Как заточить сверло по металлу? Приспособление для заточки. Угол заточки сверла
Технологический процесс механической обработки материалов включает множество разнообразных операций, для проведения которых требуется качественный и острый инструмент. Так, в механическом цеху на любом машиностроительном предприятии может использоваться набор из токарных, фрезерных, сверлильных и более сложных станков. В них используется свой тип инструмента, для каждого из которых есть и определенный способ заточки.
Особенности работы сверл
Механическая обработка металла связана с огромными нагрузками на инструмент. Вообще, он состоит из трех основных частей: присоединительной, корпусной и режущей. Так вот режущая часть – это небольшой клинообразный элемент, предназначенный для проникновения в металл и снятия его части с заготовки.
Если, например, в токарном резце или дисковой фрезе с формой и конструкцией режущей части все понятно, то при обработке отверстий на сверлильном станке все намного интереснее и сложнее, поэтому нужно знать, как правильно заточить сверло. Это инструмент, предназначенный для осевой обработки металла. То есть движение подачи направлено строго вдоль оси. Это следует учитывать перед тем, как заточить сверло по металлу, ведь неправильный угол резания приведет к появлению вибраций и поломке.
Это инструмент, предназначенный для осевой обработки металла. То есть движение подачи направлено строго вдоль оси. Это следует учитывать перед тем, как заточить сверло по металлу, ведь неправильный угол резания приведет к появлению вибраций и поломке.
Основные элементы режущей части сверла
Перед тем как заточить сверло по металлу, следует ознакомиться с конструкцией его режущей части, которая включает следующие элементы:
1. Основная режущая кромка.
2. Вспомогательная винтовая режущая кромка (ленточка).
3. Перемычка.
4. Передняя поверхность.
5. Задняя поверхность.
Что понадобится для заточки?
На предприятии все необходимое для реставрации инструмента всегда под рукой. А вот домашнему мастеру приходится искать альтернативу качественным заводским приспособлениям в более простых решениях, которые можно использовать в условиях обычного гаража. И все же перед тем, как заточить сверло по металлу, запаситесь минимальным набором:
1. Точильный круг. Он должен быть установлен на вращающийся вал. Устройство в народе известно под названием «наждак». В гараже встречается очень часто.
Точильный круг. Он должен быть установлен на вращающийся вал. Устройство в народе известно под названием «наждак». В гараже встречается очень часто.
2. Емкость для охлаждающей жидкости.
3. Охладитель (вода или машинное масло).
Для того чтобы выдержать угол заточки сверла, может быть недостаточно такого набора. Ведь контролировать процесс придется «на глазок», что вряд ли получится без наличия определенного опыта. В таком случае в базовый комплект нужно включить еще и приспособление для заточки сверла, которое можно купить или смастерить самостоятельно.
Контролируемые параметры
Когда все готово, необходимо ознакомиться с некоторой теорией, чтобы иметь представление об основных параметрах осевого режущего инструмента. Перед тем как правильно заточить сверло, нужно знать его углы:
1. Передний. Определяется в главной секущей плоскости (проходит перпендикулярно главной режущей кромке) как угол между передней поверхностью и основной плоскостью (перпендикулярна вектору скорости резания). Он направлен по касательной к окружности сверла.
Он направлен по касательной к окружности сверла.
2. Задний. Также определяется в главной секущей плоскости как угол между задней поверхностью и плоскостью резания (проходит через вектор скорости и режущую кромку).
3. Угол при вершине находится между двумя главными режущими кромками, если посмотреть на сверло сбоку.
Оптимальное значение переднего угла – 18-20 градусов, заднего – 10-12. Угол при вершине в сверлах по металлу имеет стандартное значение – 118 градусов.
Процесс заточки
Теперь давайте поговорим о том, как заточить сверло по металлу на обычном наждаке. Основная заточка данного осевого инструмента производится по задней поверхности. Для этого включите наждак, крепко возьмите сверло в руку таким образом, чтобы главная режущая кромка была направлена навстречу вращению точила. Теперь подводим кромку к точилу, после чего поворачиваем сверло за хвостовик так, чтобы режущая кромка расположилась параллельно поверхности круга. Проделываем такую же операцию со второй режущей кромкой.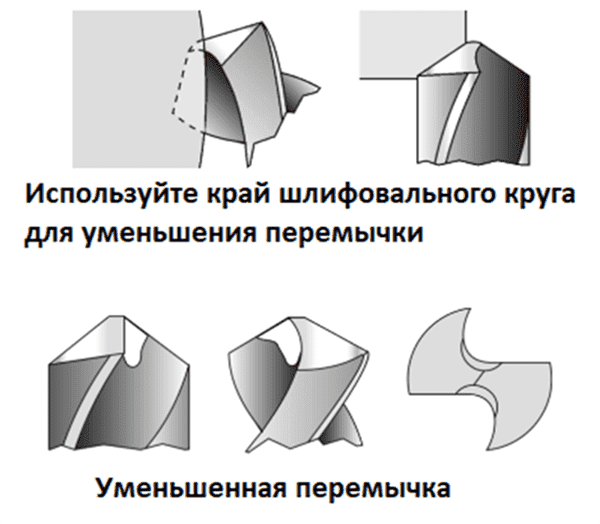 В результате получается так называемая простая заточка сверла, которая оптимальна для большинства режимов обработки металлов.
