Угол заточки сверла — РИНКОМ
Угол заточки сверла — РИНКОМГлавная
Статьи
Угол заточки сверла Угол заточки сверла
11 мая 2023
Гирин Кирилл
Корректный подбор угла заточки гарантирует восстановление режущей способности сверла, исключает сложности при обработке материала. Инструмент формирует отверстия правильной формы без заусенцев, задиров и прочих дефектов.
В материале:
- Почему требуется заточка?
- Способы формирования угла
- Рекомендуемые углы заточки
- Как ведет себя сверло при неправильной заточке?
- Проверка угла заточки
- Частые вопросы
Корректный подбор угла заточки гарантирует восстановление режущей способности сверла, исключает сложности при обработке материала. Инструмент формирует отверстия правильной формы без заусенцев, задиров и прочих дефектов.
Почему требуется заточка?
Изменение заводского угла сверла происходит при истирании режущей части.
- Увеличение продолжительности операций.
- Уменьшение размера стружки.
- Избыточный нагрев рабочей зоны.
О необходимости заточки или корректировки угла свидетельствует интенсивный шум при работе.
Заточка инструмента осуществляется в различных режимах.
- Нормальная заточка режущей кромки в рамках одной операции.
- Аналогичная заточка с постепенным приданием краям заданной формы.
- Одинарная заточка, включающая доработку поперечного края и ленточки.
- Двойная заточка, ориентированная на ленточку либо кромки.
При выборе режима учитываются параметры эксплуатации инструмента, его диаметр и материал обрабатываемых заготовок.
Рис. 1 Затупившееся сверло
Способы формирования угла
Создание требуемого угла заточки сверла возможно несколькими способами.
| Обозначение | Описание | Эскиз |
| Н | Одинарная заточка нормальным способом. Наиболее распространенный вариант для сверл диаметром до 12 мм | |
| НП | Формирование угла спирального сверла за счет обработки поперечной кромки. Уменьшение длины последней снижает внешнюю нагрузку на инструмент, продлевает срок его службы. | |
| НПЛ | Обработка ленточки и поперечной кромки. В результате уменьшается поперечный размер ленточки, формируется требуемый задний угол сверла по металлу. Такая заточка уменьшает интенсивность износа рабочей части. | |
| ДП | Угол сверла для стали, чугуна и цветных металлов формируется в результате двойной заточки. Инструмент получает одну поперечную и 4 дополнительных режущих кромки. |
|
| ДПЛ | Комплексная заточка с последовательной обработкой ленточки. Это улучшает рассеивание тепла, снижает риск температурной деформации инструмента. |
Перечисленные режимы обеспечивают различные варианты заточки.
| Тип заточки | Схематическое изображение |
| Стандартная заточка | |
| Свободная заточка | |
| Разбавленная заточка | |
| Раздельная заточка | |
| Тяжелая заточка |
Заточной инструмент подбирается с учетом сплава, из которого выполнено сверло. Неправильный выбор увеличит продолжительность процедуры либо способствует снятию избыточного объема металла.
По завершении работ необходимо добиться: одинаковой длины кромок, высокой остроты обеих кромок, требуемого угла заточки сверла по металлу по таблице.
Рис. 2 Наименование и обозначение параметров, учитываемых при заточке
Рекомендуемые углы заточки
Узнать, под каким углом точить сверла, поможет профильная таблица.
| Тип материала | Описание | Схематическое обозначение |
| Жесткие стали | При работе с жесткими сталями рекомендуемый угол при вершине сверла составляет 140 градусов, оптимальный задний угол – 7 градусов. | |
| Нержавеющие стали | Обеспечить качественную работу с нержавеющими сталями помогут сверла с углом при вершине 135 градусов. Размер заднего угла – 9 градусов. | |
| Глубокое сверление | При выполнении операций по глубокому сверлению используется универсальный инструмент. Угол заточки сверла по металлу в градусах составляет 130 и 9 соответственно. Угол заточки сверла по металлу в градусах составляет 130 и 9 соответственно. |
|
| Чугун | Для работы с чугуном требуется двухсторонний угол заточки в 118 и 90 градусов. Задний угол сверла составляет 12 градусов. | |
| Медь | Медь и сплавы на ее основе обрабатываются остроконечными сверлами с углом при вершине в 100 градусов. Величина внутреннего угла составляет 12 градусов. | |
| Алюминий | Обработка алюминия производится сверлами с углом при вершине 118 градусов. Внутренний угол составляет 15 градусов. Инструмент подходит для сверления латуни и мягкой бронзы. | |
| Бакелит | Для работы с бакелитом и пластиком целесообразно применять сверла с углом при вершине в 118 градусов. Задний угол – 17 градусов. | |
| Резина | Сформировать отверстия в резине и волокнистых материалах помогут остроконечные сверла с углом при вершине в 60 градусов при заднем угле в 12 градусов. |
Размеры угла при вершине для материалов и изделий, не вошедших в перечень.
- Твердые поковки, а также изделия из закаленной стали – 125 градусов.
- Силумин – от 90 до 100 градусов.
- Сплавы на базе магния – от 110 до 120 градусов.
- Эбонит и продукция из целлулоида – от 80 до 90 градусов.
- Титан и сплавы с его участием – от 90 до 120 градусов, в зависимости от химического состава.
- Мрамор, керамическая плитка и прочие хрупкие материалы – от 90 до 100 градусов.
Затачивать сверло под углом в 70 градусов стоит при работе со всеми типами органического стекла.
Как ведет себя сверло при неправильной заточке?
Некорректный угол заточки сверла для стали, чугуна и прочих материалов приводит к следующим проблемам:
- снижение производительности труда;
- низкая эффективность инструмента при корректном подборе режима обработки;
- избыточное тепловыделение;
- периодическое закусывание сверла.

