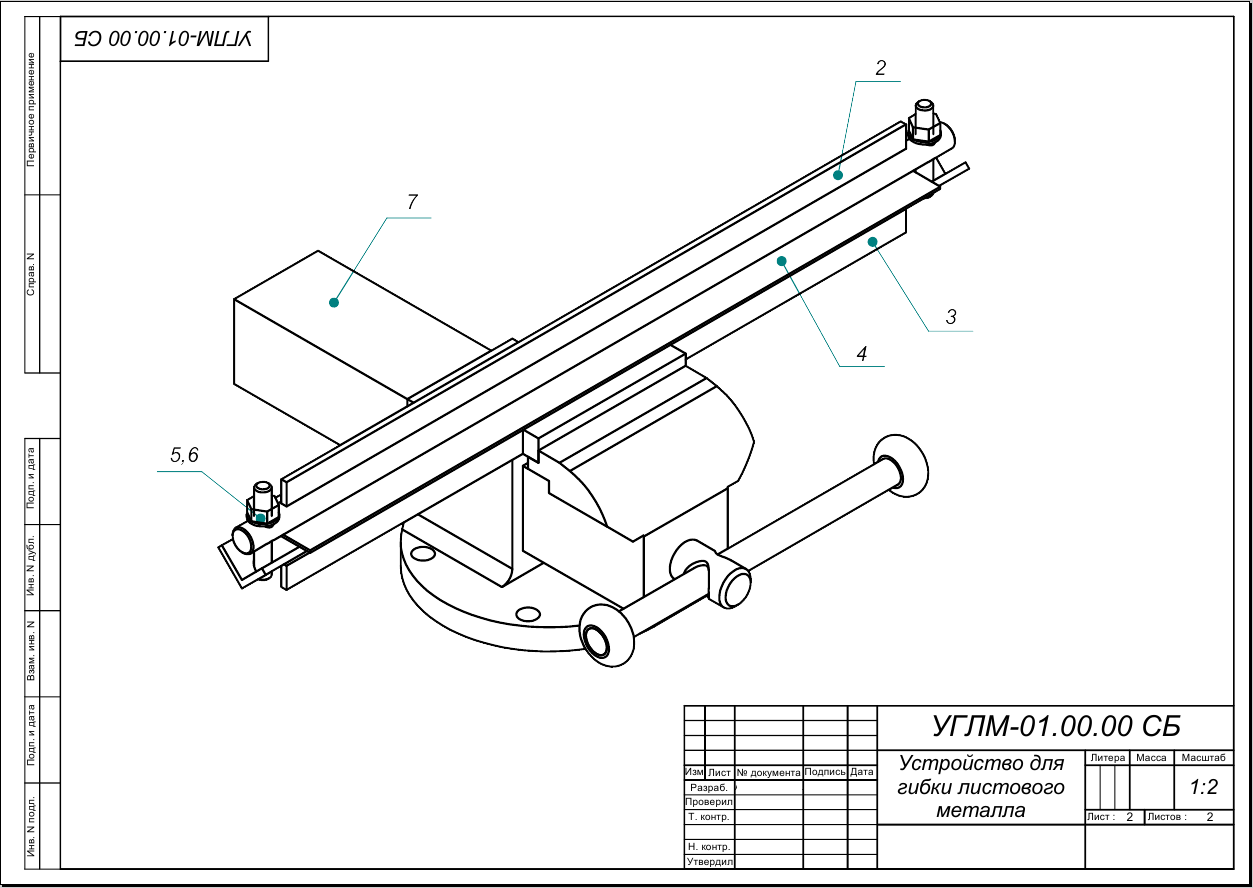 Для удобства дальнейшей эксплуатации лучше промаркировать каждую рабочую кромку, указав радиус закругления.
Для удобства дальнейшей эксплуатации лучше промаркировать каждую рабочую кромку, указав радиус закругления.
Трубогиб – третий вариант
Кроме радиальных сгибов может возникнуть необходимость получения гибки деталей под теми или иными углами.
Для этих целей может быть использовано следующее приспособление, представляющее собой небольшой стальной столик на стойки с расположенными на нем рабочими узлами.
Основанием для получения загиба трубы является стальной валик диаметром 80-100 миллиметров. Особенностью его является приваренный по кромке стальной стержень, который позволяет частично вдавливать внутреннюю поверхность профиля. Фиксация заготовки выполняется при помощи болта большого диаметра, устанавливаемого в соответствующее отверстие.
Такое приспособление вполне может быть изготовлено в рамках небольшого гаража или сарая.
Для облегчения преодоления сопротивления заготовки деформации внутрь нее до места гибки можно вставить квадратный стальной стержень подходящего размера. Используя подобный трубогиб, возможно получение сгиба в любой точке детали.
Используя подобный трубогиб, возможно получение сгиба в любой точке детали.
Для примера напоследок профилегиб с электроприводом:
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации – нам интересно ваше мнение 🙂
Статьи, которые Вам будут интересны:
для профильной трубы с размерами, чертежи, как сделать для круглой трубы, из тисков
На чтение 14 мин. Опубликовано
Сгибание трубы – полого цилиндра с определённой толщиной стенок – сопряжено с рядом неудобств. Из курса физики известно, что трубка из какого-либо материала почти не уступает в прочности сплошному пруту. Зато намного выигрывает у него в материалоёмкости и массе.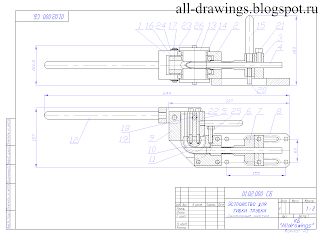
Поэтому труба в строительстве и изготовлении различных конструкций используется очень часто. И не менее часто требуется эту трубу согнуть, чтобы она смогла выполнить возложенную на неё функция. Для этого был придуман такой аппарат как трубогиб. Что он собой представляет, какова его конструкция и можно ли смастерить трубогиб своими руками?
Что это такое и для чего он нужен?
Трубогиб(трубогибочный станок) – это особое устройство, предназначенное для придания прямому участку трубы изогнутой формы.
Простейший способ согнуть трубу, если она имеет небольшой диаметр, тонкие стенки и сделана их относительно мягкого, пластичного материала – это согнуть её руками.
Но кроме простоты и быстроты, больше никаких плюсов у этого способа нет.
Стальная трубка с толщиной стенок более 2 мм мускульной силе среднестатистического мужчины уже не поддаётся. Радиус кривой изгиба неравномерен, к тому же существует опасность сплющивания трубы в месте её деформации.
Трубогиб решает две основные задачи – делает искривление трубы прогнозируемым, а также компенсирует недостаточную мускульную силу техническими приспособлениями.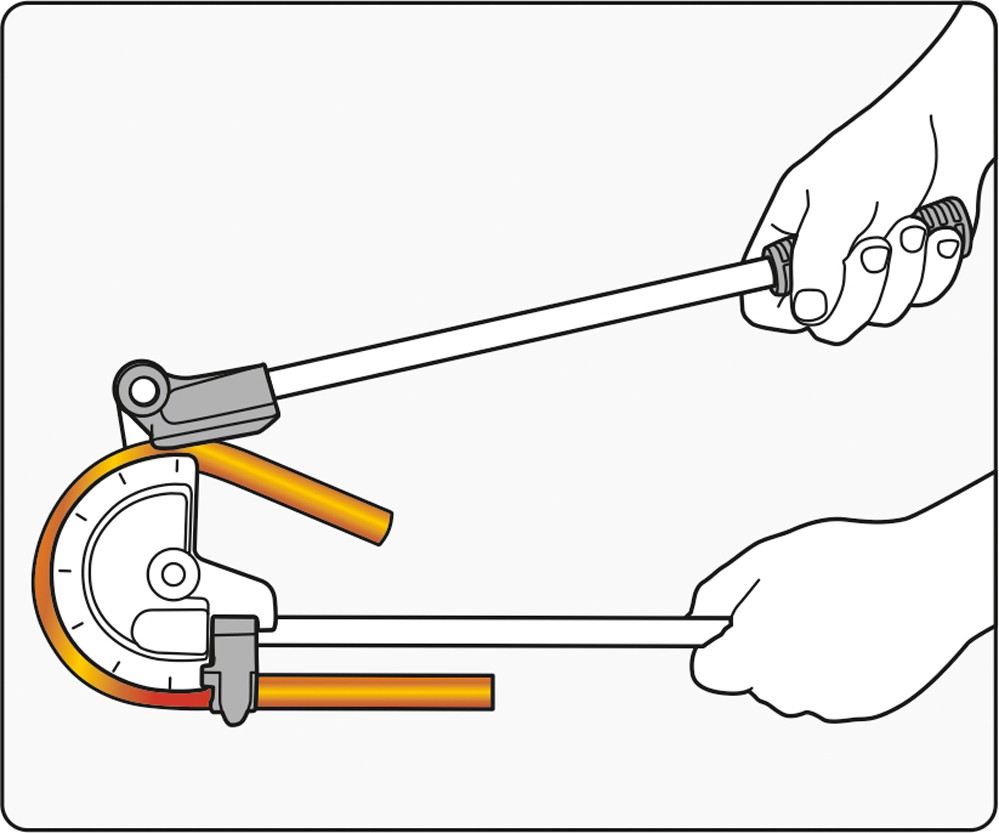 Область применения трубогиба очень обширна. Он становится основным инструментом, где фигурирует трубопровод – то есть, где по полой трубе осуществляется подача жидкости или газа.
Область применения трубогиба очень обширна. Он становится основным инструментом, где фигурирует трубопровод – то есть, где по полой трубе осуществляется подача жидкости или газа.
Отопление, водоснабжение, канализация, кондиционирование – вот далеко не полный перечень областей применения трубогиба. Он также используется в различных конструкциях и механизмах. Например, выхлопные трубы мотоциклов, глушитель автомобиля, рули велосипедов, рамы спортивных тренажёров, на теплицах – всё это примеры применения трубогиба.