В результате получается так называемая простая заточка сверла, которая оптимальна для большинства режимов обработки металлов.
Простая заточка используется для сверл диаметром до 10 мм. При увеличении этого параметра можно дополнительно выполнить подточку передней поверхности. В результате передний угол уменьшается, а значит, увеличивается толщина лезвия (так называемый угол режущей кромки) и, соответственно, период стойкости сверла.
Заточка с помощью приспособления или станка
Описанный выше способ можно назвать кустарным, так как точного контроля параметров сверла непосредственно во время заточки добиться просто невозможно. В лучшем случае вы проверите углы после окончания заточки, а в худшем – просто проверите, насколько лучше стало работать сверло. А как правильно заточить сверло?
Конечно, для этого лучше использовать более продвинутые варианты, которые позволят заранее настроиться на определенные углы. В таком случае понадобится приспособление или станок для заточки сверл.
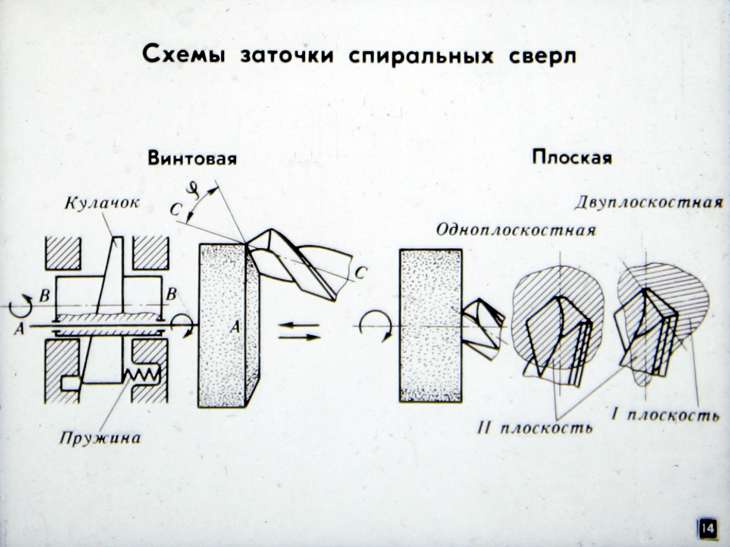
Если масштаб работ в вашей мастерской достаточно большой, и переточка инструмента требуется постоянно, то оптимальным будет приобретение станка. Он позволит значительно упростить процесс, особенно в том случае, если требуется перетачивать твердосплавные сверла по металлу. Основное преимущество его использования – точное соблюдение заранее заданных параметров. При большом объеме работ недопустимо использование неправильно заточенного инструмента, так как это приведет к снижению производительности. Современные заточные станки позволяют получать различные типы заточек сверла:
1. Х-тип. Используется по большей части для засверливания в глухих отверстиях. Предназначен для снижения осевого усилия резания.
2. XR-тип. Используется для универсальных сверл. Врезание в материал происходит несколько хуже, чем в первом типе, однако такие сверла имеют повышенную прочность и период стойкости.
3. S-тип. Здесь используется описанная выше подточка, которая также позволяет увеличить срок службы сверла при обработке различных материалов (от чугуна до нержавеющей стали).
4. N-тип. Также используется подточка, однако меньшей величины. Сверла с такой заточкой применяются для глубокого сверления.
Конструкция приспособления
Как уже стало понятно, ручная заточка сверла – это дело профессионала, который не просто знает правильные углы, но и чувствует процесс резания. К сожалению, приходит такое чутье только после многолетней практики работы со сверлильным станком или дрелью. Не стоит экспериментировать, так как можно смастерить самостоятельно или приобрести приспособление для заточки. В обоих случаях оно будет включать одинаковые конструктивные элементы и работать по одному принципу.
Итак, основная задача приспособления – правильная ориентация сверла относительно плоскости шлифовального круга. Для этого в его конструкцию входит опорная плита, на которой желательно располагать как само приспособление, так и электродвигатель, на валу которого расположено точило. На плите также находится поворотная колонка, на которой закрепляется сверло. Она должна иметь возможность не только поворачиваться, но и перемещаться по направлению к шлифовальному кругу.
Она должна иметь возможность не только поворачиваться, но и перемещаться по направлению к шлифовальному кругу.
