7. Устройство и геометрия спирального сверла
1.Норма времени-режим время выполнен.некотор.объем работ в определ.производ.условиях соответс.квалификации
Тшт.к=Тп.з/n1+∑Тшт,мин
Тп.з- время затраченное на подготовку
n1-число дЕталей партий,шт
Тшт- время,котор.затрач.на изготов.деталей
Тшт.= Тосн + Твсп +Тобсол + Тличн
Тосн-машин,машинноручное
Твсп-время расход.на действия обеспечен.данной работы
Тобсл-время на технич.обслуживан.организ.места
Тличн.-время израсход.на личн.расходы
2.Базы-поверхности,точки и их совокупности, служащие для ориентации детали(или заготовки)
Различают: -конструкторские базы, -технологические, -измерительные
– Конструкторские- поверхности ,использ. для определения полож.деталей или сборочн. едениц
–
Технологические-поверхностн.
– Измерительные-поверхн.от которой производ.измерен.размеров
Выбор черновых баз:
1)поверхности ровн.и чистые
2)стабил.распол.относит.других поверхностей
3)брать поверохн. с припусками
4)при переустан.заготов.черн.базы замен.чистовыми
Чистов.баз:
1)вести обраб.при минимальн.числе баз
2)брать поверхност.от котор.дан размер
3.Массовое производство– производ.при котором изготовл.изделий ведется путем выполнен.постоянно повтор.операций.
Характ.особенность– детали после обратки нна одном станке,сразу передают для обраб.на последние место рабочее.
Серийное-характер.,тем,что на больш.рабочих мест последовател.обработки партий разных деталей.
Разделяют:-крупносерийное-мелкосерийное-смешанное
Еденичное-характерн.производ.определенных
изделий в одном или нескольких
экземпляров.
Особенности:
1)широкое и разнообразн. изготовлен.изделия
2)нет повторных операций
3)широкое уневерсальн.оборудование
4)высокое квалификац.раб.силы
4.Припуск на обработку-слой метал.подлежащ.удаленно при механич.обработки заготовки для получения заданного чертежа и технической условной формы.
Бывают:
-операционный-слой металла удаляемый при выполнения одной технолог.операции.
1) h общ =Дз –d
2) h общ =
3) h≥T+(+)+(+),мм
5.Точность обработки-это значит обеспечить соблюд. геометр. параметров и физических с-в деталей допусков.
Механическая обработка- возн.погрешности:
1)размеры 2)формы 3)качество поверхност.слоя
Неточности и деформации станка(величины погрешности станков по мере деятельн. Их работы возрастает.
Неточности
инструментов и приспособлений(влеяние
на снижение точности обработки,оказыв. источн.режучих
мерных(сверл,зенкеров,разверток,протяж.)и
фасонных(фасонных резцов и,фрез)
инструментов.)
источн.режучих
мерных(сверл,зенкеров,разверток,протяж.)и
фасонных(фасонных резцов и,фрез)
инструментов.)
Суммирование погрешности проводят в зависим.от вида погрешн.алгебр.или арифмитич.
6.Для каждого метода мех.обработ.существов.определен.пределен.экономич.степени точности.
Экономическ.точности обработки-понятие включающ.получение детал.минимальн.стойкости обработки
Достижение точности-максимальная точность которая может быть получена при обработ.детали
высокой квалификац.
Применяется к шероховатости поверхности обработки детали, также различают экономич.и достижен.шероховат.
.
8.Глубина резания t для сверления t=0.5D. Для рассверливания,зенкерования,развертывания t=0.5(D-d)
Подачу можно определить:
S=*D*
-коэфиц.учитывающ.с-ва обраб.матер.
D-диаметр инструмен.
-коэфиц.учитывающ. глубину
сверления
глубину
сверления
Иногда выбирают S=(0.02…0.03)D
*
=***
Частота вращения:
n=-по паспорту
9. Площадь срезаемого слоя при сверления:
f=t*s=S*D/2 мм2
Площадь среза приход.на одну режущ.кромку.
f1=f(2-S*D/4) мм2
При сверление:
b=D/2*sin γ,при расверливан.b=(D-)/2*sin γ
10.Скорость резания:
V=(м/мин)
V=(м/мин)
D-диаметр сверла
Cv-коэф.учитыв.мет.заготовки и инструмен.
m,z,x,y-степенные показатели
t-глубина,мм
s-подача,мм/об
k-коэф.учитывающ.неуточнен.факторы
Стойкость применяется для стали(1….1.5)D
11. Силы резания, крутящий момент, мощность потребная на сверление, рассверливение, зенкерование, развертывании
При L1=L2 ; -уничтожения ;
;-сверление
;-зенкование
Суммарный момент сил резания :
– момент от действия силы
-действие
сил на переем.
