Устройство сварочной горелки для полуавтоматов
По подсчетам профессиональных сварщиков, до 50 % времени всего рабочего процесса уходит на подготовку к работе оборудования, к которой относятся его наладка, смена расходных элементов, подсоединение к газовым баллонам и прочее. Поэтому, чтобы оптимизировать процесс, рекомендуется обратить внимание на важную составляющую, влияющую на производительность труда рабочего, — сварочную горелку, от которой зависит безопасность и свобода действий.
Как правильно подобрать СГ?
Бытует мнение, что для полуавтоматической сварки MIG необходим больший ток по сравнению с выходной мощностью сварочного аппарата, но это заблуждение, так как в данном случае это отразится на весе самой горелки и скажется на маневренности. Поэтому следует сделать акцент на моделях с меньшим коэффициентом тока, более легких и гибких, но при этом отлично справляющихся с поставленными задачами. И этому есть объяснение.
В первую очередь, под указываемым в паспорте изделия максимальным током производитель обычно имеет в виду допустимую температуру, при превышении которой появляется риск повреждения ручки или кабеля-шланга. Во-вторых, основываясь на статистике по времени, можно утверждать, что работа на полной мощности будет циклическим процессом продолжительностью не более 10 минут. Исходя из вышесказанного, можно подтвердить, что этот инструмент свободно может использоваться при меньшем показателе тока без ущерба для него и тем самым предоставлять некоторые преимущества при работах, что сказывается на их эффективности и экономичности.
Критерии удачной покупки СГ
Несмотря на это, перед приобретением сварочной горелки рекомендуется определить для нее задачи, а после этого оценить, насколько они выполнимы для определенной модели. Только таким образом можно сделать правильный выбор, который в дальнейшем отразится на производительности и рентабельности.
Сварочная горелка
Довольно часто покупатели не обращают внимания на конструкцию изделия и расходные материалы, а это является важным критерием при покупке, так как от них зависит качество сварного шва, производительность и срок эксплуатации.
Устройство СГ и ее части
Сварочная горелка для полуавтоматов состоит из тела с плотно примыкающим к нему изоляционным кольцом, из которого выходит держатель для электрода, контактный наконечник и газовое сопло.
К расходным материалам относят сопло, диффузор и контактный наконечник, которые отвечают за проход защитного газа и конечную точку в системе, где происходит выход проволоки и формируется дуга.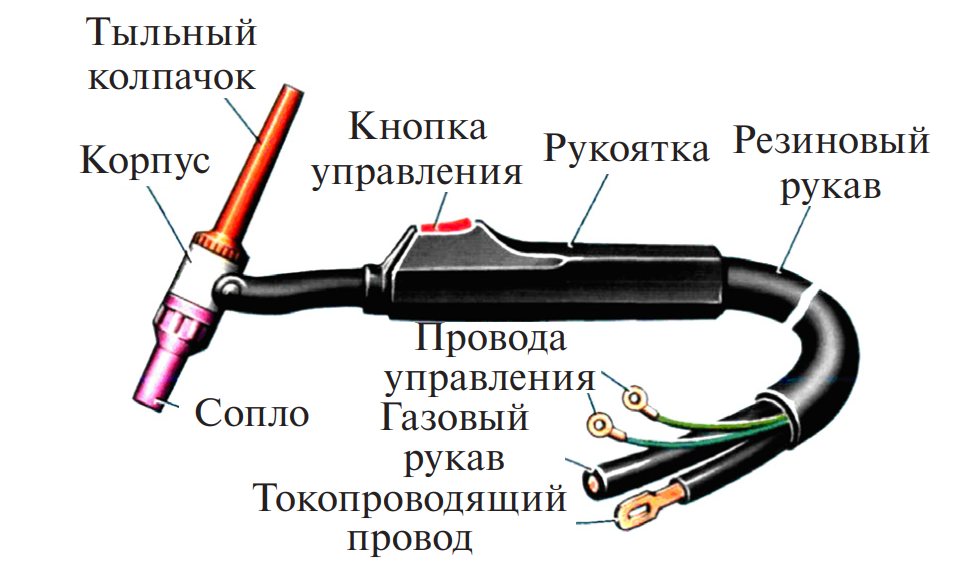 Исходя из этого, они требуют повышенного внимания, так как отвечают за качественное исполнение сварного шва и производительность. Рекомендуется производить регулярную проверку и по необходимости — замену изношенных деталей. Такие осмотры должны производиться несколько раз в день. Особое внимание стоит уделять внутреннему отверстию у контактного наконечника, потому как он отвечает за хороший контакт. В случае износа требуется обязательная замена. Не менее важно прочищать от попадающих брызг сопло и диффузор, в противном случае возможно прекращение нормальной подачи защитного газа. Наиболее сложным компонентом рассматриваемого инструмента является спираль, проверка которой должна происходить в момент смены катушки, для облегчения чистки лучше использовать сжатый воздух.
Исходя из этого, они требуют повышенного внимания, так как отвечают за качественное исполнение сварного шва и производительность. Рекомендуется производить регулярную проверку и по необходимости — замену изношенных деталей. Такие осмотры должны производиться несколько раз в день. Особое внимание стоит уделять внутреннему отверстию у контактного наконечника, потому как он отвечает за хороший контакт. В случае износа требуется обязательная замена. Не менее важно прочищать от попадающих брызг сопло и диффузор, в противном случае возможно прекращение нормальной подачи защитного газа. Наиболее сложным компонентом рассматриваемого инструмента является спираль, проверка которой должна происходить в момент смены катушки, для облегчения чистки лучше использовать сжатый воздух.
Схема работы СГ для полуавтомата проста. Устройство подает защитный газ и электродную проволоку в зону горения, где рабочий, направляя наконечник в необходимое место и начиная процесс сварки, производит манипуляции с помощью рукояти, выполненной из литого материала, обладающего изоляционным свойством.
Горелка для полуавтомата, как подобрать и правильно эксплуатировать.
Горелка для MIG/MAG сварки. Правильная последовательность сборки.
Горелка MIG/MAG для механизированной ручной сварки, горелка полуавтомата или рукав для полуавтомата – это основной инструмент сварщика при механизированной сварке. На сегодняшний день горелки в основном разделяют по мощности, величине сварочного тока, типу и диаметру проволоки, типу охлаждения (воздушное или жидкостное) и длине шланг-пакета. Горелки – это устройства без самостоятельного функционала, они используются исключительно в тандеме с источником сварочного тока и подающим механизмом.
К особенной разновидности горелок MIG/MAG относятся горелки типа Push-Pull, в которые встроен механизм подачи сварочной проволоки и закреплена кассета с проволокой, при этом подающий механизм сварочного аппарата не используется. Обычно горелки Push-Pull применяют при сварке проволоками малого диаметра или мягкими проволоками из алюминия или сплавов на его основе.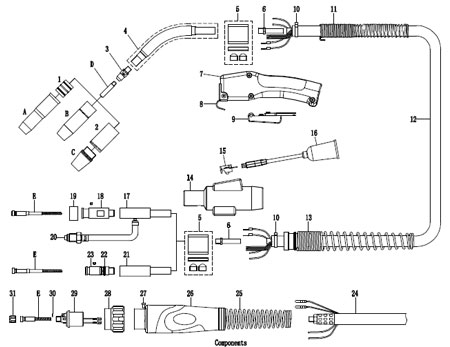 Использование горелок Push-Pull позволяет работать на удалении более 5 метров от источника.