Правильный угол заточки сверла исключает проблемы при формировании и отведении стружки. Если при подготовке инструмента допущены ошибки, стружка отделяется одним сплошным фрагментом, имеет значительную толщину.
Рис. 3 Отвод стружки при правильной и неправильной заточке сверла
Проверка угла заточки
Проверить качество заточки помогут профильные шаблоны. Они предполагают установку восстановленного сверла в соответствующий проем. Если изделие надежно фиксируется в пазе, значит, его заточка произведена верно. Если наблюдается значительный люфт – требуется корректировка.
Современные производители предлагают широкий спектр шаблонов. В продаже решения для сверл, резцов, упоров и прочего затачиваемого инструмента. Для оснащения рабочего места профильного предприятия рекомендуется приобрести комплектный набор.
Рис. 4 Шаблоны для проверки угла заточки
Альтернативный вариант – использование проверочного прибора В. А. Слепина. Изделие содержит два диска, расположенных под углом. С его помощью можно работать с любыми сверлами, проводить полный спектр измерений. Единственная сложность связана с покупкой приспособления.
А. Слепина. Изделие содержит два диска, расположенных под углом. С его помощью можно работать с любыми сверлами, проводить полный спектр измерений. Единственная сложность связана с покупкой приспособления.
В ряде случаев наблюдается чрезмерный износ инструмента. Восстановление подобных изделий нецелесообразно – проще и выгоднее приобрести новые. В решении данной задачи поможет магазин «РИНКОМ» мы предлагаем металлорежущий инструмент для частного и коммерческого использования. В ассортименте оснастка для монтажных и высокоточных операций, работы с конструкционными и легированными сталями.
Наши клиенты получают следующие преимущества.
- Покупка сертифицированной продукции из Китая, Японии, России, ЕС и США.
- Богатый ассортимент товаров. Возможность подобрать вариант для любых нужд.
- Полное информационное сопровождение. Взаимодействие с опытными консультантами.
- Выгодные условия для оптовиков.
- Доставка по России.

Каталог регулярно пополняется новыми сверлами и вспомогательными приспособлениями для работы с ними.
