Описание схемы сварочного инвертора для самостоятельного изготовления аппарата
Инверторная сварка широко распространена благодаря тому, что аппарат имеет небольшой вес и габариты. Работа инверторного механизма основана на использовании силовых переключателей и полевых транзисторов. Столь полезный аппарат продается в специализированных магазинах. Но деньги можно и не тратить, а взять схему инверторного сварочного аппарата и изготовить его самостоятельно. Здесь как раз и поговорим о том, как сделать сварку своими руками в домашних условиях и что понадобится для этого. Сведения пригодятся и в случае с покупным устройством, ведь благодаря информации, которую дает статья, для ремонта его не понадобится приглашать специалиста.
- Особенности работы инвертора
- Сборка инвертора
- Схема инверторной сварки
- Поэтапное описание сборки
- Проверка работоспособности
- Как пользоваться аппаратом
Особенности работы инвертора
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах.
- Напряжение переменное преобразуется в постоянное.
- Ток постоянной синусоиды преобразовывается в переменный с высокой частотой.
- Снижается значения напряжения.
- Ток выпрямляется с сохранением требуемой частоты.
Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
 com/embed/UyLcUSaH0sM”>
com/embed/UyLcUSaH0sM”> Сборка инвертора
Для самостоятельной сборки инверторной сварки требуется знать, что схема рассчитана первым делом на потребляющее напряжение в 220 В и тока 32 А. После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются:
- Трансформатор с ферритным сердечником.
- Первичная обмотка трансформатора с сотней витков провода Ø0,3 мм.
- Три вторичных обмотки: внутренняя с 15 витками и проводом Ø1 мм; средняя с 15 витками и проводом Ø0,2 мм; наружная с 20 оборотами и проводом Ø0,35 мм.
Также для сборки трансформатора нужны такие элементы:
- стеклоткань;
- медные провода;
- хлопчатобумажный материал;
- электротехническая сталь;
- текстолит.
Схема инверторной сварки
Плата, где расположен блок питания, от силовой части монтируется отдельно. Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Если навыков работы с электроникой нет, лучше обратиться к мастеру. В противном случае разобраться в схеме сварочного аппарата будет трудно.
Поэтапное описание сборки
Выполняется следующее:
Сборка блока питания. В качестве основы трансформатора рекомендуется брать феррит 7×7 или 8×8. Устройство первичной обмотки осуществляется намоткой проволоки по ширине сердечника. Это улучшает работу устройства при перепадах напряжения. Используются медные провода (проволока) ПЭВ-2, а при отсутствии шины провода соединяют в пучок. Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Корпус. Этим важным элементом может служить старый системный блок компьютера, в котором есть достаточно необходимых отверстий для вентиляции. Использоваться может старая 10-литровая канистра, в которой можно проделать отверстия и разместить кулеры. Для повышения прочности конструкции из корпуса размещают металлические уголки, закрепляющиеся болтовыми соединениями.
Силовая часть. Роль силового блока играет понижающий трансформатор. Его сердечники могут быть двух видов: Ш 20×208 2000 нм. Между обоими элементами должен быть зазор, что обеспечивается с помощью газетной бумаги. При устройстве вторичной обмотки витки наматываются в несколько слоев. На вторичную обмотку укладывается три слоя проводов, и между ними помещается прокладка из фторопласта. Между обмотками располагают усиленный слой изоляции, позволяющий избежать пробоя напряжения на вторичную обмотку. Конденсатор должен быть напряжением не менее 1000 В.
Конденсатор должен быть напряжением не менее 1000 В.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор. На ферритовом сердечнике собирают трансформатор тока, включающийся в цепь к плюсовой линии. Сердечник обматывается термобумагой, в качестве которой лучше использовать кассовую ленту. Выпрямительные диоды крепят к алюминиевой пластине радиатора. Выходы диодов соединяют неизолированными проводами, сечение которых равно 4 мм.
Инверторный блок. Основным предназначением инверторной системы является преобразование постоянного тока в переменный с большой частотой. Для ее увеличения используются полевые транзисторы, работающие на закрытие и открытие с высокой частотой. Использовать рекомендуется не один мощный транзистор, а реализовать схему на основании двух менее мощных. Нужно это для стабилизации частоты тока. В схеме должны присутствовать конденсаторы, соединяющиеся последовательно.
Система охлаждения. На стенке корпуса устанавливаются вентиляторы охлаждения, для чего могут быть использованы компьютерные кулеры. Они необходимы для охлаждения рабочих элементов. Чем больше их используется, тем лучше. Обязательно устанавливается два вентилятора для обдувки вторичного трансформатора. Один кулер обдувает радиатор, благодаря чему предотвращается перегрев рабочих элементов — выпрямительных диодов.
Стоит воспользоваться вспомогательным элементом — термодатчиком, который рекомендуется устанавливать на нагревающемся элементе. Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента. После его срабатывания питание устройства отключается.
В процессе работы инверторная сварка быстро нагревается, поэтому обязательно должно быть два мощных кулера. Эти кулеры или вентиляторы помещаются на корпус устройства, чтобы работали на вытяжку воздуха. Свежий воздух поступает в систему через отверстия в корпусе. В системном блоке данные отверстия уже имеются, а при использовании любого другого материала не забудьте об обеспечении притока свежего воздуха.