-момент на ленточках
-сверление
Мощность в процессе сверления:(кВТ)
(кВТ)
12.Основное время при сверлении,зенкеровании,развертывании
.t-глубина резания
l-глубина сверления
; L-длина хода; -подачаi-число рабоч.ходов
; -глубина сверления;-врезание-выход
13.Износ сверла,критерии его затупления. Способы улучшения геометрии сверла
Критерии затупления:
-въезжание сверла
Способы улучшения:
-двойная
заточка-удлинен.лезвия,увеличив.контакт
лезвия с заготов.,тем самым
улучшен.теплоотвод. и увелич.стойкость.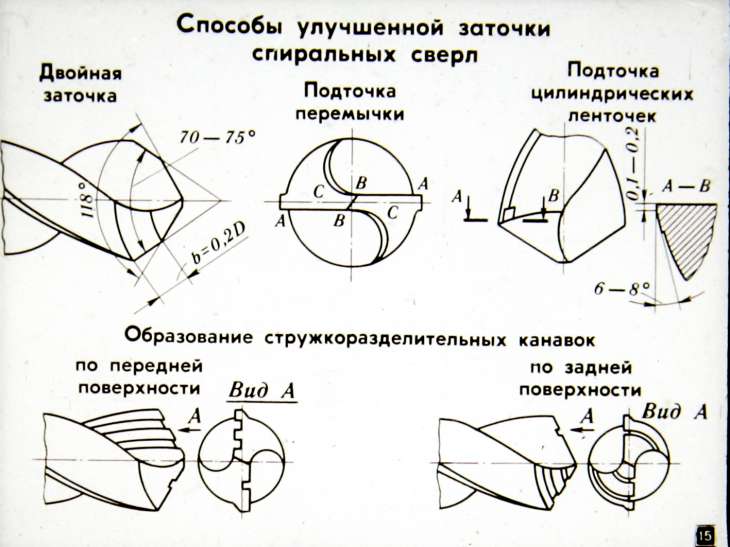
-подточка поперечной режущей кромки
-подточка по методу Жирова
-подточка ленточки
Обработка стальных деталей с охл. Износ по задней поверхности
h4=1.0…..1.2 мм
Без охлаждения: ∂=0.5…..1.2 мм
14.Инструмент для обр.Отверстий. Припуски на обр.
Зенкеры.Обрабатываются для придания им правильной геометрической формы, достиженнного класса точности .
Применение: обработка цилиндрических и конических углублений под головку и подрез.торц поверхности.
Припуск принимается = 0.5….2 мм. Точность= 11…..13 квалитетов. Марки :Р6М5, Р18,Р9
Развертка. Процесс обработки со снятием очень тонкую стружки предов.просверл. расточен.резцом или обработки зенкером.
Точность:6-10 квалитетов
Припуск=0.1….0.4 мм
Изготовлен.из углерод.легирован. и быстрый стали.
15.Устройство и назначение вертик.-сверлильного станка. приспособления к сверлильным станкам
Он
предназначен.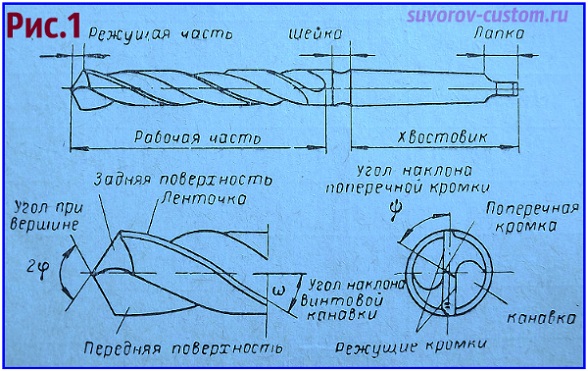 для сверления глухих и
сквозных отверстий, рассверливания,
зенкерования, цекования нарезание
резьбы и т.д
для сверления глухих и
сквозных отверстий, рассверливания,
зенкерования, цекования нарезание
резьбы и т.д
Максимальный диаметр 35 мм. Частота вращения 1440 об/мин
16.Основные типытокарныхстанкови их назначение.