В качестве колонки можно использовать любой подшипниковый узел с валом, например от старой дрели. На колец вала приспосабливается ложе для сверла (можно использовать переходную втулку), к которому оно прижимается винтами. После фиксации сверла включается привод точила, колонка подводится к шлифовальной поверхности и поворачивается для придания задней поверхности сверла правильной формы. Важно, чтобы при изначальной настройке приспособления выдерживался угол при вершине сверла в 118 градусов.
Заточка насадками
Еще один простой и удобный способ предусматривает использование такого приспособления, как насадка для заточки сверл. Основное преимущество его заключается в универсальности и простоте использования. Устройство имеет цилиндрическую форму. С одной стороны расположен присоединительный узел, посредством которого насадка устанавливается на шпиндель дрели. С другой стороны расположены отверстия для установки сверл определенного диаметра. Для заточки сверло вставляется в отверстие, после чего заточной механизм приводится в движение двигателем дрели.
Для заточки сверло вставляется в отверстие, после чего заточной механизм приводится в движение двигателем дрели.
Меры безопасности
Заточка сверла связана с образованием мелких частиц, которые отрываются от точила в процессе износа. Они нагреваются и разлетаются в разные стороны в виде огненных искр, поэтому для безопасности стоит использовать защитные очки и перчатки.
При заточке сверла без приспособления проследите за тем, чтобы надежно фиксировать его положение. В противном случае при контакте с точилом его может просто вырвать у вас из рук.
Сверло по металлу 5мм Р6М5
Самовывоз возможен только после подтверждения заказа!
Поиск по товарам
Поиск в названии, описании, анонсе товара:
Артикул:
Производитель:ВсеЭйфельTrio-DiamondGrossMatrixЗубр инструментSpartaБарсKraftoolРоссияStelsСибрТехHelferBlastPALISADБыт-СервисРКРЗKOBELCOHaweraHILTIPerfekta StabilaTITEBONDМомент монтажHILBERGD.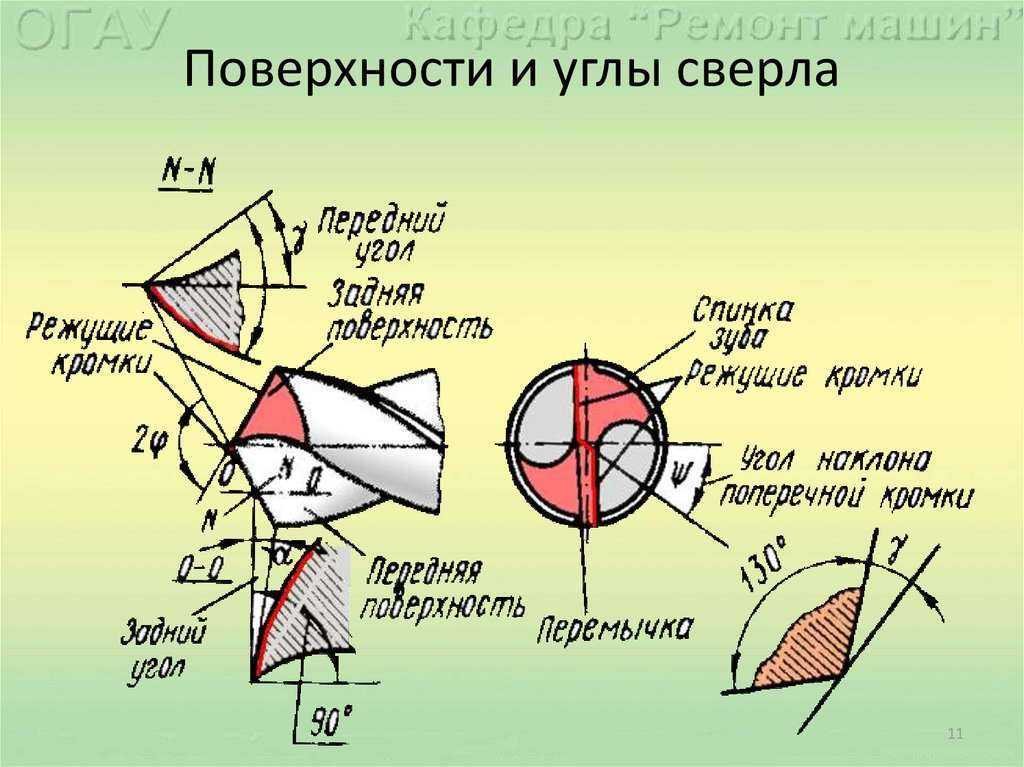 BORSoudaTytanSoudalMakroflexBITSTRONGUltimaЛугаORIENTFLEXORIENTCRAFTKOBALTEAll-Be-FixX-GlassPENTAFASADMakitaMUNGOMKTДмитровский завод строительных лесовKLINGSPORPENOSILHitachiElfe /РоссияЯрпожинвестGEFESTPolinetPolinet LuxTDStelsПрофиль экономПрофиль премиумСПЛИТСТОУН (Россия)BPSМалярProfiEMARТех-КрепЛЭЗБелгородский абразивный заводКРЕОСТТЕХНОНИКОЛЬTOPMasteradoАЛЮМЕТESABDISTARKNIPEXSMIRDEX (Греция)ABRAFLEXАРСЕНАЛМОНОЛИТACECABoschHobbyRusslandСИЛАKROSPERVIRADenzelDSKСпецЭлектродESPIRA (Германия)Азовский лакокрасочный завод Диво ZLATAROCKMELTMESSERKarnaschKAPROFISKARSREMONTIXRubberflexFarboxBritzSormatPROFILIRFIXUnibobMetaboММК-МЕТИЗNEXT BUILDSD BUILDКЕДРCeresitFASTYKRONWERKFASADProВИТЕКОspheraflexDKCСИБИНSANTOOLSIKAРОАРMILWAUKEEЗубрASDStolnerLLTIN HOMEКВТKBENO NAMEZitrekOMAXЭталонБИВАЛBecoolНиборитFoxweldGCE KRASSHexagon RagascoGZWM S.A.БеларусьCavagna GroupfischerPlasmaTecХомутПРОKAMPMANNRedchiliVertexСварогРесантаBRAUBERGПИФАГОРBella-Plast3МKornorRIKKERKMPRUSSIAШУРУПЬELFEMTXSTERNFIXERHIMTEXСделано в РоссииМастерАлмазTESLA BATTERIESNE-ADМОСБАЗАЛЬТTENACHEMСтройИнструм.
