Трубогибные работы – резка, гибка металла
Как технологическая операция гибка металла (холодная гибка труб, например) направлена на придание заготовке необходимых размеров и формы за счет растяжения внешних и сжатия внутренних слоев металла.
Резка, гибка металла различных габаритов и характеристик осуществляется с использованием автоматических и полуавтоматических станков. Каждый конкретный вид станка хорошо подходит под выполняемые задачи, что обеспечивает надлежащий контроль в процессе гибочных операций.
Гибка металла: производственный процесс.
Гибка металла – это, в частности, холодная гибка труб, которая выполняется путем наматывания заготовочного материала на вращающийся копир в валках. Современные гибочные машины полностью исключают образование гофр на внутреннем радиусе гиба трубы. Точность угла гибки профильной трубы зависит от деформации материала после снятия нагрузки. В том случае, когда гибка профильной трубы производится поворотом заготовки в разных плоскостях, на точность выполнения угла могут влиять дополнительные факторы.
В большинстве случаев процесс гибки профильных труб происходит без нагрева (так называемая холодная гибка труб). При необходимости процесс гнутья может осуществляться с нагревом, например, током высокой частоты. Как правило, эти требования выполняются при изготовлении труб больших диаметров с высокими прочностными характеристиками.
Использование полуавтоматических станков с ЧПУ.
Полуавтоматические станки с ЧПУ способны обеспечивать гибку труб по одной координате с погрешностью ±0,150. Подача заготовки для формирования прямолинейных участков и ее поворот вокруг оси осуществляются вручную.
Стоит отметить, что некоторые полуавтоматические станки имеют так называемую каретку, при помощи которой происходит автоматическое гнутье труб с погрешностью порядка ±0,200. В таких моделях ручная подача осуществляется только для создания прямолинейных участков.
Гибка труб на автоматических станках.
Автоматические станки подходят для изготовления деталей высокой сложности и точности, и обладают довольно большой производительностью. Регулировка станка происходит по трем и более координатам. На данном оборудовании гнутье труб выполняется при помощи электросервопривода. Это дает возможность с максимальной производительностью изготовлять детали высокой сложности.
Гнутье труб на трубогибочных станках.
Все трубогибочные станки предназначаются для гибки труб как квадратного, так и круглого сечения.
Гидравлическая трубогибочная машина – это первоклассное оборудование для разнообразных гибочных операций, которое способно действовать при разных условиях эксплуатации. На данном оборудовании осуществляется холодная гибка труб круглых и профильных сечений 10-60мм в диаметре. Радиус гиба у данной машины составляет от 300мм.
Услуги по гибке труб в Санкт-Петербурге (СПб).

Компания Анта предлагает в Петербурге такие услуги, как услуги резка, гибка металла (в том числе – гибка труб). Услуги гибки труб крайне востребованы в Санкт-Петербурге. Наша компания обладает оборудованием, которое дает возможность производить гнутье труб различных диаметров и по минимальному радиусу. Отлаженный технологический процесс услуги гибки труб производства позволяет достигать наилучшего качества и предельной точности при гибочных операциях. Благодаря тому, что гибка труб – процесс довольно трудоемкий, здесь могут быть задействованы значительные производственные мощности, ГК “Анта” готова принимать в исполнение заказы большого объема и на короткий срок. Услуги гибки труб ГК АНТА оказывает по различным типоразмерам труб, от 20х20х до 60х40х включительно. Услуги гибки труб позволяют вам получить изящное конечное изделие точно и в срок. Трубогибные работы достаточно трудоемки, поэтому в сезон загрузка производства по данному виду услуг велика. Трубогибные работы выполняются нами на станках производства российской фирмы “БМК”.
Технические характеристики:
|
Характеристики |
|
|
Мin. диаметр изгибаемой трубы, мм |
10 |
|
Мах. диаметр изгибаемой трубы, мм |
60 |
|
CLR min. |
300 |
CLR max. |
не ограничен |
|
Скорость подачи трубы, м/мин |
5 |
|
Количество ведущих роликов |
3 |
|
Количество механизмов поджима трубы |
2 |
|
Количество механизмов подъема шага спирали |
до двух |
|
Потребляемая мощность |
1,1 кВт |
|
Энергопитание |
50 Гц, 380 В |
|
LxHxB. |
>1060x1320x840 |
|
Масса, кг |
480 |
 мм
мм
Условия, сроки и стоимость выполнения работ уточняйте по телефону (812) 748-20-40 / 320-32-72.
Металлообработка | НАВЛИНСКИЙ АВТОАГРЕГАТНЫЙ ЗАВОД
- Токарные работы. Мы выполняем все работы с изделиями с учетом всех пожеланий заказчика. В кратчайшие сроки изготовим различные по структуре, размеру и форме детали, в том числе наиболее сложные комплектующие. Возможно изготовление изделий по образцам, эскизам и чертежам заказчика.