Карусельные станки. Обрабат.детали большого деаметра при относительн.малой высоте.
Токорно-револьверн. Предназначен для серейн. изготовлении из деталей сложн.формы из прутка или штучных заготовок.
Револьверн. Отсутствие подовой винт, в место задней бабки имеют револьверную головку.
Многорезцовые токарные станки имеют два суппорта.
Полуавтоматы-станки
у которых все элементы, операции
автоматезиров.за исключением установ.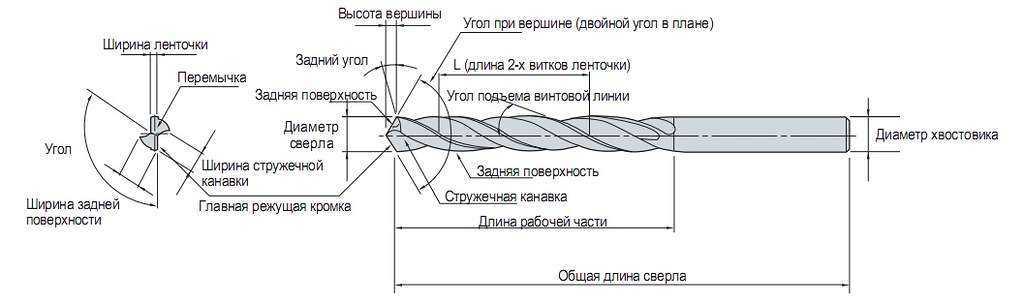
17.Устройство и назначение токрно-инторезного станка. Принадлежности к токарно-винтор. станкам.
Состоит: станина,передняя бабка с коробкой скоростей, задняя бабка,коробка подач,суппорт с фартоком,привод быстрых перемещения суппорта,гитара со сменными колесами,шкаф с электрооборудованием.
Станина служит для установления на ней всех остальных узлов станка.На верхней части станины есть направляющая ,по которой перемещается карета суппорта и задняя бабка.
Передняя бабка представляет собой коробку скоростей.Важная часть передней бабки шпиндель.
Суппорт предназначен для закрепления и подачи режущего инструмента.Состоит:каретка нижней части ,средней чатсти,и верхней части.
