Создание УП в программе ArtCAM
Большинство статей на сайте описывают работу в программе ArtCAM v8/v9/v10. Если вы используете более поздние версии программы (v11/v12 или новее), для удобства работы с программой и статьями необходимо после запуска ArtCAM выполнить настройку компоновки, как указано на рисунке:
Запускаем ArtCAM. В меню «файл» выбираем «открыть». В появившемся окне нужно изменить тип файлов – выбрать файлы AutoCAD (*.dxf, *.dwg), как это показано на рисунке 1.
Рисунок 1.
Откроется окно с возможностью изменений размеров модели, нажимаем «ОК», если размеры менять не нужно. Откроется окно с информацией об импортируемом файле, нажимаем «ОК». В центре экрана видим чертеж нашей детали, на рисунке 2.
Рисунок 2.
Слева панель – «информация о модели», выбираем вкладку траектории.
1 сверление отверстий диаметром 3мм.
На вкладке траектории выбираем «сверление», рисунок 3.
Рисунок 3.
В поле «финишный проход» вводим глубину сверления, рисунок 4.
Рисунок 4.
В поле выбора инструмента нажимаем кнопку выбрать, рисунок 5.
Рисунок 5.
Выбираем фрезу, например цилиндрическую 3мм в группе «дерево и пластик» , рисунок 6.
Рисунок 6.
Редактируем параметры инструмента, нажав кнопку “Редактирование”, рисунок 7
Рисунок 7 редактирование параметров инструмента в ArtCAM
Изменяем единицы измерения на более удобные к восприятию и меняем значения величины “глубина за проход” , “рабочая подача” и “подача врезания”, рисунок 8
Рисунок 8 редактирование параметров инструмента в ArtCAM
эта операция нужна один раз, в дальнейшем можно использовать этот инструмент с уже сохраненными параметрами скорости подачи и глубины за проход.
При использовании другого нового инструмента, не забываем отслеживать и при необходимости менять эти параметры!
Сохраняем настройки нажатием кнопки “ОК” и подтверждаем выбор инструмента, нажатием кнопки «выбор».
В поле «Материал» нажимаем кнопку определить, рисунок 9.
Рисунок 9. Установка параметров материала
Задаем толщину модели, и ноль по Z по верхнему краю заготовки, рисунок 10.
Рисунок 10. Ноль по Z
Выделяем мышкой объекты сверления с зажатой кнопкой «shift» на клавиатуре, рисунок 11,
Рисунок 11.
вводим имя УП . Нажимаем кнопку вычислить «Сейчас», и кнопку «Закрыть».
2) вырезание отверстия диаметром 8мм.
На вкладке траектории выбираем «обработка по профилю», рисунок 12.
Рисунок 12.
Выделяем отверстие на модели и в поле «сторона обработки» выбираем «внутрь», рисунок 13.
Рисунок 13.
В поле «профильный инструмент» выбираем фрезу, например цилиндрическую 3мм в группе «дерево и пластик», как это делали в предыдущем пункте сверления, рисунок 6. Задаем имя УП . Нажимаем кнопку вычислить «Сейчас», и кнопку «Закрыть».
3) Фрезеровка выборки(делаем понижение)
На вкладке траектории выбираем «2D выборка», рисунок 14.
Рисунок 14.
Выделяем объекты на модели для выполнения понижения(2D выборки) и вводим глубину понижения в поле «финишный проход», рисунок 15.
Рисунок 15.
В поле «список инструмента» нажимаем кнопку добавить и выбираем фрезу, например цилиндрическую 3мм в группе «дерево и пластик», как это делали в предыдущих пунктах, рисунок 6. Задаем имя УП . Нажимаем кнопку вычислить «Сейчас», и кнопку «Закрыть». Объекты с понижением будут заштрихованы.
4) Обработка по контуру(Вырезаем деталь)
На вкладке траектории выбираем «обработка по профилю». Выделяем контур детали и в поле «сторона обработки» выбираем «наружу», рисунок 16.
Рисунок 16.
В поле «профильный инструмент» выбираем фрезу, например цилиндрическую 3мм в группе «дерево и пластик», как это делали в предыдущих пунктах, рисунок 6. Задаем имя УП . Нажимаем кнопку вычислить «Сейчас», и кнопку «Закрыть».
5) Устанавливаем переходы для предотвращения отрывания детали.
На вкладке траектории выбираем «параметры переходов», рисунок 17.
Рисунок 17.
Выделяем контур детали, вводим количество, длину и высоту переходов в соответствующие поля, рисунок 18.
Рисунок 18.
Нажимаем кнопку «создать переходы». При необходимости, мышкой перетаскиваем переходы на нужные места. Нажимаем кнопки «применить» , «закрыть».
6) сохраняем проект.
В меню «файл» выбираем «сохранить» и задаем имя проекта.
7) присматриваем визуализацию УП, рисунок 19.
В меню «УП» выбираем «визуализация всех УП» и смотрим что получилось.
Рисунок 19.
9) сохраняем УП код
В меню «УП» выбираем «сохранить УП как…». Выбираем формат выходного файла постпроцессор Mach3 mm(*.cnc). Последовательно переносим вычисленные УП из окна вычисленные в окно сохраняемые, нажимая стрелку вправо, выбираем формат выходного файла Mach3 mm(*.cnc) , нажимаем кнопку «Сохранить» рисунок 20.
Рисунок 20.
Выполнение программы будет в том порядке как УП расположены в окне сохранения, при необходимости можно изменить стрелками вверх, вниз.
Загружаем сохраненный файл резки в MACh4 или KCAM и режем.
