|
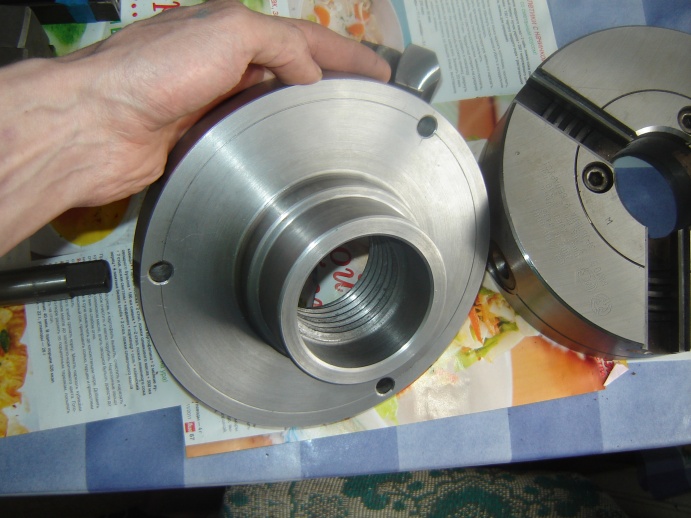
Установка заготовки Категория: Токарное дело Установка заготовки Установка в патроне. Патрон, в котором крепят заготовку, закрепляют на шпинделе с помощью фланца или резьбовой втулки. Перед установкой патрона протирают посадочные конусные отверстия шпинделя ветошью, намотанной на медный стержень. Протерев посадочный конус, вставляют в отверстие шпинделя оправку, а в патрон зажимают направляющую втулку. Для крепления натрона необходимо совместить отверстие кольца с четырьмя отверстиями шпинделя, надеть патрон на оправку, двигая его по стрелке до плотного прилегания к посадочному отверстию. Четыре шпильки планшайбы, прошедшие через четыре отверстия шпинделя, закрепить. Поддерживая патрон правой рукой, левой рукой повернуть кольцо против часовой стрелки так, чтобы проточки шпилек вошли в прорези отверстий во фланце, и в перекрестном порядке завернуть гайки. Перед установкой патрона с резьбовым креплением на шпиндель необходимо на шпинделе протереть резьбу. Затем вставить в отверстие шпинделя оправку, а в патроне зажать направляющую втулку. При установке патрона диаметром более 320 мм надо взять его двумя руками, поставить на деревянную подставку, надеть на оправку и, перемещая по оправке к шпинделю, навернуть на шпиндель. Затем вставить ключ в гнездо патрона и повернуть его резким движением от себя до отказа. После установки патрона на шпиндель снять оправку и втулку. Перед установкой заготовки в патроне развести кулачки патрона ключом, вращая его против часовой стрелки, на размер, несколько больший даиметра заготовки. Вставить правой рукой заготовку в патрон, левой рукой, вращая ключ по часовой стрелке, зажать заготовку кулачками патрона. Включить шпиндель и проверить правильность „установки заготовки. При соприкосновении мела с торцом и цилиндрической поверхностью вращающейся заготовки на ней должны образовываться сплошные линии. Рис. 159. Крепление резцов в резцедержателе Рис. 160. Схема проверни совпадения вершины резца с осью центра станка Рис. 161. Центровые отверстия Рис. 162. Дефекты при центровании заготовок Установка заготовки в центрах. Перед установкой центров и поводкового патрона на станке необходимо ветошью протереть конические отверстия в шпинделе и пиноли задней бабки, хомутик, поводковый патрон и центры (рис. 166, а). Вставить в отверстие шпинделя центр (рис. 166,6), включить шпиндель и проверить биение центра индикатором (рис. 166, в). Если центр имеет биение, то его следует переустановить или проточить, повернув верхний суппорт под углом 60° (рис. 166, г). Для установки центра в пиноль задней бабки пи-ноль надо выдвинуть на 60—80 мм (рис. 166,(5) и левой рукой вставить центр в отверстие пиноли. Для проверки правильности установки центра правой рукой, повернув ручку крепления задней бабки на себя, переместить ее. Установка заготовки в оправках. Оправки на токарном станке устанавливают в шпиндель или в центры. Затем, держа оправку левой рукой, правой взять заготовку и установить ее на оправку. Взять оправку левой рукой (рис. 168, а) и установить ее в передний центр. Правой рукой совместить центры оправки и задней бабки. Закрепить заднюю бабку правой рукой, поворачивая рукоятку от себя (рис. 168,6). Поворачивая левой рукой оправку, правой переместить пиноль до устранения зазора между центрами (рис. 168, в). После этого закрепить пиноль задней бабки (рис. 168, г). Установка заготовки в четырех-кулачковом патроне. Несимметричные заготовки часто закрепляют в четырехкулачковом патроне. Перед установкой патрона на станок необходимо протереть резьбу и отверстия шпинделя и патрона ветошью (рис. 169, а). Рис.164. Установка патрона с резьбовым креплением на шпинделе Рис.165. Установка заготовни в патроне Установка заготовки на планшайбе. На рис. 170, в показана установка шатуна на планшайбе и его крепление. Установить шатун на планшайбе, зажав его двумя прижимными планками с подкладками. Установить и закрепить три кулачка с регулировочными болтами. Установить противовес. Проверить индикатором правильность установки. Иногда приходится обрабатывать заготовки, форма которых не позволяет установить их на планшайбе. В этих случаях используют угольник. На рис. 170,г показана установка патрубка на угольнике. На планшайбе угольник закрепляют болтами, установленными в прорезях планшайбы. Рис.166. Установив заготовон в центрах На рис. 170, е—о показаны способы крепления сборных несимметричных деталей на планшайбе с применением угольника, прижимных планок, упорных стоек и болтов. На рис. 170, е—к показана последовательность установки, крепления и контроля корпуса подшипника: закрепить угольник на планшайбе (рис. 170, е), предварительно закрепив корпус подшипника прижимными планками (рис. 170, яе), проверить рейсмусом правильность установки (рис. 170,з), проверить правильность установки детали (рис. 170, и), окончательно закрепить деталь на угольнике (рис. 170, к). На рис. 170, л—о показана последовательная установка и крепление на планшайбе детали типа плиты с уступами. Закрепить плиту на планшайбе с помощью прижимных планок, упорных стоек и болтов (рис. Установка заготовки в люнете. Перед установкой заготовки в люнет необходимо проточить шейку под кулачки люнета (рис. 171, а). Протереть ветошью посадочные места люнета (рис. 171, б). Кулачки 1 винтами 2 развести на размер, равный диаметру проточенной шейки заготовки и откинуть крышку. Установить корпус люнета (рис. 171, в) на станину против шейки А заготовки и закрепить люнет планкой и гайкой. При обтачивании длинных заготовок применяют подвижные люнеты, имеющие только два кулачка (рис. 171,d). В этом случае люнет устанавливают и закрепляют на поперечном суппорте станка. Установка подвижного люнета и обработка вала с помощью люнета показана на рис. 171, г. Обработку длинных тонких деталей иногда производят с использованием люнетных втулок, установленных в кронштейнах и закрепляемых в резцедержателе. При обработке нежестких длинных заготовок перед проходным резцом устанавливают планку с втулкой, закрепленной в резцедержателе (рис. Крепление эксцентриковых заготовок. Заготовку устанавливают в самоцентрирующем патроне (рис. 173), закрепленном на поворотном диске, по окружности которого нанесено 360 делений. Установка требуемого эксцентриситета осуществляется винтом по нониусу линейки. Точность эксцентриситета настраивают лимбом. Зазор между направляющими и фланцем устанавливают клином. В рабочем положении фланец крепят винтом. При обработке нескольких эксцентрических поверхностей, равноудаленных от центра заготовки, используют поворотный диск. Рис. 167. Установна заготовон в оправках Рис. 168. Установивоправнисзаготовнойв центрах Рис. 169. Установка заготовнив четырехнупачновом патроне На рис. 174 показана установка коленчатого вала на токарном станке. Сначала устанавливают вал с отверстиями, расположенными на оси А—А, и обтачивают шейки. После этого на этих шейках закрепляют фланцы с центровыми отверстиями, расположенными по оси Б—Б и совпадающими с осями шатунных шеек. Реклама:Читать далее:Центрование заготовок
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |


 к передней бабке; линейкой проверить совпадение центров (рис. 166, е). Если центры не совпадают, сместить корпус задней бабки до совмещения (рис. 166, ж) и отвести заднюю бабку в исходное положение. Закрепить поводковый патрон на шпинделе аналогично креплению трехкулачкового патрона. Взять заготовку в левую руку, правой рукой установить на ней хомутик и закрепить его ключом (рис. 166, з). При работе с невраща-ющимся центром смазать центровое отверстие, обращенное к заднему центру. Установить левой рукой заготовку в передний центр (рис. 166, и), а правой рукой переместить заднюю бабку до соприкосновения заднего центра с центровым отверстием заготовки. Затем закрепить заднюю бабку рычагом. Вращая правой рукой маховик задней бабки, левой рукой слегка повернуть заготовку. Закрепить пиноль в том положении, при котором заготовка свободно поворачивается в центрах, но не имеет продольного перемещения (рис. 166, к).