Пример работыУстройство
Трубогибы бывают разными по типу привода и по устройству, но их объединяет одно: применение механической силы, деформирующей трубу необходимым образом. Конструктивно в подобных агрегатах выделяют следующие элементы:
- Стальная рама, на которой смонтирован гибочный механизм;
- Планки из прочного металла, фиксирующие ролики;
- Сами ролики, служащие для фиксации заготовки;
- Прижимной механизм с пуансоном необходимой кривизны и радиуса;
- Опоры, поддерживающие систему над полом для удобства работы.
Это описание лишь пример, так как в зависимости от типа привода и источника силы, которая сгибает трубу, трубогибы имеют значительное отличие в конструкции.
Виды
Человек изобрёл и разработал множество видов трубогибов, которые принято различать по параметрам.
Например, в зависимости от типа привода выделяю следующие разновидности гибочных систем:
- Электромеханические;
- Гидравлические;
- Ручные механические;
- Комбинированные.
В первых энергию, затрачиваемую на программируемую деформацию трубы, даёт электрический ток, подключаемый к устройству. Электромеханические трубогибы передают механическое воздействие на металлическую или пластиковую трубу через редуктор, который подключён к электродвигателю. Редуктор уменьшает крутящий момент, но за счёт этого увеличивает силу деформации.
В гидравлических машинах основа всего – гидроцилиндр, заполненный специальным маслом. Усилие, передаваемое на поршень гидроцилиндра, увеличивается по законам физики. Такой аппарат гнёт трубу постепенно. Это работает за счёт ступенчатого нагнетания давления масла в системе. Как правило, гидравлические трубогибы имеют ручной привод в виде рычага. Нажимая на рычаг и возвращая его в исходное положение, оператор обеспечивает плавное продвижение штока, на котором закреплён пуансон.
Такой аппарат гнёт трубу постепенно. Это работает за счёт ступенчатого нагнетания давления масла в системе. Как правило, гидравлические трубогибы имеют ручной привод в виде рычага. Нажимая на рычаг и возвращая его в исходное положение, оператор обеспечивает плавное продвижение штока, на котором закреплён пуансон.
Ручные механические трубогибы не имеют в своей конструкции гидроцилиндра. Вместо них труд слесаря облегчают передаточные механизмы, которые за счёт большего расстояния позволяют получить выигрыш в силе. Достаточно простой и при этом распространённый вид таких гибочных машин – роликовый трубогиб с цепной передачей.
Ролик прижимается мощным винтом, а круглая или профилированная заготовка протягивается между прижимным и опорными роликами путём вращения рукоятки, которая приводит в действие весь механизм. Валы роликов связаны друг с другом шестернями. Шестерни подобраны так, чтобы сделав большее число оборотов рукояти, можно было бы подвинуть изделие ненамного, но с большой силой. Тот же самый принцип используется в понижающей передаче велосипеда при движении в гору.
Тот же самый принцип используется в понижающей передаче велосипеда при движении в гору.
Комбинированные типы гибочных устройств могут в различных вариациях соединять ручной, электрический и гидравлический компоненты. В качестве примера можно привести классический станок с гидроцилиндром, где перемещение поршня обеспечивается не качанием рычага, а насосом высокого давления с электродвигателем. В этом случае человек только контролирует процесс, а работу выполняет электропривод, продвигающей шток за счёт растущего давления в цилиндре.
Следует отметить, что трубы большого диаметра из крепких марок стало практически невозможно согнуть без утраты прочности и образования мест повышенного напряжения металла. Для гибки больших прочных труб помимо механического воздействия на заготовку, применяют ещё и термическое.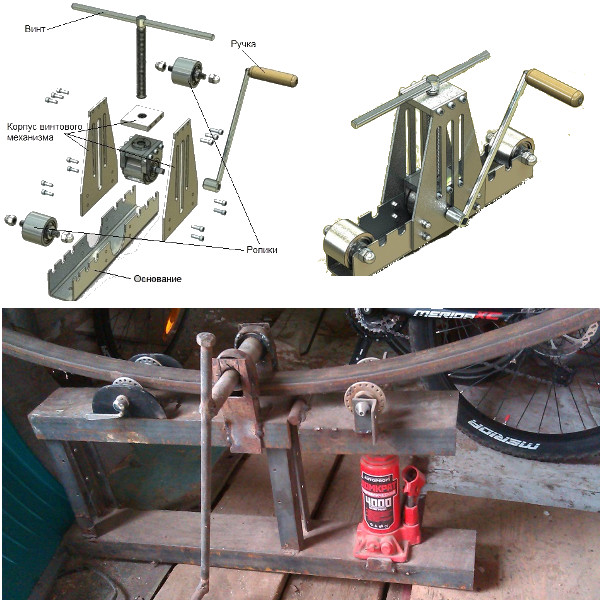 Трубу разогревают либо особой спиралью, либо индукционными токами докрасна, а потом постепенно придают ей нужную форму. Для этого используют крупногабаритные электромеханические станки большой мощности. Нагретая и затем отпущенная или закалённая труба не будет иметь в себе напряжения. На ней не скажется усталость металла, а изгиб будет плавным и ровным.
Трубу разогревают либо особой спиралью, либо индукционными токами докрасна, а потом постепенно придают ей нужную форму. Для этого используют крупногабаритные электромеханические станки большой мощности. Нагретая и затем отпущенная или закалённая труба не будет иметь в себе напряжения. На ней не скажется усталость металла, а изгиб будет плавным и ровным.
Стоит отметить, что нагревание очень редко требуется при гибке труб малого диаметра, поэтому оснащать самодельный гибочный станок спиралью или греть пропановой горелкой ни к чему. Однако нагрев докрасна продолжает использоваться при отсутствии станка, когда равномерность кривизны изгиба не имеет большого значения.
Принцип работы
В основе принципа работы любого трубогиба лежит оказание давления на трубу, в результате которого она принимает криволинейную форму.
Распространённый вариант фабричного трубогиба – гидравлический с рычагом.
С одной стороны цилиндр сделан глухим, в нём имеется только клапан для долива масла в систему.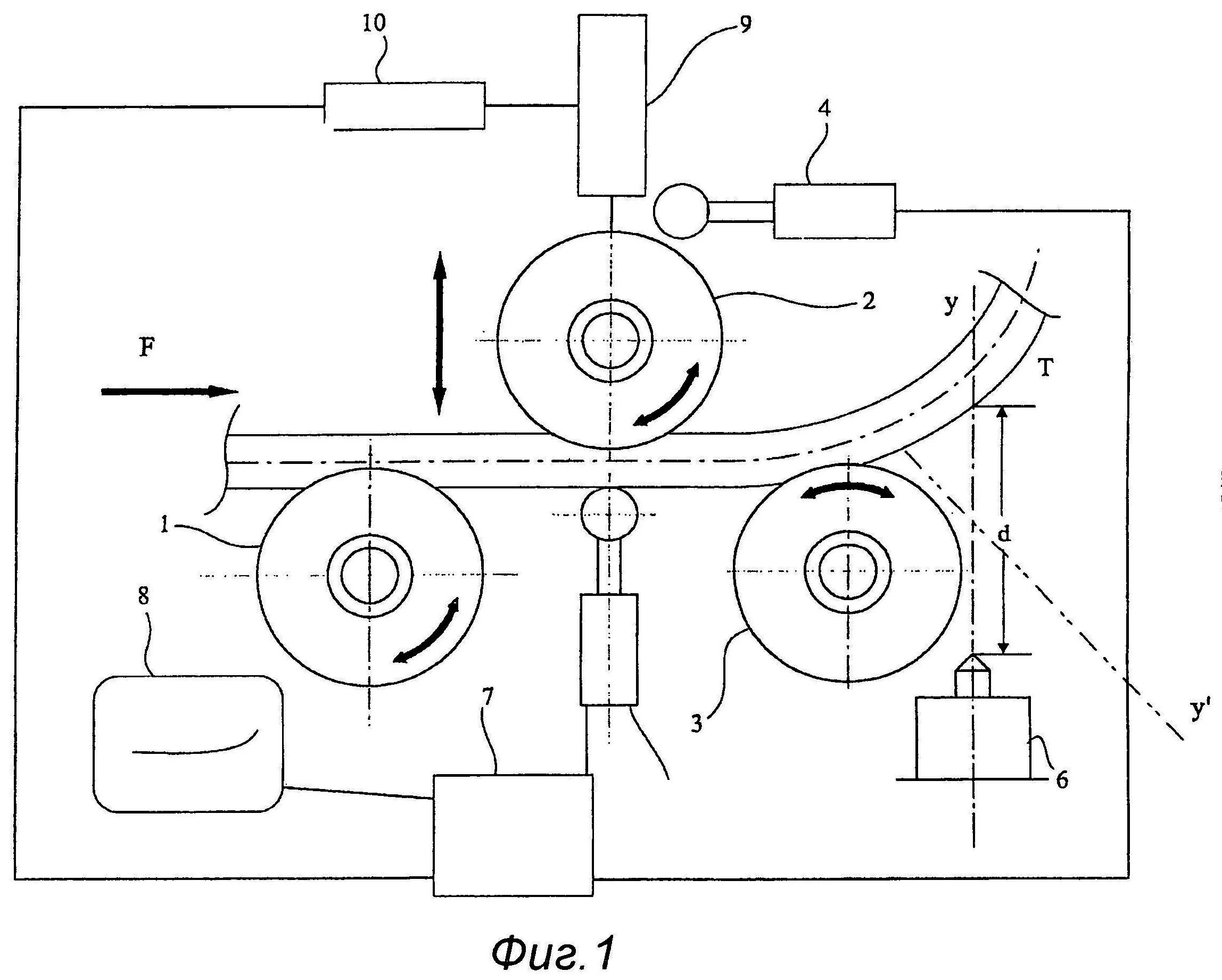 С противоположного конца из цилиндра выходит шток с надетым на него пуансоном. В заводских моделях производитель представляет несколько пуансонов, которые позволяют получить трубы с разным радиусом изгиба.