Частые вопросы
Под каким углом точить сверла по металлу?
Универсальный угол при вершине для сверл, работающих с конструкционными сталями – 140 градусов. Для инструмента, взаимодействующего с нержавейкой, параметр составляет 135 градусов.
Для чего нужны сверла с углом 90 градусов?
Сверла с 90-градусной заточкой подойдут для работы с силумином, эбонитом, титаном и его сплавами. Допускается взаимодействием с керамикой, мрамором, плиткой и прочими хрупкими материалами.
Какой угол заточки сверла по дереву?
Размер угла при вершине для сверл, работающих с древесиной, – 60 градусов. Рекомендованная величина заднего угла – 12 градусов.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
4 мая 2023
Сверление глубоких отверстий
28 апреля 2023
Момент затяжки болтов
12 января 2023
Рейтинг сверлильных станков
9 ноября 2022
Как нарезать резьбу клуппом?
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина СравнитьВход
Мы используем файлы cookie.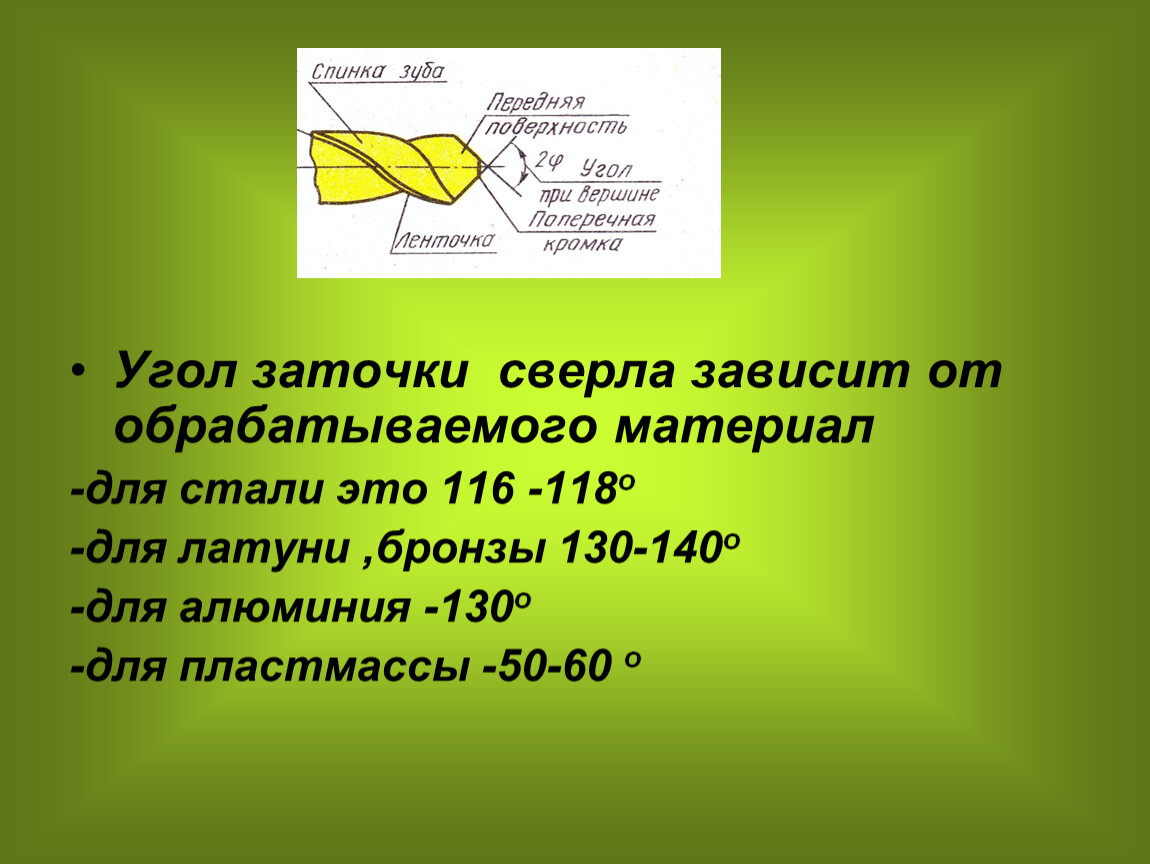 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
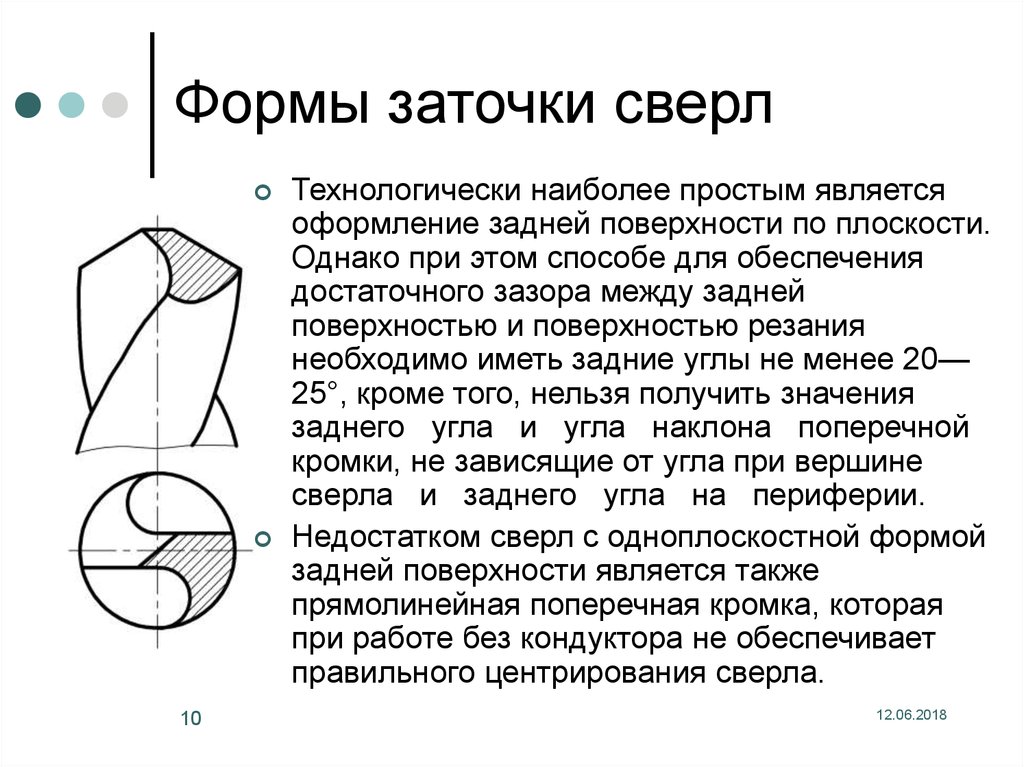
Курс лекций по МДК.03.01 “Реализация технологических процессов изготовления деталей”. Лекция 49 ” Наладка и настройка сверлильного станка на обработку различных поверхностей (продолжение: заточка сверл)”
Лекция | 49 «Наладка и настройка сверлильного станка на обработку различных поверхностей» (продолжение) |
При настройке станка на обработку различных поверхностей используется лезвийный инструмент, который необходимо по истечению определенного времени заменять (тупится) или произвести переточку. Поэтому в данной теме мы рассмотрим геометрию свела и методы его заточки, а также инструмент для контроля углов заточки.
Как точить сверла – главные правила и легкие способы заточки для новичков
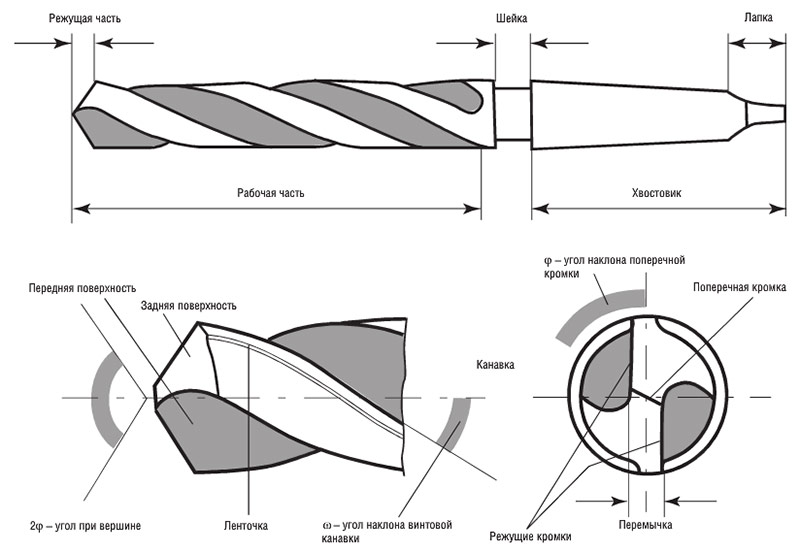
Конструкция сверла
Сверло по металлу состоит из: хвостовика и рабочей части. Эти две части изготавливаются из разных металлов, которые соединяется в одну заготовку с помощью сварки. Хвостовик выполнен из стали, не подвергшейся закалке.