к передней бабке; линейкой проверить совпадение центров (рис. 166, е). Если центры не совпадают, сместить корпус задней бабки до совмещения (рис. 166, ж) и отвести заднюю бабку в исходное положение. Закрепить поводковый патрон на шпинделе аналогично креплению трехкулачкового патрона. Взять заготовку в левую руку, правой рукой установить на ней хомутик и закрепить его ключом (рис. 166, з). При работе с невраща-ющимся центром смазать центровое отверстие, обращенное к заднему центру. Установить левой рукой заготовку в передний центр (рис. 166, и), а правой рукой переместить заднюю бабку до соприкосновения заднего центра с центровым отверстием заготовки. Затем закрепить заднюю бабку рычагом. Вращая правой рукой маховик задней бабки, левой рукой слегка повернуть заготовку. Закрепить пиноль в том положении, при котором заготовка свободно поворачивается в центрах, но не имеет продольного перемещения (рис. 166, к).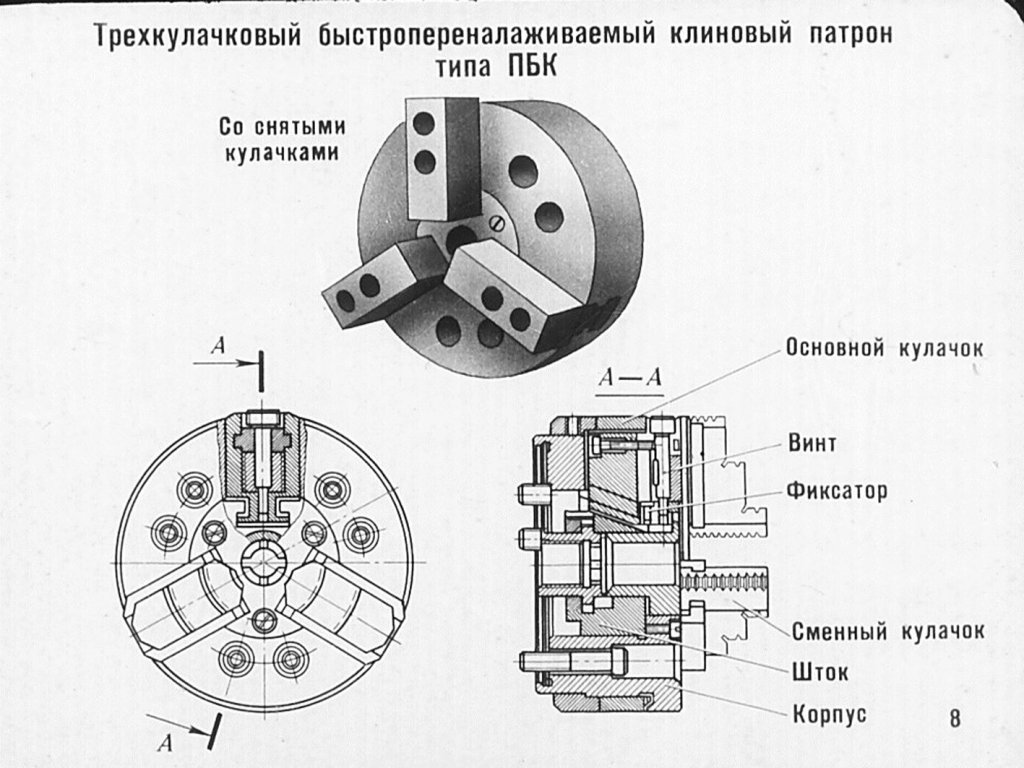 Перед установкой необходимо ветошью протереть отверстия шпинделя и оправки (рис. 167, а). Правой рукой взять оправку и вставить ее в отверстие шпинделя. Установить на станине индикатор и проверить биение оправки (рис. 167,6). Установить заготовку на оправку и закрепить ее гайкой (рис. 167,в).