С противоположного конца из цилиндра выходит шток с надетым на него пуансоном. В заводских моделях производитель представляет несколько пуансонов, которые позволяют получить трубы с разным радиусом изгиба.
Труба вставляется в агрегат поперёк хода поршня. Совершая возвратно-поступательные движения рычагом, пользователь нагнетает давление в цилиндре до тех пор, пока шток с пуансоном не упрётся в трубу по центру. По бокам от штока труба удерживается двумя упорами. Выборки на упорах соответствуют профилю трубы: круглому или прямоугольному в сечении.
Диаметр гидроцилиндра и длина рычага подобраны таким образом, чтобы минимизировать мускульное усилие. При качании рычага шток продавливает трубу между упорами. Если нужно получить изгиб большой длины, труба вручную перемещается вдоль всего аппарата.
В ручном аппарате труба или профиль укладываются на два ролика, сверху прижимаются третьим роликом через винт. Винт оснащён длинными рукоятями, что помогает изгибать трубу. Второй ворот смонтирован на одном из роликов, а тот, в свою очередь, связан с другими цепной передачей через шестерни.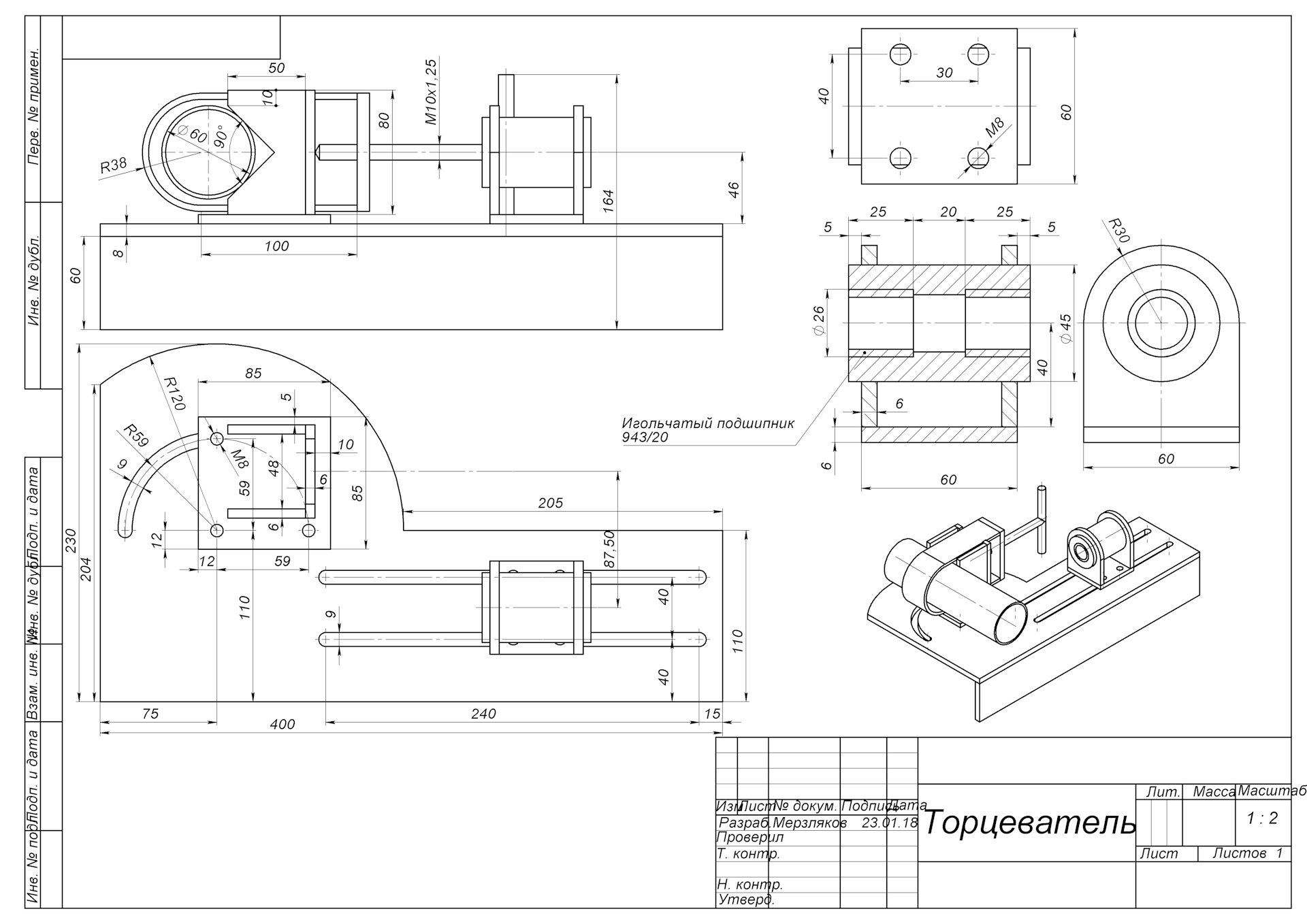 Вращая роликовый блок, мастер подаёт трубу по механизму, равномерно сгибая её по всей длине. Если полученная кривизна слишком крута либо труба толстостенная, может потребоваться не один проход, а постепенное продавливание за несколько раз.
Вращая роликовый блок, мастер подаёт трубу по механизму, равномерно сгибая её по всей длине. Если полученная кривизна слишком крута либо труба толстостенная, может потребоваться не один проход, а постепенное продавливание за несколько раз.
Для профильной трубы
Профильная труба часто применяется для сборки каркасов теплиц, беседок, ворот и калиток, навесов и много другого.
Поэтому и у владельца гаража или дачного участка рано или поздно встаёт вопрос, как согнуть профтрубу в домашних условиях.
На помощь придёт трубогиб.
Однако готовые решения стоят больших денег. Поэтому лучший вариант – сделать его своими руками.
Для изготовления такого приспособления потребуются следующие инструменты:
- Углошлифовальная машина, в просторечии – болгарка;
- Дрель с набором свёрл по металлу;
- Сварочный аппарат, лучше всего – бытовой электродный инвертор;
- Набор ключей или головок.

Прежде, чем приступать к работе, нужно оформить чертёж будущей гибочной машины, чтобы все детали соотносились друг с другом.
Основными элементами домашнего трубогиба являются:
- Рама, сваренная из стального швеллера или двутавра толщиной не менее 4мм;
- Валы роликов;
- Сами ролики;
- Звёздочки для подключения цепной передачи;
- Цепь для привода со старого велосипеда или газораспределительного механизма;
- Винт, опускающий прижимной ролик;
- Рукоятки вращения прижимного винта и валов – пустотелая стальная трубка или цельный прут;
- Различная фурнитура: гайки, болты, шайбы, гровера, шплинты.
Сразу стоит оговориться, что если у вас в арсенале отсутствуют ролики и валы, изготовить их самостоятельно без токарного станка не представляется возможным. В крайнем случае, можно обрезать существующие металлические стержни до нужных размеров и отшлифовать. В качестве роликов можно использовать бочонки с внутренним отверстием.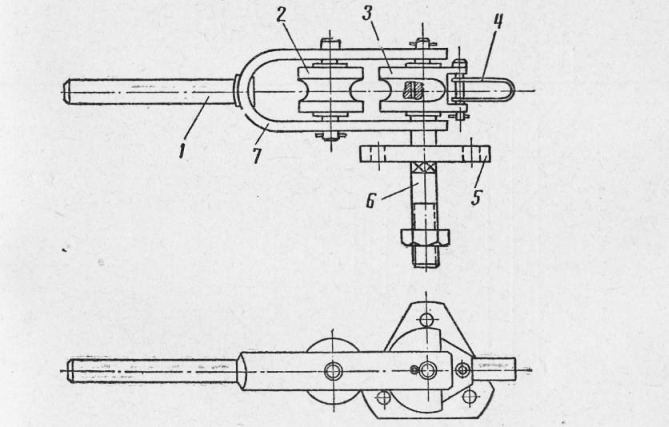
Ещё один вариант – старые подшипники. Если их посадить на вал, предварительно разогрев в пламени пропановой горелки, а потом проварить, чтобы они вращались вместе с валом, то получится ролик с идеальной круговой поверхностью.
С центральным роликом
Последовательность действий при сборке самодельного трубогиба с центральным прижимным роликом будет следующей:
- С помощью болгарки раскроите швеллер или двутавр на части нужного размера. Прихватите их точечно, а затем, когда рама будет готова, проварите по всей длине. После из эстетических соображений можно зашлифовать швы заточным кругом.
- Предусмотрите либо ножки из обрезков того же швеллера, либо крепёжные отверстия под болты, которые позволят прихватывать станок к верстаку.
- Просверлите отверстия под валы. Также с помощью дрели и болгарки сделайте прорези в вертикальной части рамы. В них будет ходить вверх и вниз вал прижимного ролика. Вставьте валы с надетыми роликами в проделанные отверстия и зафиксируйте их шплинтами.
- Резьбовое соединение штока прижимного ролика и глухой рамы делается либо с помощью токарного станка, либо с помощью метчика. Помните, что резьбу большого диаметра нарезать очень сложно. Обязательно используйте отработку или иную дешёвую смазку при нарезке резьбы.
- Внешнюю часть валов аккуратно сточите с двух сторон, чтобы на них можно было надеть звёздочки. Цепь надевайте с лёгким провисом, если сделать охват слишком тугим, на преодоление сопротивления будет тратиться дополнительная сила.
- Присоедините к одному из валов рычаг – для фиксации используйте тот же замок, что и для звёздочек. Если есть желание укрепить рычаг на валу – просверлите отверстие и нарежьте внутреннюю резьбу. После вкручивания туда болта рычаг зафиксируется, а выкрутив болт, рычаг всегда можно будет снять для транспортировки. Вращая рычаг, можно будет протягивать заготовку через вальцы. Закручивая прижимной винт, можно изменять радиус кривизны сгибаемой трубы.
