Как заточить ножи для рейсмуса в домашних условиях. | Столярка дома
Несколько лет назад взял у друзей на пару месяцев рейсмусовый станок. Думал прострогать свои запасы досок на будущие изделия.
Оказалось не все так просто. Этот рейсмус использовали на стройке, строгали на нем все подряд, ножи не разу не менялись и не затачивались. Когда я попробовал прострогать на нем сухую сосновую доску, то станок с трудом протянул её при этом строгание выставил чуть ли не в ноль. Доска получилась как после браширования – мягкие волокна чуть снялись, а твердые просто сгладились.
Снял ножи, посмотрел – середка ножа почти стерта, виден явный провал. Встал вопрос точить или покупать новые.
Стал изучать. Новые оказалось не так просто найти и цена не устраивала. По заточке тоже все не просто. В одной из контор удивились, что точить нужно такие маленькие ножи (318 мм длина, 20 мм ширина), что вызвало сомнения. В других местах как-то неуверенно готовы были взяться за такую работу. Еще посмотрел в сети отзывы людей, как им “хорошо” заточили…
Еще посмотрел в сети отзывы людей, как им “хорошо” заточили…
Все это привело к решению попробовать заточить самому. Посмотрел в интернете эту тему и выяснил следующее: во-первых, ножи нужно точить вместе, чтобы балансировка сохранилась, во-вторых, оптимальный угол заточки – 40 градусов. Это я нашел на форуме “Мастеровой” (http://forum.woodtools.ru)
Теперь осталось решить как точить. В этом мне помог сайт – https://www.pinterest.ru/ нашел там картинку приспособления для заточки ножей рубанка.
В результате сделал из ясеневого бруска простое приспособление для заточки ножей этого рейсмуса.
приспособление для заточки ножей рейсмусаТолщину прорезей делал так, чтобы ножи вставлялись плотно, а глубину такую, чтобы ножи выступали на 5 мм над бруском.
В качестве плоскости для заточки тогда я взял полированную дверку от старого трельяжа и на двухсторонний скотч наклеил на него наждачку. Позже мне встречалась информация, что в качестве основания для заточки лучше брать стекло, но даже в таком варианте мне удалось хорошо заточить ножи и они прекрасно строгали как твердую (ясень, бук) так и мягкую древесину.
Сам процесс заточки – брусок с установленными ножами кладется на наждачку и аккуратно поступательными движениями затачиваются сразу оба ножа. Процесс не быстрый, но легко контролируемый.
Заточку таким способом конечно делать долго, а вот для правки подходит хорошо.
Спасибо что дочитали и… до следующей публикации.
Буду рад вашей поддержке в виде лайка и подписки на канал.
Александр.
На заметку:
Все статьи этого канала основаны на материалах моего сайта –“Столярное ремесло”
Другие публикации на канале:
“Складная” декоративная корзинка. Выпиливание на лобзиковом станке.
Приспособление для фрезеровке по шаблону. Верхний шаблон
Про лестницу. Проект с историей
Простое приспособление для фрезера, чтобы делать пазы
Рубанок.
 Рейсмус Часть шестая. Заточка ножей электрорубанка, фуговальных и рейсмусовых станков.
Рейсмус Часть шестая. Заточка ножей электрорубанка, фуговальных и рейсмусовых станков. Для заточки таких ножей у Tormek есть приспособление SVH-320.
Оно состоит из независимого суппорта и оправки.
Суппорт устанавливается на станок на две винтовые стойки, на каждой из которых есть регулировочная гайка. На гайки нанесены цифровые шкалы для точной регулировки положения суппорта по вертикали.
На винтовых стойках на двух осях установлена алюминиевая направляющая.
Конструкция ее такова, что оправка с зажатым в ней ножом совершает строго горизонтальные рабочие движения.
Угол наклона направляющей, соответственно и угол заточки ножей, настраивается с помощью подпружиненного регулировочного винта.
На направляющей расположена стальная штанга, на которой есть две втулки-ограничители. Они служат для ограничения перемещения оправки по направляющей.
Втулки выставляют в необходимом положении на штанге и стопорятся на ней при помощи винтов в теле втулок.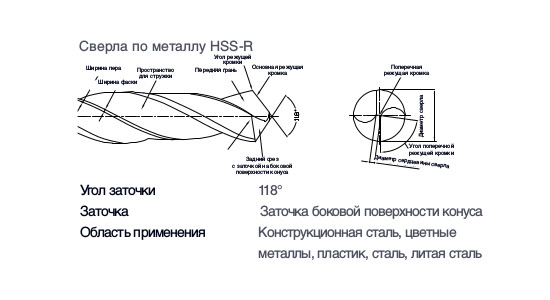
Затачиваемый нож зажимается в оправку П – образным профилем и пятью винтами. Можно зажимать ножи до 300 мм в длину и не менее 13 мм в ширину.
Видел где-то в рекламе Tormek, как при помощи SVH-320 затачивают ножи длинною миллиметров 450-500. Но мне кажется, что это больше выход из положения, чем норма. В верхней части оправки, по центру расположен штифт, который во время заточки упирается во втулки-ограничители.
Ну что ж, пора к делу.
Заправляю станок водой до нормы.
Заточка такого типа ножей – довольно ответственное мероприятие.
Стоит воспользоваться приспособлением TT-50.
Рабочая поверхность абразивного круга станет ровной и чистой.
Вращение круга будет ровным, без биения.
Канавки, которые образуются после применения TT-50, можно использовать
на благо дела. В таком состоянии абразивный круг довольно быстро снимает металл. А это актуально, когда затачиваешь ножи с мелкими выбоинами от сучков, а того хуже, гвоздей.
А это актуально, когда затачиваешь ножи с мелкими выбоинами от сучков, а того хуже, гвоздей.
Но кроме скорости заточки необходимо добиться и чистоты заточки РК.
Для этого все же придется воспользоваться двухсторонним камнем SP-650.
Им я только слегка приглаживаю рабочую поверхность круга.
В процессе заточки канавки довольно быстро сгладятся, но первый нож я заточу
значительно быстрее остальных.
Вот наши подопытные ножи. Два ножа от рейсмусового станка Makita, два ножа от электрорубанка. Ножи от Makita затачиваются только с одной стороны, ножи от электрорубанка затачиваются с обеих сторон.
Вкладываю в оправку SVH-320 длинный нож от рейсмусового станка без зазоров и перекосов. Затягиваю центральный винт, затем соседние, а потом крайние винты.
Устанавливаю суппорт SVH-320 на станок, как показано на фото.
Надеваю оправку на направляющую суппорта. Для этого, возможно, придется поднять
суппорт при помощи регулировочных гаек.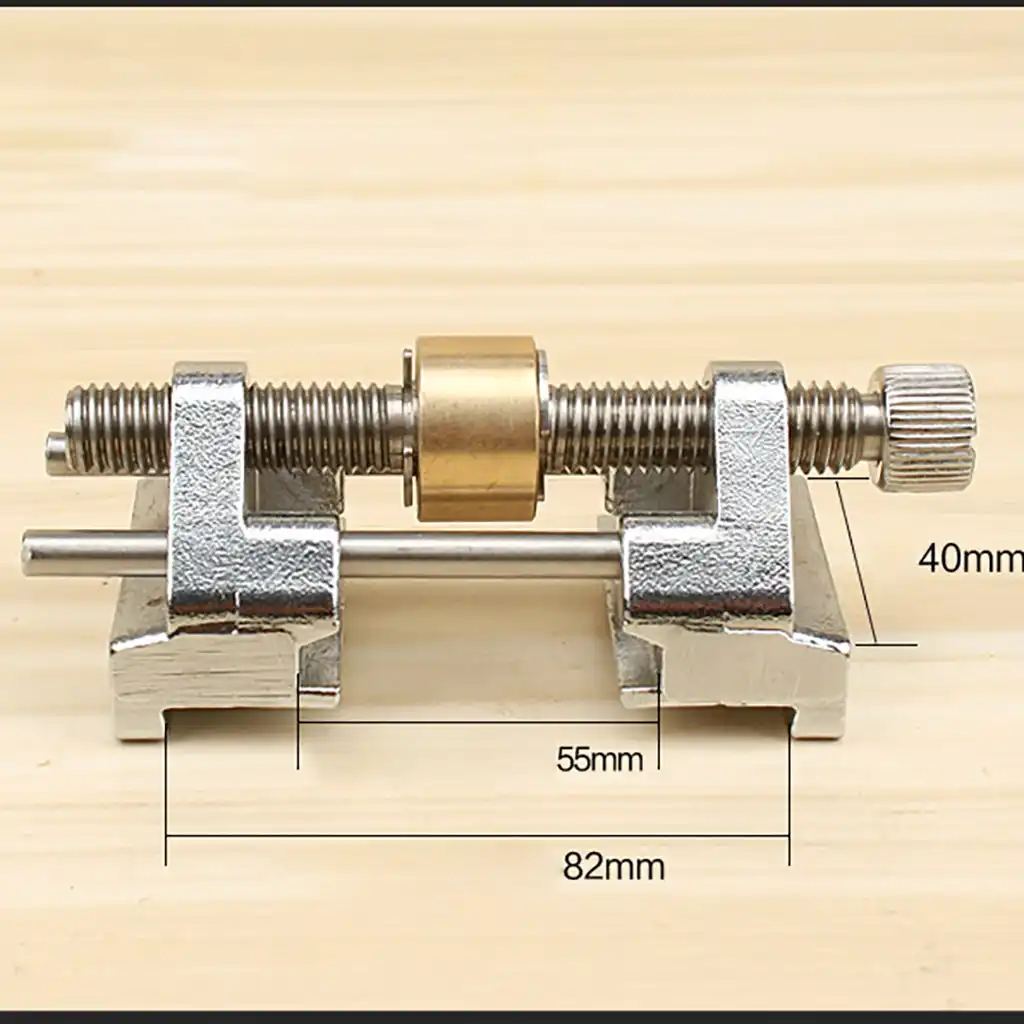
Настройку угла заточки с помощью SVH-320 можно делать с использованием перманентного черного маркера.
В книжке по эксплуатации Tormek приводится только этот способ, и я его уже описывал
в теме о заточке топориков.
Я иногда выставляю угол заточки по угломеру WM-200, как это показано на фото.
Этот способ хорош, когда ножи постоянно находятся у меня на обслуживании, и я знаю точно, под каким углом они заточены мною в прошлый раз.
При помощи гаек на винтовых стойках суппорта и подпружиненного винта
выставляем необходимый угол заточки.
Здесь всего две настройки, но они влияют друг на друга. Первое время у людей бывают трудности с точной настройкой, но с приходом навыка и опыта затруднения исчезают.
Затем необходимо убедиться, что РК ножа и рабочая поверхность круга прилегают друг к другу плотно и без перекосов. Шведы предлагают делать это с помощью двух полосок папиросной бумаги.
 Я это делаю «на просвет», т.е. устанавливаю на противоположной стороне станка настольную лампу и смотрю световой зазор между камнем и РК ножа.
Я это делаю «на просвет», т.е. устанавливаю на противоположной стороне станка настольную лампу и смотрю световой зазор между камнем и РК ножа. Если все в порядке, приступаем к «черновой» заточке ножа.
Продольные перемещения оправки с ножом должны быть равномерными.
Я делаю небольшой, но равномерный нажим на камень. В противном случае
РК ножа получится волнообразной.
Добившись отчетливого заусенца по всей длине РК, я перехожу к чистовой заточке.
Беру двухсторонний брусок SP-650, заглаживаю рабочую поверхность абразивного камня.
