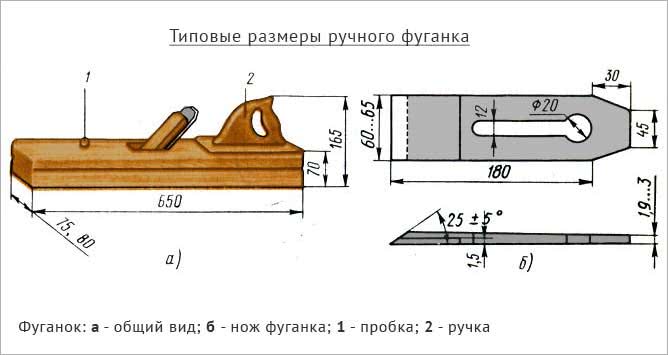
路径刨 Часть 1. (Железка)
Живей, рубанок, шибче шаркай,Шушукай, пой за верстаком,
Чеши тесину сталью жаркой,
Стальным и жарким гребешком.
(Василий Казин, 1920)
По многочисленным (2 шт.) просьбам начинаю цикл о ручных инструментах. Начнём с рубанка. Ибо это наше всё. Часто слышны жалобы, что на Проксон денег не хватает, а когда хватит, то шуметь нельзя, то электричество отключат. С ручным инструментом такого не бывает. Более того, сам процесс производства модели с применением одного только ручного инструмента завораживает. Чесслово.
Почему то рубанков принято бояться. Ну, опасаться. Особенно странно слышать такие признания от людей, овладевших какими то запредельными ремёслами, а тут вдруг раз… Опаньки. Заполним пробелы. Я буду описывать процесс изготовления рубанку с нуля. Бояться не надо, я не заставляю всех следовать моему примеру. Просто таким образом не останется белых пятен и чёрных дыр. Все этапы настройки-наладки никуда не денутся и те, кто хочет лишь довести до ума имеющийся инструмент запрыгнут на поезд, когда захотят и спрыгнут на любом приглянувшемся полустанке.
Рубанок начинается с ножа. Нож рубанка называется коротко и ясно – железка. Многие воспринимают это, как кощунство и употребляют термины “железко”, “железок” и пр. Если нравится – в добрый путь. Если солянку назвать селянкой – хуже не станет. Подумаешь, дедушка Даль лишний раз повернётся, зато спина не затечёт. Железка должна быть прямой и острой.
Я делаю железку из полотна механической ножовки. У меня как раз, от изготовления богородского ножа остался отличный кусочек – заготовка
Срезаем зубья и выравниваем одну кромку под линейку. Это важно – по прямой кромке будут вестись все измерения и последующее позиционирование. Сначала на точиле, потом на алмазном бруске с крупным зерном.
Рабочую кромку выводим под угольник к прямой кромке. Вторую длинную кромку стараемся сделать макимально параллельной первой.
Оформляем рабочую грань, формируем вчерне угол заточки. Он в рубанках колеблется от 20 до 35 градусов. Чем меньше угол, тем легче рез, но при этом ухудшается стойкость кромки. У меня получился угол около 23 градусов.
У меня получился угол около 23 градусов.
Процесс заточки завершён, осталась доводка. Теперь можно перейти на точильные камни с мелким зерном. Обрабатываем последовательно на трёх камнях, от 400 до 1000 grit. Если камней нет, можно использовать качественную водостойкую шкурку соответствующей зернистости, наклеенную на стекло. Шкурка должна быть на тонкой бумажной основе и клеить её на двусторонний скотч не стоит – за счёт мягкости скточа впереди лезвия будет идти “волна”, которая скруглит кромку, т.ч. только клей (Момент, резиновый и пр.).
Вот, собственно и всё. Можно, конечно, продолжить процесс, используя камни (шкурку) и 3000, и 6000, и 20000 grit, доведя лезвие до полного изумления, но это уже бонусом. Когда психика окрепнет в полной мере.
Проверяем геометрию лезвия. Кстати, переднюю сторону железки тоже не забываем. Её надо вышлифовать на высоту 5-7 мм от рабочей кромки. Выше не стоит – во-первых не имеет практического смысла, во-вторых шерховатая поверхность поможет надёжно фиксировать железку в колодке.
Как водится, продолжение – следует! Следите за рекламой.
Глазов Дмитрий
11.11.201118:4611.11.2011 18:46:43
Просмотров:4628 Комментариев:37 “>Мне нравится0
Теги: Инструменты и приспособления
Универсальный заточной станок WT650 (ножи, стамески, свёрла) LTT-WT650
Назначение
Предназначен для заточки плоских ножей, стамесок и свёрл. Наибольшее применение находит в столярных цехах и небольшом мебельном производстве. Станок имеет литое чугунное основание и возможность регулировки угла заточки.
Особенности WT650:
- позволяет затачивать плоские ножи длиной до 650мм;
- позволяет затачивать спиральные свёрла, стамески, зубила, долота.
