Заточка сверла по металлу своими руками (приспособление)
В зависимости от диаметра отверстия, материала заготовки и требуемой точности сверление может производиться один прием или производится двойное рассверливание, обычно к такому приему прибегают при необходимости получения больших диаметров отверстий. Рассверливание позволяет получить более точные параметры отверстия больших диаметров из-за более точной работы второго сверла. Для высверливания отверстий в металле применяется спиральное сверло.
Устройство сверла
Рабочая часть состоит из режущих кромок, двух спиральных спинок, двух ленточек, которые связаны между собой перемычкой. Наружная поверхность инструмента образуется двумя узкими направляющими ленточками. Наружные поверхности которой образуют две спиральные канавки. По винтовым каналам, образованными спинками к режущей кромкой может подаваться охлаждающая жидкость, а также происходит удаление образующейся стружки.
Рабочая часть сверла образуется из режущих кромок, в большинстве применяемых сверел, их две. В зависимости от материала угол между режущими кромками может быть различным.
В зависимости от материала угол между режущими кромками может быть различным.
Таблица рекомендуемого угла заточки от материала заготовки.
| Угол заточки сверла | |
| Материал для сверления | Угол при вершине, град |
| Сталь чугун, твёрдая бронза | 110-120 |
| Латунь, мягкая бронза | 120-130 |
| Медь | 125 |
| Алюминий | 140 |
| Магниевые сплавы | 90 |
| Пластик, силумин | 90-100 |
| Пластмассы | 90-100 |
| Камень и другие хрупкие материалы | 140 |
Для закрепления в станке рабочего инструмента хвостовик может иметь цилиндрическую форму или коническую, которая выполняется по стандарту 1:20 и называется – конус Морзе. Конус Морзе делится на 7 типоразмеров, № 0,- № 6. Такая конструкция обеспечивает надежную центрировку и удерживание инструмента в станке.
Таблица типоразмеров Конуса Морзе
| Обозначение, № Конуса Морзе | Конусность | Угол конуса | Угол уклона конуса |
| 0 | 1:19,212=0,0521 | 2 °58′ | 1 ° 29 ‘ |
| 1 | 1:20,047=0,0499 | 2 °51′ | 1 ° 25 ‘ |
| 2 | 1:20,020=0,0499 | 2 ° 51′ | 1 °25 ‘ |
| 3 | 1:19,922=0,0502 | 2 ° 52 ‘ | 1 ° 26 ‘ |
| 4 | 1:19,254=0,0519 | 2 °58 ‘ | 1 ° 29 ‘ |
| 5 | 1:19,002=0,0526 | 3 ° 00 ‘ | 1 ° 30 ‘ |
| 6 | 1:19,180=0,0521 | 2 ° 59 ‘ | 1 ° 29 ‘ |
Основные виды несоответствий, приводящие к отклонениям от заданных норм при высверливании отверстий:
1. Отклонение оси отверстия от заданного направления – причина: неправильная заточка сверла, применение более длинной рабочей части чем необходимо по заданным условиями.
2. Увеличение диаметра отверстия от заданного – причина: неправильная заточка, одна кромка режущей поверхности больше другой, не одинаковые углы 2 φ, биение шпинделя станка.
3. Превышение допустимой шероховатости обрабатываемой поверхности – причина: затупление сверла.
4. Перегрев сверла – причина: затупление сверла, повышенная подача или забитие канавок стружкой, наличие раковин или твердых включений в материале заготовки.
Если проанализировать причины брака при производстве отверстий в заготовках, то на первое место выходят две причины – это неправильная заточка и соблюдение режимов сверления.
Режимы сверления стали
Что касается режимов сверления, основным критерием является соблюдение подачи при работе.
Подачей при сверлении называется расстояние пройденное инструментом за один оборот. Для сверла с двумя режущими кромками диаметром от 6 до 25 мм это значении принимается равным для углеродистой стали от 0, 05 до 0,35 мм на один оборот при скорости резания углеродистой стали от 20 до 40 м. в мин. Для ориентации ниже приведена таблица зависимости диаметра от оборотов шпинделя станка. (Рис.2)
в мин. Для ориентации ниже приведена таблица зависимости диаметра от оборотов шпинделя станка. (Рис.2)
Таблица рекомендуемой зависимости оборотов шпинделя станка от диаметра сверла при резании не углеродистой нелегированной стали.