Эти две части изготавливаются из разных металлов, которые соединяется в одну заготовку с помощью сварки. Хвостовик выполнен из стали, не подвергшейся закалке.
Рабочая часть выполняется из быстрорежущей закаленной инструментальной стали. Её можно условно разделить на несколько частей: калибрующую и режущую. На рабочей части находятся следующие элементы конструкции:
две режущие кромки;
две задние поверхности (затылок), идущие назад под наклоном от режущих кромок;
две передние поверхности, находящиеся под режущей кромкой и переходящие в канавку для отвода стружки;
перемычка на вершине между режущими кромками и задними поверхностями;
две канавки для отвода стружки;
две спинки, образующие внешнюю поверхность сверла;
две ленточки, находящиеся на спинках.
Основные части спирального сверла по металлу
Режущая кромка образуется на пересечении поверхностей передней части (канавки) и задней части (затылка). Для восстановления остроты режущей кромки на точиле или другим инструментом обрабатывается именно задняя поверхность.
Для восстановления остроты режущей кромки на точиле или другим инструментом обрабатывается именно задняя поверхность.
В процессе работы тупятся именно режущие кромки. При заточке нужно восстановить их остроту, геометрию, а так же угол при вершине между задней и передней частью.
Параметры, которые нужно восстановить
При правильной заточке сверла по металлу нужно восстановить следующие его параметры:
Угол при вершине. Его образуют режущие кромки на пересечении с перемычкой. Значение угла должен быть, в пределах 116° — 118°. Но это значение не строгое, для работы с материалами разной твердости и вязкости оно может быть в пределах от 60° до 150°. Есть и частные случаи, при которых он достигает 180°.
Угол между режущей кромкой и осью. Он составляет половину значения угла при вершине, т.е., примерно, 58° — 59°, если значении угла при вершине 116° — 118°. Он должен быть одинаковым для каждой из двух режущих кромок. Это очень важно, т. к. при его несимметричности работать будет только одна кромка, сверло будет быстро изнашиваться неравномерно, сильнее греться, хуже врезаться в материал.
к. при его несимметричности работать будет только одна кромка, сверло будет быстро изнашиваться неравномерно, сильнее греться, хуже врезаться в материал.
Форма и длина режущих кромок. Длины режущих кромок должны быть равны с двух сторон. Длина кромки измеряется от центра перемычки до края (боковой вершины). Если длины режущих кромок будут разными, то появится биение при сверлении, а диаметр отверстия будет больше номинала, указанного на сверле. В редких случаях режущие кромки намеренно делают разной длины, чтобы получить отверстие немного больше номинального диаметра.
Задний угол резания. Один из важнейших параметров при восстановлении, если его не соблюсти, то производительность сверления может уменьшиться несколько раз, вплоть до полной потери работоспособности. В зависимости от обрабатываемого материала он может изменяться в пределах от 7° до 17°
Зависимость угла заточки от обрабатываемого материала
Значение угла заточки при вершине и заднего угла резания при работе с металлом и другими материалами может отличаться в большую или в меньшую сторону. Чем меньше угол при вершине – тем длиннее режущая кромка, что положительно сказывается на теплоотводе, стойкости сверла. С уменьшением угла снижается прочность, а при его увеличении будет сложнее удерживать инструмент по центру в начале сверления.
Чем меньше угол при вершине – тем длиннее режущая кромка, что положительно сказывается на теплоотводе, стойкости сверла. С уменьшением угла снижается прочность, а при его увеличении будет сложнее удерживать инструмент по центру в начале сверления.
Значение угла при вершине необходимо выбирать, отталкиваясь от твердости материала, который нужно обрабатывать. Чем материал тверже — тем больше должен быть угол при вершине.
Угол при вершине 118° ±2° с задним углом от 7° до 12° считается универсальным, их имеют в виду, когда говорят о спиральном сверле по металлу без указания материала для обработки. Именно эти углы именно эти углы мы будем рассматривать в данной статье для примера, как типовые.
Таблица с углами заточки сверла по металлу, рекомендованными при работе с разными материалами:
Обрабатываемые материалы/ Углы при вершине/ Задний угол резания
Мягкие породы дерева, резина, мягкие волокнистые материалы, пластмассы | 60° | 12°-15° |
Твердые сорта дерева, бакелит, твердые резины, твердые волокнистые материалы, мягкий чугун (ковкий чугун) | 90° | 12°-15° |
Жаропрочные и коррозионностойкие стали и их сплавы, нержавейка | 127° | 12°-14° |
Инструментальная сталь | 118°-150° | 7°-15° |
Медь | 100°-118° | 12°-15° |
Медные сплавы | 118°-150° | 12°-15° |
Алюминиевые сплавы | 90°-140° | 12°-17° |
Магниевые сплавы | 70°-118° | 12° |
Титановые сплавы | 135°-140° | 12° |
Конструкционные и мягкие стали, чугун, твердая бронза. | 118° ±2° | 7°-12° |
 При работе с чугунным литьем на сверлах диаметром от 12 мм выполняется двойная заточка с углом переходной кромки 70°-75°.
При работе с чугунным литьем на сверлах диаметром от 12 мм выполняется двойная заточка с углом переходной кромки 70°-75°.Инструменты для проверки правильности заточки
Для проверки правильности углов и длин пользуются разными измерительными инструментами: транспортиром, угломером, штангенциркулем линейкой и т.д. Так же можно использовать шаблон для заточки сверл, на котором уже есть все правильные углы и нанесена шкала для проверки дин кромок. Такие шаблоны для проверки можно купить в магазине, но найти их в продаже будет сложно.
