Самодельное устройство для заточки сверл. Особенности заточки сверла
Автор Сергей Иванченко На чтение 10 мин Просмотров 342 Опубликовано
Содержание
- Самодельное устройство для заточки сверл. Особенности заточки сверла
- Это лучшее устройство для заточки сверл. Приспособление для заточки сверл своими руками: 2 варианта
- Способ №1 – приспособа из металла
- Шаг №1 — разметка гайки
- Шаг №2 — режем по разметке
- Шаг №3 — подготовка второй гайки
- Шаг №4 — свариваем гайки
- Шаг №5 — вставляем сверло
- Шаг №6 — точим граней
- Шаблон для заточки сверл. Процесс изготовления
- Лучшее устройство для заточки сверл. Варианты изготовления
- Приспособление для заточки сверл из дверной петли. Как облегчить заточку сверл с помощью дверной петли
- Технология изготовления
- Приспособление для заточки сверл из гайки. Устройство из гайки
Самодельное устройство для заточки сверл.
 Особенности заточки сверла
Особенности заточки сверлаОсновными правилами обеспечения качественной заточки являются:
- за один прием необходимо удалить небольшой слой металла;
- в процессе проведения работ сверло многократно охлаждают в водном или водно-содовом растворе;
- скорость вращения шлифовального круга должна быть как можно меньше;
- сверло при заточке не должно перегреваться;
- в процессе проведения работ сверло направлено против движения абразивного круга.
Объем и характер выполняемых работ зависят от вида износа режущего инструмента. Износ можно классифицировать по:
- задняя поверхность;
- перемычки;
- углы;
- тупой;
- передняя поверхность.
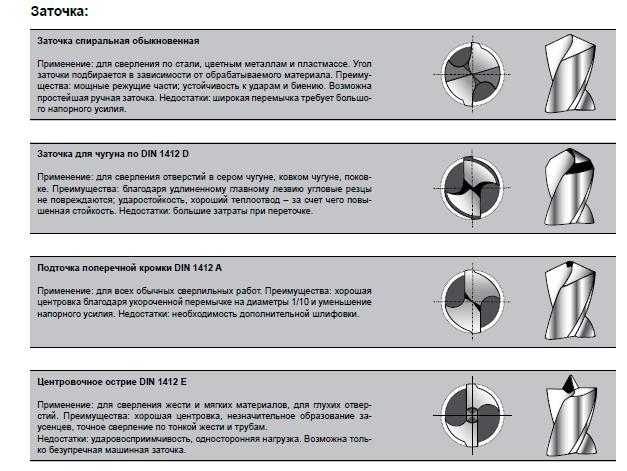
В зависимости от типа заточки наконечника, его технических характеристик, а также назначения рекомендуются следующие виды обработки, такие как:
Тип заточки Диаметр Назначение и характеристика угла заточки
Нормальный сингл – “H»
до 12,0 мм
Для универсального использования.
Джемпер одиночный с подрезкой – «НП»
до 12,0 мм
Для обработки жидкой стали. Угол 115-120°.
Одноместный с подрезкой перемычки и лентой – «НПЛ»
более 12,0 мм
Для стали, стального литья и чугуна. Угол 115-120°.
Джемпер двойной с подрезкой – «ДП»
более 12,0 мм
Для стали и чугуна с неповрежденной коркой. Заточка производится под двумя углами: 116-118 ° и 70-75°.
Двойной с лицевой и подрезной лентой – «ДПЛ»
более 12,0 мм
Для универсального использования. Угол – в зависимости от обрабатываемого материала.
По методу Жирова
более 12,0 мм
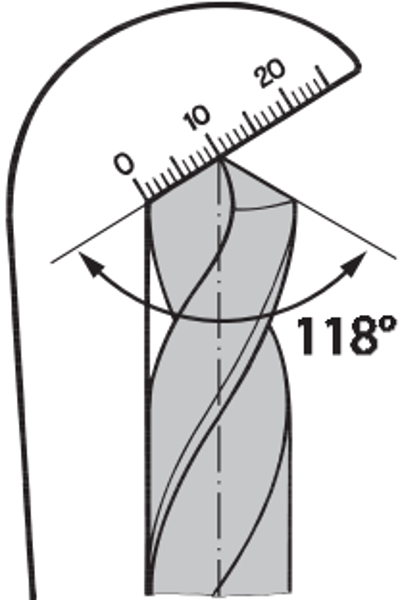
Используется при обработке хрупких материалов. Основной угол заточки составляет 118 *, дополнительная – 70 ° и 55°.
Углы заточки спиральных сверл, используемых при обработке различных материалов, необходимо уточнять перед их использованием, поскольку они составляют от 85 до 135 *, что связано с их вязкостью.
Это лучшее устройство для заточки сверл.
 Приспособление для заточки сверл своими руками: 2 варианта
Приспособление для заточки сверл своими руками: 2 вариантаОстрые сверла необходимы для любой слесарной работы. Однако мало кто умеет их правильно затачивать – это целая наука. Что делать новичку?
Сделайте инструмент для заточки наконечников своими руками. Конечно, заточка будет не такой качественной, как ручная, но сверла со своими функциями справятся.
Для заточки сверла необходимо точно выдерживать угол наклона его режущей части, который составляет примерно 120 градусов. В этом суть устройства – закрепите сверло и соблюдайте этот угол.
Точилка может быть как из металла, так и из дерева. Разница в их продолжительности.
Способ №1 – приспособа из металла
Устройство двух гаек и одного болта
Те, кто имеет начальные знания и навыки кузнечного дела, умеют сделать из металла прочное устройство.
Для работы вам понадобятся:
Шаг №1 — разметка гайки
Маркировка гаек
Сделаем место для упражнения. Для этого штангенциркулем разметьте гайку, как показано на фото выше. Делаем отметки с двух сторон гайки.
Делаем отметки с двух сторон гайки.
Шаг №2 — режем по разметке
Вырез для разметки
Пиленная гайка для дрели
2
В итоге должно получиться так, как показано на фото выше.