Рис.2Заточка сверла
Ручная заточка
Ручная заточка обычно происходит на обдирочно – заточных станках, проще говоря – точилах. Эти аппараты бывают разных типоразмеров от больших промышленных до бытовых небольших и имеют спаренный блок из 2 наждачных кругов. Камни различаются друг от друга размером зерен, как правило один из кругов из электрокорунда – материала предназначен для обработки стальных заготовок, в том числе для заточки сверл. На стандартных заточных станках устанавливаются прямоугольные круги, которые имеют следующие элементы: две торцевые части, периферийное поверхность, два ребра. Периферийная поверхность является главной для обработки, а торцы и ребра носят вспомогательную функцию.
Согласно руководство по эксплуатации техническому обслуживанию и ремонту на заточных станках имеются горизонтальные подручники (упоры, столики) которые располагаются строго перпендикулярно плоскости вращения круга. Зазор между подручником и абразивным кругом должен составлять не более 1 мм. Главная периферийная поверхность наждачного круга должна быть ровной, без впадин и выпуклостей. Для придания правильного размера торца (правки) поверхности используются державки с резцовой вставкой из эльбора – этот способ является простым и эффективным. В отдельных случаях вставку с эльбором можно держать в пасссатижах. Пример обработки круга показан на (Рис. 3)
Зазор между подручником и абразивным кругом должен составлять не более 1 мм. Главная периферийная поверхность наждачного круга должна быть ровной, без впадин и выпуклостей. Для придания правильного размера торца (правки) поверхности используются державки с резцовой вставкой из эльбора – этот способ является простым и эффективным. В отдельных случаях вставку с эльбором можно держать в пасссатижах. Пример обработки круга показан на (Рис. 3)
При заточке обрабатываются режущие кромки задней поверхности, перемычка.
Режущая кромка образуется схождением канавки и задней поверхности или как ее еще называют затылком, именно задняя поверхность обрабатывается на точильном станке для придания режущей кромке остроты и нужной и геометрии. Криволинейная форма задней поверхности и занижение относительно горизонтали нужно для того чтобы режущая кромка была впереди всех точек задней поверхности. Это нужно чтобы ей ничто не мешало врезаться в материал.
Наклон режущей кромки можно проконтролировать специальным шаблоном приставив его к середине сверла, если специального шаблона нет, его легко вырезать из любого листового металла или жести, таким образом упрощается контроль за главным параметром сверла – углом, образованным режущими кромками, или его еще называют углом при вершине. Он имеет различные значения и могут доходить до 120 °.
Ещё один очень важный параметр при заточке — это симметричность, проще говоря, кромки должны быть одинаковыми по длине и углу наклона.
Рис 4. Замер шаблоном угла заточкиПравильное расположение руки при удержании сверла
для того чтобы правильно сориентировать положение сверла относительно торцевой поверхности круга на подручнике наносится маркером черту с наклоном 60°.
Это черта будет служить ориентиром для положения тела сверла.
В режиме заточки участвуют обе руки, наклон хвостовика допустим, когда он будет ниже режущей кромки, а не наоборот.
Рис 5 . Удержание сверла при заточке
Сверло ориентируется так чтобы режущая кромка было горизонтально торцу кругам и очень важно чтобы при заточке торцевой поверхности сверла режущая кромка сохраняла горизонтальное положение относительно поверхности точильного камня при снятии металла с задней поверхности.
Если посмотреть сбоку на положение круга и сверла, то видно, что радиус круга уже готов предать задней поверхности наклон, чем меньше диаметр круга тем наклон больше.
Движение сверла при заточке следующие:
- Аккуратно подводится режущая кромка до касания с абразивом и легко прижимается, после чего сразу начинается движение хвостовика, вниз не ослабляя нажима до конца прохождения;
- Далее следует незначительные отвод сверла для его поворота на 180 °для заточки второй кромки Режущая кромка как в первом случае выставляется горизонтально, задняя поверхность обрабатывается аналогично как в первом случае, важно следить за чтобы все действия были одинаковы;
- Если же необходимо одну режущую кромку сточить больше чем другую, тогда несколько раз не меняя положение кромки делается необходимое количество обточек.