Характеристики:
| Модель | WT650 |
| Частота вращения шлифовального круга, об/мин: | 2 800 |
| Диаметр затачиваемых сверел, мм: | 13 |
| Максимальная длина затачиваемых ножей, мм: | 650 |
| Максимальная толщина затачиваемых ножей, мм: | 3 – 7 |
| Масса, кг: | 38 |
| Мощность эл/двигателя, кВт: | 0. |
| Напряжение, В: | 220 |
| Объём, м³: | 0.01 |
| Ширина затачиваемого инструмента, мм: | 15 – 60 |
| Размер шлифовального круга, мм: | 150×12.7×40 |
| Угол поворота стола, градусов: | 0 -75 |
| Габарит, мм: | 650x370x350 |
| Транспортные габариты, мм: | 2 места: 510х340х370 и 660х180х120 |
Конструктивные особенности:
|
Настройка угла заточки инструмента. Регулировка подъёма опускания круга осуществляется маховиком. Направляющие настраиваются на угол заточки от 15 до 90 градусов. |
|
|
Станок прост в обращении. Подключение станка 220В. |
|
|
Приспособление для заточки плоских ножей длиной до 650мм. Продольная подача ножа по длине производится вручную. |
|
|
Приспособление для заточки небольших стамесок и ножей до 120мм. |
|
|
Приспособление для заточки свёрл позволяет точить свёрла с затыловкой по задней грани. |
|
|
Универсальные угловые прижимы для фиксации инструмента нестандартных размеров. |
|
|
Оснастка для заточки инструмента, имеющего цилиндрическую хвостовую часть. |
|
|
Заточной круг и брусок для правки круга в комплекте. |
|
|
Комплектация станка: шлифовальный камень; брусок для правки круга; держатель для ножа до 650 мм; держатель для ножа до 120 мм; держатель для зажимного патрона; зажимной патрон для сверл от 3 до 16 мм; универсальные угловые прижимы; держатель для инструмента с круглым хвостовиком. |

Заточные
Мощность, кВт. 0.37
Тип затачиваемого инструмента
Ножи, мм. 650
Масса, кг 38
Купить заточной станок для ножей рубанка
Компания Tepcom предлагает купить станки для обработки дерева. Вы можете купить у нас также станки для заточки ножей, которые так часто затупляются, в том числе и ножей для рубанка. Изделия или отдельные деревянные детали являются экологически чистыми и гипоаллергенными, долго сохраняются, они качественные и крепкие. Поэтому заниматься такими дорогостоящими предметами интерьера или украшениями достаточно выгодно.
Шлифовка древесины наиболее распространенными способами
Рубанок – один из наиболее распространенных средств для изготовления древесных элементов, потому что:
- снимает только поверхностный слой;
- хорошо служит для отделки грубых краев;
- через простоту механизма долго служит, изнашиванию подвергается в основном только нож.


Из-за попадания ножа на гвозди или другие металлические предметы, что могут быть незамеченные в сырье, которое используется вторично, его состояние ухудшается. Для сохранения леса, в случае пригодности куска, что был выброшен в связи с изнашиванием целого построения, в котором он был, его могут использовать вторично. Заточные агрегаты, возвращающие остроту ножу, знатоки часто делают самостоятельно, из подручных средств.
Проводите периодическое обслуживание электрорубанков
Для надлежащего качества готового товара, быстроты его появления, необходимо наблюдать за состоянием станка, который выполняет основную часть нагрузки. Многие этим пренебрегают, соответственно бизнес у таких владельцев растет медленно или вообще не развивается. Это касается и предпринимателей, которые нанимают рабочую силу, предоставляют своим мастерам некачественные приспособления. Чтобы не потерять экономический резерв, приобретайте производительные станки для заточки лезвий и обслуживания снастей, которые используются в рабочих процессах.
Станок для заточки ножей рубанка более приемлемый, если он был выполнен специально для этой цели, а не сложен из подручных средств. Ваше предприятие поначалу может обойтись заточными приспособлениями собственного изготовления. Но время переходить на новый уровень: заказывайте профессиональный станок для заточки ножей от компании Tepcom. Преимущества сотрудничества с нами:
- Подбор оборудования нашими специалистами.
- Станки различного ассортимента: от непосредственной обработки до обслуживания станций для этого.
- Сотрудничество с заводами, что гарантирует положительные характеристики и исключает накрутку цен.
- Подстраивание под конкретные потребности и пожелания клиента.
- Обеспечим станок запасными частями и материалами.
После заточки нашим станком нож будет опять как новый. Он намного крепче и надежнее кустарного. Даже если вы профессионально сделали станок дома или в мастерской, для воспроизведения соответствующего уровня необходимо иметь специальные машины, которые присутствуют только на заводе.
Рубанки бывают ручные и электрические. Первые встречаются чаще. Ключевыми запчастями есть лезвия, которые изготавливают из особой стали, стойкой к износу. Остальная конструкция ручного рубанка может быть из пластика, стали или из дерева. Электрорубанком обрабатывают сразу несколько одинаковых заготовок.
Когда необходимы заточки ножа рубанка?
Заточку проводят при наличии тонкой блестящей ленты при визуальном осмотре. Двусторонние ножи требуют исправления путем поворота. Чтобы правильно произвести заточку ножа рубанка или электрорубанка, необходимо знать технологию. С самодельными приборами происходит масса оригинальных случаев, к которым нужно приспосабливаться. Наш стандартный инструмент имеет инструкцию, которую с удовольствием объяснят наши специалисты, или же вы сможете ознакомиться с ней самостоятельно. Разобраться будет несложно.
Заточные станки для ножей фуганка (по разнообразным ценам)
Заточные специализированные станки, выпускаемые современными компаниями-производителями, являются неотъемлемой частью инструментария ведущих промышленных, производственных, дереворежущих и металлообрабатывающих заводов/мастерских/фабрик/центров, занимающихся на ежедневной основе заточкой различного рода ножей, пил, фрез, железа, дисков. Использование станков, предназначенных для профилирования ножей спецустройств, режущих инструментов, фуганка, занимает важное место в лесопильной области, предоставляя людям возможность осуществлять качественную заточку и успешно выполнять разные обязанности.