Шаблон для проверки заточки можно изготовить своими руками из листовой стали, жести или нержавейки по образцам шаблонов из магазина на изображениях выше, нанести на него разметку метчиком или алмазным карандашом. Либо сделать самый простой шаблон из двух или трех гаек. Гайка идеально подходит для этих целей, т.к. она является правильным шестиугольником, каждый внутренний угол которого равен 120 градусам.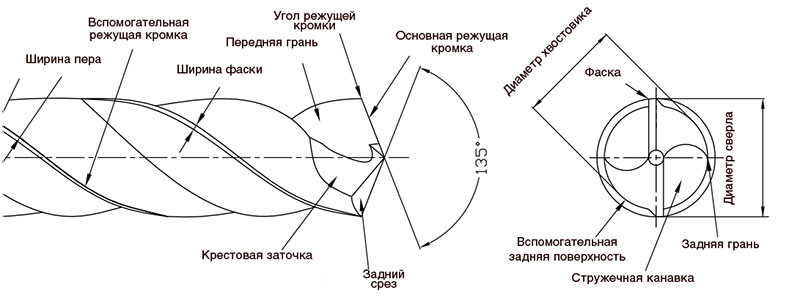 При соединении двух гаек угол между их гранями так же будет равен 120 градусам.
При соединении двух гаек угол между их гранями так же будет равен 120 градусам.
Такое приспособление подойдет только чтобы проверить угол при вершине. Гайки можно скрепить на сварку или на термоклей. Для этого гайки нужно нагреть, чтобы об них плавился термоклеевой стержень, намазать термоклеем, плотно прижать друг к другу и держать их так, пока они не остынут. Несмотря на кажущуюся хлипкость, скрепленные термоклеем гайки будут держаться очень крепко.
Правила заточки
Для заточки сверл в мастерских и на производстве, чаще всего, используют точило, реже специальное оборудование. В процессе восстановления режущей грани нужно придерживаться следующих правил:
чем твёрже материал, из которого изготовлено сверло, тем с меньшей скоростью следует его обрабатывать;
нужно соблюдать короткие циклы заточки, за одно касание круга снимать незначительный слой материала, не давая инструменту нагреваться;
сверло не прижимается сильно к точильному кругу — это увеличит его нагрев;
периодически охлаждайте сверло, например, в, заранее приготовленной, баночке с холодной водой.
Во время заточки нельзя допускать перегрева сверла, он приведет к растрескиванию, размягчению металла, снижению стойкости инструмента. Понять, что металл сильно греется можно по изменению его цвета.
При заточке поверхности зачищают до тех пор, пока не исчезнут все сколы и зазубрины. Нужно стремиться сделать их идеально гладкими, контролируя при этом все необходимые углы и длины граней.
Геометрия и части сверла
Перед выяснением, как заточить сверло по металлу, необходимо разобраться с устройством и геометрией данного инструмента. Составные элементы конструкции показаны на рисунке ниже.
На картинке нужно найти следующие части, которые пригодятся в дальнейшем:
Режущие кромки, именно они снимают стружку с металла при работе.
Перемычка.
Спинки.
Ленточки.
Хвостовик.
При заострении обрабатываются задние поверхности и перемычка. Режущая кромка образуется плоскостью канавки и затылка. Именно задняя поверхность обрабатывается при заострении инструмента. Форма затылка, в частности более низкое положение относительно режущей кромки, необходима, чтобы кромка при сверлении находилась выше задней поверхности. Это требуется для снижения трения при работе и передаче всего давления на режущую кромку.
Режущая кромка образуется плоскостью канавки и затылка. Именно задняя поверхность обрабатывается при заострении инструмента. Форма затылка, в частности более низкое положение относительно режущей кромки, необходима, чтобы кромка при сверлении находилась выше задней поверхности. Это требуется для снижения трения при работе и передаче всего давления на режущую кромку.
Кривизну и наклон режущей кромки необходимо определять специальным шаблоном, примеряя его к центру сверла. Главный параметр инструмента – угол при вершине, который образуется режущими кромками. Именно он определяет, какой металл можно сверлить бором.
Градусы для просверливаемых предметов такие:
сталь – 140;
для чугуна делается 2 угла: основной – 118, дополнительный – 90;
алюминий, бронза и другие металлы средней твёрдости – 118;
Также следует контролировать работу с помощью угла, который образуется режущей кромкой и осью инструмента. Для его измерения нужно наложить шаблон на боковую поверхность сверла. Здесь обязана находиться половина от угла при вершине. Такой способ измерения даёт гарантию, что сверло станет симметричным.
Здесь обязана находиться половина от угла при вершине. Такой способ измерения даёт гарантию, что сверло станет симметричным.
Важно! Симметричность сверла гораздо важнее соответствия угла при вершине.
Так как именно кромка срезает полоски с металла, то для заточки потребуется придать этой части достаточную остроту, удалив все сколы и неровности. Для этого обрабатывается затылочная часть сверла, которая вместе с канавкой и задаёт угол.
Сверла по металлу бывают разных видов, все они используются в определённых случаях:
Наиболее распространённый вид, часто с ним работают в быту. Подходит для создания отверстий в большинстве ситуаций, простой в эксплуатации и заточке.
Назван так из-за того, что рабочее лезвие имеет вид лопатки. Применяется для формирования глубоких отверстий широкого диаметра.
Односторонний тип.
Используется в тех случаях, когда нужно сделать отверстие с очень точным диаметром. Расположение режущей кромки с одной стороны позволяет это сделать.
Охлаждающийся тип.
Инструмент, внутри которого имеются каналы для охлаждающей жидкости. Используются при длительном сверлении твёрдых металлов, когда есть риск перегрева.
Коронка.
Сверло имеет вид полой шайбы или кольца. Режущая часть часто зазубренная, из-за чего наконечник именуется коронкой. Используется, когда нужно сделать широкое отверстие.
Конусный тип.