Пайка платы. Ключевой фактор, ведь схема основана на плате. Транзисторы и диоды на ней важно смонтировать встречно друг к другу. Монтируется плата между радиаторами охлаждения, при помощи чего и соединяется цепь электроприборов. Рассчитывается питающая цепь на 300 В напряжения. Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь. На выходе трансформатора помещаются конденсаторы и снабберы, при помощи которых гасится перенапряжение на выходе вторичной обмотки.
Настройка, отладка работы. После сборки инверторной сварки требуется еще ряд процедур, в частности, настройка функционирования. Для этого к ШИМ (широтно-импульсному модулятору) надо подключить 15 В напряжения и запитать кулер. Дополнительно в цепь включают реле через резистор R11. Реле в цепь включается во избежание скачков напряжения в сети 220 В. Важно проконтролировать включение реле, а затем подать питание на ШИМ. В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
О правильности соединения можно судить, если при настройке реле выдает 150 мА. Если сигнал слабый, значит, платы соединены неправильно. Возможно, пробита одна из обмоток. Для устранения помех укорачиваются все питающие электропроводы.
Проверка работоспособности
После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
Потом сварка проверяется в действии. С этой целью используются необходимые электроды, и шов раскраивается до полного выгорания электрода. Затем важно проконтролировать температуру трансформатора. Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать.
После раскраивания двух-трех швов радиаторы нагреются до большой температуры, и важно дать им остыть. Для этого хватит двух-трехминутной паузы, в итоге температура выровняется до оптимальной.
Как пользоваться аппаратом
После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
Инверторная сварка незаменима в гараже. Если не обзавелись еще этим инструментом, сделайте его самостоятельно и пользуйтесь в свое удовольствие!
Устройство сварочного инверторного аппарата
Главная » Статьи » Устройство сварочного инверторного аппарата
Особенности устройства сварочного инвертора и его преимущества
Оглавление: [скрыть]
- Преимущества инверторных сварочных аппаратов
- Секреты устройства инверторных сварочных аппаратов
- Несколько нюансов при эксплуатации
Каково устройство сварочного инвертора и что это за оборудование? В наше время без сварочных работ никуда. Сварка применяется везде: в строительных, ремонтных и монтажных работах, при ремонте автомобилей и во многих других областях жизни. Сварочный аппарат сейчас имеют не только профессиональные сварщики, но и любители и просто хозяйственные люди. А появление сварочных аппаратов инверторного типа упростило жизнь всем, кто каким-либо образом связан с этим ремеслом. Однако первое время многие с опаской относились к такому оборудованию, потому что устройство сварочного инвертора для них казалось сложным и ненадежным. Но за годы успешной эксплуатации эти аппараты показали себя только с лучшей стороны.
Сварка применяется везде: в строительных, ремонтных и монтажных работах, при ремонте автомобилей и во многих других областях жизни. Сварочный аппарат сейчас имеют не только профессиональные сварщики, но и любители и просто хозяйственные люди. А появление сварочных аппаратов инверторного типа упростило жизнь всем, кто каким-либо образом связан с этим ремеслом. Однако первое время многие с опаской относились к такому оборудованию, потому что устройство сварочного инвертора для них казалось сложным и ненадежным. Но за годы успешной эксплуатации эти аппараты показали себя только с лучшей стороны.
Конструкция сварочного инвертора.
Преимущества инверторных сварочных аппаратов
По сравнению с обычными трансформаторными сварочными аппаратами, у инверторов есть определенные преимущества:
- малый вес;
- простота в работе;
- универсальность;
- надежность;
- возможность использования в быту и даже в квартире.
Принципиальная схема сварочного аппарата инверторного типа.
Благодаря таким качествам сварочные аппараты инверторного типа приобрели большую популярность. Они очень удобны при выполнении монтажных работ, так как имеют маленькие габариты и весят в основном около 5-6 килограммов. Такой аппарат можно повесить на плечо и выполнять сварку, стоя на лестнице или лесах, без каких-либо проблем. Инвертор отлично подойдет для начинающих сварщиков, потому что электронная составляющая максимально упрощает и сглаживает розжиг и горение дуги. Даже самые качественные трансформаторные аппараты не сравнятся с инверторными по этим показателям.
На выходе подается постоянный ток, что позволяет варить не только черный металл, но и цветные металлы, такие как нержавейка или алюминий.
Наличие постоянного тока позволяет даже использовать специальную горелку для сварки в среде инертного газа. Легкий и высокоточный инверторный сварочный аппарат создает минимальную нагрузку на электрическую сеть. Поэтому его можно подключать даже к обычной бытовой розетке. Большинство из этих сильных сторон обусловлены тем, как устроен инверторный сварочный аппарат.
Большинство из этих сильных сторон обусловлены тем, как устроен инверторный сварочный аппарат.
Вернуться к оглавлению
Традиционные сварочные трансформаторы работали на основе явления электромагнитной индукции. Высокая сила тока возникала за счет изменения напряжения в катушках трансформатора. При этом потери тока были значительными, а коэффициент полезного действия – низким. Такие аппараты очень чувствительны к перепадам напряжения в сети, и поэтому плавность горения дуги была не на высшем уровне. Инверторный сварочный аппарат работает по другим принципам. Здесь входной переменный электрический ток низкой частоты (50 Герц) преобразуется сначала в ток высокой частоты (несколько тысяч Герц).