Делаю «чистовую» заточку. Несколько рабочих проходов достаточно.
Получаю примерно такую РК :
Аналогично затачиваются ножи для электрорубанка. Чтобы закрепить их в оправке, достаточно трех винтов.
У ножа рубанка затачиваются обе стороны. Поэтому на заточку двух ножей понадобиться 4 цикла «черновой – чистовой» заточки.
На фото видно, что втулки-ограничители я не использую. Я думаю, что они будут действительно полезны, когда придется заточить партию однотипных ножей.
Я думаю, что они будут действительно полезны, когда придется заточить партию однотипных ножей.
Если требуется заточить 2-6 ножей, то достаточно, на мой взгляд, визуального контроля.
Получаю такую РК:
Начинаю доводку РК ножей на «кожаном» круге. Круг предварительно обмазываю финишной пастой Tormek PA-70.
Делаю доводку РК с противоположной стороны ножа.
Аналогично довожу РК ножей от рейсмусового станка.
Доводка с обратной стороны.
Важно добиться удаления заусенца по всей длине РК.
Получаю такой результат.
Хорошо заточенные ножи уверенно режут газетный лист.
Уверен, что качество поверхности древесины оструганной такими ножами порадует столяра или краснодеревщика.
Один из недостатков SVH-320 – это стекающая по обе стороны заточки вода.
Дело в том, что когда точишь длинномерные ножи, вода стекает по затачиваемому ножу то влево, то вправо. Вода попадает на кожаный круг, а затем и на приводное колесо.
Резиновая поверхность приводного колеса намокает, и станок начинает пробуксовывать
В основном я доволен этой разработкой Tormek. Не встречал пока ничего, на чем можно было бы заточить подобные ножи качественнее. Может быть, со временем, меня кто-нибудь переубедит
Круги для Т7; Т4; Т3 можно приобрести здесь: www.grinder-man.ru
Новое. Ножи, топоры на интернет-аукционе Au.ru
 com/embed/xuqqxrzA8MA” frameborder=”0″ allowfullscreen=””/>
com/embed/xuqqxrzA8MA” frameborder=”0″ allowfullscreen=””/>
Станок для правильной заточки ножей, мачете, рубанков, рейсмусов и ножниц, с установкой точного угла заточки.
Сделан по мотивам и функциональности профессиональных станков. Но стоимость в разы меньше.
Особенности этого станка:
– Широкая база для заточки длинных ножей, мачете, ножей рубанков, рейсмусов.
– Перемещаемый вдоль клинка узел скольжения
– Возможность выбрать или добавить зажим для бланков Apex или бланк под наждачку.
Широкая база – позволяет выдерживать угол заточки на длинных ножах не перемещая нож вдоль крепления.
Здесь перемещается узел скольжения вдоль клинка. Нож остается зажатым постоянно. Этим повышается удобство для заточки длинных ножей.
Также идеально подходит и для коротких ножей, для которых угол заточки должен быть выдержан точно по всей длине.
Никаких люфтов и полная свобода движения бланка с абразивом в любом направлении
Другие модели точилок смотрите в моих лотах.
Станок позволяет выставить практически любой половинный или полный угол для будущей кромки ножа.
Позволяет как вывести новую кромку у “убитого” ножа, так и поправить уже заточенный.
Позволяет заточить нож до бритвенной остроты. Возможно вывести микроподводы. Позволяет отполировать кромку.
Ножи, заточенные на этом станке, не менее острые, чем заточенные на профессиональном станке.
Этому станку не требуются специальные камни.
В нем используется алюминиевый брусок с наклеенной водостойкой наждачной бумагой разной гритности.
Стороны бруска – постоянно ровная поверхность для правки кромки ножа.
На четырех сторонах бруска на двухсторонний скотч наклеена наждачная бумага (вы можете использовать свои предпочтения по зернистости).
Наждачную бумагу можно сколько угодно раз переклеивать по мере использования.
При заточке не нужно постоянно менять камни, как в проф. точилках.
Для изменения гритности нужно всего лишь повернуть брусок на нужную сторону.
По вашему желанию, могу добавить в комплект еще сколько угодно алюминиевых брусков для удобства.
Например для добавления тонких шлифовальных или полировальных поверхностей (кожа, дерево и т.д.) (+ 100р. за брусок)
Таким образом затраты на заточку ножа или ножниц минимальны.
К этому станку есть в наличии крепление бланков Apex и их клонов, а также бланков с алмазным напылением (камни и алмазы не входят в комплект, но есть в наличии).
Крепление возможно на один бланк и крепление сразу для двух бланков.
Также возможно изготовить крепление для ваших камней.
Вы можете менять бланки по вашему усмотрению. Вы можете использовать камни на бланках Apex.
Также в наличии есть алмазные бланки следующей зернистости:
80, 120, 200, 240, 400, 600, 800, 1000, 1500, 2000
Закрепление ножа или ножниц и переброска на другую сторону происходит удобно и быстро.
Замена бруска с абразивами также очень проста.
Площадка снизу покрыта силиконовыми выступами. Станок не скользит по столу.
Станок не скользит по столу.
По умолчанию площадка выполнена с 20-ти градусным углом.
Точный угол (до десятых) выставляется любым смартфоном с программой угломером.
Сначала выставляется ноль на наклонной плоскости. Затем относительно этого угла
выставляется угол абразивной плоскости.
Изготовлю станок по вашим эскизам, размерам или под ваши нужды (заточка ножниц, топоров).
Отправлю станок в любой город России.
Позвоните мне и мы обсудим ваш вариант.
Угол заточки фуговального ножа – Яхт клуб Ост-Вест
Качество строгания и надлежащая рабочая устойчивость ножа зависят главным образом от его заточки: от состояния режущей кромки (лезвия) ножа и угла резания. Мшистость, шероховатость, неровность на строганых плоскостях материала вызываются исключительно этими двумя факторами: Ножи с тупым лезвием не перерезают, а перерывают, перетирают волокна, которые при этом мнутся, изгибаются и создают лишнее сопротивление резцу. Во избежание этого необходимо тщательно затачивать ножи, стремясь получить идеально плоские грани режущей кромки, пересекающиеся под заданным углом.
Углы заточки строгальных ножей делают в пределах 28-45° в зависимости от качества обрабатываемой древесины и направления строгания. Угол заострения P может быть изменен путем заточки в широких пределах. Что касается угла резания, то этот угол представляет неразрывное целое с ножевым валом и изменять его сколько – нибудь значительно не представляется возможным.
Выдвинув нож вперед от центра, можно несколько увеличить угол резания и, наоборот, сдвинув нож к центру, – уменьшить его, однако лишь в небольших размерах (выдвижение ножа на 1 мм увеличивает угол резания на 4-6°). В утрированном виде это показано на рис. 237.
Углы резания и заточки строгальных ножей, приведены в табл. 97. Они в одинаковой степени относятся как к фуговальным, так и к рейсмусовым ножам.
Таблица 101 – Таблица фактических скоростей подач (при автоматической подаче материала)
| Ступени скоростей подачи V м/мин | 4 | 5 | 6 | 7 | 9 | 12 | 16 | 20 | 25 | 30 |
| Фактические скорости подач |
с учетом скольжения V фак, м/мин
Таблица 102 – Неполадки в работе рейсмуса
| неполадка | Причина | Меры устранения | |
1. | Мшистая, шероховатая поверхность обрабатываемой детали | Тупые ножи | Заменить тупые ножи острыми |
| 2. | Вдоль строганой плоскости идет полоса углублений или выпуклостей | Лезвие ножа имеет зазубрины | Вывести зазубрины оселком, если это не представится возможным, сменить ножи |
| 3. | Неравномерность волн на строганых поверхностях | Несбалансированы ножи | Сбалансировать |
| 4. | Волнистая неравномерно строганая поверхность, особенно при коротком материале | а)Неправильная установка скользящих роликов (высоко подняты или сбиты по отношению один к другому) б)Слишком поднят прижим после ножевой головки | Отрегулировать установку валиков и прижима |
| 5. | Слишком подняты скользящие валики | Опустить валики | |
| 6. | Задержка подачи | а)Опущены скользящие валики и материал трется о плиту стола б)Недостаточен нажим рифленого валика | Поднять валики Увеличить нажим маховичком |
7. | Зубцы рифленого валика врезаются в материал | Сильно опущен рифленый вал | Поднять вал, вращая маховичок |
| 8. | Негладкая грубая строжка, неравномерные волны, заметные глазом | а Плохо закреплены подшипники, неправильноуста – новлены ножи | Подтянуть подшипники Проверить установку ножей |
В некоторых случаях, в частности при обработке дельта-древесины, с целью увеличения угла резания придают ножу двойную заточку, стачивая переднюю грань и создавая этим угол заострения до 80° (рис. 222).
Рис. 237. Схема изменения угла резания путем выдвигания ножа на головке.
Мой блог находят по следующим фразам
- горение древесины
- пористость древесины
- рисунки для резьбы по дереву
- трансформатор накала
- Водо Проницаемость пород
- петриковская роспись, роспись по дереву
- Ремонт мебели
Любому владельцу строгального оборудования приходилось сталкиваться с заточкой соответствующих ножей. Если в вашем распоряжении имеется специальный станок, то сделать это не составит никакого труда. Еще одним вариантом станет обращение в специализированную мастерскую. Также заточить подобные инструменты для резки можно и самостоятельно.
Если в вашем распоряжении имеется специальный станок, то сделать это не составит никакого труда. Еще одним вариантом станет обращение в специализированную мастерскую. Также заточить подобные инструменты для резки можно и самостоятельно.
Почему необходима своевременная и правильная заточка?
Строгальные ножи, как и другие режущие инструменты, требуют ухода по определенным причинам:
- тупым лезвием строгальных ножей древесина будет обрабатываться очень некачественно;
- при работе с мягкими сортами древесины на поверхности будет образовываться ворс и разнообразные неровности;
- стертая кромка будет крошиться;
- при выполнении строгания тупыми инструментами возникает перегрузка двигателя станка
Если вы даже решите выполнить заточку самостоятельно, используя алмазные бруски, то эффект от такой работы будет совсем незначительный. Вам придется перетачивать их в ближайшее время. По этим причинам люди, занимающиеся строганием профессионально, выбирают только автоматическую или механическую заточку.
Подготовка рабочего места и оборудования, установка винта, контролирующего угол
Для заточки ножей вам понадобится специальное точило, но необходимо использовать современные его вариации с низкой оборотной скоростью, которые обладают охлаждением водяного типа. Более всего для этих целей подойдет Tormek T7 со специальным держателем Tormek SVH. Выполнить этот процесс качественно поможет ровный и чистый заточный камень. В дальнейшем, практический пример и будет рассматриваться на основе комплекта оборудования Tormek.
При заточке необходимо установить винт, которым вы сможете изменять угол заточки, но прежде нужно подготовить рабочее пространство, выполнив определенные условия:
- Устанавливаем заточный камень Tormek SG250, выравнивая его при помощи специального приспособления Tormek TT-50. Приспособление идет в комплекте с T7.
- Необходимо сгладить заточный камень, используя брусок для очистки и выравнивания.
- Убираем стандартный упор и ставим специализированный упор.

- Вкручиваем сам винт, которым в дальнейшем возможна регулировка угла наклона затачиваемого кресла.
- Устанавливаем специальный держатель для лезвия.