Особенности заточных станков (подходящих для фуганка и иных вариантов)
Приобретая станки, доступные по скидочным ценам и позволяющие производить заточку фуганка, поверхностей и ножей, появляется шанс добиться впечатляющих результатов и улучшить эффективность повседневного функционирования рабочего объекта.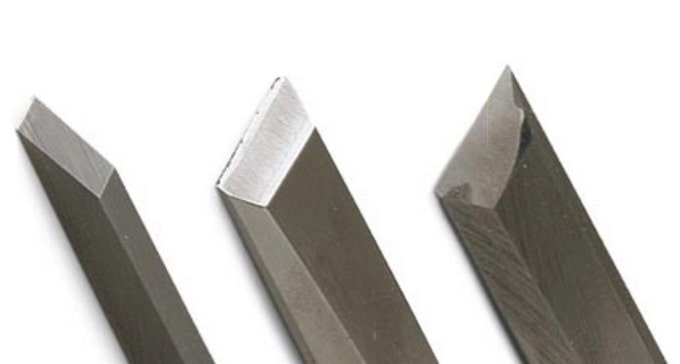 Современные станки имеют следующие преимущества: многофункциональные режимы, автоматическое числовое программное управление, удобные весовые параметры, поддержка высоких стандартов и критериев соответствия качеству, длительный срок эксплуатации, точность заточки, профилирование и придание формы за счет наличия спецнастроек, задействование прочной износостойкой стали (гарантирует удобные условия, чтобы можно было спокойно пользоваться продукцией и обрабатывать фуганок/диск/нож).
Современные станки имеют следующие преимущества: многофункциональные режимы, автоматическое числовое программное управление, удобные весовые параметры, поддержка высоких стандартов и критериев соответствия качеству, длительный срок эксплуатации, точность заточки, профилирование и придание формы за счет наличия спецнастроек, задействование прочной износостойкой стали (гарантирует удобные условия, чтобы можно было спокойно пользоваться продукцией и обрабатывать фуганок/диск/нож).
На веб-ресурсе компании Tepcom покупатели могут увидеть станки, поставляемые тайваньскими и китайскими заводами-производителями, специализирующимися на создании передовых моделей спецаппаратов для заточки ножей, дисковых/ленточных пил, фрез, сверл, металлических инструментов. Товары предлагаются по специальным ценам, позволяя заказчикам приобретать станки по акционным и иным прайсам, получать экономию денежных средств, оформлять заявки на покупку технически оснащенных модификаций (имеющих многие плюсы).
Станки для заточки фуганка (причины совершить онлайн-покупку)
- Получив в распоряжение станок, предназначенный для заточки зубьев, ножей, режущих вещей (фуганка), окажется возможным оперативно исполнять профессиональные задачи для мебельного/столярного предприятия.
- Заточка пил, фуганка, железных элементов, ножей, резьб является необходимым процессом в производственно-промышленной и деревообрабатывающей сферах: покупка станка поспособствует достижению целей и облегчит деятельность мастерской.
- Цены, представленные в каталоге интернет-ресурса, учитывают потребности, желания и целевые индивидуальные спецзадачи заказчиков (можно будет приобрести по актуальной цене станок с ЧПУ, оформить онлайн-заказ устройств с экранами и магнитными плитами, запросить заточное оборудование с ручным контролем).
- Менеджеры готовы проконсультировать по любым интересующим темам: цены на товарные наименования, приобретение аппаратов по акционным скидкам, характеристики импортных моделей, полезные функции и инструментарии (для обработки фуганка, фрез, ножей).
- Купив по выгодной цене продвинутый в техническом плане станок, станет возможно оснастить производство многоцелевым спецоборудованием, способным затачивать фуганок/пилы/ножи и функционировать в бесперебойном режиме.

Оформление заказов (станки для ножей и режущих элементов фуганка)
Заточить пилу, нож, специнструмент представляет собой серьезный момент, требующий применения качественного мультифункционального устройства. На сайте https://pilafreza.ru можно найти и подобрать по привлекательным ценам машины и аппараты, позволяющие обрабатывать и затачивать множественные металлы (фуганок), задействовать программное обеспечение, включать спецрежимы и настройки.
Написать отзыв
Ваше имя:
РейтингВаш отзыв
Достоинства:
Недостатки:
Внимание: HTML не поддерживается! Используйте обычный текст!
Понимание углов лезвия ручного рубанка — FineWoodworking
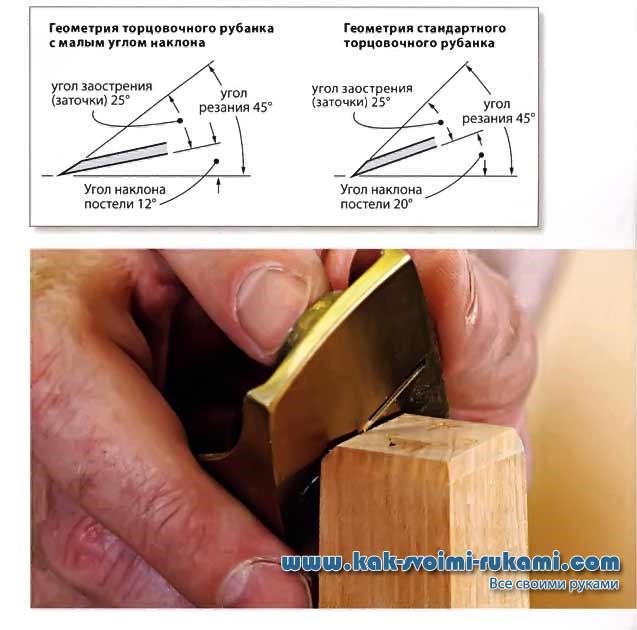
Неудивительно, что большинство столяров имеют ограниченные знания об углах лезвия ручного рубанка. поверхность. Эмпирическое правило заключалось в том, чтобы выбрать малый угол (37º) и плоскость со скосом вверх для торцевых волокон и стандартный шаг (45º) и плоскость со скосом вниз для всего остального. Верно в точку, но вы упускаете много возможностей.
поверхность. Эмпирическое правило заключалось в том, чтобы выбрать малый угол (37º) и плоскость со скосом вверх для торцевых волокон и стандартный шаг (45º) и плоскость со скосом вниз для всего остального. Верно в точку, но вы упускаете много возможностей.
