Сварка инвертором для начинающих: основы, видео уроки
В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что сварка инвертором для начинающих – лучшее, что может предложить рынок.
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
Внешний осмотр сварочного инвертора
Вес агрегата напрямую зависит от мощности. В торговой сети представлен большой выбор вариантов от 3 до 7 кг. Для переноса предусмотрена ручка или наплечный ремень. Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
- тумблер для подачи питания;
- ручки для регулирования напряжения и силы тока;
- индикаторы, информирующие о подключении к сети и перегреве силового блока;
- выходы «+» и «-».


Азбука для начинающего сварщика
Разобраться в процессах, которые происходят внутри инвертора во время сварки поможет приведенная ниже схема.
Дуга образуется в момент соприкосновения электрода и свариваемого металла. Образуется высокая температура, которая плавит сердечник электрода и металлическую поверхность заготовки. Расплавленная среда – это так называемая «ванна», которая впоследствии станет швом. Чтобы он получился качественным, на первых порах необходима защита от активного кислорода, содержащегося в воздухе.
С этой задачей справляется обмазка электрода. Она образует пары и поверхностную корочку, препятствующих свободному перемещению молекул кислорода. После завершения сварочного процесса и снижения температуры шва на его поверхности образуется шлак – остатки защитного покрова, созданного обмазкой электрода. После полного остывания его необходимо отбить, используя специальный молоток.
Дуга, которая плавит металлы, должна поддерживаться сварщиком. Суть задачи сводится к тому, чтобы стабильно выдерживать определенное расстояние между свариваемой поверхность и электродом. При этом необходимо вести электродом строго по стыку между двумя заготовками.
Суть задачи сводится к тому, чтобы стабильно выдерживать определенное расстояние между свариваемой поверхность и электродом. При этом необходимо вести электродом строго по стыку между двумя заготовками.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.

Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
- Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
- Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
- Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.

Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте.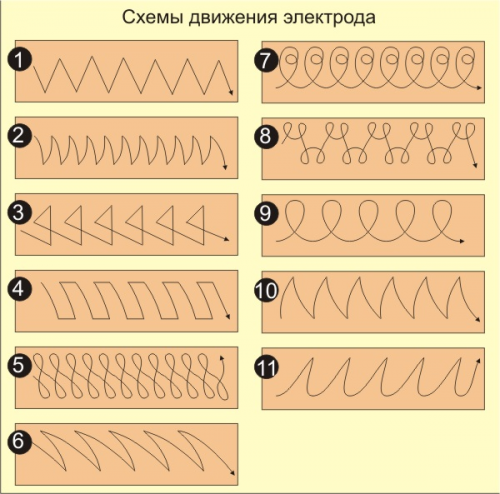 После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Что ещё необходимо иметь
Сварочный аппарат без электродов – совершенно бесполезный агрегат. Электроды – это расходный материал, они тоже бывают разными: плавящимися и неплавящимися, металлическими (из стали, меди и других металлов) и неметаллическими, в виде проволоки или жесткого стержня, с разным защитным покрытием и т.д.
Тем, кто задался вопросом, как правильно варить сваркой электродами, начинать лучше всего со стальных универсальных стержней толщиной 3 мм или 4 мм. Диаметр указан на упаковке, выбрать нужные будет несложно. Освоив работу с ними, можно будет переходить на другие виды, но вряд ли они будут востребованы в быту.
Электроды для инвертора
Помимо расходных материалов для сварки обязательно потребуется маска сварщика. Работать без неё категорически нельзя, иначе можно быстро получить ожог роговицы глаз и много других проблем со зрением. Лучшими считаются маски со стеклом-хамелеоном. Вернее, с автоматическим светофильтром, реагирующим на изменения освещенности и защищающим глаза от вредного излучения.
Работать без неё категорически нельзя, иначе можно быстро получить ожог роговицы глаз и много других проблем со зрением. Лучшими считаются маски со стеклом-хамелеоном. Вернее, с автоматическим светофильтром, реагирующим на изменения освещенности и защищающим глаза от вредного излучения.
Также желательно обзавестись подходящей одеждой, обувью и перчатками, которые не прожигаются искрами и в случае чего смогут защитить от удара током.
Из инструментов понадобится молоток для сбивания окалины со шва, а также всевозможные тиски, зажимы и магнитные уголки, с помощью которых можно фиксировать свариваемые детали в нужном положении.
Минимальный набор для начинающего сварщика
Какие бывают дуговые промежутки?