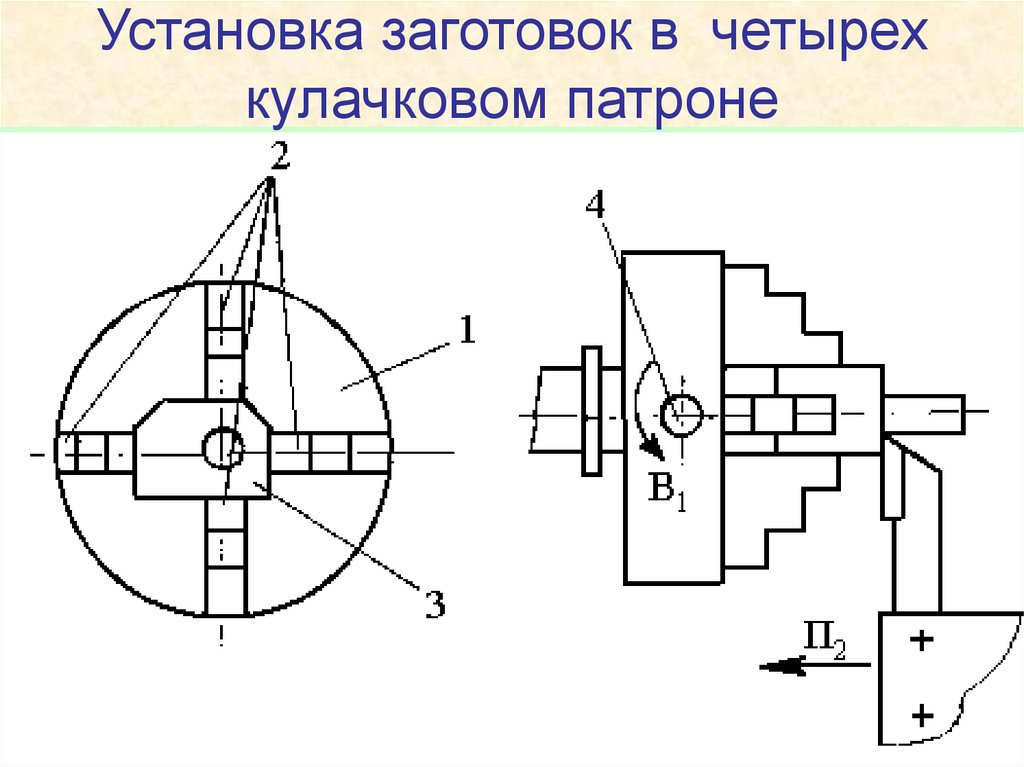
Перед установкой необходимо ветошью протереть отверстия шпинделя и оправки (рис. 167, а). Правой рукой взять оправку и вставить ее в отверстие шпинделя. Установить на станине индикатор и проверить биение оправки (рис. 167,6). Установить заготовку на оправку и закрепить ее гайкой (рис. 167,в). Вставляя ключ в гнездо патрона (рис. 169,6), развести кулачки 1—4 на размер заготовки. Взять заготовку правой рукой, вставить ее в патрон и несильно закрепить. Установить на станине стойку с индикатором или рейсмус (рис. 169, в). Заготовку центрируют, поочередно ослабляя один кулачок и подтягивая противоположный (рис. 169, г). После центрирования заготовки в одном сечении переходят к центрированию заготовки, закрепленной другой парой кулачков. После достижения требуемой точности установки кулачки поочередно повторно зажимают. При обработке однотипных заготовок (рис. 169, 6) после обработки одной заготовки ее разжимают, поворачивая кулачки 1 и 2 на величину зазора а1 и а2. Следующую заготовку зажимают теми же кулачками, не трогая два других кулачка 3 и 4. При креплении заготовки больших размеров кулачки из патрона вынимают и устанавливают внутренней стороной (рис. 169, е).
Вставляя ключ в гнездо патрона (рис. 169,6), развести кулачки 1—4 на размер заготовки. Взять заготовку правой рукой, вставить ее в патрон и несильно закрепить. Установить на станине стойку с индикатором или рейсмус (рис. 169, в). Заготовку центрируют, поочередно ослабляя один кулачок и подтягивая противоположный (рис. 169, г). После центрирования заготовки в одном сечении переходят к центрированию заготовки, закрепленной другой парой кулачков. После достижения требуемой точности установки кулачки поочередно повторно зажимают. При обработке однотипных заготовок (рис. 169, 6) после обработки одной заготовки ее разжимают, поворачивая кулачки 1 и 2 на величину зазора а1 и а2. Следующую заготовку зажимают теми же кулачками, не трогая два других кулачка 3 и 4. При креплении заготовки больших размеров кулачки из патрона вынимают и устанавливают внутренней стороной (рис. 169, е). Перед установкой планшайбы на станок необходимо протереть резьбу и коническое отверстие шпинделя, посадочные поверхности планшайбы, оправки и подготовить груз (противовес), опорные подкладки, прижимные планки, установочные угольники, болты, шайбы с гайками (рис. 170, а). Вставить оправку в шпиндель (рис. 170,6). Положить на станину деревянную подставку. Взять двумя руками планшайбу и навернуть ее на шпиндель. Вынуть оправку из шпинделя и снять со станка деревянную подставку.
Перед установкой планшайбы на станок необходимо протереть резьбу и коническое отверстие шпинделя, посадочные поверхности планшайбы, оправки и подготовить груз (противовес), опорные подкладки, прижимные планки, установочные угольники, болты, шайбы с гайками (рис. 170, а). Вставить оправку в шпиндель (рис. 170,6). Положить на станину деревянную подставку. Взять двумя руками планшайбу и навернуть ее на шпиндель. Вынуть оправку из шпинделя и снять со станка деревянную подставку.

 Сделав такую же установку по оси В—В, обтачивают вторую шейку. Для устранения прогиба вала применяют распорные стержни. Для уравновешивания вала при обтачивании шатунных шеек прикрепляют на планшайбе груз. Для обтачивания коленчатых валов, у которых выработаны центровочные отверстия, применяют центросместители. Концы вала предварительно зажимают плашкой и винтом. Вал устанавливают в центрах станка и скобой и плашкой, используя винты, устанавливают эксцентриситет.
Сделав такую же установку по оси В—В, обтачивают вторую шейку. Для устранения прогиба вала применяют распорные стержни. Для уравновешивания вала при обтачивании шатунных шеек прикрепляют на планшайбе груз. Для обтачивания коленчатых валов, у которых выработаны центровочные отверстия, применяют центросместители. Концы вала предварительно зажимают плашкой и винтом. Вал устанавливают в центрах станка и скобой и плашкой, используя винты, устанавливают эксцентриситет.Токарный станок по металлу с ЧПУ Optimum L 440
Артикул: 3514410
Контурная обработка цилиндрических поверхностей на токарном станке с ЧПУ OPTIturn L440 производится современным токарным режущим инструментом в серийном и крупносерийном производстве.
Описание Тех. характеристики
Описание
- Передняя бабка имеет новую современную конструкцию. Скорость вращения шпинделя 100 — 4500 оборотов в минуту. Основные поверхности термически обработаны и отшлифованы. Внутренний диаметр отверстия составляет 65 мм. Применение больших роликовых подшипников позволяет выдерживать большие нагрузки и производить обдирочные работы. Передаточный механизм имеет две ступени и переключается пневматически.
- Двойные направляющие станины токарного станка по металлу с ЧПУ выполнены с высокой геометрической точностью и имеют прямоугольную форму.
-
В револьверную головку токарного станка по металлу с ЧПУ устанавливается восемь предварительно настроенных инструментальных блоков, гидравлический зажим производится автоматически.

- Управление производится современной системой ЧПУ немецкого производства 828D. На дисплее пульта управления отражается изготовляемая деталь в формате 3D и режимы работы станка. Наладка осуществляется кнопками и переключателями, имеющими соответствующий символ.
- Для обработки длинных деталей, на направляющих станины установлена задняя бабка. Пиноль токарного станка имеет коническое отверстие Морзе 4, для установки осевого инструмента и оснастки. Удаление вибрации и прогиба можно осуществить установкой на направляющие, люнетов — подвижного и не подвижного.
-
Позиционирование по координатным осям с точностью ± 0,005 мм, и скоростью 15000 миллиметров в минуту, осуществляется отдельными приводами. Ручное перемещение осуществляется при помощи электронных маховиков, расположенных на отдельной компактной панели. Применение шариковых ходовых винтов исключают зазор между винтом и гайкой качения. В результате увеличивается точность и плавность перемещения.
- Регулирование скоростей подач на токарном станке по металлу с ЧПУ OPTIturn L440 производится гидравлическим приводом. Для хранения рабочего масла имеется бак ёмкостью 50 литров. Подача масла в гидравлическую систему осуществляется насосом мощностью 750 Вт. Давление регулируется манометрами. Для очистки отработанного масла имеется возможность установки сепаратора.
- Смазка всех трущихся частей производится централизовано, системой смазки.