Использование горелок Push-Pull позволяет работать на удалении более 5 метров от источника.
Сварочная MIG-MAG горелка состоит из трех основных узлов: центрального разъема для подключения к сварочному аппарату; шланг-пакета, который содержит управляющие провода, силовой кабель, направляющую спираль для проволоки и шланг для подвода защитного газа; а также рабочей части горелки. Обычно размер шланг-пакета составляет от 2.5 до 5 метров.
На примере горелки типа Pana QTB-500A рассмотрим конструкцию и последовательность сборки горелок MIG/MAG для механизированной дуговой сварки. Горелка Pana QTB-500A – это горелка с воздушным охлаждением, максимальный ток сварки составляет 500А, диаметр сварочной проволоки от 0.8 до 1.6 мм, рабочий цикл (ПВ) – 60%.
А – сопло газовое; В – наконечник токоподводящий; С – направляющий канал
- подкладка
- диффузор
- держатель наконечника
- гусак
- кнопка
- передняя рукоятка
- передний пружинный кожух
- шланг-пакет
- задний пружинный кожух
- силовой контакт
- газовый шланг
- кабель управления
Чтобы продлить срок службы рекомендуется применение специальных антипригарных средств, таких как спреи или пасты, недопустима работа с превышением номинальных технологических характеристик, а также постоянный контроль степени износа деталей.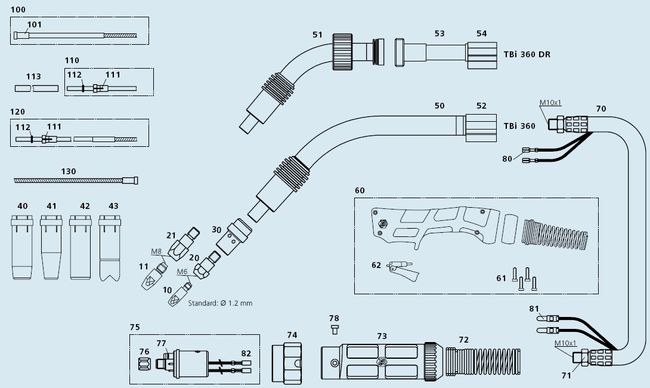 Изношенные комплектующие (наконечники, вставки, каналы, сопла и т.д.) должны своевременно заменяться, а при их подборе нужно следить за тем, чтобы токосъемный наконечник и направляющий канал соответствовали размеру сварочной проволоки.
Изношенные комплектующие (наконечники, вставки, каналы, сопла и т.д.) должны своевременно заменяться, а при их подборе нужно следить за тем, чтобы токосъемный наконечник и направляющий канал соответствовали размеру сварочной проволоки.
Во время работы необходимо контролировать состояние и степень износа токосъемного наконечника, сопла и подающего канала и, по мере необходимости, очищать их от налипших частиц металла. Чтобы не допускать деформации гусака горелки и сопла, работайте аккуратно и избегайте ударов соплом (горелкой) по металлу во время сварки. Сварка, техническое обслуживание, очистка и ремонтные работы должны производиться только квалифицированным персоналом.
Во время сварки, для наилучшей защиты сварщика, используйте соответствующие защитные рукавицы и защитную сварочную маску.
Горелка BIG MIG 1000 А
БИГ МИГ® NCM15, HTM15
W/C “BIG MIG®” 1000 Amp Barrel HTM15
Обзор Инструкции по заказу и
Чертежи Принадлежности Дополнительная информация рынок сегодня.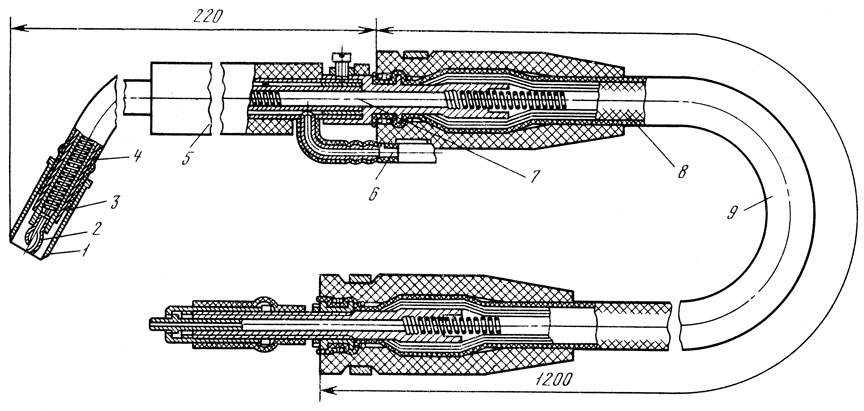 Горелки D/F MIG (газовая дуговая сварка металлическим электродом) и TIG (газовая дуговая сварка вольфрамовым электродом) уже более 40 лет используются исключительно с оборудованием для автоматизации сварки Lincoln Electric, Miller Electric, Linde/ESAB и Thermadyne. Для автоматизированных сварочных систем, жесткой автоматизации, высокого наплавления, высокой плотности тока и проволоки большого диаметра, требующих предварительного нагрева и большой силы тока, идеально подходит сварочная горелка D/F для тяжелых условий эксплуатации с водяным охлаждением, которая используется для сварки алюминия большого диаметра, наплавка металла, наплавка твердым сплавом, наплавка, напыление металла и строительство трубопроводов, или даже модернизация с помощью системы подачи флюса для поддуговых применений и применений, где добавляется карбид, например, с помощью Welding Alloys Multi Surfacer: разработанного по индивидуальному заказу автоматизированного сварочного оборудования. Наши горелки разрабатываются, тестируются, используются и постоянно модернизируются на протяжении более 40 лет практически в любых условиях.
