Заточка сверла. Угол заточки сверла для стали по металлу
Угол заточки сверла устанавливается в отличие от свойств материала. Другими словами, свойство материала влияет на угол заточки сверла.
В повседневных условиях популярны спиральные сверла, которые с помощью своих характеристик применяются для более твёрдого состояния стали и даже для дерева.
Ознакомимся с углами при вершине сверла. Так, если обрабатывается сталь, то угол заточки сверла для стали будет составлять 116-118 градусов.
Процесс заточки сверла начинается с образования режущих кромок, нацеливаясь на участки спиральных канавок, по которым проходит стружка. Держать сверло нужно так, чтобы область затачивания всегда была напротив оси вращения круга.
Такое же действие сделайте другой кромкой. Для стали угол составляет 140 градусов.
120 градусов — это оптимальный угол большинства сверл.
Угол заточки сверла по дереву
Ознакомимся со сверлением дерева. Для ручного сверления материалов из дерева применяют сверлилку и коловорот, используя патроны (зажимные) определённых форм.
Для ручного сверления материалов из дерева применяют сверлилку и коловорот, используя патроны (зажимные) определённых форм.
Отметим, что ручная винтовая сверлилка зачастую применяется при высверливания отверстий диаметром в пределе 5 мм.
При сверлении необходимо принимать во внимание твёрдость древесины, размещение трещин, глубину сверления, присутствие гвоздей и других посторонних материалов.
Если диаметр отверстия большого размера, то лучше центры заранее засверлить тонкими сверлами чтобы сверло не изменило направление, а если дерево непрочное целесообразно сделать зенкование.
Если имеются сквозные отверстия, нужно при выходе сверла сделать определённую преграду, например, из кусочка дерева.
Помните! Что при сверлении направлять инструмент на свою сторону нельзя. Внимательно рассмотрите состояние сверла, центровку сверла в патроне. Используйте эти правила в целях личной безопасности и эффективности работы с материалами.
Если же в процессе работы в глаз попали частички затачиваемого материала немедленно обратитесь к врачу.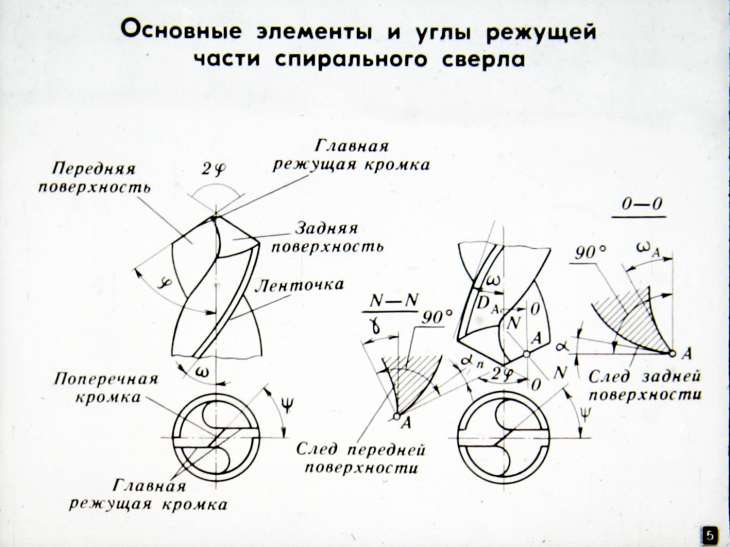
Если сверление происходит по дереву, то об остроте сверла не стоит переживать, ведь сверло служит долго без систематической заточки.
Однако, при работе с металлом, острота сверла играет важную роль, поскольку просверлить металл возможно исключительно при наличии острого сверла.
Таким образом, угол заточки сверла по дереву будет составлять 140 градусов.
Угол заточки сверла по металлу
Например, для металлов твёрдого типа, приемлем угол заточки сверла приблизительно 120 градусов, для более мягкий металлов – 90.
Если работать придётся с мягкой бронзой, то угол при вершине будет равен 120—130 градусам; красная медь – 125; алюминий -140; пластмассы – 90-100; хрупкие материалы –140.
Угол заточки не может быть одинаковый для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристики материала (при этом учитывается его пластичность и состояние).