Рекомендуется затачивать режущие инструменты, чья ширина больше 12 миллиметров. А длина ножа уже не имеет никакого значения. К тому же, вы сможете переставлять длинные ножи. Большое значение имеет правильная установка лезвия в держатель, потому что возможна заточка с большими перекосами. Правильно этот процесс выполняется следующим образом: устанавливаем спинку ножа до упора и зажимаем его специальными держателями.
Оценка и установка требуемого угла наклона
Проанализировав особенности оставляемых заточным камнем следов, возможно правильно выполнить оценку угла наклона, подобрав нужные пропорции. Затем на закрепленный упор устанавливается держатель с ножом. Регулировка осуществляется винтами упора, нужно опустить держатель до касания камнем. Винтами выставления угла выбираем требуемый его параметр в отношении камня. Выполняя вращение в ручном режиме, по рискам на окрашенном лезвии определяется необходимость регулировки угла наклона держателя. И если это потребуется, такую регулировку очень просто сделать.
Выполняя вращение в ручном режиме, по рискам на окрашенном лезвии определяется необходимость регулировки угла наклона держателя. И если это потребуется, такую регулировку очень просто сделать.
Рабочий диапазон углов 30-45 градусов. Точный его градус определяется по конкретному сорту дерева. В справочнике от 1985 года, написанном Карлом Фрониусом, говорится, что качество будет зависеть не только от угла, но и от вылета ножа и диаметра головы. Классическим параметром принято считать 40 градусов. Выбирая конкретное число, не стоит забывать, что фрезы спроектированы по стандартной затыловке. Если вы увеличите угол, то появляется риск трения затылка о заготовку. А если уменьшите, то режущая кромка станет слабее и тоньше.
Решение проблемы с выбором нужного угла
Решить проблему установки требуемого угла наклона можно двумя способами:
- Использование двухголовой затыловки по принципу двухслойных клинков. Главную затыловку делаем под углом 40 градусов, а саму вершину ножа – около 20 градусов. Тем самым вы значительно продлите срок службы, а также нож будет обладать хорошей устойчивостью к ударам.
- Проверить схему и режимы заточки.
 Тем самым вы значительно продлите срок службы, а также нож будет обладать хорошей устойчивостью к ударам.
Тем самым вы значительно продлите срок службы, а также нож будет обладать хорошей устойчивостью к ударам.Некоторые правила и особенности заточки
Установив угол наклона в нужную позицию, можно приступать к самому процессу заточки. Вы можете зафиксировать снимаемое количество металла, для этих целей предназначены два бегунка со шкалой и делением 0,1 мм. Специалист, выполняющий заточку, сможет регулировать этот параметр достаточно точно. Не стоит забывать после каждой подачи выполнять надежную фиксацию специальными зажимами, препятствующими появлению колебаний во время заточки.
Сам процесс заточки осуществляется благодаря изменению положения держателя в отношении заточного камня. Важно следить за тем, чтобы нож не попадал за крайнюю точку камня. Желательно останавливать держатель за 10 мм от края. В качестве тормозного элемента предусмотрены отдельные упоры, перемещением которых выставляется нужный ход. Тут решающим фактором станет опыт человека, который выполняет заточку строгальных ножей. Во время самого процесса образуется вода, которая накапливается и собирается на лезвие. Затем она стекает на сам корпус и на пол. Воды тратится очень много, поэтому не забывайте ее постоянно подливать в специальный отдел. А сам разлив можно уменьшить, подложив под ножку какую-либо подкладку, высотой 6 мм.
Во время самого процесса образуется вода, которая накапливается и собирается на лезвие. Затем она стекает на сам корпус и на пол. Воды тратится очень много, поэтому не забывайте ее постоянно подливать в специальный отдел. А сам разлив можно уменьшить, подложив под ножку какую-либо подкладку, высотой 6 мм.
Еще одной неприятностью во время заточки станет постоянное засаливание точильного камня, что сказывается на продолжительности данной работы. Лучше всего периодически чистить его предусмотренным для этого бруском SP-650. При работе с мягким металлом, заточка пройдет гораздо быстрее и камень придется чистить реже, потому что такой материал снимается достаточно массивными участками.
После получасовой работы получается ровная фаска со стабильным заусенцем. Останется выполнить доводку, используя кожаный круг и пасту для полировки. В первую очередь потребуется довести до завершения плоскость ножа, а уже потом саму фаску.
Особенности работы с ручным станком
Станки ручного типа применяются лишь в тех случаях, когда нужно заточить не слишком большое количество ножей. В противном случае пришлось бы потратить очень много времени. Но если вам нужно наточить несколько ножей, то этот способ станет достаточно приемлемым, но необходимо придерживаться следующих правил:
В противном случае пришлось бы потратить очень много времени. Но если вам нужно наточить несколько ножей, то этот способ станет достаточно приемлемым, но необходимо придерживаться следующих правил:
- нужно проверить поверхность камня, потому что использование подобных станков возможно только на чистых точильных инструментах;
- старайтесь сделать так, чтобы каретка с закрепленным ножом подводилась достаточно гладко, без каких-либо резких толчков;
- скорость движения каретки не должна превышать 6м/мин, большая скорость может повредить лезвие;
- во время одного прохода каретка должна продвигаться на расстояние, которое больше длины ножа на 15 см.
Особенности работы с автоматическим станком
- мокрый способ более подходит для заточки строгальных ножей, потому что осуществляется постоянное охлаждение лезвия;
- на этапе подготовки уже нужно выставить все параметры, включая угол наклона и расстояние передвижения каретки;
- важнейшим фактором является установка ножей на каретке;
- процесс должен осуществляться достаточно плавно, без резких подергиваний
Точильный станок собственными руками
При желании, возможно собрать точильный станок самостоятельно. Вам понадобятся следующие предметы: стол, планшайба, пылесос, двигатель и кожух для станка. Планшайба станет основным и самым дорогим компонентом. Желательно выбрать американских или немецких производителей. Затем подбирается двигатель, мощность которого – 1,5 кВт, подойдут даже поддержанные варианты. Например, можно приобрести двигатели от стиральных машин.
Вам понадобятся следующие предметы: стол, планшайба, пылесос, двигатель и кожух для станка. Планшайба станет основным и самым дорогим компонентом. Желательно выбрать американских или немецких производителей. Затем подбирается двигатель, мощность которого – 1,5 кВт, подойдут даже поддержанные варианты. Например, можно приобрести двигатели от стиральных машин.
Мотор нужно установить под столешницей, а планшайбу закрепить к движущемуся элементу. Не забудьте продумать кнопки включения и выключения. На планшайбу нужно поставить кожух, срезав одну сторону, с которой и будет выполняться заточка. Также в нижней части столешницы потребуется сделать вырез под пылесос. Данный станок также подойдет для работы с другими режущими поверхностями.
Заточка ножей в специализированных мастерских
Если вам не по силам организовать правильную заточку строгальных ножей или становится сложно установить нужный уровень наклона, то обращение в мастерскую станет отличным решением проблемы. Такой способ имеет следующий преимущества.
- Используется дорогое и высококачественное оборудование. Прямолинейность режущей кромки будет выполнена гораздо лучше, чем при самостоятельной обработке.
- Применяются современные системы охлаждения, которые не позволят перегреться и разрушиться режущей поверхности.
- Применяются дополнительные материалы и специальные технологии по доводке ножа, что отражается на функциональных возможностях сроках службы таких ножей.
- В условиях мастерской возможно получить максимально ровную кромку благодаря отсутствию перегревов и различий по весу. На практике, должен получиться идеальный инструмент.
ЗАТОЧКА НОЖЕВЫХ ГОЛОВОК
Ножи в ножевых головках перетачивают по задней поверхности.
По способу заточки ножевые головки можно разделить на две подгруппы:
Первая подгруппа
- Строгальные ножевые головки
Вторая подгруппа
- Ножевые головки для обработки профильных поверхностей
Строгальной называется ножевая головка, в корпус которой устанавливаются прямые ножи. Эти ножи имеют толщину 3 мм, ширину 30 мм и различную длину в зависимости от ширины обработки.
Эти ножи имеют толщину 3 мм, ширину 30 мм и различную длину в зависимости от ширины обработки.
Профильной называется ножевая головка, в корпус которой устанавливают профильные ножи. Эти ножи имеют толщину 8 мм, ширину 50, 60 или 70 мм (в зависимости от глубины профиля) и различную длину в зависимости от ширины обработки.
Алгоритм заточки строгальной ножевой головки следующий:
1. На специальном приспособлении в ножевой головке устанавливаются ножи.
Ножи устанавливаются таким образом, чтобы все их вершины расположились строго на одной окружности.
2. Ножевая головка устанавливается на заточном станке таким образом, чтобы задняя поверхность ножа была строго параллельна плоскости шлифовального круга.
3. Абразивный инструмент подводится к задней поверхности ножа. Положение абразивного инструмента определяется по искре, то есть круг слегка касается затачиваемого инструмента.
4. Абразивный круг выполняет три движения:
4.1 n – вращение, об/мин
4. 2 S – возвратно-поступательное движение вдоль оси ножевой головки, дв.ход/мин
2 S – возвратно-поступательное движение вдоль оси ножевой головки, дв.ход/мин
4.3 S1 – прямолинейное движение перпендикулярно оси ножевой головки, мм/дв.ход
Рисунок заточки строгальной ножевой головки – рис.7
При заточке строгальных ножевых головок следует обращать внимание на ряд особенностей:
Ножи в обычных и гидрозажимных строгальных ножевых головках имеют разные задние углы.
Рисунок строгальной и гидрозажимной ножевых головок – рис.8
Задний угол у ножей в обычных строгальных ножевых головках составляет 45 градусов. Задний угол у ножей в гидрозажимных ножевых головках составляет 60 градусов.
Таким образом, ножи в обычных и гидрозажимных ножевых головках имеют различные углы заострения betta.
От величины угла заострения зависит сила резания, необходимая для отделения стружки. Чем меньше угол заострения, тем меньше силы резания. Однако, при уменьшении угла заострения режущая кромка начинает терять свою стойкость.
Для увеличения стойкости ножей в гидроголовках на задней поверхности ножа делают небольшую фаску.
Эта фаска позволяет увеличить прочность режущей кромки и увеличить площадь соприкосновения режущей кромки с обрабатываемой заготовкой. В результате увеличения соприкосновения режущей кромки с обрабатываемой заготовкой увеличивается теплоотвод из зоны резания. Уменьшение температуры в зоне резания значительно увеличивает стойкость лезвия.
Стойкость инструмента также существенно зависит от величины заднего угла. Чем больше задний угол, тем меньше интенсивность изнашивания лезвия по задней поверхности. По этой причине задний угол у ножей гидроголовок делают большим.
При заточке ножей с напайным твёрдым сплавом задний угол стальной державки должен быть на 5-10 градусов больше, чем угол самого твёрдосплавного лезвия. Это необходимо для того, чтобы алмазный круг не касался во время заточки стальной державки.
Рисунок заточки твёрдосплавного ножа – рис.9
Схема переточки твёрдосплавного ножа – рис.10
Весьма важно при заточке помнить предельно допустимые минимальные размеры строгального ножа.
В обычных строгальных ножевых головках минимальная ширина ножа составляет 18,5 мм. При меньшей ширине ножа не обеспечивается надёжность крепления ножа в корпусе. В гидрозажимных строгальных ножевых головках минимальная ширина ножа составляет 21,3 мм.
Таким образом, у обычного строгального ножа, ширина которого составляет 30 мм, в обычной ножевой головке зона переточки составляет 11,5 мм, соответственно, в гидрозажимной ножевой головке зона переточки составляет 8,7 мм.
