125 фото применения и варианты работы устройства
Иногда требуется согнуть трубы. Приобретение заводского инструмента накладно и дорого. Именно поэтому многие ищут варианты создания этого инструмента самостоятельно, своими руками. Но инструмент должен подходить для трубы и выполнять свое предназначение.
Краткое содержимое статьи:
Зачем необходим данный инструмент?
Сегодня часто используются профильные. Обычно, строительство и изготовление этих изделий и строений предусматривает сгибание труб, выполнить в ручную не получится, поэтому потребует специальное оборудование.
В этих случаях и используется трубогиб, на нем можно согнуть трубу под различным углом. Обычно данный инструмент снабжен гидравлическим или электромеханическим приводом. Используя его возможно согнуть без труда любую трубу самой разнообразной конфигурации.
Что представляет собой трубогиб?
Трубогибы бывают разными и это зависит от их назначения. Но есть основные конструктивные элементы, которые присутствуют не зависимо от назначения:
- Рама;
- Гидравлический цилиндр;
- Две планки;
- Трубные упоры в количестве двух штук.
Как правило, рама встречается открытого или закрытого типа. Гидравлический цилиндр – главная деталь данного инструмента. В ручном трубогибе обязательно присутствие нагнетательного механизма, которое располагается сзади корпуса. Наверху гидроцилиндра есть пробка, куда заливается масло и проверяется его уровень.
Гибочное усилие организует за счет штока, который возвращается в исходное положение с помощью пружины, которая также установлена на гидравлическом цилиндре. Две планки представляют собой одну конструкцию. Отверстия необходимые, чтобы установить упор. Также на трубогибе есть отверстия с резьбой, туда устанавливают болты, которые позволяют регулировать высоту.
Упором данного станка является цапфа.
Детали, которые обеспечивают сгибание литые из стали.

Какие бывают трубогибы?
Инструмент бывает нескольких видов.
Ручной. Используя его возможно согнуть дугу или кольцо. Инструмент не большой и легко можно выполнять его транспортировку. С его помощью можно гнуть трубы и прутья.
Электрический. Используется для сгибания труб разных по сечению и часто применим на заводах. Инструмент мощнее предыдущего и возможно гнуть трубы большего диаметра.
Ручной гидравлический. Этот инструмент уже нового поколения и обладает большой силой, поэтому с его мощью можно гнуть стальные трубы. Его используют для того чтобы согнуть трубы предназначенные для газопровода или водопровода.
Как работает трубогиб?
Процесс работы инструмента достаточно сложный и при его использовании важно очень точно подобрать нужный диаметр трубы и ознакомиться с принципом работы. С помощью трубогиба выполняется изгиб трубы по уже установленным параметрам.
Работает устройство следующим образом:
- На ДСП или доске рисуют полукруг и выпиливают чертеж, затем прикрепляют к забору или полу.
- Сбоку инструмента прикрепляют упор из обрезной доски.
- Между изготовленным чертежом и упором устанавливают трубу.
- Затем плавно гнут трубу, держа за другой конец трубы.
Как изготовить трубогиб самостоятельно?
В первую очередь нужно сделать хорошее основание Лучше для этого использовать трубу, которая имеет толщину стенок не менее 3 мм.
После того как нужная труба найдена, с одного края нужно отложить 2 см и на этом расстоянии просверлить отверстие, которое должно соответствовать будущей оси.
После этого необходимо определиться с радиусом изгиба, но обязательно нужно брать с запасом на 5 см.
Рычаг и фиксатор представлены в виде шпильки.
Для изготовления рукоятки необходимо соединить две пластины вместе, но их толщина должна быть не менее 4 мм.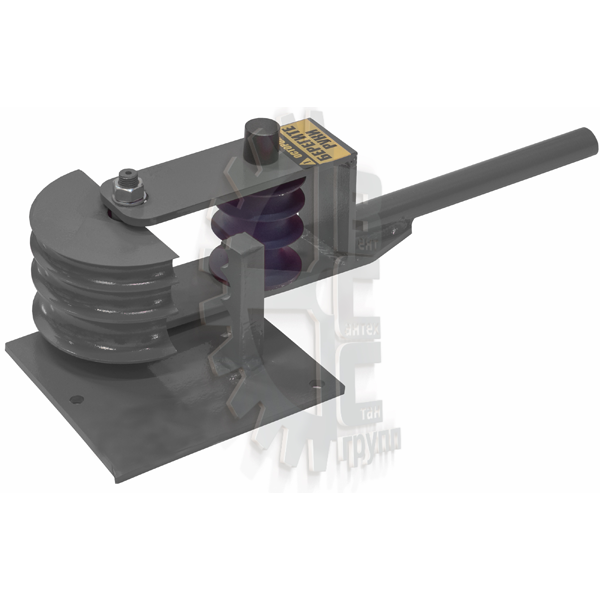
Как изготовлена ручка, можно начать полностью собирать инструмент. Основание нужно хорошо зафиксировать, на ось прикрепляется одна пластина, вторая на главный шкив. Гайка, имеющаяся на основание фиксируется шпилька фиксатора. Шкив необходимо закрепить на оси и закрепить болтом.
После полной сборки, инструмент нужно его испытать. Для этого потребуется поставить трубу в начальное положение, зафиксировать ее. Затем прижать к шкиву и вкрутить фиксатор.
Сделанный своими руками трубогиб подойдет для использования в быту и будет не заменим в некоторых случаях. При сборке этого инструмента важно действовать четко по инструкции, чтобы изделия получилось правильным и пригодным для использования.
Используя данное устройство можно будет построить навес или теплицу, а также проложить газопровод или трубопровод. Пользуясь этим устройством можно согнуть трубу по нужным углом, причем место сгиба будет иметь такие же прочностные характеристики как и на прямом участке трубы.
Фото современных трубогибов
Также рекомендуем посетить:
Делаем Трубогиб для Профильной Трубы Своими Руками (20 фото)
Станки и инструменты /15-июл,2018,09;20 / 7135Работая в гараже, домашней мастерской или на даче, весьма часто приходится решать вопрос сгибания труб по определенной окружности, или превращения ровных стальных полос с полукруглые.
 Это легко делается с помощью такого устройства как трубогиб, однако покупка заводской модели для домашних нужд может стать недешевым удовольствием. Гораздо выгоднее сделать трубогиб своими руками, с которым вы сможете сгибать трубы до нужных параметров. Самые простые и популярные варианты данного приспособления мы и рассмотрим в этой статье.
Это легко делается с помощью такого устройства как трубогиб, однако покупка заводской модели для домашних нужд может стать недешевым удовольствием. Гораздо выгоднее сделать трубогиб своими руками, с которым вы сможете сгибать трубы до нужных параметров. Самые простые и популярные варианты данного приспособления мы и рассмотрим в этой статье.Что делают трубогибами
Сегодня профильная труба, которая доступна с различными видами сечений, является одним из наиболее востребованных металлических изделий. Она служит для сооружения самых различны конструкций – таких как теплицы, навесы, гаражи, ограждения, для прокладки трубных коммуникаций. И во время работы часто трубу необходимо сгибать – ровно и под определенным углом. И в этом может помочь только специально предназначенное для таких задач оборудование.
Описание работ
Чтобы изготовить станок для радиусной гибки профиля (трубогиб), нужны такие материалы: подшипники – 6 шт., двутавровая балка, крепежи, полоса.
Берем болгарку и пилим, чтобы получить необходимые детали.
Нужно убрать ребро, чтобы подшипники встали в таком виде, при котором с одной стороны можно было вставить вращающийся вал.
После этого нужно просверлить отверстия с шагом в 40 мм, с расстоянием между крепежными отверстиями подшипников составляло 80 мм.
Теперь следует приварить полосу десятку – мы получим подошву.
Далее нужно приварить один двутавр на основание, чтобы он получился неподвижен. На него приваривается гаражная петля, а на петлю – второй двутавр.
Делается площадка под домкрат. Нужно вырезать петлю и приварить к площадке.
Перевернув конструкцию, нужно сделать ответные петли под домкрат, внизу под платформой и на основании. Где уже вынута внутренняя часть двутавра, мы посмотрим дальше.
По бокам приваривается полоска, в которой делаются два отверстия. Мы получаем посадочное место под третий вал, с регулировкой.
После сборки переходим к тестированию.

Убедившись, что все функционирует, зашлифовываем.
Покрываем краской.
Сборка.
Обзор самых популярных вариантов самодельных трубогибов
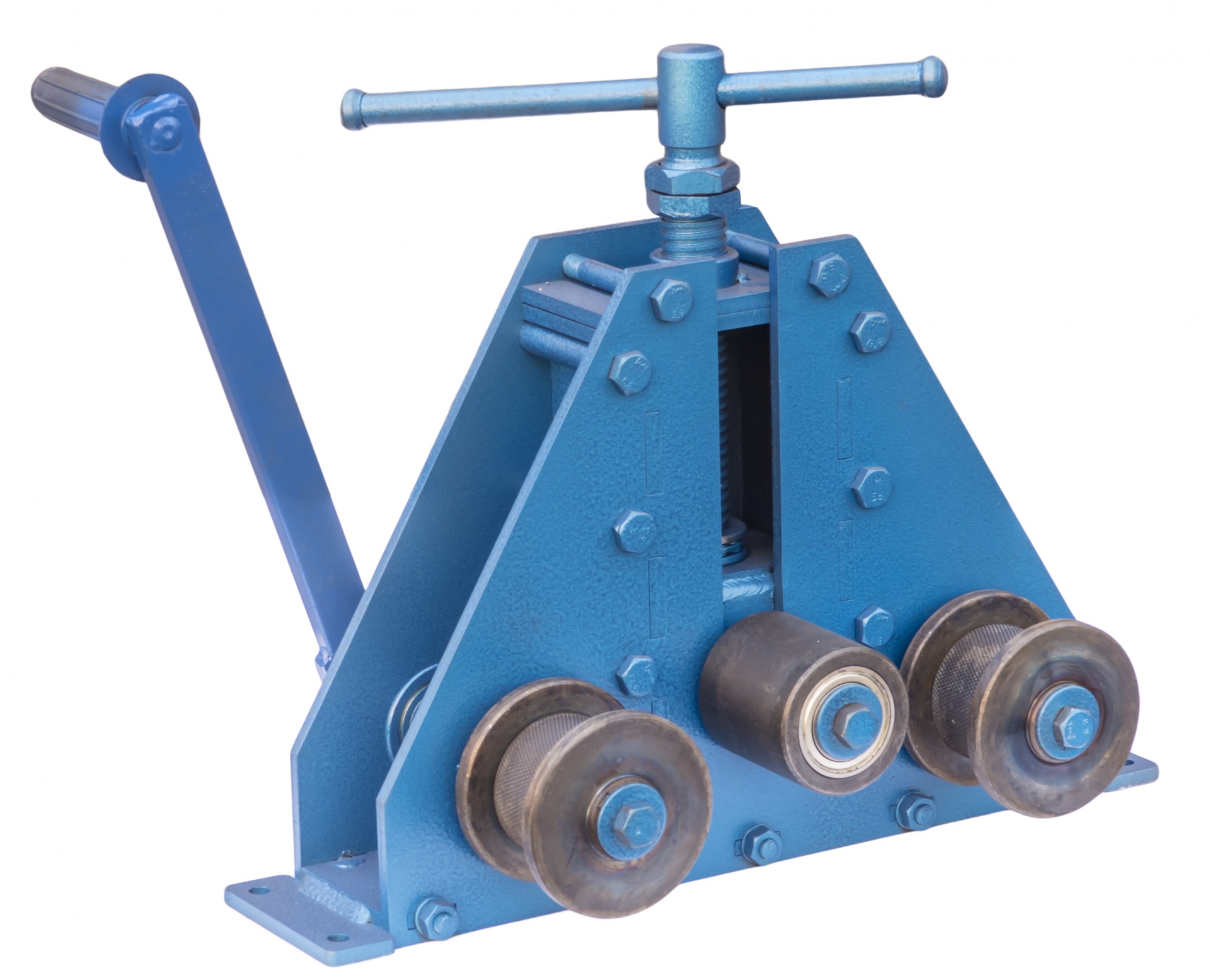
Наиболее технологичные и универсальные трубогибы – это модели, которые работают по принципу прокатки.
Именно устройствами такого типа – они зачастую оснащаются электроприводом – пользуются профессионалы, которым постоянно требуется сгибать трубы из материалов разного рода, в частности из нержавеющей стали.
Конструкция такого приспособления основана на трех вращающихся роликах, один из них – прижимной. Поскольку давление прижимного ролика постепенно увеличивается, а для каждого нового положения ролика прокатка повторяется, то труба сгибается максимально аккуратно, с очень равномерным растягиванием стенок.
Выше мы увидели, как работают тубогибы, где материал протягивается благодаря вращению прижимного ролика. Однако различают устройства другого типа – в них труба двигается за счет того, что вращаются опорные ролики.
Здесь установлен винтовой домкрат
Трубогиб электрического или ручного типа с передачей вращения одному ролику имеет ограниченный возможности. Трубогибы с вращающимися обоими опорными роликами отличаются более сложной конструкцией, поскольку вращение передается одновременно на два элемента.
Более удобный вариант, как отмечают многие специалисты, – это трубогиб с нижним расположением прижимного ролика. По отзывам следить за сгибанием труб на такой конструкции существенно проще, трубы на загораживает верхняя несущая конструкция.
Трубогиб, в котором установлен электромотор и привод через две цепи
При рассмотрении любого из устройств для гибки труб можно отметить его довольно простую конструкцию, для работы которого использованы расчеты элементарных законов механики. Если нержавеющие, металлопластиковые и другие трубы часто сгибать не нужно, тогда вполне подойдет и устройство с ручным приводом.
ручной, изготовление, схема, чертежи, видео-инструкция, фото и цена
Работа по дому или на загородном участке иногда требует согнуть металлическую ленту, круглую или профильную трубу по определенному радиусу. Если это случается достаточно редко, нет смысла приобретать фабричное оборудование. В данной статье мы расскажем о способах, которые помогут смастерить трубогиб своими руками в условиях дачи или дома.
Если это случается достаточно редко, нет смысла приобретать фабричное оборудование. В данной статье мы расскажем о способах, которые помогут смастерить трубогиб своими руками в условиях дачи или дома.На фото – вариант трубогибочного приспособления
Немного теории
Наиболее востребованными изделиями из металла сегодня являются профильные трубы, которые можно использовать для создания:
- ограждений;
- садовой мебели;
- сеток;
- временных укрытий для машин;
- теплиц;
- прокладке водоподводящих сетей;
- гаражей.
Перед вами чертежи трубогиба для круглой трубы своими руками
Основа технологии таких конструкций – возможность правильного сгибания труб под необходимым углом. На предприятиях для этого существует специальное оборудование, позволяющее выполнять изгибы изделий под углами 0˚-180˚.
В данном случае работа совершается благодаря использованию электричества или гидравлики. Это позволяет без труда изгибать трубы из разных материалов диаметром до 50 мм.
Конструктивные особенности инструмента
Он состоит из:
- рамы – открытой или закрытой;
- гидроцилиндра – он играет роль силового механизма;
- нижней и верхней планки;
- двух трубных упоров.
Чертежи трубогиба своими руками для круглых заготовок
Рассмотрим подробнее:
- Ручной вариант должен иметь нагнетательное устройство, установленное на задней части корпуса оборудования, там же установлена рукоятка и перепускной клапан.
- Масло заливается через верхнюю часть гидроцилиндра, где расположена соответствующая пробка.
Электрический вариант приспособления для горизонтального изгиба
- Нижнюю планку установки наворачивают на резьбовую часть на передней части станины, затем она прижимается фиксирующей гайкой.
- Верхняя крепится с помощью двух винтов и замка.
- Во время работы выдвигается шток, способный возвращаться назад благодаря действию пружины, размещенной в гидроцилиндре.

- Обе планки устройства изготавливаются в виде сварной конструкции.
- На поперечных пластинах сделаны отверстия, служащие для установки упоров.
- Внизу есть резьбовые отверстия для установочных болтов, регулирующиеся по высоте.

Ручное гидравлическое приспособление промышленного исполнения
- Упором станка является элемент в виде цапфы, он устанавливается в отверстия на планках. В середине изготовлен «ручей» служащий упором изгибаемой трубы.
- Сегменты, обеспечивающие сгибание, изготавливают из стального точного литья.
- Привод для ручного оборудования – механический и гидравлический, электроинструмента – электрический.
Принципиальная схема трубогиба для профильной трубы своими руками
У профильных труб, благодаря их конструкции, стенка тонкая, что дает возможность экономить металл. Сечение у нее может быть прямоугольным, в виде квадрата или овала, поэтому, если вы делаете чертежи трубогиба для профильной трубы своими руками, должны помнить, что они несколько отличаются от стандартных.
В данном случае ролики следует подбирать, исходя из профиля предполагаемой трубы, которую необходимо согнуть, чтобы не деформировать ее сечение.
Вариант самостоятельно изготовленного приспособления из дерева и металлических роликов
Делаем трубогиб самостоятельно
Из дерева
Такой трубогиб для круглой трубы своими руками является одним из самых простых, так как вам не понадобится для него никаких особых деталей, к примеру, гидравлического цилиндра. Нужно будет изготовить из дерева половину окружности, радиус которой соответствует вашему шаблону.
Приспособление для изгиба стальной и алюминиевой заготовки из сбитых досок
| Изготовление приспособления |
|
| Процесс работы | Для работы с приспособлением, способным согнуть металл, нужно следующее:
|

Зависимость радиуса труб из стали от толщины их стенки
Совет: проследите, чтобы труба спокойно помещалась между упором и шаблоном.
Данный вариант хорошо себя показал в работе с трубами из алюминия и стали. Изготовить шаблон не составит труда, да и финансовых затрат на него практически не будет.
Совет: для разных диаметров труб сделайте разное приспособление.
Из металлических крючков
Ниже предлагается еще один вариант, позволяющий без особого труда и финансовых затрат изготовить самодельную трубогибную конструкцию:
- Подготовьте высокопрочные металлические крючки.
- Установите их на прочном основании на расстоянии до 50 мм друг от друга, но, это напрямую зависит от диаметра изделия, которое требуется согнуть.
- У вас должен получиться полукруг.
- На одном его конце сделайте удобный для руки упор.
Универсальный способ для сгибания труб под нужным радиусом
Способ можно считать универсальным, так как он дает возможность работать с различными диаметрами, да и цена приспособления низкая. Для этого достаточно сократить или увеличить расстояние между крючками, чтобы можно было работать с трубами разной толщины.
Из роликов и цилиндра
Теперь рассмотрим более сложную конструкцию – изготовление трубогиба для профильной трубы своими руками из роликов и цилиндра, который способен согнуть заготовку на любой угол, даже на 360˚. Фактически вы сделаете ручной трубогиб для профильной трубы своими руками аналогичный гидравлическому оборудованию.
Фактически вы сделаете ручной трубогиб для профильной трубы своими руками аналогичный гидравлическому оборудованию.
Процесс происходит благодаря вращающемуся цилиндру и роликам для фиксации заготовки.
Схема конструкции в разрезе
Первый дает возможность изменять угол трубы до выбранного вами, поэтому ему нужно дать возможность свободно двигаться. Ниже предлагается инструкция по изготовлению конструкции.
Вам понадобиться:
- 2 штуки стальных пластины длиной до 300 мм и толщиной 5-10 мм.
- 4 штуки стальных уголка с полками 50х50 мм.
- Подготовьте деревянный шаблон из досок толщиной до 30 мм.
- Возьмите стальную пластину и закрепите ее на его нижней стороне.
- Закрепите на основании конструкции для прочности уголки длиной до 300 мм.
- Приварите на верхнюю часть вторую стальную пластину.
- Сделайте в ней отверстие – дрелью или сваркой, диаметром больше диаметра винта, который будет в него устанавливаться. Функция болта – служить опорой для материала, который нужно будет согнуть.
Прокатный станок в готовом виде
- Прикрепите к верхней пластине уголки и направляющие ролики, сориентировав их вовнутрь конструкции.
Изготовленный вами трубогиб профильной трубы своими руками даст возможность изменять угол любого профильного изделия.
Вывод
Из данной статьи вы узнали, как сделать трубогиб своими руками для стандартной трубы и профильной. Было рассказано о трех вариантах конструкций, которые можно изготовить самостоятельно за небольшие деньги. Выбор каждого из них зависит, прежде всего, от диаметра заготовки и ее количества, кроме того, не последнюю роль играет в этом и доступность исходных материалов.
Видео в этой статье поможет найти вам дополнительную информацию по этой тематике.
 com/embed/uLPqia3Asv0″ frameborder=”0″ allowfullscreen=”allowfullscreen”/>
com/embed/uLPqia3Asv0″ frameborder=”0″ allowfullscreen=”allowfullscreen”/>
Гидравлический трубогиб – как жидкость поможет гнуть металл? + видео
Гидравлический трубогиб – необходимая вещь как на производстве, так и в быту. В этой статье мы поговорим об особенностях этого инструмента, рассмотрим, как его можно собрать и при необходимости отремонтировать своими руками и, конечно, уделим внимание правилам эксплуатации.
1 Где используется трубогиб?
Зачем нужен трубогиб, становится понятно из самого названия. С его помощью можно деформировать разные типы труб (круглые, стальные, медные, алюминиевые, профильные изделия и т. д.). При этом место сгиба получится идеальным, без заломов, нарушений диаметра и иных дефектов. Также можно придать нужную форму и металлическим пруткам, а не только пустотелым изделиям. Достичь такого результата без специального инструмента не получится, да и мало кто сможет вручную согнуть толстостенную трубу.