Так, чем мягче материал, тем больше угол наклона. Однако этот принцип применяется на производстве.
В домашних условиях, когда одно и тоже сверло применяется для многих материалов, угол наклона зависит от диаметра сверла и меняется от 19 — 28° для сверл, которые имеют диаметр от 0,25- 10 мм.
Какой лучший учебник по заточке сверл на точильном станке U2? | Страница 2
Джандерсо
Джефф Андерсон
- #11
понтиак428 сказал:
Чтобы стать натуралом, нужно хорошенько подумать.
Нажмите, чтобы развернуть.
..
 ..
.. Я думаю, вы попали в точку с этим комментарием.
Понимание технологии станков и сверл. Я нахожусь на нижних ступенях кривой обучения.
Я достану.
Джандерсо
Джефф Андерсон
- #12
понтиак428 сказал:
Джефф, ваша проблема с фотографиями выше – часы
Нажмите, чтобы развернуть…
Я думаю, вы добры. Мне нужно сделать несколько маленьких пластин, которые крепятся к концу инструмента. Я думаю, что тот, который идет с машиной, бесполезен.
Я думаю, что тот, который идет с машиной, бесполезен.
Синхронизация, углы и настройка — единственное, что не так в этом гринде
Яндерсо
Джефф Андерсон
- №13
Стоунбраяр сказал:
Несколько видео, которые я нашел, не очень полезны.
Нажмите, чтобы развернуть…
Согласен. В комплект входит обучающий DVD-диск. Это шутка.
понтиак428
Джон Ньюман
- №14
Я повернул стопорный палец канавки в сторону на передней части точилки на Шекеле. По большей части это было бесполезно. Я выравниваю сверла на глаз так, чтобы режущая кромка была почти вертикальной (в идеале она должна быть вертикальной после завершения заточки). Проверьте правильность установки угла конуса с помощью транспортира на передней кромке готовой коронки. Паутина должна быть тонкой и составлять 135 градусов (не путать с углом конуса. Это просто 90 + 45 = 135 градусов для угла стенки). Исходя из иллюстраций Гарольда Холла, вы можете посмотреть на профиль лепестка и увидеть, что не так, просто проанализировав его форму. Как только вы получите синхронизацию и отработаете угол, должно стать ясно, что делать на лету. Измельчите кофейную банку на кусочки, и это постоянная память.
Я попытался загрузить книгу Harold Hall № 30 по заточке инструментов и фрез, а также книгу Tubal Cain № 12 по сверлам, метчикам и штампам, но они слишком велики для публикации в виде приложения.
Редактировать: Вылет определяет, является ли точка сверления острой и угловатой или округлой и изогнутой. Просто еще одна вещь, чтобы посмотреть.
Джандерсо
Джефф Андерсон
- №15
pontiac428 сказал:
Я повернул стопорный палец на передней части точилки на Шекеле. По большей части это было бесполезно. Я выравниваю сверла на глаз так, чтобы режущая кромка была почти вертикальной (в идеале она должна быть вертикальной после завершения заточки).
Проверьте правильность установки угла конуса с помощью транспортира на передней кромке готовой коронки. Полотно должно быть тонким и составлять 135 градусов (не путать с углом конуса. Это просто 90 + 45 = 135 градусов для угла полотна). Исходя из иллюстраций Гарольда Холла, вы можете посмотреть на профиль лепестка и увидеть, что не так, просто проанализировав его форму. Как только вы получите синхронизацию и отработаете угол, должно стать ясно, что делать на лету. Измельчите кофейную банку на кусочки, и это постоянная память. Я попытался загрузить книгу Harold Hall #30 по заточке инструментов и фрез, а также книгу Tubal Cain #12 по сверлам, метчикам и штампам, но они слишком велики для публикации в виде приложения. Они существуют в библиотеке загрузки на этом сайте.
Редактировать: Вылет определяет, является ли точка сверления острой и угловатой или округлой и изогнутой. Просто еще одна вещь, чтобы посмотреть.
Нажмите, чтобы развернуть…

Спасибо, Джон!
Когда я узнаю больше о геометрии бурового долота, я надеюсь понять, что вы только что сказали
Я посмотрел пару видеороликов мистера Пита о сверлах. Он хороший инструктор, говорит медленно и четко с большим количеством визуальных подсказок.