Для людей владеющий левой рукой лучше чем правый возможна смена рук с соблюдением всех правил.

Заточные станки «Энкор»
Модельный ряд заточных станков «Энкор» разнообразна. Диапазон мощности от 0,2 до 2,5 КВт и современные разработки позволяют использовать приборы в быту и в производственных мастерских.
Основное назначение данного прибора – это обработка инструмента, заточка сверл, уборка заусенец, снятие фасок. Линейки заточных станков «Энкор» выпускаются двух серий, первая – бытовая – предназначена для не частого использования в быту, и вторая – « Эксперт» для работы в профессиональном направлении для производственных мастерских.
Изделия «Энкор» отличаются высокой надежностью, в них применены пыле-влаго защищенные однофазные асинхронные двигатели, которые рассчитаны на долгое время работы без перегрева. Высококачественные подшипники, высокая точность изготовления валов и литой корпус делают конструкцию надежной, что позволило значительно повысить КПД машины.
Высококачественные подшипники, высокая точность изготовления валов и литой корпус делают конструкцию надежной, что позволило значительно повысить КПД машины.
Чугунное основание делает аппарат очень устойчивым. Литой корпус придает станку жесткость. Размеры заточных кругов варьируется от 125 до 250 мм. Благодаря широкой линейке изделий заточных станков «Энкор» можно выбрать изделие для выполнения точных операций и черновых работ. Быстрая смена наждачных кругов разной зернистости в совокупности с высокими оборотами двигателя превращает каждый станок в универсальный инструмент, который способен выполнять широкий спектр задач.
В комплектации заточного станка поставляется: Круги различные зернистости, регулируемые упоры, защитные кожуха, защитные экраны. Некоторые модели комплектуются увеличительным стеклом.
Универсальное приспособление для заточки из обычной гайки
А если необходимо заточить сверло без заточного станка?
Предлагаем сделать приспособление буквально за несколько минут из обычной гайки, сверло будет точиться при помощи болгарки быстро и точно.
Для приспособления подойдет гайка от М26 и больше.
Этапы изготовления (смотрим по этому поводу видио) :
- зажимаем гайку в тиски и по граням делаем пропилы болгаркой
- напильником убираем заусенцы с пропило
- выравниваем неровности граней гайки, обточив их напильником.
Выточки от 2 до 4 мм одинаковые для каждой грани.
Рабочий диаметр можно затачивать в таком приспособлении от 2 до 10 мм.
Вставить инструмент в направляющие пропилы и зажать хвостовик вместе с гайкой в тиски, выдвинув наконечник инструмента над гранью гайки не более 5 мм.
Далее болгаркой затачивается выступающую часть ориентируясь на наклон граней гайки.
Проверка угла заточки проводится шаблоном из приваренных между собой гайками, прислонив заточенную часть между ними, ориентируясь на полученный угол 120 ° . При использовании для заточки с подобным приспособлением станок, то гайка с инструментом зажимается в обычную струбцину.
Усовершенствование приспособления
Но если не хочется заморачиваться струбциной можно усовершенствовать приспособление сделав в гайке до половины треугольный пропил и зажать инструмент сверху болтом вкручивая его в приваренную гайку меньшим диаметром.
Станок для заточки спиральных сверл
Заточка свела на специальных станках
Partner PP-13
Линейка станков Partner PP-13D; PP-13С; PP-13U основным различием является комплектация, все станки комплектуются цанговыми держателем кроме модели РР-13U. Эта модель комплектуется шестикулачковым прецизионным патроном
На всех станках применяется диски CBN-200. Диск для заточки затыловочной части из твердосплавных сплавов приобретается отдельно, все диски универсальные подходят ко всей линейке.
Станок PP-13С предназначен для заточки инструмента от 2 до 13 мм с углом заточки от 90 до 135 °. Скорость вращения диска 5200 оборотов в мин., мощность 180 Вт. Питание с от сети переменного тока 220 В. Вес 10 кг.
Модель комплектуется цанговыми держателями в количестве 11 штук. В станке предусмотрено 3 вида обработки: по задней поверхности подреза хвостовика, заточка инструмента происходит по задней поверхности с затыловкой и подточкой поперечной режущей кромки.
Для заточки выбирается цанга соответствующая диаметру рабочей части и устанавливается в патрон. Регулятором, находящимся на верхней панели прибора, устанавливается диаметр рабочей части инструмента.