У твёрдосплавных ножей с напайным твёрдым сплавом минимальная высота напаянного твёрдого сплава при переточках должна быть не менее 4 мм. Как правило, высота напайки твёрдого сплава составляет 10 мм. Таким образом, зона переточки твёрдосплавного ножа составляет 6 мм.
Существуют специальные ножевые головки, в которых система крепления ножей устроена таким образом, что эти ножи перетачивают по передней поверхности на плоско-шлифовальных станках.
В этом случае строгальный нож на тыльной стороне имеет прецизионный выступ. В свою очередь зажимной кулачок в корпусе ножевой головки имеет ответный прецизионный паз. При установке ножей выступ на ноже совмещается с пазом в кулачке и все ножи устанавливаются точно равноудалёнными от центра на одной окружности.
В свою очередь зажимной кулачок в корпусе ножевой головки имеет ответный прецизионный паз. При установке ножей выступ на ноже совмещается с пазом в кулачке и все ножи устанавливаются точно равноудалёнными от центра на одной окружности.
Данные ножи имеют две режущие кромки. В процессе эксплуатации ножи переворачиваются.
Фото специальной ножевой головки – рис.11
Шлифуются эти ножи на плоско-шлифовальном станке до тех пор пока на передней поверхности ножа не исчезнет продольный паз. Глубина этого паза порядка одного миллиметра. Таким образом, такой нож можно переточить 10-15 раз.
Рисунок ножа – рис.12
Алгоритм заточки ножевой головки с профильными ножами следующий:
Алгоритм заточки ножевых головок с профильными ножами такой же, как и строгальных ножевых головок за исключением трёх моментов:
- Для установки ножей в корпус ножевой головки не требуется никаких специальных приспособлений. На тыльной стороне ножа имеется прецизионное рифление, которое при установке ножа совмещается с ответным рифлением в корпусе инструмента.
- Возвратно-поступательное движение вдоль оси инструмента абразивный круг выполняет не по прямолинейной траектории а повторяет криволинейный профиль ножа.
- При переточке профильного ножа ось абразивного инструмента всегда параллельна оси ножевой головки.

Это обстоятельство приводит к тому, что задняя поверхность профильного ножа не прямолинейная, а радиусная.
Особенности заточки профильных ножей можно рассмотреть на примере ножей для обработки профильной вагонки.
Расположение изделия и ножей на 4-х стороннем станке – рис.13
Помимо основных геометрических параметров инструмент имеет также вспомогательные, которые по своей значимости не менее важны для качественной обработки изделия.
Одним из таких параметров является вспомогательный задний угол alfa.
На сечении D-D показан вспомогательный задний угол.
Этот угол необходим для того, чтобы вспомогательная задняя поверхность ножа при обработке не соприкасалась с обрабатываемой заготовкой. Если резец не имеет вспомогательных задних углов, инструмент начинает «гореть».
Если резец не имеет вспомогательных задних углов, инструмент начинает «гореть».
Рассмотрим заточку правого ножа.
рисунок правого ножа – рис.14
Представленный нож имеет ряд режущих кромок:
При заточке все режущие кромки ножа должны быть переточены.
В рассматриваемом случае критична переточка режущих кромок B-C и D-E.
При переточке этих кромок происходит уменьшение размера C-D.
Для того, чтобы переточка кромок B-C и D-E была не столь критична данные кромки выполняют с углом в плане. Этот угол делают небольшим, чтобы не ослабить прочность соединения элементов готового изделия, он равен 2-3 градуса.
Гораздо лучшие условия обработки создаются при обработке шпунта и гребня составными фрезами.
При переточке составной фрезы также происходит уменьшение размера C-D. Однако, составная фреза может раздвигаться и точно восстановить первоначальный размер C-D.
Составные фрезы раздвигаются с помощью дистанционных колец. Толщина такого кольца может быть равна 0,01мм. Соответственно, размер C-D можно корректировать с точность до 0,01мм. Данная точность является более чем достаточной.
Толщина такого кольца может быть равна 0,01мм. Соответственно, размер C-D можно корректировать с точность до 0,01мм. Данная точность является более чем достаточной.
То обстоятельство, что составные фрезы могут быть раздвинуты с большой точностью, позволяет выполнять их режущие кромки с большими вспомогательными задними углами.
Смирнов А.В.
Технический директор ООО «Тул Лэнд»
Заточка ножей в Москве. Профессиональная заточка ножей в мастерской Анатолия Козлова
Острое лезвие по праву можно назвать ключевым достоинством любого режущего инструмента. Выполнение качественной и верной заточки ножей должен осуществлять квалифицированный работник благодаря специальной технике. Профессиональная заточка ножа является своеобразным искусством, которым могут похвастаться далеко не все, а без наличия опыта и без конкретных навыков лучше и вовсе не выполнять данное мероприятие. На данный момент отыскать превосходного специалиста, который, к примеру, сможет наточить охотничий нож в Москве, не слишком легко, благодаря чему стоит непременно посетить главный сайт нашей фирмы, работники которой могут похвастаться богатейшим опытом.
Профессиональная заточка от Анатолия Козлова
Мой трудовой стаж начался с 17 лет. В самом начале я оказался на большом заводе и работал в цеху по изготовлению оснастки. Многому пришлось поучиться, а самое главное меня научили разбираться в металле. Сталь 40х13 — медицинская сталь. Из нее у меня все ножи, которые делал еще мой отец, и которые служат по сей день. Так что могу сказать, изготовление ножей я познал в самом начале своей деятельности. Секретов и нюансов тут много, но главное нож всегда должен быть острым.
У меня есть станок, на котором с точностью до 1го градуса можно установить угол заточки. Есть необходимый материал для соответствующей чистоты обработки.
Японские специалисты рассказали мне, что нужно делать для того, чтобы нож длительно держал заточку. Если нож в зазубринах, это устраняется легко. На точиле можно пройтись и снять все зазубрины, придать геометрию и дать чистовую обработку.
Приносите свои ножи в наш сервисный центр — мы будем рады оказать вам качественную услугу.
Цены на услуги заточки в сервисе Анатолия Козлова
| Заточка | ножниц | с стандартной кромкой | 400р |
| с полуконвекционной режущей кромкой | 450р | ||
| с конвекционной режущей кромкой | 500р | ||
| ножевых блоков | 450р | ||
| маникюрного инструмента | 350р | ||
Читайте также:
Заточные станки для строгальных ножей
На сайте Станкофф.RU вы можете купить заточные станки для строгальных ножей ведущих производителей. В наличии и под заказ более 16 моделей станков для заточки плоских ножей фуганка и рейсмуса по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
Станки для заточки плоских ножей: применение
При наличии в непосредственной близости от производства сервиса по обслуживанию расходного инструмента есть возможность воспользоваться услугой специализированной мастерской и постоянно расходовать средства на восстановление работоспособности оснастки. При больших объемах работы регулярно тратить время и деньги на перетачивание резцов с прямолинейной формой нецелесообразно. Небольшие вложения в приобретение заточного станка для плоских ножей обеспечат бесперебойную работу предприятия или частной мастерской с большим или средним объемом деятельности.
При больших объемах работы регулярно тратить время и деньги на перетачивание резцов с прямолинейной формой нецелесообразно. Небольшие вложения в приобретение заточного станка для плоских ножей обеспечат бесперебойную работу предприятия или частной мастерской с большим или средним объемом деятельности.
Плоские виды оснастки являются востребованным типом расходного инструмента для работы с древесиной и металлом. Ножи используются в гильотинных ножницах, применяются в агрегатах для фуговальных и рейсмусовых операций. В полиграфической промышленности станок для заточки плоских ножей необходим для восстановления остроты шаберных лезвий. Регулярное перетачивание прямолинейной режущей кромки требуется для эффективной работы дробильного, строгального и рубильного оборудования.
Устройство современных станков для заточки строгальных ножей, представленных на нашем сайте, сохраняет основные принципы классической технологии обработки стальной режущей кромки по задней грани, но автоматизация процессов намного повысила качество результата, сделала использование устройств быстрым и удобным. Применение абразивных, алмазных или эльборовых кругов дает возможность получать гладкую и точно обработанную поверхность с предельно минимальным допуском отклонений от заданных параметров.
Применение абразивных, алмазных или эльборовых кругов дает возможность получать гладкую и точно обработанную поверхность с предельно минимальным допуском отклонений от заданных параметров.
Эффективная и комфортная эксплуатация станков нового образца обеспечивается наличием:
- электромагнитной плиты для надежной фиксации обрабатываемого инструмента;
- высококачественных заточных кругов чашеобразной формы;
- возможности плавно регулировать скорость перемещения рабочего узла и угол применяемого воздействия;
- системы подачи охлаждающей жидкости, продлевающей рабочий ресурс инструмента и механизмов.
Характеристики агрегатов
Независимо от модификации агрегаты отвечают самым высоким требованиям к качеству и точности обработки режущей кромки плоской прямолинейной формы. Контроль движения заточного суппорта производится с использованием индукционных датчиков, а управление перемещением выполняется с удобного пульта. Полную безопасность при эксплуатации гарантирует многоуровневая защитная система, создающая предохранительный заслон шлифовального круга и каретки, и выполняющая блокировку устройства в случае аварийной ситуации.
Анализ характеристик станка для заточки фуговальных ножей или другого вида специализированного оборудования должен учитывать основные технические параметры установки и рабочей оснастки:
- скорость выполнения заточки;
- размер и твердость материала изготовления заточного круга;
- зернистость рабочей поверхности.
В стандартной комплектации конструкция агрегатов включает виброустойчивую станину, на которой смонтированы рабочие узлы станка в виде направляющих, держателей для закрепления инструмента и точильного приспособления. Станки для заточки ножей рейсмуса, гильотины или других видов оборудования, использующего в работе плоские ножи, отличаются простым способом установки настроек и позволяют одновременно обрабатывать до 4-х единиц оснастки. При наличии нескольких шпинделей каждое устройство имеет возможность индивидуальной настройки.
Особенности выбора и эксплуатации
Предлагаемые нашей компанией новые виды заточных станков для ножей фуганка, гильотин, дробилок и рейсмусов, объединяют доступную стоимость с высокой функциональностью и способны показывать надежность при длительном сроке службы. Единственным условием эффективного использования является соответствие технических возможностей агрегата особенностям предполагаемых работ, соблюдение правил эксплуатации и систематический уход за установкой.
При выборе оснастки оборудования и выполнении обработки расходного инструмента на заточном станке для строгальных ножей следует учитывать некоторые правила, которые помогут получить при работе более качественный и точный результат:
Единственным условием эффективного использования является соответствие технических возможностей агрегата особенностям предполагаемых работ, соблюдение правил эксплуатации и систематический уход за установкой.
При выборе оснастки оборудования и выполнении обработки расходного инструмента на заточном станке для строгальных ножей следует учитывать некоторые правила, которые помогут получить при работе более качественный и точный результат:
- Круги должны иметь оптимальный уровень твердости. Слишком мягкая структура приведет к быстрому износу оснастки, а быстрый нагрев материала с избыточной твердостью создаст риск возгорания.
- Мелкозернистые виды материала повышают время обработки, но обеспечивают более качественный результат. Инструмент с крупным зерном оставляет следы на поверхности металла и больше подходит для быстрой черновой обработки.
- Более массивные заточные круги имеют повышенный рабочий ресурс и способствуют снижению себестоимости процесса.

При наличии повреждений на полотне строгального ножа достаточно произвести поверхностную обработку для восстановления гладкой плоскости. Затачивание новой оснастки выполняется без подгонки размеров к ранее использовавшимся ножам. Если конструкция станка подразумевает водяное охлаждение, следует добавить в жидкость небольшое количество специальной эмульсии, которая предохранит механизмы от коррозии.