BORSoudaTytanSoudalMakroflexBITSTRONGUltimaЛугаORIENTFLEXORIENTCRAFTKOBALTEAll-Be-FixX-GlassPENTAFASADMakitaMUNGOMKTДмитровский завод строительных лесовKLINGSPORPENOSILHitachiElfe /РоссияЯрпожинвестGEFESTPolinetPolinet LuxTDStelsПрофиль экономПрофиль премиумСПЛИТСТОУН (Россия)BPSМалярProfiEMARТех-КрепЛЭЗБелгородский абразивный заводКРЕОСТТЕХНОНИКОЛЬTOPMasteradoАЛЮМЕТESABDISTARKNIPEXSMIRDEX (Греция)ABRAFLEXАРСЕНАЛМОНОЛИТACECABoschHobbyRusslandСИЛАKROSPERVIRADenzelDSKСпецЭлектродESPIRA (Германия)Азовский лакокрасочный завод Диво ZLATAROCKMELTMESSERKarnaschKAPROFISKARSREMONTIXRubberflexFarboxBritzSormatPROFILIRFIXUnibobMetaboММК-МЕТИЗNEXT BUILDSD BUILDКЕДРCeresitFASTYKRONWERKFASADProВИТЕКОspheraflexDKCСИБИНSANTOOLSIKAРОАРMILWAUKEEЗубрASDStolnerLLTIN HOMEКВТKBENO NAMEZitrekOMAXЭталонБИВАЛBecoolНиборитFoxweldGCE KRASSHexagon RagascoGZWM S.A.БеларусьCavagna GroupfischerPlasmaTecХомутПРОKAMPMANNRedchiliVertexСварогРесантаBRAUBERGПИФАГОРBella-Plast3МKornorRIKKERKMPRUSSIAШУРУПЬELFEMTXSTERNFIXERHIMTEXСделано в РоссииМастерАлмазTESLA BATTERIESNE-ADМОСБАЗАЛЬТTENACHEMСтройИнструм.
Новинка: Всенетда
Спецпредложение: Всенетда
Результатов на странице: 5203550658095
Распечатать страницу
Главная \ Оснастка и расходка \ Сверла и буры \ Сверла по металлу \ Сверло по металлу 5мм Р6М5
Находится в разделах: Сверла по металлу
- Описание
- Параметры
| Артикул: | СТС-01700030 |
| Производитель: |
|
| Назначение: |
|
| Размер: | 5.0 мм х 86мм |
| Наружный диаметр: | 5 мм |
| Общая длина: | 86 мм |
| Рабочая длина: | 52 мм |
| Наконечник: | угол заточки сверла 135° с крестоообразной подточкой, позволяющей работать без предварительного кернения со скоростью, превышающей обычную на 30% |
| Тип хвостовика: | цилиндрический, для дрели, шуруповерта и сверлильного станка |
| Цвет: | белое шлифованное полированное |
| Структура: | быстрорежущая сталь Р6М5 HSS, класс точности А1 повышенный, спираль сверла с быстрым отводом стружки |
Купить оптом и в розницу по низкой цене в Москве качественное сверло по металлу 5 мм ГОСТ10902-77 средняя серия белое шлифованное или Сверло по металлу 5.0мм ГОСТ 10902-77 средняя серия, быстрорежущая сталь Р6М5 HSS, DIN 388, класс точности А1 повышенный, цилиндрический хвостовик, угол заточки 135°, спираль, быстро отводящая стружку, белое шлифованное (полированное), STANDARD СТС-017 является недорогим представителем качественных сверл по металлу и относится к сегменту класса СТАНДАРТ.