Практическая работа №6 “Измерения геометрических параметров спирального сверла”
Отверстия на сверлильных станках обрабатывают сверлами, зенкерами и развертками.
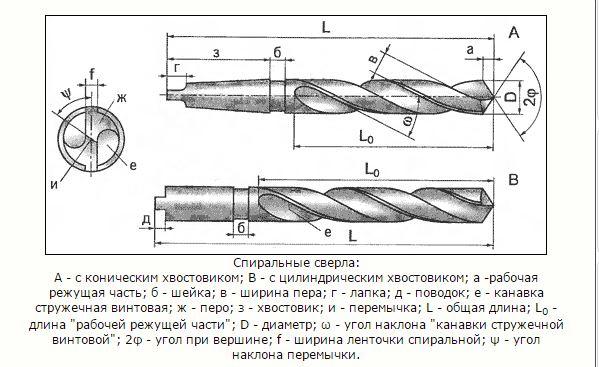
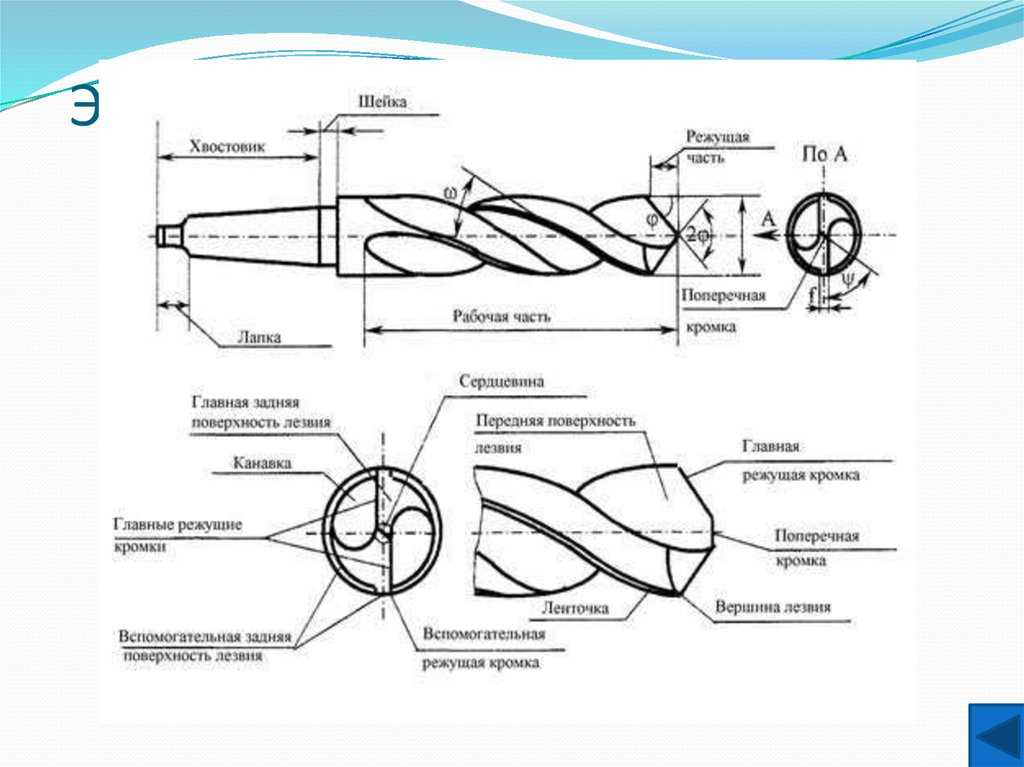
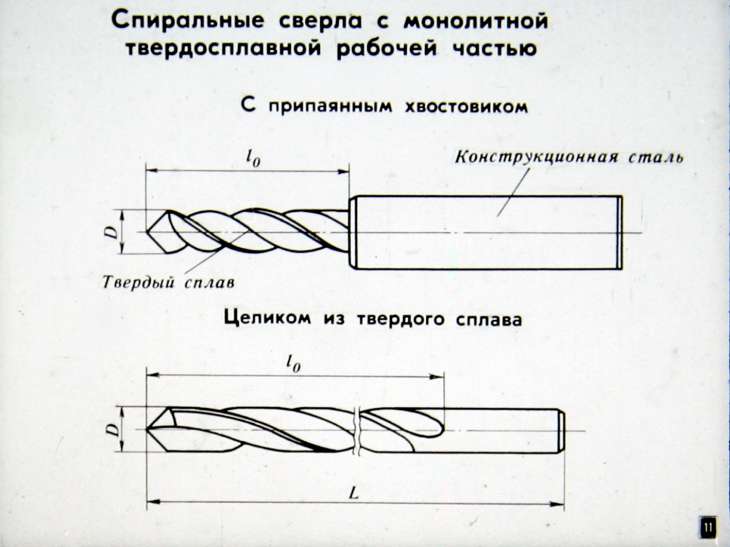
Сверла по конструкции и назначению подразделяют на спиральные, центровочные и специальные.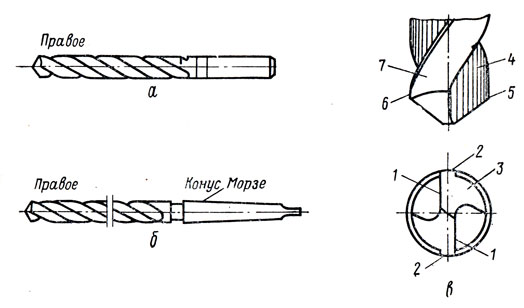 Наиболее распространенный для сверления и рассверливания инструмент — спиральное сверло (рис. 6.40, а), состоящее из рабочей части 6, шейки 2, хвостовика 4 и лапки 3.
Наиболее распространенный для сверления и рассверливания инструмент — спиральное сверло (рис. 6.40, а), состоящее из рабочей части 6, шейки 2, хвостовика 4 и лапки 3.
В рабочей части 6 различают режущую часть 1 и направляющую часть 5 с винтовыми канавками. Шейка 2 соединяет рабочую часть сверла с хвостовиком. Хвостовик 4 необходим для установки сверла в шпинделе станка. Лапка 3 является упором при выбивании сверла из отверстия шпинделя.