Чертежи и размеры самодельной конструкции:
С переломной рамой
Не менее популярным при изготовлении своими руками является схема трубогиба с переломной рамой. Конструктивно он отличается тем, что все ролики в нём неподвижны, то есть только вращаются, но двигаются вверх-вниз.
Конструктивно он отличается тем, что все ролики в нём неподвижны, то есть только вращаются, но двигаются вверх-вниз.
Давление на трубу происходит путём приподнимания части рамы, где смонтирован один из крайних роликов. Процесс сборки похож на предыдущий, но имеет свои нюансы:
- Раму для переломного трубогиба сделайте не цельной, а состоящей из двух частей. Две части можно соединить шпилькой с двумя гайками.
- Подъём концевого ролика очень удобно осуществлять с помощью винтового подъёмного устройства или домкрата.
- Для вращения звёздочек некоторые умельцы приспосабливают электродвигатель переменного тока или даже бензиновый, снятый с мотоблока или топливного генератора.
Но чаще всего такие агрегаты всё же используют мускульную силу пользователя. В этом случае они не требуют практически никаких ресурсов. В этом их ценность: такое устройство очень просто сложить в багажник автомобиля и привезти на стройку, где ещё нет электричества.
Ниже приведены чертеж и размеры самодельного трубогиба:
Еще пример:
Простой трубогиб
В условиях домашней мастерской можно изготовить несколько типов трубогибов. Многое здесь зависит от потребностей пользователя устройства. В ситуации, когда человеку нужно постоянно гнуть медную трубку небольшого диаметра под прямым углом, изготовление стационарного трубогиба с переломной рамой на основе домкрата представляется излишней тратой времени и сил.
Ниже приведены самые простые и лёгкие в изготовлении виды трубогибов для различных нужд.
Для круглой трубы
Простейший трубогиб с минимумом деталей – это ручное устройство, состоящее из основы, двух шкивов, упора и рычага.
Он предназначен для сгибания труб круглого сечения под прямым углом или меньше.
Основа может быть простой металлической плитой. В ее центре неподвижно крепится шкив. На оси первого шкива закреплён П-образный кронштейн. Конец кронштейна продолжается рычагом, а в середине на очи закреплён второй шкив, который свободно вращается. Внизу от первого шкива располагают упор, который предотвращает проворачивание трубы.
Механизм такого трубогиба предельно прост. Круглая труба вставляется между упором и первым шкивом. Кронштейн одним из краёв касается упора, и труба получается зажатой между двух шкивов. Поворачивая кронштейн рычагом, мастер оказывает давление на конец трубы и постепенно второй шкив описывает окружность вокруг первого, неподвижного. Зажатая между ними труба искривляется по радиусу неподвижного шкива.
Из тисков
Большие стационарные тиски с успехом могут быть использованы вместо прижимного устройства.
Задача сборки облегчается тем, что тисковый трубогиб не требует рамы, соединяющей верхний прижимной и нижние упорные ролики. Для него хватит двух швеллеров достаточной глубины, чтобы в стенках можно было просверлить отверстия под валы роликов.
На широком основании монтируются упорные ролики на расстоянии минимум 400-600 мм друг от друга. На узком основании собирается один ролик, вращаемый рычагом достаточной длины. Затем конструкция вставляется в тиски, между роликами помещается труба и затягивается. Вращая рукоять рычага, трубу или профиль протягивают через роликовые вальцы.
Эта модель удобна тем, что является максимально портативной и может извлекаться из ящика с инструментами лишь по необходимости.
Самодельный роликовый
Роликовый трубогиб может иметь различную конфигурацию. Это может быть как простейший ручной механизм, состоящий из двух рычагов, шкива и прижимного ролика, так и достаточно сложное прокатное устройство с электрическим или даже бензиновым приводом.
Это может быть как простейший ручной механизм, состоящий из двух рычагов, шкива и прижимного ролика, так и достаточно сложное прокатное устройство с электрическим или даже бензиновым приводом.
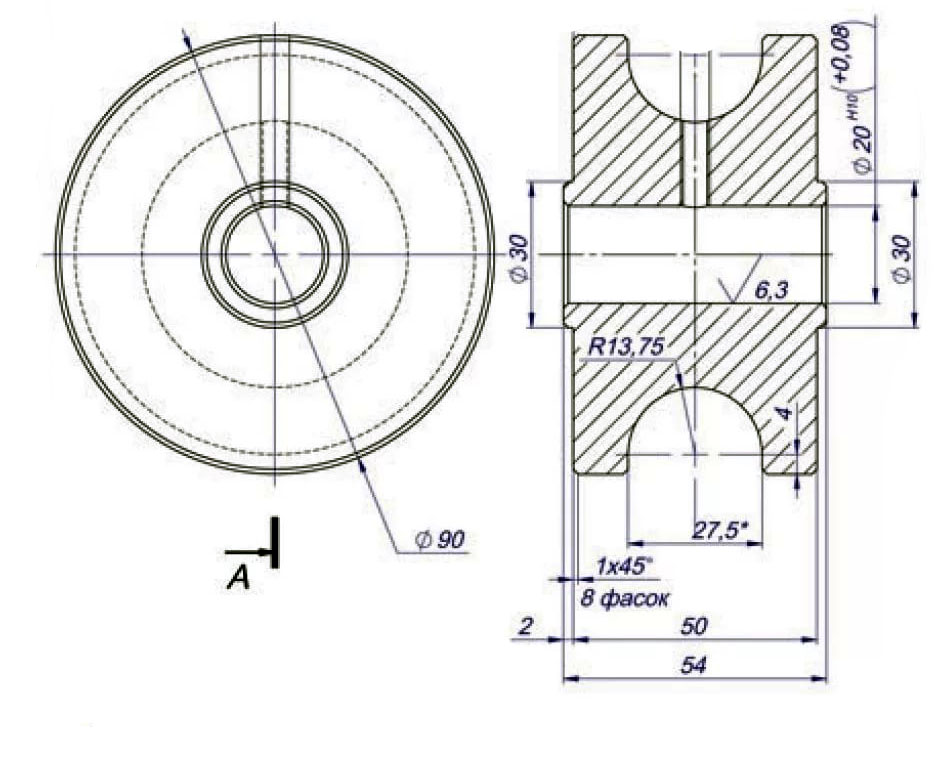
Ключевой особенностью этого трубогиба являются ролики, которые либо обжимают трубу, прокатываясь по ней, либо сдавливают её с разных сторон. В зависимости от поперечного сечения роликов устройство будет заточено под круглую либо профильную трубу.
В первом случае внутренняя поверхность ролика между двумя гребнями будет вогнутой, во втором – ровной.
Чертежи:
Из домкрата
Гидравлический домкрат удобно использовать для поджима трубы. Его использование оправдано с круглой и профильной трубой из стали, больших диаметров или с толстыми стенками. Учитывая, что гидравлическим домкратом можно вывесить более трёх тонн, получается, что диаметр и толщина трубы, которую вы сможете согнуть, ограничивается скорее конструкцией самой системы и тем, сможете ли вы прокрутить рычаг, протаскивая заготовку.
Чертеж и размеры:
При достаточной длине рычага ручки вращения роликов этот вид трубогиба требует меньше всего физической силы при работе с серьёзными материалами.
Арбалетного типа
В трубогибе арбалетного типа отсутствует механизм протяжки профиля.Он используется, когда изделие гнётся на небольшую длину.
Своё название трубогиб получил за металлическую треугольную раму, расположенную параллельно земле.
В вершинах этой рамы две опоры, ориентированные на круглую либо профильную трубу (это зависит от формы выемки на упорах). В третьей вершине находится шток с пуансоном, то есть дугой, выгнутой наружу. Для прижима пуансона к трубе, которая деформируется между двумя упорами, обычно применяют гидроцилиндр. В быту его легче всего заменить гидравлическим домкратом.
Чертеж самодельного трубогибочного станка арбалетного типа:
Таким образом, для изготовления арбалетного трубогиба, оснащённого гидродомкратом, нужно сварить треугольную раму, в вершинах которой будут располагаться упоры и прижимной шток.
Изготовление компактного трубогиба-улитки
Трубогиб-улитка получил своё название из-за детали, которая служит силовым трафаретом при изгибе трубы.В процессе гибки труба прижимается к улитке специальным роликом, который описывает окружность.
В целом, конструкция такого трубогиба напоминает закаточную машинку для стеклянных банок.
Улитка самодельного агрегата может представлять круг из стали толщиной 3-4 мм, на который ребром приварена спирально закрученная толстая стальная лента. В изготовлении такой улитки не обойтись без пропанового резака, которым греют заготовки, чтоб согнуть, а потом закаляют.
В заводских агрегатах улитка поделена на сегменты, соединённые штифтами или болтами. Каждая из частей улитки может отгибаться, что даёт более крутой и красивый изгиб.
С помощью трубогиба-улитки можно гнуть не только трубу, но и прутья, арматуру, прежде всего, для художественного оформления и для завитков.
Пример можно увидеть на чертеже:
Заключение
Трубогиб – полезный инструмент, который может пригодиться при прокладке металлических трубопроводов в системах отопления и кондиционирования, изготовлении металлических каркасов всевозможных видов и многого другого.
Высокая стоимость на заводские устройства побуждает людей, владеющих навыками ручного труда, к самостоятельному изготовлению трубогибов. Устройства, изготовленные своими руками, ничем не уступают фабричным и могут иметь самую разнообразную конфигурацию.
изготовление своими руками станка гибки труб
В строительстве и других отраслях промышленности довольно большое распространение получили трубы и металлический профиль. Дли изменения формы рассматриваемого материала применяется специальное оборудование — трубогиб. Гибка профильных труб подразумевает оказание серьезного давления, которое концентрируется в определенной зоне.
