уони Полная расшифровка электродов
Многие хотят узнать полную расшифровку марки электродов уони, узнать что означает аббревиатура уони, а также что значат буквы и чем отличается уони от уонии и по этому здесь раскроем все тайны этих букв и цифр.
Как расшифровывается аббревиатура уонии 13 и уони-13.
- У – Универсальная
- О – Обмазка
- Н – Научного
- И – Исследовательского
- И – Института
- 13 – №13
А вот как получилась аббревиатура уони 13.
Это уже выдержка из доклада который находится внизу данной страницы.
По всей видимости это означает
- У – Универсальная
- О – Обмазка
- Н – Научного
- И – Института
- 13 – №13
Давность аж 1940 годов.
Чем отличается УОНИ и УОНИИ.
Сперва было название просто уони, а позже согласно ГОСТ 9466—75 все изменилось.
Электроды УОНИ-13/45 должны обозначатся УОНИИ-13/45 и относятся к типу Э46А, а в дальнейшем различные варианты электродов уони будут именоваться уонии.
Можно посмотреть в книге (Сапиро Л С Справочник сварщика страница 53 в примечании. ) Открыть книгу.
Выдержка из ГОСТ 9466—75.
Вся суть в том что на на этикетках или в маркировке коробок, пачек и ящиков с электродами может быть прописано как уони так и уонии, а вот в документации должно быть обязательно прописано уонии.
Как определить качественные электроды уони
О том как отличается качество одних и тех же электродов зависимости от производителя который прошел проверку и который просто их делает по госту.
К одним и тем же электродам предъявляются разные требования при изготовлении и использование материалов при изготовлении.
ГОСТ и аттестованные НАКС (Национальное Агентство Контроля и Сварки).
Подробную разницу УОНИ-13/55 по ГОСТ 9466-75 и по требованиям РД 03-613-03 (НАКС) можно узнать по ссылке http://www.spetselectrode-ural.ru/stat/Electrodi-svarochnie-UONI1355-trebovaniya-NAKS-i-GOST.htm
Сравним электроды очень похожие друг на друга, но с разным качеством. (Качество отличается довольно сильно как и цена)
Для сравнения цены в Яндекс магазине и по уони и уонии. Как видите разница ощутима довольно сильно.
Ссылка на доклад http://cniim.com/files/doklad_2012_1.pdf
Ссылка на доклад в pdf (Открыть)
Вам поможет страница расшифровка электродов для полного уточнения до каждой буквы и цифры УОНИИ -13.
Если остались вопросы или желаете дополнить этот материал напишите нам через форму обратной связи расположенной на странице вопросов ответов.
Если у вас есть желание купить качественные сварочные электроды это можно сделать через страницу контакты

Применение электродов УОНИ
Электроды сварочные УОНИ применяют для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм2, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости. Электроды марки УОНИ находят применение при сваркеэлементов ответственных металлоконструкций, подверженных в процессе их эксплуатации динамическим нагрузкам в условиях низких температур. Их применяют для сварки емкостей, в которых будут содержаться различные среды с повышенным давлением, а также для листовых металлов с большой толщиной. Сварочные электроды марок УОНИ 13/45 и УОНИ 13/55 пользуются повышенным спросом у потребителя.
Маркировка
В документации, согласно требованиям ГОСТ 9466—75, для обозначения, например, марки УОНИ 13/45 сварочных электродов применяется такая форма записи:
УОНИИ—13/45—3,0 ГОСТ 9466—75
На этикетках или маркировках коробок, пачек и ящиков со сварочными электродами условные обозначения приведены более подробно. Пример условного обозначения электродов типа Э46А по ГОСТ 9467—75, марки УОНИ—13/45, диаметром 3,0 мм, для сварки углеродистых и низколегированных сталей (У), с толстым покрытием (Д), с установленной по ГОСТ 9467—75 группой индексов, указывающих характеристики наплавленного металла и металла шва, 43 2 (5), с основным покрытием Б, для сварки во всех пространственных положениях 1, на постоянном токе обратной полярности 0, приведен ниже:
Э46А—УОНИИ—13/45—3,0—УД/ Е 43 2 (5) Б—10 ГОСТ 9466—75, ГОСТ 9467—75
Сварочные работы
Сварочные электроды УОНИ 13/45 и УОНИ 13/55 после хранения в нормальных условиях не требуют прокалки перед выполнением сварочных работ. Прокалка электродов в течение одного часа при температуре 300-350С
Для получения качественного шва места сварки предварительно хорошо зачищают. Сварку швов проводят по короткой дуге. Процесс сварки характеризуется легким начальным зажиганием и сопровождается стабильным горением дуги с формированием качественного сварного шва. При высококвалифицированном проведении процесса сварки потери металла от разбрызгивания сведены к минимуму. Шлаковая корка с готовых швов отделяется легко.