- Установка заготовок на токарном станке по металлу с ЧПУ производится в гидравлический патрон. Для удобства работы имеется специальная педаль, которая производит зажим — розжим патрона. Усилие зажима регулируется. Увеличение производительности можно достичь установкой автоматического податчика прутков.
-
Защита рабочей зоны токарного станка с ЧПУ происходит благодаря раздвижными дверцами, на которых расположены смотровые окна. При открытии, во время работы дверец, токарный станок автоматически отключается конечными микро-выключателями. Чем обеспечивается безопасность, и соблюдается охрана труда при работе. Дополнительное ограждение имеет токарный гидравлический патрон.
- Охлаждение инструмента и заготовки на токарном станке по металлу с ЧПУ OPTIturn L440 выполняется централизовано системой подачи СОЖ. Для сбора эмульсии имеется встроенный бак ёмкостью 100 литров. Качественное охлаждение и снижение шероховатости достигается применением инструмента с внутренним подводом. Для чего необходимо подключить систему внутреннего охлаждения с подводом СОЖ.
- Освещение рабочего пространства на токарном станке по металлу с ЧПУ осуществляется установленным специальным светильником.
- Для безопасности работы электрического оборудования в шкаф необходимо установить кондиционер.
- Для автоматического удаления стружки со станка можно установить транспортер и тележку.

 Чем обеспечивается безопасность, и соблюдается охрана труда при работе. Дополнительное ограждение имеет токарный гидравлический патрон.
Чем обеспечивается безопасность, и соблюдается охрана труда при работе. Дополнительное ограждение имеет токарный гидравлический патрон.
Технические характеристики
| Характеристика | Значение |
|---|---|
| Общая потребляемая мощность | 20 кВт 380 В ~50 Гц |
| Привод шпинделя | 12 кВт |
| Насос подачи СОЖ | 375 Вт |
| Емкость бака СОЖ | 100 л |
| Мощность насоса | 750 Вт |
| Емкость бака | 50 л |
| Высота центров | 235 мм |
| Межцентровое расстояние | 1000 мм |
| Ø обработки над суппортом | Ø 240 мм |
| Ø обработки над станиной | Ø 475 мм |
| Ø обработки над выемкой станины | Ø 710 мм |
| Число оборотов шпинделя | 100 ― 4500 об/мин |
| Фланец шпинделя | Camlock D1-6″ |
| Проходное отверстие шпинделя | Ø 65 мм |
| Гидравлический токарный патрон | Ø 200 мм |
| Проходное отверстие токарного патрона | Ø 52 мм |
| Тип сменщика инструмента | гидравлический VDI 40 |
| Количество инструмента | 8 |
| Максимальный размер державки резца | 25 x 25 мм |
| Максимальный Ø осевого инструмента | Ø 32 мм |
| Повторяемость | 0,005 мм |
| Позиционирование | ± 0,005 мм |
| Перемещение | 260 мм |
| Скорость рабочей подачи | 15 000 мм/мин |
| Перемещение | 1150 мм |
| Скорость рабочей подачи | 15 000 мм/мин |
| Конус пиноли задней бабки | МК 4 |
| Диаметр пиноли задней бабки | 65 мм |
| Ход пиноли задней бабки | 150 мм |
| Д x Ш x В | 3030 x 1950 x 2050 мм |
| Масса | 3000 кг |
Аксессуары
Методы крепления токарного патрона | Woodturning Online
В этом посте мы рассмотрим различные токарные патроны и способы их установки.
Содержание
- Что такое токарные патроны?
- Способы крепления токарного патрона
- Установка сверлильного патрона
- Установка кулачкового патрона
- Установка цангового патрона
- Часто задаваемые вопросы
- Как установить токарные патроны?
- Где установлен патрон?
- Почему в токарном станке используются патроны?
- Что такое самоцентрирующийся патрон для токарного станка?
- Как работает токарный патрон?
- Как затянуть патрон или переходные плиты на токарном станке?
- Как поменять кулачки на токарном патроне?
- Заключение
Что такое токарные патроны?
Токарный патрон представляет собой компонент токарного станка, который крепится к самой верхней части токарного станка. Вы можете управлять патроном токарного станка вручную или с помощью источника питания.
Основная функция патрона токарного станка — удерживать блок материала, над которым работает станок. Когда он вращается, он удерживает деталь, которую необходимо обработать.
Когда он вращается, он удерживает деталь, которую необходимо обработать.
Он может удерживать симметричные предметы и предметы асимметричной формы, особенно те, у которых отсутствует радиальная симметрия.
- Патроны используются в различных станках, включая фрезерные, а также в токарных станках.
- Патроны служат точками вставки на передних бабках многих типов токарных станков. Патроном токарного станка можно управлять вручную или с помощью электроэнергии. Удаление блоков материала является наиболее распространенным применением токарных станков.
- Это гарантирует, что деталь продолжает вращаться. Как правило, он состоит из симметричных или асимметричных объектов. Фрезерное оборудование можно зажимать при использовании в сочетании с токарными станками.
Методы установки патрона токарного станка
Поскольку при установке патрона на токарном станке часто возникают проблемы, даже самые опытные пользователи испытывают трудности с установкой патрона на настольном токарном станке по металлу. Некоторые люди не могут успешно установить патроны, несмотря на несколько попыток.
Некоторые люди не могут успешно установить патроны, несмотря на несколько попыток.
Существует три различных метода монтажа, и тот, который вы используете, зависит от требований вашего приложения.
Установка сверлильного патрона
Распродажа
PSI Woodworking Products TM32 1/2-дюймовый сверлильный патрон с конусом Морзе № 2 (1/2 дюйма, 2 MT)
- Включает сверлильный патрон 1/2 дюйма, № 2 Морзе Коническая оправка и ключ для затягивания кулачков
- Этот 3-кулачковый патрон можно установить в переднюю или заднюю бабку любого токарного станка, на который можно установить принадлежности #2MT
- Оправка #2MT подходит для натяжного болта 1/4″ x 20 витков на дюйм; натяжной болт в комплект не входит
- Легко снимается с помощью выбивного стержня
- Отлично подходит для удержания сверл, небольших токарных станков, дюбелей, стержней оправки и многого другого
Сверлильный патрон самый простой в установке. Все, что вам нужно, это молоток и тиски.
Все, что вам нужно, это молоток и тиски.
Было бы полезно, если бы вы использовали в этой технике либо тепло, либо холод.Я предпочитаю горячее.Есть ли причина?Да, он движется быстрее. Некоторые люди, однако, предпочитают процесс охлаждения.
Вам понадобится тепловой пистолет или паяльная лампа, если вы любите жару. Для процесса охлаждения вам понадобится кухонная морозильная камера.
Установка кулачкового патрона
WEN LA4444 4-дюймовый 4-кулачковый самоцентрирующийся патрон с резьбой 1 дюйм x 8TPI
- Спиральный патрон идеально подходит для крепления чаш, шпинделей и других громоздких токарных станков по дереву
- Внутренние кулачки затягиваются вокруг заготовок размером от 1,6 до 2,8 дюймов
- Внешние губки, расставленные внутри заготовок с направляющими отверстиями от 2 до 3,2 дюймов
- Прилагаемый винтовой патрон обеспечивает еще больше возможностей для поддержки ваших проектов.
- Имеет резьбу 1 x 8 TPI для совместимости с большинством токарных станков по дереву, представленных на рынке. Давайте рассмотрим некоторые из них.
