Мастерская 1.2 Как заточить центровое сверло по дереву.
Всем привет.
В блоге понемногу появляется обратная связь, и это радует 🙂
Несколько дней назад мне задали вопрос по заточке спирального центрового сверла по дереву.
Я написал ответ.
Но подумав, решил что стоит сделать статью на эту тему, так как подобная работа может представлять трудность для мастера (и не только начинающего).
Как заточить центровое (трехперое) сверло по дереву ?
Вариантов заточки может быть несколько,
в зависимости от того, насколько точное отверстие нужно получить (точно в размер сверла, или допустимо разбивание отверстия на несколько десятых),
и для какой работы предназначено сверло (форма режущих зубьев, форма и длина центра.
Первые два способа подходят как для спиральных так и для перьевых сверл.
При НЕвысоких требованиях к симметричности расположения центра и длины режущих кромок, можно затачивать на обычном точиле,
Заточка производится на точиле с подручником,
с контролем длины Р. К. по линейке или штангенциркулю.
К. по линейке или штангенциркулю.
Недостаток такого способа – сложность получения вогнутой режущей кромки и длинного центра.
Угол между режущей кромкой и боковой поверхностью центра ~ 80 – 90 °
| Рис 1. Простая заточка с углом 90 градусов. |
Сверло затачивается в 2 этапа, сначала формируется режущая кромка (задний угол под наклоном к плоскости ~ 12 – 15°) и боковая поверхность центра.
Далее снимаются 2 плоскости на самом центре (формируется четырехгранная пирамида).
Минус такого способа – возможный увод центра – разбивание отверстия и короткий центр, не позволяющий засверливаться под углом к плоскости детали.
Плюс такой схемы – простота заточки.
Второй вариант требует применения 2х типов заточных кругов (широкого, цилиндрического
и узкого – с радиусной или цилиндрической рабочей поверхностью).
В качестве узкого полукруглого круга можно использовать толстый отрезной круг (для УШМ), толщиной 2,5 – 3 мм.
| Рис. 2 Заточка с острыми краями и вогнутой режущей кромкой. |
На цилиндрическом круге – формируется задний угол
(12 – 15°и направляющий центр.
А на узком, – занижается режущая кромка, (делается ридиусная выборка) для образования острого угла на внешних концах режущей кромки сверла.
Для симметричности рабочих кромок центр сверла затачивается на призме, жестко закрепленной на подручнике станка.
Следующий вариант заточки Рис. 3 – предназначен для перовых сверл больших диаметров.
Такая заточка позволяет быстро сверлить отверстие, эффективно снимая материал. Но имеет существенный недостаток – малое количество перезаточек.
По этой причине не желательно затачивать таким способом основной набор сверл.
В своей мастерской так я затачиваю сверла-дубликаты из дополнительного набора.
По мере снятия металла с торца зачистного ножа, (из-за радиусной выборки) режущий угол меняется от положительного (острого) – до отрицательного (тупого) и сверло начинает рвать материал.
В этом случае приходится отрезать часть лезвия и затачивать сверло заново.
Но во многих перовых сверлах имеется отверстие, из-за которого приходится обрезать 1/3 сверла.