Он хороший инструктор, говорит медленно и четко с большим количеством визуальных подсказок.
Мне нужно проверить Гарольда Холла.
John281
H-M Supporter — золотой член
-
- №16
Джефф, это может быть полезно. Это схема, которую я сделал, когда пытался выяснить геометрию вершины сверла, чтобы я мог сделать приспособление для заточки сверл. Вас может не интересовать вторичный угол вершины или рельефная грань точки разделения. Я добавил их на схему для полноты картины.
Угол основной задней фаски «A» (зеленая фаска) варьируется в зависимости от диаметра сверла, но другие углы постоянны для показанного сверла с углом 118 градусов.
понтиак428
Джон Ньюман
- # 17
Джандерсо
Джефф Андерсон
-
- # 18
John281 сказал:
Джефф, это может быть полезно. Это схема, которую я сделал, когда пытался выяснить геометрию вершины сверла, чтобы я мог сделать приспособление для заточки сверл. Вас может не интересовать вторичный угол вершины или рельефная грань точки разделения. Я добавил их на схему для полноты картины.
Угол первичной задней фаски, «А» (зеленая грань), варьируется в зависимости от диаметра сверла, но другие углы постоянны для показанного сверла с углом 118 градусов.
Посмотреть вложение 345133Нажмите, чтобы развернуть…
Отлично!
Спасибо
Джандерсо
Джефф Андерсон
- # 19
понтиак428 сказал:
Вот я вытащил главу 2 из книги Холла по заточке. Я толкаю это как дурь, потому что без этого ты не сможешь найти свой зад обеими руками. Я пойду дальше и скажу, что главы 1-3 из книги упражнений Тубала Каина содержат хорошую информацию, но Гарольд Холл — единственное место, где я видел всю информацию, которую он представляет, в одном месте. Бумага Mazoff — это скорее исследование типов точек, чем что-либо полезное для фактического шлифования, но она хороша, если вы такой же ботаник, как я.
Нажмите, чтобы развернуть…
Отлично,
зеленушка
Зарегистрировано
- #20
Джандерсо сказал:
Отлично,
СпасибоНажмите, чтобы развернуть…
У Стефана Готтесвинтера есть видео о шлифовании с 4 гранями, но оно не использует насадку.
Это самое краткое введение о затачивании спиральных сверл
Спиральное сверло – это обычный инструмент для сверления с простой конструкцией. Очень важно хорошо заточить сверло для обработки заготовки, но хорошо заточить его непросто. Ключ в том, чтобы освоить методы и навыки шлифовки. Если мы много раз освоим методы шлифования и испытаем опыт, мы сможем освоить шлифовальную шкалу сверла.
1 Процедуры заточки спиральных сверл
2 Меры предосторожности при заточке спиральных сверл
Процедуры заточки спиральных сверл
Верхний угол спирального сверла обычно составляет 118°, а также может рассматриваться как 120°. Шлифовальное сверло может освоить следующие шесть навыков, как правило, нет проблем.
Шлифовальное сверло может освоить следующие шесть навыков, как правило, нет проблем.
Перед заточкой сверла основная режущая кромка сверла и поверхность шлифовального круга должны располагаться в горизонтальной плоскости, то есть при контакте режущей кромки с поверхностью шлифовального круга затачивать следует всю кромку. Это первый шаг взаимного расположения сверла и шлифовального круга. После установки положения медленно наклоняйтесь к поверхности шлифовального круга.
Этот угол является передним углом сверла. Если угол неправильный, это напрямую повлияет на размер верхнего угла сверла, форму основной режущей кромки и угол поперечной кромки. Здесь имеется в виду взаимосвязь положения между линией оси сверла и поверхностью шлифовального круга, примите 60 ° на линии, этот угол обычно является более точным. Здесь мы должны обратить внимание на относительное горизонтальное положение и угловое положение долота до заточки, и оба должны быть приняты во внимание. Не игнорируйте заданный угол в градусах, чтобы выровнять край, и не игнорируйте заданный край, чтобы установить угол.