Сварочные электроды УОНИ 13/45 и УОНИ 13/55 изготавливаются с размерами диаметров от 2,0 мм до 6,0 мм и длиной электрода от 300 мм до 450 мм. На контактный торец электродов диаметром 3 мм (электроды УОНИ 3) и выше нанесено специальное ионизирующее покрытие, обеспечивающее легкий первоначальный розжиг. Наиболее востребованы потребителями сварочные электроды УОНИ 3 и сварочные электроды УОНИ 4.Товары каталога:
Please enable JavaScript to view the comments powered by Disqus. comments powered by
Cодержание статьи
Общие характеристики электрода УОНИ 13/55
Электроды УОНИ 13 55 — одни из наиболее распространенных и часто используемых расходников при сварочных работах. С их помощью можно варить различные марки углеродистых и малолегированных сталей, создавая качественные и прочные соединения.
Но какие характеристики имеют электроды с этой маркировкой и как ими пользоваться? Об этом далее в нашей статье.
Электроды УОНИ 13/55 имеют следующие технические характеристики. Относятся к классу покрытых плавящихся расходных материалов. Их принцип работы построен на расплавлении металла заготовок и самого стержня, что позволяет соединять заготовки.

Состоят такие расходники из стержня, в состав которого входят различные легирующие элементы (никель, магний, хром и прочие), а также обмазки, покрывающей его.
Обмазка на стержне служит как дополнительная присадка и обеспечивает сварочную ванну необходимой защитой от атмосферного воздуха.
Воздух, как известно, состоит из кислорода и других газов. Попадая в сварочную ванну, он вступает в реакцию с расплавом. Результатом таких реакций становиться образование окислов, шов будет более подверженным коррозии и быстрому разрушению.
Аббревиатура УОНИ 13 означает, что это универсальная обмазка научного исследовательского института под номером 13.
Покрытие таких электродов основное, подходит для сварки стали с низким процентным составом легирующих элементов, а также для углеродистой стали. Эти расходники используют при создании важных ответственных и несущих конструкций.
Расход на 1 килограмм наплавленного металла составляет 1,7 кг. При плавке материал стержней умеренно текучий. Их можно использовать в сваривании при температурах от ˗60 до + 40 градусов.
Расшифровка маркировки электрода УОНИ 13/55
При покупке можно по обозначениям на упаковке понять, что за расходники Вам предлагают и какими свойствами они обладают.
Электроды УОНИ 13 55 расшифровывают так. К примеру, что значит обозначение Э50А-УОНИ-13/55-4,0-УД?

Буква «Э» — сокращение того, что перед вами электрод для использования с оборудованием ручной дуговой сварки. Цифры, идущие после нее, указывают на пределы прочности полученного соединения при растяжении.
Сокращение в виде буквы «А» характеризует шов как более пластичный и стойкий к ударным нагрузкам.
Диаметр (номер) электрода указывают после цифр 13/55. То есть значение 4,0 указывает на наличие четвертого номера.
Буква «У» определяет возможные применения данной марки электродов — для углеродистой стали. В зависимости от назначения могут быть и такие марки, как
Л — для стали с легированными элементами.
Т — использовать при сварке сталей с термостойкими свойствами.
В — электроды для сварочных работ по высоколегированным маркам стали.
Н — Использовать для наплавки при ремонтных работах.
Последняя буква «Д» в сокращении означает соотношение покрытия и диаметра стержня. Д — это толстый слой обмазки, Тонкое покрытие маркируют литерой «М», среднее — «С», а очень толстую обмазку — «Г».
Есть и другие сокращения по международной классификации, описывающие физические свойства полученных швов.
Различные стержни по номерам отличаются и по длине. Чем больший диаметр, тем длиннее сам электрод. При толщине в 2 миллиметра — это 300 мм, а четверка или пятерка имеют стержень в 450 мм.
Преимущество расходников под маркировкой УОНИ 13/55 — в возможности применять для наложения всех типов швов: горизонтальных, вертикальных и потолочных.
Какие особенности использования в сварочных работах такого типа расходников и в какие режимы сварочного оборудования подходят?
Преимущество электрода УОНИ 13/55
Технологические особенности по использованию отличаются от других типов сварочных расходных материалов.
Основное покрытие стержня подразумевает настройку режима постоянного тока с обратной полярностью (минус на кабель держателя, плюс на массу).
Используя электроды УОНИ их желательно предварительно прокалить в индукционной печи с температурой в 250-300 градусов.
Кромки заготовок и поверхности перед сварочным процессом нужно хорошо подготовить и очистить от любых видов загрязнений (коррозии, окалины или машинного масла).
Стыки рельсов или арматуры нужно варить в горизонтальном положении. Однако, при невозможности такого расположения, допускается соединение в любом расположении шва (вертикальном или потолочном).
Для получения качественного соединения и во избежании не проваренных областей в теле шва, нужно выставить соответствующую силу тока. В таблице приведены основные показатели силы тока, которые желательно выставить в зависимости от пространственного положения швов.

А что Вы можете добавить к материалу этой статьи? Поделитесь своим опытом применения сварочных расходников УОНИ в домашней мастерской, насколько они эффективны? Оставьте свои комментарии в блоке обсуждения. В строительстве и в домашней мастерской такие электроды отлично подойдут для создания различных типов соединений. Однако в бытовых условиях несколько затрудняется использование расходников УОНИ 13/55, так как очень сложно организовать их прокаливание при нужных температурах. В других случаях их использование незаменимо, сварные швы получаются высокого качества, их можно наложить при ремонте резервуаров, различных герметичных емкостей или трубопроводов.