Затем собранная заготовка вставляется в отверстие для затоки режущей кромки и происходит заточка. Обрабатывается сначала одна кромка затем вторая.
Станок Patner PP-13С предназначен для заточки спиральных сверл по металлу диапазоном от 2 мм до 13 мм с правой спиралью и двумя стружкоотводящими канавками.
Данные станки очень просты в эксплуатации, навык в работе приобретается очень быстро в течение 15 минут после пробной заточки. Точность заточки составляет две сотые миллиметра. Для твердосплавных напаек диск SDC – 200 приобретается отдельно.
Дополнительные технические характеристики:
- Габариты – 320×180×190 мм;
- Вес – 10 кг.
- Комплектация:
- Набор цанг от 3 мм до 13 мм; Держатель для цанг; Диск CBN для быстрорежущей стали; Шестигранники.
- В руководстве по эксплуатации более подробно описано устройство техническое обслуживание и ремонт.
- Дополнительно: Диск SDC-200 для твердого сплава.

Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте themechanic.
|
 ru
ruВнимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Как заточить сверло по металлу: способы заточки, инструмент
Главная » Обработка металла » Сверление » Можно ли заточить сверло по металлу и как это сделать в домашних условиях?
На чтение 4 мин
Содержание
- Признаки затупления
- Виды заточки
- Ручной способ заточки
- Заточка на специальном оборудовании
- Как правильно заточить сверло?
- Чем можно заточить?
- Углы заточки
- Особенности заточки различных видов сверл
- Оценка качества шлифовки
Для обработки металлических поверхностей применяются электроинструменты, промышленное оборудование. Чтобы выполнять различные технологические операции нужна специальная оснастка. Одной из подобных операций является сверление. Оснастка для сверления отверстий часто деформируется, затупляется. Для её восстановления нужно знать, как заточить сверло по металлу. Достаточно ознакомиться с основными правилами, выбрать инструмент, технологию.
Чтобы выполнять различные технологические операции нужна специальная оснастка. Одной из подобных операций является сверление. Оснастка для сверления отверстий часто деформируется, затупляется. Для её восстановления нужно знать, как заточить сверло по металлу. Достаточно ознакомиться с основными правилами, выбрать инструмент, технологию.
Признаки затупления
Оснастка для работы с деревом может прослужить длительное время не деформируясь. Свёрла по металлу выходят из строя быстрее. Существует ряд моментов, по которым можно определить, что оснастка затупилась:
- На вершине сверла есть сколы, неровности, микротрещины.
- Визуальные отклонения от изначального состояния.
- При сверлении возникает нехарактерный свист или шум.
- На внутренней части отверстия остаются заусенцы, неровности.
- Стружка скапливается в дырке, не выводится наружу.
Эти отклонения указывают на поломку оснастки. Нужно остановить рабочий процесс, исправить неточности или заменить оснастку.
Виды заточки
Существует несколько способов заточки, которые проводятся с помощью разных приспособлений. Они обозначаются разными буквами. К ним относятся:
- Н — нормальная. На рабочей части изготавливается две режущие кромки, одна поперечная. Допускается точение инструментов диаметром до 12 мм.
- НП — производится подрезка поперечной кромки. Благодаря этому снижаются нагрузка, передаваема\ на рабочую часть при сверлении.
- НПЛ — проводится подточка ленточки с кромкой. Формируется задний угол на рабочей части.
- ДП — представляет собой двойное точение. Дополнительно обрабатывается поперечная кромка.
- ДПЛ — создаётся 4 режущих кромки, подтачивается кромка.
Точение проводится на специализированном оборудовании или вручную. Об этих методах необходимо поговорить отдельно.
Ручной способ заточки
Оснастку для инструментов можно затачивать вручную, без применения специализированных станков. Однако для этого нужно уметь пользоваться ручными приспособлениями, выставлять углы точения. Используемые инструменты:
Используемые инструменты:
- Болгарка — применяется, если не требуется подбирать точный угол режущей части.
- Специальная точильная насадка для дрели.
- Просто шлифовальный круг на асинхронном двигателе.
Заточка сверла по металлу болгаркойНе нужно пытаться обработать рабочую часть инструмента с помощью надфиля или напильника. Эти инструменты сточатся быстрее, чем изменится режущая кромка.