Элементы рабочей части и геометрические параметры спирального сверла показаны на рис. 6.40, б. Сверло имеет две главные режущие кромки 11, образованные пересечением передних 10 и задних 7 поверхностей лезвия и выполняющие основную работу резания; поперечную режущую кромку 12 (перемычку) и две вспомогательные режущие кромки 9. На цилиндрической части сверла вдоль винтовой канавки расположены две узкие ленточки 8, обеспечивающие направление сверла при резании.
Геометрические параметры сверла определяют условия его работы.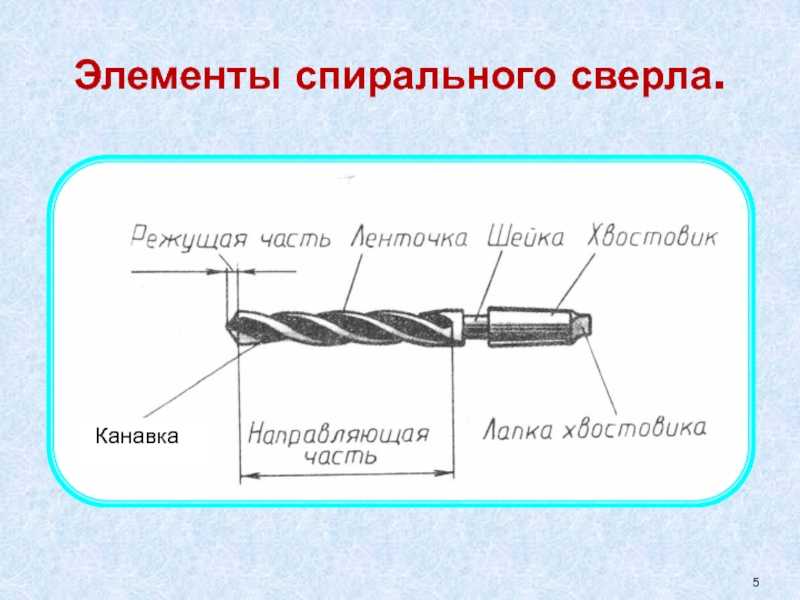 Передний угол γ измеряют в главной секущей плоскости II – II, перпендикулярной к главной кромке. Задний угол α измеряют в плоскости I – I, параллельной оси сверла. У наружной поверхности сверла = 8–12; по мере приближения к оси сверла задний угол возрастает до 20–25. Передний и задний углы в различных точках главной режущей кромки различны. У наружной поверхности сверла передний угол γ наибольший, а задний угол α наименьший; ближе к оси – наоборот. Угол при вершине сверла 2φ измеряют между главными режущими кромками; его значение различно в зависимости от обрабатываемого материала, обычно = 90–118°; при сверлении сталей средней твердости = 116–120°. Угол наклона поперечной режущей кромки ψ измеряют между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную к оси сверла. У стандартных сверл = 50–55°. Угол наклона винтовой канавки ω измеряют по наружному диаметру. Обычно = 18–30°. С увеличением угла ω увеличивается передний угол γ; при этом облегчается процесс резания и улучшается выход стружки.
Передний угол γ измеряют в главной секущей плоскости II – II, перпендикулярной к главной кромке. Задний угол α измеряют в плоскости I – I, параллельной оси сверла. У наружной поверхности сверла = 8–12; по мере приближения к оси сверла задний угол возрастает до 20–25. Передний и задний углы в различных точках главной режущей кромки различны. У наружной поверхности сверла передний угол γ наибольший, а задний угол α наименьший; ближе к оси – наоборот. Угол при вершине сверла 2φ измеряют между главными режущими кромками; его значение различно в зависимости от обрабатываемого материала, обычно = 90–118°; при сверлении сталей средней твердости = 116–120°. Угол наклона поперечной режущей кромки ψ измеряют между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную к оси сверла. У стандартных сверл = 50–55°. Угол наклона винтовой канавки ω измеряют по наружному диаметру. Обычно = 18–30°. С увеличением угла ω увеличивается передний угол γ; при этом облегчается процесс резания и улучшается выход стружки.
Для глубоких отверстий (длина отверстия больше пяти диаметров) применяют специальные сверла. На рис. 6.40, в показано однокромочное сверло для сверления глубоких отверстий диаметром 30-8- мм. Сверло имеет твердосплавную режущую пластину 1 и две направляющие пластинки 2. Смазочно-охлаждающая жидкость подается в зону резания и вымывает стружку через внутренний канал 3 сверла.