Электроды УОНИ
Огромное количество и разновидность электродов призвано, как минимум, улучшить качество и процесс сварки за счет некоторых особенностей. К примеру, электроды УОНИ существуют таких марок как УОНИ 13-45, УОНИ 13-55, УОНИ 13-65, УОНИ 13-85. Не смотря на это, все они применяються для ручной дуговой сварки.
Начнем с электродов УОНИ 13-45. Их применяют, чаще всего, для сварки литья и поковки так, как получение швы характеризируются приемлемой вязкостью и пластичностью. В состав этих электродов входит никель и молибден.
Электроды УОНИ применяются, как правило, для сварки тавровых , а также стыковых швов, низколегированных и высокоуглеродистых сталей. Данные электроды могут работать в разных плоскостях, за исключением направления сверху в низ. Покрытие сварочных электродов УОНИ 13-55 состоит из марганца, серы, углерода, фосфора и кремния. Одновременно электроды данного типа содействуют формированию сварочного шва с прекрасной стойкостью к образованию трещин.
Для сварочных работ на конструкциях с повышениями требованиями используют электроды марки УОНИ 13-65. Данный тип электрода разрешает трудиться, фактически, во всех пространственных расположениях с применением непрерывного тока. Диаметр этих электродов изменяется от 2 до 5 мм. Увеличение диаметра приводит к увеличению силы тока. По качеству шва они не отличаются от других электродов типа УОНИ, и имеют основное покрытие.
Электроды УОНИ 13-85 обширно используются для работ с конструкциями из легированной стали повышенной прочности. Они разрешают трудиться во всех пространственных расположениях работ.
В совокупности характеристик электроды УОНИ довольно схожи, и замечательно подходят для сварочных робот при низких температурах. Также можно сказать, что электроды УОНИ дают хороший плотный шов, который содержит несколько повышенное число марганца и кремния, а также владеющий высокими механическими свойствами. Швы обладают высокой плотностью, существенной ударной вязкостью и в них не образуются трещины. Следовательно, электроды УОНИ считаются одними из лучших и используются для работ с особенно ответственными конструкциями. Эти конструкции могут испытывать вибрации, ударные нагрузки и действие колебания температур. Также электроды этого типа мало восприимчивы к влаге и выдерживают долгое прокаливание, из-за отсутствия органических веществ.
Сварочные электроды УОНИ-13/45 от ЗпСплав
Электроды УОНИ-13/45 назначение:
- Сварочные электроды для дуговой сварки УОНИ 13/45 предназначены для сварки особо ответственных конструкций из углеродистых и низкоуглеродистых сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, работающих под динамическими нагрузками в условиях отрицательных температур, например сварка сосудов, работающих под давлением, судостроительных металлоконструкций, металлов большой толщины, заварка дефектов литья.
- Для сварки сталей 09Г2, МС-1, 10Г2С1Д-35, 10Г2С1Д-40, 10ХСНД, 20Л, 25Л, и др. с углеродистыми сталями марок Ст3, БСт3, ВСт3, С, Ст4 поковок из стали 08ГДН и 08ГДНФ и сварки монтажных стыков при блочной постройке корпусов из углеродистых сталей.
Характеристика электродов УОНИ-13/45:
Покрытие электродов – основное.
Коэффициент наплавки УОНИ-13/45 – 9,5 г/А·ч.
Производительность наплавки УОНИ-13/45 (для диаметра 3,0 мм) – 1,3 кг/ч.
Расход электродов на 1 кг наплавленного металла – 1,65 кг.
Марка проволоки: Св-08, Св-08А
Химический состав наплавленного металла УОНИ-13/45:
| С | Si | Mn | S | P |
| 0.08 | 0.30 | 0.60 | 0.020 | 0.025 |
Механические свойства металла шва (типичное значение):
| Температура испытаний ºС | Временное сопротивление разрыву, МПа (кгс/мм2) | Относительное удлинение, % | Ударная вязкость, МДж/м2 (кгс/см2) |
| +20 | 470 (48,0) | 26 | 2,0 (20,0) |
| -20 | – | – | 0,8 (8,0) |
Влажность электродов перед применением ≤ 0,3 %
Особые свойства электродов УОНИ-13/45:
Обеспечивают получение металла шва с высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода
Рекомендации при сварке электродами УОНИ-13/45: Сварка во всех пространственных положениях шва постоянным током обратной полярности. Сварку УОНИ 13/45 производят только на короткой длине дуги. Электроды чувствительны к образованию пористости при наличии ржавчины и масла на кромках свариваемых деталей, а также при увеличении длины дуги. Кромки перед сваркой зачистить. Перед применением, прокалить электроды при температуре 350-400°С; 1 ч.
Условные обозначения электродов УОНИ-13/45:
|
Тип Э42А |
Электроды для сварки углеродистых и низколегированных сталей |
|||
|
ГОСТ 9466-75 ГОСТ 9467-75 ТУ 1272-003-48804/91-2010
|
ISO E433B20 |
AWS A5.1:Е6015 |
Э42А-УОНИ-13/45-⌀-УД Е 41 2 (3)-Б20 |
|
| DIN E4330B10 | ||||
|
EN E352B22h20 |
||||
Купить Электроды УОНИ-13/45 у предприятия ЗпСплав можно позвонив по телефонам:
+38 099 966 56 95 +38 098 98 38 318 +38 093 820 88 48
Сварочные электроды УОНИ 13 45


Применение в сваривании углеродистых сталей специальных электродов марки УОНИ, имеющих кроме традиционных для этого вида марок 55 еще и марку 45 позволяет значительно расширить круг задач, решаемых с помощью электросварки.