Заточка на специальном оборудовании
Мастерские используют специальные станки для заточки сверл. Это высокоточное оборудование, позволяющее изготавливать любые углы режущей кромки. Для этого достаточно закрепить оснастку с помощью специальных зажимов, выставить угломер, настроить станок, запустить двигатель. Заточка сверла на специализированном оборудовании занимает меньше времени.
Как правильно заточить сверло?
Чтобы провести заточку сверл по металлу своими руками, нужно выбрать оборудование, изучить правила обработки. В домашних условиях можно воспользоваться электроинструментами или компактными станками.
В домашних условиях можно воспользоваться электроинструментами или компактными станками.
Чем можно заточить?
Провести правку режущих кромок можно с помощью разных приспособлений, станков, инструментов:
- болгарки;
- шлифовальной машинки;
- насадки на дрель;
- специализированного оборудования.
Углы заточки
Угол заточки сверла по металлу выбирается зависимо от того, какой материал необходимо сверлить. Для этого существуют специальные таблицы, в которых указаны параметры для разных металлов. Основная информация об углах заточки сверла по металлу, представленная в официальных таблицах:
- твердая бронза, чугун, сталь — от 116 до 118 градусов;
- мягкая бронза, латунь — от 120 до 130 градусов;
- медь — около 125 градусов;
- мягкие сплавы металлов, древесина — 140 градусов.
Если сверлить пластмассу, необходимо точить режущие плоскости под 100 градусов. Углы заточки сверла по металлу описаны в таблицах, которые можно найти в специальных справочниках.
Особенности заточки различных видов сверл
Существует три группы оснастки, предназначенной для сверления отверстий в металле:
- Победитовые — чтобы точить такой инструмент необходимо использовать охлаждающую жидкость. Исправить режущую кромку можно только электроточилом или на специальном станке.
- Спиральные — для его точения применяется специализированное оборудование. Затачиваются задние грани. Провести обработку вручную крайне сложно.
- Ступенчатые — обрабатывать такую оснастку сложнее, чем предыдущие виды. Для этого применяются заточные станки.
Если нет опыта в точении оснастки для сверления, необходимо доверить проведение работ профессионалам.
Оценка качества шлифовки
После проведения шлифовки, необходимо определить качество обработки. Для этого необходимо осмотреть перемычку. Она будет находиться по центру торца наконечника. Края оснастки должны быть короткими.
( Пока оценок нет )
Поделиться
118 против 135 Углы вершины сверла Объяснение.
 (с фото)
(с фото)Углы сверла 118 и 135 градусов являются двумя наиболее распространенными углами резания в дрелях. В чем разница? В каких случаях следует использовать сверло с углом при вершине 118°, а в каких — с углом при вершине 135°? Давай выясним.
Но сначала позвольте мне кратко объяснить, что такое угол при вершине сверла и почему он имеет значение.
Что такое угол при вершине сверла?
Спиральные сверла имеют коническую форму, что облегчает процесс сверления и позволяет сверлу врезаться в заготовку. Это также снижает усилие, необходимое для погружения сверла в материал. Этот наконечник сверла имеет долотообразные кромки, которые заточены под углом для эффективного выполнения режущего действия.
Угол вершины сверла относится к внутреннему углу между двумя сторонами режущих кромок. Поскольку обе кромки заточены одинаково по отношению к валу сверла, угол вершины сверла технически относится к сумме углов обеих сторон.
С годами углы, под которыми изготавливаются эти конические наконечники, стандартизировались в один из двух углов: 118° и 135°.
Сверло 118° более острое, с более крутым углом и меньшим долотом, чем его аналог 135°. Когда вы покупаете специальные сверла, вы можете найти сверла с углами, отличными от стандартных 118 ° и 135 °, хотя это редко.
Стандартный угол сверления
Стандартный угол сверления, используемый в большинстве случаев, составляет 118°, поскольку он подходит для большинства материалов. Он обычно используется для универсального высокоскоростного бурения. Здесь вы обычно сверлите более мягкие металлы, низкоуглеродистую сталь и алюминий. Угол 118° обычно встречается на сверлах джобберской длины (стандартный размер). в отличие от буровых долот.