- Фрезерные работы. На профессиональном уровне выполняем все виды фрезерных работ: обкатка вертикальной и наклонной поверхностей, работы с комбинированными поверхностями, обработка фасонных плоскостей и т.д. Производим обкатку деталей любой сложности за счёт использования специальных универсальных фрезерных станков.

- Сварочные работы. Мы предлагаем своим клиентам услуги сварки любой сложности. Наши специалисты в кратчайшие сроки выполнят любые сварочные работы с учетом пожеланий клиента.
- Металлообработка – это услуга, которая требует профессионального подхода. Каждому клиенту мы гарантируем безупречное качество выполненных работ. В перечень услуг, оказываемых нашей компанией, входят любые работы по металлу вне зависимости от сложности поставленной задачи.
- Шлицефрезерные работы. Мы предлагаем услуги по шлицефрезерной обкатке цилиндрических колес, а также валов. Процесс изготовления зубчатых колес высокого качества является достаточно трудоемким. При этом мы всегда стараемся уложиться в срок, который обозначает заказчик.
- Зубофрезерные работы. Данная услуга подразумевает нарезку зуба шестерни, изготовление звездочек, шестерен, зубчатых колес. При выполнении данного вида работ важно соблюдать геометрическую точность, чтобы изделие прослужило как можно дольше. Этот момент наши специалисты учитывают в первую очередь.
- Зубодолбежные работы. Для выполнения зубодолбежных работ применяются специальные высокоточные станки. С их помощью возможна резка прямых и косых зубьев в зубчатой цепи передач: червячных шестерен, блочных колес, шлицевых валов, колес с буртиками, цилиндрических, червячных, прямозубых колес и т.д.
- Зубозакруглительные работы. Данный вид работ представляет собой особый технический процесс для проведения профильной обработки различного типа, так как подразумевает обработку кромок, а также декоративное оформление.
- Трубогибочные работы. Это особый технологический процесс, в ходе которого подразумевается гибка в радиус профилей различного вида. Предлагаем гибку труб в любой заданный радиус.
- Протяжные работы. Производим протяжку эвольвентных шлицевых, а также прямобочных шлицевых отверстий, шпоночных пазов. Используем для данного вида работ только профессиональное оборудование.
- Раскройка на гильотинных ножницах. Уникальный технологический процесс раскройки с помощью гильотинных ножниц позволяет максимально точно без заусенцев произвести резку листового металла, арматуры и иных видов металлопроката.
- Шлифовальные работы. Принимаем заказы по шлифовке металла, выполняем шлифовальные работы любой сложности. С помощью шлифовки можно придать безупречную гладкость любой металлической поверхности. Наша компания проводит шлифовальные работы с использованием современного оборудования.
- Строгальные работы. С помощью строгания можно придать металлической заготовке любую желаемую форму и размер. Наши специалисты производят строгальные работы любой сложности с использованием современных станков.
- Штамповка холодная. В процессе холодной штамповки производится обработка сортового либо листового металла под высоким давлением. Детали, которые получаются в процессе штамповки, отличаются небольшим весом и высочайшей прочностью.
- Шевинговальные работы. В ходе шевинговальных работ производится конечная отделка зубьев металлического изделия.
- Цементация. Применяется для стали и обеспечивает поверхностное насыщение стали углеродом, что позволяет в разы повысить ее износостойкость и твердость. В ходе цементации изделие из металла подвергается термообработке, что и приводит к повышению ее прочности.
- Объемная закалка. Используется для химической обработки металла, за счет чего в разы повышается его прочность. Объемная закалка позволяет полностью изменить структуру изделия, так как в процессе обработки нагреваются не только поверхностные, но и внутренние слои.
- Химико-термическая обработка металла. Для изменения свойств и состава металлического изделия используется химико-термическая обработка. Ее суть заключается в том, чтобы воздействовать на металл с помощью химически активных сред и высоких температур. Чаще всего данная манипуляция необходима для того, чтобы насытить поверхностные слои нужными элементами.
 При выполнении данного вида работ важно соблюдать геометрическую точность, чтобы изделие прослужило как можно дольше. Этот момент наши специалисты учитывают в первую очередь.
При выполнении данного вида работ важно соблюдать геометрическую точность, чтобы изделие прослужило как можно дольше. Этот момент наши специалисты учитывают в первую очередь. Используем для данного вида работ только профессиональное оборудование.
Используем для данного вида работ только профессиональное оборудование. Детали, которые получаются в процессе штамповки, отличаются небольшим весом и высочайшей прочностью.