Станок №51 – Как бритва
Описание
Сделан по мотивам и функциональности профессиональных станков. Но стоимость в разы меньше.
Особенности этого станка:
– Широкая база для заточки длинных ножей, мачете, ножей рубанков, рейсмусов.
– Зажим для бланков Apex и их клонов.
– Перемещаемый вдоль клинка узел скольжения.
– Возможность выбрать или добавить зажим для бланков Apex или бланк под наждачку.
Широкая база – позволяет выдерживать угол заточки на длинных ножах не перемещая нож вдоль крепления. Здесь перемещается узел скольжения вдоль клинка.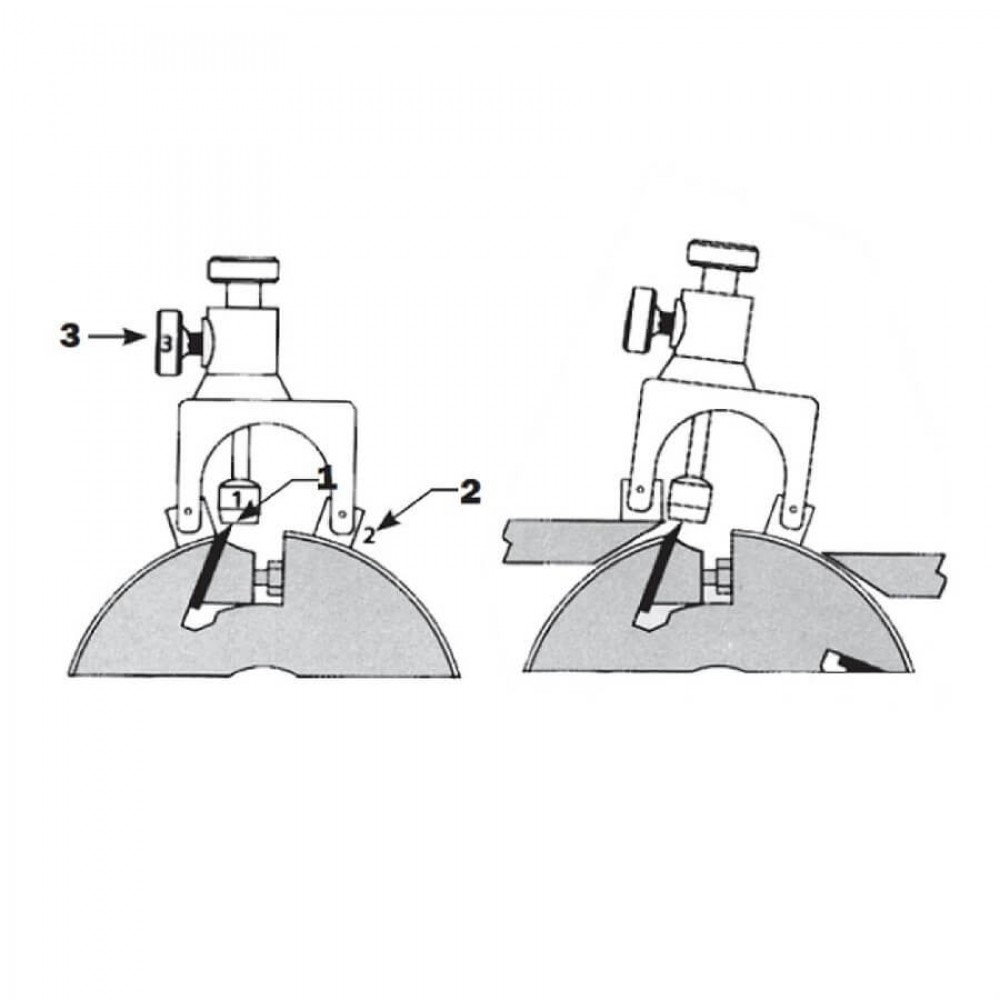 Нож остается зажатым постоянно. Этим повышается удобство для заточки длинных ножей. Также идеально подходит и для коротких ножей, для которых угол заточки должен быть выдержан точно по всей длине. Никаких люфтов и полная свобода движения бланка с абразивом в любом направлении.
Нож остается зажатым постоянно. Этим повышается удобство для заточки длинных ножей. Также идеально подходит и для коротких ножей, для которых угол заточки должен быть выдержан точно по всей длине. Никаких люфтов и полная свобода движения бланка с абразивом в любом направлении.
Станок позволяет выставить практически любой половинный или полный угол для будущей кромки ножа. Позволяет как вывести новую кромку у “убитого” ножа, так и поправить уже заточенный. Позволяет заточить нож до бритвенной остроты. Возможно вывести микроподводы. Позволяет отполировать кромку. Ножи, заточенные на этом станке, не менее острые, чем заточенные на профессиональном станке.
Этому станку не требуются специальные камни. По вашему желанию за отдельную плату можно добавить в комплект еще сколько угодно алюминиевых брусков для удобства. Например для добавления тонких шлифовальных или полировальных поверхностей (кожа, дерево и т.д.).
К этому станку есть в наличии бланки с камнями и алмазным напылением (камни и алмазы не входят в комплект, но есть в наличии). Крепление возможно на один бланк и крепление сразу для двух бланков. Также возможно изготовить крепление для ваших камней. Вы можете менять бланки по вашему усмотрению. Вы можете использовать камни на бланках Apex.
Крепление возможно на один бланк и крепление сразу для двух бланков. Также возможно изготовить крепление для ваших камней. Вы можете менять бланки по вашему усмотрению. Вы можете использовать камни на бланках Apex.
Также в наличии есть камни и алмазные бланки следующей зернистости: 80, 120, 200, 240, 400, 600, 800, 1000, 1500, 2000, 3000, 6000, 10000.
Закрепление ножа или ножниц и переброска на другую сторону происходит удобно и быстро. Замена бруска с абразивами также очень проста. Площадка снизу покрыта силиконовыми выступами. Станок не скользит по столу.
По умолчанию площадка выполнена с 20-ти градусным углом. Точный угол (до десятых) выставляется любым смартфоном с программой угломером. Сначала выставляется ноль на наклонной плоскости. Затем относительно этого угла выставляется угол абразивной плоскости.
Изготовлю станок по вашим эскизам, размерам или под ваши нужды (заточка ножниц, топоров). Отправлю станок в любой город России. Позвоните мне и мы обсудим ваш вариант.
Мы постоянно работаем над улучшением нашей продукции, поэтому оставляем за собой право изменять технические характеристики, конструкцию, внешний вид устройств, изделий и комплектующих или комплект поставки в любое время без предварительного уведомления.
Такие изменения не налагают на нас дополнительных обязательств.
Какой угол резания при строгании хвойных пород? | Home Guides
Различные факторы напряжения, углы и математика участвуют в установке правильного угла для строгания древесины; эти факторы лучше оставить инженерам. Настоящие плотники используют практическую механику, метод проб, ошибок и наблюдения, чтобы получить хорошие результаты при работе со строгальным станком и регулировке углов строгального ножа. Начните со стандартных настроек и настройте оттуда.
Основы
Большинство деревянных инструментов с фрезами имеют угол наклона примерно 30 градусов.Это установленный угол, но чаще используется для твердых пород дерева, таких как дуб. Эта степень почти всегда используется на ручных долотах и рубанках. Он также используется для изготовления многих сменных заводских ножей из быстрорежущей стали на строгальных станках, столярных изделиях и даже некоторых пильных полотнах. Однако этот угол считается слишком крутым для многих строгальных станков, которые часто работают с мягкой древесиной, такой как сосна или пихта, где более приемлемый угол в 40 градусов.
Стружка и обдув
Когда нож вводится в поверхность древесины на высокой скорости, он поднимает древесные волокна.Если угол лезвия установлен правильно, строгальный станок будет производить длинные фигурные стружки дерева. Если угол слишком острый, например 30 градусов, он копает глубже и ломает стружку на куски, в результате чего вместо длинных локонов образуются стружки. Это также вызывает ямки на поверхности древесины, известные как выбросы. Выдувание трудно отшлифовать, и оно может даже испортить отделку дерева. Если мягкую древесину пропустить через строгальный станок, установленный на 40 градусов, стружка будет скручиваться, а поверхность свежеструганной древесины будет более гладкой без какого-либо обдува.
Растушевка
Другим признаком того, что строгальные ножи установлены слишком глубоко, является зачесывание волокон древесины. Это происходит, когда угол больше 40 градусов, в результате чего древесные волокна скользят по ножу, а не срезаются чисто. Растушевки легко узнать по мягким перистым волокнам, которые остаются на поверхности древесины после выхода из строгального станка. Волокна этого типа можно отшлифовать, но если они зацепятся, они могут отсоединиться и образовать длинные осколки, которые разрывают длинные участки древесины.
Регулировка
Вся древесина имеет немного другую текстуру и характеристики строгания. Как правило, строгальные станки с углом наклона 30 градусов можно использовать для всего, и ожидается определенная степень наддува и флюса. Если при строгании мягких пород древесины возникают чрезмерные проблемы и большая часть древесины, проходящей через строгальный станок, приходится на мягкую древесину, ножи следует заточить до 40 градусов. Это можно сделать, отрегулировав угол на шлифовальном круге, который крепится к верхней части строгального станка для заточки.Используйте индикатор часового типа хорошего качества и транспортир плотника при установке нового угла или приобретите новые ножи с предустановкой на 40 градусов. Чтобы устранить проблему регулировки углов на традиционных строгальных станках, используйте строгальную коронку на вращающемся инструменте, которая обеспечивает постоянную глубину удаления древесины на каждом проходе. Конструкция спирального строгального сверла позволяет выполнять строгание древесины по ширине, равной длине режущей кромки сверла.
Это можно сделать, отрегулировав угол на шлифовальном круге, который крепится к верхней части строгального станка для заточки.Используйте индикатор часового типа хорошего качества и транспортир плотника при установке нового угла или приобретите новые ножи с предустановкой на 40 градусов. Чтобы устранить проблему регулировки углов на традиционных строгальных станках, используйте строгальную коронку на вращающемся инструменте, которая обеспечивает постоянную глубину удаления древесины на каждом проходе. Конструкция спирального строгального сверла позволяет выполнять строгание древесины по ширине, равной длине режущей кромки сверла.
Writer Bio
Специализируясь на мебели из твердых пород дерева, столярных изделиях, шкафах, обустройстве дома и архитектурных столярных изделиях, Уэйд Шадди работает в домостроении с 1972 года.Шэдди также работал газетным репортером и писателем, а также писал статьи для журнала Bicycling Magazine. Shaddy начал публиковаться в различных журналах в 1992 году и опубликовал роман «Темный каньон» в 2008 году.
Увеличьте срок службы и улучшите производительность строгальных и фуговальных ножей
Infinity Cutting Tools предлагает широкий выбор быстрорежущей стали и строгальные и фуговальные ножи с твердосплавными напайками.
Все мы знаем, что любой купленный режущий инструмент необходимо заточить или отточить перед использованием.Это справедливо для ручных инструментов, таких как долота и рубанки, кухонные ножи и даже фуганки и строгальные ножи. Большинство производителей заявляют, что их ножи острые и готовы к использованию прямо из коробки, и технически это правда. Ножи заточены на заводе, и если вы бросите их в машину, они будут работать. Но небольшая заточка может вывести набор ножей на новый уровень, продлить срок их службы и улучшить качество резки.