Горелки D/F MIG (газовая дуговая сварка металлическим электродом) и TIG (газовая дуговая сварка вольфрамовым электродом) уже более 40 лет используются исключительно с оборудованием для автоматизации сварки Lincoln Electric, Miller Electric, Linde/ESAB и Thermadyne. Для автоматизированных сварочных систем, жесткой автоматизации, высокого наплавления, высокой плотности тока и проволоки большого диаметра, требующих предварительного нагрева и большой силы тока, идеально подходит сварочная горелка D/F для тяжелых условий эксплуатации с водяным охлаждением, которая используется для сварки алюминия большого диаметра, наплавка металла, наплавка твердым сплавом, наплавка, напыление металла и строительство трубопроводов, или даже модернизация с помощью системы подачи флюса для поддуговых применений и применений, где добавляется карбид, например, с помощью Welding Alloys Multi Surfacer: разработанного по индивидуальному заказу автоматизированного сварочного оборудования. Наши горелки разрабатываются, тестируются, используются и постоянно модернизируются на протяжении более 40 лет практически в любых условиях.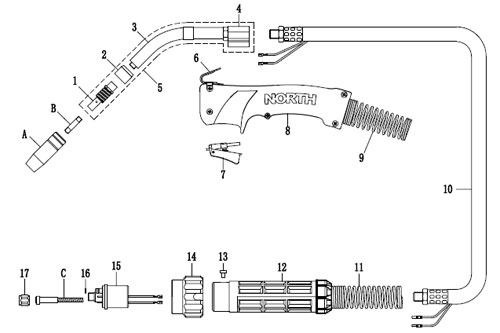
Автоматические горелки BIG MIG® (GMAW) NCM15 и HTM15 с полным водяным охлаждением и прямым креплением на 1000 А предназначены для однодуговой сварки на сильном токе.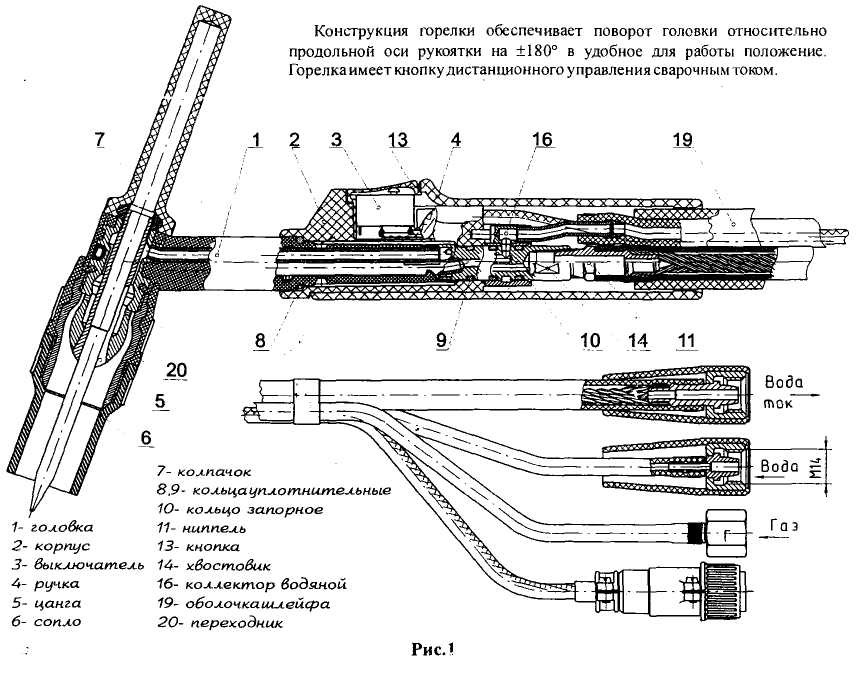

Высокоточный сварочный аппарат «BIG MIG®» на 1000 А рекомендуется для механизированных сварочных работ, где производство требует максимальной долговечности и качества механизированной дуговой сварки металлическим электродом в среде защитного газа. Модель NCM15 в комплекте с 4-дюймовыми вставными токоведущими наконечниками, крепящимися с помощью цанговой гайки. Модель HTM15 подходит для токовых наконечников с резьбой 7/16 дюйма с помощью гайки адаптера наконечника. Форсунка с водяным охлаждением подходит для резьбовых газовых форсунок с внутренним диаметром от 3/4” до 1-1/4”. Этот ствол в основном предназначен для проволоки диаметром от 1/16” до 7/32” (от 1,6 мм до 5,6 мм). Максимальный ток, применимый к моделям NCM15/HTM15, составляет 1000 ампер. Непосредственный монтаж осуществляется путем подключения горелки к сварочной головке или приводу проволоки с помощью адаптера механизма подачи.
Аппарат «BIG MIG®» имеет два кабеля подачи воды и кабеля питания, что увеличивает номинальный ток непрерывного рабочего цикла до 1000 ампер. На корпусе горелки BIG MIG® также есть две проушины, в которые можно вставить от двух до четырех кабелей 4/0. Эти характеристики, однако, диктуются размером провода, который определяет соответствующий контактный наконечник.
На корпусе горелки BIG MIG® также есть две проушины, в которые можно вставить от двух до четырех кабелей 4/0. Эти характеристики, однако, диктуются размером провода, который определяет соответствующий контактный наконечник.
Горелка D/F известна тем, что при правильном охлаждении сварщик может голой рукой взяться за хромированный передний водоохлаждаемый ствол (а не за медное газовое сопло/стакан) горелки, и она быть холодным на ощупь через несколько секунд после сварки. С надлежащим чиллером это можно сделать даже после 4-часового времени дуги. Убедитесь, что подача охлаждающей воды имеет минимальный расход 1 галлон в минуту (для каждого внутреннего корпуса), давление 40 фунтов на кв. дюйм (максимум 80 фунтов на кв. дюйм) с резервуаром на 6 галлонов и рекомендуемой охлаждающей способностью 30 000 БТЕ/ч. Характеристики горелки зависят от используемого защитного газа, времени дуги, времени охлаждения и температуры воды на входе. Температура воды на выходе не должна превышать 27°C (80°F).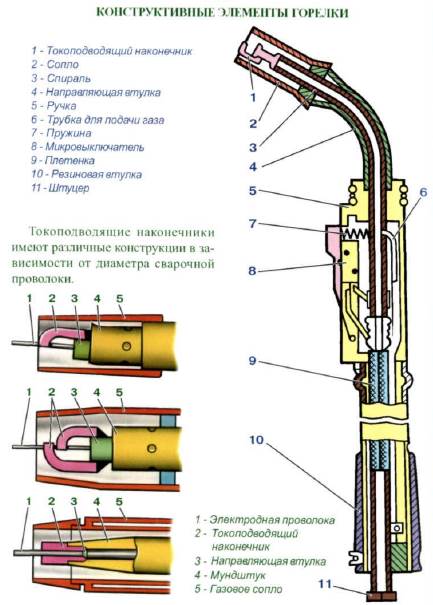 Выход воды и силовой кабель горелки не охлаждается до тех пор, пока охлаждающая жидкость не пройдет через резак и не выйдет из воды и кабеля питания. Если вода не течет через горелку D/F в течение по крайней мере 1 минуты до зажигания дуги, когда вы включаете питание и вода попадает на «горячий» водяной/выходной и силовой кабель, вы будете генерировать пар. Пар может повредить внутренние детали горелки за считанные секунды, что приведет к утечке. Он также может выдуть факелы вода / выход и силовой кабель. Реле протока может быть установлено после обратной линии, гарантируя наличие охлаждающей жидкости в обратной линии до зажигания дуги. При использовании GMAW с высоким напылением, высокой плотности тока, высокой силы тока, предварительного нагрева или длительных периодов времени дуги требуется охладитель охлаждающей жидкости с резервуаром большего размера. Точный контроль температуры поддерживает постоянную температуру охлаждения 13°C (55°F), что продлевает срок службы сварочного оборудования и, в частности, продлевает срок службы газового сопла и токоподвода.