После контакта режущей кромки с шлифовальным кругом ее следует затачивать от основной режущей кромки к задней, то есть режущая кромка сверла сначала касается шлифовального круга, а затем медленно стачивается по всей боковой поверхности. Когда сверло врезается, оно может мягко соприкасаться со шлифовальным кругом, сначала шлифовать небольшое количество кромки, наблюдать за однородностью искр, вовремя регулировать давление на руку и обращать внимание на охлаждение сверла, поэтому чтобы не перешлифовать сверло, что приведет к обесцвечиванию кромки и отжигу. Когда температура режущей кромки высока, долото следует вовремя охлаждать.
Стандартное действие заточки сверла. Основная режущая кромка должна качаться вверх и вниз на шлифовальном круге, то есть рука, держащая переднюю часть сверла, должна равномерно качать сверло вверх и вниз по поверхности шлифовального круга. Но рука, держащая рукоятку, не может раскачиваться, а задняя рукоятка должна быть предотвращена от перекоса вверх, то есть хвост сверла не должен перекашиваться выше горизонтальной центральной линии шлифовального круга, иначе кромка будет тупой и нельзя резать. Это самый важный шаг. От того, хорошо заточено сверло или нет, зависит многое. Когда шлифовка почти закончена, начните с края и аккуратно потрите задний угол, чтобы сделать заднюю часть края более гладкой.
Это самый важный шаг. От того, хорошо заточено сверло или нет, зависит многое. Когда шлифовка почти закончена, начните с края и аккуратно потрите задний угол, чтобы сделать заднюю часть края более гладкой.
После шлифовки одной кромки снова зашлифуйте другую кромку. Кромка должна находиться посередине оси сверла, а кромки с обеих сторон должны быть симметричны. Опытный мастер наблюдает за симметричностью вершины сверла перед ярким светом и медленно затачивает ее. Задний угол режущей кромки долота обычно составляет 10–14 ° с большим задним углом, режущая кромка слишком тонкая, вибрация во время бурения сильная, отверстие трехстороннее или пятиугольное, стружка имеет форму иглы; с малым задним углом осевая сила очень велика во время бурения, трудно врезаться, сила резания увеличивается, температура сильно повышается, долото серьезно нагревается или даже не может сверлить. Задняя угловая шлифовка подходит, передняя точка находится в центре, а два края симметричны. При сверлении сверло может быстро отводить стружку без вибрации, а диаметр отверстия не увеличивается.
После того, как две кромки будут отшлифованы, следует отшлифовать кончик биты под бит большего диаметра. После того, как два края сверла будут заточены, на кончике двух краев будет плоскость, которая повлияет на центральное положение сверла. Необходимо изменить угол за кромкой, чтобы сделать плоскость острия как можно меньше. Метод заключается в том, чтобы поднять сверло, выровнять его по углу шлифовального круга и сделать небольшую канавку в основании за краем до кончика края. Это также важный момент центрирования биты и скорости резания. Обратите внимание, что при шлифовании фаски на конце кромки никогда не шлифуйте ее до основной режущей кромки, что увеличит передний угол основной режущей кромки и напрямую повлияет на сверление.
Меры предосторожности при заточке спиральных сверл
Меры предосторожности при заточке спиральных сверл
Как правило, для шлифования долот подходит шлифовальный круг с размером зерна 46 ~ 80 меш и твердостью средней мягкости. Шлифовальный круг должен работать плавно, а шлифовальный круг с большим биением необходимо обрезать. Для гладкой заточки поперечной кромки долота наружный угол шлифовального круга должен быть отшлифован до меньшего радиуса галтели. Если радиус скругления слишком велик, главная режущая кромка будет повреждена при заточке поперечной кромки.
Для гладкой заточки поперечной кромки долота наружный угол шлифовального круга должен быть отшлифован до меньшего радиуса галтели. Если радиус скругления слишком велик, главная режущая кромка будет повреждена при заточке поперечной кромки.
Когда бита охлаждается, давление, оказываемое битой во время заточки, не должно быть слишком большим. Обычно используется воздушное охлаждение. При необходимости его следует окунать в воду для предотвращения перегрева отжига и снижения твердости режущей части долота.