Сгибание толстой трубы трубогибом
У этого приспособления невероятно широкая область использования, но особенно он актуален во время ремонта. Прокладывая коммуникации, мы сталкиваемся с необходимостью делать трубопровод. И если пластиковые трубы легко паяются, то сварка металла более сложный процесс, требующий специализированного оборудования и навыков. Да и чем больше швов, тем вероятнее течь. Монтаж системы отопления, кондиционирования, водо- и газопровода не обходится без трубогибов. Также этот инструмент может пригодиться при производстве различных ограждений, мебели, тренажеров, перил и даже каркасных конструкций. Стоит упомянуть и о таких промышленных сферах, как авто- и кораблестроение.
2 Устройство и принцип работы гидравлического трубогиба
Главным отличием таких трубогибов можно назвать гидроцилиндр. Этот элемент выполняет роль силового устройства и значительно облегчает гибку, благодаря чему можно обрабатывать изделия большого диаметра с минимальными усилиями. Еще любой инструмент оснащается и специальными опорными башмаками. Они подбираются согласно диаметру обрабатываемого изделия и часто имеют форму полумесяца. Такая конструкция позволяет более надежно фиксировать трубу и предотвращает ее самопроизвольное выскальзывание.
Еще любой инструмент оснащается и специальными опорными башмаками. Они подбираются согласно диаметру обрабатываемого изделия и часто имеют форму полумесяца. Такая конструкция позволяет более надежно фиксировать трубу и предотвращает ее самопроизвольное выскальзывание.
Гидроцилиндр трубогибочного инструмента
Размеры обрабатываемых изделий определяются мощностью инструмента и параметрами башмака. В основном оборудование предназначено для работы с пустотелыми элементами диаметром от 5 до 15 см, но существуют и мощные трубогибы с электроприводом, способные деформировать изделия диаметром даже более 60 мм.
Гидравлический цилиндр двигается и перемещает опорный башмак с установленной в нем трубой до упора, при этом металлические штифты обездвиживают само изделие, что позволяет получить идеальный гиб по центру. В некоторых случаях на башмаки наносят специальные метки, чтобы было легче определить центр изгиба. Еще существуют модели, в которых обозначают угол. Это помогает оператору определиться с силой выдвижения цилиндра.
3 Каким бывает трубогиб гидравлического типа?
Бывает трубогиб ручной гидравлический и с электроприводом. В первом случае используется одноступенчатая рукоятка для накачивания жидкости, а также всего один клапан, способствующий возврату цилиндра в исходное положение. А оборудование, имеющее электрический насос, оснащено двухступенчатой рукояткой, которая позволяет гидравлическому цилиндру выдвигаться и возвращаться обратно. Конструктивно ручное оборудование довольно простое и сделать его своими руками вполне реально. С помощью такого инструмента можно деформировать трубы большого диаметра. Оно мобильное, так как не нуждается в дополнительном питании от электроэнергии. Также стоит отметить простоту эксплуатации.
Трубогиб ручной гидравлический
Но большинство моделей оснащены пуансоном, позволяющим сделать гиб не более 90°, поэтому если нужно согнуть трубу на больший угол, то придется приобретать дополнительный рабочий элемент. Также несмотря на всю простоту и легкость использования нужно прикладывать некоторые усилия и качать ручку гидравлического механизма. Такого недостатка не имеет инструмент, оснащенный электроприводом. Но ему придется обеспечить подвод к электросети. Так что полностью мобильным его уже не назовешь. Да и его стоимость несколько выше, чем у более простых механизмов, не имеющих электрический насос.
Также несмотря на всю простоту и легкость использования нужно прикладывать некоторые усилия и качать ручку гидравлического механизма. Такого недостатка не имеет инструмент, оснащенный электроприводом. Но ему придется обеспечить подвод к электросети. Так что полностью мобильным его уже не назовешь. Да и его стоимость несколько выше, чем у более простых механизмов, не имеющих электрический насос.
4 Что нужно помнить владельцу такого инструмента?
Чтобы продлить жизнь инструменту и избежать преждевременного ремонта, следует особое внимание уделить выбору масла. Оно должно отличаться устойчивостью к окислению. Это свойство позволяет использовать жидкость длительный срок без замены. Да и на эксплуатационном сроке оборудование сказывается самым благоприятным образом. Жидкость не должна быть слишком густой, так как в противном случае она не пройдет через очистительную систему тонкой очистки.
А вот термическая стабильность гарантирует чистоту продукта, даже если температура во время работы пониженная либо повышенная. Избежать ремонта позволит применение однородной высококачественной смазки без осадка. Также масло обязано обладать гидролитической стабильностью. Другими словами, попавшая в систему вода не должна каким-либо образом отражаться на работоспособности инструмента и тем более стать причиной окисления либо коррозии.
Высококачественная смазка
Однако если все-таки понадобился ремонт, то вполне возможно сделать его и своими руками. Например, одной из наиболее распространенных неисправностей можно назвать попадание воздуха в гидравлическую систему. В этом случае рукоятка инструмента будет пружинить и значительно снизится развиваемое усилие. Чтобы удалить воздух своими руками, следует максимально завинтить винт и вынуть ось, посредством которой соединяется ручка и плунжер. Далее вынимаем плунжер и заливаем масло в отверстие втулки. Возвращаем все детали на место и прокачиваем ручку около 10 раз.
Возвращаем все детали на место и прокачиваем ручку около 10 раз.
Если шток гидравлического цилиндра не перемещается во время эксплуатации, то скорей всего неисправен всасывающий обратный клапан. Завинтите винт и поднимите рукоятку в верхнее положение до максимума, затем резко ударьте по ней, чтобы она опустилась. При необходимости повторите процедуру несколько раз.
Также могут возникнуть проблемы и с электроприводом. Однако в этом случае без соответствующего опыта лучше ремонт своими руками не делать, а обратиться к специалистам. Еще возможны неисправности в результате механического повреждения оборудования, естественного износа внутренних деталей и резинок. При необходимости следует заменить вышедшие из строя элементы новыми.
5 Делаем себе личный трубогиб
Сейчас рассмотрим подробную инструкцию, как собрать такой инструмент своими руками, ведь нет необходимости покупать профессиональное оборудование для бытовых целей. Нам понадобится автомобильный гидравлический домкрат, башмак, швеллер, стальные пластинки и пара роликов. Замеряем высоту домкрата и согласно ей свариваем прямоугольную конструкцию из швеллера. Устанавливаем последнюю на основании и с помощью пластин надежно фиксируем.
Сборка трубогиба своими руками
В этом случае домкрат выполняет роль толкателя. Наиболее проблематично правильно подобрать ролики, ведь они должны максимально плотно прилегать к полому изделию, чтобы изгиб получился качественным. Так что лучше сделать этот узел съемным и подготовить ролики различного диаметра. Это позволит расширить спектр обрабатываемых элементов. Этот трубогиб можно использовать для ремонта автомобилей и во время проведения сантехнических работ. Да и сделать его своими руками сможет практически каждый. А вот трубогиб электрогидравлический имеет более сложную конструкцию, да и нет особой необходимости собирать его для домашнего использования.
Самодельный трубогиб своими руками: фото, видео, чертежи
Металлические трубы на дачном участке – основа большинства построек. Каркас для теплицы или парника, ограждения и загоны для птиц, основания беседок и навесов – все это изготавливается из круглых или профильных изделий металлопроката.
Каркас для трубогиба
Не секрет, что арочная форма тех же теплиц или навеса над крыльцом снижает дождевую и снеговую нагрузку, а поэтому является очень выгодной. Но чтобы ее сформировать, необходимо изогнуть трубу.
Изгиб трубы: ограничения
Операции подвергаются все виды трубопровода: стальные, алюминиевые, металлопластиковые и медные. И не только при строительстве каркаса, но и формирование водопроводных и канализационных систем. Дело в том, что любая механическая стыковка труб является слабым местом системы, и чем их меньше, тем лучше.
Трубы разной толщины и диаметра, конечно, изгибаются по-разному. Определяющим критерием здесь является минимальный радиус изгиба. Это величина справочная и ее всегда можно найти.
При несоблюдении этого ограничения страдает качество изделия: возникшее напряжение на поверхности разрушает трубопровод ничуть не хуже коррозии.
Трубогибы: варианты и изготовление
Для придания трубам изогнутой формы используется специальное приспособление – трубогиб. Устройство такое можно найти и в магазине, но в абсолютном большинстве случаев домашние мастера сооружают его своими руками.
Деревянный шаблон
Вполне эффективен для работы с изделиями небольшого диаметра.
- Из досок выпиливается шаблон с нужным радиусом. Толщина доски чуть больше размера трубопровода. Чтобы он не соскальзывал с края, доски выпиливают под углом.
- Шаблон закрепляется на каком-либо основании – деревянный стол, верстак.
- С одной стороны шаблона фиксируется деревянный же упор на таком расстоянии, чтобы между шаблоном и упором помещалась труба. Самодельный трубогиб готов.

Трубу вставляют в зазор, как показано на фото, и осторожно сгибают по шаблону.
Более универсальным вариантом приспособления являются закрепленные на куске фанеры металлические крючки: их можно переставлять, создавая шаблон с заданным радиусом.
Бетонный универсальный трубогиб
Здесь в качестве основания используется бетонная плита. Чертеж делать нужды нет.
- На ее поверхности размечается сетка – 40*40 или 50*50 мм. В точках пересечения высверливаются отверстия под арматуру.
- В отверстия вбиваются металлические штыри.
- Труба вводится между штырями и изгибаются в нужную сторону. Радиус подбирается за счет перемещения по диагонали. Своими руками это приспособление можно сделать за несколько часов.
На таком трубогибе работают с изделиями до 25 мм диаметром.
Вариант с домкратом
В качестве основного рабочего узла используется домкрат.
- На вертикальной поверхности закрепляются ребра – металлические штыри.
- Под ними и точно по центру на какое-то жесткое основание монтируется домкрат.
- Отрезок трубопровода фиксируется над домкратом и под штырями. Шток домкрата поднимается и труба изгибается.
Поскольку домкрат развивает немалое усилие, то на этом самодельном устройстве можно работать с изделиями крупных размеров. На фото демонстрируется образец.
Роликовый трубогиб
Изготовить его своими руками несколько сложнее, но и точность изгиба у него намного выше. Для выполнения понадобится опыт работы со сварочным аппаратом. Рекомендуется сделать чертеж, так как тут важно соблюсти размеры.
Устройство работает по принципу прокатного стана: отрезок помещается на двигающие ролики, а третий ролик – формующий, оказывая давление, постепенно выгибает трубопровод на нужную величину.
- Основой самодельного трубогиба является швеллер достаточной ширины. На него закрепляют П-образную раму. В верхней ее части высверливают отверстия под муфту струбцины.
- Сверху на одинаковом расстоянии от края приваривают два вращающихся ролика, они соединяются цепной передачей.
- В муфту струбцины закрепляют металлическую шпильку, на ее конце монтируют третий валик. С другой стороны шпильки приваривают рукоятку.

Отрезок помещается в промежуток между роликами, и при вращении рукояти струбцина прижимает изделие к третьему ролику. Труба перемещается на подающих роликах и изгибается нужным образом. Такую операцию повторяют несколько раз, так как первичное усилие невелико. Радиус изгиба ограничен 90 градусами.
Гидравлический трубогиб
Схема устройства такая же, как у роликового, так что чертеж можно использовать тот же самый, но в движение аппарат приводит не ручной привод, а электрический. Устройство намного эффективнее, но и несколько дороже в изготовлении.
- На основание фиксируется подающий вал. На одном его конце закрепляется шкив для ременной передачи электромотора, на другом – ведущая звездочка цепной передачи.
- Устанавливается второй вал, на его торце монтируется ведомая звездочка.
- Деформирующий ролик закрепляется как в верхней, так и в нижней части аппарата. Нижнее размещение предпочтительнее, но тогда потребуется сделать отверстия для хода штока.
- Гидравлический шток закрепляется на струбцине.
На видео монтаж устройства с гидравлическим штоком рассмотрен более подробно.
чертежи и советы по изготовлению. Как изготовить трубогиб для трубы своими руками
Использование профилированных труб для строительства и изготовления металлических изделий в последнее время стало практически повсеместным. Трубы квадратного сечения отлично зарекомендовали себя как легкий, но весьма надежный материал. Его часто используют для возведения простых, но прочных конструкций, таких как балконные рамы, навесы, беседки, теплицы.
Принцип действия и устройство трубогибочного станка
Теплицы, оранжереи, парники, как правило, имеют арочную форму, поэтому трубу необходимо будет выгибать. Делать это можно двумя путями:
- Вручную, предварительно нагрев трубу. Этот вариант годится только для небольших объемов работ. Он имеет ряд существенных недостатков. Во-первых, при нагреве меняется свойства металла, что может негативно сказаться на прочности всей конструкции. Во-вторых, при изготовлении изгиба вручную сложно будет добиться точности каждой детали. Да и сделать идеальный радиус вручную практически невозможно.
- При помощи трубогибочного станка. Это наиболее оптимальный вариант. Точность изготовления деталей с заданным радиусом дуги, большая производительность в сравнении с ручной работой — делают такой способ наиболее предпочтительным.
Если трубогибочный станок будет использоваться в промышленных масштабах для ведения бизнеса, есть смысл приобрести заводскую модель. Если же он нужен для единичной работы либо понадобится время от времени, тратить немалые средства на покупку нет смысла. Можно взять его напрокат либо изготовить самостоятельно. О том, как изготовить трубогиб своими руками для профильной трубы – далее в статье.
Перед тем как начать процесс изготовления трубогиба своими руками, необходимо четко понимать, из чего он состоит, и как работает.
Принцип действия трубогиба довольно прост. Ровная труба прокатывается между движущимися валками, один из которых может менять свое положение по вертикальной оси. За счет давления центрального валка происходит изгиб заготовки под определенным углом. Прикладываемое давление не в одной, а в нескольких точках, является залогом равномерного изгиба трубы, без ломки ее поверхностей.
Конструкция трубогиба также довольно проста. Основные узлы трубогибочного станка следующие:
- Станина. Представляет собой сварную металлоконструкцию, на которой устанавливаются все детали станка, включая направляющий ролик, механизм изменения угла прокатки трубы, приводной механизм.
- Набор роликов. Как правило, простой трубогиб имеет 3 ролика, два из которых жестко закреплены на станине, а третий имеет свободный ход. Благодаря такой конструкции можно изменять угол прокатки, и, соответственно, радиус детали. Станок должен иметь специальное приспособление для фиксации положения трубы во время прокатки, что позволит прокатывать конструкции разного сечения без их смещения.
- Привод. Для перемещения заготовки по станку один из валов, как правило, это центральный верхний вал, должен придавать ей движение, попросту – вращаться. Для этого к нему подсоединяют привод. Это может быть электрический, гидравлический или ручной привод. В самодельных трубогибах обычно используется последний.

Конструкции рамы трубогибочных станков бывают двух типов:
- Закрытые.
- Открытые.
Изделия, сделанные в домашних условиях, обычно комплектуются дополнительными элементами, упрощающими работу агрегата.
Материалы для изготовления трубогиба для профильной трубы своими руками
Несмотря на некоторую сложность конструкции, изготовление трубогибочного станка своими руками не потребует особых материальных затрат. Большинство деталей можно купить на разборках или пунктах приема металлолома. При этом, в сравнении с не слишком прочными заводскими ручными трубогибами, можно сделать действительно мощный, пусть и не такой красивый, станок, который прослужит долгие годы. Для того чтобы определить потребность в материалах, лучше сделать чертежи профильного трубогиба своими руками.
Для изготовления станины потребуется:
- Швеллер с шириной не менее 140 мм.
- Несколько швеллеров 5П с шириной полки 50 мм для роликовых опор.
- В качестве валов в некоторых случаях можно использовать стальной круглый прокат твердых марок стали.
- Для упоров валов на станину используются три пары подшипников. Их внутренний диаметр подбирается под диаметр валов.
- Если регулировочным будет верхний ролик, то для механизма его подымания и опускания понадобится винт струбцины и гайка соответствующего диаметра. В этом случае приводными могут быть только нижние ролики. На их валы приваривается обычный привод от старого велосипеда, который и приводит их в движение.
 В этом случае приводными могут быть только нижние ролики. На их валы приваривается обычный привод от старого велосипеда, который и приводит их в движение.
В этом случае приводными могут быть только нижние ролики. На их валы приваривается обычный привод от старого велосипеда, который и приводит их в движение.Можно изготовить трубогиб с подвижным нижним крайним роликом. Тогда станина делается не цельной, а сборной, с подвижной задней частью. Упором для нее может служить обычный гидравлический домкрат. В случае регулировочного нижнего ролика ручной привод приваривается к верхнему, который и будет приводным.
В качестве ручного привода необходима ручка с большим плечом. Она облегчает усилие, которое необходимо прикладывать для изгиба профильной трубы с большой площадью сечения.
Последняя конструкция более удобна и проста в изготовлении.
Из инструмента для проведения данной работы понадобится:
- Болгарка с диаметром круга не менее 230 мм для резки толстостенного металла и зачистки сварочных швов.
- Сварочный аппарат с набором электродов.
- Рулетка, линейка, чертилка по металлу, мел.
Профильный трубогиб своими руками. Требования безопасности при работе с металлом
При резке, сварке и зачистке металла, необходимо строго соблюдать правила безопасности:
- При работе со сварочным аппаратом необходимо наличие огнетушителя. Желательно проводить эти работы вдвоем.
- Работать необходимо только в специальной одежде с применением средств индивидуальной защиты:
- сварочный щиток;
- маска или очки для работы с болгаркой;
- рукавицы.
Трубогиб для трубы своими руками с центральным регулировочным роликом
При наличии необходимых материалов и навыков сварочных работ, трубогибочный станок можно собрать за 1 день.
Порядок работ следующий:
- Для начала необходимо изготовить станину и упор для винта роликового прижима. Станина в данном случае будет цельная. Ее длина выбирается по своему усмотрению. В центре станины сооружается упор для винта роликового прижима. Высота его не должна быть больше, чем свободный ход винта. П-образная опора сваривается из кусков швеллера 5П, обрабатывается и приваривается к станине. Главная металлоконструкция станка готова.
- Теперь в центре перекладины сверлится отверстие, диаметром равным диаметру винта. Далее к этому отверстию приваривается гайка с резьбой под винт. Идеальным решением в изготовлении прижимного механизма станет использование винта старой струбцины. После остывания гайки, ее смазывают смазкой и прогоняют винт несколько раз, чтобы он ходил свободно.
- Далее изготавливается прижимной ролик. Основой для него будет кусок швеллера 5П, длина которого равна расстоянию между стойками опоры. С внешней стороны полки привариваются два корпуса подшипников качения с внутренним посадочным диаметром 30 мм. В подшипники вставляется вал. Если выточить его проблема, можно взять кусок толстостенной трубы соответствующего диаметра или круглого проката. Идеальная точность посадки вала здесь не нужна. Чтобы он не выпадал из подшипника, его прихватывают к внутренней части обоймы.
- Далее швеллер приваривают к торцу винта. Теперь при вращении последнего по часовой стрелке прижимной ролик будет опускаться, при вращении против часовой стрелки – подыматься, тем самым регулируя радиус закругления трубы.
- Теперь можно устанавливать боковые ролики. Для их основания в концах станины привариваются два куска швеллера 5П, длина которых равна 140 мм. На их концах привариваются по две пары подшипников, того же размера, что были использованы для устройства прижимного ролика. Между ними устанавливаются идентичные валы, которые также прихватываются к внутренним обоймам подшипников.
- Теперь механизм прокатки трубы готов. Необходимо установить его привод. Идея заключается в синхронизации движения боковых роликов для движения заготовки с одной скоростью. Для этого к одному из роликов валов с одной стороны приваривается ручка. Можно использовать часть велосипедной педали. На другой стороне того же вала приваривается приводная звездочка (тоже велосипедная), которая будет соединена с такой же на противоположном валу.
- Для соединения звездочек используется велосипедная цепь, длину которой необходимо отрегулировать для нормальной натяжки. Теперь валы будут вращаться с одинаковой скоростью, благодаря чему заготовка будет более равномерно прокатываться.
 П-образная опора сваривается из кусков швеллера 5П, обрабатывается и приваривается к станине. Главная металлоконструкция станка готова.
П-образная опора сваривается из кусков швеллера 5П, обрабатывается и приваривается к станине. Главная металлоконструкция станка готова.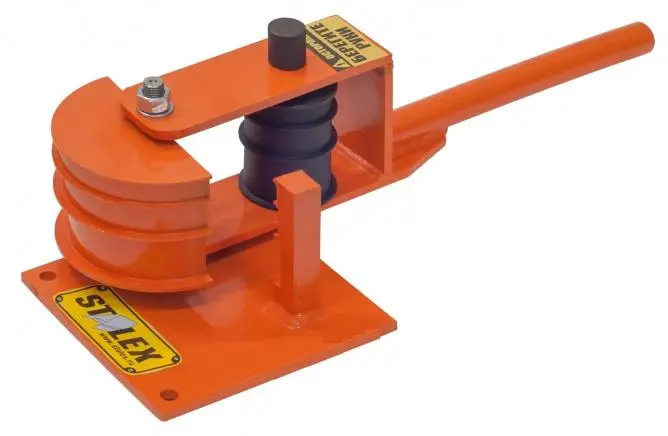
Изготовление трубогиба своими руками с боковым регулировочным роликом
Принципиально схема станка не отличается от вышеописанной. Там также применяется пара нижних роликов и один верхний. Единственным отличием является то, что регулировочным роликом является не центральный, а боковой. Для этого станина делается не цельной, а сборной. На одной части (неподвижной) устанавливается верхний центральный и нижний боковой ролик. При этом центральный закрепляется на высоте равной максимальной высоте обрабатываемой заготовки.