Хотя характеристики рубанка определяются многими факторами, в том числе тем, насколько хорошо он настроен, глубиной резания и размером входного отверстия, изменением угла, под которым лезвие входит в древесину, или эффективным углом резания (далее именуемым угол резания), может значительно расширить список типов древесины, которые можно успешно строгать вручную.
Помимо того, что я расскажу о плоскостях с малым и большим углом наклона, которые имеются в наличии, я покажу вам, как вы можете модифицировать существующие плоскости и настроить способ ориентации вашего рубанка для работы в труднопроходимых лесах.
Подумайте о волокнах Перед тем, как узнать, какой тип рубанка выбрать при столкновении со сложной доской, полезно понять, что происходит, когда лезвие входит в древесину. Максимальная гладкость, цвет и чистота на строганной доске достигаются, когда все волокна древесины выходят из строя (разделяются) прямо на режущей кромке. Дефекты возникают, когда волокна отделяются от кромки и вместо этого выходят из строя вдоль естественных слабых мест в древесине.
Максимальная гладкость, цвет и чистота на строганной доске достигаются, когда все волокна древесины выходят из строя (разделяются) прямо на режущей кромке. Дефекты возникают, когда волокна отделяются от кромки и вместо этого выходят из строя вдоль естественных слабых мест в древесине.
Эти дефекты делятся на две основные категории в зависимости от угла резания и типа древесины.
Мягкие волокна склонны изгибаться и растягиваться Рубанок со стандартным углом резания 45º часто создает проблемы для крупноячеистой, более эластичной древесины хвойных пород и отщепленной древесины. Перед разделением волокон может произойти значительная деформация древесины. В некоторых случаях древесина изгибается и растягивается, накапливаясь перед режущей кромкой, а затем циклически разрушается в процессе, называемом сжатием. Это оставляет более грубую, часто «нечеткую» текстуру, поскольку поверхность проходит через циклы накопления и разрушения. В худшем случае гибкие эластичные волокна изгибаются и растягиваются перед лезвием, затем вытягиваются за край лезвия и, как правило, значительно ниже его, оставляя большие ямки неправильной формы. Это чаще всего встречается в областях с плохой целостностью, таких как растрескивание. Решение состоит в том, чтобы использовать минимально возможный угол резания, чтобы лезвие разрезало древесину, сжимая ее как можно меньше.
Это чаще всего встречается в областях с плохой целостностью, таких как растрескивание. Решение состоит в том, чтобы использовать минимально возможный угол резания, чтобы лезвие разрезало древесину, сжимая ее как можно меньше.
Для мелкоячеистой, плотной, твердой, жесткой древесины, которая мало деформируется под действием сил сдвига, очень большой угол резания может оставить стеклянную гладкую поверхность, когда меньший угол приводит к разрыву.
На таких деревьях, как тигровый клен, невозможно избежать строгания против волокон. При строгании под низким или средним углом резания лезвие поднимает древесину, а не разрезает ее, в результате чего древесина выходит из строя перед лезвием, что называется диагональным расщеплением. Другие такие породы дерева – это древесина с обратным рисунком, такая как ленточная полоса, и плотная фигурная древесина, такая как кокоболо. Решение состоит в том, чтобы использовать гораздо больший угол резания. Это вызывает меньшее расклинивание волокон и большее сдвиговое действие; стружка быстрее поворачивается вверх за счет более крутой поверхности лезвия за режущей кромкой, таким образом, «ломая» стружку раньше.
Это вызывает меньшее расклинивание волокон и большее сдвиговое действие; стружка быстрее поворачивается вверх за счет более крутой поверхности лезвия за режущей кромкой, таким образом, «ломая» стружку раньше.
Теперь, когда вы знаете, какой угол использовать, как его получить? Для разреза под малым углом вы можете приобрести рубанок с малым углом наклона вверх или наклонить плоскость относительно заготовки.
Рубанки со скосом вверх обеспечивают рез под наименьшим углом Принципиальная особенность, которая разделяет плоскости сглаживания на два семейства, заключается в том, предназначен ли рубанок для поддержки своего лезвия с основным скосом, направленным вниз или вверх. Первые поддерживают лезвие на неподвижной платформе или подвижной крестовине, чаще всего под углом 45 °. Независимо от того, под каким углом заточено лезвие, угол основания/крестовины является наименьшим углом резания, которого может достичь рубанок.
Плоскости с основным скосом вверх обычно имеют угол наклона основания 12°-20°. В сочетании с углом наклона лезвия, который обеспечивает разумное удержание режущей кромки (минимум 20º для мягкой древесины, 25º для твердой древесины), это обеспечивает минимальный эффективный угол резания от 32° до 37°. Под «сохранением кромки» я подразумеваю избегание кромки, которая достигает такой точки, что откалывается или иным образом деформируется после минимального использования. Обычный термин для этих плоскостей — малый угол, но поскольку их можно модифицировать для резки под большими углами, их стали называть плоскостями со скосом вверх.
Уменьшите угол резания, наклонив плоскость До сих пор предполагалось, что плоскость движется только в направлении, прямо перпендикулярном режущей кромке лезвия. Когда это направление изменяется, что называется наклоном плоскости, древесина поднимается по лезвию несколько по диагонали под так называемым функциональным углом резания. Таким образом, плоскость с эффективным углом резания 45° при перекосе на 20° образует функциональный угол резания 42°. Если перекос увеличить до 45º, древесина поднимется только на наклон 30º.
Таким образом, плоскость с эффективным углом резания 45° при перекосе на 20° образует функциональный угол резания 42°. Если перекос увеличить до 45º, древесина поднимется только на наклон 30º.
Этот принцип применим к любому рубанку: рубанок со скосом вверх со станиной 12º, лезвие скошено на 20º и перекошено на 60º (нижний предел по всем трем параметрам), имеет функциональный угол резания чуть более 15º.