Схема работы сварочного инвертора.
Для изменения напряжения и силы такого тока требуется уже значительно меньший трансформатор. После того как ток обретает необходимую силу, он выпрямляется и подается на клеммы. Все эти процессы происходят под управлением микропроцессора. Он отслеживает такие данные, как входное напряжение, сила тока на выходе и температура трансформатора и платы. Работа устройства постоянно подстраивается под все эти параметры.Наличие такой тонкой электроники позволяет сделать работу аппарата более плавной и экономной, а сила тока все время поддерживается на заданном уровне.
Работа устройства постоянно подстраивается под все эти параметры.Наличие такой тонкой электроники позволяет сделать работу аппарата более плавной и экономной, а сила тока все время поддерживается на заданном уровне.
Современные сварочные инверторные аппараты оснащаются несколькими системами для удобства работы. Например, в момент, когда зажигается дуга, часто можно наблюдать, что электрод прилипает к поверхности металла. Это происходит из-за малой силы тока. Дело в том, что в момент розжига дуги сила тока должна быть несколько выше, чем во время ее горения. В трансформаторных аппаратах эту проблему можно было решить, изменив напряжение и увеличив силу тока, что при сварке часто приводило к прожиганию металла. Сейчас же инверторные аппараты оснащаются функцией антизалипания электрода.
Микропроцессор увеличивает силу тока на доли секунды для того, чтоб зажечь дугу. После этого ток возвращается на заданный уровень. В случае если электрод по каким-то причинам все-таки начинает прилипать к металлу, электроника значительно снижает ток, чтобы электрод не приклеился к металлу и его было легко отцепить. Особенно приятны эти функции будут начинающим мастерам, у которых могут возникать проблемы со сваркой. Все инверторные аппараты оснащаются тепловой защитой, которая спасает электронику от перегрева. Так что если после длительной работы в жаркую погоду аппарат самостоятельно выключился – не пугайтесь, а просто дайте ему 15 минут, чтобы остыть, и он продолжит работать дальше.
Особенно приятны эти функции будут начинающим мастерам, у которых могут возникать проблемы со сваркой. Все инверторные аппараты оснащаются тепловой защитой, которая спасает электронику от перегрева. Так что если после длительной работы в жаркую погоду аппарат самостоятельно выключился – не пугайтесь, а просто дайте ему 15 минут, чтобы остыть, и он продолжит работать дальше.
Вернуться к оглавлению
Таблица требуемых технических характеристик для сварочного инвертора.
Мы все привыкли к тому, что электроника чаще всего очень нежная и требует к себе бережного отношения. Именно поэтому многие стараются избегать работы с инверторными сварочными аппаратами. А напрасно. Защита от перегрева никогда не позволит вам спалить обмотки трансформатора или плату. Все аппараты оснащаются защитой от скачков напряжения в сети, поэтому за это тоже можно не переживать. Однако есть все-таки несколько врагов у инверторных аппаратов. Первый из них – пыль. Она скапливается на элементах платы и становится накопителем и источником статического электричества. Впоследствии это может привести к короткому замыканию и выходу из строя отдельных элементов микросхемы.
Впоследствии это может привести к короткому замыканию и выходу из строя отдельных элементов микросхемы.
Усугубляется это порой тем, что вентилятор, который используется для охлаждения, может втягивать пыль внутрь корпуса. Для того чтобы избежать проблем, связанных с пылью, старайтесь раз в год разбирать корпус сварочного аппарата и вычищать оттуда всю пыль. А если работы ведутся на стройке или в других местах с повышенным запылением, то делать это нужно даже чаще.
Второй враг – это влага. Прежде всего стоит обратить внимание на место хранения аппарата: оно должно быть сухим. А о том, чтобы варить под дождем, и речи быть не может: это запрещено техникой безопасности.
