Правка и заточка цепи на станке BG60016 :: АвтоМотоГараж
Обзор, устройство, сборка и установка станка были приведены в статье Заточной станок для пильных цепей BG60016.
В этой статье будет описана непосредственно работа на станке. И так, станок установлен и закреплён на верстаке. Далее подключаем станок к сети питания 220 вольт, и проверяем работу заточного камня на холостом ходу. Данная операция необходима для того чтобы перед началом работ выявить какие-либо в нештатные ситуации.
Органы управления заточным станком:
|
Детали и органы управления:
|
Установка пильной цепи в заточной станок.

Перед тем как установить цепь в станок необходимо ослабить винт [9] регулировки зажима цепи. Далее уложить цепь в направляющий паз поворотного столика станка.
Цепь устанавливается так, чтобы режущие звенья цепи были направлены в сторону заточного камня:
Настройка угла заточки.
После того как цепь уложена, выставляем угол заточки режущего звена. Угол заточки выставляется в соответствии с рекомендациями к затачиваемой цепи. Стандартный угол режущего звена составляет 30 градусов, большинство производителей цепей используют именно его (угол режущего звена цепи зависит от поставленной задачи, под каждую конкретную задачу выпускается своя цепь с соответствующими характеристиками, эти характеристики получены экспериментальным способом и являются оптимальными). Станок позволяет выставлять фиксированные углы: – 30, – 15, 0, 15 и 30 градусов. При необходимости можно доработать станок (нанести на станину поворотного столика дополнительные риски с необходимыми углами для заточки, в дальнейшем планирую).
Заточка.
Итак цепь установлена в станке под нужным углом. Далее нужно определиться по какой схеме будет выполняться заточка цепи:
Последовательная заточка. В процессе выполнения работ последовательно затачивается каждый резец. При этом по завершению заточки или правки каждого резца необходимо менять угол заточки с положительного на отрицательный (или наоборот, взависимости с какого резца начать). Перед началом выполнения работы необходимо пометить резец с которого начата заточки или правка.
Заточка каждого второго резца. В этом случае вначале затачиваем все левосторонние (правосторонние) резцы, потом меняем полярность и затачиваем все правосторонние (левосторонние) резцы.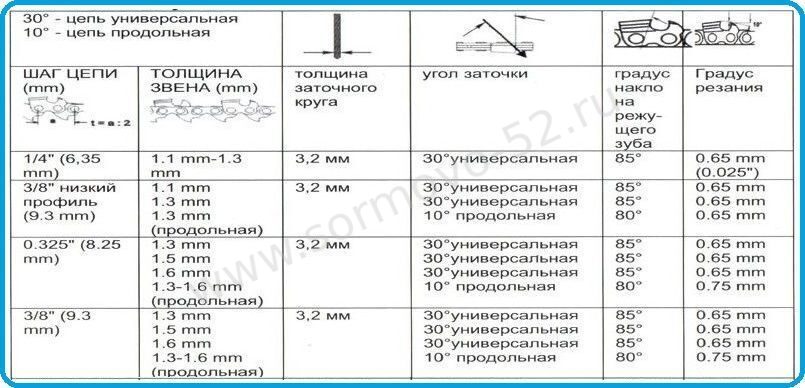 Таким образом, получается, что затачивается каждый второй резец пильной цепи, при этом сохраняем полярность и значение величины угла заточки. Полярность угла заточки меняем только один раз, (не считая первоначальный момент настройки необходимого угла заточки) когда переходим от заточки правосторонних резцов к левосторонним. Этот вариант более предпочтительней, т.к. отсутствует необходимость каждый раз переключать угол заточки резца. Скорость выполнения работы намного выше за счет уменьшения количества манипуляций. Перед началом выполнения работы необходимо пометить резец, с которого начата заточки или правка.
Таким образом, получается, что затачивается каждый второй резец пильной цепи, при этом сохраняем полярность и значение величины угла заточки. Полярность угла заточки меняем только один раз, (не считая первоначальный момент настройки необходимого угла заточки) когда переходим от заточки правосторонних резцов к левосторонним. Этот вариант более предпочтительней, т.к. отсутствует необходимость каждый раз переключать угол заточки резца. Скорость выполнения работы намного выше за счет уменьшения количества манипуляций. Перед началом выполнения работы необходимо пометить резец, с которого начата заточки или правка.
Далее, исходя из практики заточки цепи выявлено две методики непосредственной заточки режущего звена, первая по инструкции, вторая методика получена опытным путём – экспериментальная.
По инструкции (данный пункт инструкции подвергся редактированию, т.к. там написана полная ахинея):
Перед включением питания станка, медленно нажимая на рукоятку [15] до конца вниз, фиксируем нужную глубину заточки при помощи ограничительного винта [4]. Когда глубина заточки определена, выставляем резец под заточной камень (прицеливаемся) так, чтобы заточка была оптимальной (т.е. не допустить перетачивание или исключить недотачивание), затем надежно зафиксируем цепь при помощи винта [9] регулировки зажима цепи. Закрываем захват [10]. Фиксируем положение захвата цепи ручкой подачи цепи [11] и гайкой [12]. Включаем питание клавишей [1]. И медленно нажимая на рукоятку [15] до конца вниз, точим. В конце заточки режущей части зуба цепи, абразивный диск прижимаем книзу слегка. Повторяем процедуру фиксирования звена цепи и заточки для каждого резца. При непосредственной заточке резца винты [4], [9] должны оставаться плотно зажатыми до тех пор, пока рукоятка [15] не возвращена в исходное положение.
Когда глубина заточки определена, выставляем резец под заточной камень (прицеливаемся) так, чтобы заточка была оптимальной (т.е. не допустить перетачивание или исключить недотачивание), затем надежно зафиксируем цепь при помощи винта [9] регулировки зажима цепи. Закрываем захват [10]. Фиксируем положение захвата цепи ручкой подачи цепи [11] и гайкой [12]. Включаем питание клавишей [1]. И медленно нажимая на рукоятку [15] до конца вниз, точим. В конце заточки режущей части зуба цепи, абразивный диск прижимаем книзу слегка. Повторяем процедуру фиксирования звена цепи и заточки для каждого резца. При непосредственной заточке резца винты [4], [9] должны оставаться плотно зажатыми до тех пор, пока рукоятка [15] не возвращена в исходное положение.
Недостатком вышеуказанной методики является то , что приходиться долго «прицеливаться» чтоб не сточить лишнего, потом зажимать звено, и всё равно, даже если хорошо прицелиться заточной диск снимает немного больше чем надо либо меньше. Так же каждый раз перед прицеливанием необходимо выключать питание станка, а после его заново включать.
Экспериментальная методика заточки (рациональная):
Весь смысл данной методики заточки заключается в том, чтобы контролировать подачу резца во время заточки, тем самым предотвратить его перетачивание или исключить недотачивание. И так, цепь установлена в станке под нужным углом. Используем схему заточки каждого второго резца (см. выше). Далее …, а на этом этапе начинается расхождение с инструкцией. При помощи винта [9] зажимаем цепь так чтобы она не болталось в направляющем пазу поворотного столика станка, но чтоб при этом её можно было бы при помощи захвата [10] и путём вращения ручки подачи цепи [11] подавать в перёд. Как только с этом моментом определились, необходимо зафиксировать глубину заточки резца при помощи ограничительного винта [4]:
Включаем питание станка, и в перёд, точим!
И ещё при использовании данной методики отсутствует необходимость в постоянном передёргивании питания заточного станка, когда начинаем затачивать следующий по очереди резец.
Примечание (относится к любой методике заточки):
Следует избегать слишком глубокую заточку звена цепи, так как это может снизить прочность звена, и как следствие сокращение срока службы цепи. При заточке необходимо ориентироваться надо на длину самого затупившегося зубца. По завершению работы по заточке резцов, длины всех верхних граней режущих звеньев должны быть одинаковыми (или приблизительно одинаковыми).
Каждое режущее звено имеет ограничитель глубины, регулирующее глубину проникновения зубца цепи внутрь древесины. После того как все резцы заточены (и левосторонние и правосторонние), нужно по шаблону сточить ограничительный зуб (если это необходимо).
Стачивание зуба-ограничителя.
Наложить шаблон для зуба-ограничителя и по необходимости, используя плоский напильник сточить зуб-ограничитель до уровня шаблона.
Шаблон может имееть два положения:
Н «hard» (твердый) для твердой породы дерева;
S «soft» (мягкий) для мягкой породы дерева.
Если стачивать зуб-ограничитель без контроля, то можно «запилить» его слишком низко. В таком случае цепь будет «сгрызать» много дерева, а это в свою очередь приведёт к увеличению риска отдачи, усилению вибрации, ухудшении точности пиления и снижению ресурса инструмента.
И в завершении.
По итогам всех работ, цепь продуть сжатым воздухом и проложить не некоторое время в подходящую ёмкость с чистым маслом. Время «замачивания» цепи в масле каждый определяет для себя сам, моя схема такова: если нужно продолжать работу срочно этой же цепью (что бывает редко), то на пять минут, если время терпит, то на весь день.
как точить цепь Stihl и другие для продольного и поперечного пиления? Устанавливаем правильный угол наклона при заточке электропилы
Заточка цепи бензопилы – обязательная процедура, даже если пила используется лишь изредка. Конечно, регулярная работа в лесу потребует более частой заточки, но даже если пилить на садовом участке разного рода деревянные обрезки и отходы, рано или поздно необходимость в заточке возникает. Как и любое дело, заточка цепей имеет свои нюансы и тонкости. Именно по этой причине некоторые прибегают к помощи специалиста. Но не меньшее число пользователей пытаются научиться этой операции и постепенно нарабатывают опыт в восстановлении свойств пильной цепи.
Конечно, регулярная работа в лесу потребует более частой заточки, но даже если пилить на садовом участке разного рода деревянные обрезки и отходы, рано или поздно необходимость в заточке возникает. Как и любое дело, заточка цепей имеет свои нюансы и тонкости. Именно по этой причине некоторые прибегают к помощи специалиста. Но не меньшее число пользователей пытаются научиться этой операции и постепенно нарабатывают опыт в восстановлении свойств пильной цепи.
Один из наиболее важных параметров – это угол заточки цепи.
В данном материале как раз и постараемся обсудить особенности именно этого параметра.Влияющие факторы
Потребность в заточке цепи бензопилы возникает неизбежно. Неопытный пильщик нередко касается работающей цепью грунта. Любое касание земли в процессе работы приводит к затуплению рабочей поверхности зубьев, даже если оно было коротким.
Пиление старых материалов, оставшихся после разбора деревянных зданий и сооружений, таящих в себе кроме минеральной пыли еще и часто невидимые гвозди или шурупы, может вывести из строя даже новую, прекрасно заточенную цепь. Ну и, конечно, интенсивная работа, например, на валке леса, требует практически ежедневной заточки зубьев, иначе выполнение нормы будет просто невозможно.
Определить необходимость заточки можно по рядку признаков. Наиболее заметный из них – это форма и размер опилок, образующихся при работе. Крупные «квадратные» опилки – признак нормальной заточки, если же опилки становятся мелкими, а в их структуре видны рваные волокна древесины – цепь пора точить.
Конечно, опытный пильщик способен вовремя заметить возрастающие усилия, которые приходится прикладывать для совершения реза. Постепенно растущая вибрация также выдаст затупившуюся цепь. Но последние два фактора проявляются постепенно, что на фоне общего утомления может быть и не замечено неопытным пользователем, а вот опилки заметны всегда.
Но последние два фактора проявляются постепенно, что на фоне общего утомления может быть и не замечено неопытным пользователем, а вот опилки заметны всегда.
К сожалению, универсального угла заточки цепи бензопилы не существует. Так, для древесины мягких пород допустим больший угол, тогда как твердые породы требуют меньшего угла заточки. И в том и в другом случае правильный угол заточки цепи позволяет избежать ряда неприятностей:
- перерасхода топлива;
- излишних вибраций, вызывающих быстрый износ узлов;
- повышенной нагрузки на мышцы и связки пильщика.
При продольном пилении малые углы заточки тоже предпочтительнее. Пиление замерзшей древесины, даже мягких пород, также потребует более острого угла заточки.
Опытные пильщики рекомендуют не точить каждый раз одну и ту же цепь под разными углами, а завести несколько цепей, на которых заранее произвести заточку под различные условия работы.
Это позволит сэкономить время и продлит срок службы каждой из цепей.
Как точить с учетом разных обстоятельств?
Как уже отмечалось, точить цепь под постоянным углом для работы с различной древесиной неэффективно. Получить оптимальную производительность при минимальном расходе топлива и ресурса самой пилы можно лишь задав верный угол при заточке рабочих поверхностей цепи. Для этого многие серьезные производители, в частности Stihl, разработали специальные приспособления, позволяющие точить цепь под различными углами наклона напильника к продольной плоскости цепи. Положений как минимум два: для мягкой и для твердой древесины. Для продольного пиления чаще используют цепи, заточенные для поперечного распила твердой древесины, хотя специалисты рекомендуют задавать еще более острый угол.
Важно понимать, что никакой разницы в заточке цепи для электропилы нет, у нее лишь иной силовой привод.
Для работы с твердой древесиной
Пилить твердую древесину, ожидаемо, труднее. Потому она и названа твердой. К деревьям с твердой древесиной относят представителей широколиственных лесов: ясень, бук, березу, вяз, клен, дуб, орешник.
Для успешной пилки древесины этих пород угол заточки должен быть не более 25°. На первый взгляд это должно снизить производительность, но именно с таким углом пила может работать оптимально. Конечно, распилить можно и при большем угле, но при этом двигателю придется давать большие обороты, что вызовет перерасход топлива и излишнюю нагрузку на узлы и детали самой пилы, да и на руки и спину пильщика. Правильно заточенная цепь при работе будет давать крупные четырехугольные опилки.
Часто для продольного пиления любой древесины используют именно такой угол заточки. В комплекте с некоторыми пилами Stihl идет специальная направляющая планка для заточки цепи с двумя направляющими, регулирующими угол, под которым будет двигаться круглый напильник.
Для мягкого дерева
К деревьям с мягкой древесиной принято относить как хвойные (ель, лиственницу, сосну, пихту, кедр), так и некоторые лиственные деревья (ольха, липа, осина, черный и бальзамический тополя, ива).
Если необходимо распилить древесину этих пород поперечным пропилом, лучше взять цепь с углом заточки около 35°.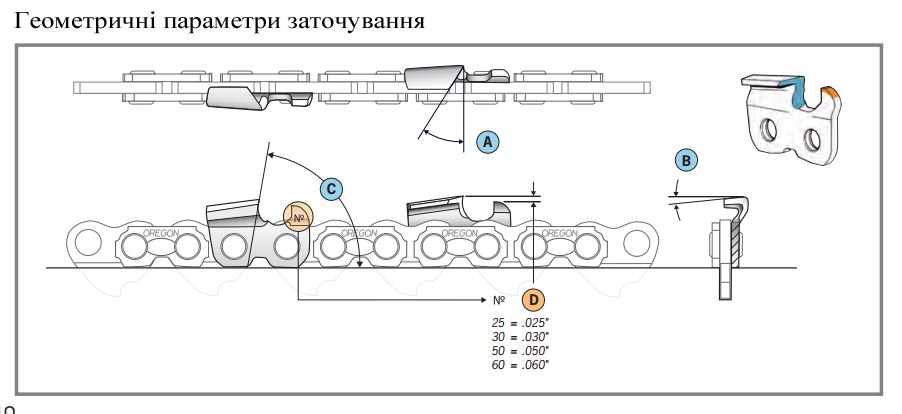 Это позволит оптимально использовать мощность двигателя. Пропил получится ровным, а опилки будут крупными, прямоугольной формы.
Это позволит оптимально использовать мощность двигателя. Пропил получится ровным, а опилки будут крупными, прямоугольной формы.
Для продольного пиления мягкой древесины лучше прибегнуть к цепи с заточкой в 25°. Волокна в этом случае распределяются неравномерно, и участки низкой плотности могут чередоваться с участками повышенной плотности древесины, что потребует увеличения оборотов двигателя пилы.
При большом угле заточки это может вызвать слишком резкие рывки всего механизма и, как следствие, перегрев двигателя и перерасход топлива.
Как правильно устанавливать?
Если форма опилок начала меняться, и они все более стали напоминать иглы, представляющие собой рваные волокна древесины, пришла пора точить цепь.
Хорошо, если есть сменные цепи и можно продолжить работу, просто установив цепь, заранее заточенную под нужным углом. Если же заменить цепь невозможно, придется либо продолжить работу с повышенным расходом ресурсов пилы, топлива и невзирая на собственную усталость, либо остановиться и приняться за заточку цепи.
Если процесс происходит на даче или на приусадебном участке, для заточки цепи лучше разместиться в относительно комфортных условиях, зажав шину пилы в тисках, установив заточное устройство под нужным углом.
Например, компания Stihl снабжает направляющую планку маркировкой. В случае продольного пиления или работы с твердыми породами дерева планка устанавливается в положение Hard. Для древесины мягких пород деревьев планка устанавливается в положение Soft.
Если же направляющая планка без обозначений, в этом случае перед заточкой лучше внимательно изучить инструкцию. Как правило, на направляющих планках наносится специальный транспортир, позволяющий установить нужный угол.
Как правило, на направляющих планках наносится специальный транспортир, позволяющий установить нужный угол.
Некоторые мастера способны определить угол заточки на глаз, однако без соответствующего навыка этим лучше не увлекаться. Разный угол заточки зубьев цепи приводит к увеличению вибрации во время работы, что пагубно не только для инструмента, но и для здоровья того, кто им будет пользоваться.
Заточку, произведенную без необходимых инструментальных измерений, например, в лесу в условиях возникшей необходимости, лучше повторить по возвращении домой, с использованием всех имеющихся для этого приспособлений.
Угол заточки цепи бензопилы в видео ниже.
Заточка цепей для электропил: способы, лайфхаки и советы от профи — VICTAR
Как осуществляется заточка цепей для электропил? Способы. Преимущества и недостатки. Читайте, чтобы не совершать распространенных ошибок!
Каждая пила требует обслуживания – самая распространенная проблема заключается в застревании пилы в древесине. Это опасно и чревато последствиями.