Детали, которые получаются в процессе штамповки, отличаются небольшим весом и высочайшей прочностью. Чаще всего данная манипуляция необходима для того, чтобы насытить поверхностные слои нужными элементами.
Чаще всего данная манипуляция необходима для того, чтобы насытить поверхностные слои нужными элементами.Преимущества работы с нами
Мы строго соблюдаем оговоренные сроки, изготовленные детали проходят жесткий контроль качества. На все выполняемые виды работ предоставляется гарантия.
Для выполнения задач используется парк современных станков с ЧПУ, обеспечивающих высокую производительность без потери точности механообработки.
Весь персонал компании имеет многолетний опыт работы в отрасли, прошел обучение под руководством зарубежных специалистов.
Обратившись за услугами по металлообработке к специалистам компании “Стимул ИНК”, вы можете быть уверены, что получите безупречно выполненный заказ и сервис высокого уровня.
Основы гибки труб и труб — Pro-Tools
Радиус центральной линии (CLR)
Говоря о радиусе матрицы, мы имеем в виду радиус центральной линии (CLR), полученный в результате гибки .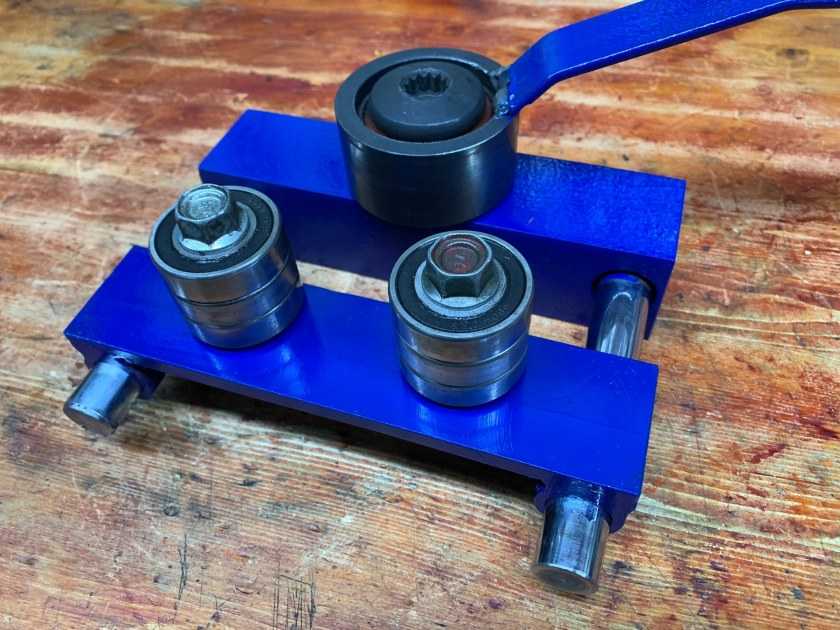 CLR — это расстояние от центра кривизны до осевой линии (оси) трубы. Если у вас возникли проблемы с переводом последнего предложения на английский язык, посмотрите на картинку выше. Используя изображение ниже, вы можете увидеть, как радиус изгиба оказывает значительное влияние на результирующую деталь.
CLR — это расстояние от центра кривизны до осевой линии (оси) трубы. Если у вас возникли проблемы с переводом последнего предложения на английский язык, посмотрите на картинку выше. Используя изображение ниже, вы можете увидеть, как радиус изгиба оказывает значительное влияние на результирующую деталь.
При выборе штампа факторы, влияющие на выбранный вами CLR, включают тип и сорт материала, который необходимо согнуть, толщину стенки, внешний диаметр, применение или конструкцию конечного продукта, а также требуемый внешний вид.
Достигнутый радиус центральной линии (достигнутый CLR):
Это значение представляет собой радиус, который вы получаете при гибке с помощью штампа. На наших штампах есть надпись CLR. Материал пружинит или растягивается после того, как его согнули; подумайте о том, чтобы намотать проволоку на карандаш — отпустите проволоку, и она упадет с карандаша. Из-за этого растяжения вы обнаружите, что CLR изогнутого куска материала немного больше, чем CLR, указанный на штампе.
Калиброванный радиус центральной линии (калиброванный CLR):
При использовании программного обеспечения Bend-Tech это значение используется для указания степени растяжения и сжатия при каждом изгибе. Это значение получают с помощью калибровочного теста путем сгибания тестового образца материала и измерения полученных ножек. Затем программное обеспечение использует данные о растяжении/сжатии для правильного расчета количества материала в каждом изгибе, а также правильного расположения изгиба.
Внешний диаметр (НД):
Внешний диаметр (НД) – это расстояние по крайним внешним размерам трубы или трубы.
Внутренний диаметр (ID):
Внутренний диаметр (ID) — это наибольшее расстояние по внутренним размерам трубы или трубы.