Благодаря форме сверло легко центрируется при работе. К тому же один инструмент может делать разные по величине отверстия.
Иновация №1 Как просто убрать люфт на сверлильном станкеИспользован материал
https://tutsvarka.ru/vidy/kak-tochit-sverla-glavnye-pravila-i-legkie-sposoby-zatochki-dlya-novichkov
Таблица углов сверления— это важно?
Том Маккензи
Когда вы затачиваете сверло, его угол очень важен. Потому что угол сверления зависит от материала, который нужно просверлить. Угол сверления должен составлять 118 градусов для мягкой древесины, а для нержавеющей стали — 135 градусов. Мало того, вы также должны использовать 60 градусов для ПВХ. Поэтому важно знать угол сверла для заточки под прямым углом.
12 типов сверл по дереву
Пожалуйста, включите JavaScript
12 типов сверл по дереву
Как измерить угол сверления?
При заточке сверла необходимо правильно измерить его угол. Потому что скорость съема материала зависит от угла сверления. Если сверло затупилось или сбилось, его следует правильно заточить. Вы можете использовать угловой калибр для сверла .
Если вам необходимо часто измерять угол наклона сверла, эффективным будет стационарный калибр для заточки сверла. Вы можете использовать регулируемый калибр для измерения широкого диапазона углов вершины сверла.
В процессе заточки необходимо 3 раза измерить угол сверла.
- Перед тем, как начать процесс заточки s – Чтобы понять отклонения и блуждание сверла.
- В процессе заточки – Чтобы убедиться, что сверло хорошо затачивается
- Наконец – Вы можете убедиться, что сверло правильно заточено с помощью шаблона.
Угол сверления по металлу
Сверла по металлу каждый раз должны иметь угол ниже сверла. Когда вы затачиваете сверла по металлу, обязательно соблюдайте эти размеры углов.
| Материал | Угол заточки сверла |
| Мягкая сталь | 118° |
| Высокопрочная сталь | 130°- 135° |
| Нержавеющая сталь | 130° – 135° |
| Прочная сталь | 135 – 140 |
| Листовая сталь | 130°- 135° |
| Алюминий | 118° |
| Латунь, бронза | 118° |
| Чугун | 118° |
 Наиболее распространенный угол для сверл по дереву составляет 118 градусов, в то время как более крупные сверла могут иметь угол при вершине 135 градусов.
Наиболее распространенный угол для сверл по дереву составляет 118 градусов, в то время как более крупные сверла могут иметь угол при вершине 135 градусов.Угол наклона сверла влияет на то, насколько хорошо оно может резать древесину и как долго оно прослужит без необходимости заточки. Более крутой угол может обеспечить более быструю и агрессивную резку. Для мягкой древесины мы должны использовать 118 градусов сверла с глубокой канавкой.
Для твердой древесины мы можем использовать сверло на 135 градусов. Помогает замедлить проникновение в древесину без перегрева.
Меньший угол может обеспечить более медленный рез, но также может увеличить срок службы сверла. В конечном счете, выбор угла будет зависеть от типа просверливаемой древесины и желаемого результата.
Угловое сверло для бетона, камня и кирпича
Бетон, камень и кирпич являются более твердыми материалами. Когда вам нужно просверлить их, вы должны использовать сверло по каменной кладке.
Угол вершины сверла по каменной кладке должен быть между 100 градусами и 115 градусами . Для более широких сверл угол при вершине должен быть больше, чем для маленьких сверл.
Для более широких сверл угол при вершине должен быть больше, чем для маленьких сверл.
Чтобы выдержать ударное воздействие, угол вершины сверла должен быть шире. В противном случае наконечник сверла легко повредится.
Когда вы используете сверло для плитки, его угол при вершине должен быть между 50 градусами и 65 градусами . Эти инструменты могут выдерживать трение, а не удары молотком. Следовательно, более низкий угол всегда лучше, чем широкий угол.
Таблица углов сверления
Таблица углов сверления по металлу, дереву, бетону, кирпичу, плитке, ПВХ волокну и т.д.Заключение
Угол сверления очень полезен при его заточке. Правильный угол наклона сверла может легко резать и удалять материалы. Крутой угол сверла имеет агрессивную скорость резания, а более широкий угол имеет более низкую скорость резания. Когда вы повторно заточите сверло, вы должны поддерживать правильный угол сверла.
Похожие темы
- Размеры сверл в дюймах и миллиметрах – Руководство по таблицам
- Размер сверл для шурупов – (для мягкой и твердой древесины)
Tom Mackency 9 0020
Привет , я Том Макенси.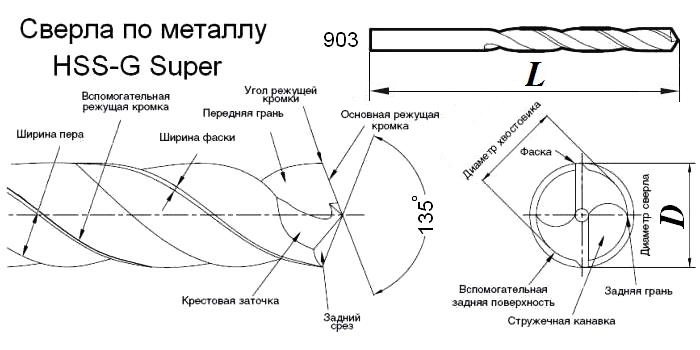 Вот уже 10 лет я работаю профессиональным столяром с 2013 года. Мне очень нравится моя карьера, я создаю множество проектов в своей мастерской. Но больше всего мне нравятся проекты по благоустройству дома. Домохозяйство и проекты DIY – самые интересные вещи для меня. Более того, самые крутые вещи — это электроинструменты. Они очень ценны и эффективны, чем десять лет назад. Поэтому я пытаюсь представить здесь так много вещей об электроинструментах, деревообработке, проектах «сделай сам», обустройстве дома и многих других интересных темах.