Цепь выкидывать необязательно, всё решает заточка цепей для электропил. Однако если сделать это неправильно, на шину идет неравномерное давление, а значит она истирается в местах работы, разбивается внутренний паз и горит хвостик.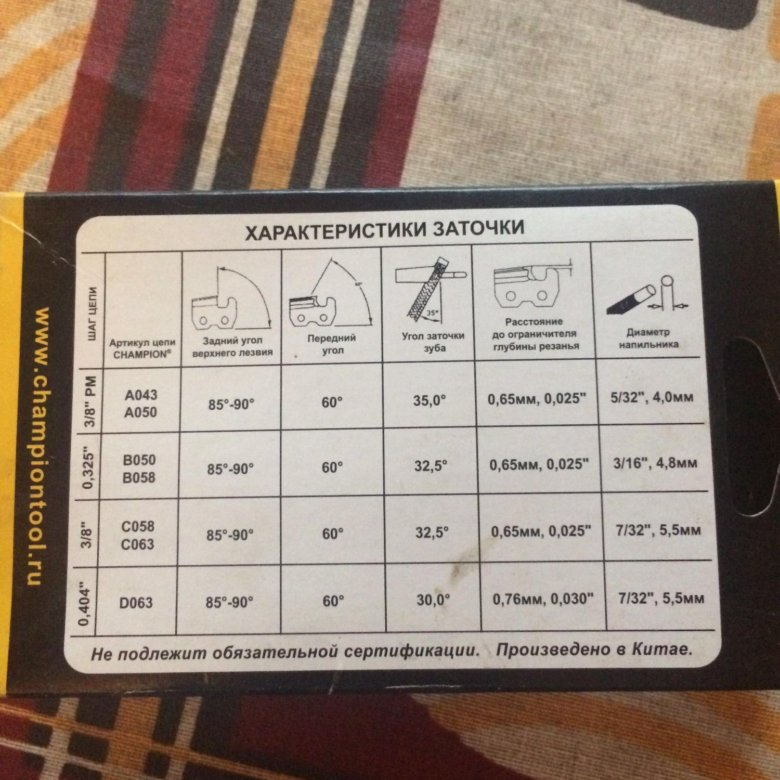 Проблему игнорировать не стоит – вы рискуете повредить звездочки.
Проблему игнорировать не стоит – вы рискуете повредить звездочки.
Если опилки поменяли форму и состоят из мелкой пыли, пора узнать, как правильно заточить цепь электропилы, сколько это стоит, и какие способы предлагают профессионалы.
Как осуществляется заточка цепей для электропил? Советы от профи.
При работе затупившейся или неправильно заточенной цепью идёт давление на шину – неравномерное истирание в местах работы, разбивается внутренний паз, горит хвостовик, что ведёт к износу ведущей и ведомой звёздочки. Именно поэтому для продления срока службы цепи и всей пильной гарнитуры в целом необходимо руководствоваться рекомендациями по заточке, обращаться к профессиональным мастерам и внимательно следить за состоянием своего рабочего инструмента.
Как понять, что цепь затупилась
Срок эксплуатации электропилы напрямую зависит от качества обслуживания – если вы своевременно осуществляете заточку цепи, пила будет работать долго и пилить качественно.
Перед тем как поточить цепь на электропиле необходимо убедится в необходимости – тупая цепь снижает производительность инструмента, возникают проблемы:
- Спилы становятся кривыми
- Расход электроэнергии увеличивается
- При пилении образуется мелкая стружка, похожая на пыль
- Требуется больше усилий для распила
- Снижается скорость работы
- Цепь провисает и растягивается
Срок службы цепи продлевается только при заточке напильником по шаблону! При этом соблюдается угол заточки и круглая форма кромки зуба, металл стачивается равномерно, не повреждается нижняя часть зуба. Замечено, что срок службы цепей продлевается в 2 раза, если точить их вручную напильником, а не на заточном станке.
При работе напильником важно:
- точить в направлении только от себя (!)
- правильно подобрать диаметр напильника к вашему типу пилы.
- следить, чтобы заточенные зубья имели одинаковый размер.
Мы рекомендуем:
– начинать точить цепь нужно от самого худшего зуба. Избегать такой заточки, когда один зуб короче других.
Избегать такой заточки, когда один зуб короче других.
– затачивать нужно все зубья пилы, это гарантирует равномерность работы цепи, без сбоев и рывков.
– при правильной заточке: ограничивающий зуб находится ниже режущего
– ограничительный зуб срезается плоским напильником и по шаблону. Отметка Hard для работ зимой и с сухой древесиной, soft – летом и с влажной. Полное стачивание ограничительного зуба – одна из причин порыва цепи.
– при заточке цепей для продольного пиления выставляется угол 10 градусов, для поперечного пиления – 30.
Способы заточки пилы
Мы рекомендуем только проверенные и эффективные способы, которые помогут не только осуществить заточку, но и продлить срок ее службы.
Способов несколько:
Обоймой напильников.
Заточка напильником по шаблону на пиле.
Ручным станком
На стационарном станке
Народные способы заточки цепей
Есть и другие способы заточки, которые используют «в народе». У них есть ряд недостатков, о которых вы должны знать до того, как потратите время на подготовку:
У них есть ряд недостатков, о которых вы должны знать до того, как потратите время на подготовку:
- Дрелью или шуруповертом
Осуществляется достаточно быстро, однако некачественно. Угол заточки не соблюдается, поэтому затачивается только нижняя кромка зуба и риск разрыва увеличивается. После первых дней работы с такой цепью есть риск появления стружки, сгорания шины и самой цепи.
Быстрый способ заточки, который имеет ряд существенных недостатков:
– не соблюдается угол заточки,
– не затачивается верхняя кромка зуба, больше стачивается его нижняя часть.
– после непродолжительной работы пилы начинает лететь стружка, горит шина и цепь.
– напильник при такой заточке быстро изнашивается, засаливается, расход напильников увеличивается.
– повышается риск разрыва цепи, т.к. истачивается соединительное звено до заклёпки.
Можно использовать специализированный инструмент для заточки цепей с насадками из абразивного камня.
- УШМ (болгаркой)
При работе таким способом также не соблюдается угол заточки. Если передержать, зубья начинают синеть, метол смягчается и тупится быстрее.
При заточке цепи болгаркой также не соблюдается угол заточки (на фото зуб слева). Кромка заточки образуется прямая, а не округлая как на правом зубе на фото.
– Кроме того, с болгаркой легко передержать, зубья синеют, металл становится мягче, быстрее тупится.
– При перегреве скалывается хромовое покрытие зубьев.
– Опасность разрыва диска.
*** При заточке болгаркой не хромированных цепей метал закаливается становится твёрже и его сложнее подправить напильником при следующей заточке.
Подробнее о «народных» способах заточки на видео:
Как наточить цепь электропилы: видео и советы профессионалов
Наши клиенты и партнеры не раз производили заточку цепей, и всегда делятся отличными лайфхаками. Самое главное, учесть следующие факторы:
Самое главное, учесть следующие факторы:
- Точите цепь, начиная с самого худшего зуба, т.к. он не должен быть короче других
- Следите, чтобы ограничивающий зуб всегда был ниже режущего (но не стачивался полностью!)
- Всегда следите за отметками Hard и Soft: первая служит для работ зимой (сухая древесина), а вторая летом (влажная древесина)
- Затачивайте сразу все зубья цепи, чтобы она работала без рывков
- Угол заточки цепи для электропилы: 10 для продольного пиления, 30 для поперечного
Смотрите как продлить срок службы цепи после заточки:
Если вы не располагаете ресурсами и временем, обязательно узнайте, где заточить цепь для электропилы в вашем городе. Профессионалы сделают это быстро, качественно и недорого!
Профессионалы сделают это быстро, качественно и недорого!
Как заточить цепь пилы? – Группа компаний “САВА”
Говоря “пила”, мы подразумеваем цепную бензиновую или электрическую пилу.
Проблема затупившихся зубьев цепи бензопилы (или электропилы) проявляетcя постепенно. Те, кто владеет инструментом не так давно, часто затрудняются с определением момента заточки.
Когда же необходимо заточить цепь?
-
Работа эта не сезонная и проводится лишь при необходимости.
-
Если вы стали замечать, что нагружаете пилу больше обычного, а привычные операции делаются дольше – это первые симптомы снижения остроты зубьев.
-
Абсолютный визуальный признак – во время пиления отделяются очень мелкие опилки. Притупленный металл за один проход сдирает меньше древесины, чем положено
-
Самый яркий сигнал к заточке – коричневые опилки, обугливание места пиления.


Чем заточить цепь?
Мы рекомендуем точить цепи в сертифицированных сервисных центрах, хотя многие это мнение не поддерживают – в основном из-за мнимой экономии.
Заточка профессионалом на станке – залог правильного выполнения всех процедур , что в конечном счете продлевает жизнь цепи и уже по-настоящему экономит деньги.
Но реальность такова, что может понадобиться привести в порядок цепь самостоятельно. К таким случаям тоже нужно готовиться заранее и запастись правильным инструментом:
- Круглый напильник соответствующего диаметра. Самый важный игрок в деле заточки. Но работать одним лишь напильником не стоит! Вручную вы не сможете надежно стабилизировать бензопилу (электро), в результате угол заточки у каждого зуба будет свой.
Таблица размеров напильников в зависимости от шага цепи
|
Шаг зубьев цепи |
Диаметр напильника |
|
¼ дюйма |
4,8 мм |
|
¼ дюйма, Picco |
4,0 мм |
|
3/8 дюйма |
5,2 мм |
|
3/8 дюйма, Picco* |
4,0 мм |
|
0,404 дюйма |
5,5 мм |
*Picco – низкопрофильные цепи с твердосплавными звеньями, которыми комплектуются некоторые пилы STIHL.
-
Плоский «бархатный» напильник или близкий к нему, для стачивания ограничителя. Об ограничителе подробнее дальше
-
Струбцина или тиски для фиксации шины. Подойдут любые зажимы, которые могут надежно зафиксировать пилу
-
Направляющая, державка или шаблон для соблюдения угла заточки.
Некоторые производители выпускают готовые наборы для цепей.
Круглый напильник и направляющую одновременно может заменить специальный ручной инструмент для заточки цепей. Он устроен так, что закрепляется на шине под нужным углом.
Как проводить заточку?
-
Поставьте пилу на ровную прочную поверхность.
-
Выставьте первый зуб примерно на середину шины.
На всякий случай, сделайте метку рядом с ним на цепи (например, спиртовым маркером), чтобы не увлечься и не пойти по второму кругу.
- Зажмите тормоз цепи.
-
Закрепите шину в струбцину или тиски.
-
Строго соблюдая угол с помощью шаблона или направляющей, делайте движения напильником от внутренней стороны зуба к внешней (или от корпуса пилы к окончанию шины).
 На всякий случай, сделайте метку рядом с ним на цепи (например, спиртовым маркером), чтобы не увлечься и не пойти по второму кругу.
На всякий случай, сделайте метку рядом с ним на цепи (например, спиртовым маркером), чтобы не увлечься и не пойти по второму кругу.
-
Старайтесь не переусердствовать с движениями напильника. Для начала достаточно 2-3. Следите, чтобы их количество было равным для каждого зуба.
-
Если зубья изношены по-разному, то равномерности заточки придется добиваться на глаз. Однако, это еще и повод задуматься о правильности использования пилы. По-хорошему, износ должен быть равномерный.
-
Следующий зуб тоже вытягивайте на середину шины.
Это наиболее надежное и комфортное положение.
-
Следует наблюдать за разницей по высоте между рабочим зубом и ограничителем. Ограничитель обычно обрабатывается после 2-3 заточки режущего зуба.
-
Углы заточки, шаг цепи, разницу высоты между зубом и ограничителем проверьте в инструкции к пиле или цепи.
 Это наиболее надежное и комфортное положение.
Это наиболее надежное и комфортное положение.
Как видите, процедура весьма хитрая и требует практики. Желаем продуктивной работы с пилой!
Каким должен быть угол заточки цепи бензопилы и как его правильно выбрать?
Люди, которые имеют в хозяйстве бензопилу, часто сталкиваются с такой проблемой, как износ зубьев цепи. Это характеризуется длительным использованием инструмента без заточки. Понять, что зубья цепи вышли из строя, не составит большого труда. Это можно определить по стружке, которая образуется в ходе работы с каким-либо материалом. В случае затупленной цепи, стружка выходит мелкой, так как кромка мнет древесину, а не режет ее должным образом.
Зубцы цепи бензопилы имеют сложную форму, зависящую от направления движения цепи. У зубцов есть рабочие кромки:
- боковые;
- верхние.
Так как основное усилие реза приходится на рабочий угол, то от этого будет зависеть последующая работа, на какой угол заточить зуб. Перед началом использования инструмента, следует провести пробные работы с ним и произвести осмотр, результаты которого помогут:
- В установке наличия признаков затупления.
- В проверке усилия подачи.
- При определении наличия вибраций цепи.
- При осмотре внешнего вида разрезанного торца.
В ходе всех вышеперечисленных операций можно определить, нужна заточка цепи или нет. Если на дереве обнаружились сколы и вмятины после того, как была произведена распилка, то это говорит о том, что необходимо заточить цепь.
Конфигурация зуба бензопилы и углы заточки
Параметры, которые характеризуют режущую кромку зуба:
- ширина;
- толщина;
- угол заточки.
У любой модели инструмента есть свой шаг зубьев, его значение связано с мощностью бензопилы и крутящим моментом.
Угол заточки цепи бензопилы
Данный параметр напрямую зависит от того, как будет использоваться инструмент. Это может быть либо продольное пиление, либо поперечное. В продольном пилении сопротивление древесины значительно выше, следовательно, кромка зуба должна быть максимально острой. Это говорит о том, что заточку следует проводить гораздо чаще. Измерение угла заточки выполняется определением угла между верхней кромкой и линией, которая находится перпендикулярно к направляющей цепи.
Угол заточки на цепи бензопилы можно менять. Это зависит от работ, которые будут проделываться данным инструментом. Чем тверже древесина, тем меньше должно быть значение угла. Если нет возможности отдать цепь на заточку мастеру, в таком случае это можно произвести самостоятельно. Для подобной процедуры понадобится круглый напильник или станок. Если было принято решение затачивать напильником, то в этом случае стоит правильно его расположить по отношению к зубу, который будет затачиваться. Инструмент следует разместить перпендикулярно оси цепи, а угол должен составлять 25-30 °С к верхней кромке. Для того чтобы заточить ограничитель, одного круглого напильника будет мало, для этой цели необходим напильник плоской формы.
Инструмент следует разместить перпендикулярно оси цепи, а угол должен составлять 25-30 °С к верхней кромке. Для того чтобы заточить ограничитель, одного круглого напильника будет мало, для этой цели необходим напильник плоской формы.
Читайте также: Какая самая маленькая бензопила
Упростить задачу заточки может станок. С таким приспособлением процесс будет более удобным и комфортным для владельца бензопилы. Данное устройство оборудовано электроприводом и специализированными кругами для заточки. Существует большое количество таких агрегатов, но если дело касается бытовой заточки, а не профессиональной, тогда лучше всего приобрести компактный станок, чтобы он не занимал много места.
Как выбрать нужный станок
Если дело дошло до покупки станка заточки цепи бензопилы, стоит обратить внимание на следующие критерии:
- обработка зубьев разной толщины верхней кромки;
- возможность регулировать углы заточки;
- присутствие сменных шлифовальных дисков.

Это основные элементы, которые требуют повышенного внимания при покупке станка. О них следует помнить всегда. Если приобрести ненадлежащий станок или упустить один из вышеперечисленных элементов, то заточка зубьев может быть некачественной.
Также для заточки зубцов существуют ручные станки. Такие механизмы делятся на два типа:
- стационарные;
- мобильные.
Мобильные станки имеют малый вес, что позволяют хозяину бензопилы затачивать зубья в различных удобных местах. Данные станки также имеют возможность фиксации движения напильника под назначенным углом и исключают вероятность отклонения от курса, который был задан.
Стоит отметить такую особенность, что автоматизированные станки редко используются даже профессионалами. Чаще всего специалисты отдают предпочтение напильникам. Этот способ заточки зубцов цепи является намного практичнее. При использовании напильников все происходит намного точнее, ведь с их помощью можно заточить каждый зуб по отдельности, и такой способ будет залогом длительного срока служения инструмента.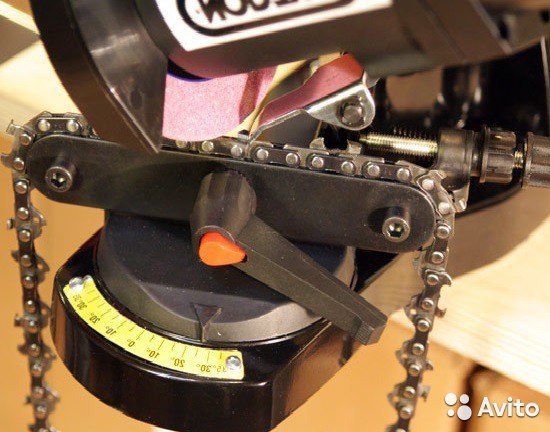
При заточке цепи бензопилы следует придерживаться определенных технологий, которые приведены в данном материале. Это поможет наиболее качественно сделать острую цепь, а также упростит работу с древесиной, тем самым позволяя тратить меньше энергии и сил на процесс распиливания. В любом случае, если появились подозрения на то, что бензопила стала работать хуже обычного, стоит обратить внимание на остроту зубцов. Если они затупились, нужно принять меры для устранения подобной проблемы. И не нужно забывать, что при хорошем уходе за инструментом он прослужит не один год и сможет значительно облегчить жизнь.
Заточка цепи бензопилы своими руками
При использовании бензопилы даже при условии тщательного соблюдения инструкций производителя требуется производить заточку режущих и ограничительных элементов. На ухудшение производительности и качества работы влияют несколько факторов:
На ухудшение производительности и качества работы влияют несколько факторов:
- интенсивность использования;
- тип древесины (мягкая или твёрдая), работа в зимний период с мёрзлым деревом;
- взаимодействие зубьев с грунтом и другими твёрдыми предметами.