Выход воды и силовой кабель горелки не охлаждается до тех пор, пока охлаждающая жидкость не пройдет через резак и не выйдет из воды и кабеля питания. Если вода не течет через горелку D/F в течение по крайней мере 1 минуты до зажигания дуги, когда вы включаете питание и вода попадает на «горячий» водяной/выходной и силовой кабель, вы будете генерировать пар. Пар может повредить внутренние детали горелки за считанные секунды, что приведет к утечке. Он также может выдуть факелы вода / выход и силовой кабель. Реле протока может быть установлено после обратной линии, гарантируя наличие охлаждающей жидкости в обратной линии до зажигания дуги. При использовании GMAW с высоким напылением, высокой плотности тока, высокой силы тока, предварительного нагрева или длительных периодов времени дуги требуется охладитель охлаждающей жидкости с резервуаром большего размера. Точный контроль температуры поддерживает постоянную температуру охлаждения 13°C (55°F), что продлевает срок службы сварочного оборудования и, в частности, продлевает срок службы газового сопла и токоподвода. D/F Machine Specialties не производит и не продает чиллеры, мы только рекомендуем их. Нажмите здесь, чтобы увидеть наши рекомендуемые чиллеры.
D/F Machine Specialties не производит и не продает чиллеры, мы только рекомендуем их. Нажмите здесь, чтобы увидеть наши рекомендуемые чиллеры.
Каждый сварочный пистолет D/F Machine Specialties полностью собран и готов к установке. Чтобы завершить установку, укажите кодовый номер, размер проволоки, марку/модель механизма подачи проволоки (механизмы подачи проволоки Lincoln, механизмы подачи проволоки Miller, механизмы подачи проволоки Tweco, механизмы подачи проволоки ESAB и механизмы подачи проволоки EURO Quick Disconnect) и вход (при необходимости). ) необходимо указать при заказе. Если требуются специальные сварочные инструменты или принадлежности, отличные от перечисленных выше, проконсультируйтесь с заводом-изготовителем. Получите правильное соединение адаптера механизма подачи, подходящее для механизма подачи проволоки MIG.
Характеристики
- Внутренний корпус и сопло с водяным охлаждением
- Прочная конструкция для длительного срока службы
- Маленькая передняя часть для труднодоступных мест
- Выдерживает экстремальные условия — предварительный нагрев до 900°, 1000 А
- Срок службы резака — количество лет в сравнении с месяцами
Описание модели
- NCM – N нормальная работа, C цапфа (вставной наконечник), M Ствол
- HTM – H для тяжелых условий эксплуатации, T наконечник с резьбой, M станочный ствол
Характеристики модели
| МОДЕЛЬ | ТОК МОЩНОСТЬ | ВЕС (ПРИБЛ.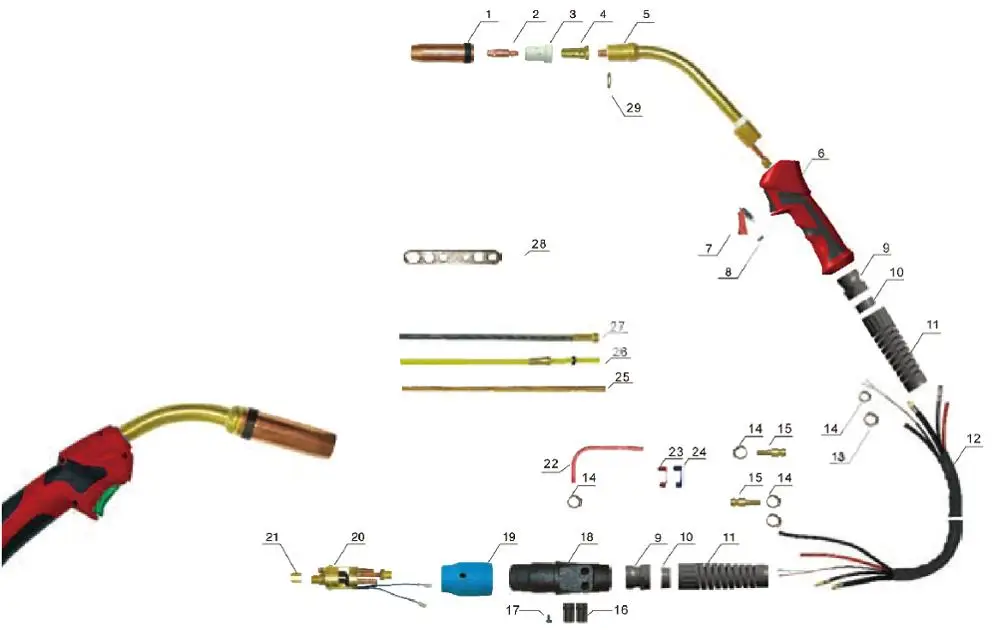 ) ) | ТРЕБУЕТСЯ ОХЛАЖДЕНИЕ | РЕКОМЕНДУЕМАЯ ПРОВОДА ДИАМ. ДИАПАЗОН | ИНСТРУКЦИЯ РУКОВОДСТВО |
|---|---|---|---|---|---|
| NCM15, HTM15 | 1000 ампер | 11,8 фунта | 1 галлон/мин | 0,030″-5/32″ (0,8м-4мм) твердый/порошковый, 3/64″-1/4″ (1,2мм-6,5мм) AL | 750 |
Размеры ствола
| МОДЕЛЬ | ДЛИНА | ДИАМЕТР КОРПУСА |
|---|---|---|
| NCM15, HTM15 | 16 дюймов | 2,750 дюйма |
Информация для заказа
Только полный ствол
| ОПИСАНИЕ | КОД №. |
|---|---|
| NCM15, HTM15 | 11620 |
Полные сборки
| ОПИСАНИЕ | КОД №. | |||||||||
2 фута.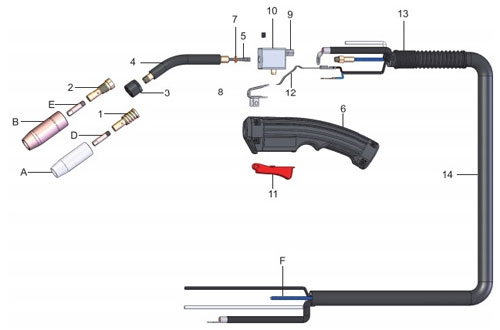 | 3 фута. | 4 фута. | 5 футов. | 6 футов. | 7 футов. | 8 футов. | 10 футов. | 12 футов. | 15 футов. | |
| NCM15, HTM15 | 11622 | 11623 | 11624 | 11625 | 11626 | 11627 | 11628 | 11629 | 11630 | 11631 |
Руководства и файлы для загрузки
Инструкции по эксплуатации
| МОДЕЛИ ГОРЕЛОК | СКАЧАТЬ |
|---|---|
| NCM15, HTM15 | 750 |
Файлы САПР и чертежи
| МОДЕЛИ ГОРЕЛОК | КОД №. | САПР-ФАЙЛ | ЧЕРТЕЖ PDF |
|---|---|---|---|
| NCM15, HTM15 | 11620 | 11620 | 11620 |
Прочие документы
| ОПИСАНИЕ | СКАЧАТЬ |
|---|---|
| Выбор подходящего чиллера для вашего применения | |
| Варианты подключения горелки | |
| W/C Цилиндр машины BIG MIG® Однолистовой |
Вспомогательная станция #45188 — Двойной силовой кабель
Вспомогательная станция D/F требуется для всех установок резака D/F. В типичных современных установках резака используется унифицированный кабельный узел с разъемом питания. Горелки D/F используют альтернативный подход к настройке. В горелках используется отдельный газовый шланг, шланг подачи воды, кабель подачи воды и питания, а также кожух/кабелепровод. Когда один кабель выходит из строя, его просто заменяют вместо того, чтобы прикреплять полностью новый унифицированный кабельный узел; огромная экономия средств! Здесь также вступает в игру D/F Utility Station. Газовый шланг, шланг для подачи воды, а также кабели подачи воды и питания подключаются к существующим линиям заказчика через коммуникационную станцию. Провода резака D/F вставляются в переднюю часть (см. справа) Utility Station. В заднюю часть (см. ниже) Коммунальной станции идут коммунальные услуги клиента. Подробнее читайте на странице продукта D/F Utility Station.