Толщина стенки:
Толщина стенки — это расстояние между наружным и внутренним диаметрами трубы, измеряемое в тысячных долях дюйма. Для трубы: Спецификация определяет толщину стенки. Важно использовать точные штангенциркули при измерении этого значения; рулетка или хорошо наметанный глаз в данном случае недостаточно точны. Соотношение между наружным диаметром и толщиной стенки имеет важное значение при выборе штампа.
Важно использовать точные штангенциркули при измерении этого значения; рулетка или хорошо наметанный глаз в данном случае недостаточно точны. Соотношение между наружным диаметром и толщиной стенки имеет важное значение при выборе штампа.
Степень изгиба (DOB):
Это относится строго к количеству градусов, необходимых для конкретного изгиба.
Пружинирование:
Причиной пружинения является неравномерное растяжение материала при изгибе. Материал центральной линии пытается вернуться к своей первоначальной форме, но его сдерживает неуступчивый материал с обеих сторон. Эффект заметен, когда материал вынимается из гибочного станка.
Упругость должна компенсироваться добавлением коэффициента упругости (количество градусов, на которое материал пружинит) к желаемой степени изгиба. Вы можете легко определить коэффициент упругости, выполнив пробные изгибы. Упругость не является постоянным фактором для всех материалов и может изменяться даже в материалах с одним и тем же наружным диаметром и толщиной стенки. Чрезвычайно важно выполнять пробные изгибы каждой партии покупаемого материала.
Чрезвычайно важно выполнять пробные изгибы каждой партии покупаемого материала.
Пример:
Если вы хотите согнуть кусок трубки под углом 90 градусов, а при пробных изгибах вы определили, что материал будет пружинить на 7 градусов, вы должны согнуть трубку на 7 градусов после 90 (97 градусов), чтобы достичь желаемого результата. требуемый изгиб на 90 градусов при извлечении трубки из трубогиба.
Трубка или трубка:
Когда речь заходит о трубке и трубе, вам действительно нужно знать одну вещь: трубка 1-1/2 дюйма не то же самое, что труба NPS 1-1/2. Для труб диаметром 1-1/2 дюйма фактический наружный диаметр (НД) составляет 1500 дюймов. Для трубы NPS 1-1/2 фактический наружный диаметр (НД) составляет 1900 дюймов. Это относится ко всем размерам труб менее NPS 14. Это означает, что если у вас есть трубка 1-1/2 дюйма и труба NPS 1-1/2, вам потребуется отдельная головка для каждого размера. Наши гибочные станки рассчитаны на гибку труб сортамента 40 размером от 1/4 до 2 дюймов.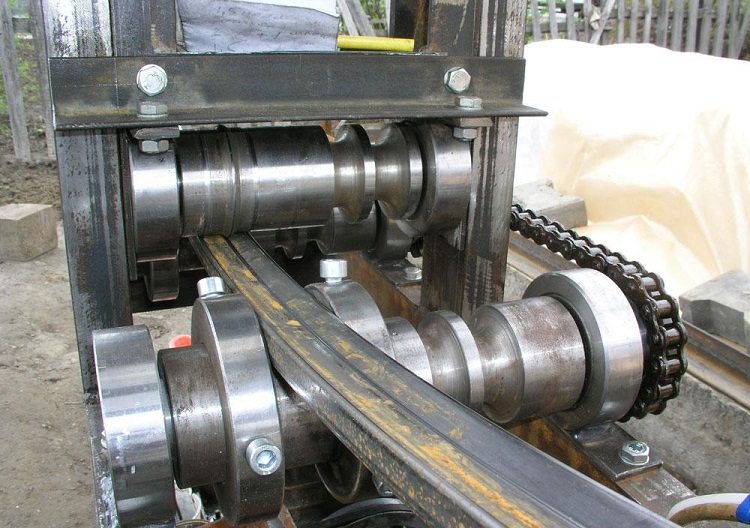 В приведенной ниже таблице показаны некоторые размеры труб сортамента 40 размером до 14 дюймов. Если вы все еще не уверены, ознакомьтесь с описанием под диаграммой.
В приведенной ниже таблице показаны некоторые размеры труб сортамента 40 размером до 14 дюймов. Если вы все еще не уверены, ознакомьтесь с описанием под диаграммой.