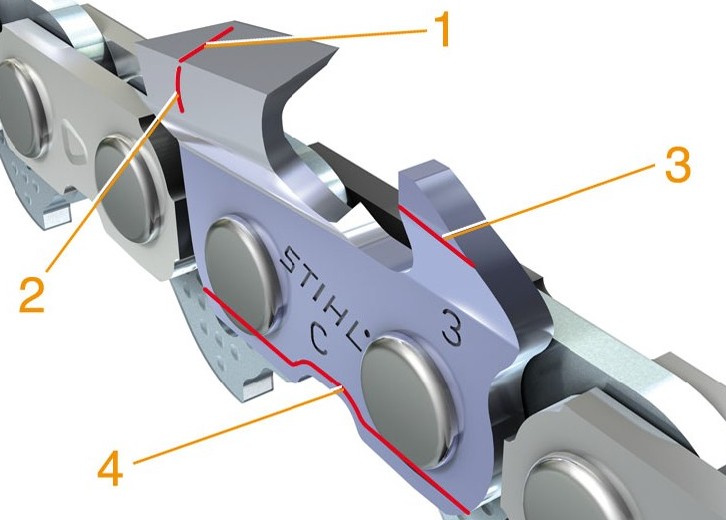
Режущие зубья бензопилы имеет сложную геометрическую форму, которые обеспечивают быстрый и качественный распил древесины, данные звенья имеют две кромки, выполняющие разные функции. Боковое лезвие расширяет область пропила и создаёт пространство для свободного движения цепи и шины. Верхнее, работающее по принципу рубанка со скошенным углом, определяет направление движения цепи и осуществляет именно сам распил.
Глубина захвата древесины продольной кромкой определяется ограничителем, который влияет на величину заглубления зуба, толщину получаемой стружки и производительность. Стандартный перепад высоты между ограничителем и режущей кромкой составляет 0,5-0,8 мм. Большая величина используется при работе с мягкими породами древесины и увеличивает производительность, малый перепад устанавливается для распила твёрдых пород.
Большая величина используется при работе с мягкими породами древесины и увеличивает производительность, малый перепад устанавливается для распила твёрдых пород.
Заточка (правка) режущих кромок и высоты ограничителя осуществляется при изменении качества стружки во время распила. При затуплении зубьев стружка становится мелкой, появляется необходимость прилагать большие физические усилия, расход масла и топлива увеличивается, а так же появляется вибрация и неравномерность хода цепи в момент распила.
Заточка зубьев может выполняться несколькими способами: вручную, с использованием приспособлений и с помощью специальных полуавтоматических или автоматических станков.
Заточка цепей своими руками
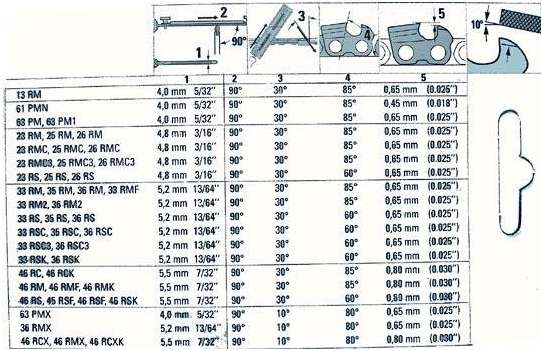
Для правки лезвий элементов зуба используется специальный круглый или плоский напильник для заточки цепей. В зависимости от модели бензопилы и типа используемой цепи напильники различаются по диаметру и размеру насечек.
- При самостоятельной заточке лезвий следует придерживаться следующих правил:
- все зубья затачиваются с одинаковым физическим усилием, прижимающим напильник к обрабатываемой (затачиваемой) поверхности;
- количество движений напильника должно быть одинаковым для всех режущих элементов;
- угол заточки элементов выдерживается идентично и зависит от предписаний производителя.

В случае повреждения элементов цепи после взаимодействия с твёрдыми предметами заточку начинают с зуба, получившего наибольшее повреждение, а остальные режущие элементы подгоняют под полученные размеры и углы. Различные модели бензопил имеют разный угол заточки цепи. Он зависит от предполагаемого типа древесины (мягкая или твёрдая), продольного или поперечного распила, мощности агрегата и интенсивности использования. Следует учитывать, что уменьшение угла зуба по отношению к распиливаемой древесине уменьшает вибрацию бензопилы, позволяет более лёгкое вхождение режущей кромки в дерево, увеличение временного промежутка между заточками, но при этом уменьшает производительность инструмента.
Угол расположения лезвия относительно распиливаемой древесины определяется ограничителем, расположенным перед режущей кромкой зуба. Желаемая величина достигается с помощью плоского напильника и специального шаблона, имеющего надписи Soft (мягкая) и Hard (твердая) древесина. Для обеспечения необходимого и одинакового угла заточки применяются различные устройства, позволяющие точно фиксировать напильник относительно затачиваемой поверхности и выдерживать заданный угол и производить заточку непосредственно на бензопиле, что значительно экономит время.
Для обеспечения необходимого и одинакового угла заточки применяются различные устройства, позволяющие точно фиксировать напильник относительно затачиваемой поверхности и выдерживать заданный угол и производить заточку непосредственно на бензопиле, что значительно экономит время.
Производить заточку элементов цепи на самом агрегате нежелательно в связи с невозможностью гарантировать полное удаление металлической пыли, имеющей абразивные свойства, которые в дальнейшем приведут к быстрому износу или поломке бензопилы.
В полуавтоматических и автоматических станках используются диски для заточки цепей. Они позволяют достигать более качественного результата за меньший промежуток времени. Данные станки эффективны на предприятиях с высокой интенсивностью использования бензопил при восстановлении режущих элементов, в случаях взаимодействия цепи с грунтом, камнями и металлическими предметами, когда происходит значительное разрушение лезвий.
Купить станок для заточки цепей бензопил можно в специализированных сервисах и торговых предприятиях, производящих обслуживание и реализацию бензопил и комплектующих. Станки для заточки цепей разделяются на стационарные и мобильные, производят отдельные операции или весь комплекс мероприятий после первичной настройки. Большой популярностью у частных лиц и предприятий пользуются станки для заточки цепей фирмы STIHL выпускаемые двух типов: мобильные (FG1) или стационарные (FG2). Конструкция мобильной модификации позволяет производить заточку цепи, устанавливая станок непосредственно на шину бензопилу.
Станки для заточки цепей разделяются на стационарные и мобильные, производят отдельные операции или весь комплекс мероприятий после первичной настройки. Большой популярностью у частных лиц и предприятий пользуются станки для заточки цепей фирмы STIHL выпускаемые двух типов: мобильные (FG1) или стационарные (FG2). Конструкция мобильной модификации позволяет производить заточку цепи, устанавливая станок непосредственно на шину бензопилу.
Заточка цепей бензопил STIHL
Рекомендации для операторов Харвестеров
10.12.2018
Рекомендации для операторов ХарвестеровПравило. Никогда не использовать старую пильную цепь на новой ведущей звёздочке и новую пильную цепь на старой (изношенной) ведущей звёздочке.
Помним, что пилит не машина, пилит пильный аппарат. Пильный аппарат это ведущая звёздочка, пильная цепь и пильная шина. Это единый механизм.
Пильный аппарат это ведущая звёздочка, пильная цепь и пильная шина. Это единый механизм.
Рекомендуемый комплект для использования:
* ведущая харвестерная звёздочка
* 10 пильных харвестерных цепей
* 2 пильных харвестерных шины
Ведущая харвестерная звёздочка.
Ведущая звёздочка подлежит замене после использования максимум 10 пильных цепей или при достижении глубины износа 0,6 мм или при повреждении.
Пильные харвестерные цепи.
Пильные цепи используются методом ротационной замены одновременно.
Заточка пильной цепи (правка) осуществляется с помощью круглого напильника
диаметром 5,5 мм с использованием направляющей обоймы напильника (имеются риски угла заточки).
Заточку (правку) цепи необходимо производить минимум 2 раза в рабочую смену.
После 5-8 заточек цепи напильником необходимо проверить и отрегулировать (при необходимости) высоту ограничителя глубины пропила режущих звеньев цепи. Высота ограничителя глубины пропила всех режущих звеньев цепи должна быть одинакова (1,25 мм относительно кромки режущего зуба)
Высота ограничителя глубины пропила всех режущих звеньев цепи должна быть одинакова (1,25 мм относительно кромки режущего зуба)
В случае повреждения режущих звеньев необходимо с помощью заточного станка привести поврежденные режущие звенья в порядок, сточить поврежденный участок до чистого хрома с соблюдением необходимого угла заточки верхней кромки режущего звена. Стандартный угол заточки 35 градусов, при пилении твёрдой и мерзлой древесины угол заточки 25 градусов. Все режущие звенья должны быть одинаковой длинны. После заточки на станке обязательно подправить (шлифануть) все режущие звенья с помощью круглого напильника (один-два раза каждый резец). Отрегулировать высоту ограничителя глубины пропила.
Пильная харвестерная шина.
Пильная шина ежедневно для равномерного износа направляющих рельс переворачивается. Паз шины и отверстие для смазки необходимо очищать от опилок и грязи летом -ежедневно (или при замене пильной цепи), при отрицательных температурах окружающей среды – через каждые 3-4 часа работы.
При появлении заусениц на рельсах шины как сбоку, так и сверху, удалить их с помощью плоского напильника. Направляющий рельс необходимо поддерживать в идеально ровном состоянии.
Смазка харвестерной цепи и шины.
Для смазки цепи и шины необходимо использовать адгезионное цепное масло, которое обеспечивает масляную плёнку на рельсах шины, смазку подшипников (соединений) пильной цепи. Использование отработанного масла, масла для для двигателей внутреннего сгорания, гидравлического масла, трансмиссионного, трансформаторного и др. текучих горюче-смазочных материалов категорически запрещается. При температуре окружающей среды -5 градусов и ниже масло необходимо разбавлять на 25% керосином или дизельным топливом.
Для оборудования рабочего места по ремонту и обслуживанию пильного аппарата необходимо иметь:
1. Станок расклепочный 24548B с запасными пробойниками. Ресурс пробойника – 600 цепей.
2. Станок клепальный 24549B с запасными клепальными шипами и наковальней. Ресурс клепального шипа – 600 цепей.
Ресурс клепального шипа – 600 цепей.
– маслёнка с маслом для смазки клепального шипа и заклёпки при развальцовке заклёпки ( наносится 1-2 капли в место контакта шипа и заклёпки).
1. Станок заточной электрический OREGON 520-230 с комплектом:
2. Запасные точильные диски 4.7 мм(32660P) для цепи 18НХ
3. Диск 32661P для ограничителя глубины пропила
4. Калибр для ограничителя глубины пропила
5. Камень для выравнивания G088 точильного диска
6. Шаблон для проверки формы кромки заточного диска
7. Диск для заточки сильно поврежденных режущих звеньев (крупноабразивный 295396P).
8. Запасная возвратная пружина 522651 для станка 520-230(519789)
9. Тиски слесарные
Необходимы для ремонта пильной шины (снятие заусениц и шлифовки направляющих рельс ), а также для заточки (правке) режущих звеньев цепи напильником на шине, установленной в тиски. Рекомендуется использовать при ремонте паза шины: раздвинуть в случае защемления, сжать в случае расщепления и отрегулировать (проверить с помощью калибра)
Алгоритм использования пильного аппарата (рекомендуемого комплекта) 1. Установить: новую ведущую звёздочку, новую шину, новую пильную цепь.
Установить: новую ведущую звёздочку, новую шину, новую пильную цепь.
2. Перед началом работы (пиление) сделать несколько “пропилов” воздуха с подачей смазки (разогреть пильный аппарат, смазать пильный аппарат).
3. Работаем 3-4 часа.
4. Через 3-4 часа работы меняем цепь на 2-ю новую, прочищаем паз шины, удаляя опилки и грязь. Пропил воздуха .
5. Через 3-4 часа работы 2-й цепи меняем ее на 3-ю новую цепь, прочищаем паз шины, удаляя опилки и грязь. Пропил воздуха перед началом пиления.
Перед перерывом в работе делаем несколько “пропилов” воздуха с целью удаления влаги, образующейся в области наконечника (носовая звёздочка) шины.
Пересменок операторов через 12 часов. Первые 3 цепи оператор N1 забирает с собой для приведения их в порядок – проверить и подправить напильником.
2-я смена.
1. Переворачиваем шину. Переворачивать шину можно 1 раз в сутки, но желательно перед каждой сменой. Чистим паз шины, устанавливаем 4-ю цепь. Пропил воздуха. Работа.
Пропил воздуха. Работа.
1. Через 3-4 часа работы установка 5-й цепи. Очистка паза шины. Пропил воздуха. Работа.
2. Через 3-4 часа работы установка 6-й цепи. Очистка паза шины. Пропил воздуха. Работа.
Перед перерывом на смену пропил воздуха для сброса влаги.
Оператор N2 забирает цепи 4,5 и 6 для осмотра и правки
Оператор №1 использует по алгоритму цепи 7,8 и 9. Шина переворачивается
Пересменка.
Оператор №2 использует цепи № 10, 1 и 2.
Пересменка.
Оператор №1 использует цепи № 3,4 и 5
И так далее.
Состояние рельсов шины, особенно нижней, рабочей части контролируется при смене цепи и чистке паза шины. В случае появления заусениц устанавливается 2-я шина, а шина , требующая ремонта в конце смены забирается в слесарный участок для удаления заусениц.
Таким образом происходит равномерный износ пильных цепей, ведущей звёздочки и шин.
Таблица углов заточки бензопилы Ultimate Guide Forever
В жаркий летний день 2012 года, когда я использовал бензопилу для постепенной резки дерева, я обнаружил, что зуб моей бензопилы затупился. В этой последовательности, когда я устаю и ослабляю, зуб требует от меня большего давления, чтобы резать, и, в конечном итоге, обработка резания становится не такой хорошей. На тот момент для его замены потребовалось гораздо больше денег, чем я решил заточить в местном магазине. Я отдаю им и получаю обратно через два дня. Они его хорошо затачивают, и зубцы тоже блестят, но никогда не следуют углам заточки бензопилы, подумал я, когда ее использую.Зуб сильно заточен, но никогда не режет так хорошо. Я вижу, что верхняя пластина внутри и снаружи выглядит заостренной, но не под правильным углом. Во всяком случае, в то время я не знал об угле зубьев и прочем уходе.
В этой последовательности, когда я устаю и ослабляю, зуб требует от меня большего давления, чтобы резать, и, в конечном итоге, обработка резания становится не такой хорошей. На тот момент для его замены потребовалось гораздо больше денег, чем я решил заточить в местном магазине. Я отдаю им и получаю обратно через два дня. Они его хорошо затачивают, и зубцы тоже блестят, но никогда не следуют углам заточки бензопилы, подумал я, когда ее использую.Зуб сильно заточен, но никогда не режет так хорошо. Я вижу, что верхняя пластина внутри и снаружи выглядит заостренной, но не под правильным углом. Во всяком случае, в то время я не знал об угле зубьев и прочем уходе.
Я пошел к моему отцу, так как он использовал бензопилу последние два десятилетия и один опытный. В своем ответе он показывает эти углы и их преимущества, то, что я собираюсь открыть вам сегодня.
Уголки для заточки бензопилы
Цепная пила – не что иное, как стальной стержень, если у нее нет зубьев. Зубцы также бесполезны, когда их не затачивают или никогда не режут по дереву. Для качественной резки мы всегда занимаемся заточкой зубьев бензопилы и в большинстве случаев забываем обеспечить правильный угол зуба, что помогает нам получить отличный рез за короткое время. Углы зубьев бензопилы – это угол между внутренней и внешней частью вашей верхней пластины и боковой пластины каждого зуба. Вы можете подумать, почему это так важно? Это важно, потому что, когда пластины с зубьями врезаются в зубья, эти углы помогают резать быстро и довольно легко, а также помогают не останавливаться и не застревать на дереве во время резки.Так почему же во время заточки цепи бензопилы будьте осторожны с этими углами заточки для повышения производительности.
Зубцы также бесполезны, когда их не затачивают или никогда не режут по дереву. Для качественной резки мы всегда занимаемся заточкой зубьев бензопилы и в большинстве случаев забываем обеспечить правильный угол зуба, что помогает нам получить отличный рез за короткое время. Углы зубьев бензопилы – это угол между внутренней и внешней частью вашей верхней пластины и боковой пластины каждого зуба. Вы можете подумать, почему это так важно? Это важно, потому что, когда пластины с зубьями врезаются в зубья, эти углы помогают резать быстро и довольно легко, а также помогают не останавливаться и не застревать на дереве во время резки.Так почему же во время заточки цепи бензопилы будьте осторожны с этими углами заточки для повышения производительности.
Чтобы узнать идеальный угол режущего зуба, обратитесь к изготовителю вашей бензопилы или посетите веб-сайт производителя, чтобы узнать диаметр. Затем выберите круглый напильник идеального диаметра, который идеально подходит для вашей пилы и выдерживает эти углы.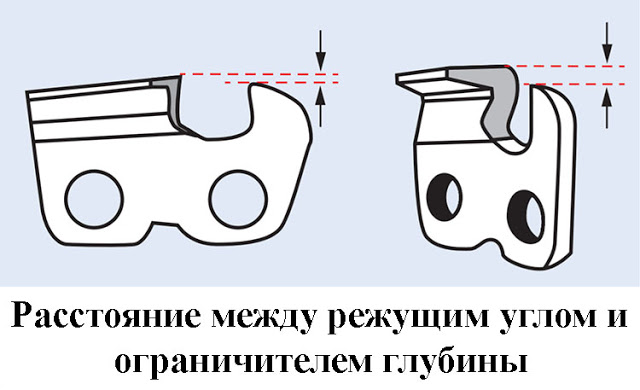
http://www.madsens1.com/GRAPHICS/chain/angles.jpg
В каждом зубе есть два угла на верхней и боковой пластинах.У всех разные направления работы и тактика работы, хотя все они работают, чтобы помогать друг другу.
- Угол внутренней верхней пластины: Если смотреть на режущий зуб сверху, горизонтальный угол режущего зуба, который вы видите, представляет собой внутренний угол верхней пластины. Если древесина чистая и мягкая, и кажется, что ее легко резать, этот угол будет около 35˚. Если древесина очень твердая и промерзшая, то этот угол должен быть более тупым. Тупой угол может снизить эффективность резки, но помогает режущей кромке и дает возможность работать дольше.