Заточить комплект ножей не сложно.Ножи из быстрорежущей стали (HSS) и твердосплавные наконечники можно затачивать с помощью алмазной точилки, такой как модель M-Power, показанная ниже. Цель здесь – просто сделать несколько движений по скосу ножа и несколько ударов по спине. Это удалит все заусенцы, оставшиеся после заводского шлифования, и сделает кромку более острой и долговечной.
Это удалит все заусенцы, оставшиеся после заводского шлифования, и сделает кромку более острой и долговечной.
Эта удобная точилка для фрез идеальна для подкраски кромок строгальных и фуговальных ножей. Одна сторона имеет алмазную поверхность с крупной зернистостью 300, а другая сторона – более мелкую с зернистостью 600.
Помните, все, что вам нужно, – это несколько легких движений тонкой алмазной шлифовкой по скосу и задней части ножа. Мы просто улучшаем кромку, а не шлифуем новую. Когда дело доходит до заточки фуговальных и строгальных ножей из быстрорежущей стали или карбида, существует закон убывающей отдачи. Заточить эти материалы до острой бритвы на самом деле не стоит. Хотя вы, скорее всего, можете заточить нож из быстрорежущей стали, чтобы он был достаточно острым, чтобы им можно было бриться, но первая доска, прошедшая через строгальный станок, уберет этот край.Мы рекомендуем затачивать примерно до 600 зерен. Любое более тонкое и полученное в результате преимущество будет длиться недолго.
Используйте алмазный хон для обработки кромки и удалите заусенцы с тыльной стороны и фаски фуговального или строгального ножа.
Фрезы с твердосплавными напайками и пильные полотна ушли в прошлое. У карбида износостойкость примерно в десять раз выше, чем у стали, плюс, твердосплавные строгальные ножи такие же, как и у других режущих инструментов. Хотя лезвие из карбида изначально не будет на ощупь и не будет таким острым, как заточенный нож из быстрорежущей стали, лезвие из карбида прослужит во много раз дольше.Тот же процесс хонингования используется с твердосплавными ножами и может полностью раскрыть потенциал заводской заточки или использованной твердосплавной кромки.
Строгальные и фуговальные ножис твердосплавными напайками обладают более длительным сроком службы, чем их аналоги из быстрорежущей стали.
Потратьте несколько минут на то, чтобы улучшить заводскую кромку вашего нового строгального или столярного ножа Infinity, – это отличный способ максимально эффективно использовать свои ножи. Мы также рекомендуем периодически обновлять ножи, очищая ножи от отложений и затачивая их алмазным шлифовальным кругом.Для станков с традиционной режущей головкой Diamond Knife Hone позволяет затачивать ножи, не снимая их с станка, но для большинства станков с индексированными ножами, таких как DeWalt 734 или 735, вам придется снимать ножи для заточки. Кроме того, на любом индексированном ноже важно удалять как можно меньше материала. Поскольку ножи не могут быть отрегулированы в машине, удаление слишком большого количества материала с режущей кромки приведет к укорачиванию ножа, и он больше не будет достигать заготовки.Это приведет к неправильной подаче машины или к контакту других частей режущей головки с заготовкой и может вызвать серьезное повреждение строгального станка.
Хонингование ножа с твердосплавным наконечником происходит так же, как и для ножей из быстрорежущей стали: достаточно всего пары легких проходов с алмазным шлифовальным кругом на тыльной стороне и скосом.
Мораль истории такая же, как и у любого другого станка в вашем магазине – важно время от времени проявлять немного любви к своим столярным и строгальным ножам и поддерживать их в чистоте и остроте.Для их очистки мы рекомендуем Blade & Bit Cleaner. Чтобы отточить неиндексированные ножи на фуганках и строгальных станках с традиционными фрезерными головками, обратите внимание на Diamond Knife Hone. Этот инструмент позволяет затачивать ножи, все еще закрепленные в режущей головке. Приложив немного усилий, ваши старые ножи будут работать как новые, а новые – лучше, чем новые.
Для получения более подробной информации об обслуживании фуговальных и строгальных ножей ознакомьтесь с этим сообщением в блоге и видео.
Связанные
заточка – Как правильно заточить строгальный нож?
Трудно диагностировать подобную проблему, не имея хотя бы хороших фотографий всего, поэтому следующее требует некоторых предположений.
Достаточно ли камня с грубой / тонкой поверхностью для того, что я делаю?
Невозможно сказать с уверенностью из-за переменных. К сожалению, камни (в том числе алмазные абразивные пластины), классифицируемые как крупные, средние, мелкие и т. Д., Ни в коем случае не равны. «Штраф» одного производителя будет очень похож на «средний» другого производителя, что сбивает с толку многих из нас, покупающих инструменты для заточки у разных производителей 🙁
На фотографии продукта, на которую вы ссылаетесь на руководство по хонингованию, используется абразивная бумага по стеклу, и я подумал, что есть все основания предполагать, что они пойдут на более мелкую зернистость, чем «тонкая» сторона многих камней.Если посмотреть ниже, то в разделе «Основные характеристики продукта» говорится, что они включают кусок пленки толщиной 15 микрон, что примерно соответствует зернистости 1000. Если вы не знаете, что зернистость ваших камней и «мелочь» составляет 1000 или больше, это, скорее всего, часть проблемы (но см. Примечание внизу).
Примечание внизу).
В общем, простой комбинированный камень, подобный этому, может быть достаточно хорош в качестве основы системы заточки … Я должен упомянуть, что многие люди со сложными (и дорогими) настройками заточки не согласятся с этим! Но для строгальных ножей то, насколько хороша тонкая сторона, может иметь решающее значение, хотя другие вопросы, включая то, как вы затачиваете, могут быть не менее важными или более важными.Что приводит нас к …
Что я делаю не так?
Возможно, ничего, но давайте посмотрим. Если вы начали не с притирки скошенной поверхности лезвия в соответствии с инструкциями, сделайте это в первую очередь. Как и во всех подобных операциях заточки, создание равномерно плоской поверхности вдоль кромки на другой стороне лезвия жизненно важно для создания острого края.
Затем, при заточке фаски, PDF включает следующее:
Подсказка: Приложите давление только на ход толкателя. Это предотвратит образование тонкой проволочной кромки вдоль передней кромки лезвия. Продолжайте это действие до тех пор, пока на фаске не образуется удовлетворительная отделка.
Это предотвратит образование тонкой проволочной кромки вдоль передней кромки лезвия. Продолжайте это действие до тех пор, пока на фаске не образуется удовлетворительная отделка.
Если вы не использовали толчки только при заточке, сделайте то же самое.
Последний пункт, проверьте ваши камни на плоскостность. Для этой операции очень важно, чтобы ваш камень (с обеих сторон) был полностью плоским. Если вы проверите линейкой и обнаружите, что с одной или обеих сторон есть даже небольшая тарелка, расплющите камень, прежде чем снова пытаться заточить.
Камни можно расплющить множеством способов, самый дешевый для вас сейчас – использовать лист грубой сухой и влажной наждачной бумаги на очень плоской основе. Хорошей поверхностью для этого в типичном доме является кухонная столешница, обычно сделанная из толстого устойчивого материала, которая надежно удерживается ровной поверхностью благодаря тому, как она установлена. Но не думайте, что он плоский, проверьте его перед использованием.
Насколько резкости достаточно?
Как правило, кромки, используемые в деревообработке, не могут быть слишком острыми.Очевидно, есть сложности, но при прочих равных более резкий обычно предпочтительнее менее резкий (опять же, см. Примечание внизу).
Что вы делаете для проверки остроты лезвия?
Я никогда не проверял остроту строгального ножа, но считаю его острым лезвием, а не просто строгальным ножом, и проверяю его соответственно.
Если они недостаточно хороши для резки дерева, например, для стамески, то они определенно недостаточно острые.Возможно, вам следует стремиться к тому, чтобы они были достаточно острыми, чтобы они аккуратно срезали сосновые волокна, хотя на практике это может не потребоваться для строгального ножа. Связанный: Как определить, острые ли токарные (токарные) стамески по дереву?
Это меня очень огорчает, так как у меня такая же проблема с заточкой лезвий для ручных рубанков,
Хотя цель явно одна и та же, заточка рубанков к утюгу можно подойти несколько иначе.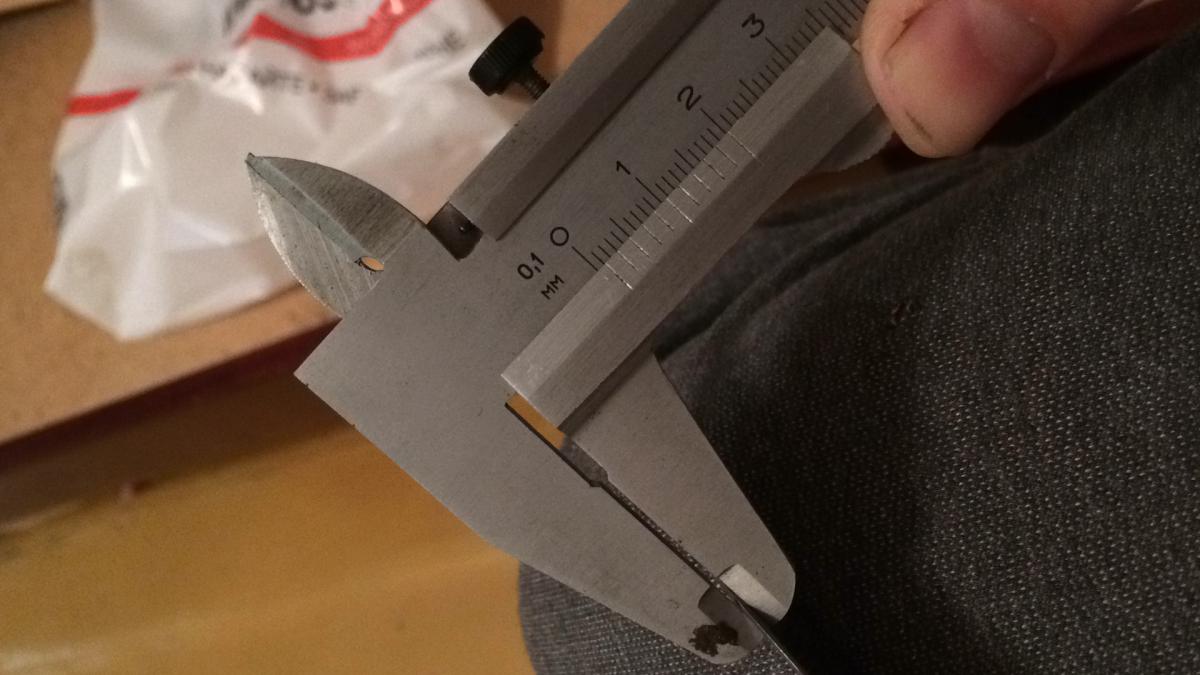 Есть несколько предыдущих Вопросов по заточке, которые могут помочь:
Есть несколько предыдущих Вопросов по заточке, которые могут помочь:
Есть ли «лучший» способ заточить режущий инструмент, например, долото?
Как агрессивно затачивать стамески и рубанки в случае повреждения?
Имеет значение, какой алмаз я получу?
Заточка – наименование и выбор
Если вам нужна дополнительная помощь с вашими ручками, начните новую тему, чтобы получить более конкретные ответы на этот вопрос.
Примечание по размеру зерна и резкости: нет абсолютной необходимости затачивать до 1000 зерен, хотя это дает очень хорошие результаты. Многие западные деревообработчики теперь затачивают и свои долота, и рубанок намного выше этого уровня, но на самом деле вы можете получить хорошую обрабатываемую кромку на абразивном материале размером до 250, если заточка сделана хорошо и не останется проволочной кромки / заусенцев.