| Рис. 3 Несимметричная заточка перового сверла. |
| Рис. 4 Радиусная выборка зачистного ножа. |
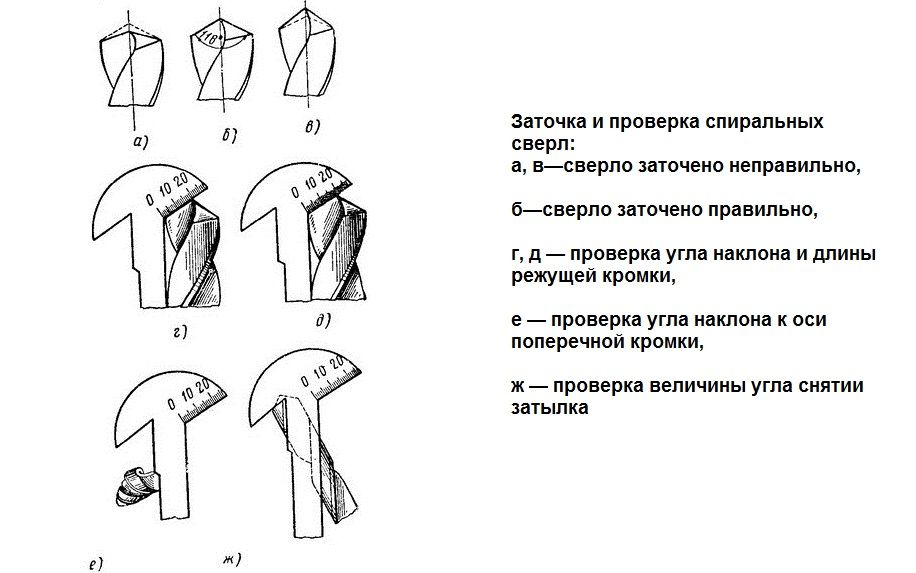
Спиральные сверла по дереву затачиваются в несколько этапов:
– предварительно затачиваются боковые стороны центра сверла.
Для того, чтобы получить симметричные режущие кромки, желательно проводить эту операцию на призме, закрепленной на подручнике заточного станка.
Далее формируются боковые грани подрезных ножей и плоскость, образующая острие центра (пирамидальную форму),
и последним этапом затачивается передняя грань подрезного ножа.
На Рис. 5 и 6 показан упрощенный способ заточки спиральных сверл по дереву.
| Рис. 5 Заточка спирального сверла. |
Рис. 6 Подточка передней кромки подрезного ножа. |
В короткой статье сложно рассказать обо всех нюансах заточки детально, но думаю своим рассказом я ответил на основные вопросы 🙂
Но если вопросов будет много – то я сниму видео о заточке сверл по дереву.
А на этом на сегодня – все.
Как заточить сверло по металлу? Приспособление для заточки. Угол заточки сверла
Технологический процесс механической обработки материалов включает множество разнообразных операций, для проведения которых требуется качественный и острый инструмент. Так, в механическом цеху на любом машиностроительном предприятии может использоваться набор из токарных, фрезерных, сверлильных и более сложных станков. В них используется свой тип инструмента, для каждого из которых есть и определенный способ заточки.
Особенности работы сверл
Механическая обработка металла связана с огромными нагрузками на инструмент. Вообще, он состоит из трех основных частей: присоединительной, корпусной и режущей. Так вот режущая часть – это небольшой клинообразный элемент, предназначенный для проникновения в металл и снятия его части с заготовки.
Если, например, в токарном резце или дисковой фрезе с формой и конструкцией режущей части все понятно, то при обработке отверстий на сверлильном станке все намного интереснее и сложнее, поэтому нужно знать, как правильно заточить сверло. Это инструмент, предназначенный для осевой обработки металла. То есть движение подачи направлено строго вдоль оси. Это следует учитывать перед тем, как заточить сверло по металлу, ведь неправильный угол резания приведет к появлению вибраций и поломке.
Это инструмент, предназначенный для осевой обработки металла. То есть движение подачи направлено строго вдоль оси. Это следует учитывать перед тем, как заточить сверло по металлу, ведь неправильный угол резания приведет к появлению вибраций и поломке.
Основные элементы режущей части сверла
Перед тем как заточить сверло по металлу, следует ознакомиться с конструкцией его режущей части, которая включает следующие элементы:
1. Основная режущая кромка.
2. Вспомогательная винтовая режущая кромка (ленточка).
3. Перемычка.
4. Передняя поверхность.
5. Задняя поверхность.
Что понадобится для заточки?