Наклон может быть очень полезным средством максимизации универсальности одной плоскости и позволяет вам адаптироваться к изменяющимся характеристикам деревянной поверхности без необходимости поворота на другую плоскость или другую геометрию лезвия. Одно предупреждение о перекосе: не противодействуйте преднамеренно высокому эффективному углу резания, непреднамеренно перекашивая плоскость во время использования — это легко сделать при работе с большой поверхностью.
Модифицируйте рубанок для резки под большими углами Для большинства рубанков со скосом вниз угол станины или крестовины устанавливается производителем и не может быть легко изменен. Исключением являются рубанки Ли-Нильсена, которые можно дооснастить крестовиной 50º, увеличивая угол резания на 5º.
Исключением являются рубанки Ли-Нильсена, которые можно дооснастить крестовиной 50º, увеличивая угол резания на 5º.
Более универсальный вариант — скос задней части лезвия в дополнение к основному скосу на лицевой стороне. Задняя фаска обычно очень узкая, потому что она должна лишь немного выступать за глубину пропила — для сглаживания примерно на 132 дюйма 9.0003
Теперь эффективным углом резания является задний скос и углы станины вместе взятые. Таким образом, на рубанке с типичным углом наклона станины 45º задний скос 10º дает эффективный угол резания 55º. Узкий задний скос можно легко отшлифовать, чтобы вернуть лезвию плоскую заднюю часть или установить другой угол заднего скоса; а еще лучше иметь под рукой дополнительное лезвие или два.
Из-за того, что задние фаски очень узкие и угол обычно составляет от 10° до 20°, их может быть трудно заточить от руки, и большинство коммерческих хонинговальных направляющих не предназначены для получения таких меньших углов. Лучшим решением является Veritas Mk. II (www.leevalley.com), предназначенный для получения фасок от 2º до более чем 54º.
II (www.leevalley.com), предназначенный для получения фасок от 2º до более чем 54º.
Для увеличения эффективного угла резания на плоскости со скосом вверх требуется только изменить скос передней части лезвия. Таким образом, рубанок со станиной 12º в сочетании с лезвием, скошенным под углом 38º, дает эффективный угол резания 50º, а скос 50º дает эффективный угол резания 62º. Опять же, подумайте о покупке дополнительного лезвия или двух. Lee Valley предлагает лезвия с различными углами скоса для некоторых плоскостей сглаживания скошенных кромок.
Как лучше всего увеличить диапазон углов Если вы покупаете свой первый рубанок, рассмотрите вариант со скосом вверх. Конструкция обеспечивает больший диапазон эффективных углов резания (от 32° до 65° при условии, что станина 12°), чем конструкция со скосом вниз (от 45° до 65°, при условии, что станина 45°). С другой стороны, если у вас уже есть качественный рубанок со скосом вниз, поэкспериментируйте с задним скосом. Если они работают для вас, купите дополнительное лезвие.
С другой стороны, если у вас уже есть качественный рубанок со скосом вниз, поэкспериментируйте с задним скосом. Если они работают для вас, купите дополнительное лезвие.
Хорошо настроенный самолет любого типа справится с большинством досок, но когда появляется эта особенная доска с высокими фигурами, и вы изо всех сил пытаетесь раскрыть ее во всей красе, я надеюсь, что эта информация поможет вам.
From Fine Woodworking #186
View PDFУглы заточки для верстаков и блоков
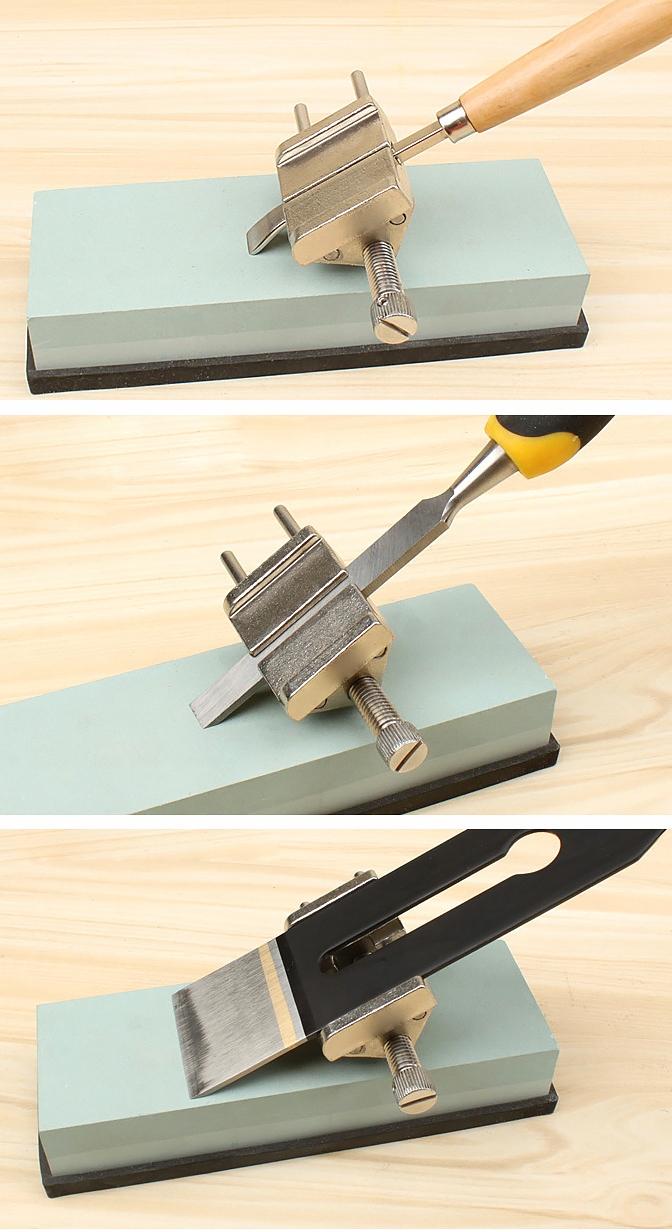
Основы заточки
инструкция подробности для других постов. Что вам нужно знать в контексте точной настройки, так это то, что любой рубанок, новый или старый, требует первоначальной заточки и доводки.