В типичных современных установках резака используется унифицированный кабельный узел с разъемом питания. Горелки D/F используют альтернативный подход к настройке. В горелках используется отдельный газовый шланг, шланг подачи воды, кабель подачи воды и питания, а также кожух/кабелепровод. Когда один кабель выходит из строя, его просто заменяют вместо того, чтобы прикреплять полностью новый унифицированный кабельный узел; огромная экономия средств! Здесь также вступает в игру D/F Utility Station. Газовый шланг, шланг для подачи воды, а также кабели подачи воды и питания подключаются к существующим линиям заказчика через коммуникационную станцию. Провода резака D/F вставляются в переднюю часть (см. справа) Utility Station. В заднюю часть (см. ниже) Коммунальной станции идут коммунальные услуги клиента. Подробнее читайте на странице продукта D/F Utility Station.
Для получения дополнительной информации о правильном использовании D/F Utility Station, а также для ознакомления с различными вариантами подключения резака загрузите один лист «Варианты подключения резака».
Токовые наконечники с резьбой
| МОДЕЛИ ГОРЕЛОК | ТИП ПРОВОДА | РАЗМЕР ПРОВОДА | КОД №. |
|---|---|---|---|
| Все HTC, HTM, CTW, CW-T, MTW Наконечники с резьбой (наконечник имеет отступ 1/8 дюйма) | Жесткий | 0,035 дюйма (0,9 мм) | 15116 |
| 0,045 дюйма (1,2 мм) | 15117 | ||
| 0,052 дюйма (1,2 мм) | 15121 | ||
| 1/16 дюйма (1,6 мм) | 15118 | ||
| 5/64 дюйма (2 мм) | 15119 | ||
| 3/32 дюйма (2,4 мм) | 15120 | ||
| 7/64 дюйма (2,8 мм) | 15122 | ||
| 1/8 дюйма (3,2 мм) | 15105 | ||
| 5/32 дюйма (4 мм) | 15150 | ||
| Все HTC, HTM, CTW, CW-T, MTW Наконечники с резьбой (Наконечник имеет отступ 3/8 дюйма) | С сердечником | 0,035 дюйма (0,9 мм) | 15101 |
| 0,045 дюйма (1,2 мм) | 15106 | ||
| 0,052 дюйма (1,2 мм) | 15112 | ||
| 1/16 дюйма (1,6 мм) | 15107 | ||
| 5/64 дюйма (2 мм) | 15108 | ||
| 3/32 дюйма (2,4 мм) | 15109 | ||
| 7/64 дюйма (2,8 мм) | 15110 | ||
| 1/8 дюйма (3,2 мм) | 15111 | ||
| 5/32 дюйма (4 мм) | 15113 | ||
| Все HTC, HTM, CTW, CW-T, MTW Наконечники с резьбой (Наконечник обеспечивает отступ 1/8 дюйма) | Алюминий | 3/64 дюйма (1,2 мм) | 15126 |
| 1/16 дюйма (1,6 мм) | 15125 | ||
| 5/64 дюйма (2 мм) | 15087 | ||
| 3/32 дюйма (2,4 мм) | 15148 | ||
| 1/8 дюйма (3,2 мм) | 15123 | ||
| 5/32 дюйма (4 мм) | 15151 |
, как выбрать, лучшие модели
Сварка MIG/MAG отличается повышенной производительностью и непрерывными соединениями.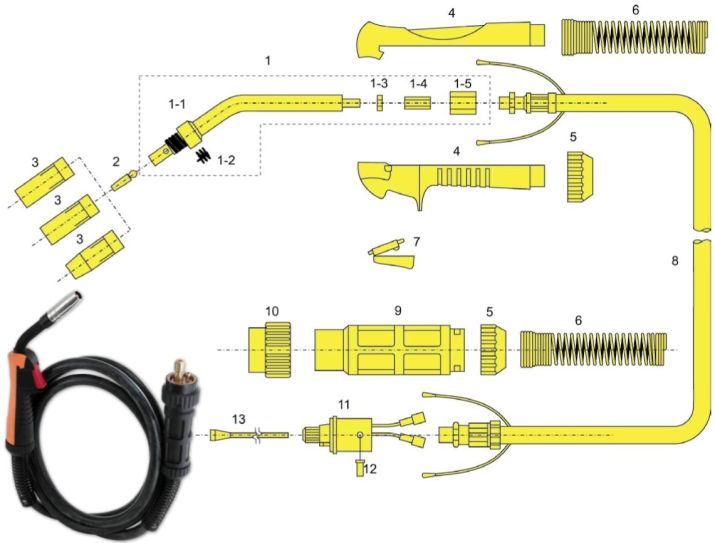 Качество шва зависит от характеристик аппарата и навыков сварщика, но на удобство процесса влияет и горелка сварочного полуавтомата, поэтому ее необходимо правильно подобрать. Мы обсудим устройство и виды горелок для сварочных полуавтоматов, а также сделаем обзор наиболее удачных моделей.
Качество шва зависит от характеристик аппарата и навыков сварщика, но на удобство процесса влияет и горелка сварочного полуавтомата, поэтому ее необходимо правильно подобрать. Мы обсудим устройство и виды горелок для сварочных полуавтоматов, а также сделаем обзор наиболее удачных моделей.
Подбор товара осуществлялся на основании отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети Интернет. Вся информация взята из открытых источников. Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке определенных товаров. Статья носит ознакомительный характер.
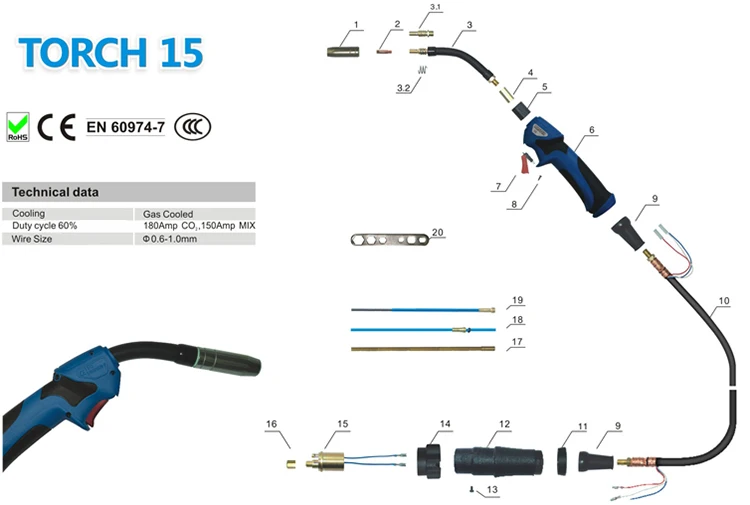
Горелка газовая в сборе с гильзой
Для понимания выбора комплектующих рассмотрим горелочное устройство полуавтомата, что поможет понять, на какие элементы приходится наибольшая нагрузка при работе.