На предприятии все необходимое для реставрации инструмента всегда под рукой. А вот домашнему мастеру приходится искать альтернативу качественным заводским приспособлениям в более простых решениях, которые можно использовать в условиях обычного гаража. И все же перед тем, как заточить сверло по металлу, запаситесь минимальным набором:
1. Точильный круг. Он должен быть установлен на вращающийся вал. Устройство в народе известно под названием «наждак». В гараже встречается очень часто.
Точильный круг. Он должен быть установлен на вращающийся вал. Устройство в народе известно под названием «наждак». В гараже встречается очень часто.
2. Емкость для охлаждающей жидкости.
3. Охладитель (вода или машинное масло).
Для того чтобы выдержать угол заточки сверла, может быть недостаточно такого набора. Ведь контролировать процесс придется «на глазок», что вряд ли получится без наличия определенного опыта. В таком случае в базовый комплект нужно включить еще и приспособление для заточки сверла, которое можно купить или смастерить самостоятельно.
Контролируемые параметры
Когда все готово, необходимо ознакомиться с некоторой теорией, чтобы иметь представление об основных параметрах осевого режущего инструмента. Перед тем как правильно заточить сверло, нужно знать его углы:
1. Передний. Определяется в главной секущей плоскости (проходит перпендикулярно главной режущей кромке) как угол между передней поверхностью и основной плоскостью (перпендикулярна вектору скорости резания). Он направлен по касательной к окружности сверла.
Он направлен по касательной к окружности сверла.
2. Задний. Также определяется в главной секущей плоскости как угол между задней поверхностью и плоскостью резания (проходит через вектор скорости и режущую кромку).
3. Угол при вершине находится между двумя главными режущими кромками, если посмотреть на сверло сбоку.
Оптимальное значение переднего угла – 18-20 градусов, заднего – 10-12. Угол при вершине в сверлах по металлу имеет стандартное значение – 118 градусов.
Процесс заточки
Теперь давайте поговорим о том, как заточить сверло по металлу на обычном наждаке. Основная заточка данного осевого инструмента производится по задней поверхности. Для этого включите наждак, крепко возьмите сверло в руку таким образом, чтобы главная режущая кромка была направлена навстречу вращению точила. Теперь подводим кромку к точилу, после чего поворачиваем сверло за хвостовик так, чтобы режущая кромка расположилась параллельно поверхности круга. Проделываем такую же операцию со второй режущей кромкой.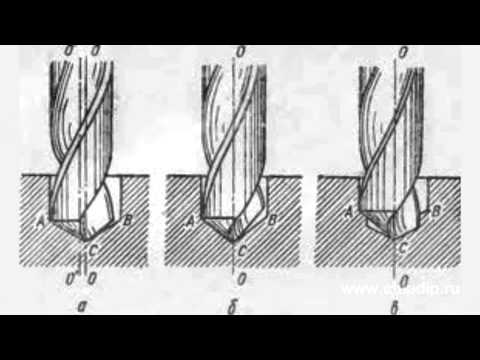 В результате получается так называемая простая заточка сверла, которая оптимальна для большинства режимов обработки металлов.
В результате получается так называемая простая заточка сверла, которая оптимальна для большинства режимов обработки металлов.
Простая заточка используется для сверл диаметром до 10 мм. При увеличении этого параметра можно дополнительно выполнить подточку передней поверхности. В результате передний угол уменьшается, а значит, увеличивается толщина лезвия (так называемый угол режущей кромки) и, соответственно, период стойкости сверла.
Заточка с помощью приспособления или станка
Описанный выше способ можно назвать кустарным, так как точного контроля параметров сверла непосредственно во время заточки добиться просто невозможно. В лучшем случае вы проверите углы после окончания заточки, а в худшем – просто проверите, насколько лучше стало работать сверло. А как правильно заточить сверло?
Конечно, для этого лучше использовать более продвинутые варианты, которые позволят заранее настроиться на определенные углы. В таком случае понадобится приспособление или станок для заточки сверл.