В любом учебнике по сварочному делу акцентируется внимание на том, что важно поддерживать одинаковый зазор между электродом и рабочей поверхностью. От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
- короткая. Длина составляет примерно 1 мм. В этом случае металл разогревается на небольшое расстояние по ширине и получается выпуклый шов. Возможно образование дефекта «подрез», который снижает прочность соединения;
- длинная (более 3 мм). Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;
- нормальная. Имеет длину 2-3 мм. Хорошее качество соединения и нормальный внешний вид.
 Длина составляет примерно 1 мм. В этом случае металл разогревается на небольшое расстояние по ширине и получается выпуклый шов. Возможно образование дефекта «подрез», который снижает прочность соединения;
Длина составляет примерно 1 мм. В этом случае металл разогревается на небольшое расстояние по ширине и получается выпуклый шов. Возможно образование дефекта «подрез», который снижает прочность соединения;Оптимальный результат будет только после того, когда новичок научится контролировать длину сварочной дуги.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
- полумесяцем;
- по круглой, треугольной спирали;
- зигзагами.
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Формирование сварочного шва
Быстрое перемещение электрода приводит к образованию дефектов. В некоторых случаях помимо поступательного требуется и поперечное движение для получения широкого шва и хорошего прогрева свариваемой поверхности. Поперечное движение не рекомендуется выполнять при ширине шва до 4 мм. Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Изменяя направление во время работы стоит помнить, что сварочная ванна перемещается вслед за теплом. Если недостаточно расплавленного металла электрода (быстрое перемещение), образуется подрез. Чтобы избежать образования канавки, следует внимательно контролировать границы перемещения электрода и делать ванну тоньше. Управлять ее формированием можно при помощи наклона электрода. В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности:
- осмотр инструментария на наличие механических повреждений;
- заземление;
- регулярная проверка соединения заготовки с контактом;
- качественная изоляция кабелей;
- влажность не более 75%;
- использование маски, перчаток и других средств индивидуальной защиты;
- наличие огнетушителя рядом с рабочим местом.

Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
| Дефект | Причина |
| Непровар | Возникает при большой скорости перемещения прутка вдоль шва, либо из-за неправильной калибровки напряжения в цепи. |
| Подрез | Канавка вдоль шва. Возникает из-за слишком большой длины электрической дуги. Для исправления в процессе сварки требуется корректировка силы тока. |
| Прожог | Дырки в свариваемой поверхности на месте шва. |
| Пористость | Когда сквозняк в помещении сдувает газовое облако, защищающее от внешнего воздействия ванну. |
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Прямая и обратная полярность
Плавится металл под воздействие сварочной дуги. Принято различать два варианта выполнения сварочных работ, которые отличаются способом подключения. Прямой подразумевает подсоединение электрода к минусу, а металла – к плюсу. Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
Какой способ лучше применять при сварочных работах? Выбор варианта зависит от толщины соединяемого металла. Тонкие заготовки, как правило, подключаются к минусу, поскольку в этом случае им передается меньше тепла и шансы прожечь заготовку снижаются. Прямой способ подключения больше подходит для сваривания толстых заготовок.
Прямой способ подключения больше подходит для сваривания толстых заготовок.
Выбор силы тока
Сила тока выставляется регулятором на инверторе в зависимости от толщины заготовки. В сочетании со скоростью перемещения электрода сила тока формирует сварной шов. Увеличение ампеража приводит к углублению зоны плавления металла. Это в свою очередь дает возможность быстрее вести электрод. При грамотном выборе двух данных параметров получается аккуратны и, главное, очень прочный шов.
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, A |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная. В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется.
- Газопрессовая. Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении.
- Контактная. Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл.
- Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая. Используется в соединении листовых конструкций, требующих качественных и надежных швов.
- Термитная. Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия.
- Атомно-водная. Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот.
- Газовая. Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
 Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении.
Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении.
Под действием дуги атомно-водородного вида сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом соединяются обратно. В результате такого процесса выделяется большое количество теплоты. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
Сваривание тонких листов металла
Прежде всего следует обратить внимание на полярность подключения, исходя из того, что положительный полю прогревается больше и, следовательно, будет лучше плавиться. То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен. Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.
Любителям и начинающим сварщикам, которые планируют работать с тонким металлом, нужно усвоить несколько простых правил:
- Сваривать поверхность желательно на минимально рекомендуемой силе тока.
- Шов накладывают углом вперед.
- Сварку подключают в обратной полярности.
- Чтобы избежать деформации заготовок, их надо хорошо закрепить перед сваркой.
- Когда возникает потребность поставить прихватки (длина заготовки более 0,5 метра), начинать нужно с середины деталей и двигаться к краям.

Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Несколько советов от профессионалов
Любой начинающий сварщик делает много ошибок. Это нормально для процесса обучения. Но некоторых из них можно избежать, если следовать советам от опытных мастером:
- Во время процесса сварочный шов должен быть виден сварщику. В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
- Первые шаги в освоении профессии следует делать на горизонтальных поверхностях. Расположив детали удобно на столе, новичок сможет быстрее освоить азы профессии. После можно приступать к круговым швам, и только потом можно начинать сваривать в вертикальном положении.
- Начинать следует с листами металла, положенными внахлест. Так легче получить первые навыки и при этом не приварить заготовки к рабочей поверхности стола.
- Угловые соединения непросто выполнить качественно. Возможен слив расплавленного металла на одну из сторон. Чтобы упростить решение задачи, следует расположить заготовки «лодочкой», когда сварной шов находится в самой нижней точке по отношению к поверхностям заготовок.
- Сложнее всего наносить вертикальные швы. Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.
- Полученные дефекты несложно отремонтировать. Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
- Проварить толстый металл будет проще, если с обеих сторон снять фаску. Еще один прием – расположить поверхность на небольшом расстоянии одна от другой (примерно, 0,5 мм).
 Расположив детали удобно на столе, новичок сможет быстрее освоить азы профессии. После можно приступать к круговым швам, и только потом можно начинать сваривать в вертикальном положении.
Расположив детали удобно на столе, новичок сможет быстрее освоить азы профессии. После можно приступать к круговым швам, и только потом можно начинать сваривать в вертикальном положении.
Виды сварных швов
Соединительные сварные швы подразделяются по расположению, прочности, технологии, конструктивным особенностям. Виды расположения швов:
- Нижний. Самый простой и удобный, благодаря силе тяжести металл заполняет промежуток между деталями. Это самый прочный и экономичный шов.
- Горизонтальный. Заготовки расположены перпендикулярно электроду и шов идет по горизонтали. Часть металла уходит из сварочной зоны и электрод расходуется быстрее.
- Вертикальный. В этом случае заготовки расположены также перпендикулярно электроду, но формирование шва идет по вертикали. Расплавленный металл стремится вниз, расход электрода значителен.
- Наклонный. Движение руки сварщика происходит по наклонной. Применяется для угловых и тавровых соединений.
- Потолочный шов расположен над мастером.
Разделение по конструктивному признаку:
- Встык. Стыковое соединение довольно прочное и экономичное, оно не искажает поверхность соединения. Это универсальное соединение.
- Внахлест сваривают детали, когда не хватает пространства для стыкового шва. Толщина заготовок не должна быть более 8-10 мм.
- Угловой шов рекомендуется обваривать с обеих сторон, заготовки при этом располагаются под углом друг к другу. Этот шов непрост в исполнении из-за увеличения зоны термического влияния и большого расхода электрода.
- Тавровый шов представляет собой угловой шов, где плоскости деталей привариваются перпендикулярно. Шов формируется с двух сторон, он довольно сложен.
- Шов под электрозаклепки используется, когда нет необходимости в герметичном шве, он самый экономичный и незаметный.
 Это универсальное соединение.
Это универсальное соединение.Сварку можно вести как в один слой, так и в несколько слоев для толстых заготовок.
уроки для чайников, основы и правила работы для начинающих
Практически на любом дачном участке или в гараже периодически требуется скрепить намертво какие-либо железные детали или запчасти. Лучше всего для подобных работ использовать сварку. Однако иметь мощный сварочный аппарат удовольствие довольно дорогое, да и не всякая дачная или гаражная электрическая сеть сможет выдержать напряжение от сварки подобным аппаратом. Профессиональные сварочные аппараты также требуют определенных знаний, навыков и умений, которые трудно освоить самостоятельно. Поэтому мастера советуют использовать сварку инвертором для начинающих.
Однако иметь мощный сварочный аппарат удовольствие довольно дорогое, да и не всякая дачная или гаражная электрическая сеть сможет выдержать напряжение от сварки подобным аппаратом. Профессиональные сварочные аппараты также требуют определенных знаний, навыков и умений, которые трудно освоить самостоятельно. Поэтому мастера советуют использовать сварку инвертором для начинающих.