В противоположность этому, сверло с углом вершины сверла 135° обычно сочетается с коротким сверлом и используется для твердых сталей и других твердых материалов. Как следует из названия, короткие буровые долота короче, чем их аналоги.
118° против 135° Углы сверла
В некоторых случаях сверла 118° и 135° могут использоваться взаимозаменяемо. Тем не менее, если вы хотите продлить срок службы инструмента, лучше всего использовать правильный инструмент для каждого приложения.
Тем не менее, если вы хотите продлить срок службы инструмента, лучше всего использовать правильный инструмент для каждого приложения.
Какое сверло лучше?
«Лучше» — субъективный термин, а «лучший» угол сверления зависит от выполняемой работы.
Сверло 118°
Сверло 118° режет намного агрессивнее, чем его аналог 135°, но более крутое острие делает его слабее. По этой причине сверло под углом 118° затупится намного быстрее, чем сверло под углом 135° при работе с твердыми материалами, такими как сталь. Поэтому для более мягких материалов лучше всего использовать сверло 118°.
Более агрессивное режущее действие при угле сверления 118° снижает необходимое осевое усилие по сравнению с углом вершины сверла 135°. Короче: чем меньше угол, тем меньше требуемая осевая тяга. Это хорошая новость при использовании ручной дрели.
Сверла с вершиной 118° не подходят для сверления на искривленных или скользких поверхностях. Они сразу соскальзывают, повреждая поверхность и потенциально травмируя оператора.
Когда вы покупаете спиральное сверло 118°, оно, как правило, длиннее, чем укороченное сверло 135°, поэтому оно менее стабильно, чем 135°. Это еще одна причина, по которой угол вершины сверла 118° не подходит для сверления твердых материалов. (Конечно, вы можете заточить его до необходимого угла с помощью точилки для сверл.) При приложении усилия, необходимого для сверления твердых материалов, более длинное сверло может слегка отклоняться, что влияет на точность и аккуратность отверстия. Отклоняющиеся сверла склонны к расщеплению и сколам краев отверстий, что делает поверхность более грубой и неаккуратной.
Сверло 135°
Сверло 135° обладает менее агрессивным режущим действием, чем сверло 118° из-за меньшего шага, что делает его более подходящим для резки твердых материалов, таких как инструментальная сталь. Это сверло будет дольше оставаться острым даже при сверлении твердых материалов. Однако для этого требуется более значительная осевая нагрузка, чем угол вершины сверла 118°.
Сверла с разрезным наконечником 135° идеально подходят для сверления искривленных или скользких поверхностей. Эти сверла хорошо захватывают поверхность и делают аккуратные и чистые отверстия, особенно если вы используете высококачественное сверло.
Сверла 135° обычно короче своих более острых аналогов. По этой причине они лучше подходят для сверления более твердых материалов, требующих точного расстояния между отверстиями и четких поверхностей. Эти более короткие сверла с меньшей вероятностью отклонятся под действием усилия, необходимого для того, чтобы врезаться в более твердые материалы. Таким образом, они будут выполнять работу более эффективно.
Стандартное сверло по сравнению со сверлом с разрезным наконечником
Стандартные сверла требуют начального точечного сверления или просверливания направляющего отверстия перед тем, как просверлить фактическое отверстие, тогда как сверла с разрезным наконечником являются самоцентрирующимся и самозапускающимся. Они не требуют пилотных отверстий.
Они не требуют пилотных отверстий.
Что такое стандартная точка?
Стандартное сверло имеет две режущие кромки на вершине долота с перемычкой в центре. При непосредственном резании материала это сверло имеет тенденцию колебаться и «гулять», что снижает точность позиционирования отверстия.
При использовании этого сверла лучше сначала засверлить центрирующим сверлом или сначала просверлить направляющее отверстие с помощью сверла с разрезным наконечником. После этого для завершения отверстия используется стандартное точечное сверло.
Что такое сверло с раздельным наконечником?
Как следует из названия, сверло с раздельным наконечником имеет раздельное сверло. Это сверло имеет две дополнительные режущие кромки на краю долота. Здесь он создает самоцентрирующееся сверло и используется почти во всех твердосплавных и многих кобальтовых сверлах. Использование этой сверлильной головки устранило необходимость в стартовом сверле и повысило точность сверления.