Шаг №3 — подготовка второй гайки
Второй кубик на размер меньше
Сверху кладем вторую гайку поменьше.
Шаг №4 — свариваем гайки
Свариваем гайки вместе
1
Закрепляем обе гайки в тисках и обхватываем электросваркой. Достаточно двух очков.
Готов идти
2
Вкручиваем болт в целую гайку. Прибор готов к работе.
Шаг №5 — вставляем сверло
Вставьте сверло
Вставляем сверло в прибор и фиксируем болтом так, чтобы его кончик немного выступал за края гайки с проточкой.
Шаг №6 — точим граней
Заточиваем по граням гайки
1
Заточиваем сверло на болгарке или болгарке. Края ореха стараемся не стачивать.
Шаблон для заточки сверл. Процесс изготовления
Особенностью шестигранной гайки является то, что две ее смежные грани сходятся под углом 120 градусов. Примерно такой же угол при вершине спирального сверла для твердосплавных работ. Это совпадение можно использовать для изготовления точилки для сверл.
Примерно такой же угол при вершине спирального сверла для твердосплавных работ. Это совпадение можно использовать для изготовления точилки для сверл.
Для этого при помощи штангенциркуля и маркера на гайке проводим линии разреза так, чтобы получилась треугольная прорезь, симметричная относительно диагонали, соединяющей два противоположных угла гайки. Сверло войдет в него по длине до начала заточки.
Чтобы вырезать предусмотренный треугольный паз в гайке, ее зажимают в тисках и шлифовальный станок проделывает прорези по ранее нарисованным линиям. Вы можете использовать плоскогубцы, чтобы удалить распиленные части гайки.
Далее берется корончатая гайка и ее основание приваривается к первой гайке со стороны вырезанного паза. Кроме того, необходимо соблюдать их абсолютное совмещение, потому что при заточке коронок малого диаметра болт, проходя через корончатую гайку, начнет ввинчиваться в нижнюю гайку, чтобы надежно зафиксировать сверло в своей канавке.
Теперь ввинчиваем в корончатую гайку соответствующий болт, который будет надежно вдавливать сверло, помещенное в паз для заточки на наждаке точилки.
Осталось только заточить сверло на шлифовальном круге, используя края нижней гайки как шаблон.
Для этого просто стачиваем выступающую часть сверла заподлицо с краями гайки, с чем легко справится даже первокурсник ПТУ.
После окончания заточки болт откручивается, сверло снимается с самодельного устройства и может использоваться по прямому назначению.
Лучшее устройство для заточки сверл. Варианты изготовления
Какое бы оборудование или станок ни использовали для заточки сверла по металлу, его качество необходимо проверять. Для этого используется специальная модель, которая также может быть серийной или сделанной своими руками. Эта модель нужна в основном для проверки точности углов режущей части, которые образуются при заточке сверла. Инструменты, используемые для работы с различными материалами, отличаются друг от друга, в том числе величиной таких углов. Точные значения последних вы можете узнать из справочной таблицы.
Точные значения последних вы можете узнать из справочной таблицы.
Таблица 1. Углы заточки насадок
Работая с разными материалами и зная углы режущей части сверл для таких материалов, можно сделать сразу несколько моделей и с их помощью проверить правильность заточки одного и того же сверла, которое в данном случае выступает как универсальный инструмент.
В качестве простейшего приспособления для заточки сверл можно использовать втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом. Выбирая втулку для такого устройства, необходимо следить за тем, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру затачиваемого сверла. Обрабатываемый инструмент нельзя допускать зависания в таком отверстии, так как даже отклонение его оси на 1-2 ° от требуемой величины может серьезно снизить качество и точность выполняемой заточки.
Аксессуар для заточки сверла
самодельное приспособление для заточки сверл лучше сразу оснастить зажимом из медных или алюминиевых труб, внутренние диаметры которых соответствуют типовым размерам наиболее часто используемых вами сверл.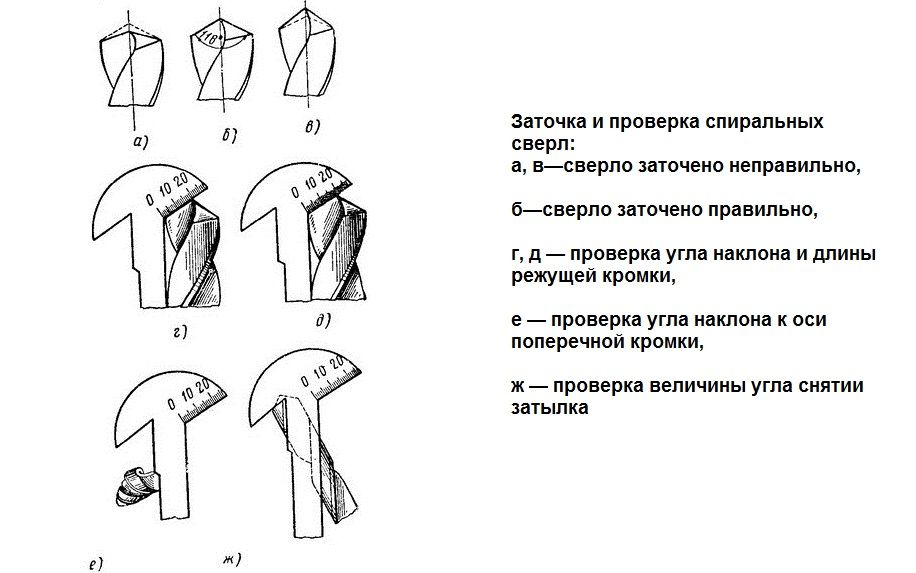
- обеспечивает правильную фиксацию сверла и его точное перемещение относительно поверхности шлифовального круга;
- действует как надежный упор для обрабатываемого инструмента.