Таблица 40 Размеры труб | |||
Номинальный размер трубы (NPS) | Внутренний диаметр | Внешний диаметр | Номинальная толщина стенки |
1/8 | 0,405 дюйма | 0,269 дюйма | 0,068 дюйма |
1/4 | 0,540 дюйма | 0,364 дюйма | 0,088” |
3/8 | 0,675 дюйма | 0,493” | 0,091 дюйма |
1/2 | 0,840 дюйма | 0,622 дюйма | 0,109 дюйма |
3/4 | 1,050” | 0,824 дюйма | 0,113 дюйма |
1 | 1,315 дюйма | 1,049” | 0,133 дюйма |
1-1/4 | 1,660 дюйма | 1,380” | 0,140 дюйма |
1-1/2 | 1900” | 1,610 дюйма | 0,145 дюйма |
2 | 2,375 дюйма | 2,067” | 0,154 дюйма |
2-1/2 | 2,875 дюйма | 2,469 дюйма | 0,203 дюйма |
3 | 3. | 3,068” | 0,216 дюйма |
3-1/2 | 4.000” | 3,548 дюйма | 0,226 дюйма |
4 | 4.500” | 4,026 дюйма | 0,237 дюйма |
5 | 5,563” | 5,047” | 0,258 дюйма |
6 | 6,625 дюйма | 6,065” | 0,280 дюйма |
8 | 8,625 дюйма | 7,981 дюйма | 0,322 дюйма |
10 | 10,750 дюйма | 10,020” | 0,365 дюйма |
12 | 12,750 дюйма | 11,938” | 0,406 дюйма |
14 | 14 000” | 13,125 дюйма | 0,437 дюйма |
 500”
500”
Номинальный размер трубы (NPS) — это североамериканский набор стандартных размеров труб. Размер трубы указывается двумя безразмерными числами: номинальный размер трубы (NPS) для диаметра в дюймах и график (Sched. или Sch. ) для толщины стенки . NPS часто неправильно называют Национальным размером трубы из-за путаницы с национальной трубной резьбой (NPT). В зависимости от NPS и сортамента трубы наружный диаметр трубы (OD) и толщину стенки можно получить из справочных таблиц, таких как приведенные ниже. Для NPS от ⅛ до 12 дюймов значения NPS и OD отличаются. Для NPS 14 дюймов и выше значения NPS и OD равны. Другими словами, труба NPS 14 на самом деле имеет наружный диаметр 14 дюймов. Причина несоответствия для NPS от ⅛ до 12 дюймов заключается в том, что эти значения NPS изначально были установлены для получения одного и того же внутреннего диаметра (ID) на основе стандартов толщины стенок того времени. Однако по мере развития набора доступных толщин стенок внутренний диаметр изменился, и NPS стал лишь косвенно связан с внутренним диаметром и наружным диаметром.
Размер трубы указывается двумя безразмерными числами: номинальный размер трубы (NPS) для диаметра в дюймах и график (Sched. или Sch. ) для толщины стенки . NPS часто неправильно называют Национальным размером трубы из-за путаницы с национальной трубной резьбой (NPT). В зависимости от NPS и сортамента трубы наружный диаметр трубы (OD) и толщину стенки можно получить из справочных таблиц, таких как приведенные ниже. Для NPS от ⅛ до 12 дюймов значения NPS и OD отличаются. Для NPS 14 дюймов и выше значения NPS и OD равны. Другими словами, труба NPS 14 на самом деле имеет наружный диаметр 14 дюймов. Причина несоответствия для NPS от ⅛ до 12 дюймов заключается в том, что эти значения NPS изначально были установлены для получения одного и того же внутреннего диаметра (ID) на основе стандартов толщины стенок того времени. Однако по мере развития набора доступных толщин стенок внутренний диаметр изменился, и NPS стал лишь косвенно связан с внутренним диаметром и наружным диаметром.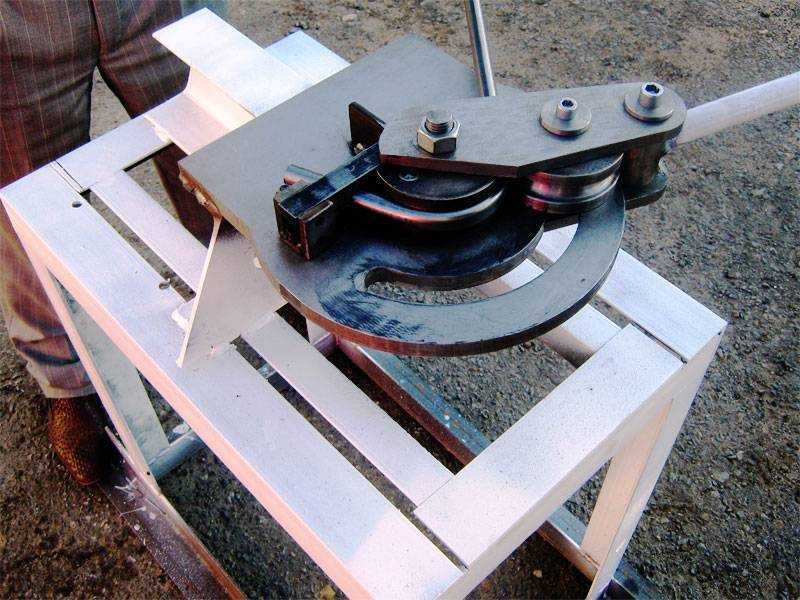 Для данного NPS внешний диаметр остается фиксированным, а толщина стенки увеличивается по графику.