Как минимум, новые строгальные станки должны быть выровнены и отполированы до зернистости не менее 4000 и предпочтительно до 8000. Не нужно возиться со всей поверхностью; важны только первые 1/8–1/4 дюйма вдоль режущей кромки. Вам также необходимо нанести окончательное хонингование на саму скошенную кромку. Он может выглядеть острым, но его опять же нужно заточить, в идеале до зернистости 8000. Цель состоит в том, чтобы максимально приблизить режущую кромку к нулевому радиусу.
Он может выглядеть острым, но его опять же нужно заточить, в идеале до зернистости 8000. Цель состоит в том, чтобы максимально приблизить режущую кромку к нулевому радиусу.
Заточка слишком часто является решающим фактором, который отговаривает столяров от использования ручных инструментов. К сожалению, это требует небольших денежных вложений для начала, не особенно сложно научиться и может быть выполнено довольно быстро с удивительно хорошими результатами. Для получения подробной информации о том, как повысить резкость, я рекомендую инвестировать в одну (или обе) из выдающихся книг по этому вопросу Рона Хока или Леонарда Ли. Крис Шварц также написал ряд фантастических статей о рубанках и заточке рубанков.
Приступаем к делу
Если все, что вы хотите знать, это какой угол скоса следует затачивать на рубанке, сделайте его 25º и на этом закончите. Но если вы хотите лучше понять причины геометрии и некоторые возможные варианты, читайте дальше. Чтобы овладеть своими инструментами, полезно понимать принципы, лежащие в основе геометрии в игре. Итак, сначала несколько концепций, а потом мы свяжем их все вместе.
Итак, сначала несколько концепций, а потом мы свяжем их все вместе.
Крестовина привинчивается к корпусу рубанков
Перво-наперво – Прежде чем вы сможете определить оптимальный угол, под которым следует затачивать ваше строгальное железо, вам сначала нужно узнать угол, под которым оно находится в плоскости. Плоскостные утюги удерживаются на месте против стрелки с помощью зажимного устройства, называемого крышкой рычага. Лягушка прикреплена к основанию или подошве самолета и обеспечивает неподвижное сиденье для утюга. Угол лица лягушки не регулируется, поэтому его следует считать постоянным. На стандартных плоскостях скамейки угол обычно 45º, а на плоскостях с малым углом обычно очень маленький 12º. Этот угол традиционно называют «шагом» плоскости.
Шаг / угол атаки – Шаг, или то, что Рон Хок называет углом атаки, представляет собой угол, под которым режущая кромка входит в контакт с древесиной. [1] Как указано выше, большинство плоскостей скамейки имеют угол наклона 45 градусов. Это называется «общий шаг» и традиционно считается оптимальным шагом для плоскостей. Немного больший шаг 50º называется «Йоркский шаг». Этот шаг с большим углом используется в некоторых рубанках для работы с более твердой древесиной и древесиной со сложными волокнами. «Средний шаг» 55° и «половина шага» (также известный как «корпусный шаг») 60° часто встречаются в формовочных плоскостях для мягкой и твердой древесины соответственно. Углы менее 45º называются «малым углом» или «дополнительным шагом» и используются в рубанках для мягкой древесины и для резки торцевых волокон. [2]
Это называется «общий шаг» и традиционно считается оптимальным шагом для плоскостей. Немного больший шаг 50º называется «Йоркский шаг». Этот шаг с большим углом используется в некоторых рубанках для работы с более твердой древесиной и древесиной со сложными волокнами. «Средний шаг» 55° и «половина шага» (также известный как «корпусный шаг») 60° часто встречаются в формовочных плоскостях для мягкой и твердой древесины соответственно. Углы менее 45º называются «малым углом» или «дополнительным шагом» и используются в рубанках для мягкой древесины и для резки торцевых волокон. [2]
Вот сводная таблица различных смол и их предполагаемого использования.