Руководство для чайников
Сварочный инвертор — это аппарат, преобразующий переменный ток электросети напряжением 220 (есть аппараты для 380) вольт в колебания высокой частоты, а затем в постоянный ток. Этот аппарат имеет несомненные плюсы перед обычным сварочным аппаратом:
- коэффициент полезного действия достаточно высок и составляет около 0,85—0,9;
- экономит электроэнергию;
- способен работать в сети меньшего напряжения (при падении напряжения до 180—190 вольт), что очень актуально для сельской местности и дачных участков, где падение напряжения — нередкий случай;
- по мнению профессионалов, «держать» дугу инвертора намного легче, чем у мощного сварочного аппарата;
- по сравнению с громоздким сварочным аппаратом, инвертор практически «ручной» и может легко переноситься даже одним человеком.

Как выглядит инвертор
В основном все инверторы выглядят примерно одинаково: небольшой металлический аппарат с передней и задней панелями. На передней панели находятся контакты с обозначением «плюс» и «минус», к которым подсоединяются рабочие провода, рукоятки управления напряжением и рабочим током, кнопка или тумблер питания. Задняя панель, как правило, оснащена только разъемом кабеля электропитания. Один рабочий провод оканчивается держателем электрода, второй же специальным зажимом, цепляющимся за одну из свариваемых деталей.
Что касается проводов, то на них необходимо обратить особое внимание при выборе и покупке аппарата, ведь от их длины и гибкости зависит комфортность работы, жесткие и короткие провода не позволяют сделать аккуратный ровный шов.
Многие инверторные аппараты оснащены ремнем для переноски, которым также удобно пользоваться при работе «на весу».
 youtube.com/embed/km9_7RINGfc” allowfullscreen=”allowfullscreen”/>
youtube.com/embed/km9_7RINGfc” allowfullscreen=”allowfullscreen”/>Уроки сварки для начинающих
Можно изучить самоучитель сварщика, видеоурок и мастер-класс, пытаясь постигнуть искусство сварки в полной мере, однако чтобы научиться, сварщику достаточно понимать физику дуговой электросварки. За счет температуры электрической дуги, возникающей между электродом и деталью, металл расплавляется, а при остывании намертво схватывается, образуя шов.
Электрическая дуга возникает между противоположными полюсами, одним из которых является электрод, вторым металл, при этом электроны движутся от минуса к плюсу, передавая свою энергию. Соответственно, металл, на который подается «плюс» нагревается намного сильнее. Если металл тонкий, от плюса он может оплавиться насквозь, поэтому провод с держателем электрода присоединяем к положительному контакту. Если же свариваемый металл толстый, то для его прогревания необходимо провод с зажимом «плюсовать».
Это правило обязательно для новичков, его соблюдение дает возможность спокойно практиковаться и даже совершать небольшие ошибки в удержании электрической дуги, которые не будут критичны. Мастера сварочного дела могут и не соблюдать этой техники, поскольку набитая рука и опыт позволяют «на глазок» определить сколько секунд держать дугу и с какой скоростью класть шов для получения нужного результата, чего нельзя постичь из видеоурка.
Мастера сварочного дела могут и не соблюдать этой техники, поскольку набитая рука и опыт позволяют «на глазок» определить сколько секунд держать дугу и с какой скоростью класть шов для получения нужного результата, чего нельзя постичь из видеоурка.
Как класть шов
Самым сложным в сварке является процесс правильного удержания и ведения электрода, особенно если между свариваемыми деталями какое-то расстояние. Для новичка также достаточно сложно будет поддержание одинаковой длины дуги, обеспечивающей не только надежное сваривание металлов, но и красоту шва.
Разжигание электрода
Разжигание электрода — это процедура, которую необходимо проводить перед началом сварки, а также после непродолжительного перерыва. Она необходима для того, чтобы прогреть электрод и привести его к рабочей температуре. Разжигание делается двумя способами:
Разжигание делается двумя способами:
- постукиванием электрода о металлическую поверхность;
- чирканьем о свариваемые детали.
И тот и другой способ хороши, единственное, желательно разжигать электрод в зоне сварки, чтобы не оставлять следов на поверхности.
Длина дуги
Оптимальная величина дуги составляет 2—3 миллиметра, при этом получается ровный красивый невыпуклый шов, обеспечивающий максимальное схватывание металлических деталей. Если удерживать дугу меньшей длины, то металл недостаточно прогреется, а шов получится выпуклым и ненадежным. Дуга длиной более 3 миллиметров достаточно сложна в удержании, а также не обеспечивается надежная изоляция места сварки от кислорода в атмосфере (чему служит смазка электрода). Кроме того, дуга может «прыгать» и шов получается неровным.