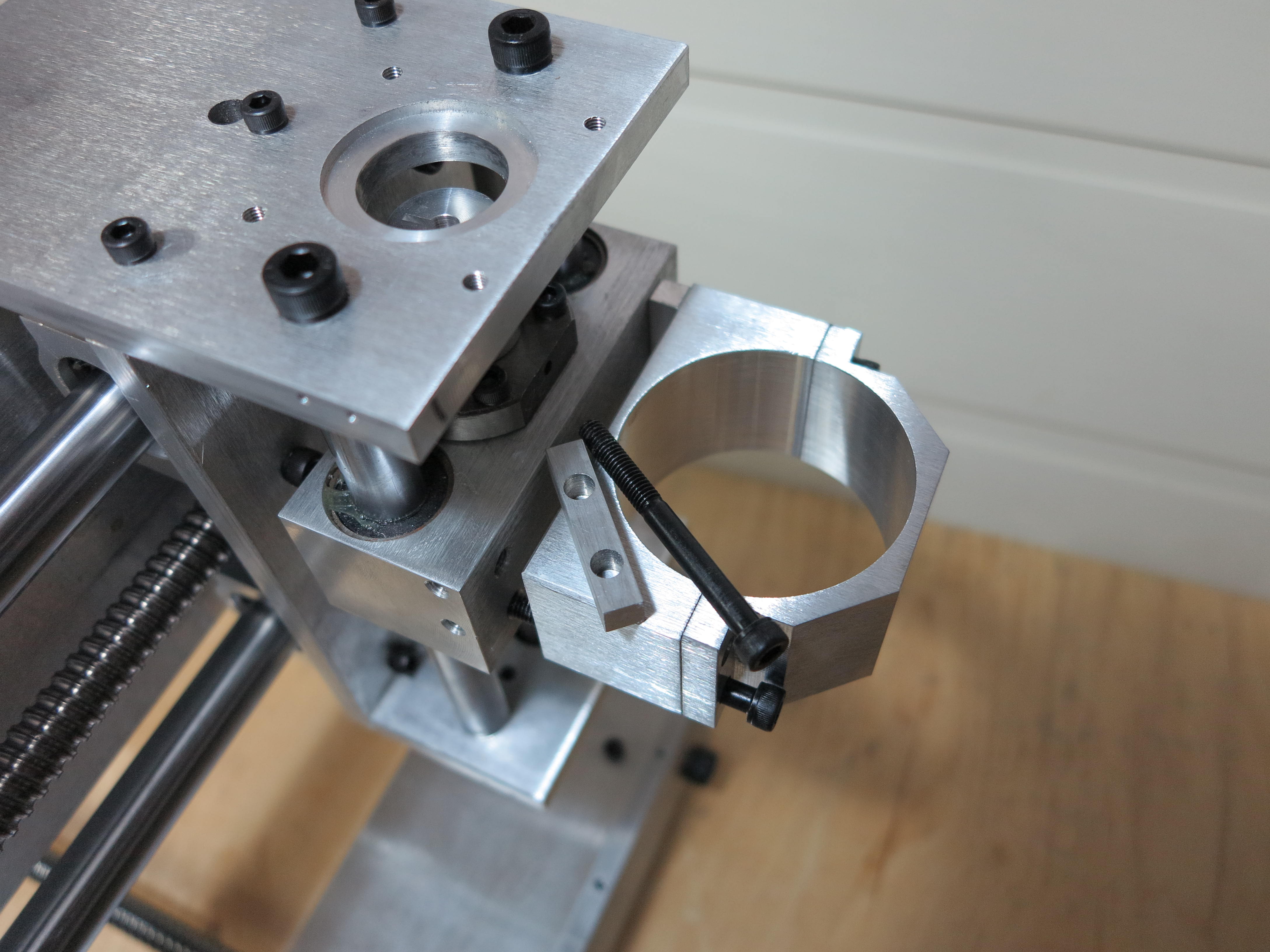
Видео работы станка. Процесс вырезания крепления шпинделя. Обрабатываемый материал -фанера 8мм. Фреза 3мм. Резка в два прохода, снимается по 4мм за проход. При последнем проходе оставляются отводы, предотвращающие отрывание детали.
Разработка и внедрение технологий изготовления изделия — Халтек
Специалисты Технологического Центра «ХАЛТЕК» разрабатывают технологию обработки деталей с нуля — начиная с изучения чертежа, заканчивая контролем готовой детали.
Этапы инжиниринговых работ:
• Проработка текста задания
• Создание математической модели
Создание твердотельной математической модели детали является первичным этапом написания управляющих программ для станков с ЧПУ.
Мы имеем большой опыт работы в современных CAD/CAM системах, что позволяет строить математические модели деталей любого уровня сложности в максимально короткие сроки. Перед построением модели нашими специалистами проводится анализ чертежей с уточнением спорных моментов, учитывающих особенности производства.
• Проектирование оснастки
При изготовлении детали на станке, даже с применением современного многоосевого оборудования, не всегда удаётся обойтись без использования технологической оснастки. На все технологические процессы разработанные нашей компанией, мы стараемся спроектировать как можно более унифицированную технологическую оснастку. Для ускорения процесса внедрения практикуется изготовление оснастки на станке с ЧПУ по программе, в обход инструментального производства, где этот процесс может затянуться на довольно продолжительный период. Несравненным плюсом данного метода является возможность сократить время на подготовку производства и обработать приспособление в естественной среде его последующего использования.
• Разработка постпроцессора
Специалистами компании «ХАЛТЕК» осуществляется разработка постпроцессоров и кинематических моделей станков любых производителей.
Возможны следующие варианты исполнения постпроцессоров:
-
Модель 3-х — 5-ти осевого виртуального станка
-
Модель 3-х — 5-ти осевого виртуального станка + 1 дополнительная ось
-
Модель 3-х — 5-ти осевого виртуального станка + 1–2 дополнительные оси + модель шпинделя
-
Специализированные модели станков
-
Поддерживаемые CAM-системы: Siemens NX10
• Написание управляющих программ и технологии изготовления
Наши специалисты имеют опыт написания программ в современных САПР таких как: MAZATROL, Siemens для обработки деталей любой сложности, с применением современных средств и методов механической обработки.
Написанные нашей компанией УП совместно с грамотно разработанным
технологическим процессом позволяют максимально сократить время изготовления детали.
• Разработка технической документации
Разработанные нашей компанией проекты, направлены на сокращение времени изготовления детали с применением прогрессивных методов обработки. Комплект документов нашего техпроцесса механической обработки содержит всю необходимую информацию: установку зажимных приспособлений, наладку режущего инструмента.
Оформление технологической документации соответствует принятым стандартам, с учетом
пожеланий принимающей организации.
• Проверка управляющих программ на симуляторе станка с ЧПУ
Одним из главных условий корректной работы станка с ЧПУ является программное обеспечение, позволяющее осуществить контроль УП на симуляторе станка. Специалистами нашей фирмы используется программное обеспечение VERICUT, которое моделирует обработку на станках с ЧПУ с целью выявления ошибок кодов управляющей программы, возможных столкновений между компонентами станка и оснастки, выявить неэффективные участки в управляющей программе.
Специалистами нашей фирмы используется программное обеспечение VERICUT, которое моделирует обработку на станках с ЧПУ с целью выявления ошибок кодов управляющей программы, возможных столкновений между компонентами станка и оснастки, выявить неэффективные участки в управляющей программе.
Таким образом, мы устраняем ошибки до передачи программы на станок и избегаем необходимость ручной проверки на станке с ЧПУ.
• Отработка на станке
• Окончательная сдача опытного образца на контроль
• Запуск в серийное производство
Процесс внедрения проводится нашими специалистами на территории заказчика либо на оборудовании, имеющимся в наличии у нашей фирмы. При этом осуществляется контроль правильности выполнения всех технологических операций связанных с наладкой станка на изготовление детали, а так же оказывается помощь проведения замеров внедряемой детали.
По результатам внедрения управляющая программа и технология может быть скорректирована, исходя из конструктивных пожеланий заказчика.
При серийном запуске детали в производство, по необходимости, будет оказана технологическая поддержка.
Интеллектуальные статусы системы контроля ЧПУ
Индикация статусов осуществляется с помощью аббревиатуры, пиктограммы и цвета
AuC (automatic cutting time)
Режим работы станка с нагрузкой. Самый “благоприятный” статус с точки зрения эффективности использования оборудования.
Нахождение оборудования в данном статусе означает, что станок находится в режиме автоматического выполнения программы (режимы MEM (auto), REMOTE, MDI) с присутствием нагрузки на шпинделе. Время нахождения станка в данном статусе эквивалентно времени непосредственного резания.
IDL (Idling)
Режим работы станка без нагрузки в автоматическом режиме — смена инструмента, холостые ходы, симуляция работы…
Время выполнения управляющей программы (УП) в автоматическом режиме (режимы MEM (auto), REMOTE, MDI) без резания (смена инструмента, холостые проходы до контура).
AuP (Au Pause)
Технологический останов во время выполнения УП.