С другой стороны, на стальные петли крепится подвижная часть станины с роликоопорой. Под нее устанавливают домкрат, который при необходимости будет ее подымать, тем самым изменяя радиус трубы. В данной конструкции движение заготовки обеспечивает центральный ролик, к валу которого приделывается ручка. Процесс сварки и размеры станины трубогибочного станка в двух вариантах идентичны, какой из них лучше – необходимо решать в зависимости от целей и наличия материала.
Трубогиб своими руками: чертежи, фото
Трубогиб своими руками: видео
Как сделать трубогиб для профильной трубы своими руками, видео, фото, чертежи
Нередко случается, что для выполнения некоторых работ в доме или на приусадебном участке может понадобиться согнуть профильную трубу. Есть два варианта решения этой задачи. Первый – покупка трубогиба в строительном магазине. Второй – сделать приспособление своими руками. Вам понадобятся чертежи, а также инструкции с фото и видео.Назначение
Трубогиб имеет очень широкий спектр применения. Кованые конструкции, ограждения, решетки, мебель на приусадебном участке – все можно без труда сделать при помощи этого несложного устройства. Он не сплющивает и не заламывает материал. А для монтажных работ, связанных с водоснабжением, отоплением или газификацией, трубогиб – настоящая находка. Он бывает с электроприводом и ручного типа. Стоит отметить, что последнего варианта вполне достаточно для выполнения задач бытового назначения.
Он не сплющивает и не заламывает материал. А для монтажных работ, связанных с водоснабжением, отоплением или газификацией, трубогиб – настоящая находка. Он бывает с электроприводом и ручного типа. Стоит отметить, что последнего варианта вполне достаточно для выполнения задач бытового назначения.
Конструкция
В настоящее время не составляет особого труда приобрести трубогиб в специализированных строительных магазинах. Производители позаботились об этом. Существует несколько разновидностей трубогибов в зависимости от их назначения.
Трубогиб ручной гидравлическийЕсли вы планируете работать с профилями небольшого диаметра, то лучше выбрать устройство с ручным приводом. Для работы же с материалами больших размеров подойдет гидравлический трубогиб. В свою очередь, все приспособления можно разделить на стационарные и мобильные.
Если в процессе работы вам потребуется точно вымерить угол и радиус будущей заготовки, то стоит обратить внимание на электромеханическое устройство. Его преимущество состоит в том, что заготовка в процессе обработки не ощущает внутреннюю деформацию.
Что касается разновидностей этого приспособления, то их классифицируют следующим образом:
- Арбалетные.
- Сегментные.
- Пружинные.
Пружинное устройство ручного типа обычно используют для работы с полимерными трубами. Изгиб осуществляется посредством сдавливания пружин. В сегментных приспособлениях – путем растягивания трубы.
Электромеханический трубогиб профильной трубыИзготовление трубогиба своими руками: 3 популярных способа
Трубогиб – полезный и нужный в хозяйстве инструмент. Особенно если вы являетесь владельцем частного дома. Он поможет в обработке заготовок для тепличных конструкций, монтажа трубопровода или водоснабжения и пр.
Проще всего, конечно, будет приобрести его в магазине, но стоимость его нельзя назвать дешевой. Поэтому самым простым и экономичным вариантом станет изготовление устройства своими руками. Можно выделить три основных способа изготовления трубогиба в домашних условиях.
Вариант №1. Простой способ. Вам потребуется изготовить полукруг из небольшого куска дерева.
- Из несколько прочных досок выпилить полусферу по необходимому шаблону.
Совет. Предпочтительнее выпиливать доски с уклоном к основанию.
- Получившиеся заготовки зафиксировать на устойчивой основе. Для этого вполне подойдет стена либо стол. Важно, чтобы доски были шире параметров трубы. Это делают для того, чтобы она не выскочила из шаблона.
- На другом конце полукруга крепится упор. Труба должна полностью входить по габаритам между шаблоном и деревянным упором.
Трубогиб готов к работе. Но как им пользоваться?
- Разместите трубу в центре между упорным брусом и шаблоном.
- Давите на противоположный край пока не получите желаемого угла изгиба конструкции.
Внимание! Этот вариант прекрасно подойдет для работы с такими металлами, как алюминий и сталь. Если вы работаете с трубами различного диаметра, то есть смысл изготовить несколько шаблонов.
Вариант №2. Несложный и экономичный способ.
- Приобретите в магазине обычные крючки из металла. Важно, чтобы они отличались большой прочностью.
- Зафиксируйте их на крепкой основе таким образом, чтобы расстояние между ними не превышало 50 мм.
- Должен получиться полукруг.
Принцип работы этого трубогиба схож с вышеуказанным вариантом. На конце полукруга нужно закрепить упор. Это устройство универсально, т. к. позволяет выполнять работы с материалами различных диаметров.
Вариант №3. Более сложное устройство в изготовлении – трубогиб профильной трубы, посредством которого вы сможете изогнуть изделие на все 360 градусов. Он абсолютно не уступает гидравлическому аналогу.
Принцип его работы состоит в том, что цилиндр и ролики выполняют загиб материала. Цилиндр должен постоянно свободно двигаться. Именно благодаря ему возможно изменить угол требуемого изгиба. Чтобы сделать такой трубогиб самостоятельно вам понадобится:
Чтобы сделать такой трубогиб самостоятельно вам понадобится:
- Пластины из стали толщиной от 0,5 до 1 см и длиной около 0,3 м — 2 шт.
- Уголки из стали 50 х 50 мм – 4 шт.
Также вам потребуется деревянный шаблон. Используйте доски толщиной не более 30 мм. Изготовление деревянного шаблона аналогично предыдущим вариантам.
Профильная труба в трубогибе- На основании зафиксируйте уголки, длина которых до 0,3 м.
- Сверху приварите оставшуюся пластину из стали.
- Просверлите в ней отверстие с диаметром немного больше, чем у винта, который будет устанавливаться в него.
Внимание! Предназначение винта – опора заготовки, которая будет обрабатываться.
- К той пластине, которая находится сверху, прикрепите уголки, направленные внутрь конструкции.
- Трубогиб готов. Вы сможете изменить угол изгиба практически любой профильной трубы.
Благодаря этим трем несложным вариантам изготовления трубогибов, можно значительно сэкономить деньги и время на проведении монтажных работ. Материалы и инструменты, которые понадобятся в процессе изготовления, есть у любого хозяина. Какой именно трубогиб сделать своими руками зависит от ваших возможностей и потребностей.
Самодельный трубогиб: видео
Трубогиб своими руками: фото
JD2. Трубогиб
Трубогиб Model 32 – это, по сути, сверхпрочная версия модели 3
. по-прежнему производятся качественные гибы. Гидравлика была добавлена только спустя годы.
Перенесемся на 25 лет вперед, и строители сменили передачи. Теперь строителям гусеничных машин необходимо изгибать трубы с наружным диаметром 2 дюйма x 0,250 дюйма, и теперь тонкостенные трубы стали более распространенным явлением, чем тогда. Мы знали, что основной принцип Model 3 практически невозможно превзойти, поэтому ответ был – просто сделать ее лучше. Модель 32 – результат.
Мы знали, что основной принцип Model 3 практически невозможно превзойти, поэтому ответ был – просто сделать ее лучше. Модель 32 – результат.
Различия между двумя гибочными станками заключаются в следующем: прочность рамы увеличена более чем в два раза, а штифты из сплава диаметром 7/8 дюйма и 100 000 фунтов на кв.
Был разработан механизм блокировки штампа, который помогает изгибать как тонкостенные, так и очень толстостенные трубки, предотвращая расслабление штампа, когда он не изгибается. Пружинная отдача – это причина №1 образования складок на тонкостенных трубках.Модель 32 была разработана для механической или гидравлической работы с первого дня. Его гидравлический поворотный блок вращается вокруг истинной центральной оси цилиндров, тем самым устраняя боковую нагрузку на гидроцилиндр во время гибки. Это значительно продлевает срок службы цилиндра. Теперь также встроена цельная стальная вилка гидроцилиндра с быстроразъемным штифтом. Храповик, предотвращающий пружинение, теперь входит в комплект поставки гибочного станка. Это позволило нам разработать новую систему рычагов с храповым механизмом, уменьшающую изгибающее усилие более чем на 20%.Геометрия самого гибочного станка была изменена, чтобы лучше использовать следящие планки нового поколения 3, что позволило улучшить гибкость.
Размеры болтов и втулок приводной тяги увеличены с 1/2 дюйма до 3/4 дюйма, чтобы выдерживать дополнительную нагрузку.
ПРОЧНАЯ СТАЛЬНАЯ КОНСТРУКЦИЯ – Разработана с учетом долговечности и доступности. Все детали на 100% обработаны на станке с ЧПУ. Звенья рамы изготовлены из стали толщиной 3/4 дюйма, а звенья привода – из холоднокатаной стали толщиной 1/2 дюйма.По сравнению с штифтами диаметром 7/8 дюймов в Model 3, в Model 32 используются штифты из сплава увеличенного диаметра 1 1/4 дюйма (100 000 фунтов на кв. Дюйм) для преодоления жестких изгибов. Гибочные штампы с быстрой заменой изготавливаются на станке с ЧПУ из цельных стальных заготовок и имеют пожизненную гарантию от поломки. Стальные штампы устраняют проблемы, характерные для алюминиевых штампов других производителей, такие как разрыв и растекание канавок при гибке хромомолибденовых трубок 4130.
Стальные штампы устраняют проблемы, характерные для алюминиевых штампов других производителей, такие как разрыв и растекание канавок при гибке хромомолибденовых трубок 4130.
БОЛЬШАЯ ПРОИЗВОДИТЕЛЬНОСТЬ – Изгиб круглых труб и труб от 1/2 “до 2 1/2” O.D. и квадратные трубки от 1/2 до 2 дюймов. Этот гибочный станок рассчитан на изгиб стальных труб DOM с наружным диаметром 2 дюйма x 0,250 дюйма. Также можно изготавливать сплошную сталь диаметром до 1 1/2 дюйма. ПРИМЕЧАНИЕ: Для изгиба круглых труб с наружным диаметром более 2 дюймов. стенка x .120 дюймов, квадратные трубки диаметром более 1 1/2 дюйма или твердые частицы диаметром более 1 дюйма требуют гидравлики.
* НАБОРЫ МАТРИЦ ПРОДАЕТСЯ ОТДЕЛЬНО *
ПРОСТОТА ЭКСПЛУАТАЦИИ – Модель 32 использует храповой механизм с большим передаточным числом чтобы вы могли удобно изгибать трубки большего размера без посторонней помощи.Например, средний оператор может согнуть круглую трубку из низкоуглеродистой стали размером 1 3/4 дюйма x 0,095 дюйма одной рукой и трубу размером 1 дюйм x 0,065 дюйма одним пальцем. Плашки можно заменить менее чем за 30 секунд. При использовании храпового механизма время изгиба обычно находится в диапазоне 30-60 секунд для труб с внешним диаметром 1 дюйм и выше. Гидравлическая система может быть немного медленнее или быстрее в зависимости от выбранного силового агрегата.
ВЫСОКАЯ ТОЧНОСТЬ – Со стандартным колесом индикатора градусов на каждой модели 32 для точного изгиба достаточно просто смотреть на указатель до тех пор, пока не будет достигнута желаемая степень изгиба.Высококонтрастная желтая маркировка на черном колесе обеспечивает отличную читаемость при изгибе.
МЕХАНИЗМ БЛОКИРОВКИ ПЛАСТИНЫ – Стандартным для каждой модели 32 является механизм блокировки штампа. По мере вращения штампа при изгибе приводные отверстия в штампе проходят под стопорным штифтом. Когда привод отверстие под стопорный штифт, он падает в отверстие диска, и когда давление удаляется из гибочного вращения головки экструдера заблокирована в этом положении. Когда изгиб возобновляется, аппарель, врезанная в стопорный штифт, автоматически поднимет штифт из приводного отверстия.Этот механизм в сочетании с входящим в комплект храповым механизмом, препятствующим пружинению, позволяет модели 32 лучше изгибать тонкостенные трубки, а также трубки большего диаметра, такие как 2 “наружный диаметр x 0,250” стенки DOM.
Когда изгиб возобновляется, аппарель, врезанная в стопорный штифт, автоматически поднимет штифт из приводного отверстия.Этот механизм в сочетании с входящим в комплект храповым механизмом, препятствующим пружинению, позволяет модели 32 лучше изгибать тонкостенные трубки, а также трубки большего диаметра, такие как 2 “наружный диаметр x 0,250” стенки DOM.
УКАЗАТЕЛЬ ГРАДУСОВ – Стандарт на каждой модели 32 представляет собой индикаторную пластину для быстрой регулировки градуса. Просто ослабьте нижнюю гайку, поверните колесо градуса до нуля градусов и усилием пальца затяните в нужном положении.
РУЧКА ДЛЯ ТЕЛЕСКОПИРОВАНИЯ 36 “- Входит бесплатно в ручную версию гибочного станка.Новая конструкция имеет вдвое большую площадь опоры по сравнению с предыдущим типом для более длительного срока службы и обеспечивает достаточное усилие для труб размером до 1 3/4 дюйма. Однако, если требуется большее усилие для более жестких изгибаемых приложений, теперь вы можете просто получить более длинный кусок стандартной 1-дюймовой трубы сортамента 40 и вставьте его в храповой рычаг. Стандартно поставляется с вытяжным штифтом, поэтому ручку можно убрать, когда она не используется, что позволяет сэкономить ценное пространство на полу.
НОВОЕ ПОКОЛЕНИЕ СЛЕДУЮЩИЕ БРУСЫ 3 – Они вдвое легче старого образца и используют вставки на болтах, которые в среднем на 243% прочнее.Подушечки пластин обрабатываются с точностью до 1/1000 градуса до теоретически идеального угла для оптимального качества гибки. Вставки изготовлены из не заедающего материала подшипников, чтобы предотвратить царапины на дорогих материалах. Также доступны вставки из делрина для использования с алюминием. Роликовый штифт удерживает ведомую планку в нужном положении при загрузке труб. С более чем 600 часами исследований и разработок и подготовки инструмента мы уверены, что это лучшие наборы штампов на рынке сегодня.
Гидравлическая версия
ГИДРАВЛИЧЕСКИЙ ЦИЛИНДР С ЦЕНТРАЛЬНЫМ ПОВОРОТНЫМ ЦИЛИНДРОМ – Гидравлический поворотный блок вращается вокруг истинной центральной оси цилиндров, тем самым устраняя боковую нагрузку на гидроцилиндр во время гибки. Это значительно продлевает срок службы цилиндра. Теперь также встроена цельная стальная вилка гидроцилиндра с быстроразъемным штифтом.
Это значительно продлевает срок службы цилиндра. Теперь также встроена цельная стальная вилка гидроцилиндра с быстроразъемным штифтом.
ГИДРАВЛИЧЕСКИЙ гибочный станок модели 32 Включает:
1. Гибочный станок
2. Градусная пластина
3. Цилиндр
ГИДРАВЛИЧЕСКИЙ гибочный станок модели 32 не включает насос, который необходимо приобретать отдельно. Мы предлагаем как воздушные / гидравлические, так и электрические насосы.
ПВХ Бендит | Формируя будущее ПВХ
Мы отправим товар через FedEx и USPS в первый рабочий день после получения заказа.
Ваш бизнес признателен!
————————————————- ————————————————– —————————
Экономьте деньги и время с помощью инструмента для нагрева и гибки труб PVC Bendit.
Для дизайнеров мероприятий, производственных цехов, спа-салонов, производителей фонтанов, скульпторов, мастеров воздушных шаров, директоров музеев, изготовителей и т. Д…
«Я начал работать с PVC Bendit, и я считаю, что это потрясающе!» – Кларина Б. | Художник, NY
«Мы любим наш трубогиб и хотим с ним становиться все лучше и лучше. Спасибо!» – AquaPro | Бассейны и СПА AquaPro
«Наш ПВХ Bendit экономит время и деньги благодаря установке наших бассейнов!» – Стейси Ф. | Бассейны Олимпии, Нью-Джерси
Театральные дизайнеры и декораторы Найдите PVC Bendit Полезный и удивительный трубогиб из ПВХ!
«Весь мой отдел в восторге от вашего продукта.В театре мы гнуть ПВХ много лет, но все наши методы были ужасными. Я уверен, что вы знаете, что заполнение его песком и нагрев снаружи с помощью тепловых пушек и паяльных ламп не очень хорошо работает.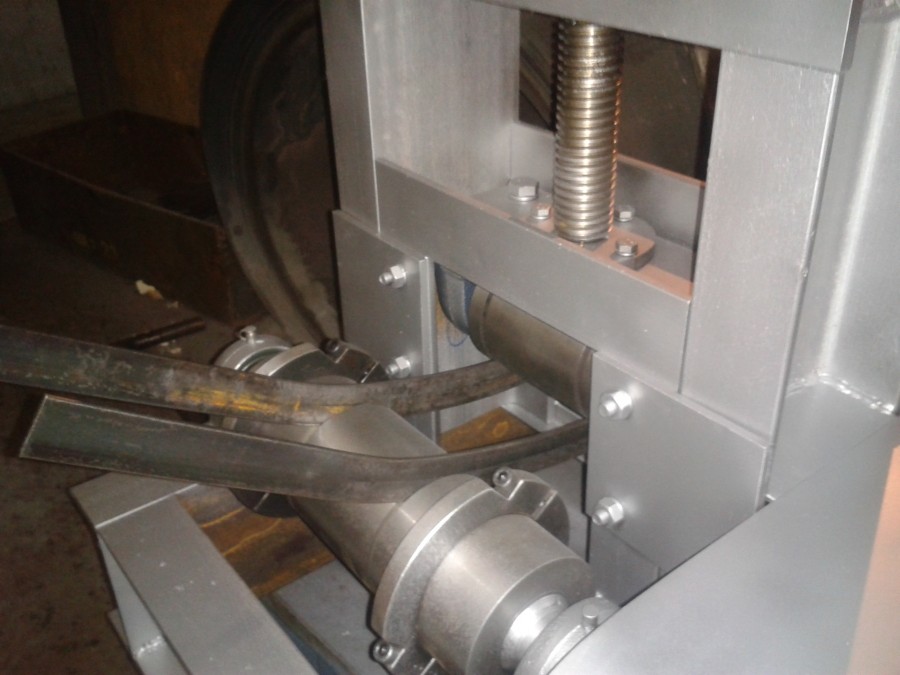 Я намерен не только использовать ваш продукт для нашей следующей выставки, но и один из наших аспирантов собирается сделать по нему плакатную презентацию. Если все пойдет так гладко, как я ожидал, вы можете ожидать от нас некоторого покрытия …
Я намерен не только использовать ваш продукт для нашей следующей выставки, но и один из наших аспирантов собирается сделать по нему плакатную презентацию. Если все пойдет так гладко, как я ожидал, вы можете ожидать от нас некоторого покрытия …
…В любом случае, мы с нетерпением ждем нашего нового полезного инструмента / игрушки ».
– Патрик Стоун | Университет Арканзаса
Изгибы из ПВХ – лучшие инструменты для нагрева и гибки труб из ПВХ, PEX и PTFE по графику 40 и 80.
Уловка изгиба трубы или кабелепровода из ПВХ заключается в ее равномерном нагреве …
PVC Bendit нагревается изнутри наружу, обеспечивая равномерный нагрев по всей длине.Просто подключите его, вставьте PVC Bendit в трубу из PVC, поместите трубу в BendStation и подождите несколько минут, пока она нагреется. По мере того, как труба или кабелепровод из ПВХ нагревается, чаще переворачивайте их, чтобы они нагревались более равномерно. Вскоре труба из ПВХ станет мягкой и станет гибкой, как приготовленная лапша для спагетти. После этого труба или канал из ПВХ готовы изгибаться до желаемой формы.
Также можно гнуть акриловую трубу и такие материалы, как листы АБС и поликарбонат. Каждый день открываются новые области применения, этот инструмент для гибки труб из ПВХ будет определять будущее использования труб из ПВХ, PEX, PTFE и, возможно, SW стекловолокна.
Купить инструменты для гибки труб из ПВХ сейчас …>
Обязательно посетите нашу фотогалерею PVC Bendit | Видеогалерея ПВХ Бендит | Часто задаваемые вопросы о ПВХ Бендит
Использование PVC Bendit безопасно, эффективно и достаточно просто, чтобы один человек мог сделать это самостоятельно! Наш инструмент для гибки труб из ПВХ прочен и надежен. Кроме того, ПВХ Bendit дешевле, чем другие инструменты для гибки труб из ПВХ. Независимо от того, являетесь ли вы электриком, работающим с жесткими неметаллическими трубами, энтузиастом морского аквариума, изготавливающим детали резервуаров на заказ, скульптором, водопроводчиком, дизайнером декораций или любым другим человеком, которому нужно сгибать трубы из ПВХ, это лучший инструмент для гибки труб из ПВХ…
Кроме того, ПВХ Bendit дешевле, чем другие инструменты для гибки труб из ПВХ. Независимо от того, являетесь ли вы электриком, работающим с жесткими неметаллическими трубами, энтузиастом морского аквариума, изготавливающим детали резервуаров на заказ, скульптором, водопроводчиком, дизайнером декораций или любым другим человеком, которому нужно сгибать трубы из ПВХ, это лучший инструмент для гибки труб из ПВХ…
Закажите сегодня и начните гнуть трубу ПВХ как профессионал!
Подробнее о том, как работает PVC Bendit или как определить, какой инструмент PVC Bendit лучше всего подойдет для вашего проекта …>
————————————————- ————————————————– ————————————————– —
ПВХ Бендит | Формируя будущее ПВХ…
Строительство небольших садовых домиков-колец из кабелепровода
17 апреля 2010 г.