- Резьбовой наконечник шпинделя . Здесь в игру вступает задняя панель. На задней пластине требуется резьба. Он должен быть присоединен к размеру носика шпинделя с резьбой. Несмотря на простоту процедуры, она займет значительное количество вашего времени. Я считаю, что это не стоит вашего времени и усилий. Это потому, что доступны лучшие альтернативы, которые позволяют вам делать что-то намного проще и быстрее. Тем не менее, я подумал, что это стоит упомянуть, потому что это старый метод, который существует уже давно.
- Шпиндель с эксцентриковым замком, носовой тип . Это еще один эффективный способ закрепить патрон. Честно говоря, это просто изюминка метода подделанного носа шпинделя. В этом методе вы должны прижать патрон или переходную пластину к конусу. В последнее время этот метод стал популярным для установки кулачковых патронов на патрон. Так что, если вы еще не решили, я настоятельно советую вам попробовать этот метод.
- Коническая головка шпинделя . Мы считаем, что это лучший вариант для кулачковых патронов, если вы спросите нас. Это поможет вам сэкономить время и усилия. В этом случае саморасцепляющийся конус должен быть установлен на охватываемый конус. Этот процесс значительно улучшает повторяемость всей системы.
Установка цангового патрона
Новый токарный станок ER32 Система цанговых патронов для дюбелей 1/4 3/8 1/2 5/8 3/4 США
- Для адаптера шпинделя 3/4″ x 16 и 5 шт. цанг ER32
- 5 цанг: 1/4 дюйма, 3/8 дюйма, 1/2 дюйма, 5/8 дюйма и 3/4 дюйма
- Превосходный захват дюбелей и шипов малого диаметра
- Идеально подходит шпиндельный стержень и другие небольшие изделия из дерева, где используется шип
- 1 дюйм на 8TPI с адаптером шпинделя 3/4 дюйма на 16TPI, с цанговой закрывающей головкой
Цанговые патроны немного отличаются от двух других. Это не означает, что вы не можете установить эти патроны, используя описанные выше процедуры.
Вы можете быть удивлены тем, что можете применить эти методы к сверлильным и кулачковым патронам.Цанговые патроны часто устанавливаются по-разному на токарных станках, которые их используют. Как указывалось ранее, эти токарные станки имеют систему закрытия цанг, позволяющую легко установить переходную пластину патрона.
Закрывающий цанговый механизм теперь лишен задней пластины. Вместо этого включен женский конус. Это будет удерживаться совпадающим мужским конусом. Или, может быть, есть рукав. Дышло также полое. Он пройдет через переднюю бабку и достигнет задней части.
Как видите, там настраивается закрывающий механизм. Механизм отвечает за способность цангового патрона открываться и закрываться за такой короткий промежуток времени. Это крепление корпуса токарного патрона отличается механизмом удержания заготовки в неподвижном состоянии.
Размер резьбы носовой части шпинделя токарного станка, также известный как патрон, имеет гибкие втулки или манжеты, облегчающие удержание инструмента или заготовки.
Когда все работает правильно, статическое трение удерживает все на месте.Часто задаваемые вопросы
Как установить токарные патроны?
Чтобы установить патрон, оператор токарного станка вставляет штифты Camlock патрона в шпиндель станка, затем втягивает штифты Camlock внутрь, вращая кулачок внутри носика шпинделя с помощью гаечного ключа, чтобы плотно прижать патрон к шпинделю.
Где установлен патрон?
Токарный патрон представляет собой часть оборудования, установленного на передней бабке токарного станка и может приводиться в действие вручную или с помощью электропривода. Обычно он используется для удержания вращающейся заготовки.
Почему в токарном станке используются патроны?
Корпус патрона представляет собой зажим, который удерживает объект с радиальной симметрией, в частности цилиндр.
В дрели патрон фиксирует вращающийся инструмент, фрезу или трансмиссию; шпиндель токарного станка удерживает вращающуюся заготовку.
Что такое самоцентрирующийся патрон для токарного станка?
Патроны для трехкулачкового токарного станка. Прикрепите к шпинделю токарного станка для удержания круглых заготовок. Эти самоцентрирующиеся патроны, также известные как винтовые патроны, перемещают все три кулачка одновременно, центрируя заготовку при их закрытии.
Как работает патрон токарного станка?
Патроны представляют собой удерживающие устройства, которые крепятся к заготовке с помощью кулачков или стальных вставок, расположенных на поверхности патрона по кругу.
Губки движутся по спирали, чтобы зафиксироваться вокруг заготовки или инструмента, и их можно затягивать или ослаблять с помощью патронного ключа или шестигранного ключа. №
Благодаря компактным размерам сверлильный патрон или переходную плиту можно затянуть руками.
Как затянуть патрон или переходные плиты на токарном станке?
Вставляешь наконечник в отверстие токарного станка и поворачиваешь!
- Вскройте патрон
- Установите сверло на место
- Затяните патрон вручную, пока он не будет плотно прилегать к биту
- Вставьте штифт в одно из отверстий патрона
- Затяните или ослабьте винт. «Правый, крепкий, левый, болтливый», как говорится
- Затянуть, повернув по часовой стрелке
Как поменять кулачки на токарном патроне?
Если вас интересует патрон передней бабки, то он одинаков для любых кулачков. Если кулачки затягиваются одновременно, продолжайте ослаблять их, пока они не выйдут из пазов в патроне токарного станка по внешнему диаметру.
Они будут выпущены последовательно. Обратите внимание на них, потому что они должны вернуться в тот же слот при повторной сборке. Если губки затянуты независимо друг от друга, раскрутите каждую и снимите их.
Неважно, в какое положение они возвращаются, если патрон достаточно точен, чтобы все кулачки и пазы были одинаковыми.
Заключение
К этому моменту вы должны иметь хорошее представление о трех различных типах способов крепления патрона токарного станка. Тем не менее, я чувствую необходимость выступить с предостережением. Вы должны убедиться, что патрон или пластины адаптера установлены правильно.
Если вы не исправите это, это может вызвать проблемы для вас и вашей машины. Кроме того, рекомендуется использовать эти методы для предполагаемых патронов.
Несмотря на это, у вас не должно быть проблем, если вы будете следовать инструкциям точно так, как они написаны.
сообщите об этом объявлении
Установка токарного патрона на шпиндель с эксцентриковым замком
Дилетант
Ультрачлен
- #1
Мне пришлось показать опытным механикам, как это сделать, так как они никогда не обучались безопасному и лучшему подходу к повторяемой установке патрона.
Мне пришлось просмотреть более 10 видео, чтобы исключить видео с глупыми дополнительными шагами или небезопасными действиями.
Этот парень пропустил один трюк, хотя это лучшее видео…
Перед установкой проверьте наличие установочных меток на патроне и шпинделе и, если возможно, совместите их…
Том Китта
Ультрачлен
- #2
Мне потребовалось несколько *лет*, чтобы понять, для чего нужны эти маленькие стрелки – однажды я начал делать свои собственные бэкплейты.
Кажется, это недостаточно сильно подчеркнуто, почему они там.Также следует отметить, что *штифты* патрона должны быть зафиксированы стопорными болтами.