Данный статус означает, что станок находится в положении промежуточной остановки во время выполнения программы.
OFF – Станок выключен
Станок выключен, либо отключен от системы.
MEAS (Measuring)
Привязка детали и инструмента с использованием автоматических средств измерения (АСИ).
Используется на станках, оборудованных средствами АСИ. Цвет статуса в диаграммах — желтый.
SET (SetUp)
Переналадка станка под следующую операцию. Предполагает действие, выполняемое наладчиком.
Инициатором статуса являются два совместно выполненных условия: ключ редактирования программ находится в положении ON + на станке включена функция OPTIONAL STOP.
RP (RePart)
RP – Переустановка детали оператором. Данный статус фиксируется системой в течение регламентированного для смены детали времени по факту завершения выполнения УП.
По истечении регламентированного срока данный статус сменяется статусом “необоснованного простоя”.
JOG (работа в ручном режиме)
Обычно данный статус инициируют простейшие настроечные операции, выполняемые оператором: подналадка, поднастройка и другие операции, выполняемые в ручном режиме.
ALM (Alarm)
Техническая неисправность – фиксация аварийного состояния, исключая случай нажатия оператором кнопки аварийной остановки.
Статус, характеризующийся наличием неполадки, не позволяющей продолжить эксплуатацию оборудования.
DT (DownTime)
Простой оборудования без причин во включенном состоянии.
Статус активируется либо по истечению регламентированного в ТЗ времени бездействия оборудования (по умолчанию 30 секунд), либо при включенной кнопке аварийной остановки, но при отсутствии других ошибок.
MSP (Maintenance Service)
MSP – плановое тех. обслуживание. Дополнительная процедура, реализующая обратную связь обслуживающего персонала с системой. Служит для регистрации и отображения проведения технического обслуживания станка (плановое ТО, ремонт и т. д.).
д.).
Активируется сервисной службой предприятия. Статус обладает эффектом памяти. После проведения ремонтных работ, необходимо деактивировать процедуру.
SRV (Service)
Дополнительная процедура, реализующая обратную связь оператора станка с системой. Является подстатусом и отображается совместно с другим активным статусом. Если оператор осуществляет вызов наладчика для корректировки, он может продолжить работу, что будет отображено в системе.
Также в конце смены оператор может задействовать данную функцию и выключить оборудование, что позволит службе наладчиков получить информацию о необходимости проведения работ посредством ситуационного экрана.
Подготовка управляющих программ для станков ЧПУ в системе NX
Уровень сложности:
Длительность курса: 40 ак.ч.
График обучения:
Аннотация
Курс посвящен изучению программы NX по подготовке управляющих программ для станков с ЧПУ.
Курс является продолжением программы изучения основ твердотельного моделирования в программе NX или может проходиться отдельно, специалистами, имеющими представления о работе в системе NX.
В процессе изучения курса, Вы приобретете необходимые знания и навыки работы с модулем САМ.
Овладев навыками работы в программе NX, Вы с легкостью сможете создать управляющие программы для станков с ЧПУ.
Курс проводится в очной форме.
Знания и умения, полученные в результате обучения
По окончании курса, слушатели получат необходимые знания и навыки работы с САМ. Так, в процессе курса будут изучены следующее вопросы:
- Основные принципы работы в модуле САМ.
- Инструменты CAD в модуле CAM.
- Плоское фрезерование. Параметры операций обработки.
- Анализ модели. Моделирование заготовки. Помощник ЧПУ.

- Сверление. Центрование. Создание зенковок. Нарезание резьбы. Оптимальная траектория движения.
- Операции фрезерования.
- Разработка оснастки.
- Многоосевая позиционная обработка (3+2).
- 5-ти осевая непрерывная обработка.
- Токарная обработка. Параметры операции токарной обработки.
Преподаватели
- Бровкина Яна Юрьевна
- Степанова Анна Борисовна
Курсы связанных направлений
25 600 ₽
Расчёт стоимости с учётом возможных скидок
32 000 ₽
Скидки предоставляются в зависимости от количества слушателей,
суммы договора и других условий, оговариваемых с Заказчиком.
Расчёт стоимости с учётом возможных скидок представлен как справочная информация. Фактический размер скидки может несколько отличаться из-за округления значения суммы.
Внимательно ознакомьтесь с условиями действующих акций и скидок…1. Введение: основные принципы работы.
2. Инструменты CAD в модуле CAM.
3. Плоское фрезерование. Параметры операций обработки.
4. Анализ модели. Моделирование заготовки. Помощник ЧПУ.
5. Сверление. Центрование. Создание зенковок. Нарезание резьбы. Оптимальная траектория движения.
6. Группа операций фрезерования:
- Контурные операции
- Операции черновой обработки
- Обработка по Z-уровням
- Построцессирование
- Операции вдоль потока
- Операции обработки криволинейного контура
- Изучение операций поиска и доработки вогнутых углов детали
- Гравировка. Фаска. Скругления
 Фаска. Скругления
Фаска. Скругления7. Разработка оснастки.
8. Многоосевая позиционная обработка (3+2).
9. 5-ти осевая непрерывная обработка.
10. Токарная обработка. Параметры операции токарной обработки.
Методы подготовки управляющих программ – Энциклопедия по машиностроению XXL
Третья глава посвящена методам и средствам автоматизации станков. Экономическая целесообразность применения тех или иных методов подготовки управляющих программ зависит от конкретных условий производства и прежде всего от величины партии и от сложности деталей, для обработки которых необходимо составить управляющую программу. Таким образом, децентрализация подготовки управляющих программ необходима в той же мере, как и централизация. [c.6]МЕТОДЫ ПОДГОТОВКИ УПРАВЛЯЮЩИХ ПРОГРАММ [c.345]
| Рис. 17.13. Методы подготовки управляющих программ |
 На данном производстве автоматизированы планирование и подготовка управляющих программ, подготовка листа к резке и его маркировка, процесс раскроя листов методами кислородной, плазменной и лазерной резки, его уборка и складирование.
[c.323]
На данном производстве автоматизированы планирование и подготовка управляющих программ, подготовка листа к резке и его маркировка, процесс раскроя листов методами кислородной, плазменной и лазерной резки, его уборка и складирование.