| Шаг (угол атаки) | Имя | Использование |
| 60º | Половинный шаг / кабинетный шаг | Формовочные плоскости для твердой древесины |
| 55º | Средний шаг | Формовочные плоскости для хвойных пород |
| 50º | Йорк Поле | Более твердая древесина со сложной текстурой |
| 45º | Общий шаг | Оптимальный шаг для большинства самолетов |
| <45º | Низкий угол | Мягкая древесина и торцовое зерно |
Скос вверх и скос вниз — Все плоскости попадают в одну из двух категорий — скос вниз и скос вверх.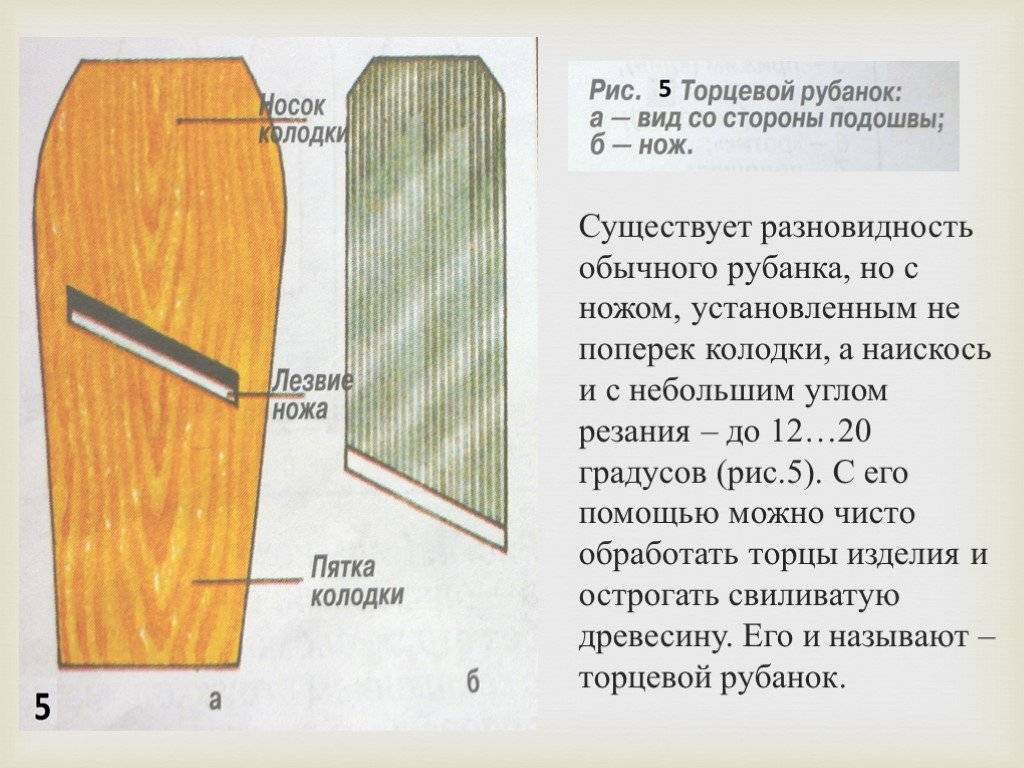 На плоскостях со скосом вниз айроны располагаются углом скоса вниз, а утюги на плоскостях со скосом вверх располагаются углом скоса вверх. Большинство плоскостей скамейки имеют скос вниз, в то время как большинство плоскостей блоков скошены вверх. Специальные самолеты могут летать в любом направлении, в зависимости от их предназначения. Конфигурация с наклоном вверх имеет некоторые преимущества, но мы рассмотрим их позже.
На плоскостях со скосом вниз айроны располагаются углом скоса вниз, а утюги на плоскостях со скосом вверх располагаются углом скоса вверх. Большинство плоскостей скамейки имеют скос вниз, в то время как большинство плоскостей блоков скошены вверх. Специальные самолеты могут летать в любом направлении, в зависимости от их предназначения. Конфигурация с наклоном вверх имеет некоторые преимущества, но мы рассмотрим их позже.
Независимо от того, скошена ли плоскость вверх или вниз, угол поверхности крестовины (на которой сидит утюг) является важным определяющим фактором при определении желаемого угла скоса. Как указано выше, подавляющее большинство рубанков имеют крестовины с основанием под углом 45º, что означает, что режущее железо располагается под углом 45 градусов к рабочей поверхности. Поскольку эти плоскости скамейки скошены вниз, изменение угла скоса не меняет шаг или угол атаки — он по существу зафиксирован на уровне 45 градусов. Однако изменение угла скоса меняет задний угол или зазор позади утюга.
Плоскость стола со скосом вниз
Плоскости со скосом вниз — Поскольку утюги на большинстве плоскостей скамьи расположены скосом вниз, это наиболее распространенная конфигурация, с которой приходится сталкиваться при заточке. Поскольку сторона утюга без фаски расположена вверху (т. е. стороной с фаской вниз), угол атаки одинаков независимо от угла, под которым заточен скос. Это не означает, что угол скоса совершенно не важен; долговечность, например, все еще рассматривается. Однако угол скоса менее критичен, чем на плоскостях со скосом вверх. Тем не менее, есть еще несколько трюков, которые вы можете использовать для точной настройки угла среза, но об этом позже.
Стандартный первичный угол наклона плоскостей скамьи со скосом вниз составляет 25 градусов. Это обеспечивает хороший баланс режущего действия и долговечности, обеспечивая при этом адекватный задний угол (за разрезом).
Плоскость блока со скосом вверх
Плоскости со скосом вверх – Плоскости блока имеют утюг, скошенный вверх, но это не единственные плоскости с такой конфигурацией. Скамейки с малым углом наклона, в том числе Stanley No. 62 и Сарджент нет. 514 были скошены, как и несколько моделей, производимых сегодня Veritas. Преимущество утюгов со скосом вверх состоит в том, что угол скоса можно изменить, чтобы повлиять на изменение угла среза. Это обеспечивает определенную степень гибкости, которой нет у плоскостей со скосом вниз, по крайней мере, не в такой степени.
Скамейки с малым углом наклона, в том числе Stanley No. 62 и Сарджент нет. 514 были скошены, как и несколько моделей, производимых сегодня Veritas. Преимущество утюгов со скосом вверх состоит в том, что угол скоса можно изменить, чтобы повлиять на изменение угла среза. Это обеспечивает определенную степень гибкости, которой нет у плоскостей со скосом вниз, по крайней мере, не в такой степени.
Несмотря на то, что в геометрии кромки нужно учитывать больше, чем просто угол резания (т. е. долговечность), вы можете разумно заточить скос на утюге с низким углом рубанка до 33 градусов. Учитывая его угол наклона 12º, вы получите угол среза 45 градусов (12º+33º=45º), такой же, как на стандартной угловой плоскости. В отличие от этого, чтобы получить малый угол среза с использованием стандартного углового рубанка, вам придется заострить скос на очень пологие 17 градусов (20º+17º=37º). Долговечность такой тонкой режущей кромки была бы проблематичной для большинства пород дерева.
Информацию о добавлении вторичных фасок (микрофасок) и обратных фасок см. ниже в разделе «Помимо стандарта».
ниже в разделе «Помимо стандарта».