Большинство пользователей говорят: «Резкость 30˚ быстро, даже быстро затупляется»
- Угол внешней стороны пластины: Это внешний край вертикальной части зуба. При разрезании этой внешней стороны решающую роль играет плита, и она должна быть 90˚ и не менее 85˚. Этот угол приводит к небольшому провалу задней части боковой пластины и помогает цепи питаться. Этот задний ворс также помогает повысить эффективность резки, но это кажется трудным, когда он входит в дерево, поэтому некоторые люди также шлифуют небольшой клюв в этой области.Но я всегда рекомендую использовать этот клюв и заострять его под углом 90.
 При разрезании этой внешней стороны решающую роль играет плита, и она должна быть 90˚ и не менее 85˚. Этот угол приводит к небольшому провалу задней части боковой пластины и помогает цепи питаться. Этот задний ворс также помогает повысить эффективность резки, но это кажется трудным, когда он входит в дерево, поэтому некоторые люди также шлифуют небольшой клюв в этой области.Но я всегда рекомендую использовать этот клюв и заострять его под углом 90.
При разрезании этой внешней стороны решающую роль играет плита, и она должна быть 90˚ и не менее 85˚. Этот угол приводит к небольшому провалу задней части боковой пластины и помогает цепи питаться. Этот задний ворс также помогает повысить эффективность резки, но это кажется трудным, когда он входит в дерево, поэтому некоторые люди также шлифуют небольшой клюв в этой области.Но я всегда рекомендую использовать этот клюв и заострять его под углом 90.- Снаружи Кромка верхней пластины: Снаружи вершина должна быть заточена под углом 15˚. Мой отец также говорит об этом угле, что большинство операторов работают с его утверждением, что он должен быть больше, например, 20˚ или более, поэтому задний угол работает быстро, чтобы пройти через древесину. Наружная верхняя пластина помогает поддерживать одинаковое давление на каждый зуб.
- Угол внутренней боковой пластины: При взгляде на передний зуб вертикальный угол, который вы видите, является углом внутренней боковой пластины. Оно должно быть около 45˚. Он должен уменьшаться для мягкой и чистой древесины, сохраняя надлежащий инновационный баланс. Для мерзлой древесины требуется немного больше углов, чтобы сохранить баланс режущей кромки. Этот угол препятствует прохождению зубчатого распила внутрь древесины.
 Оно должно быть около 45˚. Он должен уменьшаться для мягкой и чистой древесины, сохраняя надлежащий инновационный баланс. Для мерзлой древесины требуется немного больше углов, чтобы сохранить баланс режущей кромки. Этот угол препятствует прохождению зубчатого распила внутрь древесины.
Оно должно быть около 45˚. Он должен уменьшаться для мягкой и чистой древесины, сохраняя надлежащий инновационный баланс. Для мерзлой древесины требуется немного больше углов, чтобы сохранить баланс режущей кромки. Этот угол препятствует прохождению зубчатого распила внутрь древесины.Преимущества этих углов заточки
- Помогает точить быстрее во время заточки.
- Поддерживает баланс режущих зубьев и помогает друг другу расстаться.
- Новейшие характеристики, разработанные при соблюдении угла.
- Эта угловая комбинация делает зубцы ниндзя
Эти углы помогают режущему зубу быстро резать.
Заключительный итог объяснения моего отца состоит в том, что мы не можем избежать этих углов при заточке зубьев бензопилы.
Заключение
Папа настоятельно рекомендовал сохранять этот угол, и в следующий раз я буду затачивать бензопилу дома, следуя этому руководству о том, как затачивать бензопилу в домашних условиях. Я всегда слежу за этими углами заточки бензопилы, и теперь мой электроинструмент работает как ниндзя.Теперь я вполне доволен своей бензопилой и ее работой. Если вы здесь Подробные инструкции Лучшая точилка для бензопил
Husqvarna Руководство по заточке бензопил | Руководства по дому
Цепь бензопилы Husqvarna, как и бензопилы любой другой марки, необходимо периодически затачивать для обеспечения надлежащей работы. Эту работу можно выполнить с парой напильников, и если вы не привыкли затачивать цепи, вам также следует использовать калибры для опиливания. Работа будет легче, если вы будете делать это часто, но если зубцы становятся короче 4 миллиметров, цепь требует замены.
Что вам потребуется
После того, как вытащите пыльник свечи зажигания, зажмите стержень пилы в настольных тисках, чтобы пила оставалась устойчивой и вы могли точнее точить. Вам нужно два файла. Цилиндрический напильник затачивает край выдолбленной части зуба под головку, а плоский напильник регулирует глубину резания. Угол цилиндрического файла относительно зуба имеет решающее значение, и вам следует использовать для этого направляющую, если у вас нет опыта в заточке. Вам также понадобится руководство, которое поможет вам определить правильную глубину пропила.
Угол цилиндрического файла относительно зуба имеет решающее значение, и вам следует использовать для этого направляющую, если у вас нет опыта в заточке. Вам также понадобится руководство, которое поможет вам определить правильную глубину пропила.
Угол резания
Для подпиливания угла резания вам понадобится цилиндрический напильник соответствующего диаметра для вашей цепи; 3/16 дюйма – это обычный диаметр. Поместите шаблон для опиливания на цепь так, чтобы стрелки указывали в сторону передней части шины, а затем отрегулируйте напильник так, чтобы он касался роликов с обеих сторон калибра. Это автоматически регулирует файл под правильным углом, который составляет от 25 до 35 градусов, в зависимости от цепи. Подпилите каждый второй зуб, а затем поверните пилу в тисках и подпилите зубы в противоположную сторону.
Глубина резания
Фаска на вершине каждого зуба определяет, сколько древесины он удаляет за каждый проход; если его не подпиливать регулярно, цепочка тускнеет. Перепиливание также плохо сказывается на пиле, поскольку она режет слишком глубоко и перегружает двигатель – Husqvarna рекомендует делать это каждый четвертый раз, когда вы затачиваете угол пропила. Ограничитель глубины находится в верхней части цепи и имеет две настройки: одну для лиственных пород, а другую – для мягких пород. Напильник для пиления мягкой древесины удаляет больше древесины с каждым проходом.После установки зуба внутрь калибра подпилите верхнюю часть зуба плоским напильником до тех пор, пока напильник не коснется калибра.
Перепиливание также плохо сказывается на пиле, поскольку она режет слишком глубоко и перегружает двигатель – Husqvarna рекомендует делать это каждый четвертый раз, когда вы затачиваете угол пропила. Ограничитель глубины находится в верхней части цепи и имеет две настройки: одну для лиственных пород, а другую – для мягких пород. Напильник для пиления мягкой древесины удаляет больше древесины с каждым проходом.После установки зуба внутрь калибра подпилите верхнюю часть зуба плоским напильником до тех пор, пока напильник не коснется калибра.
Альтернативные методы опиливания
После того, как вы привыкнете к правильным углам опиливания, вы сможете опиливать без использования калибра, что экономит время. Некоторые лесорубы приносят с собой напильники в кусты, чтобы во время работы поддерживать заточение цепей. Тем, кто считает, что ручная обработка занимает слишком много времени, производители вращающихся инструментов предлагают аксессуары для заточки цепных пил, которые ускоряют работу.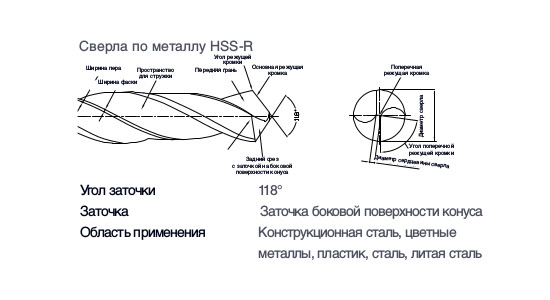 Крепежные винты на конце вращающегося инструмента должны использоваться вместе со шлифовальными принадлежностями. Вы просто надеваете насадку на лезвие и запускаете инструмент на умеренной скорости, и он автоматически шлифует кромку каждого зуба до нужного угла.
Крепежные винты на конце вращающегося инструмента должны использоваться вместе со шлифовальными принадлежностями. Вы просто надеваете насадку на лезвие и запускаете инструмент на умеренной скорости, и он автоматически шлифует кромку каждого зуба до нужного угла.
Источники
Ресурсы
Биография писателя
Крис Дезил имеет степень бакалавра физики и степень магистра гуманитарных наук. Помимо постоянного интереса к популярной науке, Дезиэль с 1975 года занимается строительством и дизайном домов.Как ландшафтный строитель, он помог основать две садовые компании.
Цепь с квадратным долотом – вопросы и ответы
Заточка и уход за долоторезной пилой с квадратной шлифовкой Цепь
Если бы у нас в магазине была веб-камера, вы, наверное, могли бы подслушать
один из наших специалистов говорит о заточке или обслуживании
аспект
чизельная пильная цепь с квадратной шлифовкой. Это то, о чем мы говорим
о очень часто. Причина: обслуживание цепи
значительно влияет на производительность любой профессиональной пилы.
Если вы пользуетесь цепью с квадратными зубилами или собираетесь ее использовать, у вас есть вероятно обнаружил, что опубликованной информации о предмет. Из существующей информации многое передается от от пользователя к пользователю – и изрядное количество этого затуманено дезинформация.
Многие pro пользователи задают одни и те же вопросы и имеют схожие проблемы. Итак, мы собрали часто задаваемые вопросы и наши ответы. Надеюсь, эти поможет вам с возникшим у вас вопросом или познакомит с идеей, которая поможет повысить производительность вашей профессиональной пильной цепи.
Часто задаваемые вопросы
Q: Цепь для зубила с квадратной шлифовкой превосходит цепь с круглой шлифовкой зубильная цепь?
A: Если вам нужна эффективность резки, ответ
Да.
На большинстве профессиональных пил цепное зубило с квадратной шлифовкой подойдет для резки
На 10–15% быстрее, чем цепь для зубил с круглой шлифовкой. Его острый
углы рассекают древесное волокно более эффективно, чем любые другие
тип фрезерного зуба. Но, если максимальная острая способность остается
и простота подачи являются целями, ответ: нет. Долото
цепь легко затупляется и ее труднее всего затачивать.
Но, если максимальная острая способность остается
и простота подачи являются целями, ответ: нет. Долото
цепь легко затупляется и ее труднее всего затачивать.
Q: Что лучше: долото с квадратной шлифовкой? цепь?
А: Лучше отшлифовать. Из того, что мы видим, большинство, кто квадратный файл не делать Это Что ж. Многие не осознают (или не признают), что такое резка они бы наслаждайся, если их цепи были заточены лучше. Опиловка квадрата требует точного угла Углы совмещения и опиловки – уровень точности, который трудно достичь вручную.
Q: Можно ли настроить шлифовальный станок со всеми правильными углами? и все еще шлифуют плохо режущие цепи?
A: Да, выравнивание углов критично.Рабочий уголок
шлифовального круга должны быть выровнены
уголком зуба фрезы. Если колесо
установлен слишком высоко, цепь
не будет
вырезать хорошо. В дереве цепь будет казаться тупой.
цепь, даже если вы знаете, что только что ее заточили. Если оно
выровнен слишком низко, цепь будет
режется отлично, но быстро тускнеет.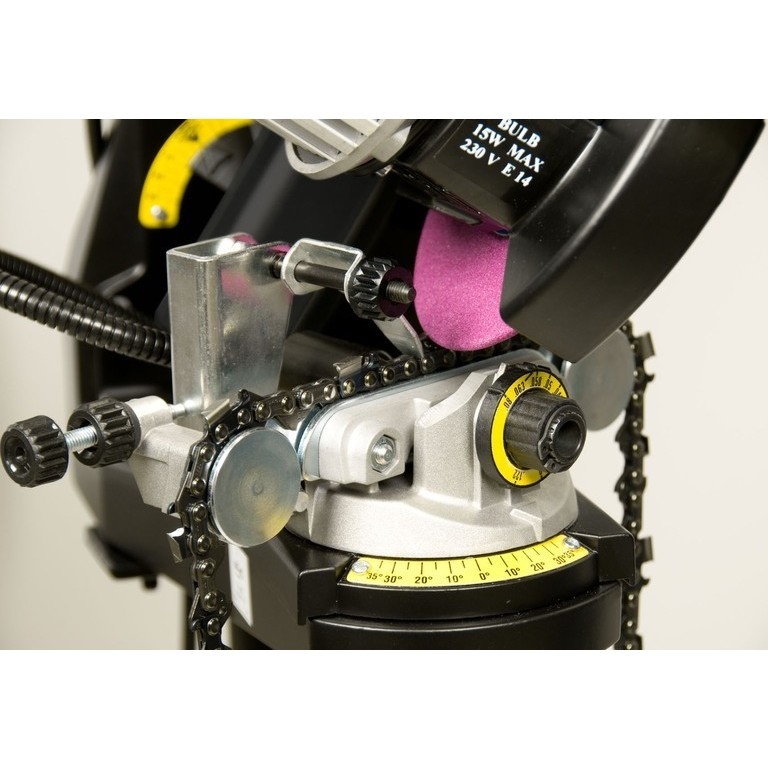 Причина в следующем:
зуб резца будет иметь небольшой “клюв” на вершине
зуб. Этот клювик может быть довольно острым, но в нем мало
поддерживает и легко затупляется.
Причина в следующем:
зуб резца будет иметь небольшой “клюв” на вершине
зуб. Этот клювик может быть довольно острым, но в нем мало
поддерживает и легко затупляется.
Q: Разве некоторые люди не гриндят так специально?
A: У некоторых есть, но они могут получить аналогичные результаты от увеличения боковой угол или увеличение «обратного откоса» сбоку их зуба.Это по-прежнему будет агрессивно питаться, но дайте режущим кромкам больше поддержки.
Еще одна причина “клювов” – это то, что вам сложно выровнять
молоть
идеально на каждом зубе. Некоторые кофемолки не так точны, как они
должно быть, размер зубьев фрезы может незначительно отличаться, и
немного
Операторы шлифовальных машин уделяют процессу больше внимания, чем другие. Может быть
другой способ сказать, что это
«Окно» точности для одних больше, чем для других. Итак, смотря что
размер “окна”, с которым вы работаете, всегда старайтесь идеально выровнять, но
уверен, что если ты немного сбился,
вы будете низкими. Если вы немного опустились,
цепь по-прежнему будет хорошо резать. Если вы смещаете углы и получаете
угол шлифовального круга немного выше, цепь будет
работать плохо.
Если вы немного опустились,
цепь по-прежнему будет хорошо резать. Если вы смещаете углы и получаете
угол шлифовального круга немного выше, цепь будет
работать плохо.
Q: Какие углы самые лучшие?
A: На лицевой стороне квадрата четыре основных угла. Заточенный зуб долото фрезы. Их:
- Наружный верхний угол – Это угол на верхней пластине резака, который вы видите, когда смотрите вниз на вершине цепочки. Этот угол должен составлять 15-20 градусов. наклонена назад.(0 градусов будет прямым углом к штанге.)
- Внутренний верхний угол – Это угол лица, внутри верхней пластины. Этот угол должен быть 40-50. градусов. (0 градусов будет прямым углом к верхней пластине.) Если все эта геометрия не имеет для вас смысла, просто помните, что внутри угол должен быть около 45 градусов.
- Угол наружной стороны – Это
угол боковой пластины резака, который вы видите, когда смотрите на
цепь сбоку.Этот угол обычно называют “крючком”. фрезы. Он должен иметь уклон до 5 градусов. (0 градусов будет
плоскость штанги.)
- Внутренний боковой угол – Это угол лица внутри боковой пластины. Этот угол также должен быть 40-50 градусов.
 фрезы. Он должен иметь уклон до 5 градусов. (0 градусов будет
плоскость штанги.)
фрезы. Он должен иметь уклон до 5 градусов. (0 градусов будет
плоскость штанги.)Для получения дополнительной информации и рисунков см. Раздел «Повышение резкости». Углы пильной цепи квадратного сечения.
Q: Под каким углом должен быть этот маленький угол внутри? зуба – вы знаете, эта маленькая линия, которая идет вверх в угол, где встречаются верхняя и боковая пластины?
A: Нет, мы не забыли про этот угол.На самом деле это сформированный когда вы совместите угол шлифовального круга с углом зуб резца и все углы, указанные выше, правильные.
В: Правда ли, что этот угол должен совпадать с углом обе пластины на внутренней и внешней стороне зуба?
A: Нет, этот угол должен совпадать только с внешней стороной.
углы.
Там, где он оказывается на внутренней стороне зуба, не получается
никакой разницы. Толщина металла в углу
зуба влияет на то, где он заканчивается внутри.Платить
внимание к внешнему углу и другим углам.
Если они правы, не беспокойтесь о том, где этот угол
находится на внутренней стороне зуба.
Толщина металла в углу
зуба влияет на то, где он заканчивается внутри.Платить
внимание к внешнему углу и другим углам.
Если они правы, не беспокойтесь о том, где этот угол
находится на внутренней стороне зуба.
Q: Нужно ли очень часто удалять пищеводные отверстия?
A: Да, не позволяйте им работать дольше, чем 1/8 “. Когда пищевод длиннее, «набор» остался в глотке может тереться о дерево. Когда это происходит, пищевод может Следите за тем, чтобы острый угол фрезы не врезался в дерево. После удаления пищевода острый угол становится наиболее наружу и зуб будет хорошо «питаться».
Для получения дополнительной информации и графики см. Наш раздел, посвященный цепным глоткам. Разъяснил.
Q: Стоит ли использовать грабли ниже, чем у производителя? рекомендация?
A: Нет, если вам нужно сократить ваши грабли, вы, вероятно,
плохая заточка зубьев фрезы. Пока
некоторые пробуют, плохая техника заточки не компенсируется
срезая грабли ниже. Хорошо заточенные фрезы
без бороздок и гребней, установленных на рекомендованной высоте
будет производить зубья резца, которые плавно проходят через
рез – и когда каждый зуб берет ровный и ровный
укус, цепь работает очень хорошо. Это то, что твое
программа заточки и обслуживания – это все о.