Схема простейшего устройства из деревянного бруса
Подобный прибор на базе дубового бруса с отверстиями разного диаметра использовали наши дедушка и бабушка, с его помощью качественно и аккуратно заточка наконечников. Основная задача, которую должен решить ремесленный станок или устройство, используемое для заточки сверл, – правильно сориентировать режущую часть обрабатываемого сверла относительно рабочей поверхности шлифовального круга.
Чтобы сделать самодельную точилку для ножей, можно использовать различные конструкции таких приспособлений.
Довольно серьезный прибор, обеспечивающий хорошую точность заточки
Чертежи деталей устройства
Есть важное правило, которое необходимо соблюдать при работе с таким приспособлением: во время его использования острое сверло не должно вращаться вокруг собственной оси. Если инструмент поворачивается даже на небольшой угол, заточку придется проводить заново.
После заточки сверла нужно дать ему остыть. Затем необходимо по шаблону проверить его восстановленные геометрические параметры. При этом следует учитывать, что режущие кромки инструмента могут отличаться друг от друга по длине не более чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл малого диаметра.
Среди ошибок, допущенных при заточке наконечников с помощью такого приспособления, наиболее типичными являются две.
- Длина режущих кромок даже при их симметрии и правильно подобранных углах не одинакова, соответственно центр сверления смещен относительно оси инструмента. Сверло, при заточке была допущена такая ошибка, создаст сильное биение в процессе сверления и им будет довольно сложно попасть в центр будущего отверстия на поверхности заготовки. Заточенный таким образом инструмент может сломаться в процессе дальнейшего использования.
- При точном центрировании сверла углы расположения его режущих кромок асимметричны. Так как это будет работать только на одной кромке, сверление будет медленным, а острие инструмента будет активно нагреваться. Это приведет к отпуску металла, из которого сделано сверло, и создаваемое отверстие будет сломано (оно будет иметь диаметр, превышающий поперечный размер самого инструмента).
Приспособление для заточки сверл из дверной петли. Как облегчить заточку сверл с помощью дверной петли
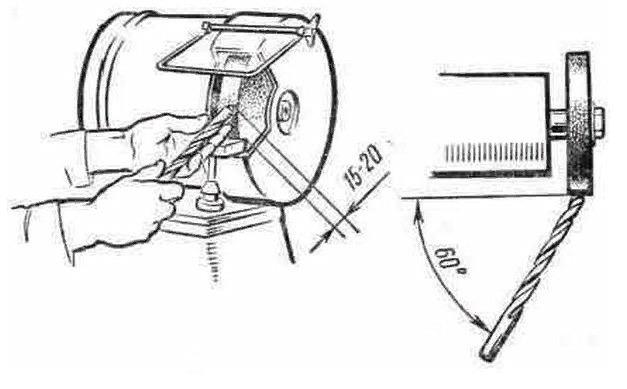
Когда необходимо заточить сверло в домашних условиях, это делается с помощью специального приспособления. В интернете есть схемы его устройства, но обычному человеку зачастую довольно сложно их реализовать. Как вариант: ручная заточка на станке. В этом случае необходимо всегда держать инструмент под углом 60 °, а это сделать сложно, так как центр сместится и идеально заточить сверло не удастся.
В интернете есть схемы его устройства, но обычному человеку зачастую довольно сложно их реализовать. Как вариант: ручная заточка на станке. В этом случае необходимо всегда держать инструмент под углом 60 °, а это сделать сложно, так как центр сместится и идеально заточить сверло не удастся.
И здесь мастера придумали простое решение: из обычной дверной петли сделать приспособление для заточки. Такое устройство может внедрить и человек без соответствующего опыта.
Принцип работы самодельного приспособления заключается во вращении петли. Его нижняя часть будет закреплена на цевье, а верхняя часть будет двигать сверло в нужном направлении.
Технология изготовления
Для изготовления устройства вам потребуются:
- Петля дверная с толщиной металла не менее 3 мм;
- Уголок 25 мм;
- Болт М6;
- Шпилька М8;
- Гайка компрессионная с толщиной металла 4 мм.
Этапы работы следующие:
- К низу кольца приваривается уголок 25х25 мм.

- В углу просверливается отверстие, в котором нарезается резьба под болт М6.
- Правильный угол заточки устанавливается с помощью стального уголка и линейки с транспортиром. К кольцу приваривается кусок уголка и на заводе проверяется острым сверлом. Эталон должен точно касаться всей плоскости края острия.
- К устройству приваривается штифт М8 с зажимной гайкой. На этом цикл заточки завершен.

С помощью этого приспособления ручной работы вы без труда заточите любое сверло разной длины и размера. Вы получите то, что всегда пригодится в доме.
Перед заточкой камень желательно доработать руками, а если сразу заточить сверла разного диаметра, сначала обрабатывается больший диаметр, а потом меньший.
Приспособление для заточки сверл из гайки. Устройство из гайки
В аксессуарах для заточки бит из гайки используется тот факт, что угол между гранями гайки составляет ровно 120º, что соответствует универсальному углу заточки. Упоры, на которые ставится сверло в такой установке, представляют собой две V-образные канавки, прорезанные в противоположных углах гайки (см. Фото ниже). В этом случае боковые кромки действуют как направляющие, контактируя с абразивным кругом во время заточки.
Фото ниже). В этом случае боковые кромки действуют как направляющие, контактируя с абразивным кругом во время заточки.
Конструкция зажима в разных вариантах такого оборудования немного отличается. На фото это дополнительная гайка, болт и пружинная шайба, а в некоторых устройствах дрель просто прижимается болтом или даже рукой. В процессе заточки оператор сначала касается шлифовального круга одной стороной гайки, затем переворачивает устройство и делает то же самое со смежной поверхностью. Поскольку гайка представляет собой обычный шестигранник, угол между ее гранями составляет точно 120º, поэтому он будет таким же между задними поверхностями острого инструмента.
- Об авторе
- Хотите связаться со мной?