Основные конструктивные особенности
Сегодня в продаже можно встретить довольно большое количество различных станков, но всех их объединяет довольно высокая стоимость. Именно поэтому некоторые мастера решают изготовить трубогиб ручной своими руками. Чертеж трубогиба для профильной трубы можно скачать из интернета. Следует учитывать, что схема устройства может существенно отличаться. К конструктивным особенностям отнесем следующие моменты:
К конструктивным особенностям отнесем следующие моменты:
- Размер конструкции может существенно отличаться. Стоит учитывать, что большое приспособление может применяться для работы с более габаритными заготовками при условии повышения прочности соединений.
- Больше всего внимания уделяется типу привода. В большинстве случаев чертежи трубогиба своими руками для профильной трубы предусматривают создание механического привода, но также есть электрическая и гидравлическая конструкция. Механический привод проще сделать, он довольно гибкий, может быстро изменяться под поставленные задачи за счет применения большого рычага. Электропривод характеризуется компактными размерами и высокой эффективностью. Что касается гидравлики, то она характеризуется высокой эффективностью, но при этом система довольно сложна и требует периодического обслуживания.
- Конструкция может классифицироваться по принципу действия. К примеру, станок бывает арбалетного типа, или для распределения нагрузки устанавливаются ролики. Трубогиб может работать по принципу проката.
 Трубогиб может работать по принципу проката.
Трубогиб может работать по принципу проката.Простой трубогиб своими руками можно изготовить при применении домкрата. Это приспособление предназначено для концентрирования и передачи высокой нагрузки.
Требующиеся элементы
Изготавливают самодельные трубогибы для профильной трубы (чертежи зачастую скачивают с интернета), для применения в домашней мастерской. Это связано с тем, что подобный гибочный станок обладает весьма высокой производительностью, но при этом не подходит для налаживания серийного производства. Чаще всего решают изготовить станок фронтального типа, так как для его изготовления требуются следующие детали и умения:
- Три ролика, представленные валами одинакового диаметра. Для того чтобы они могли выдерживать большую нагрузку ролики изготавливают из закаленного металла.
- Профиль можно изогнуть исключительно при передаче высокой нагрузки. Для этого применяется привод, основанный на металлической цепи.
- Оси вращения предназначены для фиксации роликов. Стоит учитывать, что они должны выдерживать высокую нагрузку.
- Профтруба, изготавливаемая из металла, в холодном состоянии жесткая, и часть усилия будет передано именно на оси вращения. Они устанавливаются для роликов, которые будут фиксировать заготовку в требуемом положении.
- Металлический профиль, из которого создается корпус. Создаваемая конструкция должна быть зафиксирована во время проведения гибки.
- Устройство, которое будет создавать усилие для изменения формы заготовки. Как ранее было отмечено, для изготовления подобной конструкции могут использовать домкрат. В этом случае усилие передается от рукоятки большой длины, так как за счет рычага она существенно возрастает.
Стоит учитывать, что металлопластиковый или деревянный тип роликов используется только в том случае, если станок предназначен для обработки заготовок из мягкого металла. Из-за относительно невысокой прочности роликов под действием высокого давления они могут деформироваться.
Из-за относительно невысокой прочности роликов под действием высокого давления они могут деформироваться.
Особенности процесса
Процесс изготовления трубогиба достаточно прост, и предусматривает применение сварочного аппарата. Получаемый шов характеризуется высокой надежностью и жесткостью. Особенностью процесса производства можно назвать такие моменты:
- Для начала создается надежный каркас из металлического профиля и листов. Соединение отдельных элементов проводится сваркой или болтами.
- Работа проводится по ранее подготовленным чертежам. В этом случае можно обеспечить точное расположение всех элементов.
- Выполняется установка осей вращения и самих валов. Как правило, два вала расположены выше третьего, а образованное пространство между ними служит для расположения заготовки. Расстояние между валами определяет радиус изгиба профиля.
- Для передачи усилия в этом случае применяется цепная передача. Саму цепь можно взять с разбора различных механизмов автомобиля и мотоцикла. Для ее установки потребуется три шестерни соответствующих размеров.
- Привести в движение созданный привод можно через специальную рукоятку. Она соединяется с одним из валов.
 Для ее установки потребуется три шестерни соответствующих размеров.
Для ее установки потребуется три шестерни соответствующих размеров.Все это указывает на то, что создаваемая конструкция характеризуется относительной простотой и небольшими размерами.
Пошаговая инструкция по изготовлению
При соблюдении технологической последовательности изготовить станок своими руками относительно несложно. Основные рекомендации по проведению работы следующие:
- Прижимной вал можно изготовить самостоятельно или получить после разбора другой конструкции. Стоит учитывать, что на поверхности должны быть отверстия для размещения фиксирующей шпонки. На вале фиксируются шестерни, кольца и подшипники. Стоит учитывать, что один из них будет подвешиваться на пружинах, два других фиксироваться в неподвижном состоянии.
- В кольцах создаются отверстия, которые требуются для изготовления пазов и нарезания резьбы.
- Прижимной вал фиксируется на специальной полке. Изготовить ее можно при помощи обычного швеллера.
- Создаваемый каркас должен обладать высокой жесткостью. Для этого конструкция упрочняется различными поперечинами. Соединение отдельных элементов рекомендуется проводить сваркой, так как она в большей степени подходит для получения жесткого каркаса.
- Следующий шаг заключается в создании подвижной полки, которая служит для фиксации прижимного валика. В качестве фиксирующего элемента при создании витков применяется пружина с большим сечением.

После того как практически вся конструкция создана, выполняется крепление домкрата, через который будет передаваться усилие. Он должен фиксироваться жестко и надежно, так как создаваемое усилие будет довольно высоким.
Некоторые тонкости сбора конструкции:
- Прижимной вал фиксируется за счет шпонки для того, чтобы исключить вероятность его проворачивания вокруг своей оси. Кроме этого, он дополнительно прикручивается, за счет чего обеспечивается более надежное крепление.
- Довольно сложной является конструкция прижимной полки. Перед установкой вала к ней привариваются гайки, необходимые для крепления пружин.
- Для повышения показателя КПД цепь должна находится в натяжении. Ее натягивание проводится при помощи магнитного уголка, который также применяется в качестве держателя.
- Фиксация звездочек проводится при помощи шпонок из гровера.
- Приводная ручка гибочного станка должна быть с проворачивающейся трубкой.
- Установка домкрата, за счет которого будет оказываться воздействие, проводится на специальной подвесной платформе. Для ее создания применяются болтовые соединения и сварочный аппарат.
 Кроме этого, он дополнительно прикручивается, за счет чего обеспечивается более надежное крепление.
Кроме этого, он дополнительно прикручивается, за счет чего обеспечивается более надежное крепление.Механический привод во многом упрощает задачу.
Создание гидравлическая гибочного станка
За счет применения гидравлического привода есть возможность частично автоматизировать производственный процесс. Для того чтобы упростить создаваемую конструкцию применяется домкрат гидравлического типа, который характеризуется относительно небольшими размерами.
Для создания трубогиба с гидравлическим приводом потребуется:
- Гидравлический домкрат, предназначенный для работы с нагрузкой не менее 5 тонн.
- Ролики.
- Металлический швеллер с большим сечением.
- Пластины толстого металла.
- Башмак.
Принцип действия устройства достаточно прост и под силу умелому мастеру. Для его изготовления нужно провести следующие процедуры:
- Создается по чертежам конструкция, которая будет служить в качестве каркаса. Кроме этого, на первой стадии проведения работ изготавливается конструкция для фиксации роликов и башмака.
- Изготавливается нижняя платформа, на которой устанавливается домкрат. Для того чтобы при создании давления положение домкрата не изменялось, в качестве основания используется стальная плита большой толщины. Как правило, для крепления домкрата применятся болты, а для его управления устанавливается приводная ручка.
- Важно подобрать наиболее подходящие вальцы. При необходимости они изготавливаются своими руками.
- Положение башмака зависит от того, с каким именно радиусом загиба нужно получить изделие.
- Фиксация роликов и башмака проводится при применении болтов. Для них нужно сделать отверстия в раме.
 При необходимости они изготавливаются своими руками.
При необходимости они изготавливаются своими руками.
Такая конструкция будет весьма эффективной и прослужит долго. Стоит учитывать, что гидравлический домкрат требует периодического обслуживания.
Другие рекомендации
Часто при гибочных работах следует выдерживать точное значение радиуса загиба и создаваемого угла. Для более точной работы применяются промышленные станки. Другие рекомендации, касающиеся создания самодельной конструкции:
- Для того чтобы существенно расширить область применения станка, можно создать конструкцию, которая будет предусматривать возможность быстрой смены валиков.
- При применении шаблона для того, чтобы исключить вероятность соскальзывания заготовки, применяются металлические крючки.
- Если гибка предусматривает создание изделие с большим радиусом загиба, то рекомендуется использовать станки с тремя роликами. За счет равномерного распределения нагрузки существенно упрощается процесс гибки.
- Для повышения универсальности оборудования опорные ролики можно сделать подвижными. Изменение их положения позволяет проводить регулировку радиуса загиба.

Самодельная конструкция практически не уступает многим промышленным моделям, которые предназначены для применения в быту. При этом их можно изготовить, используя подручные средства, что существенно снижает стоимость конструкции. Для наладки производственной линии с высоким показателем производительности лучше всего приобрести промышленный станок.
Оцените статью: Поделитесь с друзьями!Baileigh RDB-100 Ручной роторный трубогиб – Фрезы и трубогибы
В настоящее время недоступен.

Мы не знаем, когда и появится ли этот товар в наличии.
- Убедитесь, что это подходит введя номер вашей модели.
- СПОСОБНОСТЬ ИЗГИБА: Гибка труб с внешним диаметром до 1,75 дюйма и максимальной толщиной стенки трубы 0,095 дюйма и 1 дюйм сортамента 40.
- УКАЗАТЕЛЬ БОЛЬШОГО ДИАМЕТРА: позволяет изгибать до 206 ° (180 ° плюс возвратная пружина) без необходимости повторной индексации и повторной установки штифтов.
- БЫСТРАЯ ЗАГРУЗКА И РАЗГРУЗКА: Быстросъемная система счетчиков.