Это то, что твое
программа заточки и обслуживания – это все о.
Есть вопросы о заточке квадратной пильной цепи? Позвоните или зайдите.
Объяснение углов заточки цепной пилы [Полное руководство]
Какой бы красивой, прочной и крепкой ни была ваша цепная пила, она БЕСПЛАТНА без заточенной цепи. Почему? Поскольку цепи очень важны, если с ними неправильно обращаться (регулярно затачивать), это означает, что работа не выполняется. В цепочке есть специально обработанные металлы (зубья), предназначенные для резки дерева, и в каждом зубе есть углы.
Чтобы затачивать цепь бензопилы с помощью точилки, вам необходимо знать уникальный угол наклона зуба, чтобы добиться оптимальной производительности. Вот почему было написано это руководство по статье: Углы заточки бензопилы . Прочтите и получите подробную информацию обо всем, что вам нужно знать.
Классификация углов зубьев бензопилы Каждый зуб соединен с цепью, которая вращается на круглом стержне и режет дерево или кусты. Внутри каждого зуба есть углы, которые находятся внутри и снаружи верхней и боковой пластин каждого зуба.Это угол верхней и боковой пластины.
Внутри каждого зуба есть углы, которые находятся внутри и снаружи верхней и боковой пластин каждого зуба.Это угол верхней и боковой пластины.
Это горизонтальный внутренний угол, который вы видите на верхней пластине режущего зуба. При резке древесины мягких пород этот угол лучше всего составляет 35 градусов. Но для более твердой древесины или замороженной древесины она должна быть более тупой. Большая часть наполнения при 40 градусах обеспечивает более быстрое резание, хотя цепь не будет оставаться острой долго, если вам нужен более острый цепной напильник при 50 градусах.
Изображение предоставлено: Stihl dot com
Внешний угол пластиныЭто вертикальная часть зубцов цепи на внешнем крае.Для получения более острых зубов вам следует напилить под углом 90 градусов, а для более быстрой резки – под углом 40 градусов.
Изображение предоставлено: Stihl dot com
Внутренний угол пластины Это вертикальный угол, который вы видите внутри боковой пластины, если смотреть спереди зуба. Чтобы добиться резкости, подпилите зубы под углом 50 градусов, а более быстрым напильником – под углом 40 градусов. Тем не менее, большинство пользователей соблюдают баланс около 45 градусов при его использовании.
Чтобы добиться резкости, подпилите зубы под углом 50 градусов, а более быстрым напильником – под углом 40 градусов. Тем не менее, большинство пользователей соблюдают баланс около 45 градусов при его использовании.
Изображение предоставлено: Stihl dot com
Какой угол лучше всего подходит для цепи бензопилы?На этот вопрос нет однозначного прямого ответа, так как размеры цепей и изделия различаются.Кроме того, различаются виды древесины и характер выполняемой работы.
Как всегда, лучше всего следовать инструкциям по эксплуатации цепной пилы, которую вы используете. Производители всегда указывают лучший и наиболее подходящий угол заточки зубьев для оптимальной производительности. Тем не менее, большинство пользователей согласились с тем, что стандартную цепь следует затачивать примерно на 25-30 градусов для поперечной резки и продольной резки древесины, затачивать под углом 10 градусов.
Бензопилы должны давать прямые и аккуратные пропилы, а не изгибы или кривые.Теперь, если ваша любящая цепная пила режет под углом, вам нужно кое-что исправить. Две основные проблемы, указывающие на изогнутый порез:
- Изогнутая направляющая планка (которую можно выпрямить или полностью заменить).
- Цепь (каждый зуб может быть неодинаковой длины или напильником под разными углами, или один зуб может быть тупым, а другой острым)
Когда цепь полностью затупилась, подходящее время для повторной заточки.Чаще всего на тупой цепочке появляются следующие знаки:
- Остатки пыли, сопровождающие распиленную древесину, а не мелкие щепки.
- Вы давите на двигатель, чтобы выключить.
- Цепная пила подскакивает и работает неустойчиво.
- Цепь режет неравномерно.
При заточке цепи цепной пилы выполните следующие действия:
- Соберите все необходимые инструменты и сложите их в одном месте.
- Очистите цепь щеткой или сухой тканью.
- Убедитесь, что цепь плотно натянута.
- Осмотрите зуб цепи. Проверьте зуб, который наиболее изношен, опилен и имеет меньшую длину. Это будет руководство, используемое для подшивки других файлов того же размера.
- Включите тормоз цепи.
- Установите шаблон файла на нужную глубину, длину и угол, чтобы вы могли точить его правильно.
- Начинайте пломбировать длинными плавными движениями, пока зуб не станет ярким.Подсчитайте количество ударов, которые дадут вам это. Вам нужно будет использовать тот же номер, что и при пломбировании первого зуба для других зубов. Когда вы закончите пломбировать внешний зуб, подпилите и внутренний зуб.
- Переключите цепь на другую сторону и, когда закончите, заточите цепь с обеих сторон.
- Установите ограничитель глубины и измерьте зубья спереди и сзади, чтобы проверить глубину и убедиться, что это правильная высота. Вы можете использовать плоский напильник, чтобы правильно измерить и убедиться, что зубы имеют одинаковую высоту.
- Протрите цепь. Теперь ваша цепь только что заточена.


- Это помогает поддерживать баланс между режущими зубьями и другими деталями.
- Повышает производительность передовых технологий.
- Постоянная заточка облегчает повторную заточку.
- Для более аккуратных и безопасных разрезов.
- Цепь режет легко и быстро.
Существует множество типов цепных пил Husqvarna с цепями разных производителей и размеров.Фактический угол заполнения будет зависеть от марки и размера цепи. Однако угол опиливания должен составлять от 25 до 30 градусов.
На какой угол нужно затачивать цепь бензопилы Stihl? Большинство бензопил Stihl затачиваются под углом 30 градусов, параллельным сервисной отметке угла наклона пилы.
Я уверен, что с помощью этого руководства по углам заточки бензопилы вы сможете правильно обращаться с цепью.
Таблица углов заточки цепной пилы
Таблица углов заточки цепной пилы и древесины Google.
Таблица углов заточки цепной пилы и древесины Google.
Таблица углов заточки цепной пилы и древесины Google.
Таблица углов заточки цепной пилы Поиск в Google.
Таблица углов заточки цепной пилы и древесины Google.
Таблица углов заточки цепной пилы и древесины Google.
Угол, под которым затачивают цепную арбористическую ком.
Бензопила в Pinterest.
Таблица углов заточки цепной пилы и древесины Google.
Таблица углов заточки цепной пилы и древесины Google.
Диаграмма цепной пилы Husqvarna Bedowndaytona Com.
Цепи для полотна бензопилы Husqvarna Полурезное зубило 3 для пильной цепи.
Заточка пильной цепи Но как инструкция Stihl Stihl.
Таблица углов заточки цепной пилы и древесины Google.
Цепь для заточки, насколько низко заточены рейки бензопилы.
Заточка пильной цепи Но как инструкция Stihl Stihl.
Таблица размеров файла современной современной бензопилы Blogit Top.
Полное руководство по углам заточки бензопилы 2018 Обновлено.
Таблица углов заточки цепной пилы и древесины Google.
Идентификационная таблица цепи бензопилы Oregon Больше цепи.
Как затачивать бензопилу Oregon Замена.
Таблица размеров цепной пилы Stihl Бензопила Husqvarna класса люкс.
Заточка пильной цепи Но как инструкция Stihl Stihl.
Есть ли повод затачивать новенькую цепную подовую ком.
Таблица углов заточки цепной пилы и древесины Google.
Направляющая для напильника для бензопилы Husqvarna Направляющая для напильника бензопилы.
Таблица размеров файла бензопилы Designkamartidur Co.
Решено Любой знает размер файла для заточки Ryobi.
Как лучше точить электрическую точилку для бензопилы быстрее.
Как правильно заточить цепь на бензопиле Stihl.
Диаграмма бензопилы Stihl Bedownowndaytona Com.
Результат изображения для таблицы углов заточки цепной пилы И.
Таблица углов заточки цепной пилы Поиск в Google Все.
Таблица углов заточки цепной пилы и древесины Google.
Таблица углов заточки цепной пилы и древесины Google.
Таблица углов заточки цепной пилы и древесины Google.
40 Таблица размеров файла памятной цепочки Stihl.
Stihl Диаграмма оборотов бензопилы Www Bedadowndaytona Com.
Таблица углов заточки цепной пилы и древесины Google.
Цепная пила Stihl, цепь Meelance Co.
Подробное руководство по обслуживанию цепи бензопилы.
10 лучших точилок для бензопил 2019 г.
Husqvarna Таблица цепей бензопилы Роскошная бензопила Zeppy.
Как затачивать бензопилу Oregon Замена.
10 лучших точилок для бензопил 2019 г.
Как затачивать бензопилу с напильником и без него Отрегулируйте регуляторы глубины.
6 отзывов о лучших точилках для бензопил Руководство по покупке 2019.
Как затачивать цепную пилу с помощью приспособлений для заточки цепных пил.
Husqvarna Chainsaw Таблица оборотов для заточки пильной цепи.
Схема идентификации цепи бензопилы Прекрасная цепь бензопилы.
Часто задаваемые вопросы
Полусамо против полного долотаНа всех цепях бензопилы есть два основных типа фрез; полудамельное и полное долото.
Цепь с полу-зубилом используется примерно 90% лесорубов. Он имеет круглую рабочую кромку и рассчитан на более длительный срок службы в твердых, грязных или сухих породах древесины, чем цельная зубильная цепь.
Полная зубильная цепь – это более быстрая режущая цепь. Он имеет квадратную рабочую кромку и предназначен для использования в зеленой или мягкой древесине. Он быстро теряет острие в твердой или грязной древесине.
Носовые балки звездочки v Жесткие носовые балки
Штанги бензопилы имеют два основных выступа, носик звездочки или твердый носик.
Планки с головкой звездочки используются подавляющим большинством лесорубов.
Звездочка на передней части снижает мощность, необходимую для движения цепи вокруг шины.
Если передняя часть звездочки слишком часто зацепляется за древесину или касается особенно грязной древесины или самой земли, это может быстро ее повредить.
Жесткие носовые бруски идеальны, если вы склонны использовать носок пильного полотна при резке или при резке в особенно абразивных условиях.
Они создают большее трение в цепи, поэтому для эффективной работы требуется больше масла. Трение также немного снизит мощность пилы.
Ламинированные стержни против профессиональных стержней
Ламинированные стержни состоят из трех кусков металла, склепанных вместе.Корпус бара не сильно отличается от профессионального бара.
Профессиональные прутки – это сплошные прутки для лазерной резки, которые обычно имеют сменную головку звездочки. В среднем они должны длиться примерно на 30-40% дольше, чем ламинат.
Клееный брус используют более 90% лесорубов, в том числе многие профессионалы. При правильном уходе они прослужат очень долго.
Вопросы и ответы по заточке Под каким углом нужно затачивать цепь?
Производители цепей рекомендуют разные углы заточки для цепей разных производителей.
Jono & Johno рекомендует угол заточки 25 градусов для цепи Hurricane Chain и 30 градусов для цепи Carlton.
Для всех других марок проконсультируйтесь с производителем цепи, чтобы определить подходящий угол для вашей цепи.
Короче да. В идеале полная зубильная цепь требует наклона вашего напильника вниз на десять градусов (не путать с углом заточки 25-35 градусов) при заточке.Это сделает резак более острым.
Однако, если вы затачиваете целую цепочку зубила под стандартным углом 90 градусов от фрезы, она все равно будет работать как полная цепь зубила. Если вы не используете угол наклона в десять градусов, скорость резания будет очень незначительной.
Нажмите здесь, чтобы просмотреть видео о том, как затачивать цепь с полукольцом
Нажмите здесь, чтобы просмотреть видео о том, как затачивать целую цепь зубила
Файл какого размера мне нужен?
Размер файла напрямую соответствует «шагу» вашей цепи бензопилы.
Шаг Размер файла
3/8 дюйма LP (низкий профиль): 5/32 файла
.325 дюйма 3/16 файла
3/8 дюйма 7/32 или 13/64
.404 дюйма 7/32
Грабли на цепи бензопилы используются для предотвращения зацепления режущего зуба с деревом по всей длине.По мере того, как ваш режущий зуб изнашивается, вам нужно будет напилить очень небольшое количество зуба грабли. Если этим пренебречь, цепь в конечном итоге перестанет резать. При опиливании граблей рекомендуется использовать глубиномер.
Совершенно верно. Если углы заточки ваших режущих зубьев различаются, вы можете обнаружить, что ваша цепь начинает резать неравномерно, отводя полотно бензопилы в одну сторону.
Oregon Руководство по техническому обслуживанию и безопасности, MMANUAL-EN AB
Oregon ® Руководство по техническому обслуживанию и безопасности Пильная цепь, направляющая шина и ведущая звездочка
У вас есть работа, мы вас позаботимся. Если у вас есть вопросы о вашей пиле или режущей системе, наша служба технической поддержки готова помочь. Oregon Products.com [email protected] 800-223-5168
Содержание
Безопасность бензопилы и советы Безопасность бензопилы.4–9 Осведомленность об откате. 5 Рейтинг безопасности ANSI. 6 Рекомендуемые средства индивидуальной защиты. 8 Создайте безопасное рабочее место. 9 Расположение тела. 9 Безопасная эксплуатация. 9 советов по стрижке. 10–11 Цепная пила Термины цепи.14–15 Техническое обслуживание пильной цепи. 16–38 Четыре основных правила для пильных цепей. 16 Терминология обслуживания резака. 18 Инструменты для хранения документов. 19 Эксплуатация и уход. 20 Как смазать пильную цепь. 21 Как натянуть пильную цепь. 21 Как точить фрезы.23 Как установить глубиномеры. 25 Square Filing. 27 углов подачи. 30 углов заточки. 32 Как установить новые детали пильной цепи. 34 Как выламывать заклепки. 36 Как обкатать новую пильную цепь. 38 Поиск и устранение неисправностей пильной цепи.39–46 Идентификация пильной цепи. 47–55 Высокопроизводительная пильная цепь. 56–78 PowerCut ™. 56 SpeedCut ™. 65 VersaCut ™. 67 ControlCut ™. 70 DuraCut ™. 73 RipCut ™. 76 Скульптор ™.78 Надежная пильная цепь: AdvanceCut ™. 80–82 Специальность: пильная цепь PowerSharp ™. 83
1
Руководство по технике безопасности и техническому обслуживанию
Содержание
Направляющая планка Условия для направляющей планки. 86 Инструменты для обслуживания направляющей шины. 87 Техническое обслуживание направляющей шины. 88 Замена носиков направляющей шины PowerCut ™.90 Замена носовых звездочек Pro-Lite®. 92 Устранение неисправностей направляющей шины. 94–98 Семейства направляющих стержней. 99 Выберите правую направляющую планку. 100 Использование системы счисления направляющих стержней. 102 направляющих стержня. 104–117 Легкий профессионал. 104 Professional. 108 Случайный пользователь.112 Резьба. 116 Крепления для бензопилы. 118–138 Ведущая звездочка Условия ведущей звездочки. 142 Инструменты для обслуживания ведущей звездочки. 143 Установка приводных звездочек. 143 Основные задачи обслуживания. 144 Устранение неисправностей ведущей звездочки.146 Краткий справочник Углы хранения. 148 Как избежать травм, вызванных отдачей. 149 Четыре основных правила для пильных цепей. 149
2
Руководство по технике безопасности и техническому обслуживанию
Руководство по технике безопасности и техническому обслуживанию
Техника безопасности для бензопилы и советы
Страницы – 3 –
Безопасность бензопилы
Ваша бензопила хороша ровно настолько, насколько хороша ваша режущая система – пильная цепь, направляющая шина и ведущая звездочка.Они действуют как команда, выполняя фактическую работу по распиловке древесины, и поэтому должны поддерживаться как целостная система. Правильно обслуживаемая пильная цепь, направляющая шина и ведущая звездочка обеспечат отличную производительность резки и предотвратят повреждения. Оборудование, которое не обслуживается, будет плохо работать и может создать угрозу безопасности. В данном руководстве рассматривается обслуживание только пильных цепей, направляющих шин и приводных звезд, произведенных компанией Oregon®. Для получения информации о техническом обслуживании и эксплуатации вашей бензопилы обратитесь к руководству оператора вашей бензопилы или свяжитесь с вашим местным дилером.
Важное сообщение по технике безопасности
Знак безопасности Этот знак безопасности используется для выделения сообщений по безопасности. Увидев этот символ, прочтите сообщение о безопасности и следуйте ему, чтобы избежать серьезных травм.
4
Руководство по технике безопасности и техническому обслуживанию
Безопасность бензопилы
Осведомленность о отдаче
Возможная отдача
ПРЕДУПРЕЖДЕНИЕ: Вся пильная цепь может иметь отдачу, что может привести к опасной потере контроля над цепной пилой и стать причиной серьезных травм оператора цепной пилы или посторонних лиц.Следуйте всем инструкциям в руководстве по эксплуатации вашей бензопилы и в этом буклете для правильного использования и обслуживания режущей цепи, направляющей шины и ведущей звездочки вашей бензопилы.
Защита от отдачи бензопилы • Знайте свой личный опыт работы с бензопилой. • Знайте свою пильную цепь.
Если у вас нет опыта и специальной подготовки по устранению отдачи бензопилы, компания Oregon® рекомендует использовать только низкий
Пильные цепи с обратным ходом. Что такое отдача?