1. Насадка коническая.
2. Текущий наконечник.
3. Держатель наконечника.
4. Газораспределитель.
5. Мундштук.
6. Кнопка.
7. Рычаг.
8. Соединительная пружина
9. Коаксиальный кабель.
10. Соединительная пружина
11. Коробка для воздушного охлаждения.
12. Винт.
13. Центральный коллектор.
14. Гайка.
Горелочное устройство с водяным охлаждением.
Разновидности газовых горелок
Полуавтоматические горелки различаются, прежде всего, максимально допустимым током. Это зависит от того, какую толщину металла они смогут сварить (в сочетании с мощностью полуавтомата). Различают бытовые и полупрофессиональные горелки с показателем 150-180 А. Далее идут комплектующие на 200-250 А. В крупных производствах применяют горелки, выдерживающие сварку на токе 300-400 А.
Еще есть горелки для работы за сварочным столом (сварочный рукав полуавтомата короткий – 2-3 м), и горелки для сборки объемных конструкций в цехе (длина шланг-пакета 4-5 м).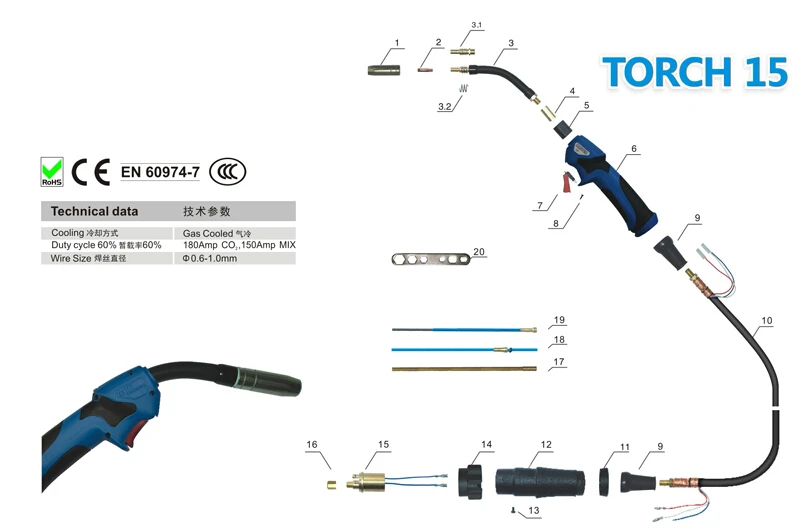
Последнее отличие заключается в типе охлаждения, которое бывает воздушным и жидкостным. В первом случае тепло уходит в воздух, а изнутри дополнительно производится продувка газа. Во втором случае горелка имеет подающий и обратный канал для циркуляции жидкости, которая осуществляется от насоса.
Горелка с водяным охлаждением.
Тип охлаждения влияет на продолжительность и стоимость товара.
Как выбрать газовую горелку и сварочный рукав для полуавтомата
При выборе модели учитывайте следующие шесть факторов.
Ограничение максимального сварочного тока
Этот параметр должен соответствовать характеристикам устройства. Если ваш полуавтомат выдает 300 А, то показатель горелки должен быть не меньше. В случае, когда сварка всегда ведется на малых токах (100-120 А), можно купить горелку, рассчитанную на такое значение, но это ограничит возможности аппарата.
Длина рукава
Рукава могут быть длиной от 2 до 8 м.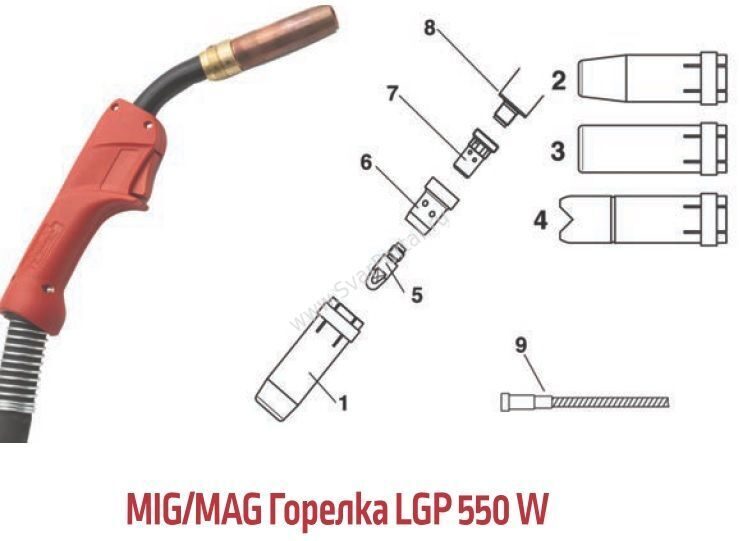 Чем больше шланг-пакет, тем маневреннее сварочный аппарат. Но в этом случае требуется надежный четырехроликовый механизм подачи.
Чем больше шланг-пакет, тем маневреннее сварочный аппарат. Но в этом случае требуется надежный четырехроликовый механизм подачи.
Четырехроликовый полуавтоматический механизм подачи проволоки.
Также важно следить, чтобы канал не перекручивался, иначе провод начнет «буксовать». Для работы в гараже или во дворе частного дома достаточно 2-3м. В мастерской желательно иметь запас 4-5 м.
Метод охлаждения
Если собирать каркасы теплиц, беседок, дверей, ворот, то много времени уходит на подготовку деталей, чистку, обрезку. Длина швов в таких конструкциях не превышает 10 см. Достаточно горелки с воздушным типом охлаждения, которая успеет остыть, пока ведутся другие работы. При непрерывной сварке длинными швами необходимо водяное охлаждение, иначе пострадает производительность.
Разъем горелки
Имеются невстроенные горелки, которые нельзя отключить от устройства. В случае раздельного исполнения чаще всего используется разъем ЕВРО, который также имеет маркировку КЗ-2. Если у вас есть полуавтомат с таким вводом, то вам подойдет любая горелка с евровилкой.
Если у вас есть полуавтомат с таким вводом, то вам подойдет любая горелка с евровилкой.
Евроразъем для подключения горелки к полуавтомату.
На некоторых моделях есть разъем PDG-309. Тогда нужно искать именно такое обозначение для замены оснастки.
Соединитель PDG 309.
Тип и размер проволочного канала
Тип канала стальной и тефлоновый. Первый используется для сплошной и полой проволоки при сварке нержавеющих сталей и черных металлов. Второй подходит для нарезания резьбы алюминиевой проволоки и сварки алюминия и его сплавов. Диаметр канала выбирается исходя из сечения провода и составляет 0,6-1,6 мм.
Эргономика
Чем естественнее ложится горелка в руку, тем меньше сварщик будет уставать при длительной работе. Для этого на ручке должны быть вырезы, пусковая кнопка должна располагаться ниже и точно под указательным пальцем, передний вынос предназначен для предотвращения соскальзывания. Резиновые вставки способствуют надежному захвату.