- ТОЧНЫЕ изгибы: все инструменты имеют линию индикатора начала изгиба, поэтому вы можете уверенно выполнять сложные изгибы.
- ПРЕДВАРИТЕЛЬНАЯ СБОРКА СУДОВ: просто прикрепите ручку и подставку.
- МНОГО ОПЦИЙ: Принимает сотни штампов для круглых и квадратных труб, а также штампов для круглых труб.
- СДЕЛАНО В США

Как найти подходящий трубогиб?
Трубогибы – это оборудование для производства труб, которое используется для гибки труб.Это оборудование доступно в различных типах, функциях и спецификациях для удовлетворения требований вашего приложения. Чтобы правильно выбрать трубогиб, важно знать о трубогибах. Также важно проанализировать свои потребности в гибке. Наряду с этим существует множество факторов, которые вам, возможно, придется учитывать при выборе подходящего трубогиба. В этом посте рассказывается о факторах, которые помогают выбрать лучший трубогиб в соответствии с вашими потребностями.
Чтобы правильно выбрать трубогиб, важно знать о трубогибах. Также важно проанализировать свои потребности в гибке. Наряду с этим существует множество факторов, которые вам, возможно, придется учитывать при выборе подходящего трубогиба. В этом посте рассказывается о факторах, которые помогают выбрать лучший трубогиб в соответствии с вашими потребностями.
Если вы работаете в металлообрабатывающей промышленности, возможно, вы знаете, как важно покупать правильное оборудование.Конечный результат в любом проекте металлообработки зависит от качества и типа используемого оборудования. Итак, если вы хотите купить трубогиб, необходимо учитывать несколько факторов. Давайте обсудим факторы, которые помогут вам выбрать правильный трубогиб.
- Типы трубных блендеров: Как правило, трубогибы классифицируются в соответствии с их рабочим механизмом. Давайте обсудим несколько основных типов гибочных станков.

- Открытые ротационные вытяжные машины: Этот тип гибочного станка сгибает трубу, вытягивая ее по кривизне.Он использует штампы определенного радиуса и подходит для гибки металлических труб.
- Станки для гибки оправки: В гибочной машине на оправке используются стальные шарики, называемые шариковой оправкой. Серия шариков проходит через трубку, поддерживаясь криволинейным радиусом, изгибая трубку. Эта машина используется для массовых операций по гибке труб.
- Вальцегибочные машины: Эти гибочные машины имеют пирамидальную структуру с тремя вальцами, расположенными в форме треугольника. Трубка раскатывается на роликах для изгиба определенного диаметра.
- Гибогибочные машины: В этом типе гибочного станка матрица вставляется внутрь трубы с помощью плунжера, чтобы изгибать трубу в определенной форме. Плунжер может приводиться в действие гидравлическим, пневматическим или ручным усилием.

Наряду с этими основными типами гибочных станков существует несколько типов гибочных станков, названных в соответствии с их источниками питания. К этим типам относятся гидравлические трубогибы, пневматические трубогибы, ручные трубогибы, электрические трубогибы и электромеханические трубогибы с ЧПУ / ЧПУ.Функция каждого гибочного станка связана с типом привода, и аналогичным образом варьируется эффективность. Чтобы правильно выбрать трубогиб, необходимо продумать его типы и выбрать в соответствии с вашими требованиями.
- Проанализируйте свои производственные требования: Когда дело доходит до выбора лучшего трубогиба, отвечающего вашим потребностям, вы должны проанализировать свои требования. Следующие факторы важно учитывать в соответствии с вашими эксплуатационными требованиями.
- Скорость работы: Если требуется операция высокоскоростной гибки труб, ручной гибочный станок может быть неподходящим выбором. Как правило, электрические и пневматические приводы отлично подходят для высокоскоростных операций. Таким образом, электрические или пневматические гибочные машины станут выбором для высокоскоростного смешивания. В случае гибки на низкой скорости или в тяжелых условиях подходят гидравлические гибочные машины, поскольку гидравлические приводы хорошо реагируют на приложения с высокими нагрузками.
- Размер партии продукции: Размер партии продукции следует учитывать при выборе подходящего трубогиба. Для пакетной гибки предпочтительны гибка на оправке или гибка с ЧПУ.
- Стоимость и потребность в эксплуатации: Бюджет и спрос – два важных фактора выбора. Больше нужно вкладывать, только если спрос больше. При высоком спросе оператор должен инвестировать в эффективный гибочный станок с ЧПУ или электрические блендеры. Если операции по гибке выполняются редко, оператор может выбрать менее дорогой ручной гибочный станок.
- Подобрать станок и материал: Гибочный станок должен быть совместим с используемым материалом. Вы должны учитывать материал трубы, толщину стенки, диаметр трубы и т. Д.Исходя из этих соображений, необходимо выбрать подходящий трубогиб.
 Как правило, электрические и пневматические приводы отлично подходят для высокоскоростных операций. Таким образом, электрические или пневматические гибочные машины станут выбором для высокоскоростного смешивания. В случае гибки на низкой скорости или в тяжелых условиях подходят гидравлические гибочные машины, поскольку гидравлические приводы хорошо реагируют на приложения с высокими нагрузками.
Как правило, электрические и пневматические приводы отлично подходят для высокоскоростных операций. Таким образом, электрические или пневматические гибочные машины станут выбором для высокоскоростного смешивания. В случае гибки на низкой скорости или в тяжелых условиях подходят гидравлические гибочные машины, поскольку гидравлические приводы хорошо реагируют на приложения с высокими нагрузками. Вы должны учитывать материал трубы, толщину стенки, диаметр трубы и т. Д.Исходя из этих соображений, необходимо выбрать подходящий трубогиб.
Вы должны учитывать материал трубы, толщину стенки, диаметр трубы и т. Д.Исходя из этих соображений, необходимо выбрать подходящий трубогиб.- Изучите инструменты и аксессуары: Трубогибы поставляются с набором штампов и гибочных инструментов. При выборе гибочных станков вы должны обратить внимание на аксессуары, такие как набор инструментов для гибки труб, вальцовочные станки, универсальные трубогибы и т. Д.
Наряду со всеми перечисленными факторами при выборе подходящего трубогиба важно проконсультироваться с экспертами.Woodward Fab – это компания, у которой есть команда экспертов, которые помогут вам с этим выбором. Эта компания с 1966 года активно поставляет трубы и оборудование для их производства, такое как гибочные станки. Их опыт и качество продукции подтверждают их компетентность.
Связанные трубогибы Сообщения в блоге:
- Верхние трубогибы от Woodward Fab
- Как эффективно использовать трубогиб? – Часть I
- Как эффективно использовать трубогиб? – Часть II
- Гидравлический или ручной трубогиб – что ваш выбор?
- Какие меры безопасности следует соблюдать при использовании гидравлического трубогиба?
- 7 простых советов по улучшению процессов гибки с помощью трубогиба
- 5 советов по идеальному изгибу труб с помощью трубогиба
- Распространенные ошибки, которых следует избегать при покупке трубогибочного станка
- Пошаговое руководство по сборке ручного трубогибочного станка
A Руководство по трубогибам
Многие наши клиенты обращаются к нам с заявками и хотят знать, какой тип гибочного станка лучше всего подходит для работы. Мы составили руководство, которое поможет вам понять некоторые ограничения и возможности использования различных гибочных станков.
Мы составили руководство, которое поможет вам понять некоторые ограничения и возможности использования различных гибочных станков.
Ротационные волочильные станки используют наборы штампов с фиксированным радиусом для гибки труб и трубок. Тяговые станки доступны в различных типах, включая ручные гибочные станки , электрические или гидравлические гибочные станки . Программируемые волочильные станки позволяют оператору выполнять несколько изгибов для каждой детали с разной степенью изгиба.
К распространенным применениям ротационных ленточнопильных станков относятся поручни, рамы, ручки, каркас безопасности транспортных средств и т. Д. . Основным преимуществом стандартных гибочных станков с вытяжкой является то, что начальные вложения значительно ниже, чем у станков с аналогичной производительностью. Недостатком является уровень точности и требование большего радиуса, обычно 3 x D и выше, где D означает диаметр трубы. Когда точность и внешний вид критически важны для вашего продукта, вам необходимо перейти на станок для гибки стержней .
Недостатком является уровень точности и требование большего радиуса, обычно 3 x D и выше, где D означает диаметр трубы. Когда точность и внешний вид критически важны для вашего продукта, вам необходимо перейти на станок для гибки стержней .
Используйте волочильные станки для меньшего объема производства и меньшей точности.
Станки для гибки оправокСтанки для гибки оправки вставляют кусок твердой стали (пробка) или серию стальных шариков (шариковая оправка) в трубу, чтобы придать трубе дополнительную поддержку в процессе гибки. Оправки предотвращают образование складок и поломку и позволяют изгибать с меньшим радиусом; 1.5D до 1D . Станки для гибки оправок обычно используются в автомобилестроении и производстве мотоциклов.
Оправочные станки доступны в полностью электрическом, гидравлическом или электрическом / гидравлическом исполнении . Электрогибочные станки на оправке обеспечивают более высокую точность и идеально подходят для гибки труб диаметром 1-2 дюйма. Они, как правило, быстрее и требуют меньше обслуживания. Гибридные электрические / гидравлические гибочные станки часто используются для труб большего размера и там, где CLR очень плотный. Для сгибания труб очень большого диаметра (например, трубок 6 дюймов) полностью электрическая машина с сервоприводом может оказаться непомерно высокой стоимостью. Гидравлические станки для гибки оправки – лучший вариант, если вы используете трубы большого диаметра для небольших производств.
Электрогибочные станки на оправке обеспечивают более высокую точность и идеально подходят для гибки труб диаметром 1-2 дюйма. Они, как правило, быстрее и требуют меньше обслуживания. Гибридные электрические / гидравлические гибочные станки часто используются для труб большего размера и там, где CLR очень плотный. Для сгибания труб очень большого диаметра (например, трубок 6 дюймов) полностью электрическая машина с сервоприводом может оказаться непомерно высокой стоимостью. Гидравлические станки для гибки оправки – лучший вариант, если вы используете трубы большого диаметра для небольших производств.