Отдача – это резкое движение назад и / или вверх направляющей шины бензопилы, возникающее, когда пильная цепь рядом с носиком или концом направляющей шины касается любого объекта, например, другого бревна или ветки, или когда древесина смыкается и зажимает пила цепь в разрезе.Предотвращение травм, вызванных отдачей • Всегда будьте бдительны, чтобы избежать возможной реакции отдачи. Всегда обращайте внимание на положение носа направляющей шины. • Для большинства задач резки доступны различные модели пильных цепей. Используйте пильную цепь, подходящую для вашего типа пропила, с наименьшим потенциалом отдачи. • Направляющие с узким носом, такие как наша направляющая ControlCut ™
5
Руководство по технике безопасности и техническому обслуживанию
Безопасность бензопилы
Рекомендуетсябар для максимальной защиты от отдачи.Рейтинг безопасности ANSI Если у вас нет опыта и специальной подготовки по устранению отдачи бензопилы, мы настоятельно рекомендуем вам использовать только пильные цепи с низким уровнем отдачи, отмеченные зеленым знаком *: Номера деталей пильных цепей Oregon® соответствуют требованиям ANSI с низким уровнем отдачи стандартные (п. 5.11.2.4) выделены зеленым цветом. На упаковках пильных цепей Oregon с низким уровнем отдачи нанесена утвержденная классификационная маркировка UL®:
.ЦЕПЬ ПИЛЫ С МАЛЫМ ОТКАТОМ В СООТВЕТСТВИИ С ANSI / OPEI B175.1-2012, ПАРАГРАФ 5.11.2.4 И С CSA Z62.3 Эта пильная цепь соответствует характеристикам отдачи
.требований ANSI ‑ B175.1-2012 при испытании в соответствии с положениями ANSI B175.1-2012. Пильная цепь с низким уровнем отдачи соответствует требованиям стандарта CSA Z62.3 к характеристикам отдачи.
Номера деталей по калибру .043 “.050”
Шаг цепи
0,058 “
.063 “
.325 Низкий профиль
80TXL
–
– –
91P 91PS 91PX 91PXL
90PX 90SG
3/8 Низкий профиль
– –
– 20BPX 22BPX – M20BPX M21BPX M22BPX – 95VPX – – 21BPX
.325
3/8
– 72В
73В
75 В
* Некоторые старые упаковки Oregon могут иметь пильную цепь с низким уровнем отдачи, обозначенную синей этикеткой. Номера деталей, напечатанные красным цветом, устарели. Свяжитесь с авторизованным дистрибьютором в Орегоне, чтобы узнать о наличии.
6
Руководство по технике безопасности и техническому обслуживанию
Безопасность бензопилы
Каталожный номер цепей Oregon®, которые не соответствуют требованиям ANSI к характеристикам низкой отдачи, выделены желтым цветом.Приведенные ниже цепи должны использоваться только лицами, имеющими опыт и специальную подготовку для работы с отдачей.
Шаг цепи
Номера деталей по калибру .050 “.058”
.063 “
25AP 25A 25F
–
–
1/4
91VXL M91VXL 20LPX 20LGX M20LPX 95TXL
–
–
3/8 Низкий профиль
21LPX 21LGX M21LPX
22LPX 22LGX M22LPX
.325
72APX 72DPX 72LGX 72JGX 72LPX 72JPX
73DPX 73JGX 73LGX 73LPX
75DPX 75JGX 75LGX 75LPX
3/8
M73DPX M73LPX 73RD
M75DPX M75LPX 75RD
M72DPX M72LPX 72RD
73EXL 73EXJ
75CJ 75CK 75CL
72CJ 72CK 72CL
75EXL 75EXJ
72EXL 72EXJ
–
58L
27X 27AX
.404
59J 59L
68LX 68JX 27R 27RA 68CL 68CJ
7
Руководство по технике безопасности и техническому обслуживанию
Безопасность бензопилы
Рекомендуемые средства индивидуальной защиты
ГОЛОВА
• Каска • Защитные очки / очки • Беруши / наушники
HANDS Перчатки обеспечивают сцепление и общую защиту.
LEGS Штаны для бензопилы или царапины защищают от ударов пилы.
FEET Защитные ботинки и гетры защищают от ударов пилой и обеспечивают поддержку на неустойчивой местности.
Одевайтесь правильно: избегайте слишком тесной или слишком свободной одежды.
8
Руководство по технике безопасности и техническому обслуживанию
Безопасность бензопилы
Создайте безопасное рабочее пространство Внимание! • Проложите свободный путь эвакуации вдали от зоны резки. • Сканируйте опасные места на рабочем месте: проверьте конечности, линии электропередач, мертвые деревья и т. Д. • Рассчитайте, как упадет разрезаемый объект. • Определите, не может ли бензопила неожиданно вылететь из-за движения разрезаемого материала. Расположение тела • Если возможно, расположитесь подальше от естественного основания дерева, чтобы избежать травм.• Никогда не делайте стрижку выше уровня плеч. • Никогда не работайте на дереве или на лестнице. • Держите бензопилу только правой рукой (правая рука на спусковом крючке, левая рука на передней рукоятке). • Держите левую руку прямой для лучшего контроля. • Встаньте сбоку от бензопилы, но не позади нее. • Встаньте с хорошо расставленными ногами и сбалансированным телом. • Держите другие деревья на расстоянии не менее двух деревьев от зоны среза. • Не позволяйте другим держать древесину во время резки. • Крепко держите бензопилу обеими руками.Держите большой палец на передней ручке.
Работа пилы • Запустите двигатель на полностью открытой дроссельной заслонке. • По возможности используйте пильную цепь с малой отдачей и направляющую шину с уменьшенной отдачей. • Поддерживайте цепную пилу, пильную цепь, направляющую шину и ведущую звездочку в надлежащем состоянии. • Пилите бензопилой только древесину. Не режьте другой материал.
9
Руководство по технике безопасности и техническому обслуживанию
Режущие головки
Натяжение Держите пильную цепь правильно натянутой. Часто проверяйте и настраивайте.
Резаки Держите резцы острыми. Подкрашивайте переднюю кромку пилкой каждый час, при необходимости чаще. Не заставляйте тупую пильную цепь резать.
Глубиномеры Проверяйте и регулируйте ограничители глубины резца каждые 3–4 заточки или чаще по мере необходимости.
Направляющая шина Следите за чистотой канавки направляющей шины и открытым отверстием для масла. Переверните симметричные * направляющие шины, чтобы выровнять их износ. * Не переворачивайте направляющие шины Guard Tip®.
Ведущая звездочка Заменяйте ведущую звездочку после каждых двух пильных цепей или чаще.
Резка в холодную погоду Резка замороженной древесины приведет к быстрому износу и возможной поломке вокруг заднего отверстия для заклепок фрез. Следуйте приведенным ниже инструкциям, чтобы свести к минимуму износ в холодную погоду.
0 ° C -32 ° F
Масло в холодную погоду Разбавьте масло для цепи направляющей шины на 25 процентов чистым керосином или дизельным маслом. Используйте в два раза больше этого разбавленного масла во время работы и убедитесь, что ваша пильная цепь получает масло от бензопилы.
10
Руководство по технике безопасности и техническому обслуживанию
Режущие головки
Лучшие практики 1.Цепь пилы предназначена только для пиления одного предмета: дерева. Не используйте пильную цепь для резки других материалов. 2. Никогда не допускайте контакта пильной цепи с камнями или грязью во время работы. Грязь может казаться мягкой. Фактически, грязь чрезвычайно абразивна и приведет к стиранию необходимого хромирования вашей пильной цепи менее чем за секунду. 3. Никогда не заставляйте тупую пильную цепь резать. Когда она острая, пильная цепь предназначена для втягивания в древесину, и для эффективной резки требуется лишь легкое давление. 4. Эффективность резки может зависеть от типа опилок, производимых вашей бензопилой.Тупая пильная цепь производит мелкую древесную пыль, которая может забить воздушный фильтр бензопилы. Острая пильная цепь дает большую древесную стружку.
Руководство по технике безопасности и техническому обслуживанию
11
Руководство по технике безопасности и техническому обслуживанию
Пильная цепь
Страницы – 13 –
Термины для цепной пилы
Детали пильной цепи
Резак левый
Заклепка
Приводное звено
Резак правый
Ограничитель глубины
Ремешок для галстука
Шаг цепи пилы Шаг цепи пилы – это расстояние между любыми тремя последовательными заклепками, деленное на два.Шаг пильной цепи Oregon®: 1/4 “
.325 “Низкий профиль 3/8” Низкопрофильный .325 “3/8” .404 “
OREGON
OREGON
Калибр цепи пилы Калибр цепи пилы – это толщина ведущего звена в том месте, где оно входит в паз направляющей шины. Промышленный стандарт для калибров цепи пилы:
0,043 дюйма (1,1 мм) 0,050 дюйма (1,3 мм) 0,058 дюйма (1,5 мм) 0,063 дюйма (1,6 мм)
Характеристики, снижающие отдачу, звено привода бампера, линейный измеритель глубины
Глубиномер с широкой колеей
14
Руководство по технике безопасности и техническому обслуживанию
Термины для цепной пилы
Детали резца
Рабочий (режущий) уголок
Верхняя плита
Боковая пластина
Глет
Отверстие под заклепку
Ограничитель глубины
Каблук
палец
Как работает резак Понимание того, как работают резаки, может помочь вам понять, почему надлежащее обслуживание пильной цепи так важно.
1. Глубиномер перемещается по дереву и контролирует глубину врезания рабочего угла. 2. Рабочий угол и боковая пластина рассекают волокна древесины по направлению волокон. Это самая сложная часть работы. 3. Угол наклона верхней пластины вырезает обрезанные волокна древесины, поднимая их вверх и вынимая из пропила.
Термины последовательности отрезков цепи пилы
Стандартный
Полускип
Пропустить
Руководство по технике безопасности и техническому обслуживанию
15
Техническое обслуживание пильной цепи
Четыре основных правила для пильных цепей Компания Oregon® рекомендует вам ознакомиться с четырьмя основными правилами для пильных цепей.Пользователи, которые знают и соблюдают эти правила, могут рассчитывать на превосходную производительность своей пильной цепи, направляющей шины и ведущей звездочки – и в то же время снизить риски для безопасности. Правило номер 1 Ваша пильная цепь должна быть правильно натянута. Больше проблем с пильной цепью и направляющей шиной вызвано неправильным
.натяжения пильной цепи, чем любой другой единственный фактор. • См. «Как натянуть пильную цепь» на стр. 22.
Правило № 2 Ваша пильная цепь должна быть хорошо смазана
Постоянная подача масла на направляющую шину, пильную цепь и ведущую звездочку вашей бензопилы имеет жизненно важное значение.Без него произойдет чрезмерное трение, износ и повреждение.
• См. «Как смазать пильную цепь» на стр. 21
16
Руководство по технике безопасности и техническому обслуживанию
Техническое обслуживание пильной цепи
Правило № 3 Ваша пильная цепь должна быть острой
Когда ваша пильная цепь острая, она делает свою работу. Когда это не так, вы выполняете работу – и ваша направляющая шина и ведущая звездочка изнашиваются быстрее. • См. «Как затачивать фрезы» на стр. 23.
• См. «Углы опиливания» на стр. 30, чтобы найти технические характеристики для типа пильной цепи Oregon.
Правило № 4 Ограничители глубины вашей пильной цепи должны быть настроены правильно. Настройка ограничителя глубины и форма ограничителя глубины имеют решающее значение для производительности и безопасности. • См. «Как установить глубиномеры» на стр. 25.
Руководство по технике безопасности и техническому обслуживанию
17
Техническое обслуживание пильной цепи
Терминология обслуживания резака
Подача
Шлифовальный
Уголок верхней плиты
Угол вниз
Боковой уголок
Настройка глубиномера
18
Руководство по технике безопасности и техническому обслуживанию
Техническое обслуживание пильной цепи
Руководство по хранению документов в собранном виде
Круглый напильник
Плоский файл
Дескриптор файла
Набор для заточки
Направляющая для архивирования, установленная на направляющей
Тиски для документов
Глубиномер
Шлифовальные машины
Настольная цепная шлифовальная машина
Мини-шлифовальный станок
Шлифовальная машина Sure Sharp®, 12 В
Шлифовальные круги
Инструменты для ремонта цепной пилы Прерыватель цепи с заклепками
Цепной прерыватель карманной пилы
Руководство по технике безопасности и техническому обслуживанию
19
Техническое обслуживание пильной цепи
Уход за работой и обращением ВНИМАНИЕ: ДИЛЕРЫ, ПОЛЬЗОВАТЕЛИ ЦЕПНОЙ ПИЛЫ И ЛЮБОЙ, КТО ОБСЛУЖИВАЕТ СЕТЬ.ВАЖНАЯ ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ. Oregon ® настоятельно рекомендует вам ознакомиться с надлежащими методами ухода за пильной цепью и с возможными опасностями, которые могут возникнуть в результате неправильного обслуживания пильной цепи. ВНИМАНИЕ: Несоблюдение приведенных ниже инструкций может привести к серьезным травмам оператора бензопилы, находящихся рядом людей или лица, выполняющего техническое обслуживание. Всегда выключайте бензопилу перед выполнением любого вида обслуживания. Любое из следующих условий может увеличить потенциальную энергию отдачи пильной цепи, увеличить риск отскока пильной цепи от направляющей шины или повысить риск других опасностей, связанных с использованием бензопилы.
1. Неправильная заточка уголков. 2. Затупившиеся зубья фрезы. 3. Изменение характеристик уменьшения отдачи.
4. Чрезмерная установка ограничителя глубины. 5. Неправильная форма ограничителя глубины.
6. Слабое натяжение пильной цепи. 7. Неправильно установленные детали. 8. Ослабленные заклепки, трещины или поломки любого компонента пильной цепи.
20
Руководство по технике безопасности и техническому обслуживанию
Техническое обслуживание пильной цепи
Как смазать пильную цепь 1. Держите систему смазки цепной пилы бензопилой заполненной чистым маслом для пильной шины и пильной шины.2. Никогда не заливайте бензопилу или пильную цепь отработанным маслом или старым моторным маслом. Эти масла содержат кислоты и песок, которые сокращают срок службы вашей режущей системы. 3. Убедитесь, что пильная цепь, направляющая шина и ведущая звездочка всегда получают масло от бензопилы во время работы. 4. Наполняйте масляный резервуар каждый раз, когда заправляете бензобак бензопилы.
Как натянуть пильную цепь с помощью Intenz ®
ВНИМАНИЕ: Всегда надевайте защитные перчатки. Прочтите предупреждения об эксплуатации и обращении на предыдущей странице.
1. Выключите двигатель. 2. Ослабьте гайки крепления направляющей шины на боковой стороне бензопилы. 3. Вставьте отвертку или гаечный ключ в прорезь Intenz ® направляющей шины. 4. Поверните отвертку
илиСкребок, чтобы переместить направляющую шину вперед как можно дальше от бензопилы.
ПАТЕНТ (BREVET) № 6,061,915
5. Затяните гайку крепления задней направляющей шины, затем затяните переднюю гайку.
Руководство по технике безопасности и техническому обслуживанию
21
Техническое обслуживание пильной цепи
Как натянуть пильную цепь (без Intenz®)
ВНИМАНИЕ: Всегда надевайте защитные перчатки.Прочтите «Эксплуатация и уход» на странице 20.
1. Выключите двигатель.
Примечание: Никогда не натягивайте пильную цепь сразу после резки, если пильная цепь увеличилась в длину
от жары. Пильная цепь, натянутая в горячем состоянии, сжимается при охлаждении и может повредить направляющую шину и пильную цепь. ТОЛЬКО ПРИ ОХЛАЖДЕНИИ ПИЛЬНОЙ ЦЕПИ. 2. Ослабьте гайки крепления направляющей шины на боковой стороне бензопилы. 3. Поднимите носок направляющей шины вверх и удерживайте его, регулируя натяжение.
4. Отрегулируйте натяжение следующим образом:
Для направляющих планок со сплошным носом. Поворачивайте винт регулировки натяжения цепной пилы до тех пор, пока нижние части самых нижних стяжных ремней и ножей не поднимутся и не коснутся нижней части направляющей шины.
Для направляющей шины с головкой звездочки Натяжение должно быть более сильным, чем для направляющей шины со сплошной головкой. Поворачивайте винт регулировки натяжения бензопилы до тех пор, пока нижняя часть самых нижних стяжных ремней и ножей не поднимется и не коснется нижней части направляющей шины.
22
Руководство по технике безопасности и техническому обслуживанию
Техническое обслуживание пильной цепи
5. При использовании любого типа направляющей шины, удерживая носик вверх, сначала затяните гайку крепления задней направляющей шины, затем затяните переднюю гайку.
6. Потяните пильную цепь рукой по верхней части направляющей шины несколько раз от двигателя до кончика направляющей шины. Пильная цепь должна быть плотно прилегающей, но при этом тянуться свободно.
Примечание. Если у вас есть направляющая штанга с зубчатым колесом, вам следует выполнить тест с защелкой.Возьмитесь за пильную цепь за нижнюю часть направляющей шины, потяните вниз и отпустите. Пильная цепь должна вернуться в исходное положение, плотно прилегая к нижней части направляющей шины.
7. Часто проверяйте натяжение во время работы, особенно в первые полчаса. Если пильная цепь ослабла: остановитесь, дайте бензопиле остыть и отрегулируйте натяжение.
Как точить фрезы
Прочтите «Эксплуатация и уход» на странице 20.
Примечание: • Заточка цепной пилы требует надлежащего натяжения пильной цепи.• См. «Углы заточки» на стр. 30 для получения информации о правильных характеристиках обслуживания для каждой пильной цепи Oregon. • Чтобы найти тип вашей пильной цепи Oregon, используйте «Идентификатор номера звена привода пильной цепи» на стр. 48 • Если вы не уверены в типе вашей пильной цепи, номере детали или спецификации, обратитесь к дилеру пильной цепи Oregon. • Проверьте и отрегулируйте ограничители глубины.
Руководство по технике безопасности и техническому обслуживанию
23
Техническое обслуживание пильной цепи
Заточка фрезы с круглым напильником 1. Убедитесь, что 1/5 или 20%
60
= 1/5 или 20% над верхней пластиной
диаметра файла всегда находится над верхней пластиной фрезы.Использование правильной направляющей для файла – самый простой способ удерживать файл в этом положении. 2. Держите правильную линию угла опилки верхней пластины на направляющей файла параллельно вашей пильной цепи.
Направление хода
Держатель файла
3. Сначала заточите фрезы на одной стороне пильной цепи. Напильником изнутри каждой фрезы наружу. Затем поверните бензопилу и повторите процесс для ножей на другой стороне пильной цепи.
вне
внутри
4.Если на хромированной поверхности верхних или боковых панелей есть повреждения, подпилите их, пока они не будут устранены. 5. Следите за тем, чтобы длина всех фрез была одинаковой.