Если масштаб работ в вашей мастерской достаточно большой, и переточка инструмента требуется постоянно, то оптимальным будет приобретение станка. Он позволит значительно упростить процесс, особенно в том случае, если требуется перетачивать твердосплавные сверла по металлу. Основное преимущество его использования – точное соблюдение заранее заданных параметров. При большом объеме работ недопустимо использование неправильно заточенного инструмента, так как это приведет к снижению производительности. Современные заточные станки позволяют получать различные типы заточек сверла:
1. Х-тип. Используется по большей части для засверливания в глухих отверстиях. Предназначен для снижения осевого усилия резания.
2. XR-тип. Используется для универсальных сверл. Врезание в материал происходит несколько хуже, чем в первом типе, однако такие сверла имеют повышенную прочность и период стойкости.
3. S-тип. Здесь используется описанная выше подточка, которая также позволяет увеличить срок службы сверла при обработке различных материалов (от чугуна до нержавеющей стали).
4. N-тип. Также используется подточка, однако меньшей величины. Сверла с такой заточкой применяются для глубокого сверления.
Конструкция приспособления
Как уже стало понятно, ручная заточка сверла – это дело профессионала, который не просто знает правильные углы, но и чувствует процесс резания. К сожалению, приходит такое чутье только после многолетней практики работы со сверлильным станком или дрелью. Не стоит экспериментировать, так как можно смастерить самостоятельно или приобрести приспособление для заточки. В обоих случаях оно будет включать одинаковые конструктивные элементы и работать по одному принципу.
Итак, основная задача приспособления – правильная ориентация сверла относительно плоскости шлифовального круга. Для этого в его конструкцию входит опорная плита, на которой желательно располагать как само приспособление, так и электродвигатель, на валу которого расположено точило. На плите также находится поворотная колонка, на которой закрепляется сверло. Она должна иметь возможность не только поворачиваться, но и перемещаться по направлению к шлифовальному кругу.
Она должна иметь возможность не только поворачиваться, но и перемещаться по направлению к шлифовальному кругу.
В качестве колонки можно использовать любой подшипниковый узел с валом, например от старой дрели. На колец вала приспосабливается ложе для сверла (можно использовать переходную втулку), к которому оно прижимается винтами. После фиксации сверла включается привод точила, колонка подводится к шлифовальной поверхности и поворачивается для придания задней поверхности сверла правильной формы. Важно, чтобы при изначальной настройке приспособления выдерживался угол при вершине сверла в 118 градусов.
Заточка насадками
Еще один простой и удобный способ предусматривает использование такого приспособления, как насадка для заточки сверл. Основное преимущество его заключается в универсальности и простоте использования. Устройство имеет цилиндрическую форму. С одной стороны расположен присоединительный узел, посредством которого насадка устанавливается на шпиндель дрели. С другой стороны расположены отверстия для установки сверл определенного диаметра. Для заточки сверло вставляется в отверстие, после чего заточной механизм приводится в движение двигателем дрели.
Для заточки сверло вставляется в отверстие, после чего заточной механизм приводится в движение двигателем дрели.
Меры безопасности
Заточка сверла связана с образованием мелких частиц, которые отрываются от точила в процессе износа. Они нагреваются и разлетаются в разные стороны в виде огненных искр, поэтому для безопасности стоит использовать защитные очки и перчатки.
При заточке сверла без приспособления проследите за тем, чтобы надежно фиксировать его положение. В противном случае при контакте с точилом его может просто вырвать у вас из рук.
Угол заточки сверла 135 или 118
ТониЛ
Участник
- #1
У меня есть насадки на 118 и 135 градусов, а также сверло для их заточки (а иногда и изменение угла резания).
А вообще какие ракурсы нравятся:
Вошедшие участники не видят это объявление
Ски_М
Участник
- #2
Я заметил, что многие производители сверл любят рекламировать угол 135 градусов с разделительной точкой для работы с металлом, но это также должно хорошо работать и для искусственных материалов.