Сегодня можно встретить самые разные инверторные сварочные аппараты. Для бытового использования можно приобрести аппарат попроще, без лишних функций и невысокой мощности: в быту вы не будете пользоваться электродами толщиной 5 мм, и даже «четверка» редко понадобится.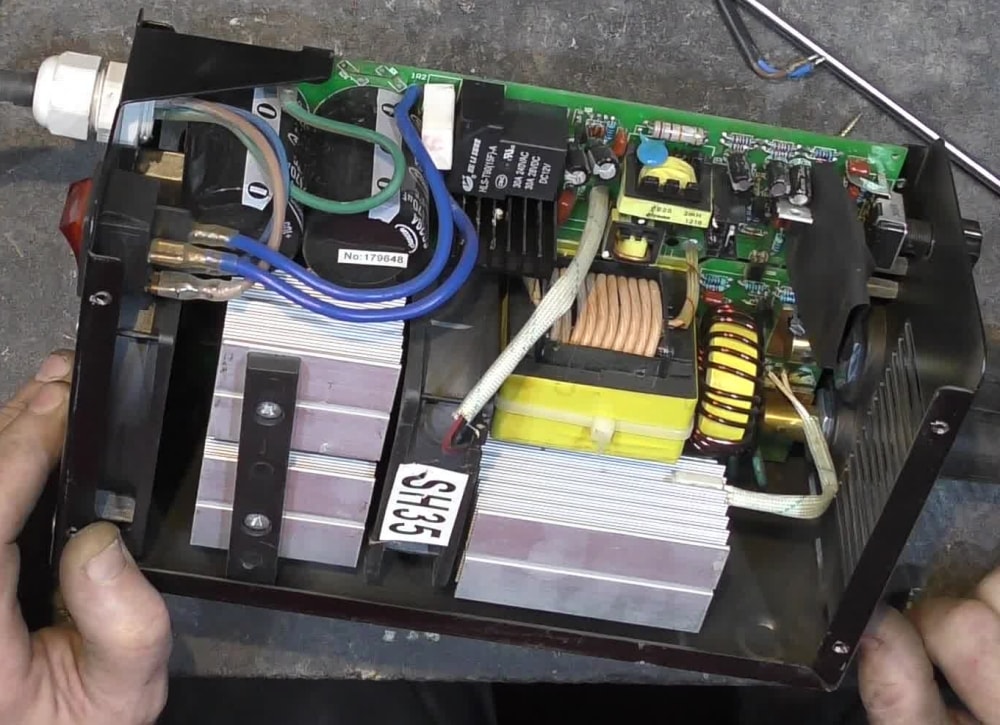
Следовательно, и сила тока в 250-300 ампер вам не понадобится. Для промышленных же целей, конечно, лучше взять аппарат мощнее, оборудованный несколькими уровнями защиты и дополнительными функциями.
В любом случае инверторный сварочный аппарат намного практичнее и экономичнее любого трансформаторного, а надежность его уже не вызывает сомнений.
Если следовать нескольким простым советам, эксплуатация инверторного сварочного аппарата принесет вам только положительные эмоции, и вы не пожалеете о его приобретении.
parnikiteplicy.ru
Устройство современного сварочного инвертора
Комментариев:
Рейтинг: 17
Оглавление: [скрыть]
- Некоторые особенности
- Характеристики изделий
- Дополнительные приемы использования
Прежде всего нужно хорошо понимать, что термин «инвертор» относится не к типу электродуговой сварки. Речь идет об источнике питания, требуемом сварочному аппарату. Этот способ появился в прошлом веке в начале 70-х гг. Его сложно назвать новым, однако за прошедшие 40 лет это устройство много раз подвергалось усовершенствованию.
Этот способ появился в прошлом веке в начале 70-х гг. Его сложно назвать новым, однако за прошедшие 40 лет это устройство много раз подвергалось усовершенствованию.
Резонансный LCL-T-конвертер.
Сегодня в нем преобладает электроника, его стоимость доступна любому покупателю, а качество и надежность выросло во много раз. Устройство сварочного инвертора довольно сложное. Его работа основа на соответствии пары преобразователей напряжения, имеющих весьма высокие электрические показатели. Управляет такими преобразователями специальный электронный микропроцессор.
Некоторые особенности
Работа сварочного инверторного устройства выполняется по принципу инверсии.
Блок – схема сварочного инвертора.
То есть происходит фазовый сдвиг подающего напряжения. Он осуществляется электронной схемой изделия с постепенным увеличением мощности тока, получаемой на выходе. В это время происходит двойное преобразование.
На первом этапе переменный ток, имеющий стационарное напряжение, превращается в постоянный. Попадая на следующий преобразователь, ток вновь возвращается в начальное состояние, то есть обращается в переменный, однако имеет низкое напряжение, другую силу тока, частоту более 50 Гц.
Попадая на следующий преобразователь, ток вновь возвращается в начальное состояние, то есть обращается в переменный, однако имеет низкое напряжение, другую силу тока, частоту более 50 Гц.
Чтобы понять, как при таких небольших объемах можно работать с токами, превышающими 200 А, необходимо более подробно ознакомиться с устройством таких аппаратов.
Вернуться к оглавлению
Устройство сварочного инвертора.
Любой инвертор сконструирован из шести основных узлов.
Прежде всего, выпрямитель и зарядное устройство, которые необходимы для того, чтобы преобразовывать наличие переменного подающего напряжения в постоянный вариант. При этом присутствующие платы, которые управляют процессами инвертирования, питаются от силового выпрямителя, работает также отдельный выпрямитель и трансформатор.
На втором шаге низкочастотный фильтр сглаживает питание. Оно попадает на транзисторы, созданные в соответствии с технологией IGBT. Тиристоры создают переменное напряжение, имеющее одну фазу высокой частоты. Ключами управляет блок системы управления, в котором учитываются сигналы, идущие от тока и напряжения. При наблюдении за режимом функционирования инвертора происходит формирование выходного сигнала.
Затем в схему встроен сварочный трансформатор, который понижает напряжение до конкретного значения и уровня. Но в связи с тем, что сигнал высокочастотный, масса трансформатора уменьшается в несколько раз, если сравнивать ее со стандартной моделью.
На следующем шаге переменное напряжение вновь выпрямляется и после сглаживания высокочастотным фильтром происходит подача на электрод.