Вот уже 10 лет я работаю профессиональным столяром с 2013 года. Мне очень нравится моя карьера, я создаю множество проектов в своей мастерской. Но больше всего мне нравятся проекты по благоустройству дома. Домохозяйство и проекты DIY – самые интересные вещи для меня. Более того, самые крутые вещи — это электроинструменты. Они очень ценны и эффективны, чем десять лет назад. Поэтому я пытаюсь представить здесь так много вещей об электроинструментах, деревообработке, проектах «сделай сам», обустройстве дома и многих других интересных темах.
Blender・六角大王Superによる3DCG制作(使い方や作品紹介)Project-6B(6B計画)
Blenderについて
24 января 2020 г.
私Benjaminが執筆させていただきましたソーテック社「Blender 2.8 3DCG スーパーテクニック」が1月24日発売となります。本書は、モデリングからアニメーション、映像編集までこなせるオープンソース統合3DCGソフトウェア「Blender」を使用して、3DCG制作の一連の工程を解説するガイドブックです。初心者の方でも、無理なくBlenderをマスターしていただくために。必要最低限の機・ ・・
Blenderについて
4 ноября 2016 г.
私Benjaminが執筆させていただきましたソーテック社「Blender 3DCG モデリング・マスター」が11月19日発売となります。本書は、タイトルの通りモデリングをマスターしていただくために、モデリングに焦点を絞り、制作に必要な機能に絞って解説しています。詳しくはProject-6B Act-2「Blender Snippet」をご覧ください。・ ・・
Blenderについて
7 декабря 2015 г.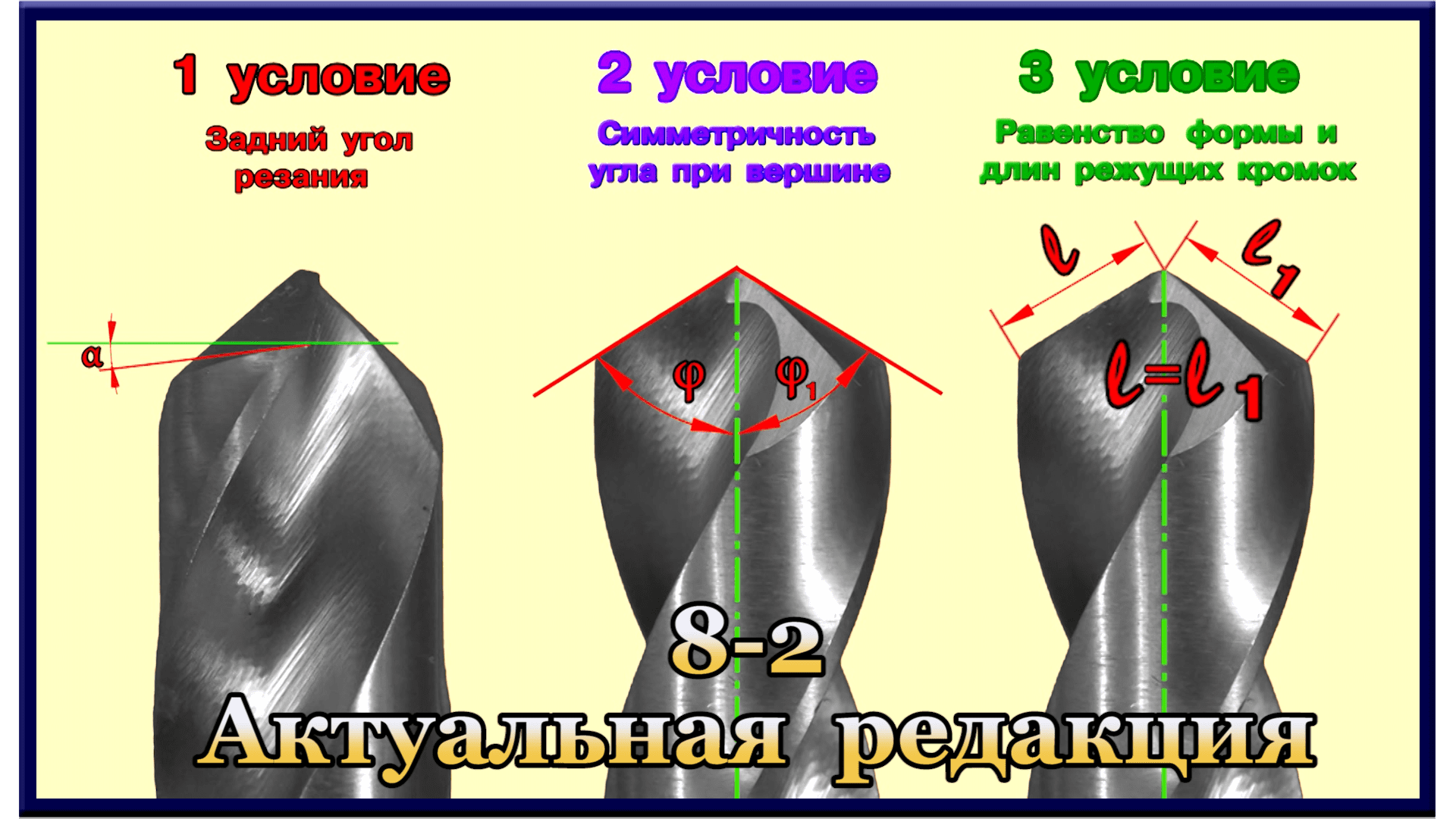
私Benjaminが執筆させていただきましたソーテック社「Blender 3Dキャラクター メイキング・テクニック」が1 2月19日発売となります。詳しくはProject-6B Act-2「Blender Snippet」をご覧ください。・・・
Blend э に つ い て
31 августа 2014 г.