118 градусов обычно используется для многоцелевых материалов и деревообработки, но и здесь было бы неплохо использовать точки разделения.
Дикарь
Участник
- #3
135 градусов отлично подходит для дерева и пластика, некоторые люди утверждают, что 140 градусов намного лучше, но на самом деле углы заточки – это компромиссы! Другие факторы, такие как угол рельефа кромки и спираль, также важны!
Другие скажут, что параболические сверла или сверла Pilot/Bullet намного лучше по множеству веских причин.
JMHO, либо спиральные сверла, либо насадки с острым концом, наиболее экономичные!
ТониЛ
Участник
- #4
Большое спасибо. Я думаю, что я оставлю первоначальный угол. У меня достаточно бит в обоих ракурсах, чтобы выбрать то, что я хочу. Спасибо еще раз.
Сильванит
Участник
- #5
Я предпочитаю точку разделения 135 градусов для дерева, пластика и металла. Я соответственно перезаточил свои 118-градусные биты. Если вы используете Drill Doctor для создания точек разделения, внимательно прочитайте инструкции. Задний угол для точек разделения различен.
С уважением,
Сабахарр
Участник
- #6
Демонстрируя здесь мое невежество в этом вопросе, но для сверления неметаллических материалов, можете ли вы действительно определить разницу между ° сверла?
ТониЛ
Участник
- #7
Я не уверен. Если бы мой Drill Doctor не допускал более одного угла, я бы даже не знал, что существует более одного угла. Как это по незнанию.
НиттаниЛион
Участник
- #8
Я большой поклонник 135. Я использовал свой DD для переточки многих своих 118 на 135. Я также использовал разделительные точки на большинстве своих.
Ски_М
Член
- #9
Сабахарр сказал:
Демонстрируя здесь мое невежество в этом вопросе, но для неметаллического сверления можете ли вы действительно увидеть разницу между сверлом °?
Нажмите, чтобы развернуть…
Как я уже упоминал, угол 118 градусов предназначен для более быстрого и агрессивного удаления материала и не подходит для более твердого материала.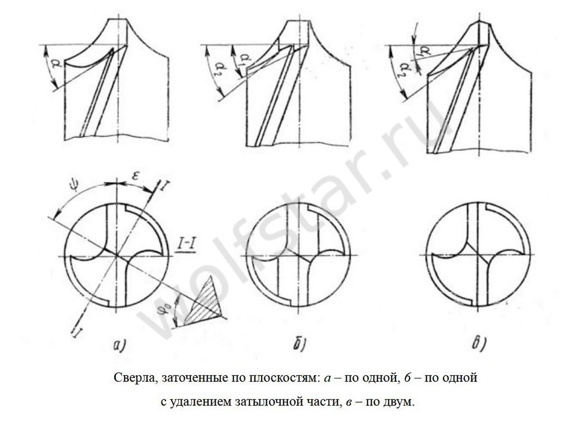 Вы получаете гораздо больший износ на самом кончике сверла при сверлении более твердого материала, и его нужно будет чаще перетачивать, если вы неправильно используете сверло.
Вы получаете гораздо больший износ на самом кончике сверла при сверлении более твердого материала, и его нужно будет чаще перетачивать, если вы неправильно используете сверло.
Между двумя одинаковыми сверлами, заточенными под обоими углами, вы быстрее просверлите и расчистите отверстия в мягкой древесине и более мягких твердых породах с более агрессивным сверлом.
С менее агрессивной насадкой у вас будет меньше разрывов в пластике, а также меньше выколов.
Дикарь
Участник
- #10
Приятно читать, объяснять, почему говорят, что кромка и спираль/поворот так важны, а также угол сверления. Для меня это слишком технично, думаю, острое сверло и секрет удаления стружки для сверления заготовки ручки независимо от материала.
Для меня это слишком технично, думаю, острое сверло и секрет удаления стружки для сверления заготовки ручки независимо от материала.