Я получаю много вопросов о наших домиках из обруча, которые мы ставим над приподнятыми грядками здесь, на Чиотс-Ран. Они появляются на многих фотографиях. Они обязательно пригодятся для укрытия морозными одеялами, сеткой для защиты от насекомых / птиц, поддержки гороха, а также для защиты зимнего сада.В первый год перезимовки шпината у меня не было этих обручей над садом. Я просто согнул несколько бамбуковых шестов и накрыл их крышкой. Это великолепно защитило мой урожай шпината всю зиму (мы живем в зоне 5).
Следующей весной мы решили построить более постоянные и прочные конструкции для зимующих культур. У нас не было достаточно места для большой оранжереи или большого домика из обруча, поэтому следующим лучшим решением было сделать маленькие домики из обруча над каждой грядкой.Я немного исследовал и обнаружил, что многие люди используют ирригационные трубки или ПВХ, которые являются пластичными и гибкими. Вы вбиваете в почву несколько кольев или стержней, оставляя на 8-12 дюймов торчащими из почвы, или делаете основу с отверстиями в ней, чтобы вставить в нее трубку. Я нашел эти фотографии на Flicker, чтобы дать вам представление о других вариантах (спасибо oceandesetoiles для этих двух изображений)
Вы вбиваете в почву несколько кольев или стержней, оставляя на 8-12 дюймов торчащими из почвы, или делаете основу с отверстиями в ней, чтобы вставить в нее трубку. Я нашел эти фотографии на Flicker, чтобы дать вам представление о других вариантах (спасибо oceandesetoiles для этих двух изображений)
Мы решили, что лучше использовать кабелепровод из-за его жесткости, здесь много сильного мокрого снега и не думал, что трубка тоже выдержит.Этот водовод очень недорогой, и мы полагали, что он прослужит дольше ирригационных трубок. Длина трубопровода составляла 2,19 доллара за штуку, и мы использовали по 4 трубы на каждый приподнятый слой (наши слои 4 × 10).
Теперь я должен предупредить вас, что гибка труб – не самое простое занятие в мире. Мы с мистером Чиотсом работали вместе, и у нас довольно хорошие обручи. Не идеально, но и не так уж плохо. Я бы порекомендовал купить дополнительную трубку для тренировочной части. Первое, что мы сделали, чтобы добиться равномерного изгиба, – это пометить кабелепровод на расстоянии 21 дюйма с каждого конца, а затем с шагом 2 дюйма между этими двумя отметками.
Мы использовали ручной трубогиб и потренировались на одной или двух частях, чтобы узнать, какое усилие требуется для небольшого изгиба на каждые 2 дюйма по длине трубы. Мы немного согнули трубы, чтобы они не были похожи на обруч, когда мы закончили. Наши были больше похожи на слезы, так как мы оставили концы прямыми, а затем немного растянули их, чтобы положить на кровати.
Я еще раз предупреждаю, что это не самый простой способ сделать эти вещи красиво округленными (прочтите комментарии к этой публикации, которую я написал в прошлом году).Мы с мистером Чиотсом полны приключений и готовы попробовать все сами, поэтому задача нас не пугала. Мы также были в порядке с менее чем идеальными обручами. Мы шутим, что у наших есть характер, так как они сделаны местными мастерами.
Теперь у Johnny’s Selected Seeds можно купить специальный инструмент для гнутья садовых домиков-обручей. Они выпустили его через год после того, как мы сделали свой. Это немного дороговато – 69 долларов, но если вы хотите сделать много обручей или попросить кого-нибудь разделить с ними расходы, это будет стоящее вложение.
Они выпустили его через год после того, как мы сделали свой. Это немного дороговато – 69 долларов, но если вы хотите сделать много обручей или попросить кого-нибудь разделить с ними расходы, это будет стоящее вложение.
Мы прикрепили обручи к поднятым грядкам с помощью двух зажимов для труб, один вверху, а другой внизу. Они очень прочные и прослужат долго. Я люблю их, потому что они очень полезны. Мы используем их, чтобы накрыть клубнику сеткой, чтобы птицы не попадали туда. Накидываем на них ряды, чтобы олени не попали в горох. Также накидываем на них одеяла, чтобы уберечься от поздних весенних заморозков.
Я заказал на этой неделе парниковый пластик и надеюсь использовать их в качестве мини-теплиц этой зимой.Я буду использовать плавающее покрытие ряда на коротких калитках внутри этих обручей (будьте уверены, я напишу об этом в блоге этой осенью). Они также пригодились, чтобы удержать меня, если я потеряю равновесие или когда доберусь до середины кровати.
Какие меры вы применяете в саду для продления сезона и защиты посевов?
Из рубрики «Сделай свой собственный», «Зимнее садоводство» | Комментарии (21)Трубогиб для сборки рамы велосипедов – COBRA FRAMEBUILDING
Контроль изгиба.Сделайте то, что вы хотите, в соответствии с вашими требованиями
Стандартные трубки никогда не сделают изгибы именно там, где вы хотите… с желаемым радиусом изгиба… с желаемой степенью изгиба… из желаемого сплава… с желаемым профилем стыковки.
Любите ли вы изящные или причудливые повороты, вам нужна способность сгибаться на ваших условиях.
Быстрое и легкое выполнение плавных изгибов без ряби без утомительных методов взлома
Контроль того, какой сплав и толщина стенки / стыковой профиль трубок вам нужен, с изгибами именно так, как вы хотите
Три радиуса варианты для более плотных и расслабленных изгибов
Сменные плашки от.
От 625 дюймов / 16 мм до 1,625 дюймов / 41,3 мм в диаметре, плюс 27,2, 30,9, 31,6 ммЗамена матриц менее чем за минуту с помощью одного шестигранного ключа на 6 мм
Небольшие площади в цеху, не требующие тяжелого рабочая точка крепления
Изгиб приводится в движение ходовым винтом с аккумуляторной дрелью 1/2 “для удобства и контроля
Фазовый рычаг для нескольких изгибов в одной плоскости (s-образные изгибы)
Погрузка и разгрузка трубы быстро и легко с помощью быстроразъемного зажима
На это очень приятно смотреть 🙂
Гибочные штампы имеют угловую шкалу для документирования изгибов и достижения повторяемости процесса
 От 625 дюймов / 16 мм до 1,625 дюймов / 41,3 мм в диаметре, плюс 27,2, 30,9, 31,6 мм
От 625 дюймов / 16 мм до 1,625 дюймов / 41,3 мм в диаметре, плюс 27,2, 30,9, 31,6 ммСмотрите полная демонстрация трубогиба здесь .
Посмотрите демонстрацию изготовления s-bend stays здесь.
Я разработал этот гибочный станок специально для изготовления рамы велосипедов. Изготовителю рам вам нужны гибки более высокого качества, чем те, которые можно получить на гибочных станках, предназначенных для изготовления автомобильных каркасов безопасности. Вам нужен гибочный станок с площадью основания магазина и реальной ценой для небольшого производителя по индивидуальному заказу.
Мой гибочный станок может изготавливать гибы, готовые к глянцевым лакокрасочным работам. Никакой возни с песком и нагревания трубки. Загрузите трубки, согните трубки и двигайтесь дальше.
Базовая цена составляет 1600 долларов плюс стоимость доставки, и он поставляется с одной установкой для гибки и монтажной трубкой. Дополнительные настройки гибки – 300 долларов плюс доставка. Я выставлю вам счет за ваш конкретный заказ после того, как мы выясним, какие матрицы вы хотите.
Это стандартные настройки гибки, которые я предлагаю. Я стараюсь держать их все укомплектованными и готовыми к отправке:
4,5 дюйма / 115 мм Радиус центральной линии:
1/2 дюйма / 12,7 мм (по два за раз, рядом)
14 мм ( два за раз, бок о бок)
5/8 дюйма / 16 мм (два за раз, рядом)
3/4 дюйма / 19 мм (два за раз, бок о бок)
7/8 “/ 22.
2 мм1 дюйм / 25,4 мм
 2 мм
2 мм
6,75 дюйма / 170 мм Радиус центральной линии:
1/2 дюйма / 12,7 мм (два за раз, бок о бок)
14 мм (два за раз, рядом)
5/8 дюйма / 16 мм (два за раз, рядом)
3/4 дюйма / 19 мм (два за раз, бок о бок)
7/8 дюйма / 22,2 мм
1 дюйм / 25,4 мм
1 1/8 дюйма / 28,6 мм
1 1/4 дюйма / 31.8 мм
1 3/8 дюйма / 34,9 мм
9 дюймов / 230 мм Радиус центральной линии:
1/2 дюйма / 12,7 мм (по два за раз, бок о бок)
14 мм (два за раз, рядом)
5/8 дюйма / 16 мм (два за раз, рядом)
3/4 дюйма / 19 мм (два за раз, бок о бок рядом)
7/8 дюйма / 22,2 мм
1 дюйм / 25,4 мм
1 1/8 дюйма / 28,6 мм
1 1/4 дюйма / 31.8 мм
1 3/8 дюйма / 34,9 мм
1 1/2 дюйма / 38,1 мм
1 5/8 дюйма / 41,3 мм
27,2 мм
30,9 мм
31,6 мм
Напишите мне с вопросами и / или для размещения заказа: [email protected]
BendPak Exhaust Tube Bender Digital 1302BA-302
BendPak, без сомнения, является ведущим производителем станков для гибки выхлопных труб.Должны быть – они работали над этим почти 40 лет! Они довели свое дело до уровня искусства. Когда мы спросили их, что, по их мнению, дает им преимущество в области трубогибов, они ответили опытом, духом соревнования и передовым дизайном. с помощью новейших машин, предназначенных для одной цели – гибки труб. Bend Pak никогда не срежет углы и постоянно тестирует каждую модель, сходящую с конвейера. Каждый этап производства тщательно изучается руководителями групп, которые стремятся не дать вам ничего, кроме надежности, долговечности и универсальности. Если у вас нет трубогиба BendPak, вы не получите максимальной отдачи от своего магазина – или за свои деньги!
Если у вас нет трубогиба BendPak, вы не получите максимальной отдачи от своего магазина – или за свои деньги!
Более трех десятилетий мы строим гибочные машины с одним главным приоритетом: производительностью. Наши специалисты по сборке и отделы исследований и разработок постоянно тестируют каждую модель, сходящую с конвейера, чтобы убедиться, что ни один угол не срезан. Каждый этап производства наблюдает и тщательно проверяет элитная группа руководителей групп, единственная обязанность которых – убедиться, что все работает так же хорошо или лучше, чем предполагалось.Это правда, что мы не единственный производитель трубогибов, но мы единственные, кто так предан своему делу, уважаем и, откровенно говоря, так хорош в том, что мы делаем.
Нет ничего проще и быстрее, чем автоматический трубогиб
Быстросменные гибочные плашки
ТрубогибыBendPak оснащены инструментами с поворотным замком и быстросменными гибочными штампами, которые являются одними из самых популярных во всей отрасли разработок. Мы действительно польщены, но если вы хотите добиться лучших и стабильных изгибов, обязательно выберите BendPak.
Цифровое управление
ПользователиHardcore по достоинству оценят удобство нашего цифрового управления, которое дает вам цифровые показания угла матрицы прямо впереди. Усовершенствованный программируемый мини-компьютер надежно помещен в передней стойке гибочного станка, что позволяет без труда изготовить практически любую выхлопную систему оригинального оборудования. Плата управления программными данными управляет всеми функциями гибки, автоматическими или ручными, и сохраняет до 99 различных значений глубины гибки.
Возможность гибки на 180 °
Для максимальной гибкости используйте трубогиб от BendPak.Имея возможность изгиба на 170 ° (или 180 ° с дополнительной матрицей), вы можете легко получить полную U-образную форму. Изгибаем с радиусом 5 дюймов: труба не заедает, не заедает. Наши трубогибы с рельефной резкой являются лучшими в отрасли и продаются исключительно в BendPak. Такая конструкция обеспечивает единообразие каждой операции на протяжении всего цикла и предотвращает нежелательное обжатие или деформацию.
Такая конструкция обеспечивает единообразие каждой операции на протяжении всего цикла и предотвращает нежелательное обжатие или деформацию.
Максимальный изгиб 3 “с штампом
Наши 3-дюймовые гибочные прессы являются доказательством приверженности BendPak созданию трубогибов высочайшего качества.Они могут выглядеть как большинство трубогибов, представленных на рынке, но никто другой не использует наш процесс пошаговой резки штамповочных направляющих. Наша большая трубка хорошо удерживается для более равномерных изгибов. Не говоря уже о том, что вы также можете расширять и расширять трубку с такой же легкостью и точностью.
Длинноходовый гибочный цилиндр
Сверхдлинный 14-дюймовый гибочный цилиндр заменяет удлинители блока толкателя при гибке в штампе с малым радиусом. Цилиндр, как и на всех наших трубогибах, можно втянуть еще больше, если вам нужно больше места для замены штампов или извлечения изогнутых труб.
Бесконтактный обжимной пресс
Бесконтактный пресс входит в стандартную комплектацию каждого трубогиба, который мы производим. 30 000 фунтов. силы обеспечивают быстрое и точное формование концов. Более быстрые настройки, более точные изгибы – чего еще можно желать? Я БЫ. расширения, О. Расширения, скользящие посадки, развальцовки, шаровые опоры, переходы и фланцы коллектора – все это легкость в использовании инструментов BendPak. Чтобы упростить задачу, все наши инструменты для трубогибов являются быстросъемными; вы никогда не увидите устаревших тисков в сборке зажима. Хомуты с узкими шарнирами просто устанавливаются на место и позволяют развальцовывать концы труб на расстоянии до 3 дюймов.Вы также никогда не будете беспокоиться о проскальзывании, потому что чем больше вы нажимаете на зажимы, тем сильнее они держатся.
Расширитель внутренних сегментов
Наш внутренний расширитель сегмента так же уникален, как и наш безконтактный обжимной инструмент, и может использоваться для I.D. расширения, О. расширения, скользящие посадки, раструбы, шаровые опоры и фланцы коллектора. Канистра контрфорса имеет единую настройку положения для всех внутренних диаметров. расширения, но также может быть скорректирована в соответствии с особыми требованиями к размерам. Для всех размеров трубок 1 используется одна оправка.5 дюймов – 3 дюйма. Бесконтактный обжимной пресс и внутренний расширитель обеспечивают беспрецедентную простоту выполнения операций окончательной отделки: редукция, внутренняя обжимка, развальцовка, плоские развальцовки, шаровые шарниры и т. Д. Трубогиб оснащен двусторонним цилиндром как для беззажимного обжимного устройства, так и для сегмента. расширитель. Цилиндр управляется одной ручкой управления, расположенной ближе к центру, что позволяет операторам удобно стоять в одном месте и при этом работать с обеих сторон.
расширения, скользящие посадки, раструбы, шаровые опоры и фланцы коллектора. Канистра контрфорса имеет единую настройку положения для всех внутренних диаметров. расширения, но также может быть скорректирована в соответствии с особыми требованиями к размерам. Для всех размеров трубок 1 используется одна оправка.5 дюймов – 3 дюйма. Бесконтактный обжимной пресс и внутренний расширитель обеспечивают беспрецедентную простоту выполнения операций окончательной отделки: редукция, внутренняя обжимка, развальцовка, плоские развальцовки, шаровые шарниры и т. Д. Трубогиб оснащен двусторонним цилиндром как для беззажимного обжимного устройства, так и для сегмента. расширитель. Цилиндр управляется одной ручкой управления, расположенной ближе к центру, что позволяет операторам удобно стоять в одном месте и при этом работать с обеих сторон.
Электрический ножной переключатель
Для дополнительного удобства и универсальности мы включили независимый ножной переключатель с дистанционным управлением, который позволяет выполнять операции гибки вручную, стоя перед гибочной головкой или на расстоянии до 4 футов от гибочного станка.Это особенно полезно при работе с большими трубками. Наши ножные переключатели для трубогибов являются промышленными и полностью закрыты, чтобы вы всегда были в безопасности во время использования.
Почему вы должны покупать трубогиб Bend Pak в ASEdeals?
1) Гарантированно низкие цены – Послушайте, мы следим за ценами наших конкурентов. Мы знаем, что большую часть времени у нас обычно самые низкие цены на большую часть нашего оборудования. В том маловероятном случае, если вы обнаружите, что какие-либо из наших автомобильных подъемников рекламируются где-нибудь в Интернете по более низкой цене, просто сообщите нам, где вы их видели, и мы их превзойдем.Это так просто. Наши цены не будут побиты!
2) Крупнейший дистрибьютор BendPak -Это означает, что вы пользуетесь преимуществами нашего размера. Это не только позволяет нам предлагать лучшие доступные цены. Если у вас есть какие-либо гарантийные проблемы, которые, по вашему мнению, не решаются достаточно быстро или к вашему удовлетворению, мы можем влиять на производителя, чтобы немедленно решить вашу проблему.
Это не только позволяет нам предлагать лучшие доступные цены. Если у вас есть какие-либо гарантийные проблемы, которые, по вашему мнению, не решаются достаточно быстро или к вашему удовлетворению, мы можем влиять на производителя, чтобы немедленно решить вашу проблему.
3) Годы опыта – За последние несколько лет появилось так много интернет-компаний, утверждающих, что они имеют всевозможный опыт, а затем, если копнуть немного глубже, вы обнаружите, что они были только около нескольких лет.Мы перевозим оборудование Bend Pak более 17 лет. Когда вы звоните нам и разговариваете с нами, вы получаете не просто приемщика заказов, который ничего не знает о продукте. Мы знаем эти продукты лучше других. Мы не только ответим на ваши вопросы, но и позаботимся о том, чтобы вы получили подходящий подъемник для вашего приложения.
4) Репутация – Вместе с многолетним опытом приходит и наша репутация. Проверьте нашу репутацию на всех форумах автолюбителей, таких как Garage Journal или Corvette Forum.Вы найдете бесчисленное количество довольных клиентов, которые хвалят не только наши цены, но и нашу порядочность, честность и способность помочь вам выбрать правильный продукт для вашего приложения. А еще есть сотни фотографий и отзывов довольных клиентов, подтверждающие это. Мы с радостью противопоставим свою репутацию чьей-либо репутации.
Полное руководство по выпуску выхлопных труб
В этой главе я обсуждаю трубу, которая направляет выхлопные газы от коллекторов к окончанию выхлопного тракта, а также размеры трубы, материалы, методы изгиба, зажимы трубы и опоры трубы. .
Этот технический совет взят из полной книги ПРОИЗВОДИТЕЛЬНОСТЬ ВЫХЛОПНЫХ СИСТЕМ: КАК РАЗРАБОТАТЬ, ИЗГОТОВИТЬ И УСТАНОВИТЬ. Подробное руководство по этой теме вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
ПОДЕЛИТЬСЯ ЭТОЙ СТАТЬЕЙ: Пожалуйста, не стесняйтесь поделиться этой статьей на Facebook, на форумах или в любых клубах, в которых вы участвуете. Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://musclecardiy.com/performance/the -направляющая-выхлопная труба с полным набором характеристик /
Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://musclecardiy.com/performance/the -направляющая-выхлопная труба с полным набором характеристик /
Материалы
Чтобы выбрать выхлопную трубу для конкретного применения, сначала рассмотрите свой бюджет.Факторы затрат включают материалы, количество труб (одинарная или двойная система), нанесение специального покрытия и работу по гибке труб. Нержавеющая сталь дороже низкоуглеродистой стали. Преимущества использования нержавеющей стали – более длительный срок службы с точки зрения коррозионной стойкости и превосходная теплопередача. Если ваш бюджет ограничен, если вы не планируете эксплуатировать автомобиль в различных климатических условиях и не слишком озабочены поверхностной коррозией, то вам, безусловно, подойдет мягкая сталь. Трубы из низкоуглеродистой стали доступны в виде стали без покрытия, но также обычно предлагаются с коррозионно-стойкой алюминизированной или оцинкованной обработкой поверхности.Если ваш бюджет позволяет, предпочтительнее нержавеющая сталь, особенно с точки зрения долговечности и долговечности внешнего вида.
Рекомендации по установке и зазору
Что касается установки на автомобиль, вы можете собрать систему вместе, купив трубы различной формы (прямые, предварительно изогнутые под углом 45 и 90 градусов и т. Д.) И обрезав их по длине. Отрезки между трубами должны быть либо сварены, либо соединены зажимом. Другой вариант – приобрести предварительно сформированный комплект, который уже имеет форму, подходящую для вашего конкретного автомобиля.Многие производители предлагают комплектные системы для популярных автомобилей, включая трубы и глушители, которые обычно требуют только сборки и установки.
Еще один вариант – настроить всю систему выпуска выхлопных труб для вашего конкретного применения. Индивидуальный подход часто требуется для уникальных приложений, таких как специальные уличные штанги, где заранее спроектированная система может быть недоступна. Выбор вашей системы трубопроводов зависит как от стоимости, так и от того, какой объем работы вы предпочитаете выполнять самостоятельно.
Выбор вашей системы трубопроводов зависит как от стоимости, так и от того, какой объем работы вы предпочитаете выполнять самостоятельно.
Выбор диаметра трубы должен основываться на размере двигателя и существующем или планируемом уровне мощности в лошадиных силах. Обычно для применения в двигателе V-8, ориентированном на рабочие характеристики, требуется диаметр трубы от 2,5 до 3,5 дюймов. Имейте в виду, что для любого конкретного случая диаметр трубы должен быть немного больше для одиночной выхлопной системы, чем для двойной. Однако больше не всегда лучше. Если труба слишком большого диаметра, вы теряете скорость потока выхлопных газов, что на самом деле может снизить производительность двигателя.Обратите внимание на проблемы с зазором на всю ходовую часть. Размещение труб слишком близко к полу может привести к чрезмерной теплопередаче на пол и ковер. Кроме того, если трубы расположены достаточно близко к полу, раме или подрамнику, они могут соприкоснуться, что приведет к раздражающему удару или раздражающему резонансному шуму. Помните, что выхлопная система соединена с двигателем и перемещается в зависимости от движения двигателя на опорах. В отличие от некоторых гоночных автомобилей с жестко установленным двигателем, у уличных автомобилей есть опоры двигателя и трансмиссии, которые обеспечивают некоторое соответствие.