Общие углы заточки
В таблице ниже показаны три наиболее распространенных типа верстачных и блочных рубанков, а также подходящие углы, под которыми следует затачивать утюги.
| Общие типы плоскостей | Угол лягушки | Угол заточки | Угол среза |
| Плоскость скамьи – стандартный угол | 45º | 25° до 30° | 45º |
| Блочная плоскость – стандартный угол | 20º | 25º | 45º |
| Блочная плоскость – малый угол | 12º | 25º | 37º |
За рамками стандарта
Вторичная/микрофаска — Термины «вторичная фаска» и «микрофаска» относятся к одному и тому же.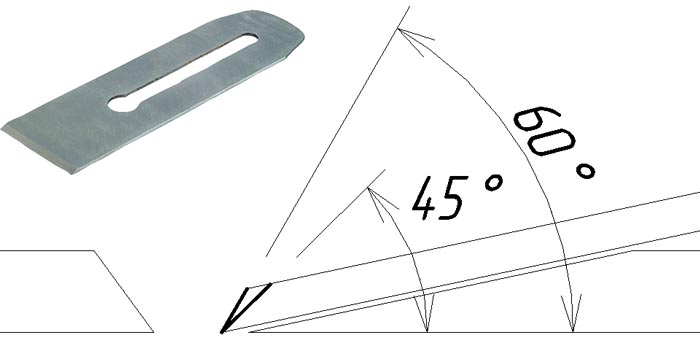 Вторичные фаски представляют собой очень пологие фаски вдоль режущей кромки первичного скоса. Эти углы, обычно от 1° до 3°, служат в первую очередь для помощи при хонинговании. Окончательная заточка небольшого вторичного скоса занимает значительно меньше времени и усилий, чем весь первичный скос. Они также упрощают шлифовку. Если кромка не повреждена, можно быстро и легко восстановить острую кромку вторичной фаски несколькими ударами точильного бруска.
Вторичные фаски представляют собой очень пологие фаски вдоль режущей кромки первичного скоса. Эти углы, обычно от 1° до 3°, служат в первую очередь для помощи при хонинговании. Окончательная заточка небольшого вторичного скоса занимает значительно меньше времени и усилий, чем весь первичный скос. Они также упрощают шлифовку. Если кромка не повреждена, можно быстро и легко восстановить острую кромку вторичной фаски несколькими ударами точильного бруска.
На плоскости со скосом вниз добавление вторичного скоса не влияет на изменение угла среза. Единственное, что при этом незначительно меняется, — это задний угол — угол между задней стороной (скошенной стороной) утюга и рабочей поверхностью. Это также немного уменьшает общий угол скоса на самом утюге, но этого должно быть недостаточно, чтобы повлиять на долговечность лезвия. На большинстве плоскостей добавление или вычитание угла скоса на пару градусов не будет иметь никакого значения.
Некоторые люди скажут вам, что вы не можете (или не должны) делать вторичный скос на утюге со скосом вверх. Это чепуха. Если вас так волнует угол резания, заострите основной угол на несколько градусов меньше, чтобы вторичный угол вернул вас к 25º. У меня никогда не было проблем со вторичным скосом на утюге для снятия фаски, и я постоянно применяю эту технику заточки.
Это чепуха. Если вас так волнует угол резания, заострите основной угол на несколько градусов меньше, чтобы вторичный угол вернул вас к 25º. У меня никогда не было проблем со вторичным скосом на утюге для снятия фаски, и я постоянно применяю эту технику заточки.
Задние фаски — Задние фаски можно добавить по нескольким причинам. На плоскости со скосом вниз (в отличие от вторичного скоса) добавление заднего скоса повлияет на угол среза. Это то, что вы можете использовать в своих интересах. Например, если крестовина зафиксирована под углом 45°, добавление заднего скоса 5° увеличивает угол среза с 45° до 50°. Эту технику можно использовать, если вы работаете с более твердой древесиной или древесиной со сложной текстурой.
Задние фаски также полезны, если железо вашего рубанка имеет повреждения от ржавчины или точечную коррозию на стороне без фаски. Делая задний скос от 1º до 2º на задней стороне с ямками, вы эффективно прорезаете поверхность с ямками, создавая чистый, неповрежденный край. В итоге вы получите угол пропила примерно от 46º до 47º — не критическая разница для большинства столяров. Если вы зациклены на геометрии кромки и угле среза, это может оказаться неудовлетворительным решением. Хотя, если это так, вам, вероятно, вообще не следует возиться со старинным рубанком, не говоря уже о том, чтобы спасти железный рубанок с ямками. Но если вы похожи на меня, вам необходимо иметь один или два дополнительных утюга, настроенных для разных целей, и найти хорошее применение старым утюгам, страдающим от возраста и пренебрежения, я чувствую себя хорошо. Это просто вопрос назначения их для правильной работы. И опять же, увеличение этого угла атаки на самом деле выгодно при строгании дерева со сложной текстурой. [3]
В итоге вы получите угол пропила примерно от 46º до 47º — не критическая разница для большинства столяров. Если вы зациклены на геометрии кромки и угле среза, это может оказаться неудовлетворительным решением. Хотя, если это так, вам, вероятно, вообще не следует возиться со старинным рубанком, не говоря уже о том, чтобы спасти железный рубанок с ямками. Но если вы похожи на меня, вам необходимо иметь один или два дополнительных утюга, настроенных для разных целей, и найти хорошее применение старым утюгам, страдающим от возраста и пренебрежения, я чувствую себя хорошо. Это просто вопрос назначения их для правильной работы. И опять же, увеличение этого угла атаки на самом деле выгодно при строгании дерева со сложной текстурой. [3]
Задние фаски на утюгах со скосом вверх не изменяют угол резания, но очень незначительно изменяют задний угол и угол скоса самого утюга. Опять же, разница в пару градусов не должна отрицательно сказаться на долговечности кромки.
Резюме
Подводя итог, можно сказать, что подавляющее большинство плоскостей скамьи и блока можно затачивать с углом наклона 25º.