Об авторе
Сергей Иванченко
Главный редактор tryhouse.ru
Уже десяток лет я занимаюсь мебелью и дизайном интерьеров. Решил я опубликовать свои работы, идеи и возможно помощь для любого человека в интернете. Я вам помогу создать свой незабываемый дизайн интерьера.
Я вам помогу создать свой незабываемый дизайн интерьера.
Как заточить сверло по металлу? Приспособление для заточки. Угол заточки сверла
Технологический процесс механической обработки материалов включает множество разнообразных операций, для проведения которых требуется качественный и острый инструмент. Так, в механическом цеху на любом машиностроительном предприятии может использоваться набор из токарных, фрезерных, сверлильных и более сложных станков. В них используется свой тип инструмента, для каждого из которых есть и определенный способ заточки.
Особенности работы сверл
Механическая обработка металла связана с огромными нагрузками на инструмент. Вообще, он состоит из трех основных частей: присоединительной, корпусной и режущей. Так вот режущая часть – это небольшой клинообразный элемент, предназначенный для проникновения в металл и снятия его части с заготовки.
Если, например, в токарном резце или дисковой фрезе с формой и конструкцией режущей части все понятно, то при обработке отверстий на сверлильном станке все намного интереснее и сложнее, поэтому нужно знать, как правильно заточить сверло. Это инструмент, предназначенный для осевой обработки металла. То есть движение подачи направлено строго вдоль оси. Это следует учитывать перед тем, как заточить сверло по металлу, ведь неправильный угол резания приведет к появлению вибраций и поломке.
Это инструмент, предназначенный для осевой обработки металла. То есть движение подачи направлено строго вдоль оси. Это следует учитывать перед тем, как заточить сверло по металлу, ведь неправильный угол резания приведет к появлению вибраций и поломке.
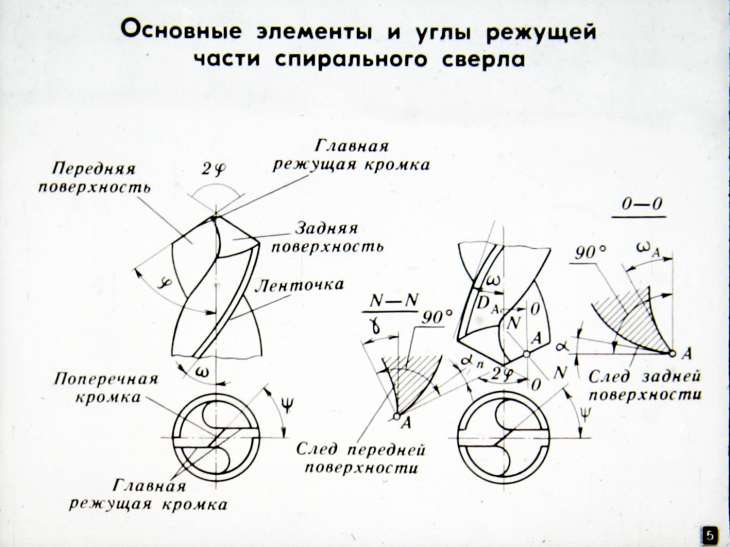
Основные элементы режущей части сверла
Перед тем как заточить сверло по металлу, следует ознакомиться с конструкцией его режущей части, которая включает следующие элементы:
1. Основная режущая кромка.
2. Вспомогательная винтовая режущая кромка (ленточка).
3. Перемычка.
4. Передняя поверхность.
5. Задняя поверхность.
Что понадобится для заточки?
На предприятии все необходимое для реставрации инструмента всегда под рукой. А вот домашнему мастеру приходится искать альтернативу качественным заводским приспособлениям в более простых решениях, которые можно использовать в условиях обычного гаража. И все же перед тем, как заточить сверло по металлу, запаситесь минимальным набором:
1. Точильный круг. Он должен быть установлен на вращающийся вал. Устройство в народе известно под названием «наждак». В гараже встречается очень часто.
Точильный круг. Он должен быть установлен на вращающийся вал. Устройство в народе известно под названием «наждак». В гараже встречается очень часто.
2. Емкость для охлаждающей жидкости.
3. Охладитель (вода или машинное масло).
Для того чтобы выдержать угол заточки сверла, может быть недостаточно такого набора. Ведь контролировать процесс придется «на глазок», что вряд ли получится без наличия определенного опыта. В таком случае в базовый комплект нужно включить еще и приспособление для заточки сверла, которое можно купить или смастерить самостоятельно.
Контролируемые параметры
Когда все готово, необходимо ознакомиться с некоторой теорией, чтобы иметь представление об основных параметрах осевого режущего инструмента. Перед тем как правильно заточить сверло, нужно знать его углы:
1. Передний. Определяется в главной секущей плоскости (проходит перпендикулярно главной режущей кромке) как угол между передней поверхностью и основной плоскостью (перпендикулярна вектору скорости резания). Он направлен по касательной к окружности сверла.
Он направлен по касательной к окружности сверла.
2. Задний. Также определяется в главной секущей плоскости как угол между задней поверхностью и плоскостью резания (проходит через вектор скорости и режущую кромку).
3. Угол при вершине находится между двумя главными режущими кромками, если посмотреть на сверло сбоку.
Оптимальное значение переднего угла – 18-20 градусов, заднего – 10-12. Угол при вершине в сверлах по металлу имеет стандартное значение – 118 градусов.
Процесс заточки
Теперь давайте поговорим о том, как заточить сверло по металлу на обычном наждаке. Основная заточка данного осевого инструмента производится по задней поверхности. Для этого включите наждак, крепко возьмите сверло в руку таким образом, чтобы главная режущая кромка была направлена навстречу вращению точила. Теперь подводим кромку к точилу, после чего поворачиваем сверло за хвостовик так, чтобы режущая кромка расположилась параллельно поверхности круга. Проделываем такую же операцию со второй режущей кромкой. В результате получается так называемая простая заточка сверла, которая оптимальна для большинства режимов обработки металлов.