Эргономичная ручка сварочной горелки для полуавтомата.
Правила эксплуатации и ухода
Чтобы с грелкой было удобно готовить, ее канал не должен быть перекручен или собран в петли. Это затрудняет проводку. Мундштук коллектора подбирается по диаметру добавки, подаваемой из змеевика. Со временем его внутреннее отверстие развивается и проволока начинает «гулять», что затрудняет контроль за формированием шва. В этом случае мундштук меняют на новый.
Сопло горелки направляет защитный газ точно в зону сварки. Постепенно он забивается чешуей внутри, которую нужно очищать. Брызги металла прилипают снаружи, поэтому рекомендуется применять масляные спреи, уменьшающие адгезию (создают пленку на поверхности гусака и насадки). Кабель-канал склонен к скоплению мусора и технической смазки из провода, поэтому раз в год его необходимо чистить, для чего выпускаются специальные приспособления.
Лучшие горелки для сварочных полуавтоматов
Если у вас нет полуавтомата с неразъемным соединением кабель-канала с корпусом, то такую горелку можно заменить на более удобную. Для покупки ищите продукт с обозначением вилки EURO. Он универсален и подходит к любому устройству с таким же разъемом. Покупать технику той же марки, что и ваш полуавтомат, не обязательно.
Для покупки ищите продукт с обозначением вилки EURO. Он универсален и подходит к любому устройству с таким же разъемом. Покупать технику той же марки, что и ваш полуавтомат, не обязательно.
Горелки 150-180 А
Если для соединения металла толщиной 0,8-7,0 мм используется сварочный полуавтомат, то достаточно горелки, рассчитанной на силу тока 150-180 ампер.
МИГ-150 БРИМА
Горелка полуавтоматическая от немецкого производителя. Оснащен эргономичной ручкой с несколькими вырезами, которые хорошо ложатся в ладонь сварщика. Кабель-канал может принять провод от 0,6 до 1,0 мм. Длина рукава 3 м, что достаточно для стационарного сварочного поста в цехе. Если варить на токе 150 А, то время включения будет 60%. Евроразъем оснащен выступающим тиснением, облегчающим подключение к сварочному аппарату. Аксессуар охлаждается воздухом снаружи и газом изнутри.
Горелка отличается удлиненным соплом, которое подходит для сварки на прямой и обратной полярности (менее греется).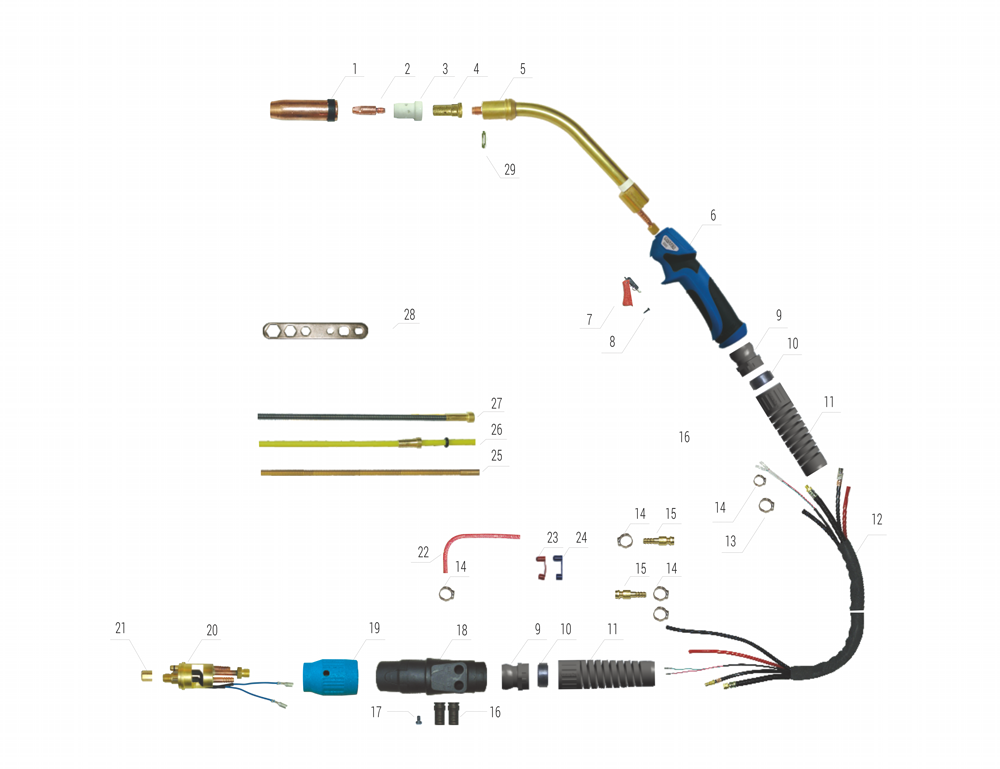 Также угол наклона гусака минимален, что позволяет вставлять его в трубы и сваривать в труднодоступных местах.
Также угол наклона гусака минимален, что позволяет вставлять его в трубы и сваривать в труднодоступных местах.
Фоксвелд 6068 МИГ-15
Это горелка от итальянского производителя. Подходит для полуавтоматической сварки как в защитных средах, так и в среде активных газов. Реализовано воздушное охлаждение. Максимальный ток допустим 180 А. В этом случае ПВ будет 40%. Аксессуар совместим с проволокой диаметром 0,6-1,0 мм. Но горелка весит 2,4 кг с кабель-каналом, так что на высоте вам придется держать ее второй рукой, чтобы не затягивать.
Модель примечательна длиной рукава 5 м. Это выгодно при работе с большими конструкциями — вам нужно будет реже перемещать устройство. Повышенная мобильность сварщика позволяет быстро переключаться с одного изделия на другое и даже работать попеременно на двух сварочных столах.
АВРОРА 12017 PRO MIG 15 ВОЗДУШНОЕ ОХЛАЖДЕНИЕ
У этой горелки сверху есть широкая резиновая накладка, чтобы она не выскальзывала из рук. Место для спускового крючка отделено, чтобы туда не съезжали другие пальцы. Пакет шлангов тоньше, чем у других производителей, и легче. Длина канала 3 м, максимальный ток допустим до 180 А.
Место для спускового крючка отделено, чтобы туда не съезжали другие пальцы. Пакет шлангов тоньше, чем у других производителей, и легче. Длина канала 3 м, максимальный ток допустим до 180 А.
Судя по отзывам сварщиков, эту модель вполне удобно держать и работать по 6-8 часов каждый день. Он же и самый доступный. Если у вас есть сварочный полуавтомат известного бренда, которому требуется замена горелки, то вы сможете сэкономить без потери качества.
ФУБАГ 38440 ФБ 150
Горелка высшего качества от немецкого бренда. Имеет длину рукава 3 м и пропускает проволоку диаметром 0,6, 0,8 и 1,0 мм. Варить его можно на максимальном токе не выше 180 А, иначе он перегреется и расплавится. На насадке предусмотрено два рельефных кольца для удобного снятия наконечника.