[c.323]Сокращение времени простоев ПР при подготовке управляющих программ достигается методом внешнего программирования. Он основан на расчете и исключает использование оператора. Его преимущества более полное использование фонда времени ПР, упрощение конструкции ПР из-за отсутствия средств обучения и записи программы, исключение субъективных факторов при подготовке программы. [c.753]
Последние исследования в области применения дисплеев были направлены на то, чтобы в реальном масштабе времени находить и устранять формальные ошибки управляющих программ это можно осуществить путем контроля каждого кадра программы. В последнее время широко дискутируется вопрос о целесообразности применения активного дисплея для реализации новых методов в автоматической подготовке управляющих программ. Списковый метод позволяет программировать изображение экрана таким образом, что при удалении световым карандашом одного контура сразу появляется другой контур. При выборе одной из представленных возможностей на экран снова заносится новый список точек. Этот способ позволяет
[c.168]
Списковый метод позволяет программировать изображение экрана таким образом, что при удалении световым карандашом одного контура сразу появляется другой контур. При выборе одной из представленных возможностей на экран снова заносится новый список точек. Этот способ позволяет
[c.168]
Разработаны методы автоматического конструирования и расчета шпиндельных коробок агрегатных станков с использованием средств вычислительной техники. На основе исходных данных, которые формулирует и вводит в ЭВМ конструктор, автоматически находятся центры шпинделей и промежуточных валов, т. е. строится так называемая раскатка и по. расчетным критериям определяются параметры зубчатых колес, валов и подшипников. Результат может быть выдан в форме чертежа, выполненного на координатографе, либо использован для подготовки управляющей программы к станку с ЧПУ, на котором будет обрабатываться корпус шпиндельной коробки. [c.339]
При рассмотрении конкретных задач многокоординатного формообразования поверхностей деталей часто приходится сталкиваться с альтернативой, а именно что технически проще реализовать в программном обеспечении станка с ЧПУ – производить многократную ортогонализацию различных локальных систем координат или оперировать с частично не ортогональными локальными системами координат. Во многом решение этой альтернативной задачи определяется возможностями ЭВМ, которая используется для подготовки управляющих программ, возможностями системы ЧПУ металлорежущим станком, эффективностью применяемых математических методов ортогонализации систем координат и оперирования с частично либо полностью изогональными системами координат, эффективностью используемых алгоритмов и др. При этом не следует забывать, что используемая локальная система координат служит только системой отсчета. Поэтому независимо от ее выбора вопрос о наивыгоднейшей кинематике многокоординатного формообразования поверхностей деталей принципиально не меняется.
[c.118]
Во многом решение этой альтернативной задачи определяется возможностями ЭВМ, которая используется для подготовки управляющих программ, возможностями системы ЧПУ металлорежущим станком, эффективностью применяемых математических методов ортогонализации систем координат и оперирования с частично либо полностью изогональными системами координат, эффективностью используемых алгоритмов и др. При этом не следует забывать, что используемая локальная система координат служит только системой отсчета. Поэтому независимо от ее выбора вопрос о наивыгоднейшей кинематике многокоординатного формообразования поверхностей деталей принципиально не меняется.
[c.118]
Система автоматизации конструирования деталей со сложной формой поверхности – обязательная компонента любой современной САПР. Традиционным для инженера представлением геометрической модели машиностроительных деталей является представление модели в виде множества плоских проекций и сечений, по которым в некоторых случаях ЭВМ может реконструировать трехмерный образ.
 Построение этих проекций и сечений ведется инженером в режиме графического диалога с ЭВМ с помощью операций типа построения точки, отрезка, дуги окружности и т.д. В более сложном случае при создании трехмерной геометрической модели поверхности детали в режиме графического диалога поверхность образуется движением некоторого контура вдоль направляющих кривых в пространстве. После того как компьютерная модель поверхности детали построена, инженер-технолог в режиме графического диалога с ЭВМ может создать управляющую программу для станка с ЧПУ. По экспертным оценкам время подготовки управляющих программ в этом случае по сравнению с традиционными методами сокращается в 10-20 раз.
[c.4]
Построение этих проекций и сечений ведется инженером в режиме графического диалога с ЭВМ с помощью операций типа построения точки, отрезка, дуги окружности и т.д. В более сложном случае при создании трехмерной геометрической модели поверхности детали в режиме графического диалога поверхность образуется движением некоторого контура вдоль направляющих кривых в пространстве. После того как компьютерная модель поверхности детали построена, инженер-технолог в режиме графического диалога с ЭВМ может создать управляющую программу для станка с ЧПУ. По экспертным оценкам время подготовки управляющих программ в этом случае по сравнению с традиционными методами сокращается в 10-20 раз.
[c.4]АСТПП. Лучше определять план производства детали во время ее проектирования, а не потом. Этот тезис согласуется с принципом, что на каждом этапе процесса проектирования нужно учитывать требования нижестоящего процесса. Если предполагается выпускать деталь весьма малыми партиями, то план производства с наименьшими затратами может состоять в построении детали обычными инструментами, управляемыми вручную, а не с помощью ЧПУ. Общие затраты на построение детали с использованием ЧПУ включают проектную работу, подготовку управляющей программы для ЧПУ, компьютерное время и труд станочника. Но остерегайтесь Методы учета, изменяющиеся от фирмы к фирме, могут включать стоимость станков с ЧПУ в стоимость деталей, изготовленных с помощью ЧПУ (но не в стоимость деталей, полученных традиционным способом). Результатом может стать представление о непропорциональной дороговизне построения деталей на станках с ЧПУ по сравнению с обычным изготовлением деталей.
[c.158]
Общие затраты на построение детали с использованием ЧПУ включают проектную работу, подготовку управляющей программы для ЧПУ, компьютерное время и труд станочника. Но остерегайтесь Методы учета, изменяющиеся от фирмы к фирме, могут включать стоимость станков с ЧПУ в стоимость деталей, изготовленных с помощью ЧПУ (но не в стоимость деталей, полученных традиционным способом). Результатом может стать представление о непропорциональной дороговизне построения деталей на станках с ЧПУ по сравнению с обычным изготовлением деталей.
[c.158]
Автоматизированный метод — это подготовка и контроль управляющей программы с применением ЭВМ. Быстрое развитие техники позволяет уже сегодня говорить о возможности появления третьего метода подготовки УП — автоматического, когда подготовка, контроль и отладка программы будут осуществляться без участия человека. [c.431]
Составление управляющих программ для СЧПУ-это процедура планирования и документирования последовательности шагов обработки деталей, которая должна быть выполнена на станке с ЧПУ. Она предусматривает подготовку перфоленты (или другого входного носителя), используемой для передачи станку управляющих команд обработки детали. Как отмечалось в разд. 7.3, существуют два метода программирования обработки деталей ручное составление управляющей программы и автоматизированное программирование с помощью ЭВМ. В этой главе будут описаны оба метода, но особое внимание будет уделено последнему.
[c.173]
Она предусматривает подготовку перфоленты (или другого входного носителя), используемой для передачи станку управляющих команд обработки детали. Как отмечалось в разд. 7.3, существуют два метода программирования обработки деталей ручное составление управляющей программы и автоматизированное программирование с помощью ЭВМ. В этой главе будут описаны оба метода, но особое внимание будет уделено последнему.
[c.173]
Ошибки при составлении управляющих программ. При подготовке перфоленты обычно возникают ошибки программирования-синтаксические или численные. Нередко, прежде чем удастся получить правильную перфоленту для ЧПУ, требуется три или даже больше проходов. С составлением управляющих программ обработки деталей связана и другая проблема как добиться наилучшей последовательности шагов механической обработки. Эта проблема возникает главным образом при ручном методе программирования. Некоторые языки автоматизированного формирования управляющих программ с помощью ЭВМ обеспечивают средства получения наилучшей последовательности операций. [c.225]
[c.225]
Методы подготовки, доставки к оборудованию и отладки управляющих программ [c.201]
Трехмерная модель изделия как носитель информации о его геометрической форме позволяет передавать эту информацию в пакеты управляющих программ для оборудования с ЧПУ, САПР технологической подготовки производства или может быть использована для исследования методами компьютерного математического моделирования ее поведения в различных эксплуатационных условиях. [c.329]
В соответствии со схемой процесса проектирования, приведенной на рис. 1.3, автоматизированной стала процедура подготовки входного задания. Использование дисплеев и разработка новых методов доступа позволили избежать кодирования входного задания на перфоносителе. Стало возможным вести в едином цикле процедуры подготовки и коррекции задания на входном языке, ввода данных в ЭВМ и обработки входного задания (блоки 2—4). За счет развития системной части ППП (их управляющих программ) усовершенствовалась процедура обработки входного задания (рис. 1.4). Зто позволило в значительной мере упростить и сократить процедуры подготовки задания и повысить достоверность поступающей на вход функциональных программ информации. Кроме того, развитие системного программного обеспечения САПР (программы — диспетчеры системы, управляющие программы ППП) позволило повысить степень автоматизации процесса проектирования. Управляющая программа, идентифицируя описательные входные данные и директивы разработчика, сама формирует цикл вычислительных процедур. В системах второго поколения эти функции обычно возлагались на самого разработчика, использовавшего для этого язык описания заданий на проектирование с высоким уровнем детализации.