Хороший 4-х кулачковый патрон Bison. Я нахожусь в процессе переточки всех своих китайских 4-х кулачковых патронов, так как все они были разной степени дерьма. Я на самом деле делаю это на фрезерном станке. Я разозлился после того, как мне пришлось переделывать проект, потому что 4 челюсти были очень неточными. Хорошая 4-х челюстная более важна, чем хорошая 3-х челюстная – вы ожидаете, что 3-х челюстная будет “неточна”, но ожидаете, что 4-х челюстная будет работать.
Последнее редактирование:
Джангер
(Джон)
- #3
@Dabbler , @kevin.decelles , @John Conroy
Джон и Кевин, у вас, ребята, есть токарные станки Modern Tool 636 – на ваших патронах есть установочные метки? на своем не вижу. Может быть, Джон Си делает на своей большей модели?Тозгай
Член
- #4
Том Китта сказал:
кулачки патрона должны быть зафиксированы стопорными винтами.
Нажмите, чтобы развернуть…
У моего нет стопорных винтов для кулачков, которые я вижу, не могли бы вы рассказать об этом, пожалуйста, Том?
Похоже, в целом отсутствует понимание принципов конструкции системы крепления D1 и способов ее использования.
Том Китта
Ультрачлен
- #5
Оба моих токарных станка имеют установочные метки.
Без установленных винтов штифт может перемещаться по своему усмотрению – это означает, что после того, как вы зафиксируете патрон, у вас могут возникнуть проблемы с его расцеплением.
Могут быть конструкции, в которых винты с головкой заменены другим устройством или размещены назад или в стороны — стандартные штифты имеют углубления для удержания штифтов на месте. Также угол предназначен для лучшего контакта – вы не хотите, чтобы ваши штифты меняли угол.
Также отступ помогает определить высоту штифта — т.
е. если ваши штифты слишком высоко или низко, когда вы затягиваете вещи, вы видите, что они не выровнены — необходимо отрегулировать высоту.Дилетант
Ультрачлен
- #6
Оба моих токарных станка Camlock имеют установочные метки.
+1 к замечаниям Тома о блокировке штифтов. Один парень (который был здесь, но исчез) забрал свои стопорные винты, потому что они «не нужны»… У него всегда были проблемы с этим патроном…
kevin.decelles
Мастер на все руки — не мастер
- #7
Джангер сказал:
@Dabbler , @kevin.decelles , @John Conroy
Джон и Кевин, у вас, ребята, есть токарные станки Modern Tool 636 – на ваших патронах есть установочные метки? на своем не вижу. Может быть, Джон Си делает на своей большей модели?Нажмите, чтобы развернуть…
Вы имеете в виду, что каждый раз ставите его в одну и ту же ориентацию (один и тот же штифт, одно и то же отверстие?). Я добавил метки как на шпиндель, так и на каждый патрон. Я считаю, что он подходит «по-разному» в зависимости от ориентации контактов. Я играл с булавками, перемещением / обменом местами и т. Д., Но никогда не мог набрать его по-настоящему. Я нашел комбинацию, которая работала лучше всего, а затем проштамповал «ноль» на патроне.
Джонва
Ультрачлен
- #8
Думаю, вы, ребята, имеете в виду винты, которые удерживают шпильки в патроне от проворачивания.
в видео он забыл предупреждение о том, что нельзя держать пальцы под патроном. ЛОЛ
Том Китта
Ультрачлен
- #9
Вы ошибаетесь с пальцами только один раз. Особенно, если это мизинец и его патрон не менее 10 дюймов. Даже крошечная капля в 1/2 дюйма определенно ощущается в течение нескольких дней.
Кстати, я только что заточил свои последние 4 челюсти – я проверил свои 4 челюсти на расстоянии 10 дюймов, прежде чем у них было биение на отметке 1 фут около +- 5 тысяч, а теперь, после того, как я заточил их, они имеют +-1 тысячу на 1 футе.
Не идея, но все мои китайские патроны как минимум удвоились в цене.Теперь они “премиум” – сделано в Китае, закончено в Канаде.Проксул
Суперпользователь
- #10
Том Китта сказал:
Вы ошибаетесь с пальцами только один раз. Особенно, если это мизинец и его патрон не менее 10 дюймов. Даже крошечная капля в 1/2 дюйма определенно ощущается в течение нескольких дней.
Кстати, я только что заточил свои последние 4 кулачка – я проверил 4 кулачка на 10 дюймов до того, как биение на отметке 1 фута составило около +- 5 тыс.
, а теперь, после того, как я заточил его, оно имеет +-1 тыс. на 1 футе. Не идея, но все мои китайские патроны как минимум удвоились в цене, теперь они “премиум” – сделано в Китае, закончено в Канаде.Нажмите, чтобы развернуть…
У вас есть процедура или описание этого процесса?
СпасибоДжон Конрой
член
- #11
Джангер сказал:
@Dabbler , @kevin.decelles , @John Conroy
Джон и Кевин, у вас, ребята, есть токарные станки Modern Tool 636 – на ваших патронах есть установочные метки? на своем не вижу. Может быть, Джон Си делает на своей большей модели?Нажмите, чтобы развернуть…
На двух патронах и планшайбе, которые поставлялись с моим токарным станком Gh2440W от Modern, уже были метки, как и на шпинделе. Когда я купил 8-дюймовый 3-х кулачковый патрон Atlas, мне пришлось выточить для него заднюю пластину, и после того, как патрон был установлен, я измерил, чтобы определить, какое из 3 положений ориентации дает наименьшее биение, и проштамповал патрон и заднюю пластину, чтобы они соответствовали другим.
Я измерил биение 4-х кулачков, и оно очень точное с завода. Я снял короткий видеоклип, показывающий измерения.
Это Atlas 8″ с 3 челюстями.
Это 6-дюймовая 3-кулачковая кулачка, поставляемая с токарным станком, как вы можете видеть, обе 3-кулачковые имеют биение около 0,002 дюйма, а выравнивание кулачков почти идеальное.
Последнее редактирование:
даррин1200
Даррин
- #12
Несколько вещей, которые я заметил на своем SM 10″ Utilathe. У D1-3 нет индикаторных меток на кулачковых замках. Ни на 3 и 6, ни на 12 для снятия. Однако они пронумерованы от 1 до 3.
Есть
Должны ли кулачковые замки останавливаться между 3 и 6?0003#3 запирается незадолго до 6 часов
У меня никогда не было проблем с его ослаблением, но я также толком не пробовал его.
Я должен начать изучать эту систему блокировки, так как мне нужно заказать патрон ER32 и монтажную пластину. К сожалению, они не поставляются в комплекте, и мне придется подгонять и настраивать их самостоятельно.
Том Китта
Ультрачлен
- №13
Два патрона которые я помню пробег 8 у Бизона которому было 40 лет – 1.5тыс
Другой 6ти кулачковый патрон китайского производства не фирменный, после заточки кулачков тоже 1.
5тыс – изначально через него было страшно, вроде 10.Я никогда не видел шпиндель D без индикаторов. Из разблокированного положения нужно повернуть не менее 90 градусов и не более 180. Итак, с 15 до 18 часов.
Разрозненные детали
Майк
- №14
Поскольку я никогда раньше не использовал шпиндель с эксцентриковым замком, я перепроверю свой Emco и внесу соответствующие коррективы. Спасибо за советы и видео. Очень полезно.