Как и электроды 55 серии сварочные электроды для электродуговой сварки УОНИ 13 45 нашли свое применение в сваривании металлоконструкций из стали имеющих различное содержание углерода, от низкоуглеродистых до высокоуглеродистых марок проката.
Главной особенностью этого вида электродов выступает создание шва практически идентичного по составу стали, из которой собирается конструкция. Такое решение достигается низким содержанием в металле электрода различных примесей Согласно ГОСТ для сварочных электродов марки УОНИ 13 45 определены технические показатели граничного содержания примесей:
- углерод, содержание не более 0,09%;
- марганец максимально 0,57%;
- присутствие кремния допускается 0,23%;
- серы не более 0,025%;
- содержание фосфора регламентируется на уровне 0,027%.
Сфера применения сварочных электродов типа УОНИ 13 45
Технические характеристики позволяют применение электродов этой марки как основных электродов для сварки ответственных металлоконструкций, имеющих высокую степень нагрузки и требующих специальных качеств сварного шва. Для электродов данной серии характерно создание шва в разных положениях, при этом диапазон применяемых для сварки материалов чрезвычайно широк, и допускает применение:
- углеродистых сталей всех марок;
- низкоуглеродистых сталей и сплавов.
Данный вид электрода применяется для создания надежных сварных соединений, как в промышленном, так и непрофессиональном исполнении. Такая популярность, вызвана прежде всего, тем что как и электроду УОНИ 13 55, так и УОНИ 13 45 удобны в работе, не требуют специальных условий, легко дают розжиг и отлично держат дугу.

Кроме ответственных видов швов эти электроды применяются и для создания наплавных слоев металла. Такое применение связано как с высокими характеристиками вязкости шва, так и с пластичностью соединения. Чаще такое применение находят в конструкциях, в которых возникают небольшие по степени деформации. Сварной шов электрода способен выдержать в таких местах усилие на разрыв до 410 Н/мм2. Наплавленный участок металла при расчетах гарантированно оценивает вязкость не менее чем 147 Дж/см2.
Такие технические показатели позволяют применять электроды:
- в строительно-монтажных работах железобетонных конструкций;
- при каркасных работах, при сваривании арматуры;
- прокладке и ремонте различных трубопроводов;
- в ремонте различного типа резервуаров с последующей наплавкой слоя металла.
При наплавке слоя металла расход электродов данной марки в среднем составляет 21 грамм/мин, а практический выход готового металлического наплавленного шва составляет 93%, при этом требует на каждый килограмм металла изделия наплавки расходования около 1,65 кг электродов.
Условия и режимы работы электродами
Для работы с данным видом электродом применяется универсальный метод, при котором шов может иметь различное пространственное положение. Основными факторами, влияющими на возможность варить металл, выступает диаметр самого электрода УОНИ 13 45 и величина сварочного тока.

Для этого типа, характерным выступает возможность применения, как постоянного тока сварочного аппарата, так и переменного тока трансформатора. Следует помнить, что правильной полярностью при этом выступает обратная полярность подключения.
Карбонатные соединения и фтористые элементы покрытия сердцевины образуют ровное газовое облако над сварочной ванной, что делает шов более практичным и как показывает практика при работе с УОНИ 13 45, не дает разбрызгивания металла. А сам сварной шов по своим показателям становится близким к показателям самих стальных заготовок.

Формируемый в процессе сварки шов, получается, кроме всего прочего, с низким содержанием углерода, вследствие чего это сварное соединение обладает повышенной прочностью и надежностью, ведь как на поверхности, так и в глубине слоя металла не обнаруживается полостей, трещин и разрывов, соединение имеет монолитный по структуре вид. Оно кроме этого имеет достаточно долгий срок образования процессов коррозии.
Удобство работы сварочными электродами серии «13 45» различных диаметров вызвано легкостью розжига и удержания дуги. Как в начале работы, так и в последующих розжигах дуга формируется легко и надежно, что позволяет проводить работу как сварщикам, имеющим богатый опыт работы, так и тем, кто только взял в руки маску. Стабильная дуга и качественные свойства покрытия оболочки не позволяют разбрызгиваться металлу. А по окончании работы слой шлака отделяется буквально сразу, без применения больших усилий.
Улучшение рабочих свойств электрода может быть достигнуто дополнительным прокаливанием электродов при температуре 300-350 градусов в течение 60 минут. Такая операция позволит сократить расход электродов и повысить качество работ.
Форма выпуска и типы размеров электродов УОНИ 13 45
Применимость электродов данной марки во многом зависит от качества и условий сваривания металла. Для различных случаев разработаны и выпускаются электроды 6 основных размеров – 2 мм, 2,5 мм, 3,мм, 4мм, 5 мм, 6 мм. Тонкие электроды 2 и 2,5 мм применимы для небольших конструкций и швов, а вот остальные применяются для промышленных сооружений. Электроды диаметром 2 мм выпускаются длиной 300 мм, диаметры 2,5 и 3 мм имеют длину 350 мм, для диаметров 4,5, 6 мм выпуск проводится в размерах 450 мм.