В результате получается так называемая простая заточка сверла, которая оптимальна для большинства режимов обработки металлов.
Простая заточка используется для сверл диаметром до 10 мм. При увеличении этого параметра можно дополнительно выполнить подточку передней поверхности. В результате передний угол уменьшается, а значит, увеличивается толщина лезвия (так называемый угол режущей кромки) и, соответственно, период стойкости сверла.
Заточка с помощью приспособления или станка
Описанный выше способ можно назвать кустарным, так как точного контроля параметров сверла непосредственно во время заточки добиться просто невозможно. В лучшем случае вы проверите углы после окончания заточки, а в худшем – просто проверите, насколько лучше стало работать сверло. А как правильно заточить сверло?
Конечно, для этого лучше использовать более продвинутые варианты, которые позволят заранее настроиться на определенные углы. В таком случае понадобится приспособление или станок для заточки сверл.
Если масштаб работ в вашей мастерской достаточно большой, и переточка инструмента требуется постоянно, то оптимальным будет приобретение станка. Он позволит значительно упростить процесс, особенно в том случае, если требуется перетачивать твердосплавные сверла по металлу. Основное преимущество его использования – точное соблюдение заранее заданных параметров. При большом объеме работ недопустимо использование неправильно заточенного инструмента, так как это приведет к снижению производительности. Современные заточные станки позволяют получать различные типы заточек сверла:
1. Х-тип. Используется по большей части для засверливания в глухих отверстиях. Предназначен для снижения осевого усилия резания.
2. XR-тип. Используется для универсальных сверл. Врезание в материал происходит несколько хуже, чем в первом типе, однако такие сверла имеют повышенную прочность и период стойкости.
3. S-тип. Здесь используется описанная выше подточка, которая также позволяет увеличить срок службы сверла при обработке различных материалов (от чугуна до нержавеющей стали).
4. N-тип. Также используется подточка, однако меньшей величины. Сверла с такой заточкой применяются для глубокого сверления.
Конструкция приспособления
Как уже стало понятно, ручная заточка сверла – это дело профессионала, который не просто знает правильные углы, но и чувствует процесс резания. К сожалению, приходит такое чутье только после многолетней практики работы со сверлильным станком или дрелью. Не стоит экспериментировать, так как можно смастерить самостоятельно или приобрести приспособление для заточки. В обоих случаях оно будет включать одинаковые конструктивные элементы и работать по одному принципу.
Итак, основная задача приспособления – правильная ориентация сверла относительно плоскости шлифовального круга. Для этого в его конструкцию входит опорная плита, на которой желательно располагать как само приспособление, так и электродвигатель, на валу которого расположено точило. На плите также находится поворотная колонка, на которой закрепляется сверло. Она должна иметь возможность не только поворачиваться, но и перемещаться по направлению к шлифовальному кругу.
Она должна иметь возможность не только поворачиваться, но и перемещаться по направлению к шлифовальному кругу.
В качестве колонки можно использовать любой подшипниковый узел с валом, например от старой дрели. На колец вала приспосабливается ложе для сверла (можно использовать переходную втулку), к которому оно прижимается винтами. После фиксации сверла включается привод точила, колонка подводится к шлифовальной поверхности и поворачивается для придания задней поверхности сверла правильной формы. Важно, чтобы при изначальной настройке приспособления выдерживался угол при вершине сверла в 118 градусов.
Заточка насадками
Еще один простой и удобный способ предусматривает использование такого приспособления, как насадка для заточки сверл. Основное преимущество его заключается в универсальности и простоте использования. Устройство имеет цилиндрическую форму. С одной стороны расположен присоединительный узел, посредством которого насадка устанавливается на шпиндель дрели. С другой стороны расположены отверстия для установки сверл определенного диаметра. Для заточки сверло вставляется в отверстие, после чего заточной механизм приводится в движение двигателем дрели.
Для заточки сверло вставляется в отверстие, после чего заточной механизм приводится в движение двигателем дрели.
Меры безопасности
Заточка сверла связана с образованием мелких частиц, которые отрываются от точила в процессе износа. Они нагреваются и разлетаются в разные стороны в виде огненных искр, поэтому для безопасности стоит использовать защитные очки и перчатки.
При заточке сверла без приспособления проследите за тем, чтобы надежно фиксировать его положение. В противном случае при контакте с точилом его может просто вырвать у вас из рук.
Общий | Как измерить основной задний угол сверла | Практик-механик
Т. Дегенхарт
Алмаз
- #1
Было много тем по заточке сверл, но я еще не слышал об измерении результатов.
http://www.practicalmachinist.com/vb/general/drill-sharpening-233564/
В этом источнике перечислены задние углы
http://www.neme-s.org/2005 May Meeting/drills.pdf
Итак, теперь, когда наконечник красивый и острый, как я узнаю, что у него правильный задний угол? Я безуспешно пытался использовать оптический компаратор и ручные инструменты. Идеи?
Может быть, это нужно отнести в раздел метрологии?
Том
Брюс Нельсон
Нержавеющая сталь
- #2
Чтобы понять, правильный ли у вас задний угол, посмотрите на острие сверла с конца сверла и осмотрите острие долота на конце сверла. Он должен наклоняться вправо примерно на 15-20 градусов. Если она идет прямо вверх и вниз, у вас нет заднего угла, и сверло режет очень плохо или не режет совсем. Если он наклонен влево, у вас отрицательный задний угол, что нехорошо. Если он наклонен вправо более чем на 15-20 градусов, у вас будет слишком большой задний угол, а режущая кромка будет слабой и будет выкрашиваться.
Он должен наклоняться вправо примерно на 15-20 градусов. Если она идет прямо вверх и вниз, у вас нет заднего угла, и сверло режет очень плохо или не режет совсем. Если он наклонен влево, у вас отрицательный задний угол, что нехорошо. Если он наклонен вправо более чем на 15-20 градусов, у вас будет слишком большой задний угол, а режущая кромка будет слабой и будет выкрашиваться.