Точный изгиб оправки позволяет производителю жатки добиться точности Убедитесь, что трубы должным образом очищают трансмиссию и карданный вал. Если трубы расположены слишком близко к трансмиссии, температура трансмиссионной жидкости может повыситься, что потенциально может привести к повреждению трансмиссии. Вообще говоря, я поддерживаю зазор не менее 1 дюйма между выхлопной трубой и трансмиссией или линиями охлаждения трансмиссии. Обратите внимание на зазор карданного вала, чтобы трубы не могли соприкасаться с карданным валом.При пробном монтаже труб поддерживайте автомобиль на подъемнике или стойках и позвольте задней подвеске висеть без нагрузки. Если вы планируете использовать переходную трубу с двухтрубной системой, убедитесь, что кроссовер очищает карданный вал даже при ненагруженной задней подвеске.
Если вы планируете использовать переходную трубу с двухтрубной системой, убедитесь, что кроссовер очищает карданный вал даже при ненагруженной задней подвеске.
Если вы не используете боковую вытяжку, ваши трубы направляются к области заднего бампера. В результате трубы должны проходить над задней осью или под ней. Если трубы проходят через ось, достаточный зазор между трубами и картером оси имеет решающее значение.Когда подвеска автомобиля загружена, сожмите подвеску, попросив помощника подбрасывать заднюю часть автомобиля вверх и вниз, наблюдая за зазором между кузовом и осью. Если трубы проходят под осью, проверьте зазор при ненагруженной задней подвеске. Выхлопная система любого транспортного средства должна выходить за пределы тела, чтобы выхлопные газы не попадали в салон автомобиля. Если вы планируете установить выхлопную систему во всю длину с трубами, выходящими из задней части, наконечники должны быть на одном уровне с задним бампером или немного за ним.Если трубы недостаточно длинные или вы хотите улучшить внешний вид, добавьте выхлопной наконечник из нержавеющей стали или хрома на выход каждой трубы. Поскольку выхлопные патрубки видны, предпочтительнее нержавеющая сталь из-за ее коррозионной стойкости.
При планировании разводки выхлопной трубы всегда помните о требованиях к подвеске. Система должна иметь надлежащую опору, чтобы свести к минимуму движение и избежать нагрузок. Если система не поддерживается должным образом, вес глушителей и труб может легко вызвать чрезмерное напряжение в ряде мест, в том числе на коллекторе коллектора и даже на всем протяжении крепления фланца коллектора на головках цилиндров.Избегайте использования твердых вешалок на улице. Все опорные подвески должны обеспечивать некоторую степень податливости, чтобы выдерживать вибрацию выхлопной системы, раскачивание двигателя во время ускорения и замедления, а также позволять выхлопным трубам расширяться и сжиматься при нагревании и охлаждении. Если вы решите использовать привлекательные подвески для заготовок, они должны иметь, по крайней мере, термостойкие втулки.
Размер выхлопной трубы
Как и в случае карбюраторов или распредвалов, больше не обязательно лучше.Диаметр выхлопной трубы должен соответствовать объему двигателя и уровню выходной мощности. Хотя труба большего диаметра может выглядеть круто, если диаметр слишком большой для применения, вы теряете скорость выхлопа, и в результате страдает мощность от низкого до среднего диапазона. В мире труб указанные диаметры всегда относятся к наружному диаметру трубы. В результате внутренний диаметр немного меньше, величина которого определяется толщиной стенки трубы / калибром.
Труба CFM
Вам нужно определить объем впуска двигателя, а затем приблизительно сопоставить этот объем с выхлопом.Формула (которая также содержится в главе 7) для нахождения этого:
Объем впуска двигателя = об / мин x 0,001 x рабочий объем ÷ 2
Как вы могли догадаться, выхлопная труба начинается с прямой длины. Это одна из складских стеллажей для труб из нержавеющей стали на заводе Corsa.Изгиб Crush оставляет характерную выемку вдоль горловины изгиба. Эта деформация приводит к некруглому поперечному сечению в области изгиба. Хотя это, безусловно, функционально, с точки зрения высокой производительности, это не обеспечивает оптимального потока.
Например, если ваша цель – получить оптимальную производительность, скажем, при 4000 об / мин, а рабочий объем двигателя составляет 350 кубических сантиметров, объем составляет 700 кубических футов в минуту (4000 x 0,001 x 350 ÷ 2). Общий CFM выхлопных труб должен быть в том же диапазоне. Чтобы определить идеальный диаметр выхлопной трубы, см. «Диаметр выхлопной трубы» на странице 138. Чтобы получить точную оценку пропускной способности трубы, см. «Труба CFM» на странице 139.
Гибка труб
Для выхлопной трубы автомобиля доступны три типа изгиба трубы: раздавливание, смятие и оправка. Процесс гибки можно выполнять вручную или с помощью гидравлики.
Процесс гибки можно выполнять вручную или с помощью гидравлики.
Гибка с раздавливанием
Также называемый прессовым, плунжерным или компрессионным изгибом, раздавливающий изгиб относится к изгибу трубы, для которого используются только радиальная матрица и опорные башмаки без поддерживающей оправки, размещенной внутри трубы. Результат, хотя и функциональный, – изгиб на внутренней стороне радиуса. Когда труба протягивается поперек радиального штампа, внешняя часть изгиба трубы (называемая пяткой) растягивается, в то время как внутренняя часть изгиба (называемая горловиной) сжимается, оставляя небольшое углубление вдоль внутренней части изгиба.
Выхлопные трубы, предназначенные для установки на конкретных серийных автомобилях, включают в себя соответствующие подвесные штифты, уже приваренные на месте.
Производители выхлопных труб обычно производят трубы для конкретного применения в транспортных средствах в больших количествах в определенный день, поэтому калибровка инструментов и станков не требует изменения в течение этого дня.
Несмотря на то, что трубы можно сгибать с помощью процесса складывания или раздавливания для OEM и OEM-замен, большинство высокопроизводительных труб изгибаются на оправке, чтобы максимизировать поток и получить приятный внешний вид.
Производители выхлопных труб часто хранят свои прототипы труб для справки, если в будущем потребуются какие-либо изменения. Это лишь некоторые из сотен шаблонов проектирования в Stainless Works.
Морщинистое изгибание приводит к появлению ряда морщин вдоль горловины изгиба. Труба нагревается до размягчения металла, а затем изгибается. Когда труба изгибается, внешняя часть изгиба трубы растягивается, а область горловины сжимается, заставляя внутреннюю часть изгиба складываться в виде складок.Обычно это встречается на трубах, выпускаемых производителями оригинального оборудования или заменяющих их.
Это один из самых распространенных и наиболее экономичных с точки зрения оборудования видов гибки. Типичный вытяжной цех, вероятно, использует этот тип гибочного станка. В то время как гибка оправки может привести к получению гладкой, однородной поверхности как с внешней, так и с внутренней стороны радиуса изгиба, дробильный станок обеспечивает, за неимением лучшего термина, оригинальный внешний вид фабрики. Изгиб с раздавливанием дает некруглую, несколько эллиптическую форму, которая немного ограничивает поток.
Изгиб морщин
В этом процессе гибки, который также называют складчатым изгибом, не используется оправка. Тепло нагревается до тех пор, пока труба не раскалится докрасна. Когда труба продвигается вдоль фильеры, внутренняя горловина изгиба сжимается в виде серии складок в форме гармошки. Этот тип изгиба обычно встречается во многих трубах OEM и послепродажного обслуживания с прямой заменой.
Морщинистые изгибы немного уменьшают внутренний диаметр, а также создают серию выступов, которые могут влиять как на поток, так и на звук.Этот тип изгиба, который приводит к появлению складок по внутреннему радиусу, обычно достигается во время высокопроизводительного процесса. Изгибание складок не является обычным явлением для гибки своими руками или в любом специализированном магазине.
Изгиб на оправке
Как раздавливание, так и гибка с складками приводят к искажению диаметра трубы в области изгиба. Изгибание оправки может обеспечить более гладкий, практически непрерывный конечный продукт без перегибов и складок. Гибка на оправке отличается от гибки с раздавливанием тем, что оправка находится внутри трубы.Оправка поддерживает внутренние стенки трубы, когда труба проходит через матрицу и опорные башмаки, что приводит к изгибу, который практически не имеет изменений диаметра или профиля. Оправка также смазывается, обычно литиевой смазкой, для обеспечения плавного скольжения внутри трубы. Однако то, что оправка помещается внутрь трубы, не означает автоматически, что у вас не будет небольшой деформации внутри радиуса изгиба.
Однако то, что оправка помещается внутрь трубы, не означает автоматически, что у вас не будет небольшой деформации внутри радиуса изгиба.
Оправки состоят из серии шариков с закругленными гранями с радиусными гранями, которые скреплены гибким тросом.Ряд шариков (обычно изготовленных из латуни) может изгибаться и следовать радиусу изгиба, поддерживая внутренние стенки трубы во время процесса изгиба. Ширина и количество шариков влияют на окончательный вид. Кроме того, для достижения сверхгладкого внутреннего изгиба на гибочной машине используется шлифовальная матрица, которая сглаживает любые неровности при прохождении трубы через матрицы, в результате получается плавный изгиб, который сохраняет исходный диаметр и улучшает внешний вид в то же время.
Изгиб на оправке благодаря внутренней опоре трубы во время процесса гибки сохраняет круглый и постоянный внутренний диаметр и не подвержен внешней деформации.
Вот сравнение изгиба оправки (слева) и сгибания (справа). Обратите внимание на деформацию внутреннего радиуса (стрелка) деформируемого изгиба.
Для гибки труб на оправке используется оправка, вставляемая в трубу в области изгиба, чтобы поддерживать трубу и предотвращать ее сжатие или деформацию.Оправка состоит из серии «шариков», скрепленных тросом. Диаметр, ширина и количество шара определяются диаметром трубы, длиной изгиба и углами изгиба, которые необходимо выполнить.
Шарики оправки могут вращаться по траектории ленты. По мере того как труба изгибается в радиусной матрице и ее опорных башмаках, ряд шариков следует за изгибом, обеспечивая опору для стенки трубы.
Оправка устанавливается в зависимости от диаметра изгибаемой трубы. На шарики оправки наносится смазка, обеспечивающая плавное скольжение по трубе.
Грязесъемник расположен на одной линии с радиусным штампом. Это позволяет сгладить незначительные деформации поверхности трубы, вызванные изгибом оправки.
Гнутогибочные станки наиболее распространены в автосервисах и местных трубогибочных мастерских. Ручной или полуавтоматический станок требует, чтобы оператор располагал трубу для каждого изгиба.
Оборудование для гибки оправки дорогое и, как правило, используется только в высокопроизводительных цехах по производству выхлопных газов и специализированных выхлопных цехах.Если вы покупаете коллекторы у любого из ведущих производителей, трубы гнуты на оправке, как и выхлопные трубы от производителей выхлопных систем, таких как Stainless Works, Corsa, Borla, Flowmaster и т. Д. Многие независимые специализированные магазины предлагают гибку на оправке, если вам нужно иметь специальные компоненты выхлопной системы, изготовленные на заказ, чтобы соответствовать вашему автомобилю, а стандартные системы недоступны. По сравнению с гибкой с раздавливанием или сгибанием гибка на оправке является более предпочтительным методом, поскольку она обеспечивает плавные и последовательные изгибы.Фактически, он не производит резких изменений объема в области изгиба: может быть достигнута оптимальная производительность двигателя. Предварительно изготовленная изогнутая на оправке труба или изготовление нестандартной трубы с использованием изгиба на оправке является более дорогостоящим, но с точки зрения оптимизации производительности и внешнего вида оно того стоит. Ты получаешь то, за что платишь.
Ручные гибочные станки
Комплект с ручным управлением, включающий набор штампов и опорных башмаков, позволяет вручную сгибать выхлопную трубу.Сама грубая сила с помощью рычага, который протягивает трубу через гибочную матрицу, выполняет гибку. Это дешевый, но трудоемкий маршрут. Хотя ручные трубогибы для выхлопных труб подходят для выполнения основной функции изгиба трубы под заданным углом, результаты далеко не идеальны для получения оптимальных результатов. Поскольку у трубы нет внутренней опоры, ручное изгибание приводит к изгибам и участкам раздавливания на внутренней стороне изгиба. Если вас не заботит однородность диаметра или внешний вид трубы, вам, безусловно, подойдут ручные гибочные станки.Машины имеют широкий диапазон как по стоимости, так и по качеству. Недорогие импортные инструменты можно купить всего за 200-700 долларов, но качество может сильно различаться. Имейте в виду, что существует разница между трубогибами и трубогибами. Недорогие трубогибы, которые выполняют надлежащую работу, обычно подходят для труб малого диаметра до примерно 1/2 дюйма в диаметре. Дешевые трубогибы, доступные в магазинах со скидкой, обычно предназначены для гибки тонкостенных труб диаметром до 2 дюймов.
Если вас не заботит однородность диаметра или внешний вид трубы, вам, безусловно, подойдут ручные гибочные станки.Машины имеют широкий диапазон как по стоимости, так и по качеству. Недорогие импортные инструменты можно купить всего за 200-700 долларов, но качество может сильно различаться. Имейте в виду, что существует разница между трубогибами и трубогибами. Недорогие трубогибы, которые выполняют надлежащую работу, обычно подходят для труб малого диаметра до примерно 1/2 дюйма в диаметре. Дешевые трубогибы, доступные в магазинах со скидкой, обычно предназначены для гибки тонкостенных труб диаметром до 2 дюймов.
Чтобы приспособить выхлопные трубы, трубогиб должен работать с трубами запланированного диаметра, который, вероятно, находится в диапазоне от 2,5 до 3,5 дюймов. К наименее дорогостоящим инструментам обычно относятся приспособление для гибки (часто предназначенное для закрепления на лабораторных тисках) и набор «башмаков», которые подходят для труб или труб различного диаметра. Ручные гибочные станки полезны для выполнения основной функции создания изгиба, но вы не добьетесь внутреннего радиуса без искажений. Внутренняя часть изгиба имеет трещину, при которой внутренняя часть изгиба пытается слегка сжаться, не имея возможности поддерживать постоянный диаметр на всей площади изгиба.Эти относительно недорогие гибочные станки можно приобрести в различных розничных магазинах, например у поставщиков инструментов со скидкой. Качество сильно различается, и многие из них производятся за рубежом.
С помощью гибочного станка раздавливающего типа труба помещается между радиусным штампом и парой опорных башмаков. Радиусная матрица обычно имеет горловину под углом 180 градусов, а опорные башмаки прямые
По мере того как труба изгибается с помощью гидравлической силы, опорные башмаки (размещенные на соседних рычагах матрицы, раздвинутые) создают желаемый угол.
Во время гибки с раздавливанием внешняя стенка трубы растягивается, в то время как внутренняя стенка (или горловина трубы) слегка сжимается.
На ручном гибочном станке указатель вручную позиционируется по шкале градусов для желаемого изгиба. Как только указатель достигает желаемого угла, оператор вручную останавливает процесс гибки.
Другие типы ручных гибочных станков требуют ручной настройки всех точек радиуса осевой линии и углов трубы.Они обеспечивают гидравлическое усилие для фактического выполнения изгибов. В этом случае термин «ручной» просто означает необходимость для оператора установить трубу в правильном положении (по длине и под углом) для предполагаемого изгиба. В зависимости от размера, количества функций и качества этот тип гибочного станка может варьироваться в цене от 800 до более чем 4000 долларов. Опять же, без оправки, обеспечивающей внутреннюю опору трубы, вы получите небольшую деформацию внутреннего радиуса изгиба. Некоторые владельцы могут смириться с небольшой деформацией или складками на трубах, но многие производители двигателей и гонщики считают это неприемлемым.Для ручной гибки радиусная матрица – это приспособление, обеспечивающее угол гибки. Опорные башмаки (иногда также называемые грязесъемниками) обеспечивают контактную поверхность на внешней стороне изгиба, противоположную радиусной матрице. Труба зажата между радиусной плашкой и опорными башмаками. Опорные башмаки расположены на соседних шарнирах, что позволяет им поворачиваться, следуя изгибу, обеспечиваемому радиусной плашкой. В то время как оператор должен вручную позиционировать трубу для каждого изгиба и для каждого угла изгиба, гидроцилиндр обеспечивает изгибающее усилие.
Гибочные станки способны не просто сгибать трубы. В зависимости от доступных штампов вы можете выполнять ряд других задач, включая развальцовку трубы, расширение, уменьшение, развальцовку шара и многое другое. При использовании штампов и опорных башмаков без внутренних поддерживающих оправок для выполнения изгиба внутренняя часть изгиба несколько искажается, немного уменьшая диаметр по длине изгиба, с небольшими выпуклостями на каждом конце изгиба.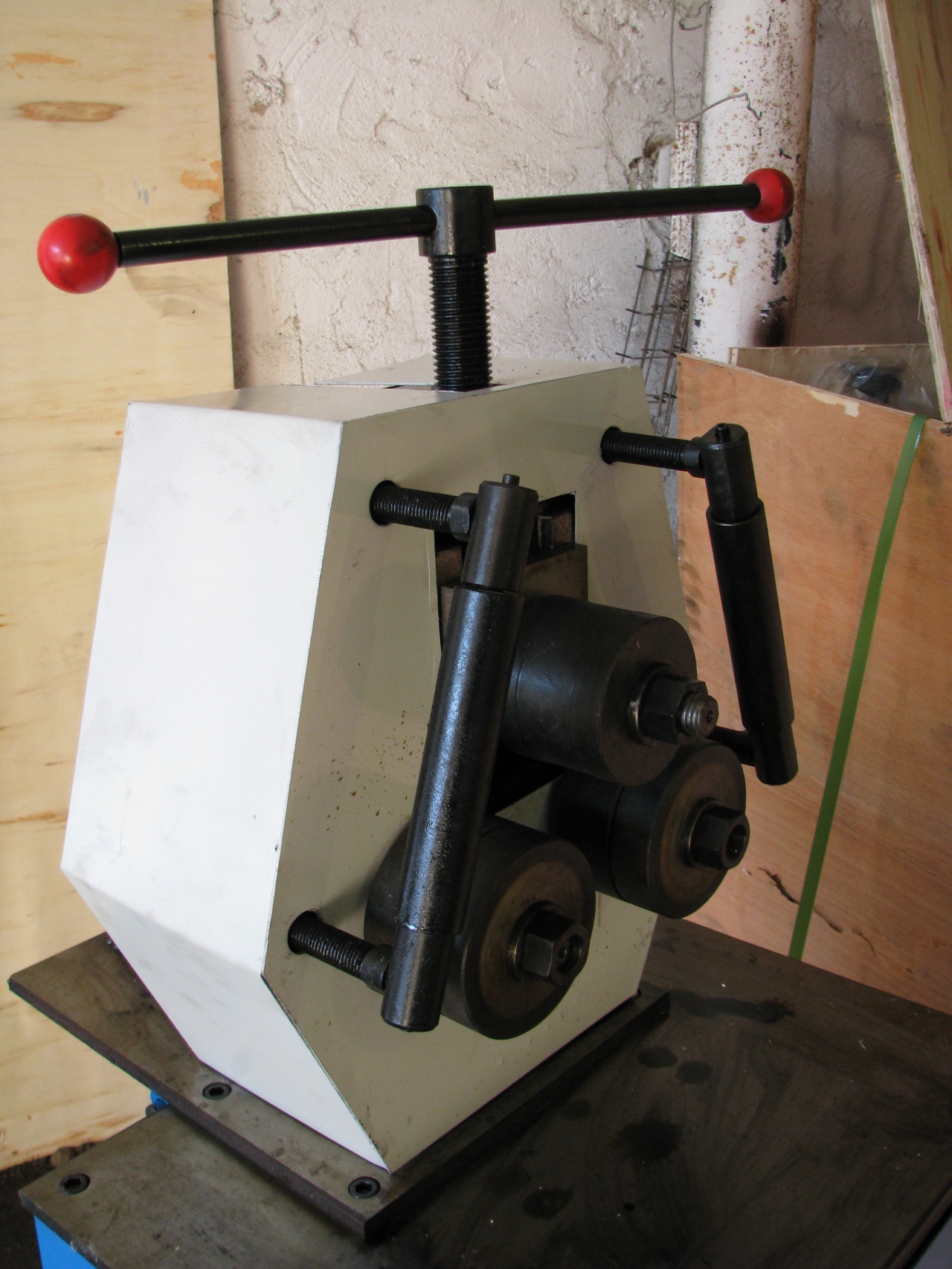 Вот где действительно проявляется преимущество изгиба на оправке.Поскольку оправка (расположенная внутри трубы) поддерживает стенки трубы во время изгиба, вы избегаете небольшого обрушения внутренней части изгиба. Если вам нужна максимальная производительность и оптимальный внешний вид для поддержания постоянного диаметра трубы без перегибов, изгиб оправки – единственный выход, и вы просто не добьетесь этого с помощью ручного гибочного станка. Если ваша цель – получить плавную и визуально привлекательную выхлопную систему, у вас есть три варианта: купить готовый комплект от ведущего производителя выхлопных газов, который уже разработан для вашего автомобиля, поставить автомобиль на специальную трубу. у которого есть гибочный станок на оправке, или, если вы настаиваете на изготовлении собственного, приобретите секции труб различных форм (прямые, 45-градусные, 90-градусные и т. д.), чтобы вы могли собрать свою систему вместе, обрезав и сварив. Использование шаровых фланцевых соединителей на выходах коллектора коллектора помогает регулировать углы труб.