Для данного NPS внешний диаметр остается фиксированным, а толщина стенки увеличивается по графику.
Труба иногда используется в конструкциях, таких как поручни, но ее предполагаемое использование – транспортировка веществ, которые могут течь (т. е. жидкости, газы, (жидкости), массы мелких твердых тел), поэтому критическими размерами являются внутренний диаметр (ID) толщина стен. Внутренний диаметр определяет способность трубы переносить материалы. Внутренний диаметр в сочетании с толщиной стенки определяет такие характеристики, как давление разрыва. Как и трубы, трубы изготавливаются по-разному для разных нужд и применений. Существует три способа изготовления трубы.
(1) При центробежном литье постоянная литейная форма непрерывно вращается вокруг своей оси с высокой скоростью по мере заливки расплавленного металла. Расплавленный металл центробежно отбрасывается к внутренней стенке формы, где он затвердевает после охлаждения. (2) сварная труба изготавливается как труба ВПВ и (3) бесшовная труба изготавливается как бесшовная труба.
Какие существуют виды трубогибочных станков и типы трубогибочных станков?
Последнее обновление: 9 августа 2022 г., Джо Гамбино 15 минут потрачены не зря
Гибка труб является одним из наиболее часто используемых процессов в большинстве мастерских производителей. От изготовления каркасов безопасности до каркасов мебели, гибка трубы имеет важное значение для любого применения, когда речь идет о процессах изготовления металла.
Существует несколько способов гибки труб, от гибки вручную (что нецелесообразно для большинства требований) до использования гидравлического трубогибочного станка, специально разработанного для этой работы.
Даже среди трубогибочных станков выбор поразительно велик, поскольку на рынке представлено так много различных типов трубогибочных станков.
В этой статье мы узнаем о различных типах трубогибочных станков. Вы также узнаете о преимуществах и недостатках каждого типа, а также о том, в какой отрасли он используется.
1. Каковы различные типы методов гибки труб?
2. Важные факторы, которые следует учитывать при выборе трубогиба
3. Заключение
Какие существуют методы гибки труб?
Существует десять методов гибки труб, которые используются профессионалами. Каждый из этих методов имеет множество реализаций. Например, в некоторых методах для перемещения штампов используются гидравлические системы. В других движения могут выполняться с помощью электрических серводвигателей или вручную.
Различные типы методов гибки труб:
Гибка прессом
Гибка прессом является одним из самых простых способов гибки труб. При гибке прессом две матрицы, имеющие форму изгиба, прижимаются к трубе, которую необходимо согнуть. Когда эти пресс-формы прижимаются к трубе, форма изгиба отпечатывается на трубе.
Преимущества
- Низкая стоимость гибки.
- Высокая скорость гибки

Недостатки
- Это не универсальный процесс. Вы не можете изменить форму изгиба, не меняя сами штампы.
- Гибка прессом имеет очень низкую точность.
- Часто приводит к полному раздавливанию труб.
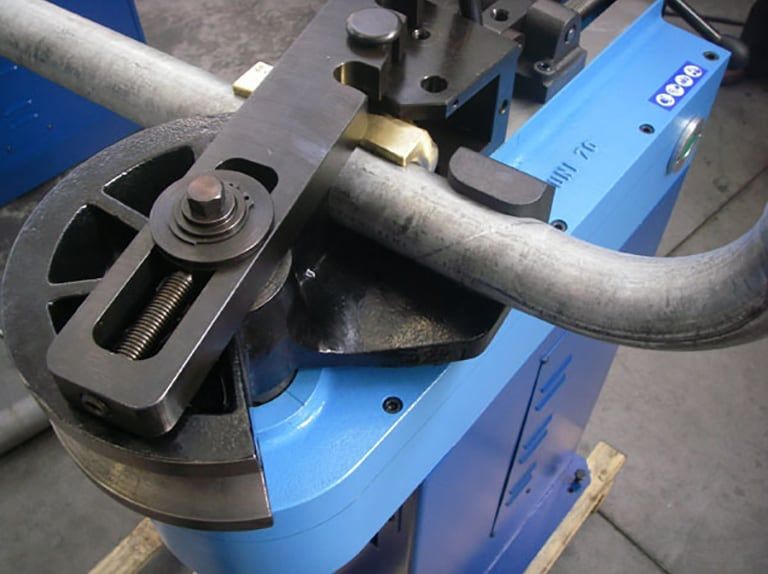
Ротационная гибка труб
Ротационная гибка труб является одним из наиболее распространенных процессов гибки труб благодаря получению точных изгибов. Это сложный процесс, при котором труба зажимается по внешнему диаметру и сгибается вокруг гибочной матрицы. Радиус гибочной матрицы такой же, как требуемый радиус изгиба.