| Штрихкод | 6926588096926 |
|---|---|
| Диаметр сверла (мм) | 5 |
| Длина сверла (мм) | 86 |
Назад
118 против 135 Углы вершины сверла Объяснение. (с фото)
Углы сверла 118 и 135 градусов являются двумя наиболее распространенными углами резания в дрелях. В чем разница? В каких случаях следует использовать сверло с углом при вершине 118°, а в каких — с углом при вершине 135°? Давай выясним.
Но сначала позвольте мне кратко объяснить, что такое угол при вершине сверла и почему он имеет значение.
Что такое угол при вершине сверла?
Спиральные сверла имеют коническую форму, что облегчает процесс сверления и позволяет сверлу врезаться в заготовку. Это также снижает усилие, необходимое для погружения сверла в материал. Этот наконечник сверла имеет долотообразные кромки, которые заточены под углом для эффективного выполнения режущего действия.
Угол вершины сверла относится к внутреннему углу между двумя сторонами режущих кромок. Поскольку обе кромки заточены одинаково по отношению к валу сверла, угол вершины сверла технически относится к сумме углов обеих сторон.
С годами углы, под которыми изготавливаются эти конические наконечники, стандартизировались в один из двух углов: 118° и 135°.
Сверло 118° более острое, с более крутым углом и меньшим долотом, чем его аналог 135°. Когда вы покупаете специальные сверла, вы можете найти сверла с углами, отличными от стандартных 118 ° и 135 °, хотя это редко.
Стандартный угол сверления
Стандартный угол сверления, используемый в большинстве случаев, составляет 118°, поскольку он подходит для большинства материалов. Он обычно используется для универсального высокоскоростного бурения. Здесь вы обычно сверлите более мягкие металлы, низкоуглеродистую сталь и алюминий. Угол 118° обычно встречается на сверлах джобберской длины (стандартный размер). в отличие от буровых долот.
в отличие от буровых долот.
В противоположность этому, сверло с углом вершины сверла 135° обычно сочетается с коротким сверлом и используется для твердых сталей и других твердых материалов. Как следует из названия, короткие буровые долота короче, чем их аналоги.
118° против 135° Углы сверла
В некоторых случаях сверла 118° и 135° могут использоваться взаимозаменяемо. Тем не менее, если вы хотите продлить срок службы инструмента, лучше всего использовать правильный инструмент для каждого приложения.
Какое сверло лучше?
«Лучше» — субъективный термин, а «лучший» угол сверления зависит от выполняемой работы.
Сверло 118°
Сверло 118° режет намного агрессивнее, чем его аналог 135°, но более крутое острие делает его слабее. По этой причине сверло под углом 118° затупится намного быстрее, чем сверло под углом 135° при работе с твердыми материалами, такими как сталь. Поэтому для более мягких материалов лучше всего использовать сверло 118°.
Более агрессивное режущее действие при угле сверления 118° снижает необходимое осевое усилие по сравнению с углом вершины сверла 135°. Короче: чем меньше угол, тем меньше требуемая осевая тяга. Это хорошая новость при использовании ручной дрели.
Сверла с вершиной 118° не подходят для сверления на искривленных или скользких поверхностях. Они сразу соскальзывают, повреждая поверхность и потенциально травмируя оператора.
Когда вы покупаете спиральное сверло 118°, оно, как правило, длиннее, чем укороченное сверло 135°, поэтому оно менее стабильно, чем 135°. Это еще одна причина, по которой угол вершины сверла 118° не подходит для сверления твердых материалов. (Конечно, вы можете заточить его до необходимого угла с помощью точилки для сверл.) При приложении усилия, необходимого для сверления твердых материалов, более длинное сверло может слегка отклоняться, что влияет на точность и аккуратность отверстия. Отклоняющиеся сверла склонны к расщеплению и сколам краев отверстий, что делает поверхность более грубой и неаккуратной.
Сверло 135°
Сверло 135° обладает менее агрессивным режущим действием, чем сверло 118° из-за меньшего шага, что делает его более подходящим для резки твердых материалов, таких как инструментальная сталь. Это сверло будет дольше оставаться острым даже при сверлении твердых материалов. Однако для этого требуется более значительная осевая нагрузка, чем угол вершины сверла 118°.
Сверла с разрезным наконечником 135° идеально подходят для сверления искривленных или скользких поверхностей. Эти сверла хорошо захватывают поверхность и делают аккуратные и чистые отверстия, особенно если вы используете высококачественное сверло.