Если вы хотите, чтобы сверло резало с меньшим усилием, вам следует утончить перемычку. Это сужает острие долота, что снижает давление, необходимое для сверления. Если вы расширяете ранее просверленное отверстие или сверлите латунь, вы должны заточить режущие кромки, тем самым устранив задний передний угол, из-за которого сверло врезается и захватывает.
После многократной заточки сверла сверло становится короче, а перемычка – толще, а острие долота – шире. В этом случае рекомендуется сделать полотно тоньше, так как широкое острие долота делает режущую кромку плохой.
Лорд Байрон
дкмц
Алмаз
- #3
Итак, теперь, когда наконечник красивый и острый, как я узнаю, что он имеет правильный задний угол? Я безуспешно пытался использовать оптический компаратор и ручные инструменты. Идеи?
Нажмите, чтобы развернуть…
Возможно ли, что вы слишком много думаете об этом?
Если он режет, не все ли равно под каким углом?
Если ракурсы – ваше хобби, я думаю, я понимаю…. вроде как.
Жизнь коротка ….. проткнуть чертову дыру и двигаться дальше …. к развертке или
расточной оправке, возможно?
Т. Дегенхарт
Алмаз
- #4
Мой вопрос основан на нескольких аспектах. Во-первых, мне, как инженеру, нравится иметь возможность измерять вещи для получения обратной связи. Это как отсутствие микрометра для проверки установки. Поднимите большой палец вверх, покачивайте им вперед-назад, щурясь, и говорите: «Вот-вот так». Во-вторых, и для меня это более важно, нужно расшифровать утверждения о том, что могут и чего не могут делать сверлильные станки. Моя дешевка 7,9$5 (когда он его купил) приспособление для заточки сверла производит быстрое острие сверла, которое по большей части работает очень хорошо. Я хотел бы знать, на что он установлен. У меня есть другие приспособления, для настройки которых требуется 20 минут, и я не могу добиться такого же хорошего шлифования. Я хотел бы знать, почему. К вопросу о том, чтобы просто проткнуть отверстие и продолжить, мой опыт показывает, что только жесткая расточная оправка может исправить плохо просверленное отверстие. Сверла являются одним из наиболее часто используемых режущих инструментов. Я, конечно, не стал бы настраивать шлифовальный станок T&C для фрезы без каких-либо средств проверки моей работы.
Сверла являются одним из наиболее часто используемых режущих инструментов. Я, конечно, не стал бы настраивать шлифовальный станок T&C для фрезы без каких-либо средств проверки моей работы.
Том
КарбайдБоб
Алмаз
- #5
Инструментальный микроскоп или поверхностный иллюминатор на компараторе.
или возьмите один из них, наиболее распространенный датчик для этого материала.
http://www.pg1000.com/PG1000/
Крепление V-образного блока, удерживающее инструмент на датчике, поворачивается, позволяя выровнять выступы, затем поворачивается на 90°, чтобы увидеть сторону.
Режущие наконечники должны быть выровнены по оптической оси, иначе вы получите разные размеры.
Угол проверяется на поле.
Боб
дкмц
Алмаз
- #6
Мой вопрос основан на нескольких аспектах. Во-первых, мне, как инженеру, нравится иметь возможность измерять вещи для получения обратной связи. Это как отсутствие микрометра для проверки установки. Поднимите большой палец вверх, покачивайте им вперед-назад, щурясь, и говорите: «Вот-вот так». Во-вторых, и для меня это более важно, нужно расшифровать утверждения о том, что могут и чего не могут делать сверлильные станки.
Нажмите, чтобы развернуть…
 Моя дешевка 7,9$5 (когда он его купил) приспособление для заточки сверла производит быстрое острие сверла, которое по большей части работает очень хорошо. Я хотел бы знать, на что он установлен. У меня есть другие приспособления, для настройки которых требуется 20 минут, и я не могу добиться такого же хорошего шлифования. Я хотел бы знать, почему. К вопросу о том, чтобы просто проткнуть отверстие и продолжить, мой опыт показывает, что только жесткая расточная оправка может исправить плохо просверленное отверстие. Сверла являются одним из наиболее часто используемых режущих инструментов. Я, конечно, не стал бы настраивать шлифовальный станок T&C для фрезы без каких-либо средств проверки моей работы.