DRILL POINT GEOMETRY by JOSEPH MAZOFF
Если вы сверлите заготовку для наборов ручек Long Click или Artisan Clicker, возможно, стоит рассмотреть параболическое сверло, потому что; параболические сверла чаще всего используются для глубокого сверления, параболические сверла сверлят отверстия быстрее, чем другие модели сверл, параболическая спираль позволяет стружке быстро стекать вверх, не блокируя отверстие и не требуя частого извлечения сверла для очистки от стружки. Параболические сверла редко разрушают область вокруг входных и выходных отверстий, оставляя меньше повреждений, которые необходимо исправить после сверления. Недостатком хороших параболических сверл является стоимость! Собственная только одна бита обошлась мне в 6 долларов, и я не стал их фанатом.
Я использовал насадку для пера Long Click, и у меня не было проблем!
its_virgil
Участник
- #11
Мне тоже нравится точка разделения на 135 градусов
Делай хорошие повороты каждый день!
Дон
Ски_М
Участник
- #12
Должен отметить, что если вы просто время от времени просверливаете отверстие в более мягкой древесине, 135 градусов более чем достаточно. Вы будете сверлить немного медленнее, но отверстия будут немного чище, и вам придется очищать канавки немного чаще, но сверла, безусловно, прослужат дольше между заточками.
118 против 135 Углы вершины сверла Объяснение. (с фото)
Углы сверла 118 и 135 градусов являются двумя наиболее распространенными углами резания в дрелях. В чем разница? В каких случаях следует использовать сверло с углом при вершине 118°, а в каких — с углом при вершине 135°? Давай выясним.
Но сначала позвольте мне кратко объяснить, что такое угол при вершине сверла и почему он имеет значение.
Что такое угол при вершине сверла?
Спиральные сверла имеют коническую форму, что облегчает процесс сверления и позволяет сверлу врезаться в заготовку. Это также снижает усилие, необходимое для погружения сверла в материал. Этот наконечник сверла имеет долотообразные кромки, которые заточены под углом для эффективного выполнения режущего действия.
Угол вершины сверла относится к внутреннему углу между двумя сторонами режущих кромок. Поскольку обе кромки заточены одинаково по отношению к валу сверла, угол вершины сверла технически относится к сумме углов обеих сторон.
С годами углы, под которыми изготавливаются эти конические наконечники, стандартизировались в один из двух углов: 118° и 135°.
Сверло 118° более острое, с более крутым углом и меньшим долотом, чем его аналог 135°. Когда вы покупаете специальные сверла, вы можете найти сверла с углами, отличными от стандартных 118 ° и 135 °, хотя это редко.
Стандартный угол сверления
Стандартный угол сверления, используемый в большинстве случаев, составляет 118°, поскольку он подходит для большинства материалов. Он обычно используется для универсального высокоскоростного бурения. Здесь вы обычно сверлите более мягкие металлы, низкоуглеродистую сталь и алюминий. Угол 118° обычно встречается на сверлах джобберской длины (стандартный размер). в отличие от буровых долот.