PeterT
Ultra Member
- №15
Возможно, я ошибаюсь, но я думаю, что ориентация патрона/шпинделя имеет отношение к аксессуарам в комплекте. Потому что любая ошибка позиционирования, по крайней мере, постоянна, особенно если они делают дополнительный шаг для заточки челюстей на месте. Но когда вы покупаете новый патрон или планшайбу, все ставки, конечно же, снимаются. Вы полагаетесь на их шлифовку, основанную на их главном шпинделе и характеристиках биения. Но высококачественный патрон с заводским биением 0,0000 дюйма может не иметь такого биения на шпинделе 0,0005 дюйма. На своем D1-4 я только что попробовал 3 доступных положения часов и обнаружил, что одно лучше другого. Не идеально, но меньше биение. Поэтому я просто пометил патрон, соответствующий моему шпинделю, меткой o>. Мне действительно интересно, на современном азиатском токарном станке они даже делают окончательную шлифовку челюсти, или они также просто делают минимизацию синхронизации, а затем штампуют на этой основе?
Еще одна интересная особенность спиральных патронов, в зависимости от их качества и износа, заключается в том, что вы можете немного по-другому затягивать кулачки и влиять на иглу DTI.
Я думаю, что есть первичный ключ или, может быть, его номер 1 по умолчанию, но лично у меня есть привычка проверять каждый на предмет похожего уюта. Обычно это набирает немного больше правды. Всегда хотел проверить это динамометрическим ключом, но у меня его нет. Для количества злоупотреблений и различных зажимных приспособлений, которые видят патроны, удивительно, что они настолько точны, насколько они есть. Я просто хотел бы, чтобы мягкие челюсти не были такими дорогими или типа PITA для обработки разовых работ, но на самом деле это хороший способ сделать очень концентрическое удерживающее устройство с большой площадью контакта.Susquatch
Ultra Member
- №16
Я пометил все свои патроны индексами.
Я сделал это методом проб и ошибок, используя шлифовальную оправку. Я использую простую маркировочную ручку, чтобы отслеживать, какие кулачки куда пошли, а затем просто вращаю патрон, пока не найду индекс блокировки кулачка с наименьшим биением, а затем проверяю еще несколько раз, чтобы убедиться, что он постоянен. Затем я делаю отметку пуансоном, чтобы патрон всегда был установлен в этом положении.Но у меня есть связанный с этим вопрос. Когда кулачки устанавливаются в новый патрон, они фиксируются небольшим крепежным винтом. Однако на большинстве моих камер есть кольцо. Я всегда предполагал, что это кольцо должно быть установлено даже с задней стороной патрона. И это всегда работало для меня. Но я никогда не видел ничего написанного или показанного где бы то ни было, что говорит о том, как правильно это сделать.
Кроме того, поскольку все мои установки всегда работали с метками и стрелками, мне никогда не приходилось их исправлять. Итак, мой вопрос: вы выворачиваете кулачок на один полный оборот, когда метки находятся ниже первой стрелки, или за один оборот?
Думаю, я мог бы просто попробовать, но сейчас все мои патроны отлично работают, поэтому я не хочу с ними связываться.
RobinHood
Ультрачлен
- # 17
Вот что Колчестер может сказать о системах крепления D1 с эксцентриковым замком и о том, как регулировать шпильки. Я думаю, что это отвечает на ваш вопрос @Susquatch.
Susquatch
Ultra Member
- # 18
Робин Гуд сказал:
Вот что Колчестер может сказать о системах крепления D1 с эксцентриковым замком и о том, как регулировать шпильки.
 Давайте рассмотрим некоторые из них.
Давайте рассмотрим некоторые из них.
 Вы можете быть удивлены тем, что можете применить эти методы к сверлильным и кулачковым патронам.
Вы можете быть удивлены тем, что можете применить эти методы к сверлильным и кулачковым патронам. Когда все работает правильно, статическое трение удерживает все на месте.
Когда все работает правильно, статическое трение удерживает все на месте.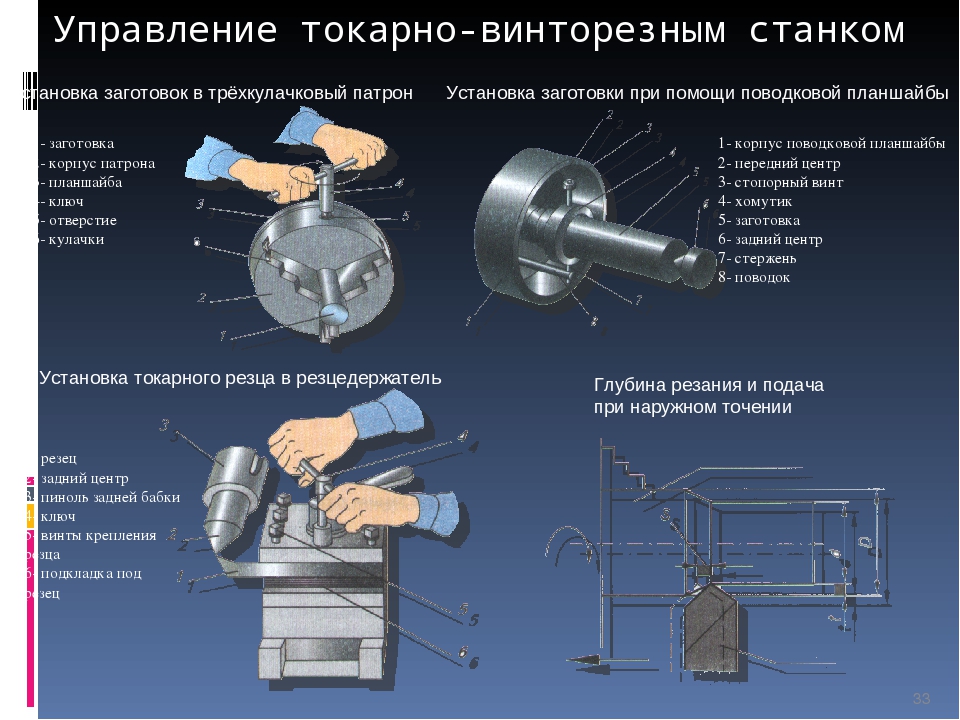
 «Правый, крепкий, левый, болтливый», как говорится
«Правый, крепкий, левый, болтливый», как говорится 

 Кажется, это недостаточно сильно подчеркнуто, почему они там.
Кажется, это недостаточно сильно подчеркнуто, почему они там.
 е. если ваши штифты слишком высоко или низко, когда вы затягиваете вещи, вы видите, что они не выровнены — необходимо отрегулировать высоту.
е. если ваши штифты слишком высоко или низко, когда вы затягиваете вещи, вы видите, что они не выровнены — необходимо отрегулировать высоту.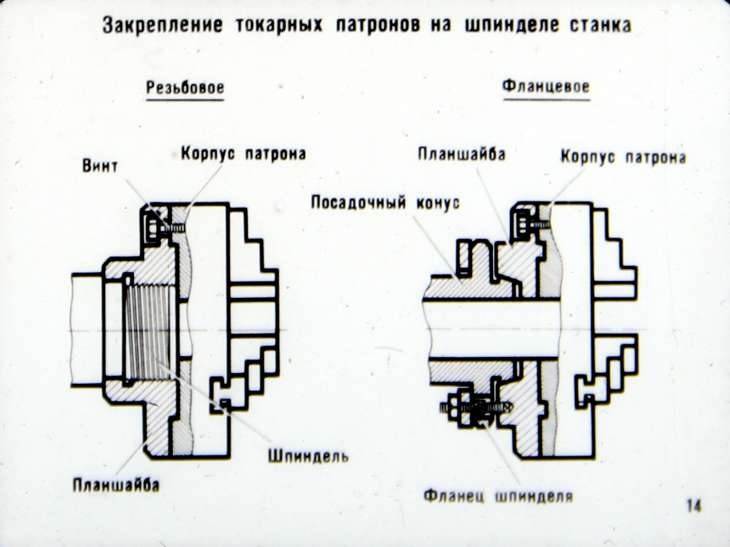 Не идея, но все мои китайские патроны как минимум удвоились в цене.Теперь они “премиум” – сделано в Китае, закончено в Канаде.