Сверла 135° обычно короче своих более острых аналогов. По этой причине они лучше подходят для сверления более твердых материалов, требующих точного расстояния между отверстиями и четких поверхностей. Эти более короткие сверла с меньшей вероятностью отклонятся под действием усилия, необходимого для того, чтобы врезаться в более твердые материалы. Таким образом, они будут выполнять работу более эффективно.
Таким образом, они будут выполнять работу более эффективно.
Стандартное сверло по сравнению со сверлом с разрезным наконечником
Стандартные сверла требуют начального точечного сверления или просверливания пилотного отверстия перед тем, как просверлить фактическое отверстие, тогда как сверла с разрезным наконечником являются самоцентрирующимся и самозапускающимся. Они не требуют пилотных отверстий.
Что такое стандартная точка?
Стандартное сверло имеет две режущие кромки на вершине долота с перемычкой в центре. При непосредственном резании материала это сверло имеет тенденцию колебаться и «гулять», что снижает точность позиционирования отверстия.
При использовании этого сверла лучше сначала засверлить центрирующим сверлом или сначала просверлить направляющее отверстие с помощью сверла с разрезным наконечником. После этого для завершения отверстия используется стандартное точечное сверло.
Что такое сверло с раздельным наконечником?
Как следует из названия, сверло с раздельным наконечником имеет раздельное сверло. Это сверло имеет две дополнительные режущие кромки на краю долота. Здесь он создает самоцентрирующееся сверло и используется почти во всех твердосплавных и многих кобальтовых сверлах. Использование этой сверлильной головки устранило необходимость в стартовом сверле и повысило точность сверления.
Это сверло имеет две дополнительные режущие кромки на краю долота. Здесь он создает самоцентрирующееся сверло и используется почти во всех твердосплавных и многих кобальтовых сверлах. Использование этой сверлильной головки устранило необходимость в стартовом сверле и повысило точность сверления.
Высокоскоростные спиральные сверла обычно не самоцентрируются. Несамоцентрирующиеся сверла имеют тенденцию ходить или раскачиваться при сверлении плоской поверхности. Вот почему им нужна начатая дыра.
Обратите внимание, что сверло с разрезным наконечником обычно имеет угол сверления 135°, что делает его подходящим для резки твердых материалов.
Плюсы и минусы
Сверла с разрезным шлицем не требуют начального точечного сверления или пилотного отверстия. Время обработки, которое вы сэкономите за счет исключения операции точечного сверления, может повысить производительность. Таким образом, они, как правило, более эффективны для работ, требующих выполнения множества повторяющихся отверстий на сверлах или фрезерных станках с ЧПУ. Они также хорошо подходят для сверления твердых материалов сверлом с углом сверления 135°.
Они также хорошо подходят для сверления твердых материалов сверлом с углом сверления 135°.
Благодаря улучшенному захвату и стабильности, обеспечиваемым наконечником, эти сверла лучше подходят для сверления на скользких поверхностях. Примеры включают металлические трубы и другие кривые рабочие поверхности.
Тем не менее, сверло с разрезным наконечником более подвержено повреждениям, чем стандартное сверло, поэтому за ним нужно ухаживать более тщательно, чем за его стандартным аналогом.
В отличие от стандартного сверла, сверло с раздельным наконечником не так просто заточить. Края, скорее всего, сломаются, если вы попытаетесь заточить расщепленное лезвие вручную на настольном шлифовальном станке. Итак, если ваше сверло с раздельным наконечником затупилось, к сожалению, вам придется заменить его или вам понадобится профессиональная заточка сверл.
Канавка и угол спирали
Канавка сверла представляет собой спиральные канавки, прорезанные в валу дрели. Они позволяют удалять стружку из отверстия и являются важной особенностью сверла. Конфигурация канавки определяет, насколько эффективно сверло удаляет стружку из отверстия, что влияет на накопление тепла и вероятность повреждения заготовки.
Они позволяют удалять стружку из отверстия и являются важной особенностью сверла. Конфигурация канавки определяет, насколько эффективно сверло удаляет стружку из отверстия, что влияет на накопление тепла и вероятность повреждения заготовки.
Важным фактором, который следует учитывать, является угол наклона спирали, то есть угол, под которым канавка срезается вокруг сверла. Угол наклона спирали определяет, как образуется стружка – функция, которая различается в зависимости от просверливаемого материала.
Мягкие материалы требуют больших углов спирали, а твердые материалы требуют малых углов спирали. Для получения дополнительной информации об этом обратитесь к нашей полной статье о канавках сверла и углах винтовой линии.
Назад к содержанию
- Что такое угол при вершине сверла?
- Стандартный угол сверления
- Угол сверления 118° против 135°
- Какое сверло лучше?
- Стандартное сверло и сверло с раздельным наконечником
- Что такое стандартное сверло?
- Что такое сверло с раздельным наконечником?