В противоположность этому, сверло с углом вершины сверла 135° обычно сочетается с коротким сверлом и используется для твердых сталей и других твердых материалов. Как следует из названия, короткие буровые долота короче, чем их аналоги.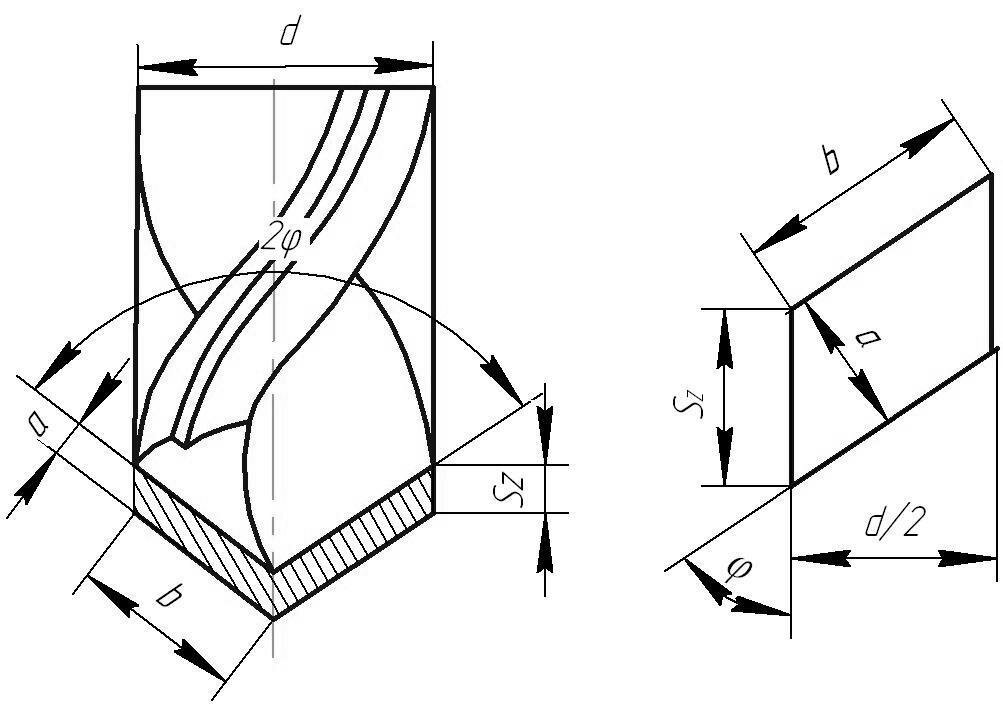
Углы сверла 118° и 135°
В некоторых случаях сверла 118° и 135° могут использоваться взаимозаменяемо. Тем не менее, если вы хотите продлить срок службы инструмента, лучше всего использовать правильный инструмент для каждого приложения.
Какое сверло лучше?
«Лучше» — субъективный термин, а «лучший» угол сверления зависит от выполняемой работы.
Сверло 118°
Сверло 118° режет намного агрессивнее, чем его аналог 135°, но более крутая вершина делает его слабее. По этой причине сверло под углом 118° затупится намного быстрее, чем сверло под углом 135° при работе с твердыми материалами, такими как сталь. Поэтому для более мягких материалов лучше всего использовать сверло 118°.
Более агрессивное режущее действие при угле сверления 118° снижает необходимое осевое усилие по сравнению с углом вершины сверла 135°. Короче: чем меньше угол, тем меньше требуемая осевая тяга. Это хорошая новость при использовании ручной дрели.
Сверла с вершиной 118° не подходят для сверления на искривленных или скользких поверхностях. Они сразу соскальзывают, повреждая поверхность и потенциально травмируя оператора.
Они сразу соскальзывают, повреждая поверхность и потенциально травмируя оператора.
Когда вы покупаете спиральное сверло 118°, оно, как правило, длиннее, чем укороченное сверло 135°, поэтому оно менее стабильно, чем 135°. Это еще одна причина, по которой угол вершины сверла 118° не подходит для сверления твердых материалов. (Конечно, вы можете заточить его до необходимого угла с помощью точилки для сверл.) При приложении усилия, необходимого для сверления твердых материалов, более длинное сверло может слегка отклоняться, что влияет на точность и аккуратность отверстия. Отклоняющиеся сверла склонны к расщеплению и сколам краев отверстий, что делает поверхность более грубой и неаккуратной.
Сверло 135°
Сверло 135° обладает менее агрессивным режущим действием, чем сверло 118° из-за меньшего шага, что делает его более подходящим для резки твердых материалов, таких как инструментальная сталь. Это сверло будет дольше оставаться острым даже при сверлении твердых материалов. Однако для этого требуется более значительная осевая нагрузка, чем угол вершины сверла 118°.