Самыми популярными в работе выступают электроды диаметром 3 и 4 мм, они наиболее часто используются как на производстве, так и в домашнем хозяйстве. Электроды УОНИ 13 45 различными производителями выпускаются как в небольших пачках по 1, 2, 3 кг, так и в промышленных масштабах упаковками по 5 кг.
Особенности практического использования электродов в зависимости от положения шва
Для формирования надежного сварного соединения требуется правильный выбор сварочного тока для различных положений швов. Нижнее, вертикальное и потолочное положение шва можно достигнуть, применив электроды диаметром 2-4 мм, для электродов УОНИ13 45 диаметром 5 и 6 мм потолочный шов, как правило, не практикуется.

Для всех диаметров, характерным выступает применение при нижнем положении большей силы тока. Так для диаметра 2 мм в нижнем положении верхний предел силы тока имеет показатель 80 А, а при вертикальном и потолочном только 70А.
Для нижнего положения шва показатели силы тока будут иметь следующий вид:
- 2 мм – мах 80А;
- 2,5 мм – мах 90А;
- 3 мм – мах 130А;
- 4 мм – мах 190А;
- 5 мм – мах 240А;
- 6 мм – мах 290А.
Для вертикального и потолочного шва для электродов 2 и 2,5 мм, 3 мм максимальный показатель будет на 10 А ниже чем для нижнего положения шва. Для электродов диаметром 4 мм этот показатель будет уже ниже на 30А.
предназначение, характеристики, прокалка и т. д.
Широкое распространение в промышленности получили сварочные электроды УОНИ 13 55: технические характеристики позволяют применять изделия для изготовления тяжело нагруженных металлоконструкций с высокими требованиями к надежности. Кроме этой разновидности есть еще 3. Они отличаются по составу и свариваемому материалу.
.jpg)
УОНИ-13/55.
Общее назначение электродов
Расходники марки УОНИ используются при следующих условиях:
- Тип сварки: ручная дуговая.
- Род тока: постоянный.
- Полярность: обратная (электрод-положительная).
- Положение шва в пространстве — любое, кроме вертикального сверху вниз.
На переменном напряжении электрод залипает, дуга часто обрывается. При подключении с прямой полярностью торец проволоки внутри обмазки быстро выгорает, из-за чего длина разряда увеличивается. Не хватает температуры для газификации покрытия, в результате не обеспечивается защита расплава от воздуха.
Обмазка изделий — основная. Содержит фтористые соединения и карбонаты, придающие шву пластичность, ударную вязкость и препятствующие образованию горячих трещин.
Позволяет изготавливать с помощью данных расходников изделия и металлоконструкции:
- состоящие из толстостенных заготовок;
- длительно испытывающие большие нагрузки, в т.ч. знакопеременные, давление;
- работающие в условиях низких температур.
Иными словами, электроды УОНИ используют для выполнения соединений, к которым предъявляются особые требования. Они подходят и для исправления дефектов литья.
Работа с такими расходниками требует хорошего уровня мастерства. Начинающим сварщикам рекомендуют применять другие изделия.
Как читать маркировку
Пример обозначения: Э50А-УОНИ-13/55 СМ-4,0-УД ГОСТ 9467-60.
Запись расшифровывается следующим образом:
- Э — электрод для дуговой сварки.
- 50 — временное сопротивление шва разрыву составляет 50 кгс/кв. мм.
- А — место соединения обладает пластичностью и ударной вязкостью.
- УОНИ — марка, унаследованная от названия разработанного в 1940 г. покрытия «УОНИ-13». Аббревиатура означает «универсальная обмазка научного института №13».
- 13/55 — разновидность изделия.
- СМ-4,0 — изготовлен из сварочной проволоки диаметром 4 мм.
- У — предназначен для соединения заготовок из углеродистой стали.
- Д — толстый слой обмазки.
Вместо «У» в маркировке могут присутствовать следующие литеры:
- Л — легированная сталь.
- Т — термостойкая.
- В — высоколегированная.
- Н — предназначен для ремонтов методом наплавки.
Вместо «Д» могут стоять такие буквы:
- С — средняя по толщине обмазка.
- М — тонкая.
В ГОСТ 9466-75 данный электрод называется «УОНИИ» (универсальная обмазка научно-исследовательского института). В проектной и прочей документации нужно указывать такую аббревиатуру.
.jpg)
Разновидности и отличия
Выпускаются электроды диаметром 2-5 мм. Наиболее востребованы изделия размером 3 и 4 мм. Существует 4 разновидности расходников УОНИ. У каждой свое назначение.
13/45
Электроды ориентированы на изготовление ответственных конструкций из средне- и низкоуглеродистой стали. Могут использоваться для устранения дефектов в кованых и литых изделиях. Пластичность и ударная вязкость шва обеспечиваются наличием в составе стержня никеля и молибдена.

УОНИ-13/45.
13/55
Свариваемый материал — высокоуглеродистая и низколегированная сталь. Качество шва достигается благодаря присутствию в обмазке марганца, фосфора, углерода, кремния и серы.