Cварочная горелка для полуавтоматов.
Сварочный агрегат инверторного типа разрабатывался не в качестве альтернативы к работающим устройствам, он должен был стать принципиально новым устройством, производящим сварку самых разных металлов и сплавов. Вот почему инверторный сварочный аппарат имеет много преимуществ. Некоторые из них:
- Конструкция не имеет силового трансформатора. В результате практически не существует внутренних потерь от перемагничивания металла и нагрева.
 Электромагнитная индукция не поглощает энергию индукции в целом.
Электромагнитная индукция не поглощает энергию индукции в целом. - Отличная точечная настройка помогает обеспечивать хорошую обратную связь между напряжением и током. Это позволяет иметь горячий старт, отсутствует прилипание электрода.
- Сварочный аппарат имеет много настроек сварочного тока, что дает возможность выполнять работу электродами маленького диаметра.
 Электромагнитная индукция не поглощает энергию индукции в целом.
Электромагнитная индукция не поглощает энергию индукции в целом.Возьмем для примера инвертор большой мощности — примерно на 160 А. Параметры такого сварочного аппарата позволяют работать электродом с диаметром 4 мм.
Вернуться к оглавлению
Схема инверторной сварки.
Если проводить работы от стационарной сети, необходимо замерить напряжение. Если оно будет менее 220 В, начнет происходить залипание электрода. Чтобы этого не происходило, придется работать с другим инвертором, обладающим более высокой мощностью, или пользоваться более тонкими электродами. В случае когда напряжение в сети будет менее 190 В, инверторный сварочный аппарат совсем не будет работать.
С включенным устройством работы выполняются так же, как и при обыкновенной сварке. Отличие лишь в том, что для получения дуги не нужно постоянно следить за величиной зазора между деталью и электродом.
Важным положительным качеством инвертора считается его небольшая масса. Он весит примерно 6 кг. Причем мощность дуги такая же, как у классических сварочных аппаратов.
Огромным достоинством является высокий КПД, достигающий 90%. Инверторное устройство обладает низким потреблением электричества.
В аппарате великолепно сочетаются показатели напряжения, величины силы тока. Это дает возможность без труда настроить сварочный аппарат на разные режимы сварки.
Кроме вышесказанного нужно отметить еще и тот факт, что инверторные аппараты могут работать с абсолютно любым видом сварочного оборудования, причем диапазон напряжения, которым обладает устройство, очень широк, начиная от 180 и заканчивая 230 В.
Важным отличием современных инверторов от стандартных сварочных трансформаторов считается наличие двух каскадов, преобразующих ток, осуществление постоянного контроля над ведущимися работами, электронным микропроцессором. Они, если возникнет необходимость, проведут корректировку электрических характеристик до получения нужных параметров сварки.
Они, если возникнет необходимость, проведут корректировку электрических характеристик до получения нужных параметров сварки.
https://moyakovka.ru/youtu.be/f78SVlwbuhI
Одним из недостатков является поломка микропроцессора. Однако это в основном связано с неправильной эксплуатацией устройства.
При осуществлении выбора инвертора необходимо всегда помнить, что его стоимость дороже таких же конвенциональных аппаратов. Это устройство требует более аккуратного отношения. Однако начинающему сварщику будет легко на нем работать, так как он нечувствителен к небольшим огрехам.
Часто приходится проводить сварочные работы на больших высотах. Компактность инвертора позволит доставить его на любую высоту.
При точном соблюдении всех правил эксплуатации инвертор будет работать длительное время без поломок. Он всегда будет показывать качественный результат.
moyakovka.ru
Схема инверторного сварочного аппарата
Современные схемотехнические решения и элементная полупроводниковая база позволили уйти от устаревших и тяжёлых трансформаторных выпрямителей. В наши дни используется преобразование сетевого напряжения по несколько иному принципу. Образцом такого решения служат схемы сварочных инверторов, преимуществами которых являются как небольшой вес, так и отсутствие нагрузок на электрические сети общего пользования.
В наши дни используется преобразование сетевого напряжения по несколько иному принципу. Образцом такого решения служат схемы сварочных инверторов, преимуществами которых являются как небольшой вес, так и отсутствие нагрузок на электрические сети общего пользования.
Электрические схемы, основанные на использовании современной полупроводниковой электроники, открыли широкие возможности для совмещения инновационных принципов с высокими потребительскими качествами.
Виды сварочных аппаратов
Технологические возможности нашего века характерны использованием новых решений не только в военно-космической сфере, но и в бытовом применении инженерных, прогрессивных принципов. Этот процесс находит отражение и в технологии производства оборудования для сварочных работ. Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое. Для этого предназначены различные схемы сварочных инверторов, которые необходимы для выполнения определённых функций, а именно:
- для электродуговой сварки покрытыми электродами необходимы инверторы ММА, которые обеспечивают высокий КПД, при малом потреблении и невысоком весе оборудования;
- аппараты ММА+TIG, которые обеспечивают отличные показатели работы тугоплавкими электродами в среде инертных газов;
- агрегаты с полуавтоматической подачей сварочной проволоки (MMA+MIG) в среду защитных или активных газов в сварочной ванночке;
- оборудование для импульсной, точечной сварки для осуществления кузовного и прочего ремонта.