[c.21]
1.4). Зто позволило в значительной мере упростить и сократить процедуры подготовки задания и повысить достоверность поступающей на вход функциональных программ информации. Кроме того, развитие системного программного обеспечения САПР (программы — диспетчеры системы, управляющие программы ППП) позволило повысить степень автоматизации процесса проектирования. Управляющая программа, идентифицируя описательные входные данные и директивы разработчика, сама формирует цикл вычислительных процедур. В системах второго поколения эти функции обычно возлагались на самого разработчика, использовавшего для этого язык описания заданий на проектирование с высоким уровнем детализации.
[c.21]
Различают два основных метода подготовки управляющих программ ручной и автогухатизированной. При ручном методе— подготовка и контроль УП осуществляется в основном без применения ЭВМ. При этом все преобразования при описаний чертежа детали, разработку алгоритма ее обработки, а также представление программы в кодированном виде осуществляет технолог-программист или оператор станка при работе с оперативными системами числового программного управления.
 Ручной метод подготовки программ — трудоемкий процесс даже при использовании микрокалькуляторов, поэтому его применяют на предприятиях при подготовке УП для простых деталей, при длительном времени их обработки, при малом опыте эксплуатации станков с ЧПУ и для обучения обслуживающего персонала.
[c.430]
Ручной метод подготовки программ — трудоемкий процесс даже при использовании микрокалькуляторов, поэтому его применяют на предприятиях при подготовке УП для простых деталей, при длительном времени их обработки, при малом опыте эксплуатации станков с ЧПУ и для обучения обслуживающего персонала.
[c.430]В период подготовки управляющих программ при программировании и перфорировании могут быть допущены ошибки Ошибки особенно часто появляются при ручном программиро вании чтобы их обнаружить, используют определенные методь контроля [c.90]
Уместно начать обсуждение вопросов программирования обработки деталей на станках с ЧПУ с изучения способа кодирования информадаи на перфоленте. Кодирование на перфоленте базируется на использовании ряда основных символов для сообщения станку с ЧПУ сложного набора управляющих команд. Перфолента для ЧПУ должна быть создана вне зависимости от того, составляется ли управляющая программа вручную или с помощью некоторого пакета программ ЭВМ. При любом из этих методов составления управляющей программы обработки деталей перфолента является итоговым результатом всех работ по программированию. В разд. 8.2 и 8.3 внимание будет сосредоточено на подготовке перфоленты и на структуре основных языков программирования, используемых в СЧПУ.
[c.173]
При любом из этих методов составления управляющей программы обработки деталей перфолента является итоговым результатом всех работ по программированию. В разд. 8.2 и 8.3 внимание будет сосредоточено на подготовке перфоленты и на структуре основных языков программирования, используемых в СЧПУ.
[c.173]
При подготовке управляющих программ ручным методом технолог-программист записывает команды обработки детали на специальном бланке, называемом бланком записи управляющей программы. Эти команды должны быть заданы очень точно, поскольку далее прямо с рукописного бланка перфорируется лента для ЧПУ. Бланки записи управляющей программы имеют различный вид в зависимости от того, какой станок и какой формат перфоленты будут использованы. Например, бланк для сверлильного станка с двумя управляемыми осями, работающего по принципу от точки к точке , будет иным, чем для станка с контурным управлением по трем осям. Бланк содержит последовательность относительных положений инструмента и детали. В него включаются также и другие данные, например подготовительные командные слова, различные дополнительные команды, задания скоростей резания и подачи-все, что необходимо для работы станка под управлением от перфоленты.
[c.177]
В него включаются также и другие данные, например подготовительные командные слова, различные дополнительные команды, задания скоростей резания и подачи-все, что необходимо для работы станка под управлением от перфоленты.
[c.177]
Работы по интеграции автоматизированных подсистем конструкторского и технологического обеспечения в единую систему были начаты в нашей стране в начале 80-х годов. Одной из первых подобных САПР стала система “КАС ТПП”. Широко использовалась система “КАПРИ”, в функции которой входит конструирование детали и сборочных единиц, компоновка, выбор заготовок, синтез маршрутно-операционной технологии, подготовка управляющих программ с ЧПУ. Эти работы направлены на создание комплексной автоматизации технологического проектирования и инструментальных средств формирования автоматизированных подсистем. Заслуживает внимание отечественные конструктор-ско-технологические САПР методом адресации “КОМПАС” и “СПРУТ. [c.98]
Постпроцессор выполняет непосредственную подготовку управляющих программ, используется для перехода к конкретной модели технологического оборудования и настраивается на технические характеристики конкретной установки данного типа. Основные функции постпроцессора ввод информации, подготовленной процессором сортировка информации в соответствии с требованиями оптимизации работы установки размещение информации в кадрах управляющей программы данной установки. При формировании управляющей программы решаются оптимизационные задачи минимизации длины управляющей программы, частоты смены инструмента, времени работы установки и др. Пример постпроцессора — алгоритмы и программы, минимизирующие время работы микрофотонаборной установки. Некоторые методы и алгоритмы оптимизации работы технологических автоматов (ближней точки, зон, последовательных включений, назначений, фрагментации) рассмотрены в [1]. Другую группу составляют геометрические задачи, связанные с формированием траектории движения инструмента и расчетом геометрии рабочей части инструмента.
[c.223]
Основные функции постпроцессора ввод информации, подготовленной процессором сортировка информации в соответствии с требованиями оптимизации работы установки размещение информации в кадрах управляющей программы данной установки. При формировании управляющей программы решаются оптимизационные задачи минимизации длины управляющей программы, частоты смены инструмента, времени работы установки и др. Пример постпроцессора — алгоритмы и программы, минимизирующие время работы микрофотонаборной установки. Некоторые методы и алгоритмы оптимизации работы технологических автоматов (ближней точки, зон, последовательных включений, назначений, фрагментации) рассмотрены в [1]. Другую группу составляют геометрические задачи, связанные с формированием траектории движения инструмента и расчетом геометрии рабочей части инструмента.