Используйте гидравлические оправки для гибки на малых производствах.
Используйте электрические / гидравлические станки для гибки оправки для средних и больших диаметров.
Используйте 100% электрические станки для гибки оправки для высоких производств, когда требуется высочайший уровень точности.
Двухголовочные гибочные машины Двухголовогибочный станок – это тип волочильного станка, который может производить 2 гибки одновременно , а гибнет 1-3 трубы за раз . Вы можете ожидать значительного увеличения производительности с этим типом гибочного станка, он также улучшит изгибы, поскольку позволяет более точно контролировать расстояние между изгибами .
Вы можете ожидать значительного увеличения производительности с этим типом гибочного станка, он также улучшит изгибы, поскольку позволяет более точно контролировать расстояние между изгибами .
Узнайте больше о трубогибе от SOCO.
Станки для гибки труб с двумя головками используются для гибки труб, когда допустим немного больший радиус. Для этого типа гибочного станка требуется, чтобы радиус центральной линии трубы был как минимум в 2 раза больше наружного диаметра трубы . Например, магазины, производящие мебель, часто используют двухголовочные гибочные станки для изготовления ножек стола.Производители велосипедов также будут использовать этот тип машин для сгибания рулей.
Для крупносерийного производства используйте двухголовочные гибочные станки.
Вальцегибочные машины Валковые или гидравлические профильные станки используются для гибки труб большого диаметра или колец . Эти станки состоят из 3 штампов, выровненных в горизонтальной плоскости с полуавтоматическим управлением или управлением с ЧПУ.
Эти станки состоят из 3 штампов, выровненных в горизонтальной плоскости с полуавтоматическим управлением или управлением с ЧПУ.
Используйте вальцегибочные станки для прокатки колец.
Важная информация по выбору гибочного станка
Мы рассмотрели общие рекомендации и способы использования различных типов гибочных станков, но при покупке нового станка вам потребуется некоторая важная информация о трубе, которую вы будете изгибать:
Что вам нужно знать:
1) Тип материала
2) Толщина материала
3) Внешний диаметр трубы
4) Радиус центральной линии (CLR)
5) Расстояние между изгибами
Это критические факторы, которые необходимо учитывать при выборе гибочного станка.Если у вас есть работа по гибке труб, требующая нового станка, обратитесь к представителю Westway, чтобы он помог вам найти гибочный станок, который будет соответствовать вашим спецификациям, производственным требованиям и вашему бюджету.
>> Ищете новый гибочный станок? Имейте под рукой 5 перечисленных выше спецификаций и позвоните нам по телефону 1-800-263-1199, чтобы подобрать лучший вариант машины.
О Берни Уолтере
Берни Уолтер – вице-президент Westway Machinery; один из крупнейших в Онтарио дистрибьюторов металлообрабатывающего оборудования.Он обладает 35-летним опытом работы в отрасли и стремится обеспечить высокое качество обслуживания клиентов и предложить ведущие производители и технологии. Он также любит давать владельцам магазинов советы о том, как улучшить производство.- Листогибочные прессы 101: все, что вам нужно знать – 29 сентября 2020 г.
- 6 станков, без которых не должно быть производственного цеха – 18 июня 2020 г.
- Советы по обеспечению безопасности производственного предприятия во время Covid-19 – 15 апреля 2020 г.
- Весенняя распродажа HYDMECH – 6 апреля 2020 г.
- Обновление статуса оборудования Westway: COVID-19 – 25 марта 2020 г.
- Какова цель слесаря-слесаря? – 27 февраля 2020 г.
- Листогибочные прессы 101: все, что вам нужно знать – 27 января 2020 г.
- Проблемы с гидроабразивом? Ознакомьтесь с этими советами по поиску и устранению неисправностей (часть 2) – 10 ноября 2019 г.
- Проблемы с гидроабразивом? Ознакомьтесь с этими советами по устранению неполадок (часть 1) – 15 октября 2019 г.
- Присоединяйтесь к нам на Westway’s Fab and Form Expo 2019! – 4 сентября 2019 г.
Vevor трубогиб, ручной настольный трубогиб 3/8 “-1” трубогиб Se – Vevor US
Политика доставки
Стоимость доставкиВсе продукты сейчас доставляются бесплатно, часть AK, HI, PW, MH, FM, VI, MP, AS, PR, GU Государства, где удаленное место требует дополнительных сборов за доставку, без таможенных сборов.
Примечание: на время доставки влияет COVID-19, время доставки груза переносится на 3 дня! Для больших грузов (пожалуйста, обратите внимание на описание размера или фотографии размеров, на которых односторонняя длина более 108 дюймов, периметр более 165 дюймов) требуется задержка на 12 дней.
Сроки доставки
Мы применяем FedEx Ground, UPS Ground, SAIA, RRTS, RLCARRIERS, отправляем заказы только в пределах США, другие страны не открыты на этом сайте, вы можете перейти в магазин на нашем сайте в другой стране.
- Дни ПОСТАВКИ: 1-4 рабочих дня
- Время обработки: 3 рабочих дня
- КОРАБЛЬ СО СКЛАДА CA & TX & KY & NJ
О модификации
Как только ваш платеж будет завершен, пожалуйста, сообщите по телефону или электронной почте, если требуются какие-либо изменения, прежде чем мы отправим вашу посылку.
Клиент будет нести ответственность за все дополнительные сборы, вызванные изменением адреса, если контакт будет установлен после отправки товара.
Международный Покупка
Ввозные пошлины, налоги и сборы не включены в стоимость товара или стоимость доставки. Покупатель должен нести ответственность за эти расходы.
Политика возврата
На каждый продукт предоставляется 12-месячная гарантия и 30-дневная политика возврата с даты покупки.Особые обстоятельства будут четко указаны в списке.
Если вам нужно вернуть товар и получить возмещение, свяжитесь с нами, чтобы получить этикетку для бесплатной доставки и отправить его нам.
Удовлетворительная гарантия на каждую покупку
Уважаемый покупатель, пожалуйста, свяжитесь с нами, если вы не удовлетворены товаром, прежде чем подавать заявку на возврат или возврат. Оперативный обмен должен быть произведен в течение 30 дней с момента доставки в оригинальной упаковке и с подтверждением покупки у Vevor.
Пожалуйста, внимательно проверьте все после получения посылки, любые повреждения, кроме DOA (Dead-On-Arrival), не будут покрываться, если они связаны с повреждениями, нанесенными руками человека. Если ваш товар был поврежден при транспортировке или вышел из строя в течение гарантийного срока, отправьте нам электронное письмо с фотографиями или видео, чтобы показать проблему.
- Все возвраты должны быть предварительно одобрены. Несанкционированные возвращения не будут приняты.
- Проверьте дважды, чтобы убедиться, что товар не работает, и свяжитесь с нашим представителем службы поддержки клиентов, сообщите нам подробную проблему и отправьте нам несколько фотографий для подтверждения.
- На замененные товары предоставляется такая же гарантия, что и на возвращенные.
Если вы отправляете товар
- Тщательно упакуйте товар (ы) в оригинальную упаковку.
- Наклейте предложенную нами транспортную этикетку на внешний
- Возврат будет обработан после того, как товар будет получен нашим складским персоналом, который будет подтвержден как неоткрытый и в хорошем состоянии.
- Чтобы получить помощь по возврату, напишите Vevor Facebook или отправьте сообщение по адресу: support @ vevor.com.
Три принципа создания сложной системы трубок
Три принципа создания сложной системы трубопровода
Эндрю Хичкок, младший менеджер по продукции, Swagelok, и Роб Найхуис, менеджер по обучению, Swagelok, Восточная Австралия | Новая Зеландия
Рассмотрим следующий сценарий: вас попросили изготовить новую жидкостную систему на вашем предприятии, и вы знаете два способа выполнить эту работу. Один из способов – использовать ассортимент фитингов, которые есть у вас на сайте.Вы знаете, что его легко построить, но вы также понимаете, что это занимает очень много времени из-за всех необходимых подключений. Он также подвержен утечкам из-за большого количества резьбовых соединений и препятствует прохождению потока из-за колен, которые вы будете использовать для работы. Кроме того, вы знаете, что эти системы может быть трудно обслуживать в будущем.
Осознавая все это, вы вместо этого решаете применить другой подход и использовать трубки, чтобы уменьшить количество соединений и упростить обслуживание системы.Однако для установки требуется несколько участков трубок малого диаметра. Уловка? Не у всех есть простые изгибы на 90 градусов.
Гибка труб часто считается изящным искусством, которое неизбежно требует проб и ошибок. Но на самом деле для получения качественной установки труб не требуются обширные знания или сложная математика. Фактически, обладая правильными знаниями и техникой, вы можете добиться точных изгибов, что приведет к более быстрой установке с меньшим количеством компонентов, обеспечивающим меньшее количество точек утечки, при этом обеспечивая лучший путь потока и увеличенный срок службы компонентов.
Узнайте, как Swagelok Essentials Training может облегчить проблемы, связанные с установкой трубопровода
Достижение качества установки трубок сводится к трем принципам: инструменты, техника и обучение.
Инструменты: начинаем с основ
Как и в приведенном выше сценарии, установка труб требует планирования, которое требует изгиба труб в точном соответствии со спецификациями; достижение идеального изгиба начинается с использования правильного инструмента.
Ручные трубогибыдоступны с множеством опций, но в конечном итоге вы захотите выбрать ручной трубогиб, предназначенный для увеличения вероятности правильного выполнения работы.Тем не менее, ваш инструмент должен помочь снизить вероятность перегиба или деформации в процессе гибки.