Удержание электрода
Электрод можно удерживать под прямым углом, «углом вперед» или «углом назад», в зависимости от удобства, положения свариваемых деталей, возможности подлезть с электродом в труднодоступные места. При этом важно, чтобы положение электрода было не менее 30 градусов от свариваемой поверхности, иначе шов будет «приподниматься». Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий.
Ведение электрода
Если детали примкнуты вплотную, то шов можно просто класть вдоль стыка. Но если между свариваемыми частями небольшой зазор, то необходимо выписывать электродом узор, похожий на ход нитки при сшивании тканей, прогревая детали попеременно, но так, чтобы они не остыли. Движения могут различаться, быть зигзагообразными, круговыми, дугообразными, главное, чтобы они были равномерными и плавными. Сложные сварочные швы для начинающих класть довольно проблематично, поэтому лучше сначала попрактиковаться на ненужных кусках металла, а затем переходить к «чистовой» сварке.
Общие рекомендации
При сварке необходимо обязательно нужно пользоваться защитной маской, пренебрежение этим правилом может привести к ожогу сетчатки и даже потере зрения. А также необходимо использовать защитную одежду, сделанную из прочной плотной толстой ткани, чтобы окалина не смогла ее прожечь.
Свариваемые детали в месте контакта с зажимом должны быть очищены от краски и ржавчины, чтобы ничто не препятствовало движению электрического тока.
Рабочее место, где происходит сварка, должно быть расчищено от легковоспламеняемых предметов. Если нужно работать инвертором в каком-либо помещении, откуда нельзя убрать все предметы, то их нужно укрыть, чтобы не прожечь окалиной.
Для тонких электродов правильно использовать меньший ток, для электродов большего диаметра ток увеличивается.
Чем тоньше металл, тем меньший диаметр электрода необходимо использовать и наоборот.
- Автор: admin
- Распечатать
Оцените статью:
(24 голоса, среднее: 4.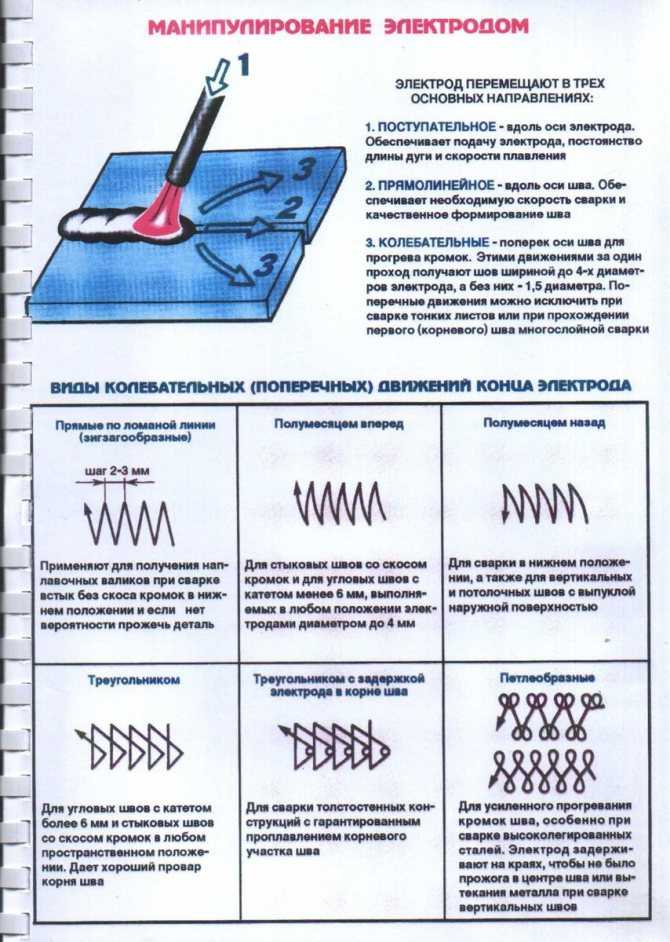 3 из 5)
3 из 5)
Поделитесь с друзьями!
Наши лучшие 4 урока для начинающего сварщика
Как и в любой профессии, молодые ученики должны усердно работать, чтобы освоить навыки и базовые знания, необходимые для того, чтобы стать профессионалом в области сварки.
За годы работы с более чем 130 учебными заведениями и преподавателями мы узнали от некоторых из лучших инструкторов по сварке самые важные уроки сварки, которые должен усвоить любой молодой сварщик. Ниже приведены некоторые из наших главных советов для начинающих сварщиков, которым многие педагоги и инструкторы стремятся научить своих учеников, делая это с помощью технологии Xiris.