[c.223]
Большое значение для выбора метода подготовки управляющей информации в условии ГПС имеет прежде всего экономическая оценка. Однако метод программирования можно выбрать, считая ГПС трехуровневым автоматизированным комплексом. Система организации управления с тремя уровнями предопределяет разработку УП для оборудования с ЧПУ на втором уровне управления, т.е. в технологическом бюро, что является традиционным метолом разработки УП. Он заключается в том, что на входном языке одной из систем программирования (ART, ЕХАРТ, MODAPT, TEXTRAH, САПСМ4 и т.д.) описываются технологический процесс и геометрические образы обрабатываемых элементов детали. Далее программа рассчитывается в процессоре системы с формированием промежуточных данных в
[c.206]
Система организации управления с тремя уровнями предопределяет разработку УП для оборудования с ЧПУ на втором уровне управления, т.е. в технологическом бюро, что является традиционным метолом разработки УП. Он заключается в том, что на входном языке одной из систем программирования (ART, ЕХАРТ, MODAPT, TEXTRAH, САПСМ4 и т.д.) описываются технологический процесс и геометрические образы обрабатываемых элементов детали. Далее программа рассчитывается в процессоре системы с формированием промежуточных данных в
[c.206]
Сушествует два основных метода подготовки перфоленты для ЧПУ. Первый метод связан с ручным составлением управляющих программ обработки деталей и предусматривает использование устройства для набивки ленты, похожего на пишущую машинку. На рис. 8.2 показан современный вариант оборудования такого типа. Оператор печатает профамму непосредственно с заполненного технологом-программи-стом бланка, содержащего нужную последовательность закодированных управляющих команд. При этом сразу получаются перфолента и машинописная копия текста программы. Второй метод применяется в случае автоматизированного формирования управляющих, программ для ЧПУ с помощью ЭВМ. При этом подходе ленту готовит сама ЭВМ посредством устройства, называемого автоматическим перфоратором ленты.
[c.174]
При этом сразу получаются перфолента и машинописная копия текста программы. Второй метод применяется в случае автоматизированного формирования управляющих, программ для ЧПУ с помощью ЭВМ. При этом подходе ленту готовит сама ЭВМ посредством устройства, называемого автоматическим перфоратором ленты.
[c.174]
Управляющие программы (УП) могут быть подготовлены ручным или автоматизированным методами (рис. 17.13). При изготовлении простых по конфигурации деталей, когда трудоемкость подготовки УП вручную соизмерима с трудоемкостью подготовки исходных данных для расчетов на ЭВМ, используют ручной метод. Ручное программирование применяется и для систем ЧПУ класса НЫС с набором программ непосредственно на пульте УЧПУ. Для выполнения ручного программирования необходимы чертеж детали с техническими требованиями иа ее [c.345]
Известно несколько программ типа стандартных для вычисления характеристик временных рядов. Программа, разработанная в институте технической кибернетики АН ЭССР [52], оформлена в виде библиотеки подпрограмм для анализа временных рядов и предназначена для вычислений на ЭВМ Минск-2 . Библиотека состоит из ряда управляющих (вспомогательных) и рабочих (стандартных) подпрограмм. Ее построение позволяет использовать лишь необходимые подпрограммы, которые можно считывать с магнитной ленты в оперативную память машины. Подготовка исходных данных заключается в составлении таблицы информации, содержаш,ей количество начальных данных, число точек вычисляемой функции и номер вспомогательной программы для данной задачи. Библиотека позволяет 1) контролировать вводную информацию путем сопоставления введенной и вычисленной суммы элементов случайной последовательности при несоответствии сумм необходимо дополнительно npoBepvfTb отперфорированный массив в этом случае неверный массив выводят на печать 2) исключить периодическую составляющую или тренд реальные процессы обработки характеризуются разбросом исследуемых значений, поэтому для их аппроксимации используют метод наименьших квадратов для этого реализацию разделяют на участки, которые приближаются по очереди и к кривым второго порядка полученные ординаты выражаются как оценки очек математического ожидания X t) разности ординат Xi—X(/i) (i=l.
Программа, разработанная в институте технической кибернетики АН ЭССР [52], оформлена в виде библиотеки подпрограмм для анализа временных рядов и предназначена для вычислений на ЭВМ Минск-2 . Библиотека состоит из ряда управляющих (вспомогательных) и рабочих (стандартных) подпрограмм. Ее построение позволяет использовать лишь необходимые подпрограммы, которые можно считывать с магнитной ленты в оперативную память машины. Подготовка исходных данных заключается в составлении таблицы информации, содержаш,ей количество начальных данных, число точек вычисляемой функции и номер вспомогательной программы для данной задачи. Библиотека позволяет 1) контролировать вводную информацию путем сопоставления введенной и вычисленной суммы элементов случайной последовательности при несоответствии сумм необходимо дополнительно npoBepvfTb отперфорированный массив в этом случае неверный массив выводят на печать 2) исключить периодическую составляющую или тренд реальные процессы обработки характеризуются разбросом исследуемых значений, поэтому для их аппроксимации используют метод наименьших квадратов для этого реализацию разделяют на участки, которые приближаются по очереди и к кривым второго порядка полученные ординаты выражаются как оценки очек математического ожидания X t) разности ординат Xi—X(/i) (i=l. 2,. .. N) исключают тренд 3) вычис-
[c.29]
2,. .. N) исключают тренд 3) вычис-
[c.29]
Одним из наиболее совершенных методов определения эксплуатационных нагрузок является имитационный метод, основанный на широком использовании ЭВМ. В основу этого метода заложен системный подход, рассматриваюш,ий человека, машину и окружающую среду как единое целое [7]. Действия чёло-века-оператора моделируются с помощью специальной программы, управляющей электронной моделью ПТМ. В ряде случаев электронной моделью ПТМ управляет со специального пульта оператор, прошедший соответствующую подготовку. Подъемнотранспортная машина или ее отдельный механизм представлены в виде набранных на ЭВМ уравнений движения и зависимостей для определения усилий в расчетных элементах. Воздействия окружающей среды имитируются с помощью системы ограничений, начальных условий, внешних воздействий (ветровая нагрузка, масса груза и т. п.). [c.113]
PK Расточные оправки с ЧПУ, P K Enterprises
PK Расточные оправки с ЧПУ, P K Enterprises | ID: 10927261848Спецификация продукта
| Марка | PK |
| Марка материала | Железный сплав |
| Коррозионная стойкость | Да |
| Обработка | 9117 9117 9117 Оцинкованный
Описание продукта
Имея четкую систему управления качеством, мы стремимся обеспечить поставку высококлассных расточных оправок с ЧПУ .
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 2011
Юридический статус Фирмы Физическое лицо – Собственник
Характер бизнеса Производитель
Количество сотрудников от 11 до 25 человек
Годовой оборот Rs.50 лакх – 1 крор
Участник IndiaMART с февраля 2014 г.
GST06CBRPK9251M1ZW
Основанная в году 2011 в Фаридабад (Харьяна, Индия), мы «PK Enterprises» – индивидуальное предприятие, специализирующееся на производстве и , поставляющих высококачественных держателей инструментов с ЧПУ , ЧПУ. Расточная оправка, промышленный резак, цанги VMC, инструменты VMC, гайки с ЧПУ, компоненты VMC, и т. Д.Эти продукты широко известны своей долговечностью, превосходной прочностью, точным дизайном и простотой установки. Кроме того, мы выполняем работы с ЧПУ для клиентов. Под руководством «Mr. Нишант Кера »(менеджер), , мы смогли удовлетворить основные потребности наших клиентов наилучшим образом.