Электроды предназначены для сварки ответственных тяжело нагруженных конструкций, изготавливаемых в цехе. Поэтому предъявляются высокие требования к состоянию заготовок. Кромки должны быть зачищены, не допускаются грязь, ржавчина и влага.
13/65
Используются для сварки тех же материалов, что и 13/55 (высокоуглеродистой и низколегированной стали). Но дают более качественный шов, поэтому применяются для изготовления особо ответственных конструкций.

УОНИ-13/65
13/85
Самая дорогая разновидность. Предназначена для работ с легированной сталью.

13/85
Ключевые отличия электродов УОНИ от МР-3
Обе марки пользуются популярностью.
Преимущества МР-3 состоят в следующем:
- подходит и переменный, и постоянный ток;
- полярность не имеет значения;
- допустима невысокая квалификация мастера;
- очистка заготовок от ржавчины не является обязательной;
- работы могут проводиться при высокой относительной влажности.
Обмазка у этих расходников рутиловая. Они хороши для начинающих и тех, кто учится ремеслу сварщика. Для работы таким электродом сноровка не требуется.
Недостаток МР-3 заключается в высокой стоимости.

Электроды МР3 и УОНИ.
Технические характеристики УОНИ
Материал стержней: сварочная проволока Св-08 или Св-08А (13/55).
Тип обмазки: основная.
Расход на 1 кг расплавленного металла: 1,7 кг.
Длина при диаметре:
- 2-3 мм — 35 см;
- 4-5 мм — 45 см.
Коэффициент наплавки: 9 г/А*ч.
Механические и химические свойства
Данные приведены в таблице:
| Наименование характеристики | Значение |
| Механические характеристики | |
| Временное сопротивление, Н/кв. м | 420-540 |
| Ударная вязкость, Дж/кв. см | От 128 |
| Относительное удлинение, % | Не ниже 22 |
| Химический состав (массовая доля элементов), % | |
| Углерод | до 0,11 |
| Кремний | 0,25-0,5 |
| Марганец | 0,9-1,4 |
| Сера | до 0,03 |
| фосфор | |
Сила тока
В отличие от рутиловых, электродам с основной обмазкой противопоказан высокий ампераж. Избыток тепла негативно сказывается на качестве шва.
Наблюдаются следующие нежелательные явления:
- Материал сильно коробится.
- Возрастает количество брызг.
- Металл активно испаряется.
- Усложняется контроль сварочной ванны.
- Металл вытекает (вертикальные и потолочные швы).
Рекомендуемые значения силы тока для электродов разных диаметров в зависимости от пространственного положения шва приведены в таблице:
| Диаметр электрода, мм | Положение сварочного шва | ||
| горизонтальное | вертикальное | потолочное | |
2 | 40-50 | 35-55 | 35-55 |
2,5 | 50-70 | 40-65 | 40-65 |
3 | 80-100 | 70-90 | 70-90 |
4 | 130-210 | 130-140 | 130-140 |
5 | 180-210 | 160-180 | — |
Для расходников некоторых производителей, например, Лосиновского завода, ампераж немного занижают.
Количество в 1 кг
Зависит от диаметра, мм:
- 2 — 100 шт.
- 2,5 — 55-58 шт.
- 3 — 38 шт.
- 4 — 16 шт.
- 5 — 10 шт.
Масса 1 изделия соответственно равна: 10, 17-18, 26-27, 59-61 и 95 г.
.jpg)
Упаковка 5 кг.
Плюсы и минусы
Востребованность электродов УОНИ объясняется такими достоинствами:
- Производят надежный, пластичный шов с высокой ударной вязкостью. При соблюдении технологии брак отсутствует.
- Не требуют применения защитного газа.
- В сравнении с некоторыми аналогами расход на 10-15% ниже. Объясняется присутствием в обмазке железного порошка, восполняющего потери металла на брызги и выгорание.
Отмечают следующие недостатки:
- Изделие требует от сварщика профессионализма. Начинающему сложно к нему приспособиться.
- Детали необходимо тщательно готовить. При наличии грязи, влаги или следов коррозии качественный шов не получится. Поэтому для наружных работ (вне цеха) изделия этой марки не подходят.
- Не способны работать на переменном напряжении.
Таким образом, электроды УОНИ являются узкоспециализированными.

Прокалка перед использованием
Обмазка электродов имеет пористую структуру. В сыром помещении она абсорбирует влагу, и расходник становится непригодным к использованию. Его покрытие крошится и хуже горит, расплавленный металл не получает необходимой защиты от окисления.
По этой причине перед тем как варить, электроды подвергают т.н. прокалке.
Это прогрев в специальной печи с контролем температуры и длительности. Расходники укладывают в формы, обеспечивающие всестороннее и равномерное поступление тепла.
Параметры процедуры производитель указывает на упаковке и в описании продукции на официальном сайте.
Для электродов УОНИ они составляют:
- температура: +250…+300˚С;
- время: 4 часа;
- кратность: не более 3 раз.
Прогретые электроды кладут в специальный герметичный пенал с теплоизолированными стенками. Его можно сделать своими руками из пластиковой трубы среднего диаметра.