Однако для этого требуется более значительная осевая нагрузка, чем угол вершины сверла 118°.
Сверла с разрезным наконечником 135° идеально подходят для сверления искривленных или скользких поверхностей. Эти сверла хорошо захватывают поверхность и делают аккуратные и чистые отверстия, особенно если вы используете высококачественное сверло.
Сверла 135° обычно короче своих более острых аналогов. По этой причине они лучше подходят для сверления более твердых материалов, требующих точного расстояния между отверстиями и четких поверхностей. Эти более короткие сверла с меньшей вероятностью отклонятся под действием усилия, необходимого для того, чтобы врезаться в более твердые материалы. Таким образом, они будут выполнять работу более эффективно.
Стандартное сверло по сравнению со сверлом с раздельным наконечником
Стандартные сверла требуют начального точечного сверления или просверливания пилотного отверстия перед тем, как просверлить фактическое отверстие, тогда как сверла с разрезным наконечником являются самоцентрирующимся и самозапускающимся. Они не требуют пилотных отверстий.
Они не требуют пилотных отверстий.
Что такое стандартная точка?
Стандартное сверло имеет две режущие кромки на вершине долота с перемычкой в центре. При непосредственном резании материала это сверло имеет тенденцию колебаться и «гулять», что снижает точность позиционирования отверстия.
При использовании этого сверла лучше сначала засверлить центрирующим сверлом или предварительно просверлить направляющее отверстие с помощью сверла с разрезным наконечником. После этого для завершения отверстия используется стандартное точечное сверло.
Что такое сверло с раздельным наконечником?
Как следует из названия, сверло с раздельным наконечником имеет разъемное сверло. Это сверло имеет две дополнительные режущие кромки на краю долота. Здесь он создает самоцентрирующееся сверло и используется почти во всех твердосплавных и многих кобальтовых сверлах. Использование этой сверлильной головки устранило необходимость в стартовом сверле и повысило точность сверления.
Высокоскоростные спиральные сверла обычно не самоцентрируются. Несамоцентрирующиеся сверла имеют тенденцию ходить или раскачиваться при сверлении плоской поверхности. Вот почему им нужна начатая дыра.
Обратите внимание, что сверло с разрезным наконечником обычно имеет угол сверления 135°, что делает его подходящим для резки твердых материалов.
Плюсы и минусы
Сверла с разрезным шлицем не требуют начального точечного сверления или пилотного отверстия. Время обработки, которое вы сэкономите за счет исключения операции точечного сверления, может повысить производительность. Таким образом, они, как правило, более эффективны для работ, требующих выполнения множества повторяющихся отверстий на сверлах или фрезерных станках с ЧПУ. Они также хорошо подходят для сверления твердых материалов сверлом с углом сверления 135°.
Благодаря улучшенному захвату и стабильности, обеспечиваемым наконечником, эти сверла лучше подходят для сверления на скользких поверхностях. Примеры включают металлические трубы и другие кривые рабочие поверхности.
Примеры включают металлические трубы и другие кривые рабочие поверхности.
Тем не менее, сверло с разрезным наконечником более подвержено повреждениям, чем стандартное сверло, поэтому за ним нужно ухаживать более тщательно, чем за его стандартным аналогом.
В отличие от стандартного сверла, сверло с крестообразным наконечником нельзя легко заточить. Края, скорее всего, сломаются, если вы попытаетесь заточить расщепленное лезвие вручную на настольном шлифовальном станке. Итак, если ваше сверло с раздельным наконечником затупилось, к сожалению, вам придется заменить его или вам понадобится профессиональная заточка сверл.
Канавка и угол спирали
Канавка сверла представляет собой спиральные канавки, нарезанные на валу сверла. Они позволяют удалять стружку из отверстия и являются важной особенностью сверла. Конфигурация канавки определяет, насколько эффективно сверло удаляет стружку из отверстия, что влияет на накопление тепла и вероятность повреждения заготовки.