Вернуться к началу 1
Расточная оправка, промышленный резак, цанги VMC, инструменты VMC, гайки с ЧПУ, компоненты VMC, и т. Д.Эти продукты широко известны своей долговечностью, превосходной прочностью, точным дизайном и простотой установки. Кроме того, мы выполняем работы с ЧПУ для клиентов. Под руководством «Mr. Нишант Кера »(менеджер), , мы смогли удовлетворить основные потребности наших клиентов наилучшим образом.
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
| Plouse Precision Manufacturing предоставляет услуги обработки с ЧПУ организациям, расположенным в Сидар-парке, штат Техас, и по всему округу Уильямсон.  Помимо услуг обработки с ЧПУ, мы обеспечиваем фулфилмент и логистику. Если качество, точность и своевременность важны, рассчитывайте на Plouse. Помимо услуг обработки с ЧПУ, мы обеспечиваем фулфилмент и логистику. Если качество, точность и своевременность важны, рассчитывайте на Plouse.Возможности обработки больших объемов с ЧПУ для Сидар-Парк, ТехасРешения для обработки с ЧПУ доступны для Cedar Park | ||
Дополнительные услуги для обработки с ЧПУPlouse Precision Manufacturing предлагает широкий спектр услуг клиентам, расположенным в Сидар-парке, штат Техас.Вот лишь некоторые из них: |

 Эти проверки включают в себя проверку измерений, испытаний и калибров, применяемых к определенным характеристикам.
Эти проверки включают в себя проверку измерений, испытаний и калибров, применяемых к определенным характеристикам. Карьера | ПК Инжиниринг Лтд
Вы ищете новую возможность карьерного роста?Мы всегда ищем квалифицированных и трудолюбивых людей для программирования, настройки и эксплуатации токарных и фрезерных станков с ЧПУ .
Наш идеальный кандидат – опытный ученик с опытом работы не менее пяти лет в области обработки с ЧПУ, полностью знакомый с системами управления Fanuc и Heidenhain.
Наш продолжающийся рост также создает возможности для инженеров, будь то выпускники или стажеры, которые имеют как производственный опыт, так и управленческий потенциал.
Мы предлагаем конкурентоспособные ставки заработной платы, гибкий график работы и технически сложную, но дружелюбную и благоприятную среду.Соборный город Херефорд и его окрестности предлагают отличное качество жизни.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
У нас есть курсы инженерного обучения для молодых людей, которые доступны сразу же.
Это прекрасная возможность обучиться в области машиностроения, используя современные станки с компьютерным управлением, чтобы воплощать идеи в жизнь. Успешные кандидаты получат навыки, которые очень востребованы работодателями, и заложат основу для сложной и полезной карьеры инженера.
Мы будем платить вам 5 фунтов стерлингов в час за работу на нашем заводе в промышленной зоне Ротервас 5 дней в неделю с выпуском в колледж по мере необходимости, первоначально для обучения на уровень 2 NVQ в области инженерии. При условии удовлетворительной работы мы поддержим вас в дальнейшем обучении до Уровня 3, HNC и выше.
Кандидаты должны иметь как минимум 5 экзаменов GCSE на уровне C или выше, включая математику, английский язык и хотя бы одну науку. Успешный кандидат будет обладать сильными математическими навыками, в том числе глубоким пониманием координатной геометрии и способностью визуализировать в трех измерениях.
Пожалуйста, отправьте свое резюме с сопроводительным письмом по адресу [email protected]
Безопасность | Стеклянная дверь
Подождите, пока мы убедимся, что вы настоящий человек. Ваш контент появится в ближайшее время. Если вы продолжаете видеть это сообщение, напишите нам чтобы сообщить нам, что у вас проблемы.
Nous aider à garder Glassdoor sécurisée
Nous avons reçu des activités suspectes venant de quelqu’un utilisant votre réseau internet.Подвеска Veuillez Patient que nous vérifions que vous êtes une vraie personne. Вотре содержание apparaîtra bientôt. Si vous continuez à voir ce message, veuillez envoyer un электронная почта à pour nous informer du désagrément.
Unterstützen Sie uns beim Schutz von Glassdoor
Wir haben einige verdächtige Aktivitäten von Ihnen oder von jemandem, der in ihrem
Интернет-Netzwerk angemeldet ist, festgestellt. Bitte warten Sie, während wir
überprüfen, ob Sie ein Mensch und kein Bot sind. Ihr Inhalt wird в Kürze angezeigt.
Wenn Sie weiterhin diese Meldung erhalten, informieren Sie uns darüber bitte по электронной почте:
.
Ihr Inhalt wird в Kürze angezeigt.
Wenn Sie weiterhin diese Meldung erhalten, informieren Sie uns darüber bitte по электронной почте:
.
Мы вернемся к активным действиям в области Glassdoor с помощью команды IEmand die uw internet netwerk deelt. Een momentje geduld totdat, мы узнали, что u daadwerkelijk een persoon bent. Uw bijdrage zal spoedig te zien zijn. Als u deze melding blijft zien, электронная почта: om ons te laten weten dat uw проблема zich nog steeds voordoet.
Hemos estado detectando actividad sospechosa tuya o de alguien con quien compare tu red de Internet. Эспера mientras verificamos que eres una persona real. Tu contenido se mostrará en breve. Si Continúas recibiendo este mensaje, envía un correo electrónico a para informarnos de que tienes problemas.
Hemos estado percibiendo actividad sospechosa de ti o de alguien con quien compare tu red de Internet. Эспера
mientras verificamos que eres una persona real.Tu contenido se mostrará en breve. Si Continúas recibiendo este
mensaje, envía un correo electrónico a
para hacernos saber que
estás teniendo problemas.
Temos Recebido algumas atividades suspeitas de voiceê ou de alguém que esteja usando a mesma rede. Aguarde enquanto confirmamos que Você é Uma Pessoa de Verdade. Сеу контексто апаресера эм бреве. Caso продолжить Recebendo esta mensagem, envie um email para пункт нет informar sobre o проблема.
Abbiamo notato alcune attività sospette da parte tua o di una persona che condivide la tua rete Internet.Attendi mentre verifichiamo Che sei una persona reale. Il tuo contenuto verrà visualizzato a breve. Secontini visualizzare questo messaggio, invia un’e-mail all’indirizzo per informarci del проблема.
Пожалуйста, включите куки и перезагрузите страницу.
Это автоматический процесс. Ваш браузер в ближайшее время перенаправит вас на запрошенный контент.