Обмазка УОНИ не содержит органических компонентов, поэтому допускается увеличение температуры при прокалке до 400˚С.
Вне пенала электрод остается сухим в течение 8 часов. Если он за это время не будет израсходован, процедуру следует повторить, но не более 3 раз. В противном случае покрытие растрескается и отпадет.
Технология сварки электродами УОНИ
Используется инверторный аппарат. Сварочники-выпрямители, вооруженные этими расходниками, не обеспечивают стабильность дуги.
Действуют в следующем порядке:
- Соединяемые детали очищают от масложировых пятен, ржавчины и грязи.
- При большой толщине разделывают кромки в соответствии с ГОСТами.
- Складывают детали вместе и размещают их на подкладках из меди для охлаждения.
- Подключают к заготовкам отрицательную клемму, к электроду — положительную.
- Прокаливают расходники.
- Регулятор тока на инверторе устанавливают в позицию, соответствующую диаметру электрода. Тот подбирается с учетом толщины соединяемых деталей.
- Кратким касанием или чирканьем возбуждают дугу.
- Выполняют шов, двигая электрод «елочкой». Варят углом назад, чтобы шлак ложился на уже пройденный отрезок.
- Переворачивают заготовки и выполняют шов с обратной стороны, двигая электрод прямолинейно.
Столкнувшись с неустойчивым горением дуги и залипанием расходника, необходимо проанализировать следующие возможные причины:
- Исполнителю не хватает опыта.
- Попался бракованный электрод. Рекомендуется приобрести по нескольку пачек от разных торговых марок и опытным путем подобрать надежного изготовителя.
- Фактический ток не соответствует показаниям на регуляторе. Рекомендуется проверить его измерительными клещами.
- В сети низкое напряжение либо периодически наблюдаются его просадки. В таких условиях дешевые аппараты плохо работают с основными электродами.
В последнем случае помогают такие меры:
- В цепь включают дроссель.
- Находят стабильную сеть.
- Приобретают дорогой сварочник профессионального уровня.
При соблюдении технологии шов получается высокого качества.
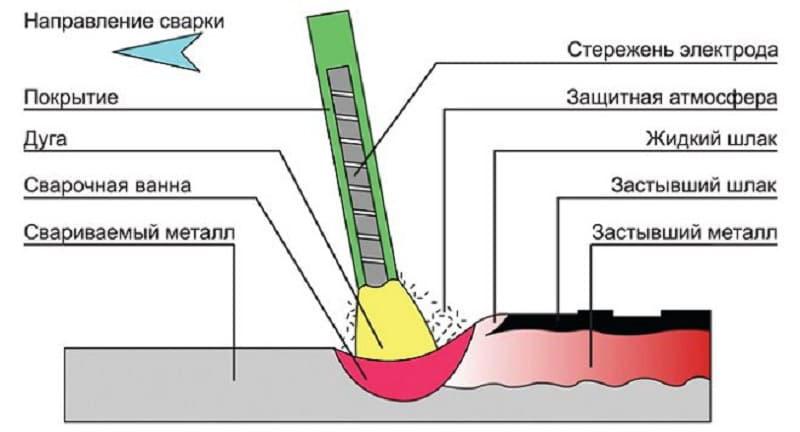
Схема направления сварки.
Грамотные условия хранения
Электроды содержат в сухом отапливаемом помещении. Относительная влажность — ниже 50%.
Место хранения не должно находиться под прямыми лучами солнца.
Во избежание конденсации влаги на изделиях рекомендуют не допускать перепадов температуры и ее снижения за отметку +15°С.
Если после вскрытия герметичной упаковки были израсходованы не все электроды, оставшиеся перекладывают в специальный утепленный пенал.
Производители УОНИ
Большинство крупных изготовителей выпускают электроды данной марки.
Наиболее широко на рынке представлена продукция следующих компаний:
- ООО «НПО Спецэлектрод» (г. Волгодонск).
- «Хобэкс».
- ОАО «Лосиновский электродный завод».
- Monolith.
- «Мост» (Польша).
- ПАО «Плазматек» (СНГ).
- Linkoln Electric (США).
Все изготовители работают в данной сфере десятки лет, обладают большим опытом. Заводы оснащены современным оборудованием, позволяющим на высоком уровне осуществлять контроль качества. Благодаря этому процент брака является минимальным.
Помимо производственных мощностей компании располагают научно-исследовательскими лабораториями, где ведется разработка новых типов сварочной проволоки и покрытия.
Некоторые фирмы, например «НПО Спецэлектрод», могут изготавливать расходники под заказ с характеристиками, заявленными покупателем.
| Жедюль центральный ул.31 августа 1989 года, 141 мун. Кишинев | 022 576457 | Л .: 08: 45-17: 30 |
| Филиала №001 “Бельцы” ул.А. Пушкина, 18 мун. Бельцы | 023 160380 | Л .: 08: 30-16: 00 |
| Филиала №002 “Флорешть” ул.31 августа 1989, 59 Флорешть | 025 073032 | Л .: 08: 00-16: 00 |
| Филиала №004 “Ниспорень” ул.Александру чел Бун, 92 Ниспорень | 026 426629 | Л .: 08: 15-16: 15 |
| Филиала №005 “Кишинев” ул.31 августа 1989 года, 141 мун. Кишинев | 022 576250 | Л .: 08: 30-16: 00 |
| Сукурсала №005 “Cauşeni” ул.Штефан чел Маре, 2, кв. 30-31 Каушаны | 024 324589 | Л .: 08: 30-16: 00 |
Programme de lucru al sucursalelor băncii Victoriabank in zilele de sărbătoare î-l puteți specifica la nr.де телефон: +373 22 576100 .