クニックシリーズ「Blender 2.7 3DCG スーパーテクニック」が9月19日発売となります。詳しくはProject-6B Act-2「Blender Snippet」をご覧ください。・・・
その他/雑記
26 июня 2014 г.
早いもので当サイトも2010年2月に開設してから丸5年が経っております。・・・と、別に思い出に浸るつもりはありませんが、自ずと投稿数も増え、更新の勝手があまり良くなくなってきたので、ブログシステムのПроект-6Б 」は当面、現状のまま残しProject-6B Act-2として「Blender Snippet」を立ち上げ・・・
5 июня , 2014
その他/3DCG全般:
ご存知の方も多いと思いますが、RenderMan(レン(Pixar Animation Studios) ・・・
7 мая 2014 г.
ターにマテリアルとテクスチャを設定したので、今度はアニメーションを作成してみようと思います。とはいうものの、モーションを作成するのはとても面倒・・・。そこ・・・
28 апреля 2014 г.
テクスチャマッピング:
9 0002 いきなり”おてもやん”みたいな画像で申し訳ありません。早速本題ですが、いままでテクスチャの作成に関して、私はPhotoshopがあるため、もちろんそれを使いテクスチャを作成しており・・・8 апреля 2014 г.
900 02その他/3DCG全般:
久々の投稿で恐縮ですが、発売日が決定し情報解禁となりましたので、ここで宣伝させていただきたいと思います。私Benjaminが執筆させていただきました「3DCGソフト&3Dプリンタで・・・
7 марта 2014 г. 成度となるVer.2.70のRelease Candidate(リリース候補版)が公開されました。詳しくはBlender公式Webサイトをご覧くださ・・・
成度となるVer.2.70のRelease Candidate(リリース候補版)が公開されました。詳しくはBlender公式Webサイトをご覧くださ・・・
人気の記事やオススメの話題をピックアップしてご紹介
インポート&エクスポート
30 сентября 2013 г.
ホントご無沙汰しちゃって申し訳ございません。一ヶ月半ぶりの投稿・・・最近、仕事が忙しくおまけにゲームにもどっぷりハマり・・・。仕事と言えば最近、有難い(?)事に当ブログのおかげか3D関連の仕事が増えてきました。もちろん”Blender”!!スタンスは守り続けたいと思います。Autodeskには頼らずに、たぶん・・・ 。(・・・
モデリング
5 декабря 2011 г.
ボディをモデリング後、TシャツСмещение 」機能を今回ご紹介します。以前、別の方法で「Shrinkwrap」モディファイヤを使用するやり方を投稿しましたが、「Термоусадочная пленка」モディファイヤ本来の機能とは異なる使い方でどうも納得できず、別㮮方法でもっと 簡単 方法 が ある はず では ・ ・ ・ と 思い 探っ て い ところ やっと ・ ・ ・ ・
セットアップ
4 июня 2012 г.
前回 た 足 〈〈〈に対して、Boneの移動や回転方向の制御を行いたいと思います。前回、Bone Constraintsの[Limit Rotation]による回転方向・角度の制限を既に設定しておりますが、今回は別の方法で制御を行います。まずは、IK(Inverse Kinematics)を設定したボーン「shin.L(脛)」の制御を行います。Inverse Kin・・ ・
マテリアル
21 июня 2012 г.
諸々と陰影の設定に関しては、久々にBlenderを触る際など多々頭がこんがらがってしまうので、覚え書きとして投稿しておくことにします。ということで、今回用意したのは上記画像のような球体と板状のオブジェクト。【陰影の非表示】まずは、オブジェクトの陰影を非表示にします。球体オブジェクトを選択し、Shadingパネルの[Shadeless]にチェックを入れ有効にします。これでオブジェクトの陰影がレンダリ・・・
カメラ
2 июля 2010 г.
能「トラッキング」をご紹介します。カメラ、注視させるオブジェクトを複数選択します。重要なのは選択する順番です。まずはカメラを選択([マウス右クリック])し、次に注視させるオブジェクトを追加選択([Shift]+[マウス右クリック] )します。ヘッダメニュー[Объект] > [Отслеживание] > [Создать отслеживание](または[Ctrl]+[T・・・
掲載されている素材は、個人・企業及び非商用・商用、媒体を問わず無料で使用する事が出来ます。どうぞお気軽にダウンロードしてお使いください。詳しくはご利用規約をご覧ください。
Ручка : Бенджамин
2020 年 2020 年1月(1)
2016 年 2016 年11 月(1)
2015 年 2015 年12 月(1)
2014 год, 2014 год, 8 выпусков, 2014 год, 6 выпусков, 2 выпуск, 2014 год, 5 выпусков, 2014 год, 4 выпуска, 2014 год, 3 выпуска, 2014 год, 3 выпуска.年1月(2)
2013, 2013, 11, 2013, 2013, 9, 2013, 2013, 8, 2, 2013, 7, 2, 2013 № 6 (4) 2013 г. № 5 (3) ) 2013 年4 月(2) 2013 年3 月(3) 2013 年2 月(1) 2013 年1 月(4)
2012, 2012, 12, 2012, 2012, 11, 5, 2012, 10, 2012, 9, 2, 2012, 8, 5, 20 12 лет 7 (5) 2012 6 июнь (3 года) ) 2012 год, 5 выпусков (3) 2012 год, 4 выпуска, 3), 2012 год, 3 выпуска, (5) 2012 год, 2 выпуска, (7) 2012 год, 1 выпуск, (7)
2011 г.