1. Безопасность превыше всего
Сварка сопряжена с многочисленными опасностями, поэтому очень важно, чтобы учащиеся понимали и применяли передовые методы обеспечения безопасности во время сварочных работ. Инструкторы должны следить за тем, чтобы учащиеся активно защищали себя, надев надлежащие средства индивидуальной защиты, такие как огнестойкие перчатки, сварочный шлем с подходящей защитой для глаз, сварочную куртку с длинным рукавом и многое другое. Инструкторы также должны всегда следить за тем, чтобы у учащихся была надлежащая вентиляция, и избегать вдыхания сварочного дыма.
Инструкторы также должны всегда следить за тем, чтобы у учащихся была надлежащая вентиляция, и избегать вдыхания сварочного дыма.
2. Комфортное проживание
Важно снизить риск получения травм за счет учета эргономики и обеспечения комфорта учащихся. Студенты часто могут стать жертвами опасностей, возникающих из-за неудобного положения тела или запястий, подъема тяжелого оборудования, удержания статической позы в течение длительного периода времени, повторяющихся движений и многого другого. Преподаватели и учащиеся всегда должны стараться улучшить эргономику сварочного класса, чтобы учащимся было как можно прохладнее и комфортнее. Инструктор может следить за учеником, чтобы убедиться, что он удобно держит пистолет или фонарик или что его руки поддерживаются, сохраняя при этом правильную форму, либо напрямую, либо через камеру.
3. Обучение поиску и устранению неполадок
В то время как инструкторы должны предоставить учащимся достаточные настройки сварки, учащиеся также должны научиться самостоятельно устранять неполадки в процессе сварки и корректировать разрывы. Учащиеся должны уметь выявлять возникающие проблемы со сваркой и быстро их устранять до того, как они станут серьезной проблемой качества. Такие параметры, как количество защитного газа, настройки мощности сварки, скорость подачи проволоки, положение горелки, скорость сварки, необходимо изменять и корректировать при выявлении проблем.
Учащиеся должны уметь выявлять возникающие проблемы со сваркой и быстро их устранять до того, как они станут серьезной проблемой качества. Такие параметры, как количество защитного газа, настройки мощности сварки, скорость подачи проволоки, положение горелки, скорость сварки, необходимо изменять и корректировать при выявлении проблем.
4. Практика ведет к совершенству
Хотя это и очевидно, тем не менее важно, чтобы учащиеся много практиковались. Они должны проводить значительное количество времени, практикуясь в укладке сварочных валиков, концентрируясь на форме и консистенции сварочной ванны и валика. Затем, как только они получат хорошую сварку одной рукой, учащиеся должны поменять направление и поменять руки. Чем больше практики, тем больше обратной связи, и студенты будут продолжать учиться и совершенствовать свои навыки.
Для инструкторов легче сказать, чем сделать, чтобы учащиеся поняли и применяли эти советы.
Одной из самых больших проблем является постоянное наблюдение и предоставление обратной связи всем ученикам.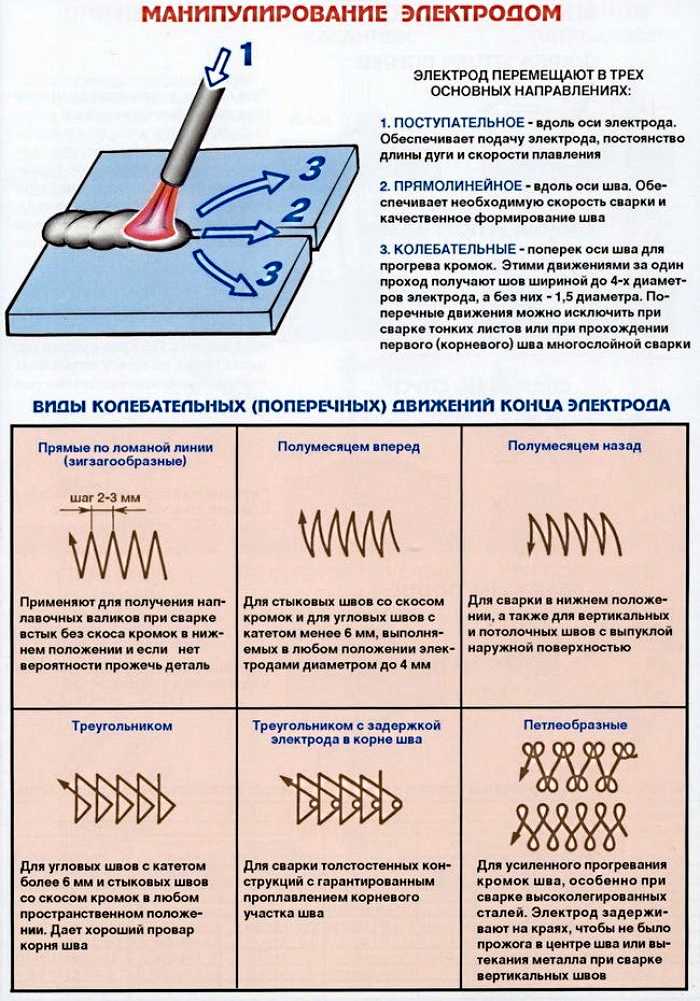 Однако, как знают инструкторы и преподаватели, с которыми мы работали, внедрение технологий в классе, таких как сварочные камеры Xiris, может помочь инструкторам в руководстве и обучении своих учеников.