Ротационная гибка труб является одним из наиболее широко используемых процессов гибки труб. Он используется для изготовления каркасов безопасности, каркасов мебели, поручней и многих других изделий.
Преимущества
- Высокая точность гибки
- Высокая точность
- Гибка с вращающимся вытягиванием создает гибки на высокой скорости
Недостатки
- Ротационная гибка требует больших затрат на настройку
- Для отводов и труб разной формы требуются разные инструменты
Гибка сжатием
Гибка сжатием — это метод гибки, который ушел в прошлое и редко применяется в настоящее время. При изгибе на сжатие труба зажимается с обоих концов, а в точке требуемого изгиба прикладывается давление, поэтому изгиб перемещается в пространстве.
При изгибе на сжатие труба зажимается с обоих концов, а в точке требуемого изгиба прикладывается давление, поэтому изгиб перемещается в пространстве.
Гибка сжатием обычно используется в строительном секторе для гибки электрических проводов.
Преимущества
- Быстрая гибка сжатием
- Простая настройка инструмента
Недостатки
- Труба может быть повреждена или даже порваться
- Применяется только для труб ограниченного диаметра
- Не применяется для изгибов малого радиуса
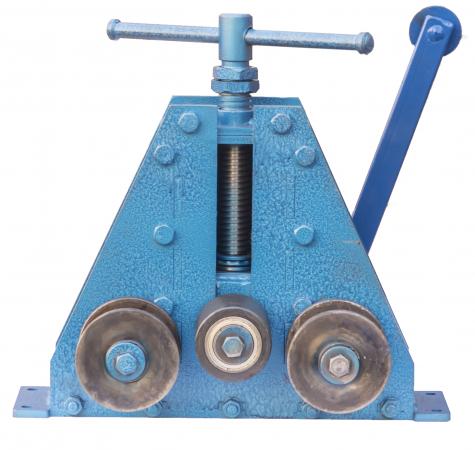
Роликовая гибка
При роликовой гибке ряд роликов проталкивает трубу через бухту с требуемым углом изгиба. Обычно в профилегибочном станке используется от 3 до 4 роликов. Роликовые гибочные станки можно использовать для создания витков труб и изгибов анкерных стержней.
Роликовая гибка в основном бывает двух типов:
Трехвалковая гибка с нажимом (TRPB): TRPB — хороший вариант, когда вам требуется труба с несколькими кривыми гибки. Толкатель может вращать трубу вдоль ее вертикальной оси, поэтому изгибы могут образовываться в разных плоскостях.
Толкатель может вращать трубу вдоль ее вертикальной оси, поэтому изгибы могут образовываться в разных плоскостях.
Простая трехвалковая гибка: Как следует из названия, простая трехвалковая гибка является базовой версией TRPB. Он просто толкает трубку и изгибает ее, без возможности образования изгибов в разных плоскостях.
Преимущества
- Вы можете сгибать трубы разных размеров без замены инструмента
- Возможность создания нескольких изгибов в разных плоскостях
Недостатки
- Процесс очень медленный по сравнению с другими методами гибки
- Для хорошей точности требуется несколько проб с попаданием и ошибкой
- Высокая вероятность повреждения трубок в случае малого радиуса изгиба или тонких трубок.
Гибка труб на оправке
Гибка труб на оправке — это не отдельный метод гибки, а фактически модификация других методов гибки, таких как гибка с вращающимся вытягиванием. Гибка на оправке применяется к полым трубам и включает размещение внутренней опоры в трубе, чтобы защитить ее от разрушения во время процесса гибки. Внутренняя опора, как правило, представляет собой цельный металлический стержень диаметром немного меньше, чем трубка заготовки.
Гибка на оправке применяется к полым трубам и включает размещение внутренней опоры в трубе, чтобы защитить ее от разрушения во время процесса гибки. Внутренняя опора, как правило, представляет собой цельный металлический стержень диаметром немного меньше, чем трубка заготовки.
Гибка на оправке является очень распространенным методом гибки. Он используется для создания выхлопных труб для автомобилей, аэрокосмической техники и тренажеров.