- сварочные преобразователи для резки металлов различного принципа действия.

Важно подбирать оборудование в соответствии с вашими потребностями, чтобы не переплачивать за аппаратуру, которая в дальнейшем может не понадобиться, и убедиться в наличии центров гарантийного ремонта и обслуживания.
Принципиальная схема аппаратов инверторного типа
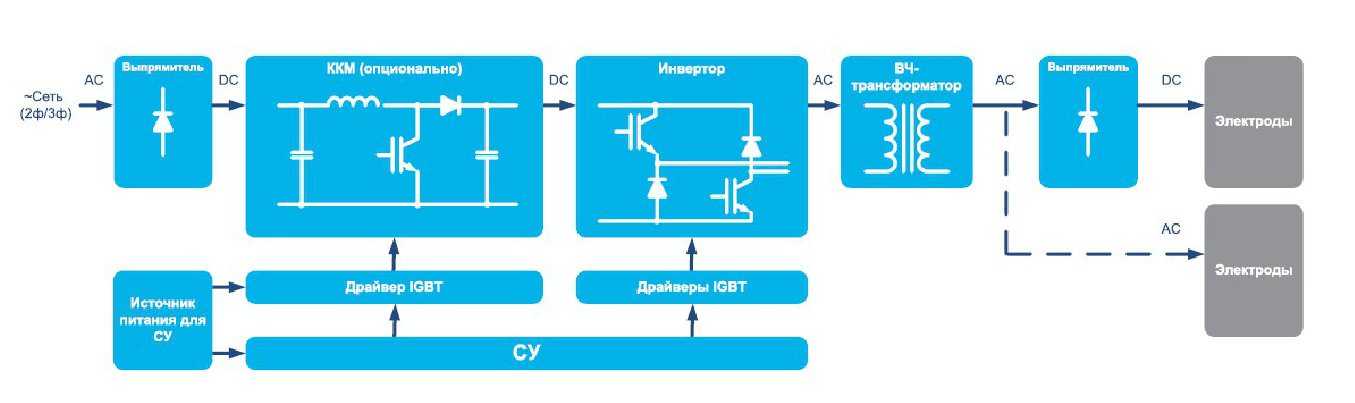
Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе. Эти аппараты могут питаться как от трёхфазной сети 380В, так и от однофазного напряжения 220 В. Причём колебания питающего напряжения могут достигать значительных величин, что не сказывается на работоспособности агрегатов. Это позволяет работать в нестабильных сетях загородного электроснабжения, которое довольно часто присутствует в дачных поселениях. Переменное напряжение частотой 50 Гц поступает на вход аппарата, где выпрямляется и преобразуется в высокочастотные колебания до 70−85 кГц. Это даёт возможность за счёт высококачественной элементной базы и компактных трансформаторов получать на выходе импульсный и постоянный сварочный ток. Такая схема сварочного аппарата состоит из следующих элементов:
Переменное напряжение частотой 50 Гц поступает на вход аппарата, где выпрямляется и преобразуется в высокочастотные колебания до 70−85 кГц. Это даёт возможность за счёт высококачественной элементной базы и компактных трансформаторов получать на выходе импульсный и постоянный сварочный ток. Такая схема сварочного аппарата состоит из следующих элементов:
- низкочастотный понижающий выпрямительный блок с конденсаторным фильтром;
- регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный;
- трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности;
- сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения;
- схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Мощные выходные транзисторы и диоды должны обладать эффективными теплоотводящими радиаторами, которые охлаждаются принудительной вентиляцией, интенсивность действия которой должна зависеть от сварочной нагрузки. Только в этом случае удастся избежать неисправности силового блока инверторного аппарата. Также безупречная работа обеспечивается путём соблюдения правил безопасной работы и своевременного обслуживания отдельных агрегатов и узлов. Важное место занимает регулярная очистка от пыли охлаждающих радиаторов силовых, полупроводниковых элементов.
Только в этом случае удастся избежать неисправности силового блока инверторного аппарата. Также безупречная работа обеспечивается путём соблюдения правил безопасной работы и своевременного обслуживания отдельных агрегатов и узлов. Важное место занимает регулярная очистка от пыли охлаждающих радиаторов силовых, полупроводниковых элементов.
Отличия схемотехнических решений разных видов инверторов
Поэтому сварка в таких условиях имеет свои отличия от стандартной схемы, а именно:
- в аппаратуре TIG и MIG/MAG присутствует схема задержки сварочного тока относительно подачи защитного газа;
- для обеспечения работы аргонодугового метода (TIG) аппаратура снабжается специальными разъёмами для подачи газа, а горелка имеет устройство крепления для вольфрамового электрода;
- в полуавтоматических инверторах присутствует устройство протяжки сварочной проволоки с регулируемой скоростью, для этой цели используют еврорукав, через который подаётся газ и проволока в зону сварочного шва.

Широкие возможности аппаратурной регулировки параметров импульсного напряжения, позволяют сваривать сплавы титана и алюминия, тонкостенную легированную и нержавеющую сталь. Прочность соединения различных материалов обеспечивается правильным подбором параметров тока и состава сварочной проволоки, а также грамотным выбором состава газовой смеси.