Однако, как знают инструкторы и преподаватели, с которыми мы работали, внедрение технологий в классе, таких как сварочные камеры Xiris, может помочь инструкторам в руководстве и обучении своих учеников.
Некоторые из технологий, которые мы предлагаем в Xiris, включают недавно выпущенную камеру CellView. Камера CellView позволяет инструкторам видеть всю сварочную ячейку ученика, чтобы получить общее представление о том, как ученик работает и совершенствуется. При использовании в сочетании с Xiris RTSP преподаватели могут вести прямую трансляцию и отслеживать прогресс нескольких студентов из одного централизованного места, а затем оставлять отзывы.
Камера CellView может быть важным инструментом, помогающим инструкторам демонстрировать эти передовые методы учащимся, позволяя им записывать демонстрационные видеоролики о сварке. Широкоугольный обзор камеры позволяет видеть всю сварочную камеру, а записанное видео может отображаться рядом с крупным видео полученного сварного шва и его деталей на одном экране.
Сварка, как и большинство современных отраслей, выигрывает от технологических достижений. Технология Xiris в сварочном классе может не только помочь инструкторам предоставить более содержательные и эффективные инструкции для своих учеников, но также может привлечь и привлечь в отрасль больше молодых сварщиков. Узнавая об этом в классе, учащиеся могут ознакомиться с технологией камеры, такой как камера CellView, которую они продолжат использовать, когда войдут в отрасль.
Если вы хотите узнать больше о камере Xiris CellView, вы можете загрузить техническое описание или запросить встречу с нашим экспертом по образованию, чтобы обсудить решение для вашей конкретной установки.
Будьте в курсе, следите за нами в социальных сетях или подписывайтесь на блог!
Курсы сварки для начинающих – Академия сварки
Ремесленные и вводные курсы по сварке
Хотите начать новую карьеру в области сварки? Или просто интересуетесь ремеслом? У нас есть широкий выбор курсов для начинающих, которые помогут вам научиться сварке легко и уверенно.
Если вы не знаете, какой курс пройти, просто свяжитесь с нами через нашу контактную страницу или позвоните нам, чтобы обсудить, как мы можем вам помочь.
Не уверен в различных процессах сварки, прокрутите вниз для получения дополнительной информации.
5/5
4,3/5 звезд на Google Reviews .0003
5 звезд на Facebook Отзывы
Основные сварочные процессы
Сварка определяется как операция, при которой две или более деталей (металлических или пластиковых) соединяются вместе, обычно нагреванием, таким образом, что между этими частями образуется сплошная полоса. Континуум. Многие материалы, такие как металлы и пластмассы, могут быть сварены, хотя некоторые из них требуют использования определенных процессов и методов.
Процесс сварки относится к типу оборудования, которое вы используете для сварки. В The Welding Academy мы обучаем четырем основным процессам: ручная дуговая сварка металлическим электродом (MMA), металлическая дуговая сварка в среде инертного/активного газа (MIG/MAG), дуговая сварка с флюсовой проволокой (FCAW) и сварка вольфрамовым электродом в среде инертного газа (TIG). все они называются процессами плавления или дуговой сварки. Их называют разными именами в зависимости от отрасли, сленга или страны, в которой вы работаете. Некоторые распространенные имена описаны ниже:
все они называются процессами плавления или дуговой сварки. Их называют разными именами в зависимости от отрасли, сленга или страны, в которой вы работаете. Некоторые распространенные имена описаны ниже:
- MMA – сварка электродуговой дугой, SMAW (дуговая сварка в среде защитного газа)
- MIG/MAG – сплошная проволока, GMAW (дуговая сварка металлическим электродом)
- TIG – GTAW (дуговая сварка вольфрамовым электродом)
- FCAW – порошковая проволока Дуговая сварка
Процесс сварки MIG/MAG
Процесс сварки MIG/MAG является универсальным и подходит для тонколистового и толстолистового металла, включая мягкую сталь, алюминий и нержавеющую сталь. Присадочная проволока расходных материалов является электродом для этого процесса и образует дугу между сварочной горелкой и основным металлом, подлежащим сварке.