Преимущества
- Более высокая точность
- Защищает трубку от повреждений
- Высокая повторяемость
Недостатки
- Требуется больше времени на настройку
- Дополнительные расходы
Гибка с зачистной матрицей
Так же, как гибка трубы на оправке, гибка с зачистной матрицей является еще одной модификацией других процессов гибки, таких как гибка с вращающейся вытяжкой. В этом методе рядом с гибочной матрицей размещается матрица, называемая шлифовальной матрицей, чтобы предотвратить образование складок и чрезмерный поток материала трубки.
Преимущества
- Предотвращает деформацию трубы и образование горбов
Недостатки
- Увеличивает время настройки
- Увеличивает стоимость гибки
Гибка индукционным нагреванием
Как вы, возможно, уже знаете, металлу легче придать форму при высоких температурах. Индукционная гибка следует этой концепции. При термоиндукционной гибке рядом с трубой размещается нагретая катушка для повышения температуры трубы в диапазоне от 800 до 2200 градусов по Фаренгейту.
При достижении требуемой температуры трубку сгибают, удерживая ее зажимом и прилагая усилие с помощью поворотного штампа. После этого можно охладить трубку водой или дать ей остыть естественным путем.
Метод термоиндукционной гибки обычно применяется для создания трубопроводов в нефтехимической промышленности. Этот метод также используется в компонентах большого радиуса, которые вы видите в строительной отрасли, а также в секторе распределения электроэнергии.
Преимущества
- Для гибки с индукцией нагрева требуется меньшее усилие гибки
- Позволяет изгибать трубы с большой толщиной стенки
Недостатки
- Может повредить структурную целостность трубы
- Высокая температура может привести к образованию видимых пятен на трубе
- Размеры трубы и изгиба могут изменяться после охлаждения
Набивка песком и горячее формование слябов
Набивка песком и горячее формование слябов представляют собой комбинацию нескольких методов. Сначала трубу заполняют песком и закрывают с обоих концов. Затем трубу нагревают в печи до высокой температуры. После этого его держат на плите шпильками с обоих концов и с усилием от лебедки или крана загибают.
Преимущества
- Песок обеспечивает минимальную деформацию материала
- Высокая температура облегчает гибку труб с меньшими усилиями
- Этот процесс хорошо работает для труб с большой толщиной стенки
Недостатки
- Это процесс горячей гибки труб, который может вызвать термическую деформацию материала
- Размеры изгиба после охлаждения могут варьироваться
- Время гибки трубы очень велико
Гибка кольцевых валков
Гибка труб кольцевыми валками применяется для металлических полос с минимальным утонением стенки вместо труб и труб. Металлические полосы формируются в изогнутые полосы с помощью машин, называемых кольцевыми гибочными станками. Затем эти изогнутые полосы можно соединить сваркой, чтобы сформировать кольца.
Металлические полосы формируются в изогнутые полосы с помощью машин, называемых кольцевыми гибочными станками. Затем эти изогнутые полосы можно соединить сваркой, чтобы сформировать кольца.
Преимущества
- Дешевый процесс
- Простота и удобство использования
Недостатки
- Только для тонких металлических полос
Гибка с помощью штока:
При гибке с помощью штока труба помещается на стационарные штампы, называемые ответными штампами, которые располагаются под углом относительно требуемого угла изгиба. Затем пресс-форма прикладывает усилие к трубе и создает необходимый изгиб.
Станки для гибки поршня подходят для проектов, не требующих высокого уровня допуска.
Преимущества
- Простой и легкий процесс
- Стоимость гибки труб меньше
- Быстрый изгиб
Недостатки
- Изгиб трубы ползуна может привести к разрушению трубы
- Процесс не очень точен
Важные факторы, которые следует учитывать при выборе трубогибов
При выборе типа технологии и станка для гибки труб для вашего следующего проекта следует учитывать определенные факторы. К ним относятся:
К ним относятся:
1. Бюджет
Бюджет может быть основным фактором, ограничивающим выбор трубогиба. Всегда есть лучшие технологии, но только вы можете решить, будут ли они соответствовать вашему бюджету.
2. Точность
Точность, обеспечиваемая различными методами гибки, может меняться в зависимости от дня и ночи. Проверьте, насколько точными должны быть ваши изгибы. Некоторые требования, такие как установка каркаса безопасности внутри вашего автомобиля, могут потребовать высокой степени точности.
3. Обрабатываемый размер
Некоторые методы хорошо подходят для тонких трубок, а некоторые хороши для гибки толстых труб. Выберите метод, который хорошо подходит для толщины трубы, которую вы собираетесь сгибать.
4. Угол изгиба
Такие методы, как гибка трубы ползуна, подходят для небольших углов изгиба, в то время как гибка трубы с вращающимся вытяжным устройством также может очень хорошо сгибать большие углы. Поэтому, если ваши требования требуют больших изгибов, инвестируйте в подходящую машину, которая облегчает то же самое.