Нельзя сказать, что край такой острый, это не так, но может быть достаточно острым для выполняемой работы. Для достижения наилучших результатов вам следует использовать более острый инструмент, особенно долото.
Для достижения наилучших результатов вам следует использовать более острый инструмент, особенно долото.
Сохранение угла
Помимо постоянной практики, как сохранить постоянный угол при заточке ножа или инструмента?
Практически каждый день точильщики спрашивают нас, что они могут сделать, чтобы держать нож или инструмент под постоянным углом во время заточки. Это, вероятно, самый распространенный источник разочарования для точильщиков. Это понятная проблема: неспособность поддерживать постоянный угол тратит время на заточку неправильной части фаски, нежелательным образом изменяет форму лезвия и, что наиболее важно, не приводит к появлению острых краев.
Заточить можно эффективно, люди давно этим занимаются. Так как же удержаться от изменения угла во время заточки? В этой статье рассматриваются некоторые эффективные способы сохранения угла при заточке.
Механизированная заточка
Не волнуйтесь, мы не собираемся говорить вам, что усиленная заточка – единственный способ сохранить постоянный угол. Тем не менее, здесь стоит упомянуть, так как одним из самых больших преимуществ механизированных систем заточки, таких как Work Sharp и Tormek, являются направляющие, которые они предлагают.Эти системы позволяют точно и многократно затачивать кромки многих форм. Хотя эти системы не могут делать все и подходят не всем, их точность стоит учитывать.
Тем не менее, здесь стоит упомянуть, так как одним из самых больших преимуществ механизированных систем заточки, таких как Work Sharp и Tormek, являются направляющие, которые они предлагают.Эти системы позволяют точно и многократно затачивать кромки многих форм. Хотя эти системы не могут делать все и подходят не всем, их точность стоит учитывать.
Заточка от руки
Конечно, заточка производилась вручную задолго до того, как появились электрические системы, и это все еще можно делать таким образом. Да, это требует некоторой практики, но это достижимо. Давайте сначала рассмотрим заточку от руки, без направляющих.
Мы обнаружили, что ручную заточку можно в целом разделить на заточку ножей и заточку зубил или плоских лезвий.Базовая процедура для обоих одинакова, но есть различия в том, как вы держите и перемещаете затачиваемое лезвие.
Ножи
Существуют различные техники перемещения лезвия ножа по точильному камню. Некоторые точилки предпочитают скользящее действие пятки по кончику. Хотя это не так распространено, некоторые точилки используют движение наконечника к пятке. Другие используют восьмерку или круговой узор. Если угол остается постоянным, можно успешно использовать любой из методов. Ниже мы описываем движение от пятки к кончику, так как оно является одним из наиболее распространенных.
Хотя это не так распространено, некоторые точилки используют движение наконечника к пятке. Другие используют восьмерку или круговой узор. Если угол остается постоянным, можно успешно использовать любой из методов. Ниже мы описываем движение от пятки к кончику, так как оно является одним из наиболее распространенных.
Начните с того, что поместите пятку ножа на камень под желаемым углом. Чтобы решить, какой угол использовать, см. Нашу статью «Подробное обсуждение углов заточки ножей». Затем проведите лезвием ножа по длине точильного камня. Когда вы перемещаете лезвие от одного конца камня к другому, вы также будете тянуть лезвие от его пятки к его кончику, так что вся длина лезвия соприкасается с камнем в какой-то момент во время удара.
Если у ножа идеально прямое лезвие, вы можете держать руку и запястье в неподвижном состоянии во время выполнения движения.Нож с прямым лезвием обычно начинается под углом 90 ° к длине камня и остается таким на протяжении всего хода. Однако у большинства ножей лезвие имеет некоторую кривизну, особенно на кончике или около него. По мере изгиба лезвия, если движение остается неизменным, эффективный угол, при котором лезвие встречается с камнем, изменяется, уменьшая угол скоса. Это обычная проблема, в результате которой кончик ножа заточен неэффективно или совсем не заточен. Чтобы сохранить угол скоса на изогнутом лезвии, вы должны изменить положение ножа относительно камня при выполнении удара.
Однако у большинства ножей лезвие имеет некоторую кривизну, особенно на кончике или около него. По мере изгиба лезвия, если движение остается неизменным, эффективный угол, при котором лезвие встречается с камнем, изменяется, уменьшая угол скоса. Это обычная проблема, в результате которой кончик ножа заточен неэффективно или совсем не заточен. Чтобы сохранить угол скоса на изогнутом лезвии, вы должны изменить положение ножа относительно камня при выполнении удара.
Хороший способ следовать кривой – вращать нож в продольном направлении по отношению к камню во время движения. По мере прохождения кривой сосредоточьтесь на точке контакта между лезвием и камнем. Кромка лезвия в этом месте должна быть перпендикулярна длине камня. Когда вы вращаете нож, ручка поднимается по плавной дуге, следуя плоскости угла заточки. Степень изгиба лезвия определяет необходимое количество вращения.От начальной точки 90 ° до длины камня, лезвие с небольшим изгибом будет вращаться только на несколько градусов, но резко изогнутое лезвие может оказаться почти параллельно камню к концу удара.
Долота и рубанки
Держите инструмент двумя руками, стараясь держать его как можно ближе к камню. На более широких лезвиях максимально раздвиньте пальцы, чтобы создать равномерное давление вниз по всей ширине лезвия. Затем поместите скос инструмента на камень и переместите инструмент по камню.
Заблокируйте запястья и двигайте инструмент своим телом. Попробуйте двигать всем телом, а не только руками, чтобы лезвие оставалось более устойчивым. Как и в случае заточки ножей, сгибание запястий при перемещении лезвия будет раскачивать лезвие.
Как и в случае заточки ножей, некоторые люди могут использовать возвратно-поступательные движения, круговые движения или движения в форме восьмерки. Однако при изменении направления инструмент легко раскачивать, изменяя угол. Если вам удобнее перемещать инструмент по камню в одном направлении, к краю или от края, сделайте это.В конце гребка полностью оторвите лезвие от камня и вернитесь в исходное исходное положение.
Управляемая заточка
Если ручная заточка вызывает у вас разочарование, подумайте о руководстве по заточке. Нет ничего постыдного в использовании направляющих при заточке. Это такие же инструменты, как и любые другие, и при правильном использовании направляющие экономят время, обеспечивая точность и повторяемость. Разнообразие направляющих, доступных для ручной заточки, можно разделить на направляющие для ножей и направляющие для долот и плоских лезвий.
Направляющие для ножей
Направляющие для заточки ножей бывают двух видов. Существуют системы, которые удерживают нож, когда маленький камень перемещается по лезвию, и направляющие, которые удерживают нож, когда лезвие перемещается по большому камню.
Управляемые системы заточки ножей
Направляющие, удерживающие нож, когда по лезвию перемещается меньший камень, можно приобрести у DMT, Lansky и Gatco. Все три модели имеют зажим, удерживающий лезвие, вместе с небольшими точильными камнями, прикрепленными к оружию. Эти ручки проходят через направляющие отверстия в ножках зажима. Плечи регулируются с заранее заданными шагами, что позволяет затачивать под разными углами.
Эти ручки проходят через направляющие отверстия в ножках зажима. Плечи регулируются с заранее заданными шагами, что позволяет затачивать под разными углами.
DMT Руководство для заточки ножей
Зажим с регулируемыми рычагами, входящий в состав системы управляемой заточки DMT Aligner, можно использовать отдельно для ведения ножей по скамейке. Благодаря семи настройкам положения можно достичь большого диапазона углов. После зажатия лезвия на острие лезвия методы заточки такие же, как и при ручной заточке, удерживая ножку направляющей на рабочей поверхности.Пошаговые инструкции см. В нашей статье Использование руководства по заточке ножей DMT.
Naniwa Японское руководство по заточке ножей
Эта направляющая – еще одна, которая позволяет перемещать нож по верстачному камню, и это самая простая в использовании направляющая для заточки ножей. Однако он не регулируется. Достигаемый угол скоса определяется шириной лезвия ножа. Таким образом, он не подходит для использования с каждым ножом. Это руководство лучше всего подходит для традиционных кухонных столовых приборов, лезвия которых шире 3/4 дюйма.Например, нож с лезвием шириной 1 1/8 дюйма будет заточен под углом 20 градусов с помощью направляющей Naniwa.
Таким образом, он не подходит для использования с каждым ножом. Это руководство лучше всего подходит для традиционных кухонных столовых приборов, лезвия которых шире 3/4 дюйма.Например, нож с лезвием шириной 1 1/8 дюйма будет заточен под углом 20 градусов с помощью направляющей Naniwa.
Просто закрепите направляющую на спинке ножа. Затем положите нож на камень и используйте ту же технику, что и при заточке от руки, но всегда держите направляющую в контакте с камнем.
Направляющие для долот и рубанков
Некоторые точильщики ласково называют эти «тренировочные колеса для ваших инструментов». Какими бы ни были названия, они работают. Направляющие для долота и плоского лезвия позволяют поддерживать угол наклона, упрощают удержание лезвий, которые в противном случае сложно повесить, и упрощают получение кромки, перпендикулярной хвостовику инструмента.Они также позволяют перемещаться по камню вперед и назад без раскачивания, что ускоряет время заточки.
Veritas Mk. II Направляющая для хонингования
II Направляющая для хонингования
Это самая универсальная из направляющих для заточки долот и плоских лезвий. Он имеет несколько настроек для микрокосов, а также регистрационное приспособление, которое центрирует и выравнивает лезвие, определяя правильную проекцию для желаемого угла заточки. Дополнительный узел изгибающего ролика позволяет затачивать края, придавая им изогнутую или закругленную форму.А вспомогательное приспособление для регистрации перекоса позволяет использовать долота с косым концом и плоские лезвия.
Направляющая для плоского хонингования из цельной латуни Kell
Этим красиво оформленным путеводителем приятно пользоваться. Обладает плавным ходом и надежным захватом лезвия. Направляющая Kell позволяет легко удерживать глухую прямую кромку, перпендикулярную хвостовику инструмента, и на самом деле с помощью этой направляющей невозможно получить изогнутую кромку.
Направляющая для хонингования
У этого руководства нет такого причудливого названия, как у других, но оно тем не менее эффективно. Имеет две позиции зажима для установки узких или широких лезвий. Колесо этой направляющей относительно узкое, и при использовании более широких лопастей необходимо соблюдать осторожность, чтобы предотвратить качание из стороны в сторону. Однако это может быть преимуществом, так как раскачивание может производиться преднамеренно контролируемым образом для создания изгиба кромки лезвия.
Имеет две позиции зажима для установки узких или широких лезвий. Колесо этой направляющей относительно узкое, и при использовании более широких лопастей необходимо соблюдать осторожность, чтобы предотвратить качание из стороны в сторону. Однако это может быть преимуществом, так как раскачивание может производиться преднамеренно контролируемым образом для создания изгиба кромки лезвия.
Удержание ножа или инструмента под постоянным углом, вероятно, является самой большой проблемой, с которой сталкиваются точилки в поисках по-настоящему острой кромки. Но это проблема, с которой можно справиться.Независимо от того, от руки или с помощью направляющей, можно поддерживать угол во время заточки.
Есть вопросы о сохранении угла наклона при заточке?
Позвонить специалисту по продукту С понедельника по пятницу с 8:00 до 16:30.