В чем разница между сваркой MIG и MAG?
Дуга расплавляет основной материал, образуя сварочную ванну из основного металла и присадочной проволоки, которая образует континуум или сварное соединение. Через сопло сварочной горелки MIG/MAG газ подается таким образом, что он окружает сварочную ванну, защищая сварной шов от окисления. Этот газ, который защищает сварной шов, называется защитным газом. Для низкоуглеродистой стали присадочная проволока является твердой, отсюда и название сплошная проволока, а газ представляет собой смесь аргона и диоксида углерода, которая содержит компонент, который помогает процессу сварки, поэтому для сварки стали это процесс MAG, поскольку газ активно участвует в процессе. (металлический активный газ). Для алюминия защитным газом является только аргон, и он предназначен только для защиты, поэтому это процесс MIG, и газ инертен по отношению к процессу Metal Inert Gas.
Через сопло сварочной горелки MIG/MAG газ подается таким образом, что он окружает сварочную ванну, защищая сварной шов от окисления. Этот газ, который защищает сварной шов, называется защитным газом. Для низкоуглеродистой стали присадочная проволока является твердой, отсюда и название сплошная проволока, а газ представляет собой смесь аргона и диоксида углерода, которая содержит компонент, который помогает процессу сварки, поэтому для сварки стали это процесс MAG, поскольку газ активно участвует в процессе. (металлический активный газ). Для алюминия защитным газом является только аргон, и он предназначен только для защиты, поэтому это процесс MIG, и газ инертен по отношению к процессу Metal Inert Gas.
Процесс сварки ММА
Сварка ММА является наиболее универсальным из сварочных процессов и подходит для сварки низкоуглеродистой и нержавеющей стали различных толщин. Расходным материалом в этом процессе является электрод, который имеет сердечник с флюсовым покрытием. Электрод находится в электрододержателе, удерживаемом оператором, дуга образуется путем удара электрода по металлической пластине, металлической пластине и расплаву электрода с образованием сварочной ванны. Сварочная ванна защищена газом, образующимся при плавлении флюса, чтобы защитить начальную сварочную ванну, а затем образование шлака над остывающим сварным швом. Шлак счищается, когда он остынет, чтобы обнажить валик сварного шва.
Электрод находится в электрододержателе, удерживаемом оператором, дуга образуется путем удара электрода по металлической пластине, металлической пластине и расплаву электрода с образованием сварочной ванны. Сварочная ванна защищена газом, образующимся при плавлении флюса, чтобы защитить начальную сварочную ванну, а затем образование шлака над остывающим сварным швом. Шлак счищается, когда он остынет, чтобы обнажить валик сварного шва.
Процесс сварки ВИГ
Процесс сварки ВИГ представляет собой универсальный процесс сварки листов, пластин и труб из металлов, включая мягкую сталь, алюминий и нержавеющую сталь. Дуга и, следовательно, тепло находятся между вольфрамом и основным металлом. Вольфрам не является расходным материалом, хотя вы будете использовать некоторые из них во время обучения сварке, так как они должны быть острыми во время сварки. Аргон высвобождается из сварочной горелки, образуя защитный слой из инертного газа вокруг электрода и зоны сварки для предотвращения окисления.
Существует три способа зажигания дуги с нуля, которая начинается с царапания вольфрама по металлической пластине. Подъемная дуга, которая также основана на прикосновении электрода к металлу, когда электрод вынимается из заготовки и зажигается дуга. Наиболее распространенным методом зажигания дуги является использование высокочастотной (ВЧ) искры. высокого напряжения, но очень низкого тока, ВЧ создает искру между электродом и заготовкой, которая инициирует сварочную дугу и образование плазмы.
Однодневный курс сварки MIG или TIG
Вводный курс MIG/MAG и TIG для начинающих.
Щелкните здесь
Курсы изготовления, изготовления и ремесел
Изготовьте ворота, стол или скульптуру по нашей программе изготовления и ремесел.
Щелкните здесь
Вводные курсы C&G
Хотите сделать первый шаг к формальному курсу City and Guilds?
Щелкните здесь
Сварочное оборудование и комплекты
Полный ассортимент сварочного оборудования и наборов для проверки ваших навыков.