Вот где действительно проявляется преимущество изгиба на оправке.Поскольку оправка (расположенная внутри трубы) поддерживает стенки трубы во время изгиба, вы избегаете небольшого обрушения внутренней части изгиба. Если вам нужна максимальная производительность и оптимальный внешний вид для поддержания постоянного диаметра трубы без перегибов, изгиб оправки – единственный выход, и вы просто не добьетесь этого с помощью ручного гибочного станка. Если ваша цель – получить плавную и визуально привлекательную выхлопную систему, у вас есть три варианта: купить готовый комплект от ведущего производителя выхлопных газов, который уже разработан для вашего автомобиля, поставить автомобиль на специальную трубу. у которого есть гибочный станок на оправке, или, если вы настаиваете на изготовлении собственного, приобретите секции труб различных форм (прямые, 45-градусные, 90-градусные и т. д.), чтобы вы могли собрать свою систему вместе, обрезав и сварив. Использование шаровых фланцевых соединителей на выходах коллектора коллектора помогает регулировать углы труб.
Гибочные станки с ЧПУ
Трубогиб с ЧПУ высоко ценится за точность, повторяемость и скорость производства. После того, как программа была написана для трубы заданной длины, в машину помещается прямой участок трубы выбранного диаметра.После настройки машины для достижения окончательной формы трубы необходимо нажать кнопку. Машина автоматически подает трубу на заданное расстояние, выполняет изгиб, поворачивает трубу в нужном направлении, делает следующий изгиб и т. Д. Машина выполняет работу, в то время как техник контролирует работу от начала до конца.
Гибка с ЧПУ (числовое программное управление) выполняется путем создания программы профиля для длины трубы, которая затем управляет гибочным станком.После того, как образец трубы разработан, этот образец отображается в цифровом виде для создания программного обеспечения.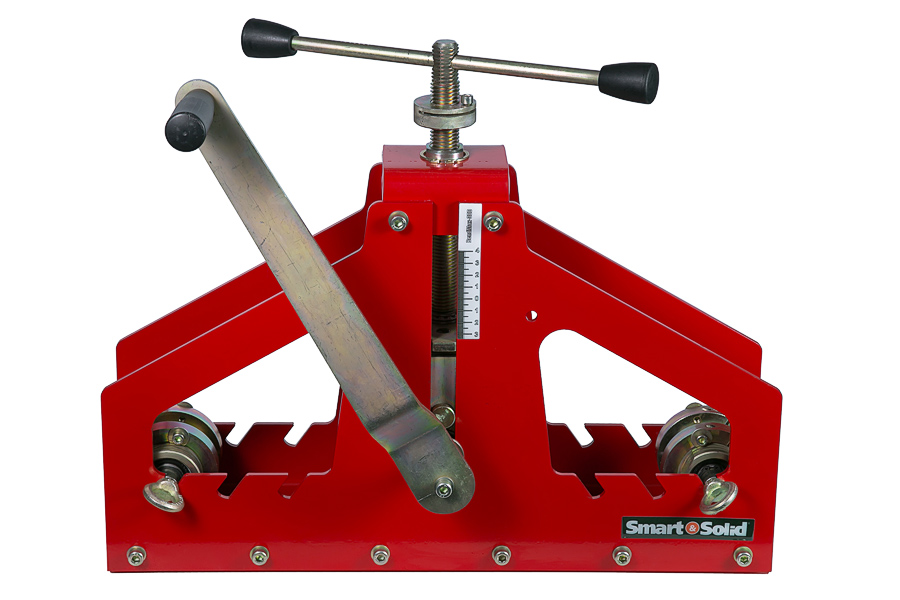 Здесь технический специалист компании Corsa строит образец трубы с помощью координатно-измерительной машины (КИМ). Информация о шаблоне затем отправляется на гибочный станок с ЧПУ, где можно изготавливать несколько труб, точно соответствующих исходному шаблону.
Здесь технический специалист компании Corsa строит образец трубы с помощью координатно-измерительной машины (КИМ). Информация о шаблоне затем отправляется на гибочный станок с ЧПУ, где можно изготавливать несколько труб, точно соответствующих исходному шаблону.
Для высокопроизводительных трубных конструкций (в первую очередь для OEM-приложений) на гибочных станках с ЧПУ иногда используются специальные штампы вместо штампов с радиусом выбранного размера.Это позволяет оператору ЧПУ подавать прямую трубу в станок, при этом все изгибы создаются автоматически с использованием выбранных компьютером штампов, когда труба движется по рабочей траектории. (Фото любезно предоставлено Эддисон-Макки)
Здесь на гибочном станке с ЧПУ используются специальные штампы для конкретных приложений. (Фото любезно предоставлено Эддисон-Макки)
Конструкция выхлопной трубы запрограммирована для гибочного станка с ЧПУ. Техник с ЧПУ проверяет, что правильная программа загружена, и контролирует процесс гибки как на штампах, так и на экране монитора.
После того, как прямая секция трубы помещена в станок для гибки с ЧПУ, автоматический станок для гибки запускается.
Гибочный станок с ЧПУ протягивает трубу через матрицы, автоматически поворачивая трубу для нескольких изгибов в соответствии с программой.
Гибочные станкис ЧПУ дороги и в основном используются производителями выхлопных систем. Приятная особенность гибки с ЧПУ – ее повторяемость. Последняя труба в производственном цикле, сформированная в соответствии с определенной программой, идентична первой трубе, которая была сформирована.
Форма трубы
Нет правила, согласно которому труба должна быть круглой. Доступны специальные штампы, которые позволяют создавать овальный профиль. Зачем вам овальная трубка? Эта форма предпочтительна в первую очередь, когда у вас есть проблемы с зазором. В то время как овальная труба может быть изготовлена с тем же объемом поперечного сечения, что и круглая труба, овальная труба уже в одной плоскости, что обеспечивает дополнительный дорожный просвет для автомобилей с чрезвычайно низким дорожным просветом (например, во многих приложениях NASCAR).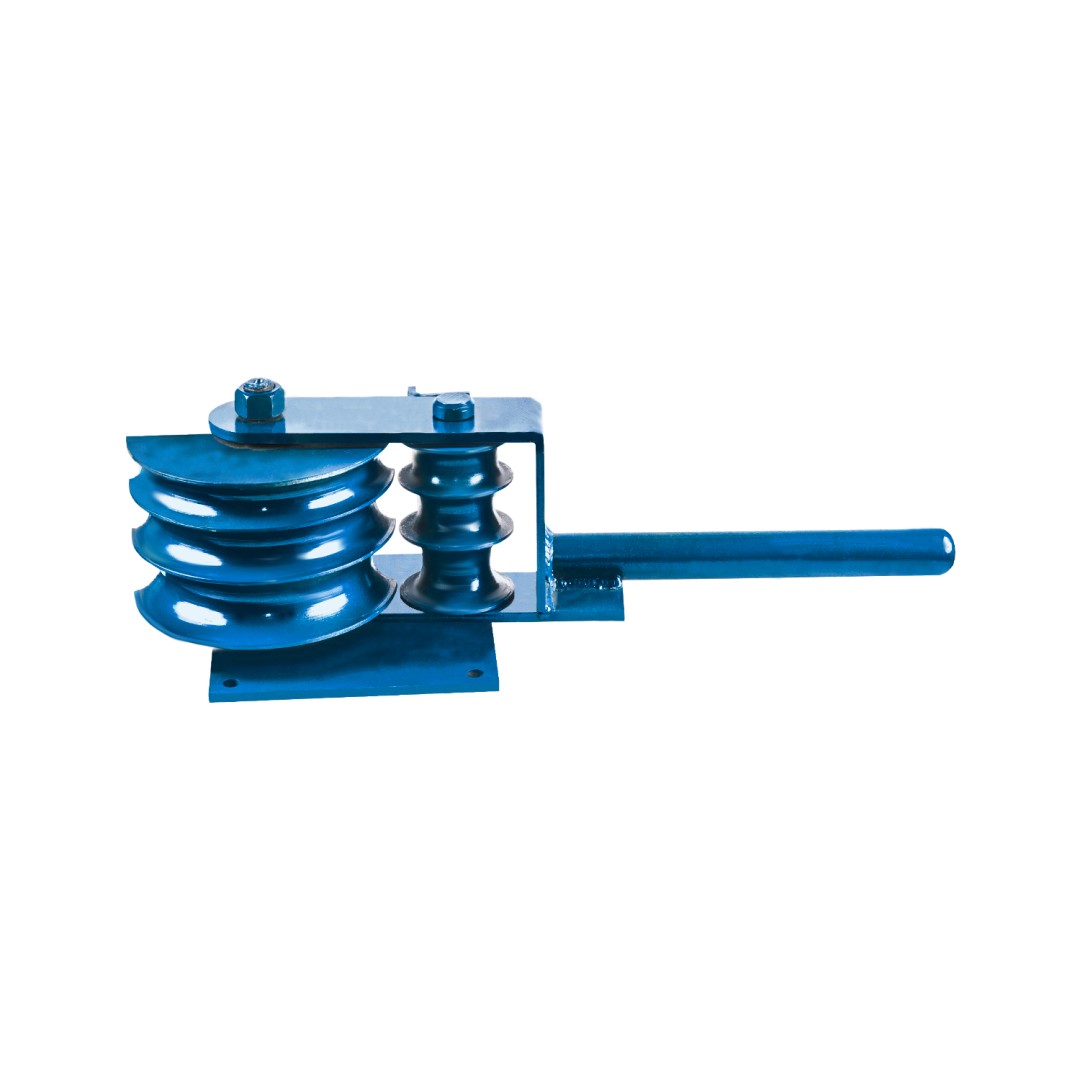 Это позволяет пропускать тот же объем, обеспечивая более компактную установку (по сравнению с ходовой частью и землей). Овальные трубы также используются на уличных удилищах, где важно либо дорожный просвет, либо внешний вид (или и то, и другое).
Это позволяет пропускать тот же объем, обеспечивая более компактную установку (по сравнению с ходовой частью и землей). Овальные трубы также используются на уличных удилищах, где важно либо дорожный просвет, либо внешний вид (или и то, и другое).
Материалы выхлопных труб включают низкоуглеродистую сталь, с покрытием или без покрытия, а также нержавеющую сталь различных сортов. Некоторые OEM-системы, которые рекламируются как нержавеющие, содержат очень мало сплавов и могут ржаветь, как видно здесь с удаленной OEM-системой «нержавеющая сталь».Если вам нужна система из нержавеющей стали, вы должны обратиться к качественному производителю послепродажного обслуживания.
Нет закона, согласно которому выхлопная труба должна быть круглой. Овальные трубы, обеспечивающие дополнительный дорожный просвет, можно легко приобрести у производителей выхлопных труб для гонок. (Фото любезно предоставлено Burns Stainless)
Овальная выхлопная труба обеспечивает дополнительный дорожный просвет при сохранении объема выхлопа. Труба овального профиля выпускается в прямом и угловом сечении. (Фото любезно предоставлено Vibrant Performance)
С точки зрения внешнего вида, овальные трубы придают выхлопной системе более уникальный вид.Если вы выберете овальную трубу, вы не сможете делать свои собственные изгибы, но пока вы можете разложить систему, используя комбинацию прямых, 45-градусных и / или 90-градусных труб, доступны необработанные секции. для обрезки по длине и сваривания.
Материал и покрытия труб
Обычные материалы включают низкоуглеродистую сталь и различные марки нержавеющей стали. Низкоуглеродистая сталь – это материал, который легче всего сгибать, тогда как нержавеющие материалы немного жестче, но все же хорошо адаптируются, когда их формуют на прецизионном гибочном станке, управляемом квалифицированным специалистом.Как вы могли догадаться, цены на материалы тоже различаются; Низкоуглеродистая сталь – наименее дорогая, а нержавеющая сталь более высокого качества – самая дорогая.
Низкоуглеродистая сталь
Труба из мягкой стали требует покрытия для защиты от коррозии. Сюда могут входить алюминизированные трубы (где расплавленный алюминий наносится на внешнюю поверхность трубы во время производства), оцинкованные трубы, обработанные во время производства, или путем нанесения специальных покрытий. Эти покрытия могут включать высокотемпературную краску, высокотемпературную порошковую краску или специальные керамические покрытия.Из множества вариантов керамические покрытия являются наиболее прочными. Однако имейте в виду, что большинство керамических покрытий (или любых других покрытий в этом отношении) наносятся только на внешние поверхности. Хотя труба из низкоуглеродистой стали после нанесения покрытия служит дольше, как с точки зрения функций, так и внешнего вида, низкоуглеродистая сталь все же может разрушаться изнутри. Все выхлопные системы подвергаются воздействию влаги на внутренних стенках просто из-за тепловых изменений, которые возникают в результате холодного запуска двигателя от нагрева до охлаждения.
Нержавеющая сталь
Нержавеющая сталь, хотя и подвергается воздействию тех же условий, гораздо более устойчива как к внешним условиям, так и к внутреннему потоотделению.Однако бывают разные марки нержавеющей стали. Многие автопроизводители предлагают то, что они называют выхлопными системами из нержавеющей стали, хотя на самом деле это может быть очень недорогая стальная формула «таинственной смеси» с очень небольшим процентным содержанием сплава. Например, в конце 1980-х, когда моя команда по шоссейным гонкам участвовала в гонках на выносливость в автосалоне на Ford Mustang GT, автомобили поставлялись с завода, оборудованные короткими трубчатыми выхлопными коллекторами, которые рекламировались как сделанные из нержавеющей стали. После одной гонки коллекторы стали коричневыми и покрылись небольшим количеством ржавчины.Нержавеющий материал, вероятно, более прочный, чем низкоуглеродистая сталь, но определенно не соответствовал своему названию.
Источники характеристик вторичного рынка, как правило, используют более высокие сорта нержавеющей стали, такие как 304 или 321. Они имеют гораздо более высокое содержание сплава и не ржавеют. Некоторые производители выхлопных систем предлагают широкий выбор марок нержавеющей стали по соответствующей цене. Например, более высокий класс 321 обеспечивает более высокое сопротивление усталости и лучше подходит для экстремальных температур и условий вибрации, таких как турбонаддув.С точки зрения функциональности, даже нержавеющая сталь может выиграть от вторичного керамического покрытия. Хотя нержавеющая сталь поглощает тепло с меньшим тепловым излучением наружу, чем мягкая сталь, нанесение керамического термобарьерного покрытия еще больше улучшает это. Чем меньше теплового излучения, тем эффективнее становится выхлопная система с точки зрения управления температурой и (по крайней мере, теоретически) характеристик двигателя.
Высококачественная нержавеющая сталь обеспечивает отличный отвод тепла и устойчивость к ржавчине / коррозии.Кроме того, высококачественную нержавеющую сталь можно полностью отполировать до хромового вида.
Чтобы избежать проблем с внешним видом и увеличить срок службы системы, требуются компоненты системы с керамическим покрытием или система из 100% нержавеющей стали. Единственное реальное отличие, которое следует учитывать, заключается в том, что керамическое покрытие защищает только внешнюю поверхность труб, поэтому может иметь место долговременная коррозия внутри труб. Труба из высококачественной нержавеющей стали обеспечивает антикоррозионную защиту как внутренних, так и внешних стен.
Естественно, самые высокие уровни тепла присутствуют в коллекторах выхлопных газов, при этом температура выхлопных газов уменьшается по мере прохождения выхлопных газов через остальную часть системы. Для максимальной производительности керамическое покрытие коллекторов более выгодно, чем покрытие остальной части системы. Если вы используете во всей системе высококачественную нержавеющую сталь, вам, вероятно, не нужно покрывать остальную часть системы (после коллекторов). Если ваше приложение представляет собой уличную игрушку, и вы используете коллекторы, трубы и глушители из нержавеющей стали, единственная причина для оправдания дополнительного керамического покрытия – это внешний вид цвета.Если коллекторы и остальная система изготовлены из низкоуглеродистой стали, то покрытие (любого типа) обязательно необходимо. По крайней мере, имеет смысл сочетание коллекторов с керамическим покрытием, алюминизированных труб и глушителей с алюминированным или порошковым покрытием. С точки зрения функциональности, низкоуглеродистая или нержавеющая сталь – приемлемый выбор практически для любого применения, включая уличные, дрэг-рейсинги, шоссейные гонки и гонки по бездорожью. Преимущества нержавеющей стали включают повышенную прочность, меньшее тепловое излучение, немного меньший вес и внешний вид.
Если вы используете во всей системе высококачественную нержавеющую сталь, вам, вероятно, не нужно покрывать остальную часть системы (после коллекторов). Если ваше приложение представляет собой уличную игрушку, и вы используете коллекторы, трубы и глушители из нержавеющей стали, единственная причина для оправдания дополнительного керамического покрытия – это внешний вид цвета.Если коллекторы и остальная система изготовлены из низкоуглеродистой стали, то покрытие (любого типа) обязательно необходимо. По крайней мере, имеет смысл сочетание коллекторов с керамическим покрытием, алюминизированных труб и глушителей с алюминированным или порошковым покрытием. С точки зрения функциональности, низкоуглеродистая или нержавеющая сталь – приемлемый выбор практически для любого применения, включая уличные, дрэг-рейсинги, шоссейные гонки и гонки по бездорожью. Преимущества нержавеющей стали включают повышенную прочность, меньшее тепловое излучение, немного меньший вес и внешний вид.
Iconel
Для уличного применения, где важна долгосрочная защита от ржавчины, нержавеющая сталь – лучший выбор. Для очень экстремальных применений, где выхлопное тепло и напряжение выхлопной трубы невероятно высоки, например, в Формуле 1, широко используется инконель из-за его устойчивости к высокотемпературной усталости и, как следствие, способности выдерживать экстремальные уровни тепла. Однако с инконелем очень трудно работать, и его стоимость обычно в четыре или пять раз превышает стоимость нержавеющей стали сопоставимого размера.
Титан
Еще одним экзотическим металлом, используемым в экстремальных условиях, является титан, который отличается легким весом и более высокой коррозионной стойкостью по сравнению с нержавеющей сталью. Опять же, стоимость – это фактор; обычно она в десять раз дороже нержавеющей стали.
Переходные трубы
Выхлопная система кроссовера используется с V-образным двигателем, который имеет два противоположных ряда цилиндров и двойную выхлопную систему. Для повышения эффективности выхлопа двигателя (и увеличения мощности) можно использовать ряд методов, которые включают подключение каждого ряда системы с двойным выхлопом.
Для повышения эффективности выхлопа двигателя (и увеличения мощности) можно использовать ряд методов, которые включают подключение каждого ряда системы с двойным выхлопом.
Кроссовер выхлопной трубы соединяет трубы со стороны водителя и со стороны пассажира в точке пересечения коллекторов и глушителей. Это соединение правого и левого выхлопа может помочь выровнять импульсы выхлопа двигателя и может улучшить продувку выхлопных газов. Во время продувки поток каждой трубы помогает вытягивать выхлоп через соседнюю трубу, которая очень похожа на две ветви ручья, которые соединяются, образуя реку, и в этом случае скорость течения увеличивается.
Эта система оснащена кроссовером X-образной формы. Он помогает уравновешивать импульсы сгорания двигателя и улучшает отвод выхлопных газов. Когда двойные трубы сливаются, импульсы каждого ряда двигателей помогают вместе вытягивать выхлопные газы через каждую трубу.
Вот пример кроссовера с Н-образной трубой. Хотя он помогает сбалансировать импульсы двигателя между двумя рядами двигателей, он мало что делает для улучшения продувки выхлопных газов.
При разработке двойной системы для установки H-образной трубы или любого кроссовера убедитесь, что расположение кроссовера не мешает вертикальному перемещению приводного вала.Обратите внимание, что эта H-образная труба расположена перед выходом коробки передач.
Эта X-образная труба в сборе состоит из четырех отдельных частей для получения прямых параллельных входов и выходов.
Эта X-образная труба была разработана с противоположными углами входа и выхода. (Фото любезно предоставлено Burns Stainless)
Объединенные переходники обрезаются с точностью до потока, а затем тщательно привариваются TIG для герметизации всех швов. Это приводит к плавному переходу потока с минимальной турбулентностью потока выхлопных газов, в отличие от прямой уравнительной трубы, которая приварена под углом 90 градусов к основным трубам.
Сгибание двух труб вместе может привести к образованию пересечения и эллиптического выреза на каждой трубе, где они соединяются, сливаются и свариваются. Этого также можно добиться, соединив две трубы вместе с помощью дополнительных труб по схеме H или X. Конструкция с H-образной трубой представляет собой просто горизонтальную трубу, которая проходит слева направо и соединяет две трубы. Х-образная труба соединяет две стороны вместе с дополнительным X-образным расположением труб. Конструкция с объединенной или X-образной трубой обеспечивает более плавный поток, чем конструкция с H-образной трубой, поскольку она имеет более высокую степень продувки выхлопного потока.
В некоторых случаях выбор конструкции кроссовера может зависеть от шасси и клиренса автомобиля. Вообще говоря, слияние любого типа кроссовера (а не двух отдельных трубок двигателя) должно улучшить мощность и крутящий момент. В зависимости от конкретного двигателя и выбранной конструкции выхлопной системы кроссоверное соединение также может влиять на звук выхлопа.
Переход на двойной выхлоп
Преобразование одинарной выхлопной системы в двойную имеет смысл только при работе с двигателем с двумя рядами цилиндров (V-образный двигатель).Переход на двойную систему обеспечивает улучшенное дыхание, а не заглушает оба берега в один выхлопной тракт. Это снижает ограничение выхлопа и значительно улучшает балансировку импульсов выхлопа от банка к банку. Помимо преимущества в производительности, переход на двойную систему просто улучшает звук двигателя. Реальность такова, что для уличной машины звук выхлопа является важным фактором. Переход с одинарного на сдвоенный может обеспечить преимущество в производительности в зависимости от множества переменных, включая рабочий объем двигателя и выходную мощность.В некоторых случаях, например, с двигателями мощностью менее 300 л.с., вы можете не получить никакой дополнительной мощности, но улучшите внешний вид, установив два выхлопных патрубка вместо одного. Помимо этого, вам необходимо рассмотреть следующие области, прежде чем приступить к делу.