Телефон США: 1-800-351-8234
За пределами США: + 1-608-203-1129
Как выбрать номер ручной плоскости и угол наклона для использования в магазине на заготовке
Q: У меня несколько самолетов, но я никогда не знаю, какой из них лучше использовать. Я вижу, что у № 3 крутой уклон, чем у моей скамейки. Когда вы, скажем, используете № 3 против № 5? И какой угол следует использовать при заточке? Самолеты бывают разных размеров и наклонов для разных работ, поэтому нужно подумать, какой из них использовать в той или иной ситуации. A: Диапазон вашего вопроса – «правильный ли использовать», «более крутой наклон», «какой угол заточки» – можно с таким же успехом выразить как «Скажите мне все, что мне нужно знать, чтобы точить и использовать ручной самолет.«Не переводите этот комментарий как фальшивый или недобрый. Напротив: из-за вашего интереса к ручным рубанкам я настоятельно рекомендую вам прочитать, изучить и попрактиковаться в их заточке и использовании. Возможно, они являются наиболее универсальными и полезными инструментами при работе с деревом. Для новичка, как и почему этот инструмент не понятен, но ответы на большинство ваших вопросов можно найти в книгах, статьях или компакт-дисках. Самое важное – использовать инструмент, и, если вы не получаете ожидаемого результата, сосредоточьтесь на решении этой части навыка.
Я вижу, что у № 3 крутой уклон, чем у моей скамейки. Когда вы, скажем, используете № 3 против № 5? И какой угол следует использовать при заточке? Самолеты бывают разных размеров и наклонов для разных работ, поэтому нужно подумать, какой из них использовать в той или иной ситуации. A: Диапазон вашего вопроса – «правильный ли использовать», «более крутой наклон», «какой угол заточки» – можно с таким же успехом выразить как «Скажите мне все, что мне нужно знать, чтобы точить и использовать ручной самолет.«Не переводите этот комментарий как фальшивый или недобрый. Напротив: из-за вашего интереса к ручным рубанкам я настоятельно рекомендую вам прочитать, изучить и попрактиковаться в их заточке и использовании. Возможно, они являются наиболее универсальными и полезными инструментами при работе с деревом. Для новичка, как и почему этот инструмент не понятен, но ответы на большинство ваших вопросов можно найти в книгах, статьях или компакт-дисках. Самое важное – использовать инструмент, и, если вы не получаете ожидаемого результата, сосредоточьтесь на решении этой части навыка. Что касается специфики вашего письма: «Какой из них правильный?»: Если предположить, что мы имеем дело с обычным строганием на скамейке, длина больше, чем что-либо другое, определяет, какой самолет использовать. Чем длиннее заготовка, тем длиннее потребуется рубанок, чтобы она стала плоской. Как показывает практика, мы считаем, что можно сделать поверхность плоской в три раза длиннее плоскости. Не делайте это фетишем: я использую только два самолета (04-1 / 2, длина 10 дюймов, и длина 07, 22 дюйма). Правильная техника заточки рубанка – это навык, которым должен обладать каждый, кто часто использует рубанок в магазине.«Более крутой склон» на плоскости № 3, который, как я полагаю, является лягушкой, сбил меня с толку без дополнительной информации. Обычно лягушка находится под углом 45 градусов. «Какой угол можно использовать при заточке?» Он варьируется от 43 градусов до 35 градусов. Чем выше угол, тем дольше он будет оставаться острым в более твердой древесине.
Что касается специфики вашего письма: «Какой из них правильный?»: Если предположить, что мы имеем дело с обычным строганием на скамейке, длина больше, чем что-либо другое, определяет, какой самолет использовать. Чем длиннее заготовка, тем длиннее потребуется рубанок, чтобы она стала плоской. Как показывает практика, мы считаем, что можно сделать поверхность плоской в три раза длиннее плоскости. Не делайте это фетишем: я использую только два самолета (04-1 / 2, длина 10 дюймов, и длина 07, 22 дюйма). Правильная техника заточки рубанка – это навык, которым должен обладать каждый, кто часто использует рубанок в магазине.«Более крутой склон» на плоскости № 3, который, как я полагаю, является лягушкой, сбил меня с толку без дополнительной информации. Обычно лягушка находится под углом 45 градусов. «Какой угол можно использовать при заточке?» Он варьируется от 43 градусов до 35 градусов. Чем выше угол, тем дольше он будет оставаться острым в более твердой древесине. На практике затачивайте под углом 40 градусов и не меняйте этот угол, пока не научитесь делать это достаточно хорошо.
На практике затачивайте под углом 40 градусов и не меняйте этот угол, пока не научитесь делать это достаточно хорошо.
|
|
|
|
 Галерея
Галерея сколько точить лезвия строгального станка
Да, Гматов, кажется, тоже вырывает часть того, что я сказал. Джи, вы, кажется, неправильно поняли мою рекомендацию: «Единственное преимущество полого заточки в том, что нож будет соединяться в голове. Это не будет фактором для людей, которым нужно нанимать заточку».
Джи, вы, кажется, неправильно поняли мою рекомендацию: «Единственное преимущество полого заточки в том, что нож будет соединяться в голове. Это не будет фактором для людей, которым нужно нанимать заточку».Дело в том, что машины, у которых есть приспособления для стыковки ножей в головке, будут принадлежать людям, которые также могут заточить ножи в головке; так что они не будут рутинно покупателями мясорубки.
Во-вторых, я подумал, что имел в виду мое личное предпочтение полой шлифовке: я обычно затачиваю ножи в моем 20-дюймовом строгальном станке и 12-дюймовом фуговальном станке вручную.Несколько лет назад я сделал шлифовальный станок с подвижной головкой для ручного фуговального станка (плохая репутация) на основе станка для заточки моего 30-дюймового фрезерного станка Oliver. В магазине есть пара плоских шлифовальных машин и шлифовальный станок T&C для заточки ножей.
Очевидно, что фуговально-шлифовальный станок с подвижной головкой выполняет полое шлифование, и я предпочитаю его, потому что затем я могу затачивать ножи в головке ручными камнями в течение года или двух между переточками. Наблюдение и индикация, забивание лезвий камнями быстро приводит их в хорошее соединение без пяток и ударов по механическому суставу, кроме того, что они остаются острыми как бритва.
Наблюдение и индикация, забивание лезвий камнями быстро приводит их в хорошее соединение без пяток и ударов по механическому суставу, кроме того, что они остаются острыми как бритва.
Я затачиваю лезвия на строгальном станке плоско, потому что это более прочная кромка. Это цитируется во многих шлифовальных текстах. Тем не менее, я также вручную затачиваю строгальный станок минимум 3, а иногда и 5 раз между переточками. Опять же, ручная заточка позволяет получить более острый край и быстро соединить ножи. У меня были споры с людьми (на OWWM), которые не верят, что ручная заточка камня имеет смысл. Фактически, при всей имеющейся в моем распоряжении «технологии» шлифования ручная заточка до точки, при которой ножи все равно начинают нуждаться в перезагрузке, является более быстрой и, безусловно, обеспечивает лучший набор кромок, за исключением шлифования и стыковки в голова.Но я также не использую свои ножи, пока они не станут тупыми с закругленными краями.
Джордж, насколько я помню, в каждом тексте, где это упоминается, говорится, что плоское шлифование чашечным кругом является дополнительным преимуществом силы в машине с механической подачей.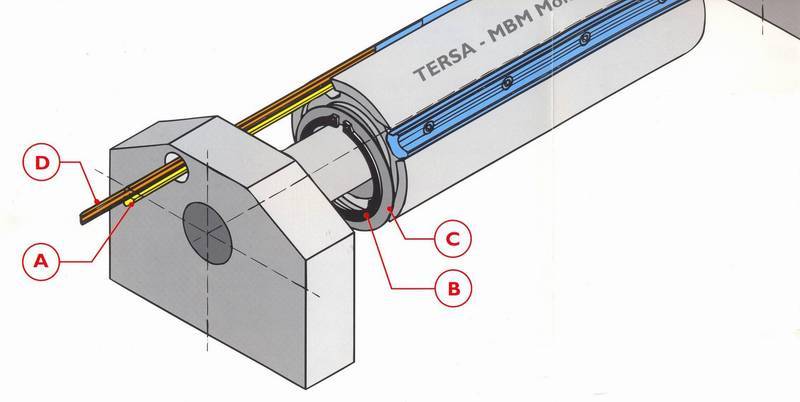 Затем эти тексты немного подстраховываются и упоминают, что большинство шлифовальных головок можно наклонить для получения полого шлифования, если клиент предпочитает, а затем они публикуют небольшую таблицу наклона в зависимости от размера колеса и количества пустот.
Затем эти тексты немного подстраховываются и упоминают, что большинство шлифовальных головок можно наклонить для получения полого шлифования, если клиент предпочитает, а затем они публикуют небольшую таблицу наклона в зависимости от размера колеса и количества пустот.
Если вы затачиваете кромку перед использованием (должно быть сделано), работа не знает, режется ли она полой шлифовкой или правильной шлифовкой, которая также была заточена.
В идеале все бороздки должны быть почти перпендикулярны краю лезвия. (чашечное колесо, обычная точилка для ножей). На практике при правильном и осторожном плоском шлифовании на шлифовальном станке с приемным столом можно получить идеально подходящие лезвия, если после шлифования кромка проволоки отточить. Вы упомянули, что не будет никаких трещин или ожогов, а бороздки настолько малы (при правильно выполненной работе), что, когда край проволоки будет заточен, они исчезнут с важной области, а край будет таким же хороший, как если бы он был произведен любым другим подходящим способом.
У вас есть небольшая проблема: хонингование кромки проволоки может добавить некоторое время для правильной работы. Добавлю, что это тоже опасно, если не делать это аккуратно. Я видел, как плохо заточенные ножи выходили из любого типа станка, в том числе и из обычных прямых шлифовальных станков, и были совершенно хорошие ножи, которые шлифовали ребята с приспособлениями и колесами на настольной пиле или сверлильном станке и шлифовали вручную. Даже Оливер (думаю, что это были они) использовал для изготовления тяжелого литого основания для установки двигателя фрезерного станка. Затем вы вставляете маленькое полукруглое колесо в цангу фрезерного станка и используете станок для заточки, перемещая литое основание на выходной стол фуговального станка. протирая чашечным колесом нож в режущей головке.Вам нужно было установить поворотный упор на подающем столе для индексации каждого лезвия под нужным углом. Эта «техника» предлагает много места для хаоса, но раньше ее иллюстрировали во многих текстах о ручной торговле. Из того, что я читал, раньше было стандартной практикой заточки в обеденное время для некоторых растений.
Из того, что я читал, раньше было стандартной практикой заточки в обеденное время для некоторых растений.
Дело в том, что существует множество способов заточить нож, и конечный результат от любого процесса будет зависеть от мозгов, «осторожности» и практики оператора.
Я также признаю, что если бы мне пришлось платить кому-то еще 1 доллар за дюйм, мне понадобились бы ножи для моего фуганка – слегка полого грунта.Для строгального станка: ровная или слегка полая. Мне было бы все равно, выполнялось ли (плоское шлифование) на плоском шлифовальном станке или на шлифовальном станке с чашечным кругом, но за такую цену можно было бы ожидать, что работа будет отличной, край проволоки будет полностью удален, ножи прямо прямые и не обгоревшие, а не деформированные. .
Ручные инструменты – это еще одна игра с мячом. В очень ограниченном масштабе я случайно попал в производство и продажу ручных самолетов и утюгов для самолетов, и они оцениваются другими среди лучших в мире, так что выберите своего эксперта.