А = В
Б
А
OREGON
OREGON
6. Еще раз проверьте глубиномеры. Если необходима переустановка ограничителей глубины. См. «Как установить глубиномеры» на странице 25. Примечание. Не подпиливайте и не изменяйте верхнюю часть стяжных ремней бампера, уменьшающих отдачу, или тяги привода бампера.
24
Руководство по технике безопасности и техническому обслуживанию
Техническое обслуживание пильной цепи
Как настроить глубиномеры
Прочтите «Эксплуатация и уход» на стр. 20.
Примечание: • Для настройки ограничителя глубины на цепной пиле требуется надлежащее натяжение пильной цепи («Как натянуть пильную цепь» на стр. 22) перед опиливанием.
• «Углы заточки» на странице 30 (столбец D) показывает правильную настройку ограничителя глубины для каждого из различных типов пильных цепей. • Чтобы найти тип своей пильной цепи Oregon ®, используйте Таблицу идентификации пильной цепи на страницах 47–55. • Если вы не уверены в типе вашей пильной цепи или номере детали, обратитесь к своему дилеру в Орегоне. • Большинство пильных цепей Oregon имеют
– число на каждом ограничителе глубины, указывающее на правильную настройку ограничителя глубины.
Пример: 025 “0,025” (0,64 мм) Установка глубиномера
1. Используйте ограничитель глубины с правильной настройкой для вашей пильной цепи и проверяйте ограничители глубины каждые три или четыре заточки. 2. Поместите инструмент на пильную цепь так, чтобы один ограничитель глубины выступал через прорезь в инструменте. 3. Если ограничитель глубины выступает над пазом, подпилите ограничитель глубины на уровне верхней части инструмента с помощью плоского напильника. Никогда не подпиливайте ограничитель глубины настолько, чтобы он превысил значение ограничителя глубины, указанное в данном руководстве для вашей пильной цепи Oregon.
Руководство по технике безопасности и техническому обслуживанию
25
Техническое обслуживание пильной цепи
Примечание. Не подпиливайте и не изменяйте верхнюю часть стяжных ремней бампера, уменьшающих отдачу, или тяги привода бампера.
4. Напилите шлифованные круглопильные цепные пилы изнутри наружу. (Для цепной пилы с квадратной шлифовкой напильник следует выполнять напильником снаружи фрезы внутрь.)
вне
внутри
5. После опускания всегда отпиливайте передний угол каждого ограничителя глубины параллельно его первоначальной закругленной или наклонной форме.•
Широкая гусеница, изогнутая над ограничителем глубины, обрабатывается только сверху вниз. Изменять форму не нужно.
Примечание. На многих пильных цепях может быть полезно наклонить ограничитель глубины на конец и поместить его перед рабочим углом, чтобы защитить режущие поверхности при изменении формы ограничителя глубины.
26
Руководство по технике безопасности и техническому обслуживанию
Техническое обслуживание пильной цепи
Square Filing Кто должен выполнять Square Filing?
Большинству пользователей бензопилы, вероятно, никогда не понадобится ни использовать цепь квадратной пилы, ни научиться выполнять пилку под квадрат.Но в тех областях, где древесина больше, а используемые направляющие шины длиннее, преимущества в производительности цепной пилы с квадратным сечением могут перевесить тот факт, что опиловка квадратного сечения является более сложной и гораздо менее прощающей ошибки опиловки. Позиционирование напильника Напильник будет одновременно затачивать верхнюю и боковую пластины. Это создает линию (A), где угол резания верхней пластины встречается с углом боковой пластины. Для достижения наилучших результатов подпиливайте так, чтобы линия пересекала срезанный угол (B).
А
Б
Правильно заполненный угол
Неправильно СЛИШКОМ ВЫСОКИЙ
Неправильно СЛИШКОМ НИЗКИЙ
Для правильной заточки фрезы используйте правильную позицию заточки, как показано здесь с трех разных точек зрения:
45˚
45˚
Вид сбоку
Вид с торца
Вид сверху
Руководство по технике безопасности и техническому обслуживанию
27
Техническое обслуживание пильной цепи
Направление напильника Мы рекомендуем подпиливать цепь квадратной пилы снаружи внутрь (в направлении вниз).Это оставляет лучшую кромку на хромированных режущих поверхностях и упрощает обработку
сохраняет положение файла и результирующие режущие кромки в правильном выравнивании, как показано в предыдущем разделе «Позиционирование файла». Однако подача снаружи внутрь приведет к более быстрому износу файла. Некоторые пользователи цепной пилы с квадратной пилой могут предпочесть пилку изнутри наружу (в направлении вверх). Вы должны знать, что подпиливание наизнанку намного сложнее. Но какое бы направление вы ни выбрали, убедитесь, что ваш файл и режущие кромки остаются в таком положении, как показано в предыдущем разделе «Позиционирование файла».Подпилите все фрезы с одной стороны пильной цепи, затем переверните пильную цепь и повторите процесс. Используйте те же позиции напильника для фрез на противоположной стороне пильной цепи. Инструменты Используйте только напильники, специально предназначенные для фрез с квадратным зубилом, которые можно приобрести у продавца бензопилы.
Двойной скос
Шестиугольник
«Гуфи»
28
Руководство по технике безопасности и техническому обслуживанию
Техническое обслуживание пильной цепи
Заточка канавок Приблизительно при каждой пятой заточке очищайте впадины, опиливая их круглым напильником 7/32 дюйма.Запилить углубления изнутри наружу (сторона, противоположная заточке). Всегда оставляйте полку 1/8 дюйма позади пищевода.
Полка 1/8 “
До После Если не чистить регулярно, внешний край ваших бороздок в конечном итоге будет препятствовать тому, чтобы рабочие углы ваших фрез вошли в древесину.
Неправильно Небольшой зазор между рабочим углом и внешним краем впадины или его отсутствие.
Правый зазор сохраняется между рабочим углом и внешним краем пищевода.
Настройка глубиномера
0,025 дюйма
ПРИМЕЧАНИЕ: Настройка ограничителя глубины для всех цепных пил с квадратной шлифовкой составляет 0,025 дюйма.
Руководство по технике безопасности и техническому обслуживанию
29
Техническое обслуживание пильной цепи
Уголки опиливания
Диаметр файла
Примечание. При использовании направляющей для файлов Oregon® всегда держите файл перпендикулярно центральной линии цепи.
30
Руководство по технике безопасности и техническому обслуживанию
Техническое обслуживание пильной цепи
1/4 “
25AP
30º 10º 85º.025 “5/32”
.325 “Low Profile ™ 3/8” Low Profile ™
80TXL
25º 10º 70º .025 “5/32”
90PX, 90SG
4,5 мм
30º 0º 75º .025 “
91P, 91PX, 91PXL 91VXL, M91VXL
30º 0º 80º .025 “5/32” 30º 0º 80º .025 “5/32” 30º 10º 70º .025 “3/16”
.325 “95VPX
20, 21, 22BPX, M20, M21, M22BPX
30º 10º 70º .025 “3/16”
95TXL
30º 10º 70º .025 “3/16”
20, 21, 22LPX, LGX, M20, M21, M22LPX
25º 10º 60º.025 “3/16”
3/8 дюйма
72, 73, 75 В
25º 10º 60º .025 “7/32”
72, 75CJ, CK, CL
45º 45º 90º .025 “
⍟
72APX, 72, 73, 75DPX, M72, M73, M75DPX 72, 73, 75EXL, EXJ, LGX, JGX, LPX, JPX M72, M73, M75LPX
30º 10º 80º .025 “7/32”
25º 10º 60º .025 “7/32”
25º 10º 60º .025 “7/32” 10º 10º 75º .025 “7/32” 30º 10º 65º .030 “7/32” 10º 10º 75º .030 “7/32”
72, 73, 75РД
.404 “27X, 27AX
27R, RX, RA
58CJ, CL, 59CJ, CK, CL
45º 45º 85º .025 “
⍟
58, 59J, L 68LX, JX 68CJ, CL
25º 10º 60º .025 “7/32” 25º 10º 60º .030 “7/32”
45º 45º – 0,030 “
⍟
⍟ Напильник с квадратной шлифовкой: режущая кромка 15 ° получается, когда файл удерживается под углом 45 ° к верхней пластине и 45 ° вниз.
Цепочки красного цвета обозначают элементы, которые планируется снять с производства.
Руководство по технике безопасности и техническому обслуживанию
31
Техническое обслуживание пильной цепи
Шлифовальные углы
Толщина колеса
32
Руководство по технике безопасности и техническому обслуживанию
Техническое обслуживание пильной цепи
1/4 “
25AP
30º 10º 55º.025 “1/8”
.325 “Low Profile ™ 3/8” Low Profile ™
80TXL
25º 10º 70º .025 “1/8”
90PX, 90SG 30º 0º 55º .025 “1/8” 91P, 91PX, 91PXL 30º 0º 55º .025 “1/8” 91VXL, M91VXL 30º 0º 55º .025 “1/8”
.325 “95VPX
30º 10º 55º .025 “3/16”
20, 21, 22BPX, M20, M21, M22BPX
30º 10º 55º .025 “3/16”
95TXL
30º 10º 55º .025 “3/16”
20, 21, 22LPX, LGX, M20, M21, M22LPX
25º 10º 55º.025 “3/16”
3/8 дюйма
72, 73, 75 В
25º 10º 55º .025 “3/16”
72, 75CJ, CK, CL 72APX, 72, 73, 75DPX, M72, M73, M75DPX
15º 45º – 0,025 дюйма
–
30º 10º 55º .025 “3/16”
72, 73, 75EXL, EXJ, LGX, JGX, LPX, JPX 25º 10º 55º .025 “3/16” M72, M73, M75LPX 25º 10º 55º .025 “3/16” 72, 73, 75RD 10º 10º 50º. 025 “3/16”
.404 “27X, 27AX
30º 10º 55º .030 “3/16” 10º 10º 50º .030 “3/16”
27R, RX, RA
58CJ, CL, 59CJ, CK, CL
15º 45º -.025 “
–
58, 59J, L 68LX, JX 68CJ, CL
25º 10º 55º .025 “3/16” 25º 10º 55º .030 “3/16”
15º 45º – 0,030 “
–
Цепочки красного цвета обозначают элементы, которые планируется снять с производства.
Руководство по технике безопасности и техническому обслуживанию
33
Техническое обслуживание пильной цепи
Как установить новые детали пильной цепи
Прочтите «Эксплуатация и уход» на стр. 20. Примечание. Для ремонта пильной цепи Oregon используйте только детали Oregon®, и используйте только детали подходящего размера и типа для вашей пильной цепи.1. Удалите заклепки и детали, которые необходимо заменить, как показано в разделе «Как выламывать заклепки» на странице 36. Никогда не собирайте пильную цепь со старыми предварительно установленными стяжными ремнями – всегда используйте новые предварительно установленные стяжные ремни. 2. При необходимости отшлифуйте нижнюю часть новых деталей, чтобы они соответствовали существующим изношенным деталям. Отшлифуйте новые фрезы в соответствии с
изношенных фрез. Не подпиливайте верхнюю часть стяжных ремней бампера для уменьшения отдачи или приводных звеньев бампера.
OREGON
OREGON
OREGON
OREGON
3.Поместите предустановленную стяжку на плоскую внешнюю поверхность наковальни прерывателя цепи. Убедитесь, что заклепки направлены вверх.
34
Руководство по технике безопасности и техническому обслуживанию
Техническое обслуживание пильной цепи
4. Присоедините пильную цепь к предварительно установленной стяжке.
5. Соберите стяжную ленту с логотипом, точкой вверх и выемкой в сторону выступов тяги привода. Соберите стяжку бампера в правильном направлении так, чтобы выемка была обращена к выступам тяги привода.
6. Убедитесь, что детали собраны в правильном месте, последовательности и направлении.Проверьте «Детали пильной цепи» на странице 14. Если вы не уверены, обратитесь к своему дилеру Oregon®. 7. Для формирования головок заклепок используйте вертушку для заклепок Oregon. Следуйте инструкциям, прилагаемым к вертушке для заклепок.
ВНИМАНИЕ: Головки заклепок должны быть плотно прилегающими и надежными, при этом все соединяемые части должны свободно двигаться. Быстрый износ, ведущий к возможному обрыву пильной цепи и травмам, может быть вызван слишком затянутыми или слишком ослабленными головками заклепок. Примечание. Новые головки заклепок могут быть меньше и иметь форму, отличную от головок заводских.
Руководство по технике безопасности и техническому обслуживанию
35
Техническое обслуживание пильной цепи
Как выламывать заклепки
ВНИМАНИЕ: Всегда надевайте одобренные защитные аксессуары для рук и лица, когда выламываете заклепки.
1. Выберите соответствующий номер паза под упор на упоре прерывателя цепи пилы, который соответствует номеру ведущего звена на разрушаемой пильной цепи (см. «Идентификация номера звена привода цепи пилы» на стр. 48). 2. Вставьте часть пильной цепи для разлома в соответствующий паз наковальни пильной цепи и протолкните пильную цепь вперед, пока нижняя стяжка не будет на одном уровне с дальней стороной паза.(Соединение привода поддерживается с обеих сторон слота.)
3/8
25
72
3. Расположите головку заклепки прямо под пуансоном. Потяните ручку вниз, если используете цепной прерыватель настольной пилы, или выбейте заклепку, если используете ручной пробойник. Не применяйте чрезмерную силу. Примечание: Важно – при обрыве пильной цепи на резаке убедитесь, что резак находится в верхнем положении.
36
Руководство по технике безопасности и техническому обслуживанию
Техническое обслуживание пильной цепи
Удаление заклепок из сломанных приводных звеньев 1.При снятии заклепок со сломанных приводных звеньев удерживайте два сломанных сегмента вместе в их исходных (неразрывных) положениях, когда вы затягиваете звено пильной цепи в регулируемой опоре. •
2. См. Шаги 1 – 3 раздела «Как выламывать заклепки» на предыдущей странице.
Таблица номеров звеньев цепного привода пилы
Номер паза наковальни Номер звена привода
3/8 дюйма Low Profile ™ 3/8 дюйма
.325 “Low Profile ™ .325”
.404 “
1/4
25
80
95
90
72 27
20
91
73 58
21
75 59
22
68
Руководство по технике безопасности и техническому обслуживанию
37
Техническое обслуживание пильной цепи
Как обрывать новую пильную цепь Срок службы вашей новой пильной цепи можно продлить, выполнив эти несколько простых шагов перед ее использованием.1. Смажьте пильную цепь перед использованием.
2. Никогда не запускайте какую-либо пильную цепь на изношенном ободе ведущей звездочки или цилиндрической системе, особенно на новой пильной цепи. Заменяйте систему обода или шпоры после каждых двух пильных цепей или чаще. •
или
3. Дайте новой пильной цепи поработать на полдроссельной заслонки в течение нескольких минут перед тем, как начать резку, чтобы масло достигло всех частей направляющей шины и пильной цепи. Дайте бензопиле и режущему устройству полностью прогреться. Также рекомендуется: окунуть пильную цепь в масло для направляющей шины или сбрызнуть маслом по всей длине пильной цепи на направляющей перед ее запуском.Это обеспечивает максимальную смазку опорных поверхностей и заклепок пильной цепи. 4. Остановитесь, проверьте натяжение пильной цепи, дайте пильной цепи остыть и часто регулируйте натяжение во время работы, как показано в разделе «Как натянуть пильную цепь» на стр. 22
5. Держите первые несколько разрезов легкими. Во время этих первых разрезов держите лишнее масло на режущей системе и не прилагайте больших усилий.
38
Руководство по технике безопасности и техническому обслуживанию
Поиск и устранение неисправностей пильной цепи
Большинство проблем с цепной пилой вызвано четырьмя причинами: 1.Неправильное натяжение пильной цепи 2. Неправильная подача 3. Отсутствие смазки
4. Резка любого материала, кроме дерева.
Вот на что следует обратить внимание и какие действия по исправлению необходимо предпринять:
Проблема: режет медленно / грубо или не держит кромку Внимательно посмотрите на фрезы вашей пильной цепи и сравните их со следующими рисунками.
1. Легкое абразивное повреждение боковых пластин. Причина: резцы контактировали с легкими абразивными материалами. Симптомы: Очень медленная резка. Устранение: Отрежьте ножницы, пока все повреждения не будут удалены.2. Сильное абразивное повреждение боковых и / или верхних пластин. Причина: резаки ударяют или режут материал, отличный от дерева, например камень, грязь или песок. Этот тип повреждений обычно возникает при резке близко к земле. Симптомы: пильная цепь не режет или режет криво, если повреждена одна сторона пильной цепи. Возможное повреждение направляющей шины. Устранение: Отрезать ножницы до полного устранения повреждений. 3. Слишком большой угол опиливания верхней пластины. Причина: слишком большой угол наклона верхней пластины при заточке или шлифовании. Симптомы: Угол среза очень острый, но быстро тускнеет.Режущее действие грубое и неустойчивое. Устранение: переточите фрезы, удерживая файл под правильным углом заточки верхней пластины для пильной цепи. Убедитесь, что на направляющей файла нанесен штамп с правильным углом наклона верхней пластины пильной цепи. 20˚
50˚
Руководство по технике безопасности и техническому обслуживанию
39
Поиск и устранение неисправностей пильной цепи
4. Слишком маленький угол заточки верхней пластины. Причина: опилен или отшлифован под углом меньше рекомендуемого. Симптомы: медленное резание. Требуется дополнительное усилие для резки.Возможна обвязка в разрезе. Устранение: переточите фрезы, удерживая файл под правильным углом заточки верхней пластины для пильной цепи. Убедитесь, что на направляющей файла нанесен штамп с правильным углом наклона верхней пластины пильной цепи. 5. Слишком большой угол резания верхней пластины. Причина: файл слишком мал или файл слишком мал. Шлифовальные машины: пильная цепь заточена под неправильным углом резания верхней пластины или с использованием шлифовального круга неправильного размера. Симптом: Плохая резкость. Быстрое затупление. Быстро режется на короткое время, затем тускнеет. Устранение: переточите фрезы правильным напильником нужного размера, удерживая его в правильном положении.Используйте правильную направляющую для файлов. 6. Слишком маленький угол среза верхней пластины. Причина: файл расположен слишком высоко или файл слишком велик. Шлифовальные машины: пильная цепь заточена под неправильным углом резания верхней пластины или шлифовальный круг неправильного размера. Симптомы: медленное резание. Преждевременный износ пильной цепи и направляющих шин. Способ устранения: переточите фрезы, используя правильную направляющую для файла подходящего размера и в правильном положении. 7. Слишком большой крючок в боковой пластине. Причина: файл слишком мал или файл слишком мал. Шлифовальные машины: пильная цепь заточена под неправильным углом резания верхней пластины, шлифовальный круг слишком мал или шлифует слишком глубоко в корпус фрезы.Симптомы: грубая резка. Захваты цепи пилы. Резцы быстро затупляются или не держатся за лезвие. Поломка верхней пластины и / или растяжение пильной цепи. Устранение: переточите фрезы, используя правильный напильник нужного размера и удерживая его в правильном положении.