- Плюсы и минусы шлифовки
- Угол канавки и спиральной канавки
Главная » Сверла и отвертки
Это самое краткое введение о заточке спиральных сверл
Спиральное сверло представляет собой обычный инструмент для сверления.
1 Процедуры заточки спиральных сверл
2 Меры предосторожности при заточке спиральных сверл
Процедуры заточки спиральных сверл
Верхний угол спирального сверла обычно составляет 118°, а также может рассматриваться как 120°. Шлифовальное сверло может освоить следующие шесть навыков, как правило, нет проблем.
Перед заточкой сверла основная режущая кромка сверла и поверхность шлифовального круга должны располагаться в горизонтальной плоскости, то есть при контакте лезвия с поверхностью шлифовального круга затачивать следует всю кромку. Это первый шаг взаимного расположения сверла и шлифовального круга. После установки положения медленно наклоняйтесь к поверхности шлифовального круга.
Этот угол является передним углом сверла. Если угол неправильный, это напрямую повлияет на размер верхнего угла сверла, форму основной режущей кромки и угол поперечной кромки. Здесь имеется в виду взаимосвязь положения между линией оси сверла и поверхностью шлифовального круга, примите 60 ° на линии, этот угол обычно является более точным. Здесь мы должны обратить внимание на относительное горизонтальное положение и угловое положение долота до заточки, и оба должны быть приняты во внимание. Не игнорируйте заданный угол в градусах, чтобы выровнять край, и не игнорируйте заданный край, чтобы установить угол.
Если угол неправильный, это напрямую повлияет на размер верхнего угла сверла, форму основной режущей кромки и угол поперечной кромки. Здесь имеется в виду взаимосвязь положения между линией оси сверла и поверхностью шлифовального круга, примите 60 ° на линии, этот угол обычно является более точным. Здесь мы должны обратить внимание на относительное горизонтальное положение и угловое положение долота до заточки, и оба должны быть приняты во внимание. Не игнорируйте заданный угол в градусах, чтобы выровнять край, и не игнорируйте заданный край, чтобы установить угол.
После контакта режущей кромки с шлифовальным кругом ее следует затачивать от основной режущей кромки к задней, то есть режущая кромка сверла сначала касается шлифовального круга, а затем медленно стачивается вниз по всей боковой поверхности. Когда сверло врезается, оно может мягко соприкасаться со шлифовальным кругом, сначала шлифовать небольшое количество кромки, наблюдать за однородностью искр, вовремя регулировать давление на руку и обращать внимание на охлаждение сверла, поэтому чтобы не перешлифовать сверло, что приведет к обесцвечиванию кромки и отжигу. Когда температура режущей кромки высока, долото следует вовремя охлаждать.
Когда температура режущей кромки высока, долото следует вовремя охлаждать.
Стандартное действие заточки сверла. Основная режущая кромка должна качаться вверх и вниз на шлифовальном круге, то есть рука, держащая переднюю часть сверла, должна равномерно качать сверло вверх и вниз по поверхности шлифовального круга. Но рука, держащая рукоятку, не может раскачиваться, а задняя рукоятка должна быть предотвращена от перекоса вверх, то есть хвост сверла не должен перекашиваться выше горизонтальной центральной линии шлифовального круга, иначе кромка будет тупой и нельзя резать. Это самый важный шаг. От того, хорошо заточено сверло или нет, зависит многое. Когда шлифовка почти закончена, начните с края и аккуратно потрите задний угол, чтобы сделать заднюю часть края более гладкой.
После шлифовки одной кромки снова шлифуют другую кромку. Кромка должна находиться посередине оси сверла, а кромки с обеих сторон должны быть симметричны. Опытный мастер наблюдает за симметричностью вершины сверла перед ярким светом и медленно затачивает ее. Задний угол режущей кромки долота обычно составляет 10–14 ° с большим задним углом, режущая кромка слишком тонкая, вибрация во время бурения сильная, отверстие трехстороннее или пятиугольное, стружка имеет форму иглы; с малым задним углом осевая сила очень велика во время бурения, трудно врезаться, сила резания увеличивается, температура сильно повышается, долото серьезно нагревается или даже не может сверлить. Задняя угловая шлифовка подходит, передняя точка находится в центре, а два края симметричны. При сверлении сверло может быстро отводить стружку без вибрации, а диаметр отверстия не увеличивается.
Задний угол режущей кромки долота обычно составляет 10–14 ° с большим задним углом, режущая кромка слишком тонкая, вибрация во время бурения сильная, отверстие трехстороннее или пятиугольное, стружка имеет форму иглы; с малым задним углом осевая сила очень велика во время бурения, трудно врезаться, сила резания увеличивается, температура сильно повышается, долото серьезно нагревается или даже не может сверлить. Задняя угловая шлифовка подходит, передняя точка находится в центре, а два края симметричны. При сверлении сверло может быстро отводить стружку без вибрации, а диаметр отверстия не увеличивается.