Высокоскоростные спиральные сверла обычно не самоцентрируются. Несамоцентрирующиеся сверла имеют тенденцию ходить или раскачиваться при сверлении плоской поверхности. Вот почему им нужна начатая дыра.
Обратите внимание, что сверло с разрезным наконечником обычно имеет угол сверления 135°, что делает его подходящим для резки твердых материалов.
Плюсы и минусы
Сверла с разрезным шлицем не требуют начального точечного сверления или пилотного отверстия. Время обработки, которое вы сэкономите за счет исключения операции точечного сверления, может повысить производительность. Таким образом, они, как правило, более эффективны для работ, требующих выполнения множества повторяющихся отверстий на сверлах или фрезерных станках с ЧПУ. Они также хорошо подходят для сверления твердых материалов сверлом с углом сверления 135°.
Благодаря улучшенному захвату и стабильности, обеспечиваемым наконечником, эти сверла лучше подходят для сверления на скользких поверхностях. Примеры включают металлические трубы и другие кривые рабочие поверхности.
Примеры включают металлические трубы и другие кривые рабочие поверхности.
Тем не менее, сверло с разрезным наконечником более подвержено повреждениям, чем стандартное сверло, поэтому за ним нужно ухаживать более тщательно, чем за его стандартным аналогом.
В отличие от стандартного сверла, сверло с раздельным наконечником не так просто заточить. Края, скорее всего, сломаются, если вы попытаетесь заточить расщепленное лезвие вручную на настольном шлифовальном станке. Итак, если ваше сверло с раздельным наконечником затупилось, к сожалению, вам придется заменить его или вам понадобится профессиональная заточка сверл.
Канавка и угол спирали
Канавка сверла представляет собой спиральные канавки, прорезанные в валу дрели. Они позволяют удалять стружку из отверстия и являются важной особенностью сверла. Конфигурация канавки определяет, насколько эффективно сверло удаляет стружку из отверстия, что влияет на накопление тепла и вероятность повреждения заготовки.
Важным фактором, который следует учитывать, является угол наклона спирали, то есть угол, под которым канавка срезается вокруг сверла. Угол наклона спирали определяет, как образуется стружка – функция, которая различается в зависимости от просверливаемого материала.
Мягкие материалы требуют больших углов спирали, а твердые материалы требуют малых углов спирали. Для получения дополнительной информации об этом обратитесь к нашей полной статье о канавках сверла и углах винтовой линии.
Содержание
- Что такое угол при вершине сверла?
- Стандартный угол сверления
- Угол сверления 118° против 135°
- Какое сверло лучше?
- Сверло 118°
- Сверло 135°
- Какое сверло лучше?
- Стандартное сверло и сверло с раздельным наконечником
- Что такое стандартное сверло?
- Что такое сверло с раздельным наконечником?
- Плюсы и минусы
- Угол канавки и спирали
Главная » Сверла и отвертки
Угол заточки сверла 135 или 118
ТониЛ
Участник
- #1
У меня есть насадки на 118 и 135 градусов, а также сверло для их заточки (а иногда и изменение угла резания).
А вообще какие ракурсы нравятся:
Вошедшие участники не видят это объявление
Ски_М
Участник
- #2
Я заметил, что многие производители сверл любят рекламировать угол 135 градусов с разделительной точкой для работы с металлом, но это также должно хорошо работать и для искусственных материалов.
118 градусов обычно используется для многоцелевых материалов и деревообработки, но и здесь было бы неплохо использовать разделительные точки. Это немного более агрессивно, быстрее удаляет более мягкие материалы и, следовательно, быстрее просверливает их.
Дикарь
Участник
- #3
135 градусов отлично подходит для дерева и пластика, некоторые люди утверждают, что 140 градусов намного лучше, но на самом деле углы заточки – это компромиссы! Другие факторы, такие как угол рельефа кромки и спираль, также важны!
Другие скажут, что параболические сверла или сверла Pilot/Bullet намного лучше по множеству веских причин.
JMHO, либо спиральные сверла, либо насадные сверла наиболее экономичны!
ТониЛ
Участник
- #4
Большое спасибо. Я думаю, что я оставлю первоначальный угол. У меня достаточно бит в обоих ракурсах, чтобы выбрать то, что я хочу. Спасибо еще раз.