,§ 45.13 Идентификационные данные.
(a) Идентификация, требуемая согласно § 45.11 (a) – (c), должна включать следующую информацию:
(1) Имя строителя.
(2) Обозначение модели.
(3) Серийный номер строителя.
(4) Введите номер сертификата, если есть.
(5) Номер производственного сертификата, если имеется.
(6) Для авиационных двигателей установлен рейтинг.
(7) 1 января 1984 года или после этой даты для авиационных двигателей, указанных в части 34 настоящей главы, дата изготовления, определенная в § 34.1 настоящей главы, и обозначение, утвержденное ФАУ, которое указывает на соответствие применимые положения о выбросах выхлопных газов части 34 настоящей главы и части 40 CFR, часть 87. Утвержденные обозначения включают, соответственно, COMPLY, EXEMPT и NON-US. После 31 декабря 2012 года утвержденные обозначения также включают EXEMPT NEW и EXCEPTED SPARE, в зависимости от ситуации.
(i) Обозначение COMPLY указывает на то, что двигатель соответствует всем применимым положениям о выбросах выхлопных газов, приведенным в части 34. Для любого двигателя с номинальной тягой, превышающей 26,7 килоньютона (6000 фунтов), который не используется или не предназначен для использования в коммерческих операциях, что соответствует применимым положениям части 34, но не соответствует стандарту выбросов углеводородов, изложенному в п. 34.21 (d), в примечании должно быть указано «Не может использоваться в качестве двигателя коммерческого самолета». постоянная запись силовой установки, которая сопровождает двигатель во время изготовления двигателя.
(ii) Обозначение EXEMPT указывает, что двигателю предоставлено исключение в соответствии с применимым положением § 34.7 (a) (1), (a) (4), (b), (c) или (d) и указание типа освобождения и причины предоставления должны быть отмечены в постоянной записи силовой установки, которая сопровождает двигатель со времени изготовления двигателя.
(iii) Обозначение NON-US указывает на то, что двигателю предоставлено исключение в соответствии с § 34.7 (a) (1), и обозначение «Это воздушное судно не может эксплуатироваться в пределах Соединенных Штатов», или эквивалентное обозначение, утвержденное FAA, должно быть внесено в бортовой журнал или в другой эквивалентный документ во время установки двигателя.
(iv) Обозначение EXEMPT NEW указывает на то, что двигателю предоставлено исключение в соответствии с применимым положением § 34.7 (h) настоящей главы; Обозначение должно быть указано в записи о постоянной силовой установке, которая сопровождает двигатель со времени его изготовления.
(v) Обозначение EXCEPTED SPARE указывает, что двигатель был исключен в соответствии с применимым положением § 34.9 (b) данной главы; Обозначение должно быть указано в записи о постоянной силовой установке, которая сопровождает двигатель со времени его изготовления.
(8) Любая другая информация, которую FAA считает подходящей.
(b) За исключением случаев, предусмотренных в пункте (d) (1) этого раздела, никто не может удалять, изменять или размещать идентификационную информацию, требуемую в соответствии с пунктом (а) этого раздела, на любом воздушном судне, авиационном двигателе, воздушном винте, воздушном винте лезвие или ступица винта, без одобрения FAA.
(c) За исключением случаев, предусмотренных в пункте (d) (2) этого раздела, никто не может снимать или устанавливать какие-либо идентификационные таблички, требуемые согласно § 45.11, без одобрения ФАУ.
(d) Лица, выполняющие работу в соответствии с положениями Части 43 настоящей главы, могут в соответствии с методами, методами и практикой, приемлемыми для FAA, –
(1) Удалите, измените или разместите идентификационную информацию, требуемую в соответствии с пунктом (а) этого раздела, на любом воздушном судне, авиационном двигателе, воздушном винт, лопасти воздушного винта или ступице воздушного винта; или
(2) Снимите идентификационную табличку, требуемую согласно § 45.11, когда это необходимо во время операций по техническому обслуживанию.
(e) Никто не может устанавливать идентификационную табличку, снятую в соответствии с пунктом (d) (2) этого раздела, на любом летательном аппарате, авиационном двигателе, гребном винте, лопасти гребного винта или ступице гребного винта, кроме той, с которой она была снята.
[AMDT. 45-3, 32 FR 188, 10 января 1967 г., с изменениями, внесенными Amdt. 45-10, 44 FR 45379, 2 августа 1979 г .; AMDT. 45-12, 45 FR 60183, 11 сентября 1980 г .; AMDT. 45-20, 55 FR 32861, 10 августа 1990 г .; 55 FR 37287, 10 сентября 1990 г .; AMDT. 45-26, 74 FR 53395, 16 октября 2009 г .; AMDT.45-28, 77 FR 76854, 31 декабря 2012 г.] ,