Возможные неисправности и способы их устранения
Основными причинами плохой или неустойчивой работы схемы инвертора могут быть следующие причины:
- слишком низкое или высокое напряжение в электрической сети, обычно инвертор работоспособен от 170 до 250 В;
- малое сечение или большая длина сетевого провода, жилы должны быть сечением не менее 2,5 мм2, а длина не превышать 30 метров;
- штатный сварочный кабель не должен быть длиннее 3 м, а сечение от 35 до 50 мм2;
- необходимо убедиться в бесперебойной работе вентилятора, иначе может произойти выход из строя силовых полупроводниковых элементов схемы инвертора;
- плохой контакт одного или обоих кабелей.

Если причина неработоспособности инверторного аппарата заключается в подгорании контактов или транзисторов схемы, то лучше не предпринимать самостоятельных действий. Дело в том, что видимая неисправность, может повести за собой выход из строя других элементов схемы аппарата, которые можно обнаружить только с помощью соответствующего оборудования.
Важно проводить сложный ремонт в гарантийных и специализированных мастерских, чтобы избежать последствий и затрат, связанных с неквалифицированным вмешательством.
Итог
Мы рассмотрели принципиальную схему сварочного инвертора, знание которой убережёт вас от основных ошибок при эксплуатации сложной аппаратуры. Современные схемные решения сделали возможным создание лёгких и мощных сварочных аппаратов с широкими возможностями и высоким классом защиты. Но не следует забывать о правилах техники безопасности при выполнении сварочных работ, а также использовать спецодежду.
Сергей Одинцов
electrod.biz
Сварочное оборудование и аксессуары — XtremepowerUS
69,95 долларов США
Нет в наличии
Распродажа -65%
100-футовая 1/4-дюймовая кислородно-ацетиленовая двойная сварочная горелка, шланг класса R, красный…
Обычная цена 69,95 долларов США $199,95
16,95 долларов США
Продажа -66%
Газовый шланг для расходомеров аргона Регуляторы Регулятор подходит для Miller Linc.
 ..
..Обычная цена 16,95 долларов США 49 долларов.95
29,95 долларов США
Продажа -73%
Аргон CO2 Mig Tig Расходомер Регулятор сварки Регулятор Манометр Газ Свар…
Обычная цена 29,95 долларов США $109,95
149,95 долларов США
Продажа -63%
Сварочный комплект Victor Type Кислородный ацетиленовый резак Горелка с 15…
Обычная цена 149 долларов0,95 399,95 долларов США
23,95 доллара США
 jpg?v=1593449201″>
jpg?v=1593449201″>Продажа -60%
Заднее крепление для кислородно-кислородной газовой сварки Регулятор манометра V…
Обычная цена 23,95 доллара США 59,95 долларов США
29,95 долларов США
Продажа -70%
Задний монтажный ацетиленовый газовый сварочный аппарат Регулятор манометра Vi…
Обычная цена 29,95 долларов США $99,95
149,95 долларов США
Продажа -50%
Кислородный ацетиленовый сварочный комплект Тип Резак Сварочный шланг Очки…
Обычная цена 149,95 долларов США 299,95 долларов США
109,95 долларов США
Продажа -45%
160 AMP Дуговая электросварочная машина Однофазный стержень Электро…
Обычная цена 109,95 долларов США $199,95
279,95 долларов США

Нет в наличии
Распродажа -60%
2 в 1 ВИГ ПОСТОЯННО-ИМПУЛЬСНАЯ ЧАСТОТА ВЧ СВАРОЧНЫЙ АППАРАТ 200 А MOSFET ПРЕОБРАЗОВАТЕЛЬ MM…
Обычная цена 279,95 долларов США 699,95 долларов США
199,95 долларов США
Продажа -50%
Электрический точечный сварочный аппарат 1/8″ Однофазный портативный сварочный аппарат
Обычная цена 199,95 долларов США 399,95 долларов США
189,95 долларов США
Продажа -53%
Электрический точечный сварочный аппарат 1/8 “однофазный портативный сварочный аппарат
Обычная цена 189,95 долларов США 399,95 долларов США
$7,99
Продажа -60%
Сварочная муфта для шлангов с аргоном или защитным газом 5/8″-18 внутренняя x 5/8″-18 F.
 ..
..Обычная цена $7,99 19,99 долларов США
45,95 долларов СШАПродажа -65%
Регулятор азота с давлением нагнетания 0-800 PSI, CGA580 на входе C…
Обычная цена 45,95 долларов США $129,95
49,95 долларов США
Продажа -69%
Аргоновые расходомеры-регуляторы с приваркой газового шланга CGA-580 Miller Li…
Обычная цена 49,95 долларов США $159,95
39,95 долларов США
Нет в наличии
Распродажа -60%
Сварочный аппарат газовой сварки ацетилен Регулятор harris victor факел резки …
Обычная цена 39,95 долларов США $99,95
39,95 долларов США
Нет в наличии
Распродажа -60%
Сварочный аппарат газовой сварки ацетилен Регулятор harris victor факел резки .
 ..