Подождите до 5 секунд…
Перенаправление…
Заводское обозначение: CF-102 / 6ba0fb10ec44504f.
| Название | X / Y / Z | Фото |
|---|---|---|
| ВЕРТИКАЛЬНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР OKUMA MB-4000H | 560x560x625 | |
| ВЕРТИКАЛЬНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР DOOSAN DNM 5700 | 1050x570x510 | |
| ВЕРТИКАЛЬНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР DOOSAN VC 630 / 5AX | 650x765x520 | |
| ЦЕНТР ВЕРТИКАЛЬНОЙ ОБРАБОТКИ OKUMA MU-5000V | 800/1050/600 | |
| ВЕРТИКАЛЬНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР DOOSAN DNM 4500 | 800/450/510 | |
| ЦЕНТР ВЕРТИКАЛЬНОЙ ОБРАБОТКИ OKUMA MU-400V II | 762/460/460 | |
| ВЕРТИКАЛЬНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР OKUMA M560R-V | 1050/560/460 | |
| ВЕРТИКАЛЬНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР OKUMA M560R-V | 1050/560/460 | |
| ГОРИЗОНТАЛЬНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР OKUMA MB-4000H | 560/560/625 | |
| ВЕРТИКАЛЬНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР MATSUURA VX-1000 | 1020/610/610 | |
| ГОРИЗОНТАЛЬНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР TOYODA FH500J | 730/730/850 | |
| ВЕРТИКАЛЬНЫЙ ОБРАБОТАТЕЛЬНЫЙ ЦЕНТР HAAS VF-4SS | 1270/508/635 | |
| ВЕРТИКАЛЬНЫЙ ОБРАБОТАТЕЛЬНЫЙ ЦЕНТР HAAS VF-4SS | 1270/508/635 | |
| ВЕРТИКАЛЬНЫЙ ОБРАБОТАТЕЛЬНЫЙ ЦЕНТР HAAS VF-2SS | 762/406/508 | |
| ВЕРТИКАЛЬНЫЙ ОБРАБОТАТЕЛЬНЫЙ ЦЕНТР HAAS VF-2SS | 762/406/508 | |
| ВЕРТИКАЛЬНЫЙ ОБРАБОТАТЕЛЬНЫЙ ЦЕНТР HAAS VF-2SS | 762/406/508 | |
| ВЕРТИКАЛЬНЫЙ ОБРАБОТАТЕЛЬНЫЙ ЦЕНТР HAAS VF-2SS | 762/406/508 | |
| ВЕРТИКАЛЬНЫЙ ОБРАБОТАТЕЛЬНЫЙ ЦЕНТР HAAS VF-2SS | 762/406/508 | |
| ВЕРТИКАЛЬНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР DECKEL MAHO DMC64 | 630/630/500 | |
| УНИВЕРСАЛЬНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР MTE | 1500/800/800 | |
| ФРЕЗЕРНЫЙ СТАНОК UMF RUHLA | ||
| ФРЕЗЕРНЫЙ СТАНОК ALG 200 |
В центре внимания арендаторов: EMH CNC | Скоттоу Энтерпрайз Парк
ЧПУ EMH, производящие красивые и сделанные на заказ изделия, занимают центральное место в конкурсе Tenant Spotlight в этом месяце! Компания EMH CNC, расположенная в парке Scottow Enterprise Park, использует оборудование с ЧПУ (компьютерное числовое управление) для создания уникальных вывесок для коммерческих и внутренних продаж. Владелец бизнеса – Линн Хортон, которая уделяет внимание дизайну, который создает.
Владелец бизнеса – Линн Хортон, которая уделяет внимание дизайну, который создает.
Мы поговорили с Линн, чтобы узнать больше о ЧПУ EMH:
Привет, Линн, спасибо за подписку на нашу последнюю подборку для арендаторов! Не могли бы вы рассказать нам больше о продукции, которую вы производите в EMH CNC? ЧПУEMH может сделать все, что нужно для резки или гравировки, из дерева, акрила или стекла. Мы сделали вывески для дома, такие как вывески для баров, навесов и йоги, а также сделали вывески для предприятий.Я сам разрабатываю продукты в сотрудничестве с нашими клиентами и использую наш станок с ЧПУ для точного нанесения маркировки. Я также начал расширять ассортимент нашей продукции и создавать такие вещи, как тарелки для закусок.
Что делает EMH CNC особенно интересным, так это то, что многие наши продукты являются экологически чистыми, поскольку мы используем вторичную древесину. Если бы дерево не превратилось в новый знак или чашу, оно было бы выброшено или сожжено. Это прекрасная возможность переработать материал, который является таким ценным товаром!
Это прекрасная возможность переработать материал, который является таким ценным товаром!
Я запустил EMH CNC во время пандемии в 2020 году.Как и многим людям, мне пришлось переориентировать свое внимание на другие мои дела из-за ограничений социального дистанцирования. Имея 20-летний опыт работы в качестве медика RAF, в начале 2020 года я запустил Horton Training, который предоставляет обучение по оказанию первой и психологической помощи. Однако, поскольку ограничения нарастали в течение года, мне пришлось перераспределить свое время с проведения обучающих мероприятий на бизнес, более ориентированный на продукты. Когда мой муж приобрел станок с ЧПУ для своего предприятия EMH Joinery, я решила попробовать. Я обнаружил, что мне очень нравится создавать дизайн, и решил превратить это в новый бизнес, EMH CNC.
Как арендатор Scottow Enterprise Park помог вашему бизнесу? Scottow Enterprise Park – отличный актив, и я использовал время во время изоляции, чтобы провести множество вебинаров, предлагаемых Hethel Innovation. Кроме того, сайт дает нам возможность использовать опыт команды Hethel Innovation в дополнение к возможности пообщаться с другими арендаторами, чтобы помочь им, а также получить их советы.
Кроме того, сайт дает нам возможность использовать опыт команды Hethel Innovation в дополнение к возможности пообщаться с другими арендаторами, чтобы помочь им, а также получить их советы.
Следующими шагами для бизнеса являются: а) дальнейшее развитие нашей продукции и б) более широкое распространение наших разработок в Интернете.Свадебная индустрия – это область, в которой я изучаю, создавая вывески и другие предметы для мероприятий, когда они могут снова начаться после ослабления изоляции. Маркетинг наших продуктов в социальных сетях был встречен действительно положительными отзывами, и это здорово, поэтому я также хотел бы начать размещать свои товары на Etsy, а затем и дальше на нашем собственном веб-сайте.
Большое спасибо за то, что поговорили с нами, Линн, и рассказали нам больше о своем бизнесе! Чтобы увидеть ассортимент знаков и других подарков EMH CNC, свяжитесь с нами по телефону 07552216030 или по электронной почте horton717 @ yahoo. com
com Jungental PK 8 CNC Вертикальный токарно-револьверный станок с ЧПУ Подержанные станки
Jungental PK 8 CNC Вертикальный токарно-револьверный станок с ЧПУ Подержанные машины – ExaproЭтот сайт использует файлы cookie. Продолжая просматривать Exapro, вы соглашаетесь использовать файлы cookie на нашем сайте.
Инструмент оценки машин
Откройте для себя Valorexo, первый полностью автоматизированный цифровой инструмент оценки оборудования
Перейти к Valorexo
Об этом продавце
Лучший продавец| Тип клиента | Реселлер |
|---|---|
| Действует с | 2008 |
| Оферты на сайте | 287 |
| Последняя активность | дек. 7, 2021 7, 2021 |
Технические характеристики
| ЧПУ типа | |
|---|---|
| Капитальный ремонт | № |
| ——————- | |
| Отработанное время | |
| Наработка в режиме ожидания | |
| Государство | хорошо |
| По местным нормам | ——— |
| Статус | видимый |
Описание
JUNGENTAL – PK 8 CNC
– не под напряжением, не может быть проверен в рабочем состоянии
– бывшее в употреблении состояние, как показано на фотографиях
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой уточнить детали у продавца
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой уточнить детали у продавца
Как работает Exapro?
Использовать Exapro очень просто, вот как это работает
Вот подборка похожих машин
Copyright 2021 Exapro s.a.r.l., все права защищены. © 2004-2021 – Партнер Neuron Soundware
.