Горелка дорогая, но очень удобная. Сварщики ценят его за эргономичность. Если вам нужно готовить по 6 часов каждый день, то с этим ваша рука будет меньше уставать. Кнопка нажимается очень легко одним пальцем.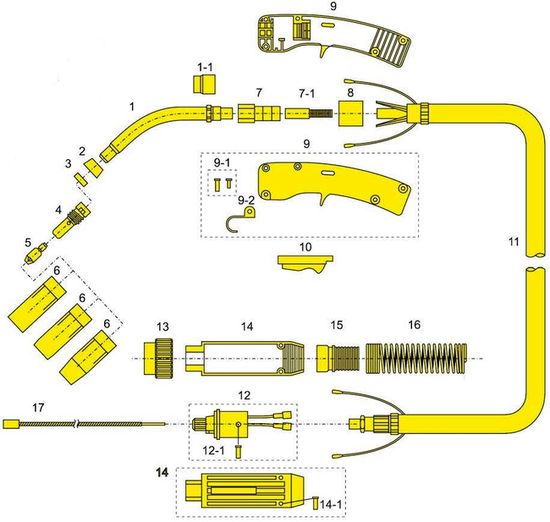 Резиновая накладка сверху предотвращает скольжение в руках.
Резиновая накладка сверху предотвращает скольжение в руках.
ВИКИНГ 95588016 МИГ 15АК-4м
В конце рейтинга мы разместили горелку австрийского бренда. У нее оптимальный рабочий ток 150 А, при котором время включения составляет 60%. Если необходимо, то кратковременно можно проводить сварку при 180 А, но с более длительными перерывами на охлаждение. Длина рукава 4 м повышает мобильность сварщика. Весит горелка с каналом 2 кг. Отличается от большинства других моделей расположением резиновой вставки внизу, что предотвращает соскальзывание пальцев.
Такое изделие подойдет там, где приходится часто менять положение и проваривать вертикальные, потолочные и угловые швы. Для предотвращения перегиба кабель-канала на входе в горелку и перед евроконнектором предусмотрены длинные пружинные вставки.
Какую горелку на 150-180 Решили купить?
Лучшие горелки на 200-250 А
При необходимости сварки деталей толщиной 10-20 мм необходимо увеличить силу тока на полуавтомате.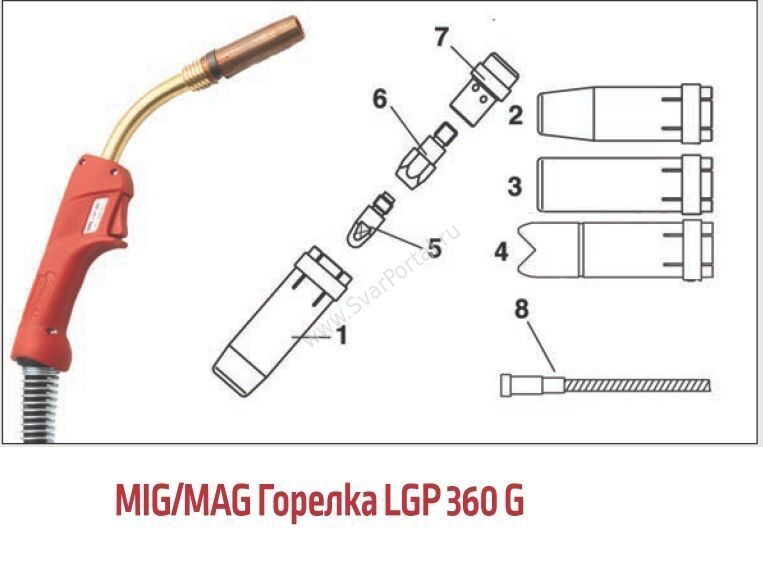 Соответственно нужна горелка с большим показателем тока. Вот рейтинг лучших моделей этого уровня.
Соответственно нужна горелка с большим показателем тока. Вот рейтинг лучших моделей этого уровня.
МС 24 Сварог ICT2698
Горелка MIG для сварки в смесях углекислого газа и аргона. С газом MIX допустим ток 220 А, с углекислотой 250 А, в обоих случаях ПВ 60%. Шланг-пакет, судя по отзывам, достаточно гибкий. Его длина составляет 3 м. Горелка предназначена для воздушного охлаждения. Можно продеть проволоку от 0,8 до 1,2 мм. Общий вес изделия 2,7 кг. Наконечник массивный и прочный. Но длинное опережение мешает контролю сварочной ванны.
Данная модель интересна наличием противоскользящих накладок сверху и снизу на ручке. Такая конструкция особенно актуальна для работы на высоких конструкциях (чтобы не уронить) или в жарких условиях (на улице летом). Горелка также примечательна гусаком, покрытым медью, что снижает количество налипающих брызг от сварки.
БРИМА МИГ-250
Дополнительная горелка от немецкого бренда. Согласно отзывам, покупателям нравится товар по доступной цене. На рукояти нет резиновых накладок, но есть выступы под пальцы. Анатомическая форма снимает напряжение с руки. Длина кабеля 3 м. Диаметр проволоки 0,8, 1,0 и 1,2 мм. Максимальный ток не более 250 А. При таком показателе можно непрерывно готовить 6 минут, а затем дать остыть 4 минуты.
На рукояти нет резиновых накладок, но есть выступы под пальцы. Анатомическая форма снимает напряжение с руки. Длина кабеля 3 м. Диаметр проволоки 0,8, 1,0 и 1,2 мм. Максимальный ток не более 250 А. При таком показателе можно непрерывно готовить 6 минут, а затем дать остыть 4 минуты.
Обратите внимание на мощную пружину в основании коннектора и ручки. Она не допускает складки канала при сильном изгибе. Провод будет подаваться непрерывно. Провода, ведущие к кнопкам (петлям), останутся целыми, несмотря на частые перегибы втулки.
АВРОРА 12027 25 ВОЗДУШНОЕ ОХЛАЖДЕНИЕ
Надежная горелка для полуавтомата с проверенным качеством. Позволяет работать с проволокой диаметром до 1,2 мм. Обладает хорошей теплоотдачей и поддерживает полуавтоматическую сварку с силой тока 230 А. Сверху на рукоятке находится противоскользящая накладка. Гусак покрыт хромом, чтобы уменьшить прилипание брызг. Евроконнектор с высокими краями легко вставляется в розетку полуавтомата.
Модель примечательна длиной кабель-канала 5 м. Благодаря этому сварщик может обходить крупногабаритное изделие, не перевозя аппарат с баллоном. Такой гильзой практично сваривать металлоконструкции на нашей стройке.
Посмотреть видео о продукте
ФУБАГ 38443 ФБ 250
Продукт от немецкого производителя завершает рейтинг мощных горелок для полуавтомата. Горелка чрезвычайно удобна за счет анатомической формы и двух резиновых вставок. Угол гусака оптимален для минимального изгиба запястья. Серия рассчитана на максимальный ток 230 А. Можно установить тонкий провод 0,8 мм для сварки корпусов, а толстый провод 1,2 мм для соединения заготовок сечением до 20 мм.
Горелка имеет очень чувствительную кнопку пуска. Это помогает, когда полуавтомат используется для сборки ответственных конструкций, где требуется многократная прихватка. Нажимать на курок 1000 раз в день не утомляет. Гибкий стыковочный элемент в основании обеспечивает мобильность гибочной горелки для сварки в различных пространственных положениях.