..Обычная цена 39,95 долларов США 99,95 долларов США
39,95 долларов США
Нет в наличии
Распродажа -60%
CGA540 Регулятор давления кислорода Сварочный газовый манометр Резак для…
Обычная цена 39,95 долларов США 99,95 долларов США
359 долларов США0,95
Продажа -49%
Инвертор постоянного тока Pilot Arc HF Plasma Cutter Dual Voltage 110V/220V cut 4…
Обычная цена 359,95 долларов США 699,95 долларов США
$134,95
Продажа -66%
Двойной аппарат дуговой сварки 110/220 В 250 А с вентиляторным охлаждением, однофазный 14…
Обычная цена $134,95 399,95 долларов США
228,95 долларов США
Нет в наличии
Распродажа -67%
Инвертор постоянного тока Advance IGBT 200 A, дуговая сварка MMA, 17 фунтов, сварочный.
 ..
..Обычная цена 228,95 долларов США 699,95 долларов США
$89,95
Нет в наличии
Распродажа -59%
Серия Black pro Дуговая палка мма Сварочный аппарат Сварочный аппарат 100 ампер 11…
Обычная цена $89,95 219,95 долларов США
$124,95
Продажа -69%
130 Сварочный аппарат MIG Flux Core Wire с автоматической подачей сварочного аппарата с F…
Обычная цена $124,95 399,95 долларов США
224,95 доллара СШАПродажа -63%
195 AMP DUAL MIG-195 230V Flux Core Auto Wire Welding Machine Gas N…
Обычная цена 224,95 доллара США $599,95
$81,95
 com/s/files/1/2339/1083/products/55101.jpg?v=1579037605″>
com/s/files/1/2339/1083/products/55101.jpg?v=1579037605″>Продажа -63%
Катушка 10 фунтов 0,8 мм 0,030 дюйма Сварочный аппарат MIG MAG Проволока для сварки с флюсовым сердечником Газовая сварка…
Обычная цена $81,95 219,95 $
Коллекция мелодия Корзина для покупок add_shopping_cart Моя учетная запись supervisor_account Поиск поиск Недавний просмотр продукта wb_sunny Перейти к началу расширить_less
Идеальная сварка — Fronius
Подробнее о TIG DynamicWire
Учить больше
Учить больше
Учить больше
Подробнее об iWave
Новости о сварке
iWave: инновационный продукт «3 в 1» от технологического лидера
Источник тока TIG обеспечивает идеальные сварные швы на всех свариваемых материалах. Он также обладает многопроцессорной способностью и имеет множество инновационных функций.
Он также обладает многопроцессорной способностью и имеет множество инновационных функций.
Сварка ВИГ холодной проволокой – умно и просто
Компоненты ВИГ холодной проволокой уже доступны для Fronius iWave. Благодаря новому запатентованному сварочному комплексу TIG DynamicWire даже любители могут с легкостью выполнять идеальные сварные швы TIG.
Сварка соединяет металлы, промышленность и людей
Мы стремимся производить больше, чем просто сварочные системы , поэтому мы являемся лидером инноваций для дуговой сварки и постоянно совершенствуем сварочные процессы.
В дополнение к технологии сварки для роботов мы предлагаем решения для ручной дуговой сварки в среде защитных газов , для процессов сварки MIG/MAG, TIG и MMA . Мы также внедряем автоматизированные, комплексные сварочные решения , адаптированные к требованиям клиентов в области автоматизации сварки.
Мы также внедряем автоматизированные, комплексные сварочные решения , адаптированные к требованиям клиентов в области автоматизации сварки.
Ведь сварка создает связи — между металлами, между отраслями, между людьми. Связанные дугой, страстью, удар сварки .
Посмотреть все сварочное оборудование
Сварочное оборудование и решения для сварки
Ручное сварочное оборудование
Решения для роботизированной сварки
Мир сварки
ЧТО ТАКОЕ СВАРКА МИГ/МАГ?
Сварка MIG/MAG также называется дуговой сваркой металлическим газом. Различают сварку металлов в среде инертного газа (MIG) и сварку металлов в среде активных газов (MAG). MIG/MAG в настоящее время является наиболее часто используемым процессом сварки и обеспечивает особенно высокую скорость сварки. Он может использоваться ручным, механизированным или роботизированным способом.
MIG/MAG в настоящее время является наиболее часто используемым процессом сварки и обеспечивает особенно высокую скорость сварки. Он может использоваться ручным, механизированным или роботизированным способом.
Узнать больше
ЧТО ТАКОЕ СВАРКА TIG?
Сварка вольфрамовым электродом в среде инертного газа (сварка ВИГ) представляет собой процесс сварки в среде защитного газа и является одним из процессов сварки плавлением. Он используется везде, где требуется оптимальное качество сварных швов без брызг. Сварка ВИГ подходит, помимо прочего, для нержавеющих сталей, алюминиевых и никелевых сплавов, а также для тонколистового металла из алюминия и нержавеющей стали. Он используется в строительстве трубопроводов и контейнеров, в строительстве порталов и в аэрокосмической промышленности.
Узнать больше
Информационный бюллетень Регистрация
Благодарим вас за подписку на новостную рассылку Perfect Welding! Для завершения регистрации вы вскоре получите электронное письмо со ссылкой для подтверждения вашего адреса электронной почты.