20˚
40
Руководство по технике безопасности и техническому обслуживанию
Поиск и устранение неисправностей пильной цепи
8. Обратный откос на боковой пластине. Причина: файл расположен слишком высоко или файл слишком большой. Шлифовальные машины: пильная цепь заточена под неправильным углом резания верхней пластины, шлифовальный круг слишком большой или шлифовальный круг недостаточно глубоко заточен в корпус фрезы.Симптомы: медленное резание. Преждевременный износ пильной цепи и направляющих шин. Устранение: переточите фрезы, используя правильную направляющую для файла нужного размера и в правильном положении. 9. Малые глубиномеры. Причина: снят слишком большой ограничитель глубины; ограничитель глубины поврежден при использовании. Симптомы: грубая резка. Захваты цепи пилы. Чрезмерный износ пятки фрез, противостоящих стяжных лент, направляющих шин. Поломка верхней плиты и / или растяжение пильной цепи. Устранение: В большинстве случаев фрезы не удается отпилить достаточно, чтобы исправить слишком низкие ограничители глубины.Заменить пильную цепь. 10. Глубиномеры. Причина: Глубиномер никогда не опускался. Симптомы: медленное резание. Чрезмерный износ пильной цепи и направляющих шин. Способ устранения: опилить ограничители глубины до нужной высоты.
ПРИМЕЧАНИЕ: Обратитесь к разделу «Как затачивать резаки» на странице 23 при выполнении описанных выше действий.
Руководство по технике безопасности и техническому обслуживанию
41
Поиск и устранение неисправностей пильной цепи
Проблема: резаки и завязки сильно изнашиваются или ломаются
11.Чрезмерный износ каблука резаков и противоположных завязок; трещины под задние отверстия под заклепки. Причина: заставляет тупую пильную цепь резать. Настройки ограничителя глубины. Отсутствие смазки. Слабое натяжение пильной цепи. Симптомы: чрезмерный износ пятки резаков. Обрыв цепи пилы. Чрезмерное натяжение пильной цепи. Способ устранения: замените изношенные или потрескавшиеся фрезы и / или стяжные ремни. ПРИМЕЧАНИЕ. Для предотвращения износа и / или появления трещин в будущем может потребоваться одно или несколько из следующих действий: (1) Отогните фрезы под правильным углом. (2) Обеспечьте большую смазку пильной цепи и направляющей шины.(3) Уменьшите настройку ограничителя глубины (может потребоваться замена пильной цепи). (4) Не заставляйте тупую пильную цепь резать. (5) Не проталкивайте пильную цепь через замерзшую древесину. (6) Держите резцы острыми. (7) Всегда поддерживайте надлежащее натяжение. 12. Разорванные посередине завязки или резаки. Причина: неправильная сборка компонентов пильной цепи на месте. Симптомы: порваны завязки или кусачки. Устранение: Заменить сломанные компоненты. 13. Изношены низы завязок и ножниц. Причина: Изношенные направляющие шины.Симптомы: изношены нижние части завязок и ножниц. Способ устранения: заправьте вершины направляющих шины под квадрат. Если износ незначительный, подпилите нижнюю часть стяжных лент и фрез под квадрат. Если износ значительный, замените пильную цепь.
42
Руководство по технике безопасности и техническому обслуживанию
Поиск и устранение неисправностей пильной цепи
Проблема: приводные звенья сильно изнашиваются или ломаются
14. Прямые или вогнутые днища. Причина: прямые днища возникают из-за неглубокой канавки корпуса направляющей шины.Вогнутые днища возникают из-за неглубокой канавки на носике направляющей шины. Симптомы: выступы приводных звеньев изношены прямо или вогнуты. Ведущие звенья не могут очистить канавку направляющей шины. Склонность к выбросу пильной цепи из направляющей шины. Способ устранения: замените направляющую шину, ведущую звездочку или и то, и другое. Заточите выступы приводных звеньев, как показано в разделе «Заточка выступов приводных звеньев» на стр. 44, если это возможно. Если нет, замените пильную цепь. 15. Битое и сломанное днище. Причина: изношена или сломана ведущая звездочка. Слабое натяжение пильной цепи или пильная цепь выскакивает из канавки направляющей шины.Приводит к повреждению вращающейся ведущей звездочкой. Симптомы: ссылки на приводе зазубрины или зазубрены. Приводные звенья могут не входить в паз направляющей шины. Ведущие звенья не могут очистить канавку направляющей шины. Устранение: Поддерживайте надлежащее натяжение, чтобы пильная цепь не выскользнула из цилиндрической ведущей звездочки. Замените приводные звенья или замените всю пильную цепь, если многие приводные звенья повреждены. 16. Прокалывание спереди или сзади. Причина: изношена ведущая звездочка. Известно, что зубчатые колеса со штифтами концентрируют нагрузку на задней части приводного звена, вызывая преждевременный износ.Симптомы: изменение формы приводного звена. Герметичные соединения в пильной цепи. Пильная цепь растягивается. Уменьшение срока службы пильной цепи. Устранение: Заменить ведущую звездочку и / или пальцы. Заменить пильную цепь. Не пытайтесь запускать новую пильную цепь на старой ведущей звездочке или старую пильную цепь на новой ведущей звездочке.
Руководство по технике безопасности и техническому обслуживанию
43
Поиск и устранение неисправностей пильной цепи
17. Стойка ведущего звена загнута вверх. Причина: изношена ведущая звездочка.
Признак: выступы приводных звеньев ударяются о дно.Устранение: Заменить ведущую звездочку. По возможности заточите выступы приводных звеньев, как показано на рисунке ниже. Если нет, замените пильную цепь. 18. Бока потертые или тонкие внизу. Причина: рельсы направляющей шины раздвинуты, или одна из направляющих изношена слишком низко, что позволяет пильной цепи опрокидываться. Симптомы: цепь пилы криво режет. Ускоренный износ направляющей шины и пильной цепи. Устранение: Обратитесь к дилеру для ремонта направляющих шин, в противном случае замените направляющую шину. Замените пильную цепь, если износ значительный или проблема не устраняется. ПРИМЕЧАНИЕ. Также проверьте нижнюю часть стяжных лент и верхнюю часть направляющих шины на наличие повреждений.
Танцы для заточки приводного звена
Заостренные выступы приводных звеньев помогают удалять стружку и мусор из канавки направляющей шины. Заточите поврежденные ножки до их первоначальной формы с помощью круглого напильника.
44
Руководство по технике безопасности и техническому обслуживанию
Поиск и устранение неисправностей пильной цепи
Проблема: пильная цепь имеет тугие соединения
19. Зачесывание нижней или передней части резаков и стяжных лент. Причина: неправильное натяжение пильной цепи или изношенная ведущая звездочка. Симптомы: растяжение цепи или обрыв цепи пилы.Устранение: пильная цепь с тугими соединениями не подлежит ремонту. Замените пильную цепь и поддерживайте надлежащее натяжение. Замените изношенную звездочку обода. 20. Зачистка пазов фрез и стяжных лент. Причина: изношена прямозубая ведущая звездочка. Симптомы: растяжение цепи или обрыв цепи пилы. Устранение: Заменить ведущую звездочку прямозубой оси. Заменить пильную цепь. Всегда поддерживайте надлежащее натяжение и не запускайте пильную цепь на изношенной ведущей звездочке.
Руководство по технике безопасности и техническому обслуживанию
45
Поиск и устранение неисправностей пильной цепи
Проблема: срезает кривую / наклоняется на одну сторону / неравномерно режет
21.Повреждение резцов на одной стороне пильной цепи. Причина: фрезы на одной стороне пильной цепи повреждены из-за удара о корпус пилы или землю / мусор. Симптомы: пильная шина и пильная цепь заедают в разрезе. Это может привести к поломке направляющей шины и пильной цепи при снятии направляющей шины с дерева. Неравномерный износ направляющей шины. Устранение: Напильником достаточно назад, чтобы удалить все повреждения. Выровняйте направляющие шины, если они неровные.
22. Различная длина верхней пластины фрезы Причина: непостоянная заточка.
Признаки: пильная шина и пильная цепь заедают в разрезе.Это может привести к поломке направляющей шины и пильной цепи при снятии направляющей шины с дерева. Неравномерный износ направляющей шины. Устранение: Подпилите фрезы до равной длины верхней пластины. Выровняйте направляющие шины, если они неровные.
46
Руководство по технике безопасности и техническому обслуживанию
Идентификация пильной цепи
Oregon® Families Чтобы упростить идентификацию наших уровней продуктов, упаковка различается по цвету. Продукты внутри семейств, отвечающие потребностям случайных пользователей, будут обозначены серой упаковкой.Семейства продуктов, ориентированные на требовательных профессиональных пользователей, будут обозначены черной упаковкой. PowerCut ™
ControlCut ™ Идеально подходит для владельцев недвижимости и профессионалов, которым нужен дополнительный контроль, обеспечивающий плавную резку каждый раз. Легкий в уходе, с щадящим профилем заточки. DuraCut ™ Сделано для лесорубов, работающих в абразивных и тяжелых условиях. Усовершенствованный процесс покрытия с дополнительными слоями хрома. Режет до трех раз дольше, чем обычная пильная цепь. RipCut ™ Создан специально для обеспечения максимальной эффективности цепей при изготовлении точных досок и досок.AdvanceCut ™ Идеально подходит для домовладельцев, рубящих деревья на своей территории, и для профессионалов, занимающихся рубкой деревьев, которым требуется лишь время от времени рубить дрова. Удобство использования благодаря конструкции с низким уровнем отдачи. типа пилорамы. Обеспечивает плавный продольный пропил с
Лучшая пильная цепь для лесорубов и квалифицированных работников леса. Долотовидные фрезы обрабатывают древесину со скоростью, эффективностью и точностью. SpeedCut ™ Более быстрая резка для профессионалов в области деревообработки и опытных домовладельцев.Система узкого пропила требует меньше энергии, чтобы быстро и легко резать большие объемы древесины. VersaCut ™ Создан для профессионалов, занимающихся рубкой деревьев, которым требуется высокая производительность пильной цепи. Использует фрезы, предназначенные для максимальной прочности и универсальности.
Руководство по технике безопасности и техническому обслуживанию
47
Идентификация пильной цепи
Идентификация номера звена привода пильной цепи Почти все пильные цепи Oregon® имеют номер детали, состоящий из номера (см. Ниже), за которым следуют одна, две или три буквы (см. Следующую страницу).Примеры номеров деталей: 72LPX, 91PX Номера: 72 LPX, 91 PX Номера выбиты на приводных звеньях пильной цепи и указывают физический размер пильной цепи (шаг и размер).
72 72 72 Номер цепи
Калибр
Участок
дюйм
мм
25
1/4 “
0,050 “
1,3
.325 “Low Profile ™ 3/8” Low Profile ™ 3/8 “Low Profile ™
80
0,043 “
1,1
90
.043 “
1,1
91
0,050 “
1,3
.325 “
0,050 “
1,3
20
.325 “
0,050 “
1,3
95
21
.325 “
0,058 “
1,5
22
.325 “
.063 “
1,6
72
3/8 дюйма
0,050 “
1,3
73
3/8 дюйма
.058 “
1,5
75
3/8 дюйма
.063 “
1,6
26, 58
.404 “.404”
.058 “.063”
1,5 1,6
27, 59, 68
48
Руководство по технике безопасности и техническому обслуживанию
Идентификация пильной цепи
Как заказать сменную пильную цепь Для обеспечения наилучшего обслуживания подготовьте следующую информацию о бензопиле для вашего дилера Oregon®.
1. Марка и модель
ПИЛА MAN 1100-A
2.Длина реза направляющей шины
ПРИМЕЧАНИЕ. Названная длина вашей направляющей шины отличается от ее общей длины. Называемая длина – это расстояние от передней части бензопилы до кончика направляющей шины.
Длина реза (называемая длина)
Общая длина
3. Номер детали пильной цепи и количество приводных звеньев для длины пильной цепи.
ПРИМЕР: пильная цепь Oregon® 72LGX-068G
Номер детали Счетчик ссылок привода
Руководство по технике безопасности и техническому обслуживанию
49
Идентификация пильной цепи
Круглый грунт
Отдача – уменьшающие элементы (если есть) *
Последовательность резания
Часть
Тип
Калибр
Тип резака
Вид сбоку
дюйм.
мм Вид с торца
1/4 “
Micro Chisel®
25AP
ControlCut ™ .050 “1,3
Стандартный
.325 “Low Profile ™
Микро-долото
80TXL
SpeedCut ™ .043 “1,1
Стандартный
3/8 дюйма Low Profile ™
Зубило для снятия фаски
90PX
AdvanceCut ™ .043 “1.1
Стандартный
Зубило для снятия фаски
91PX
AdvanceCut.043 “1,3
Стандартный
Полуфабрикат
91PXL
ControlCut .043 “1,3
Стандартный
Полуфабрикат
91VXL
0,050 “1,3
Стандартный
VersaCut ™
Полуфабрикат
M91VXL
0,050 “1,3
Стандартный
DuraCut ™
* См. «Функции уменьшения отдачи» на стр. 14 для получения информации обо всех значках отдачи. Цепочки красного цвета указывают на то, что планируется снять с производства.
50
Руководство по технике безопасности и техническому обслуживанию
Идентификация пильной цепи
Круглый грунт
Отдача – уменьшающие элементы (если есть) *
Последовательность резания
Часть
Тип
Калибр
Тип резака
Вид сбоку
дюйм
мм Вид с торца
.325 “
Micro Chisel®
20BPX 21BPX 22BPX
.050 “.058” .063 “
1,3 1,5 1.6
Стандартный
ControlCut ™
Микро-долото
SpeedCut ™
95TXL 95VPX
0,050 “1,3
Стандартный
Долото
20LPX 21LPX 22LPX
.050 “.058” .063 “
1,3 1,5 1,6
Стандартный
PowerCut ™
Долото
20LGX 21LGX 22LGX
.050 “.058” .063 “
1,3 1,5 1,6
Стандартный
PowerCut
Микро-долото
M20BPX M21BPX M22BPX
.050 “.058” .063 “
1,3 1,5 1,6
Стандартный
DuraCut ™
Долото
M20LPX M21LPX M22LPX
.050 “.058” .063 “
1,3 1,5 1,6
Стандартный
DuraCut
* См. «Функции уменьшения отдачи» на стр. 14 для получения информации обо всех значках отдачи. Цепочки красного цвета указывают на то, что планируется снять с производства.
Руководство по технике безопасности и техническому обслуживанию
51
Страница 1 Страница 2 Стр. 3 Стр. 4 Стр. 5 Стр. 6 Стр.7 Стр. 8 Стр.9 Стр.10 Стр. 11 Стр.12 Стр. 13 Стр. 14 Стр. 15 Стр.16 Стр.17 Стр.18 Стр.19 Стр.20 Стр.21 Стр. 22 Стр. 23 Стр. 24 Стр.25 Стр. 26 Стр. 27 Стр.28 Стр.29 Стр.30 Стр.31 Стр.32 Стр. 33 Стр. 34 Стр. 35 Стр.36 Стр. 37 Стр.38 Стр. 39 Стр. 40 Стр. 41 Стр. 42 Стр. 43 Стр.44 Стр.45 Стр. 46 Стр. 47 Стр. 48 Стр. 49 Стр.50 Стр. 51 Стр.52 Стр. 53 Стр.54 Стр.55 Стр.56 Стр.57 Стр.58 Стр.59 Стр. 60 Стр.61 Стр.62 Стр.63 Стр.64 Стр.65 Стр.66 Стр.67 Стр.68 Стр.69 Стр.70 Стр.71 Стр.72 Стр.73 Стр.74 Стр.75 Стр.76 Стр.77 Стр.78 Стр.79 Стр. 80 Стр. 81 Стр.82 Стр. 83 Стр. 84 Стр.85 Стр.86 Стр. 87 Стр.88 Стр.89 Стр. 90 Стр.91 Стр.92 Стр.93 Стр.94 Стр.95 Стр.96 Стр.97 Стр.98 Стр. 99 Стр. 100 Стр.101 Стр.102 Стр.103 Стр.104 Стр.105 Стр.106 Стр.107 Стр.108 Стр.109 Стр.110 Стр. Решебника 111 Стр.112 Стр.113 Стр. Решебника 114 Стр.115 Стр.116 Стр.117 Стр. Решебника 118 Стр. Решебника 119 Стр. Решебника 120 Стр. Решебника 121 Стр. Решебника 122 Стр. 123 Стр. Решебника 124 Стр. Решебника 125 Стр. 126 Стр. Решебника 127 Стр.128 Стр. 129 Стр.130 Стр.131 Стр. Решебника 132 Стр. Решебника 133 Стр. Решебника 134 Стр. Решебника 135 Стр.136 Стр.137 Стр. Решебника 138 Стр.139 Стр. Решебника 140 Стр. Решебника 141 Стр. Решебника 142 Стр. Решебника 143 Стр. Решебника 144 Стр. Решебника 145 Стр. Решебника 146 Стр. Решебника 147 Стр. Решебника 148 Стр. Решебника 149 Стр.150 Стр. Решебника 151 Стр.152www.oregonproducts.com
Сделано с FlippingBook – профессиональное решение для отображения маркетинговых и торговых документов в Интернете
.