Не идея, но все мои китайские патроны как минимум удвоились в цене.Теперь они “премиум” – сделано в Китае, закончено в Канаде. , а теперь, после того, как я заточил его, оно имеет +-1 тыс. на 1 футе. Не идея, но все мои китайские патроны как минимум удвоились в цене, теперь они “премиум” – сделано в Китае, закончено в Канаде.
, а теперь, после того, как я заточил его, оно имеет +-1 тыс. на 1 футе. Не идея, но все мои китайские патроны как минимум удвоились в цене, теперь они “премиум” – сделано в Китае, закончено в Канаде.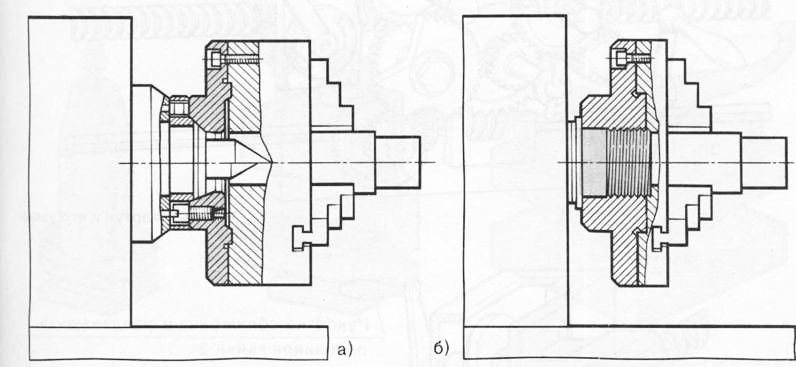 Может быть, Джон Си делает на своей большей модели?
Может быть, Джон Си делает на своей большей модели?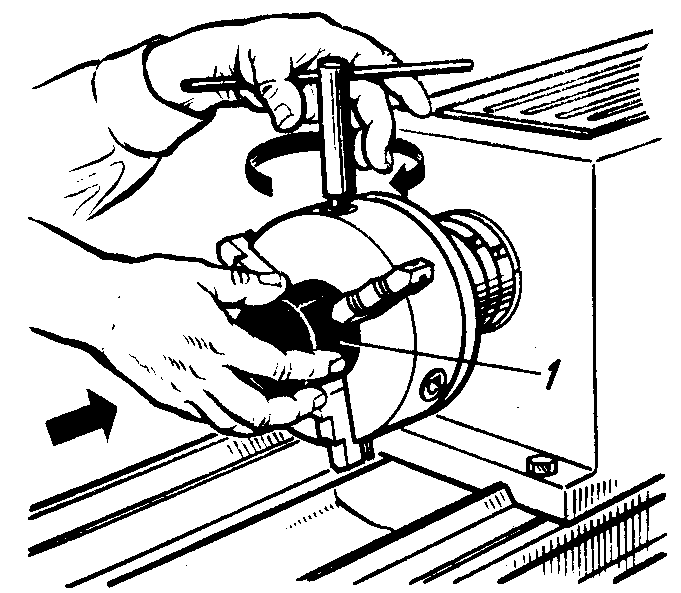

 5тыс – изначально через него было страшно, вроде 10.
5тыс – изначально через него было страшно, вроде 10. Я думаю, что есть первичный ключ или, может быть, его номер 1 по умолчанию, но лично у меня есть привычка проверять каждый на предмет похожего уюта. Обычно это набирает немного больше правды. Всегда хотел проверить это динамометрическим ключом, но у меня его нет. Для количества злоупотреблений и различных зажимных приспособлений, которые видят патроны, удивительно, что они настолько точны, насколько они есть. Я просто хотел бы, чтобы мягкие челюсти не были такими дорогими или типа PITA для обработки разовых работ, но на самом деле это хороший способ сделать очень концентрическое удерживающее устройство с большой площадью контакта.
Я думаю, что есть первичный ключ или, может быть, его номер 1 по умолчанию, но лично у меня есть привычка проверять каждый на предмет похожего уюта. Обычно это набирает немного больше правды. Всегда хотел проверить это динамометрическим ключом, но у меня его нет. Для количества злоупотреблений и различных зажимных приспособлений, которые видят патроны, удивительно, что они настолько точны, насколько они есть. Я просто хотел бы, чтобы мягкие челюсти не были такими дорогими или типа PITA для обработки разовых работ, но на самом деле это хороший способ сделать очень концентрическое удерживающее устройство с большой площадью контакта.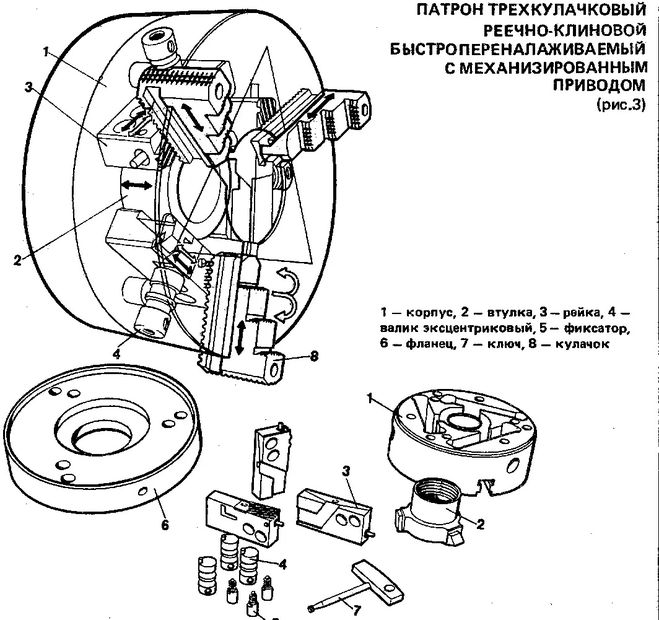 Я сделал это методом проб и ошибок, используя шлифовальную оправку. Я использую простую маркировочную ручку, чтобы отслеживать, какие кулачки куда пошли, а затем просто вращаю патрон, пока не найду индекс блокировки кулачка с наименьшим биением, а затем проверяю еще несколько раз, чтобы убедиться, что он постоянен. Затем я делаю отметку пуансоном, чтобы патрон всегда был установлен в этом положении.
Я сделал это методом проб и ошибок, используя шлифовальную оправку. Я использую простую маркировочную ручку, чтобы отслеживать, какие кулачки куда пошли, а затем просто вращаю патрон, пока не найду индекс блокировки кулачка с наименьшим биением, а затем проверяю еще несколько раз, чтобы убедиться, что он постоянен. Затем я делаю отметку пуансоном, чтобы патрон всегда был установлен в этом положении.