После того, как две кромки будут отшлифованы, следует отшлифовать кончик биты под биту большего диаметра. После того, как два края сверла будут заточены, на кончике двух краев будет плоскость, которая повлияет на центральное положение сверла. Необходимо изменить угол за кромкой, чтобы сделать плоскость острия как можно меньше. Метод заключается в том, чтобы поднять сверло, выровнять его по углу шлифовального круга и сделать небольшую канавку в основании за краем до кончика края. Это также важный момент центрирования биты и скорости резания. Обратите внимание, что при шлифовании фаски на конце кромки никогда не шлифуйте ее до основной режущей кромки, что увеличит передний угол основной режущей кромки и напрямую повлияет на сверление.
Это также важный момент центрирования биты и скорости резания. Обратите внимание, что при шлифовании фаски на конце кромки никогда не шлифуйте ее до основной режущей кромки, что увеличит передний угол основной режущей кромки и напрямую повлияет на сверление.
Меры предосторожности при заточке спиральных сверл
Меры предосторожности при заточке спиральных сверл
Как правило, для шлифования долот подходит шлифовальный круг с размером зерна 46 ~ 80 меш и твердостью средней мягкости. Шлифовальный круг должен работать плавно, а шлифовальный круг с большим биением необходимо обрезать. Для гладкой заточки поперечной кромки долота наружный угол шлифовального круга должен быть отшлифован до меньшего радиуса галтели. Если радиус скругления слишком велик, главная режущая кромка будет повреждена при заточке поперечной кромки.
Когда бита охлаждается, давление, оказываемое битой во время заточки, не должно быть слишком большим. Обычно используется воздушное охлаждение.
три Горизонтальная кромка стандартного спирального сверла длинная, обычно 0,18d (d относится к диаметру сверла), а передний угол на горизонтальной кромке имеет большое отрицательное значение. Следовательно, при сверлении резка на горизонтальной кромке находится в состоянии экструзии, а осевое сопротивление велико. В то же время, если горизонтальная кромка длинная, ее центрирующий эффект и устойчивость к резанию плохие. Следовательно, для сверла диаметром более 5 мм горизонтальная кромка должна быть укорочена, а передний угол вблизи горизонтальной кромки должен быть соответствующим образом увеличен, чтобы улучшить режущую способность сверла.
Должна быть завершена шлифовка поперечной кромки. Цель шлифовки поперечной кромки состоит в том, чтобы укоротить поперечную кромку, но поперечная кромка не может быть слишком короткой. Слишком короткая поперечная кромка не может снизить сопротивление подаче.
 В процессе резки поперечной кромки отрицательный передний угол с обеих сторон поперечной кромки должен быть максимально отшлифован. Если передний угол увеличен правильно, сопротивление резанию в процессе резания может быть уменьшено, и весь процесс сверления становится легким.
В процессе резки поперечной кромки отрицательный передний угол с обеих сторон поперечной кромки должен быть максимально отшлифован. Если передний угол увеличен правильно, сопротивление резанию в процессе резания может быть уменьшено, и весь процесс сверления становится легким. Когда бита охлаждается, давление, оказываемое битой во время заточки, не должно быть слишком большим. Обычно используется воздушное охлаждение. При необходимости его следует окунать в воду для предотвращения перегрева отжига и снижения твердости режущей части долота.
три Горизонтальная кромка стандартного спирального сверла длинная, обычно 0,18d (d относится к диаметру сверла), а передний угол на горизонтальной кромке имеет большое отрицательное значение. Следовательно, при сверлении резка на горизонтальной кромке находится в состоянии экструзии, а осевое сопротивление велико. В то же время, если горизонтальная кромка длинная, ее центрирующий эффект и устойчивость к резанию плохие. Следовательно, для сверла диаметром более 5 мм горизонтальная кромка должна быть укорочена, а передний угол вблизи горизонтальной кромки должен быть соответствующим образом увеличен, чтобы улучшить режущую способность сверла.
Должна быть завершена шлифовка поперечной кромки. Цель шлифовки поперечной кромки состоит в том, чтобы укоротить поперечную кромку, но поперечная кромка не может быть слишком короткой. Слишком короткая поперечная кромка не может снизить сопротивление подаче. В процессе резки поперечной кромки отрицательный передний угол с обеих сторон поперечной кромки должен быть максимально отшлифован. Если передний угол увеличен правильно, сопротивление резанию в процессе резания может быть уменьшено, и весь процесс сверления становится легким.
Если сверло подается вручную. Угол при вершине можно правильно уменьшить в процессе шлифования. Поскольку давление подачи ручной электрической дрели недостаточно, правильное уменьшение угла при вершине может увеличить положительное давление режущей кромки на режущую поверхность.
Если требования к диаметру отверстия и шероховатости поверхности не очень строгие, две режущие кромки также можно должным образом отшлифовать до неполной симметрии.