Моя дешевка 7,9$5 (когда он его купил) приспособление для заточки сверла производит быстрое острие сверла, которое по большей части работает очень хорошо. Я хотел бы знать, на что он установлен. У меня есть другие приспособления, для настройки которых требуется 20 минут, и я не могу добиться такого же хорошего шлифования. Я хотел бы знать, почему. К вопросу о том, чтобы просто проткнуть отверстие и продолжить, мой опыт показывает, что только жесткая расточная оправка может исправить плохо просверленное отверстие. Сверла являются одним из наиболее часто используемых режущих инструментов. Я, конечно, не стал бы настраивать шлифовальный станок T&C для фрезы без каких-либо средств проверки моей работы. Спустя 20 с лишним лет я могу от руки сверлить наконечник, который просверлит точное отверстие, с центром сверла на корпусе в пределах 0,005–0,007 (измерено штангенциркулем), край утончен почти до нуля, поэтому он не натирает, но держится, понятия не имею, каковы все углы, но это никогда не имеет значения.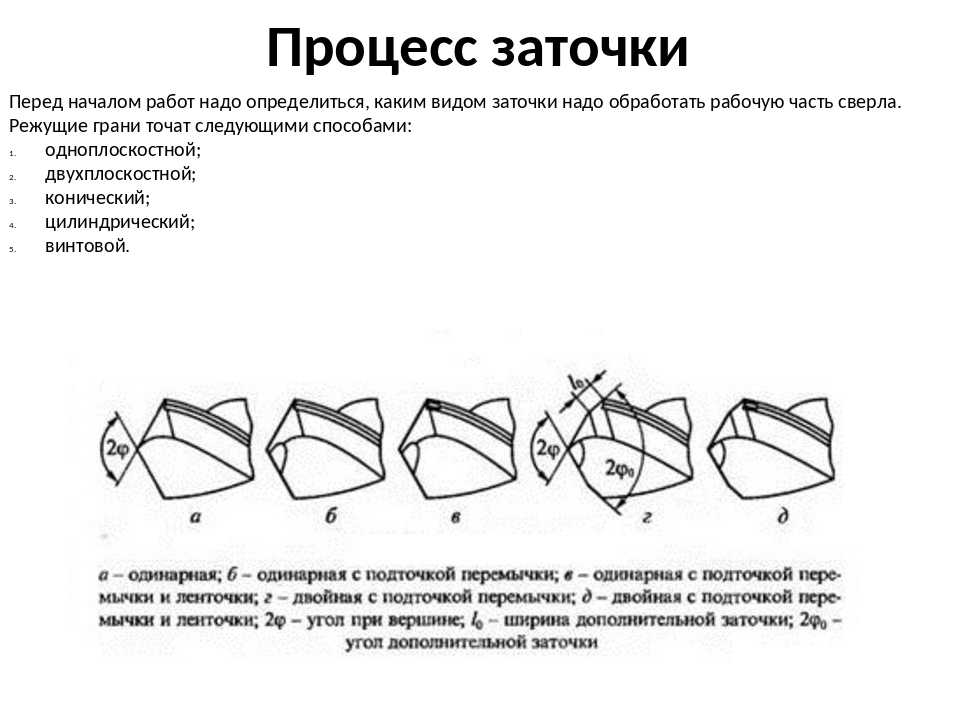 Мне всегда казалось, что это “примерно правильно”…
Мне всегда казалось, что это “примерно правильно”…
Если это “очень суетливо”… Я использую совершенно новую дрель… и двигаюсь дальше
Брюс Нельсон
Нержавеющая сталь
- #7
Как я уже говорил в своем посте № 2, величина угла зазора, который у вас есть под режущей кромкой сверла, напрямую связана с величиной, на которую острие долота наклоняется вправо, если смотреть на конец острия сверла. . Количество, которое я сказал в своем посте, является хорошим показателем правильно заточенного сверла общего назначения. Если вы заинтересованы в прямом измерении величины заднего угла, который у вас есть, я полагаю, что вы могли бы использовать головку транспортира комбинированного угольника, чтобы сделать это измерение.
Когда я учил своих студентов затачивать сверла, когда я был преподавателем в Техническом колледже, я учил их затачивать сверла вручную на правильно зачищенной станине с пьедесталом, используя штангенциркуль. Единственными важными измерениями являются: 1. Обе кромки должны быть отшлифованы под одним и тем же углом. (обычно включает 118 градусов) 2. Обе кромки должны быть отшлифованы до одинаковой длины. 3. Острие долота должно наклоняться на 15–20 градусов вправо, если смотреть с конца. Если вы соответствуете этим требованиям, вы получите сверло, которое вырезает отверстие точного размера.
Если вы обточите кромки до неравных углов или длин, это приведет к слишком большому отверстию. Если у вас есть приличная дрель-шлифовальная машина, и вы умеете ею пользоваться, конечно, это хорошо. Мы использовали сверлильный станок Sterling.
Если это объяснение того, как определить, как получить удовлетворительную наземную сеялку, не соответствует вашим требованиям, вам придется искать в другом месте. Возможно, вы пытаетесь чрезмерно проанализировать проблему с точки зрения вашего инженера.
Лорд Байрон
старинный утюг
Чугун
- #8
Вот небольшая хитрость, которую придумал Оливер, чтобы проверять такие вещи.
Датчики для контроля сверления
шифр
Алюминий
- #9
Приведенное выше приспособление показывает «разницу в высоте режущих кромок», не используется для фактического измерения рельефа, насколько я понимаю.
Два метода, подробно описанные в предварительном просмотре этой статьи:
SpringerLink — Методы измерения, том 12, номер 2
Относится к коническому рельефу, я полагаю.
Джон Гарнер
Титан
- #10
Брюс —
Кромка долота, наклоненная на 15-20 градусов вправо, звучит для меня очень низко. Практически все хорошие заводские новые сверла и заточенные на станке сверла, с которыми мне приходилось сталкиваться, имели угол наклона долота, близкий к 45 градусам. . . используя официальный жаргон, у них были углы долота почти 135 градусов.
Практически все хорошие заводские новые сверла и заточенные на станке сверла, с которыми мне приходилось сталкиваться, имели угол наклона долота, близкий к 45 градусам. . . используя официальный жаргон, у них были углы долота почти 135 градусов.
Иллюстрации см. в документе «Основы станков».
Следует отметить, что рисунки 4-11 и 4-16 приспособления отличаются иллюстрациями угла кромки долота: один на 90 градусов больше другого.
Джон
Генрис57вагон
Пластик
- #11
Очень просто я соединяю две гайки(120*) и до тех пор, пока задний рельеф ниже точки, которая достаточно близка для 35+ лет работы слесарем. Что касается второго упомянутого шлифовального станка, на рынке есть много вещей, которые просто не работают должным образом, и они разработаны инженерами.
Что касается второго упомянутого шлифовального станка, на рынке есть много вещей, которые просто не работают должным образом, и они разработаны инженерами.