Помимо этого, вам необходимо рассмотреть следующие области, прежде чем приступить к делу.
Крышка коллектора
Оригинальная система с одним выхлопом, вероятно, имеет чугунные выпускные коллекторы, которые переходят друг в друга через спускную трубу, и в этом случае переход от одного из коллекторов должен быть перекрыт.В зависимости от вашей марки, модели и года выпуска эти колпачки могут быть доступны на вторичном рынке, или вам необходимо их изготовить. Кроме того, выходное отверстие одного коллектора может иметь другой диаметр, чем выходное отверстие другого коллектора. Эту проблему можно решить, если в вашем выпускном цехе уменьшите или увеличьте диаметр трубы с любой стороны, где она соединяется с коллектором. С другой стороны, вы можете приобрести пару выпускных коллекторов с одинаковым диаметром выпускного отверстия или перейти на пару трубчатых коллекторов.
Материал
В большинстве случаев, когда кто-то переходит с одинарной на двойную выхлопную систему, обычно происходит модернизация литых выпускных коллекторов на трубчатые коллекторы. В конце концов, причина перехода с одинарного выхлопа на двойной – это повышение производительности, поэтому решение о переходе на коллекторы в значительной степени предрешено.
Подвески для труб
В зависимости от конкретного автомобиля и заводских опций, доступных для этой марки, модели и года выпуска, установка двойной системы могла планироваться или не планироваться автопроизводителем.Это означает, что вам необходимо определить собственное расположение трубодержателей и уделить пристальное внимание свободному пространству для установки глушителя. Это может определять форму и размер глушителей, которые подходят, не затрагивая приводной вал, топливопроводы, топливный бак, заднюю подвеску и задний мост, в дополнение к соображениям дорожного просвета.
Подвески для труб из алюминия и нержавеющей стали доступны в самых разных конфигурациях. Этот образец от Stainless Works крепится к трубе с помощью Т-образного болта.
Этот образец от Stainless Works крепится к трубе с помощью Т-образного болта.
Арматура
Что касается формы глушителя, овальный профиль обычно обеспечивает больший зазор, чем круглый профиль. Опять же, это зависит от диаметра трубы, которую вы используете, и от типа звука, который вам нужен. Еще одна область, которая может вызывать беспокойство – поперечина трансмиссии. Если транспортное средство изначально было оборудовано одиночным выхлопом, поперечина трансмиссии может иметь только один выступ для зазора между трубами, и в этом случае вам необходимо установить двугорбую поперечину для размещения двойной системы.
Убедитесь, что у вас достаточно места для двойных труб; они должны правильно очистить топливный бак. Если топливный бак немного смещен, возможно, вам не хватит зазора для трубы с одной стороны. Это может потребовать замены топливного бака на тот, который позволяет устанавливать его по центру слева направо. Обычно выхлопные трубы должны располагаться на расстоянии не менее 1,5 дюймов от топливного бака, и предпочтительнее дополнительный зазор. Если ваша модель автомобиля никогда не предлагалась с двойной выхлопной системой, вам необходимо заказать гнутые трубы в специализированной мастерской по выпуску выхлопных газов.Также обратите внимание на заднюю обшивку. Если на задней панели имеется единственный вырез для выхлопного патрубка, переход на двойную систему, вероятно, потребует выемки на противоположной стороне, чтобы добиться правильной посадки и сбалансированного внешнего вида.
Если исходная система с одним выхлопом имела поперечный глушитель (расположенный сбоку под автомобилем), вам необходимо тщательно подбирать глушители, чтобы они соответствовали новому продольному расположению. Если вам просто не хватает дорожного просвета для размещения двух глушителей, установленных на одной линии с трубами, альтернативой может быть использование перегородок, установленных внутри прямых участков сдвоенных труб. Начальная точка начинается с заголовков, потому что завершение заголовков на коллекторах определяет, где начинаются каналы. Коллектор обычно имеет монтажный фланец, который обеспечивает точку крепления трубы. Хотя фиксированный ответный фланец на передней части трубы может работать во многих случаях, угол, обеспечиваемый установленным коллектором коллектора, может быть направлен прямо назад, или он может слегка наклоняться вверх или вниз, влево или вправо.
Начальная точка начинается с заголовков, потому что завершение заголовков на коллекторах определяет, где начинаются каналы. Коллектор обычно имеет монтажный фланец, который обеспечивает точку крепления трубы. Хотя фиксированный ответный фланец на передней части трубы может работать во многих случаях, угол, обеспечиваемый установленным коллектором коллектора, может быть направлен прямо назад, или он может слегка наклоняться вверх или вниз, влево или вправо.
Разъемы
Чтобы обеспечить определенную степень регулировки угла, рассмотрите возможность использования шарового соединителя.Это обеспечивает точку поворота, позволяющую отрегулировать начальный угол трубы в соответствии с вашим приложением. Слегка затяните болты шарового разъема; достаточно плотно, чтобы удерживать положение, но достаточно свободно, чтобы можно было двигаться, пока вы продолжаете прокладывать трубы назад. Опять же, в зависимости от конкретного транспортного средства, у вас должна быть возможность проложить прямые участки трубы от коллектора назад, сохраняя их несколько параллельно полу транспортного средства. Найдите лучшие места для глушителей с точки зрения посадки и зазора между днищем и приводным валом.
В большинстве случаев глушители располагаются перед задней осью и топливным баком. Убедитесь, что место установки обеспечивает достаточно места между задней частью глушителей и любыми препятствиями, такими как задняя ось и топливный бак, чтобы максимально удобно продолжить работу с любыми необходимыми изгибами труб. По возможности временно подвесьте глушители в нужных местах. Это обеспечивает легкую цель для прокладки передних труб от коллекторов к глушителям, так что вы можете определить длину трубы и любые необходимые изгибы.По крайней мере, расположите каждый глушитель в желаемом месте и нанесите мелом отметки на живот, чтобы создать отметки для определения длины глушителя.
Проверить необходимый путь от коллектора до впускного отверстия глушителя. Если повезет, вы сможете проложить прямую трубу между коллекторами и глушителями. Если путь требует, чтобы трубы располагались под углом внутрь к центру днища, передние трубы могут потребовать небольшого изгиба внутрь и последующего изгиба, который восстанавливает параллельный путь обратно к глушителям.Здесь пригодится использование глушителей со смещенными впускными и выпускными патрубками, так как это может минимизировать или даже исключить необходимость создания каких-либо изгибов в передних трубах.
Если повезет, вы сможете проложить прямую трубу между коллекторами и глушителями. Если путь требует, чтобы трубы располагались под углом внутрь к центру днища, передние трубы могут потребовать небольшого изгиба внутрь и последующего изгиба, который восстанавливает параллельный путь обратно к глушителям.Здесь пригодится использование глушителей со смещенными впускными и выпускными патрубками, так как это может минимизировать или даже исключить необходимость создания каких-либо изгибов в передних трубах.
Гибкая муфта в оплетке из нержавеющей стали с внутренней втулкой обеспечивает соединение трубы с трубой, которое снижает или устраняет напряжение между двумя концами трубы. Гибкая соединительная муфта полезна в областях с сильным движением или высокой вибрацией, где требуется определенная «деформация». (Фото любезно предоставлено Vibrant Performance)
Зажим с V-образной лентой в сборе с соединительными фланцами состоит из трех частей.К каждому концу трубы приварены фланцы муфты. Когда два фланца трубы стыкуются друг с другом, канавка внутри зажима с V-образной лентой захватывает пару фланцев. В затянутом состоянии хомут обеспечивает герметичное и прочное соединение. (Фото любезно предоставлено Vibrant Performance)
Резиновые амортизаторы подвески и короткая гибкая муфта используются на этом Pontiac G8 GT 2008 года выпуска. Использование гибкой муфты устраняет предполагаемые точки напряжения выхлопной трубы.
Зажимы этого типа можно приваривать к трубе.Если вы можете представить желаемый стиль и форму вешалки, скорее всего, кто-то на вторичном рынке ее предложит.
Если вы собираете систему самостоятельно, имейте в виду, что шаровые соединители часто могут помочь в достижении желаемых углов, хотя они добавляют немного объема вдоль пути. Собирая секции вместе, подумайте об использовании трубных хомутов ленточного типа, а не хомутов с U-образными болтами. Ленточные зажимы не деформируют трубу и обеспечивают дополнительное пространство для маневра при настройке системы. Кроме того, хомуты ленточного типа обеспечивают превосходное уплотнение стыков и упрощают последующий демонтаж системы.
Кроме того, хомуты ленточного типа обеспечивают превосходное уплотнение стыков и упрощают последующий демонтаж системы.
Для подсоединения каждой трубы к глушителю требуется один из двух подходов: сварка или зажим. Труба может проскользнуть в шейку глушителя, для чего потребуется внешний диаметр трубы, соответствующий внутреннему диаметру шейки глушителя. Это известно как скользящее соединение. Например, если глушитель имеет внутренний диаметр 3 дюйма, труба должна иметь внешний диаметр 3 дюйма. Затем прочное соединение может быть выполнено сваркой или с помощью зажима для труб (опять же, я предпочитаю ленточные зажимы).Если наружный диаметр трубы и шейки глушителя равны, скользящее соединение нецелесообразно, если вы не используете инструмент для расширения трубы, чтобы немного увеличить диаметр шейки глушителя.
Однако есть и другие способы выполнить эту задачу. Когда два конца стыкуются друг с другом, для фиксации соединения можно использовать широкий ленточный зажим или, если хотите, концы можно сварить вместе. Если вы столкнулись с двумя разными внешними диаметрами, можно использовать ступенчатый ленточный зажим, который имеет разные диаметры на каждом конце.
Гибка и установка выхлопной трубы
Шаг 1:
Начиная с отрезка прямой трубы, установщик вручную вставляет ее в опорные башмаки ленточной машины. Трубогиб с ручным управлением и гидроусилителем является наиболее распространенным типом ручных трубогибов.
Шаг 2:
После измерения угла, необходимого для передней трубы, техник изгибает 45 градусов.
Шаг 3:
После того, как труба выпущена из гибочного станка, она испытывается на транспортном средстве.Это позволяет технику обрезать лишнюю длину в области переднего изгиба, чтобы учесть расстояние падения трубы от коллектора относительно передней поперечины.
Шаг 4:
Изогнутая и обрезанная по длине передняя труба проверяется на прилегание к коллектору коллектора перед сваркой.
Шаг 5:
Помощник удерживает переднюю трубу на месте, пока сварщик накладывает несколько прихваточных швов, чтобы прикрепить трубу к выпускному отверстию коллектора коллектора.
Шаг 6:
Сварщик завершает полный шов передней трубы коллектора коллектора.
Шаг 7:
Соединительная труба полностью приваривается к глушителю, пока доступна, перед тем, как присоединить ее к концу передней трубы.
Теплозащитное покрытие
Если ваша система требует использования каталитических нейтрализаторов, имейте в виду, что преобразователи должны быть расположены в начале потока выхлопных газов перед глушителями.Каталитические нейтрализаторы вызывают проблемы с высокой температурой, поэтому убедитесь, что они имеют достаточный зазор относительно пола, топливопроводов, тормозных магистралей, линий охлаждения трансмиссии и т. Д. По сути, вы хотите обеспечить как можно больший зазор вокруг преобразователей. Добавление теплозащитного материала – всегда хорошая идея; например, на нижней стороне пола рядом с местами расположения преобразователей. Качественный теплозащитный материал доступен от таких фирм, как DEI, и его можно обрезать, чтобы он соответствовал желаемому месту.Не прикрепляйте тепловой экран непосредственно к преобразователю; вы хотите, чтобы тепло излучалось от корпуса преобразователя. В зависимости от местоположения теплозащитный экран можно установить с помощью заклепок с крупной головкой или шурупов.
Если преобразователь проходит рядом с водопроводом или жгутом проводов, теплоизоляция трубчатого или оберточного типа может быть закреплена непосредственно на линиях или проводах, находящихся в непосредственной близости от преобразователя. Опять же, такие источники, как DEI, предлагают широкий спектр продуктов с тепловым экранированием, специально разработанных для применения в выхлопных системах гоночных автомобилей.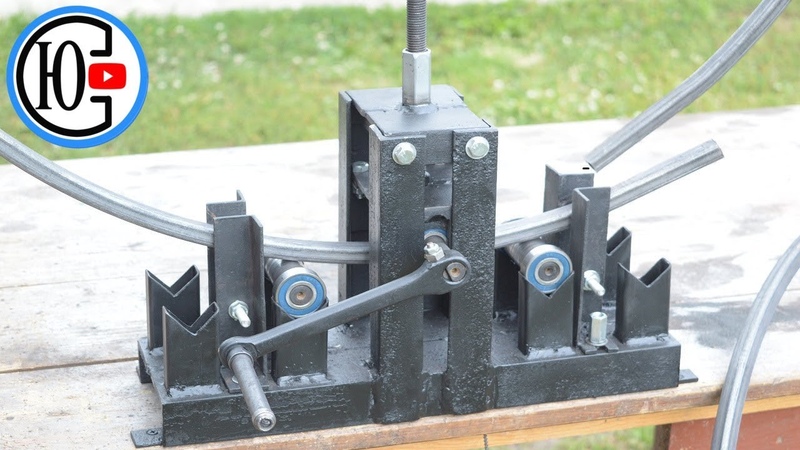
Выхлопная система поддерживает
Трубы, глушители и / или каталитические нейтрализаторы должны поддерживаться в любом применении, в котором выхлопная система выходит за пределы коллекторов. Правильная опора системы снимает напряжение с коллекторов, предотвращает контакт с землей и устраняет или снижает вибрации и гармоники системы. На любом серийном автомобиле вы заметите, что выхлопные подвески включают в себя какой-то изолятор или демпфирующее устройство. Это может быть усиленный резиновый ремешок или стержень, приваренный к трубе или глушителю и вставленный в резиновую опору на шасси.Использование таких демпфирующих устройств происходит по нескольким причинам. Податливое соединение, такое как резина или уретан с мягким твердым покрытием, гасит вибрации, которые в противном случае передаются от выхлопной системы к шасси. Это соответствие также позволяет выхлопной системе перемещаться по отношению к двигателю с точки зрения нагрузки по вибрации и крутящему моменту, не нагружая выхлопную систему. Изоляторы также позволяют вытяжной системе изменять свою длину из-за тепловых условий.
Учтите, что выхлопные трубы сделаны из металла, который имеет тенденцию сжиматься в холодном состоянии и расширяться в горячем состоянии.Температурное изменение длины трубы может быть небольшим, но за счет обеспечения совместимых опорных соединений любые температурные изменения размеров компенсируются податливостью опор. Последнее, что вы хотите сделать, – это жестко прибить всю выхлопную систему. Если вы используете сплошные трубы и опоры глушителя, напряжения будут накапливаться по мере того, как двигатель раскачивается на его опорах, поскольку система испытывает термический рост и т. Д. Кроме того, при жесткой установке выхлопной системы резонанс выхлопных газов двигателя передается непосредственно на шасси, в результате в диапазоне надоедливых шумов.
Пользовательские выхлопные подвески всегда должны иметь какой-либо тип эластичной втулки. Эти полированные подвески из нержавеющей стали оснащены изолирующими втулками из уретана.
Эти полированные подвески из нержавеющей стали оснащены изолирующими втулками из уретана.
Даже скромная подвеска со стальной лентой должна иметь соответствующий армированный резиновый изолятор. Этот стиль позволяет использовать обычный U-образный болт для захвата трубы.
Доступны различные стили нестандартных подвесок для выхлопных газов. Они предназначены для крепления к конструкционной поверхности (например, к направляющей рамы, поперечине или кронштейну) с помощью пары винтов с головкой под торцевой ключ.Затем сварной кронштейн на трубе прикрепляется к подвеске с помощью одного болта и гайки, проходящих через уретановую втулку. Втулка обеспечивает определенную гибкость при движении трубы и помогает изолировать вибрации трубы. Показанный здесь тип обеспечивает три варианта расположения втулки, позволяя при желании обрезать лишнюю неиспользуемую часть алюминиевой подвески.
Опорная стойка служит для сохранения положения и угла трубы, пока установщик продолжает приваривать переднюю часть трубы к передней трубе.
Подвесы для выхлопной системы вторичного рынка, изготовленные из хромированной или полированной нержавеющей стали, доступны на рынке уже несколько десятилетий. Многие из этих вешалок отлично смотрятся и дополняют индивидуальный внешний вид. Однако просто убедитесь, что есть какое-то соответствие в виде резины или уретана.
Прочная опора, которая вообще не позволяет системе двигаться, просто не лучшая идея, по крайней мере, для уличного транспорта. Если выхлопные трубы и глушители поддерживаются на шасси прочными опорами, которые не обеспечивают соответствия, вы рискуете создать напряжения, которые могут привести к трещинам сварных швов на трубах коллектора.Это может даже привести к повреждению креплений фланца коллектора к головке блока цилиндров в виде сломанных болтов фланца или трещин и утечек в точках соединения первичной трубы с фланцем. Помимо нагрузок, которые могут возникать в выхлопной системе из-за вибрации и вращательного движения двигателя во время ускорения и замедления, при повышении температуры выхлопной системы во время работы трубы могут немного увеличиваться в длине из-за теплового расширения, которое может создавать напряжения в каждом стыке. . Даже если ничего не трескается и не ломается, прочная выхлопная система вызывает раздражающие резонансы в салоне.Точки крепления подвески выхлопной системы должны защищать систему от чрезмерных нагрузок и обеспечивать некоторую податливость, чтобы минимизировать раздражающее гудение и нежелательный резонанс в кабине.
. Даже если ничего не трескается и не ломается, прочная выхлопная система вызывает раздражающие резонансы в салоне.Точки крепления подвески выхлопной системы должны защищать систему от чрезмерных нагрузок и обеспечивать некоторую податливость, чтобы минимизировать раздражающее гудение и нежелательный резонанс в кабине.
Я не говорю, что ваша выхлопная система должна иметь возможность валяться под автомобилем, как мокрая лапша, но ей нужна небольшая степень изоляции между выхлопной системой и шасси. Чтобы дополнительно учитывать допуск на перемещение трубы во время тепловых изменений и вибрации, некоторые OEM-разработчики и даже разработчики по индивидуальному заказу могут использовать гибкую муфту, которая состоит из короткого участка гибкой трубы с экраном из оплетки из нержавеющей стали.Это обеспечивает небольшой угол позиционирования трубы и, в некоторых случаях, может снизить вибрацию.
Трубные соединения
При подключении труб к трубам или труб к глушителям доступно несколько способов крепления. Обычной практикой является использование соединения внахлест (также называемого скользящим соединением), когда одна труба скользит в другую трубу (или трубу с глушителем), или стыкового соединения, когда две трубы имеют одинаковый наружный диаметр.
Соединение внахлестку
При соединении внахлест наружный диаметр одной стороны входит в внутренний диаметр сопрягаемой стороны.С этим типом фитинга соединение фиксируется седельным зажимом, сваркой или ленточным зажимом. Седельный зажим, часто называемый U-образным зажимом, имеет закругленное внутреннее седло, соединенное с U-образным болтом. Этот тип зажима при затягивании сжимает две трубы вместе. Это обычный зажим, который использовался десятилетиями. Недостаток – обжимное действие. Это может затруднить разделение двух труб в будущем. Сварка стыка непрерывным валиком обеспечивает отличное уплотнение, но имеет недостатки.Сварка – не всегда практичный вариант для мастера своими руками. Кроме того, поскольку сварное соединение является постоянным, будущая разборка потребует обрезки трубы (труб). Кроме того, процесс сварки обесцвечивает трубы и разрушает любое защитное покрытие, нанесенное на трубы.
Кроме того, поскольку сварное соединение является постоянным, будущая разборка потребует обрезки трубы (труб). Кроме того, процесс сварки обесцвечивает трубы и разрушает любое защитное покрытие, нанесенное на трубы.
Зажим с ступенчатой лентой представляет собой альтернативу. Этот трубчатый зажим из нержавеющей стали имеет разный диаметр на каждом конце, причем размер каждого конца соответствует двум разным диаметрам трубы. Ленточный зажим имеет разрезной шов с упором.Как только ленточный хомут установлен на место, затягивается пара болтов, чтобы плотно прижать ленту к трубам. Из-за большой площади контакта ленты трубы не обжимаются. Это обеспечивает простой способ закрепления труб, улучшает внешний вид и упрощает будущую разборку.
Стыковое соединение
При использовании стыкового соединения две сопрягаемые трубы имеют одинаковый наружный диаметр, поэтому у вас есть три варианта выполнения соединения.Вы можете сварить трубы вместе. Вы можете использовать ленточный зажим для трубы определенного диаметра. (Этот тип ленточного зажима имеет одинаковый диаметр от конца до конца.) С другой стороны, вы можете использовать расширитель трубы, чтобы немного увеличить одну из труб для создания собственного соединения внахлест. Если на соединение не наложен непрерывный валик сварного шва, зажим любого типа может привести к очень незначительной утечке выхлопных газов. Я редко использую седельные зажимы, если не выполняю реставрацию, в которой мне нужно воспроизвести дизайн оригинального производителя.Каждый раз, когда я использую седельный или ленточный зажим, я сначала наношу тонкую полоску высокотемпературного RTV, такого как Permatex Ultra Copper, на внешнюю поверхность труб, где происходит контакт. Это действует как смазка при соединении труб вместе и служит для заполнения любых небольших пустот, которые в противном случае могли бы обеспечить путь утечки.
Широкий ленточный хомут из нержавеющей стали – лучший выбор для трубных соединений, чем обычный U-образный болт, поскольку широкая площадь основания ленты не обжимает трубы.