Рекомендуется использовать ручной трубогиб со следующими характеристиками:
- Конструкция ручки Clevis: обеспечивает улучшенное усилие при изгибах более 90 °, чтобы избежать изменения положения трубки в гибочном устройстве
- Минимальная отметка изгиба: гарантирует, что трубка может полностью войти в фитинг, сводя к минимуму возможность утечек
- Плашки для валков: снижает усилие изгиба и овальность трубы по сравнению с обычной конструкцией ползуна
- Защелка трубки: фиксирует трубку и удерживает ее на месте во время процесса гибки
- Множественные угловые метки: сводят к минимуму возможные ошибки при выполнении изгибов под разными углами
Правильно изогнутые трубки обеспечивают герметичность вашей системы, а правильный инструмент для работы значительно упрощает этот процесс.Для максимальной надежности рекомендуется использовать оборудование для резки труб, предназначенное для уменьшения потенциального повреждения трубок в процессе подготовки трубок.
Методика: достижение точности, снижение давления
Как говорится, плохая работа с лампой выделяется не меньше, чем хорошая работа с лампой. Умение точно изгибать трубу не только дает великолепно выглядящие результаты, но и может улучшить производительность системы за счет уменьшения турбулентных потоков, вызванных слишком большим количеством изгибов с несколькими радиусами.Турбулентный поток также может вызвать ненужную вибрацию системы и сократить срок ее службы.
НКТ, вставленная в фитинг не по прямой, будет оказывать так называемую боковую нагрузку и вызывать изломы под напряжением, что является одной из основных причин выхода из строя НКТ. Эти ошибки требуют времени на исправление, дополнительных трудовых и материальных затрат на ремонт и ставят под угрозу безопасность сотрудников.
Прецизионный изгиб трубки может помочь улучшить поток через систему и продлить срок службы трубки.При использовании ручного трубогиба качество зависит от соблюдения двух основных правил: точное измерение и точная гибка.
Точное измерение
Перед выполнением изгибов необходимо разметить НКТ. Важно сначала сделать отметку на конце трубки, чтобы указать, где начинаются измерения компоновки, и отметку, чтобы указать, где труба должна быть выровнена в гибочном устройстве. Всегда делайте эту отметку на 360 ° вокруг трубки.
Точная гибка
Для изгибов 90 ° или меньше:
После правильного размещения трубки в гибочном устройстве, медленно нажимайте короткую ручку вниз, пока «0» на опоре ролика не достигнет желаемой отметки градуса на штампе гибочного станка.
После завершения изгиба разблокируйте трубку и осторожно извлеките ее из канавки изгиба. Избегайте царапин или повреждений трубки во время снятия, так как это может отрицательно повлиять на уплотняемые поверхности.
Для изгибов больше 90 °:
Когда «0» на опоре ролика достигнет отметки 90 ° на штампе гибочного станка, отсоедините короткую ручку от вилки, повернув ее против часовой стрелки (примерно на четыре оборота).
Затем поверните короткую ручку вверх, пока она не окажется немного выше перпендикулярного положения по отношению к длинной ручке.Снова затяните короткую ручку. Теперь у вас будет постоянный рычаг под прямым углом до конца изгиба. Продолжайте изгибать до тех пор, пока «0» на опоре валка не достигнет желаемой отметки градуса на штампе гибочного станка.
Перед тем, как приступить к гибке труб, следует приступить к планированию прокладки трубопровода – то, что может иметь большую рентабельность инвестиций для сложных систем. Важно разложить изгибы с помощью схемы и подумать о том, какие препятствия могут быть на вашем пути, а также о вещах, которые, возможно, потребуется установить в будущем.Ваша цель должна заключаться в том, чтобы упростить систему для будущего обслуживания, оставив фурнитуру максимально доступной и сосредоточив внимание на логическом дизайне.
Обучение: постоянно совершенствуй свою технику
Развитие современных инструментов показывает, насколько точной стала гибка труб. В то время как проблемы, связанные с конкретными приложениями, могут сделать некоторый уровень непредсказуемости неизбежным, сертифицированные учебные занятия могут помочь обеспечить надежную установку и дать вам больше шансов на достижение идеального изгиба каждый раз.
Может ли ваша команда получить пользу от получения правильных углов изгиба и выявления дефектов изгиба? Наши сертифицированные инструкторы Swagelok могут помочь вашей команде оставаться впереди, используя передовые методы проектирования, установки и обслуживания даже самых сложных узлов трубопроводов для жидкости.
Узнайте, как Swagelok Essentials Training может облегчить проблемы, связанные с установкой трубопровода
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.ПРОДУКТЫ}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Справка по выбору трубогиба
Сегодня на рынке представлено множество типов трубогибочных машин, и при их выборе необходимо учитывать множество факторов.Некоторые покупатели с нетерпением ждут и купят больше мощности или больше возможностей для использования в будущем, поэтому потенциально это может повлиять на решение.
Для большинства компаний конечной точкой принятия решения обычно является: «Выберите лучшую машину, которая выполнит работу с наименьшими инвестиционными затратами».
Конечно, необходимо учитывать такие факторы, как уровень квалификации оператора, энергопотребление, площадь помещения и расположение, технологический поток деталей, качество и точность форм деталей, но в целом следует учитывать три основных фактора:
1- Ограничения приложения : Что такое минимальный / максимальный размер трубы, формы деталей и типы материалов?2- Учет объема : Сколько деталей должно быть произведено? Сколько часов в день машина будет работать? Сколько раз в день или неделю меняют инструмент?
3- Бюджетные ограничения : Сколько можно потратить на проект и какова будет его окупаемость.
Прежде чем мы сможем разделить эти три основных фактора, следует рассмотреть тип машин, доступных сегодня на рынке.
Одноосный полуавтоматический:
Трубогибочный станок этого типа отличается самой низкой стоимостью и эффективен для изготовления деталей с одним изгибом или простых многоплоскостных деталей небольшого объема. Единственная управляемая ось на этом типе гибочного станка – это угол изгиба. Длина и угол поворота задаются оператором.
ЧПУ – одиночный стек:
Этот трубогибочный станок может регулировать угол изгиба, вращение трубы и прямую длину.Он называется «единым стеком», потому что позволяет одновременно устанавливать только один набор инструментов. Этот трубогибочный станок является трубогибочным станком начального уровня с ЧПУ, который может производить детали среднего и большого объема.
Двойная голова:
Как следует из названия, эта машина имеет две гибочные головки и использует процесс гибки под давлением для обертывания трубки вокруг штампа. Он не может оправкой изгибать детали с малым радиусом. Это очень быстрый станок для гибки, который в основном используется для обработки больших объемов, симметричных форм с более низкими прикладными факторами гибки.Такие товары, как тележки для покупок, мебель, рама колесных бочек, детали газонокосилок и т. Д.
Гидравлический:
Использует гидравлическую систему питания для закрытия штампов и вращения гибочного штампа. В современных производственных условиях эти трубогибы обычно представляют собой недорогие машины, которые надежны, но также имеют ограничения по скорости и точности.
Гибрид – гидравлический / электрический:
Использует гидравлическую систему для некоторых функций, таких как закрытие матрицы и извлечение оправки, но привод гибочной матрицы является электрическим сервоприводом.Это дает машине более высокую производительность и лучший контроль точности гибки на более высоких скоростях. Гибридные гибочные станки марки HMT используют гидравлические приводы для закрытия штампов, которые автоматически позиционируются и, следовательно, обеспечивают систему, сопоставимую со всеми электрическими.
Гибрид – пневматический / электрический:
Некоторые производители создают машины, в которых используются приводы с пневматическим приводом для закрытия штампов, и может даже быть электрический сервопривод для позиционирования штампа.Эти машины часто выдаются за «электрические» трубогибочные машины, но не все они электрические. Единственная причина сделать это – снизить затраты и обеспечить более высокую маржу для машиностроителя.
Все электрические:
Настоящий полностью электрический гибочный станок использует электрические сервоприводы для закрытия и позиционирования штампов и выполнения операции гибки. Могут быть некоторые второстепенные функции, такие как закрытие цанги или опоры трубок, которые являются пневматическими, но основные функции, которые управляют настройкой и работой инструмента, всегда приводятся в действие электрическим приводом.Это дает машине возможность очень последовательно и очень точно управлять параметрами процесса без особого вмешательства оператора.
Стандартный трубогибочный станок может вращаться влево или вправо. Определение производится путем взгляда на гибочную матрицу. Если при изгибе он вращается по часовой стрелке, то это машина с правым направлением. Если он вращается против часовой стрелки, значит, это левосторонний механизм.
Некоторые трубогибочные машины предназначены для работы в двух направлениях, что означает, что они могут на лету изменять направление гибки с левого на правое.Эти машины могут иметь очень сложные формы, но также могут иметь ограничения по жесткости и обычно на 40% дороже, чем однонаправленные гибочные станки.
Причина использования различных ротационных машин заключается в том, чтобы избежать столкновения трубы с машиной, инструментами или полом во время процесса формования детали. Типичное правило состоит в том, что 85% деталей можно формировать на станке в любом направлении, 10% можно формировать только в одном конкретном направлении, а для 5% деталей требуются оба направления.
Таким образом, на рынке существует множество вариантов гибочных станков, различных стилей приводных систем и направлений вращения. Ниже приведены диаграммы, которые помогают обобщить различные варианты.
| Арт. | Одиночная ось | Две оси | ЧПУ одинарный | ЧПУ Мульти-стек | Двойная головка |
|---|---|---|---|---|---|
| Низкий объем | Y | Y | |||
| Средний объем | Y | Y | Y | Y | |
| Большой объем | Y | Y | Y | ||
| Детали одинарного изгиба | Y | Y | Y | ||
| Многоплоскостные детали | Y | Y | Y | Y | |
| Симметричные детали | ? | ? | ? | Y | |
| Гибка с малым радиусом | Y | Y | Y | Y | |
| Гибка с толкающими роликами | Y | ||||
| Детали Multi Radius | Y | ||||
| Сложные формы | Y | ||||
| Стоимость | $ | $$ | $$$ | $$$$ | $$ |
? = Возможно, но требует рассмотрения в индивидуальном порядке
| Арт. |
|---|