Сильванит
Участник
- #5
Я предпочитаю точку разделения 135 градусов для дерева, пластика и металла. Я соответственно перезаточил свои 118-градусные биты. Если вы используете Drill Doctor для создания точек разделения, внимательно прочитайте инструкции. Задний угол для точек разделения различен.
С уважением,
Эрик
Сабахарр
Участник
- #6
Демонстрируя здесь мое невежество в этом вопросе, но для сверления неметаллических материалов, можете ли вы действительно определить разницу между градусами сверла?
ТониЛ
Участник
- #7
Я не уверен. Если бы мой Drill Doctor не допускал более одного угла, я бы даже не знал, что существует более одного угла. Как это по незнанию.
НиттаниЛион
Участник
- #8
Я большой поклонник 135. Я использовал свой DD для переточки многих своих 118 на 135. Я также использовал разделительные точки на большинстве своих.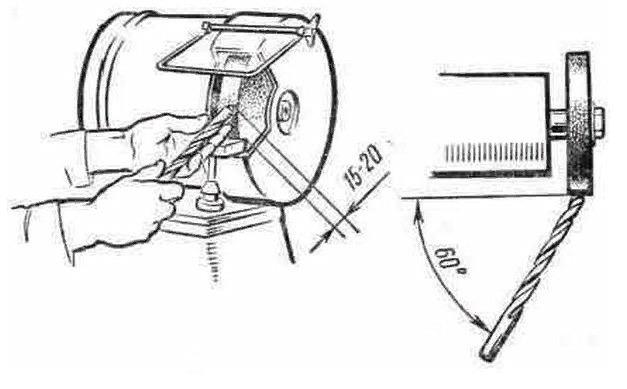
Ски_М
Участник
- #9
Сабахарр сказал:
Демонстрируя здесь мое невежество в этом вопросе, но для неметаллического сверления можете ли вы действительно увидеть разницу между сверлом °?
Нажмите, чтобы развернуть…
Как я уже упоминал, угол 118 градусов предназначен для более быстрого и агрессивного удаления материала и не подходит для более твердого материала. Вы получаете гораздо больший износ на самом кончике сверла при сверлении более твердого материала, и его нужно будет чаще перетачивать, если вы неправильно используете сверло.
Вы получаете гораздо больший износ на самом кончике сверла при сверлении более твердого материала, и его нужно будет чаще перетачивать, если вы неправильно используете сверло.
Между двумя одинаковыми сверлами, заточенными под обоими углами, вы быстрее просверлите и расчистите отверстия в мягкой древесине и более мягких твердых породах с помощью более агрессивного сверла.
С менее агрессивной насадкой у вас будет меньше вырывов в пластике, а также меньше выколов.
Дикарь
Участник
- #10
Приятное чтение объясняет, почему говорят, что выступ и спираль/поворот так же важны, как и угол сверла. Для меня это слишком технично, думаю, острое сверло и секрет удаления стружки для сверления заготовки ручки независимо от материала.
Для меня это слишком технично, думаю, острое сверло и секрет удаления стружки для сверления заготовки ручки независимо от материала.
DRILL POINT GEOMETRY by JOSEPH MAZOFF
Если вы сверлите заготовку для наборов ручек Long Click или Artisan Clicker, возможно, стоит подумать о параболическом сверле, потому что; параболические сверла чаще всего используются для глубокого сверления, параболические сверла сверлят отверстия быстрее, чем другие модели сверл, параболическая спираль позволяет стружке быстро стекать вверх, не блокируя отверстие и не требуя частого извлечения сверла для очистки от стружки. Параболические сверла редко разрушают область вокруг входных и выходных отверстий, оставляя меньше повреждений, которые необходимо исправить после сверления. Недостатком хороших параболических сверл является стоимость! Собственная только одна бита обошлась мне в 6 долларов, и я не стал их фанатом.
Я использовал насадку для пера Long Click, и у меня не было проблем!
its_virgil
Участник
- #11
Мне тоже нравится точка разделения на 135 градусов
Делай хорошие повороты каждый день!
Дон
Ски_М
Участник
- #12
Должен отметить, что если вы просто время от времени просверливаете отверстие в более мягкой древесине, 135 градусов более чем достаточно. Вы будете сверлить немного медленнее, но отверстия будут немного чище, и вам придется очищать канавки немного чаще, но сверла, безусловно, прослужат дольше между заточками.