Ленточные зажимы доступны как «прямые» с общим диаметром на всем протяжении, предназначены для соединения двух труб одинакового диаметра.Ступенчатые конструкции, подобные показанной здесь, позволяют легко соединять трубы разного диаметра.
Ленточные зажимы имеют стопорные блоки в зоне стыковки. Болт проходит через один блок и ввинчивается в другой блок.
Сверхширокие ленточные хомуты очень удобны для соединений труба-труба и труба-глушитель. Из-за конструкции без обжима ленточные зажимы также могут допускать небольшое тепловое расширение по длине трубы. Да, ленточные хомуты дороже седельных хомутов, но преимущества намного перевешивают разницу в стоимости.
Стили сопряжения
Сопряжение труба-труба или коллектор-труба может включать один из нескольких стилей сопряжения. Надвижное соединение включает фитинг одной трубы в другую трубу, закрепленную, как описано ранее, сваркой или выбранным типом зажима. Соединение с раструбом или шаровой головкой включает пару фланцев, которые соединяются болтами, захватывая два конца.
Труба с плоским развальцовкой имеет расширенный охватывающий раструб с плоской поверхностью на каждой трубе.Каждая сопряженная труба имеет фланец с двумя или тремя болтами, закрепленный на каждой трубе. Уплотнение создается плоской высокотемпературной прокладкой, помещенной между двумя фланцами. Конус с шаровой головкой, часто встречающийся на некоторых соединениях коллектора коллектора и некоторых каталитических нейтрализаторах, имеет конус с охватываемым радиусом / шаровой шарнир на коллекторе, соединенный с конусом с внутренним радиусом на присоединительной трубе. Фланцы с каждой стороны соединения прикрепляют коллектор к трубе двумя или тремя болтами, в зависимости от исполнения.
Зажим с V-образной лентой в сборе с соединительными фланцами состоит из трех частей. К каждому концу трубы приварены фланцы муфты. Когда два фланца трубы стыкуются друг с другом, канавка внутри зажима с V-образной лентой захватывает пару фланцев. В затянутом состоянии хомут обеспечивает герметичное и прочное соединение. (Фото любезно предоставлено Vibrant Performance)
В затянутом состоянии хомут обеспечивает герметичное и прочное соединение. (Фото любезно предоставлено Vibrant Performance)
Зажим с Т-образным болтом получил свое название от формы регулировочного болта. Он имеет тройник на захваченном конце и наружную резьбу на противоположном конце.Это может быть хорошим выбором при стыковке двух труб разного диаметра, когда на конце трубы большего диаметра есть прорези, которые позволяют ей сжиматься вокруг трубы меньшего диаметра.
Ленточный зажим из нержавеющей стали с Т-образным болтом обеспечивает надежное крепление и приятный внешний вид для крепления выхлопного патрубка с выемкой / разрезным входом. Ленточный зажим сжимает наконечник в достаточной степени, чтобы обеспечить надежное крепление без обжима наконечника или трубы.
Широкополосные хомуты доступны как предварительно отформованными, так и в виде плоской ленты, которая легко сгибается и придает форму трубе, с лентой из низкотемпературной нержавеющей стали, которая легко сгибается.
Хомут с плоской лентой формируется вручную вокруг трубы. Затем он скрепляется парой болтов и гаек. Неоформленный стиль зона зажима является менее дорогостоящим, чем предварительно сформированным стиль, но не имеет стопор-блок между концами зажима. Он также не обеспечивает герметичность, как предварительно сформированный ленточный зажим.
Широкие ленточные хомуты из нержавеющей стали бывают разных диаметров, как для стыковых труб одного диаметра, так и для крепления труб разных диаметров.Это позволяет быстро выполнить любое соединение труба-труба или труба-глушитель.
Предварительно сформированные ленточные хомуты (рассчитанные на определенный диаметр трубы) доступны для всех обычных диаметров труб. Прямоточный ленточный хомут имеет одинаковый диаметр от конца до конца и используется при стыковке двух труб одинакового диаметра
Преимущество шаровой насадки в том, что она позволяет легко регулировать угол наклона трубы. Раструб с внутренней резьбой на трубе может поворачиваться на раструбе с охватываемым шаром, что обеспечивает дополнительную точную настройку с точки зрения угла трубы.Этот стиль не требует установки плоской прокладки между фланцами. Зажим с V-образной лентой часто используется в тех случаях, когда выхлопная система подвергается частой разборке / повторной сборке. Зажим с V-образной лентой похож на зажим с Т-образным болтом, в котором плоская лента затягивается с помощью болта, который входит в внутреннюю резьбу. В отличие от зажима с Т-образным болтом с гладкой плоской внутренней поверхностью, зажим с V-образной лентой имеет канавку на внутренней поверхности. Поскольку каждый сопрягаемый конец трубы имеет плоский развальцовку, кромки раструба входят в паз зажима и обеспечивают стыковое соединение двух труб.Регулировочный болт затягивается, чтобы удерживать трубы вместе. С помощью этого типа зажима можно легко подсоединять и отсоединять одну трубу от другой.
Раструб с внутренней резьбой на трубе может поворачиваться на раструбе с охватываемым шаром, что обеспечивает дополнительную точную настройку с точки зрения угла трубы.Этот стиль не требует установки плоской прокладки между фланцами. Зажим с V-образной лентой часто используется в тех случаях, когда выхлопная система подвергается частой разборке / повторной сборке. Зажим с V-образной лентой похож на зажим с Т-образным болтом, в котором плоская лента затягивается с помощью болта, который входит в внутреннюю резьбу. В отличие от зажима с Т-образным болтом с гладкой плоской внутренней поверхностью, зажим с V-образной лентой имеет канавку на внутренней поверхности. Поскольку каждый сопрягаемый конец трубы имеет плоский развальцовку, кромки раструба входят в паз зажима и обеспечивают стыковое соединение двух труб.Регулировочный болт затягивается, чтобы удерживать трубы вместе. С помощью этого типа зажима можно легко подсоединять и отсоединять одну трубу от другой.
Вариант зажима с V-образной лентой предназначен для труб с прямым концом, не имеющих развальцовки. Этот тип зажима включает пару раструбов, которые надеваются на трубы и привариваются к ним. Развальцовка представляет собой механически обработанные детали, которые привариваются к трубам, что исключает необходимость развальцовки концов труб. Приварные раструбы также обеспечивают дополнительную массу и прочность для более прочного соединения.Оба типа зажима с V-образной лентой работают одинаково. Единственное отличие состоит в том, что для одного требуются концы труб с развальцовкой, а для другого – более существенные, и требуется приваривать охватываемые кольца к трубам. В каждом варианте канавка на внутренней стенке зажима захватывает вместе два выступающих выступа с выступом.
Пример установки выхлопной системы
Я рассмотрел установку всех основных компонентов выхлопной системы. Теперь я собираюсь показать вам установку полной системы и X-pipe в пошаговом формате, чтобы вы могли выполнить ту же задачу с вашим конкретным проектным транспортным средством.
2014 Chevy / GMC 1500 Установка Cat-Back
Этот проект представляет собой полную установку производительной выхлопной системы Flowmaster на грузовик Chevrolet / GMC 1500 2014 года, чтобы вы могли увидеть, как устанавливается вся система. Вы можете выполнить тот же самый основной процесс для установки любой выхлопной системы на американский автомобиль с задним приводом V-8. Поднимите автомобиль на подъемнике или стеллаже на рабочую высоту. Если у вас нет доступа к подъемнику, поднимите автомобиль и надежно поддержите его прочными подпорками.Подпереть оригинальный глушитель подставкой. С помощью ножовки или сабельной пилы отрежьте выхлопную трубу сразу за глушителем. Отделите проволочные подвески на выхлопной трубе от резиновых опор на автомобиле и снимите выхлопную трубу. Этот шаг может быть необязательным, но он упрощает удаление.
Шаг 1:
С помощью гаечного ключа на 15 мм ослабьте болт на зажимном шаровом соединении за каталитическим нейтрализатором. Отсоедините проволочные подвески от резиновых опор и опустите впускную трубу и глушитель от автомобиля.Смазка, такая как WD-40, облегчает удаление. Вам необходимо снять шаровой фиксатор со штатной системы и сохранить его, так как он будет использоваться при установке новой системы. (Фото предоставлено Flowmaster)
Шаг 2:
Поместите узел впускной трубы на место на шаровом соединении и затяните его достаточно, чтобы удерживать, но все же позвольте небольшую регулировку. Подсоедините подвеску на трубе к резиновой опоре на транспортном средстве. (Фото предоставлено Flowmaster)
Шаг 3:
Если вы устанавливаете систему на грузовик Crew Cab с 6.5-футовая станина, поместите удлинительную трубу (PN TB700S) на заднюю часть впускной трубы (PN 26401S). Поместите зажим из комплекта на скользящую посадку и затяните достаточно, чтобы удерживать его на месте. Эта удлинительная труба не используется в моделях Double Cab или Crew Cab с платформой 5,5 футов. (Фото предоставлено Flowmaster)
(Фото предоставлено Flowmaster)
Шаг 4:
Поместите прилагаемый 3-дюймовый зажим на впускное отверстие нового глушителя, затем надвиньте впускной патрубок на заднюю часть впускной трубы. Обязательно используйте подставку для поддержки глушителя. Затяните зажим ровно настолько, чтобы удерживать глушитель на месте.(Фото предоставлено Flowmaster)
Шаг 5:
Наденьте резиновую подвеску (номер детали HA168) на конец подвески рамы со стороны водителя (номер детали 226HA). Используя прилагаемые болты, шайбы, гайки и опорные пластины (номер по каталогу HA566), прикрепите сборку к раме со стороны водителя транспортного средства, используя имеющееся угловое продолговатое отверстие в направляющей рамы. Примечание. Опорные пластины устанавливаются с обеих сторон рамы между подвеской, шайбами и болтами, чтобы закрыть продолговатые отверстия. Это предотвращает прогиб подвесов каркаса в продолговатые отверстия.Поместите два из прилагаемых 2,5-дюймовых зажима на выпускные отверстия глушителя со стороны пассажира и со стороны водителя. Установите выхлопную трубу со стороны пассажира (номер детали 86095S) над задней осью и вставьте ее в выпускное отверстие глушителя со стороны пассажира. Подсоедините две подвески на трубе к резиновым опорам автомобиля. При регулировке труба должна находиться на расстоянии примерно 3/4 дюйма от амортизатора. (Фото предоставлено Flowmaster)
Шаг 6:
Поместите переднюю выхлопную трубу со стороны водителя (номер детали 86094S) на заднюю ось и вставьте эту выхлопную трубу в выходное отверстие глушителя со стороны водителя.Поместите прилагаемый 2,5-дюймовый зажим на заднюю часть трубы. Задняя выхлопная труба со стороны водителя (номер по каталогу 86096S) присоединяется к передней части. Подсоедините подвеску, приваренную к задней части трубы, к резиновой подвеске, которая была установлена на шаге 5. При регулировке труба должна располагаться по центру между амортизатором и запасным колесом. Затяните зажимы ровно настолько, чтобы удерживать положение. (Фото предоставлено Flowmaster)
Затяните зажимы ровно настолько, чтобы удерживать положение. (Фото предоставлено Flowmaster)
Шаг 7:
Наденьте трубы бокового выхода (PN 86097S) или трубы заднего выхода (PN 86098S) на концы обеих осевых труб и поместите 2 штуки из комплекта поставки.5-дюймовый зажим на каждое из этих скользящих соединений. Затяните зажимы ровно настолько, чтобы удерживать положение. Поместите два наконечника из нержавеющей стали (PN ST461) на выпускные трубы и затяните их до упора. Поверните выпускные трубы и наконечники на нужное расстояние от кузова или бампера, чтобы срезы на наконечниках находились в нужных местах. (Фото предоставлено Flowmaster)
Шаг 8:
Отрегулируйте положение всех труб и глушителя, чтобы обеспечить их удобную посадку. Необходимо поддерживать минимальный зазор 3/4 дюйма вокруг всех деталей; не забывайте о перемещении подвески.Надежно затяните все зажимные соединения. Поместите прилагаемые держатели подвесок 1/2 дюйма на конец каждой впускной трубы и держателей выхлопной трубы. Наденьте держатель подвески 7/16 дюйма на заднюю подвеску рамы со стороны водителя до резиновых опор, чтобы надежно удерживать систему на месте. Чтобы трубка сапуна задней оси не касалась выхлопной трубы со стороны водителя и не могла быть повреждена, используйте прилагаемую стяжку-молнию, чтобы прикрепить сапун к кронштейну тормозной магистрали, расположенному на картере заднего моста. Убедитесь, что в шланге достаточно провисания, чтобы подвеска могла полностью сжаться и растянуться.Для более надежной установки Flowmaster рекомендует сваривать все соединения с скользящей посадкой. (Фото предоставлено Flowmaster).
2011 Ford Mustang GT XO-Pipe Установка
В этом проекте показано, как установить X-pipe на Ford Mustang GT 2011 года выпуска. Х-образная труба уравновешивает давление и количество импульсов выхлопных газов и, следовательно, является обычным компонентом выхлопной системы для высокопроизводительных маслкаров с двигателем V-8. Установка X-pipe является обычной для всей выхлопной системы на конкретном автомобиле, которая обычно включает коллекторы, глушители и выхлопную трубу из нержавеющей стали.
Установка X-pipe является обычной для всей выхлопной системы на конкретном автомобиле, которая обычно включает коллекторы, глушители и выхлопную трубу из нержавеющей стали.
Шаг 1:
С помощью торцевого ключа на 13 мм ослабьте сферические зажимы на входе H-образной трубы со стороны пассажира и со стороны водителя. Обратите внимание, что некоторые Мустанги поставлялись с головкой болта, обращенной в сторону от земли. Используйте гаечный ключ с открытым зевом на 13 мм, чтобы ослабить конец с резьбой, а затем поверните его вручную, чтобы снять зажим. (Фото любезно предоставлено Corsa Performance)
Шаг 2:
Используя гаечный ключ на 15 мм, ослабьте зажимы после сборки Н-образной трубы.(Фото любезно предоставлено Corsa Performance)
Шаг 3:
На стороне водителя, использовать плоскую отвертку, чтобы вырвать зажим пружинный зажим от держателя штифта на H-трубы. Повторите это со стороны пассажира. (Фото любезно предоставлено Corsa Performance)
Шаг 4:
Сдвиньте оба зажима по направлению к задней части автомобиля к свободному концу H-образных труб. Сдвиньте оба зажима назад, чтобы снять стандартную H-образную трубу. (Фото любезно предоставлено Corsa Performance)
Шаг 5:
Вытяните переднюю часть H-образной трубы из зажимного соединения с обеих сторон и сдвиньте выходные концы из зажимов для полного снятия.(Фото любезно предоставлено Corsa Performance)
Шаг 6:
Зажимы на выходных концах будут использоваться повторно. Снимите их с Н-образной трубы и установите на осевые трубы. (Фото любезно предоставлено Corsa Performance)
Шаг 7:
В комплект Corsa XO-pipe входят два 70-миллиметровых сферических зажима и один 2,75-дюймовый зажим. Нанесите прилагаемую противозадирную смазку на резьбу всех зажимов. (Это необходимо для предотвращения истирания гаек.) Выровняйте все зажимы так, чтобы центр каждого болта зажима находился под углом 90 градусов от выемки в трубе. Все хомуты следует затягивать качественным динамометрическим ключом. (Использование пневматического пистолета приводит к повреждению зажима и может привести к разъединению соединения.) Предварительно соберите узел трубы XO с отдельной трубкой со стороны привода, плоским 2,75-дюймовым зажимом над расширителем и одним 70-миллиметровым зажимом. сферический зажим на каждом конце. Выровняйте зажимы так, чтобы они были доступны при установке. (Фото любезно предоставлено Corsa Performance)
Шаг 8:
Вставьте выпускной патрубок XO в зажимы на входе осевых труб.(Фото любезно предоставлено Corsa Performance)
Шаг 9:
Установив зажимы, удерживайте узел трубы XO параллельно земле и затяните передние сферические зажимы с усилием 21 фут-фунт. (Фото любезно предоставлено Corsa Performance)
Шаг 10:
Установите переднюю развальцовку трубы XO со стороны пассажира на стыковочную трубу приклада и повторите это со стороны водителя. Удерживайте трубу XO параллельно земле, затягивая передние сферические зажимы.(Фото любезно предоставлено Corsa Performance)
Шаг 11:
Сдвиньте задние зажимы вперед так, чтобы задний край оказался примерно по центру между двумя отверстиями в кронштейне оси оси. Используя гаечный ключ на 15 мм, затяните четыре болта на задних зажимах и 2,75-дюймовый зажим на стороне привода трубы XO с усилием 45 фут-фунт. (Фото любезно предоставлено Corsa Performance)
Шаг 12:
Настоятельно рекомендуется проверять все хомуты и повторно затягивать их до рекомендованного момента после первоначальных дорожных испытаний автомобиля, поскольку термоциклирование может вызвать небольшое ослабление.Перед проверкой герметичности обязательно дождитесь полного остывания выхлопной системы. Затяните все зажимные болты с усилием 45 фунт-футов. (Фото любезно предоставлено Corsa Performance)
Написано Майком Мавригианом и опубликовано с разрешения CarTechBooks
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Различные типы гибки труб
При производстве гибка труб играет одну из самых важных частей.Существует так много продуктов, которые производятся с использованием трубок, что невозможно перечислить их все. Будь то гибка труб для каркаса безопасности в гоночном автомобиле, изготовления труб, тромбонов или других музыкальных инструментов, лестничных перил в высотных зданиях или прецизионных гидравлических линий в самолетах, точное формование труб является критически важной частью современного производства.
Способ формирования этой трубки зависит от множества факторов, таких как тип материала, толщина стенки, требуемое количество и желаемая точность.Трубогибы обычно приобретаются с учетом этих факторов, и, хотя может быть множество методов для достижения желаемой точности, обычно есть только один, способный учесть все задействованные факторы. Но что это за методы гибки труб? Как они работают и каковы преимущества одного процесса гибки труб перед другим? Ниже мы разберем основы этих различных методов гибки труб и расскажем о преимуществах и недостатках каждого из них.
Пресс для гибкиPress Bending – это упрощенная форма гибки труб.С помощью листогибочного пресса, металлообрабатывающего станка, гидравлического пресса или аналогичного станка простая «гибочная матрица» прижимается к трубе или трубе, которая находится на двух фиксированных опорах, заставляя ее принимать форму.
Преимущество гибки на прессе:
- Процесс дешевый, требует только простых инструментов, которые можно адаптировать к существующему оборудованию.
- Versatile может быть адаптирован для обеспечения универсальности гибки труб, труб и стержней
Недостаток прессовой гибки:
- НКТ / труба легко ломаются
- Плохая точность
- Плохая повторяемость
- Производство идет очень медленно.
– это еще один метод гибки труб, в котором используется трех- или четырехвалковая машина, называемая угловым роликом или секционным роликом, для протягивания трубки или трубы через ролики, прижимая трубку к возрастающему изгибу. Этот метод, во многом аналогичный прессовому изгибу, использует треугольный узор из опорных роликов и прижимного ролика, однако, в отличие от прессового изгиба, этот метод может изгибать под разными углами с использованием роликов того же типа, когда труба или труба движется через последовательность гибки с помощью приводного механизма. и поворотные ролики.Этот метод может быть простым и точным способом изгиба различных радиусов без необходимости использования специальных инструментов для достижения желаемого радиуса изгиба.
Гибка валков Advantage
- На одном станке можно обрабатывать трубы разных радиусов, включая переменные углы.
- С помощью этого метода также можно формировать такие сечения, как трубы, стержни и уголки
Недостаток изгиба ролика
- Процесс медленнее, так как каждая пробирка обрабатывается вручную, что затрудняет получение точных результатов.
- Тонкостенная трубка может легко разрушиться, если радиус изгиба слишком мал.
- Плохая точность
- Плохая повторяемость
Ротационная гибка труб с вытяжкой – это, безусловно, самая популярная форма гибки труб, так как она является самой простой в управлении, более точной, воспроизводимой и относительно доступной системой гибки труб. Система ротационной гибки с вытяжкой состоит из трех различных инструментов: зажимного штампа, пресс-штампа и радиусного штампа, которые удерживают и формируют трубу на протяжении всего процесса гибки.Трубка зажимается на гибочной матрице и «обтягивается» машиной с помощью гидравлических или электрических методов. При вращении гибочного штампа трубка прочно удерживается на месте относительно вращающегося гибочного штампа пресс-штампом.
Преимущества поворотной гибки с вытяжкой
- Точность и повторяемость
- Быстро
Недостатки ротационной гибки с вытяжкой
- Оборудование предназначено для процесса гибки и поэтому менее гибкое
- Стоимость начального станка
- Требуется инструментальная оснастка для каждой используемой трубы / трубы различного диаметра и для каждого сформированного радиуса
на самом деле не является отдельным процессом от описанной выше гибки с вытяжкой с вращением, а скорее является дополнением к нему.Обладая способностью формировать более узкие и точные радиусы, роторный трубогиб может начать легко сжимать трубки в процессе формования. За счет добавления внутренней опоры или оправки в процессе формования стенки трубы могут удерживаться от разрушения. Благодаря добавлению оправки, вставляемой в трубу и управляемой машиной во время процесса гибки, труба не сжимается сама по себе, поскольку она растягивается и формируется вокруг гибочного штампа. Оправка лишь немного меньше внутреннего диаметра. трубы изгибаются и закрепляются с помощью нескольких гибких опор на гибких шариковых оправках на ее конце.Эти шариковые оправки изгибаются вместе с формируемой трубкой и позволяют трубе изгибаться, поддерживая весь диаметр трубы, в то время как труба протирает оправку в течение всего процесса изгиба.
Преимущества гибки на оправке
- Точность и повторяемость
- Форма – круглость трубы сохраняется на протяжении всего процесса формования
- Скорость