тток
Чугун
- #12
Ребята –
Как насчет использования одного из этих:
http://www.titantoolsupply.com/Optical_Drill_Geometery_Anaylzer
(По какой-то причине вышеуказанная ссылка не работает напрямую. Она ведет на домашнюю страницу Titan Tools. Там , вы нажимаете на “микроскопы”, а затем на “другие микроскопы” – там вы увидите анализатор геометрии сверла – обратите внимание на опечатку “геометрия”)
А.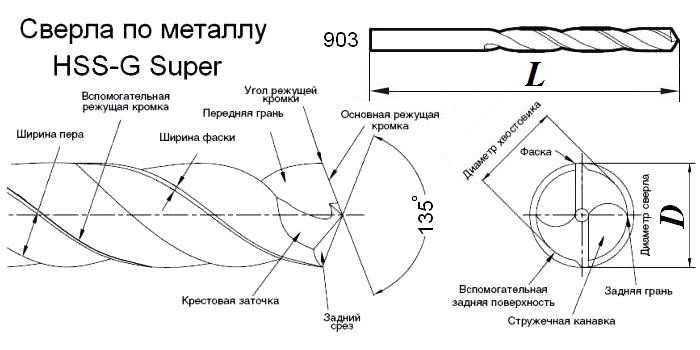 Т.
Т.
шт. Я поменял ссылку на “Аналайзер” и теперь она работает! Кто-то лисдексик!
Последнее редактирование:
FlatBeltBob
Нержавеющая сталь
- №13
дешевый калибр для сверления
Возьмите чистый лист бумаги.
отметьте линию длиной 6 дюймов
отметьте вертикальную линию 1 1/4 дюйма на одном конце
соедините начальную точку линии с верхней частью линии 1 1/4, чтобы получился длинный треугольник.
Вырежьте это
Оберните бумажный треугольник вокруг сверла так, чтобы концы базовой линии перекрывали друг друга.
Угол, образованный гипотенузой бумажного треугольника, должен соответствовать заднему углу на окружности сверла.
В действительности зазор на конце должен быть немного больше.
(по крайней мере, так они проверяли ручную заточенную дрель в мастерской более 40 лет назад)
Спасибо за фото индикатора дрели Oliver. Я попытался вспомнить, как мы проверяли их давным-давно, во времена моей инструментальной мастерской.
FBBob
Винторез
Титан
- №14
КарбайдБоб сказал:
Микроскоп производителя инструментов или поверхностный иллюминатор на компараторе.
БобНажмите, чтобы развернуть…

Оптические компараторы и инструментальные микроскопы сегодня можно купить так дешево, что в любой мастерской, где нужно проводить нестандартные измерения, они могут быть. У меня был компаратор с незапамятных времен, но, наконец, несколько лет назад я приобрел инструментальный прицел только потому, что он был таким дешевым; понятия не имел, что я буду делать с ним на самом деле, и теперь я не буду жить без него. Очень удобно для проверки углов и размеров вещей, которые было бы сложно или невозможно выполнить с помощью обычных измерительных инструментов.
Брюс Нельсон
Нержавеющая сталь
- №15
Джон Гарнер сказал:
Брюс —
Кромка долота, наклоненная на 15-20 градусов вправо, звучит для меня очень низко. Практически все хорошие заводские новые сверла и заточенные на станке сверла, с которыми мне приходилось сталкиваться, имели угол наклона долота, близкий к 45 градусам. . . используя официальный жаргон, у них были углы долота почти 135 градусов.
Иллюстрации см. в документе «Основы станков».
Следует отметить, что рисунки 4-11 и 4-16 приспособления отличаются иллюстрациями угла кромки долота: один на 90 градусов больше другого.
Джон
Нажмите, чтобы развернуть…
Джон:
Я согласен. Суть, которую я пытался подчеркнуть, заключается в том, что величина, на которую край долота наклоняется вправо от вертикали, напрямую связана с величиной первичного зазора за кромкой сверла. 45 градусов сделают удовлетворительную работу по резке. Если вы сделаете меньше, режущая кромка сверла будет сильнее. 90 градусов означает отсутствие угла зазора. Иллюстрации были из Мольтрехта?
45 градусов сделают удовлетворительную работу по резке. Если вы сделаете меньше, режущая кромка сверла будет сильнее. 90 градусов означает отсутствие угла зазора. Иллюстрации были из Мольтрехта?
Лорд Байрон
Справочник по заточке сверл
Тупые сверла начинают дымить в древесине, нагреваются и просто не сверлят эффективно. Тупое сверло не будет резать чисто, а перегрев вызывает трещины и поломку материала. Существует множество приспособлений для заточки сверл. Но заточить можно и вручную.
Последовательная заточка
118° Четыре грани. 1 – Универсальное острие, 2 – ребро, 3 – Вторичный зазор 4 – Режущая кромка
Сначала необходимо обработать заднюю поверхность. Делать это нужно аккуратно, в несколько этапов. Плотно прижмите сверло к поверхности шлифовального круга. Обратите внимание на угол заточки (см. ниже), он должен быть неизменным.
Следующий этап – заточка режущей кромки. Вы должны сохранять угол. Аккуратно сформируйте полотно сверла (формирование полотна). Его размер не должен превышать 0,4 мм (0,016 дюйма) для сверла диаметром около 8 мм (5/16 дюйма) или меньше. Размер перемычки больших сверл может быть в диапазоне от 1 до 0,5 мм (0,02-0,04 дюйма).
Вы должны сохранять угол. Аккуратно сформируйте полотно сверла (формирование полотна). Его размер не должен превышать 0,4 мм (0,016 дюйма) для сверла диаметром около 8 мм (5/16 дюйма) или меньше. Размер перемычки больших сверл может быть в диапазоне от 1 до 0,5 мм (0,02-0,04 дюйма).
Коническая заточка
Сверла диаметром 1/8″ и больше обычно затачивают методом конической заточки. Такую заточку легко выполнить на обычном станке с шлифовальным кругом. Торцевая кромка сверла прижимается к шлифуемой поверхности под углом 118° и более.
Представьте себе конус, у которого сторона направлена вдоль режущей кромки, а также шлифовальный круг. Вершина размещается, как показано на рисунке. При этом угол при острие должен быть равен 26°. Ось сверла должна пересекаться с осью воображаемого конуса под углом примерно 45°. Если начать вращать долото вокруг оси конуса, на задней грани будет образовываться коническая поверхность. Чтобы образовался прямой задний угол, необходимо расположить ось сверла примерно на 1/15 D относительно оси воображаемого конуса.