три Горизонтальная кромка стандартного спирального сверла длинная, обычно 0,18d (d относится к диаметру сверла), а передний угол на горизонтальной кромке имеет большое отрицательное значение. Следовательно, при сверлении резка на горизонтальной кромке находится в состоянии экструзии, а осевое сопротивление велико. В то же время, если горизонтальная кромка длинная, ее центрирующий эффект и устойчивость к резанию плохие. Следовательно, для сверла диаметром более 5 мм горизонтальная кромка должна быть укорочена, а передний угол вблизи горизонтальной кромки должен быть соответствующим образом увеличен, чтобы улучшить режущую способность сверла.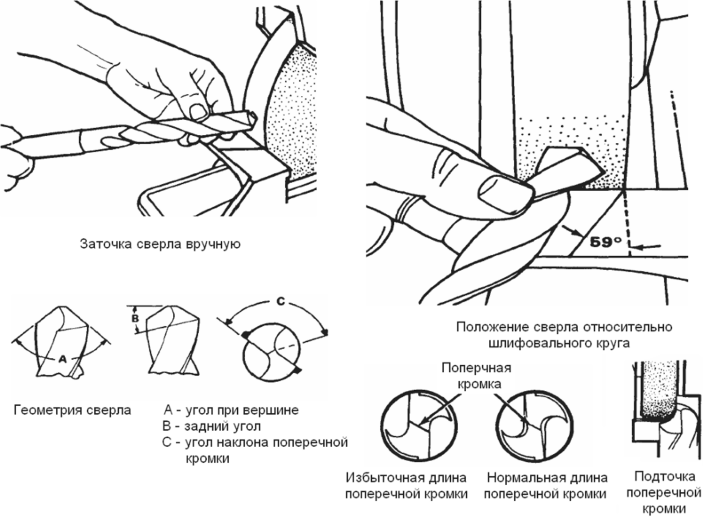
Должна быть завершена шлифовка поперечной кромки. Цель шлифовки поперечной кромки состоит в том, чтобы укоротить поперечную кромку, но поперечная кромка не может быть слишком короткой. Слишком короткая поперечная кромка не может снизить сопротивление подаче. В процессе резки поперечной кромки отрицательный передний угол с обеих сторон поперечной кромки должен быть максимально отшлифован. Если передний угол увеличен правильно, сопротивление резанию в процессе резания может быть уменьшено, и весь процесс сверления становится легким.
Когда бита охлаждается, давление, оказываемое битой во время заточки, не должно быть слишком большим. Обычно используется воздушное охлаждение. При необходимости его следует окунать в воду для предотвращения перегрева отжига и снижения твердости режущей части долота.
три Горизонтальная кромка стандартного спирального сверла длинная, обычно 0,18d (d относится к диаметру сверла), а передний угол на горизонтальной кромке имеет большое отрицательное значение. Следовательно, при сверлении резка на горизонтальной кромке находится в состоянии экструзии, а осевое сопротивление велико. В то же время, если горизонтальная кромка длинная, ее центрирующий эффект и устойчивость к резанию плохие. Следовательно, для сверла диаметром более 5 мм горизонтальная кромка должна быть укорочена, а передний угол вблизи горизонтальной кромки должен быть соответствующим образом увеличен, чтобы улучшить режущую способность сверла.
Следовательно, при сверлении резка на горизонтальной кромке находится в состоянии экструзии, а осевое сопротивление велико. В то же время, если горизонтальная кромка длинная, ее центрирующий эффект и устойчивость к резанию плохие. Следовательно, для сверла диаметром более 5 мм горизонтальная кромка должна быть укорочена, а передний угол вблизи горизонтальной кромки должен быть соответствующим образом увеличен, чтобы улучшить режущую способность сверла.
Должна быть завершена шлифовка поперечной кромки. Цель шлифовки поперечной кромки состоит в том, чтобы укоротить поперечную кромку, но поперечная кромка не может быть слишком короткой. Слишком короткая поперечная кромка не может снизить сопротивление подаче. В процессе резки поперечной кромки отрицательный передний угол с обеих сторон поперечной кромки должен быть максимально отшлифован. Если передний угол увеличен правильно, сопротивление резанию в процессе резания может быть уменьшено, и весь процесс сверления становится легким.
Если сверло подается вручную.