Сквозные отверстия диаметром более 100 мм сверлят кольцевыми сверлами (рис. 6.40, г). Сверло состоит из полого корпуса 5 с винтовыми канавками. На его торцевой части закреплены режущие пластинки 4 (резцы), ширина которых больше толщины стенок корпуса. Режущие кромки пластинок выступают со стороны торца наружного и внутреннего диаметров корпуса. Число пластинок 4-8 в зависимости от диаметра сверла. Таким сверлом вырезается кольцевая канавка шириной, равной ширине пластинок. Смазочно-охлаждающую жидкость подают через внутреннюю полость сверла, а стружка отводится по винтовым канавкам.
Типы сверл и их устройство
. Сверло является инструментом, с помощью которого получают отверстия или увеличивают диаметр ранее просверленного отверстия.
Сверло является инструментом, с помощью которого получают отверстия или увеличивают диаметр ранее просверленного отверстия.
На рис. 54 показаны различные типы сверл: перовые (рис. 54, г), двухкромочные (рис. 54, ж), спиральные (рис. 54,а и б), ружейное (рис. 54, д), для кольцевого сверления (рис. 54, з), центровочные (рис. 54, и), шнековые (рис. 54, к).
Рис. 54. Виды сверл: а, б — спиральные, в—с прямыми канавками, г — перовое, д — ружейное, е — однокромочное с внутренним отводом стружки, ж – двухкромочное, з – для кольцевого сверления, и – центровочное, к – шнековые.
На сверлильных станках сверло совершает вращательное (главное) движение и продольное (движение подачи) вдоль оси отверстия, заготовка неподвижна (рис. 64.а).
При работе на токарных станках вращательное (главное движение) совершает обрабатываемая деталь, а поступательное движение вдоль оси отверстия (движение подачи) совершает сверло (рис.64.б).
Рис. 64. Схемы сверления, зенкерования и развертывания
Диаметр просверленного отверстия можно увеличить сверлом большего диаметра. Такие операции называются рассверливанием (рис.64.в).
Такие операции называются рассверливанием (рис.64.в).
При сверлении обеспечиваются сравнительно невысокая точность и качество поверхности.
Для получения отверстий более высокой точности и чистоты поверхности после сверления на том же станке выполняются зенкерование и развертывание.
Зенкерование – обработка предварительно полученных отверстий для придания им более правильной геометрической формы, повышения точности и снижения шероховатости. Многолезвийный режущим инструментом – зенкером, который имеет более жесткую рабочую часть, число зубьев не менее трех (рис. 64.г).
Развертывание – окончательная обработка цилиндрического или конического отверстия разверткой в целях получения высокой точности и низкой шероховатости. Развертки – многолезвийный инструмент, срезающий очень тонкие слои с обрабатываемой поверхности (рис. 64.д).
Схемы сверления, зенкерования и развертывания представлены на рисунке 64.
Зенкерами
(рис. 6.41) обрабатывают отверстия в литых или штампованных заготовках, а также предварительно просверленные отверстия.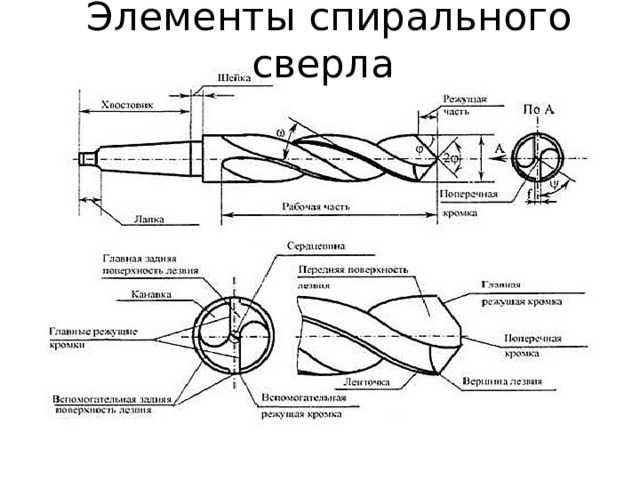 В отличие от сверл зенкеры снабжены тремя или четырьмя главными режущими кромками и не имеют поперечной кромки. Режущая часть 1 выполняет основную работу резания. Калибрующая часть 5 служит для направления зенкера в отверстии и обеспечивает необходимые точность и шероховатость поверхности (2-шейка, 3- лапка, 4- хвостовик, 6 – рабочая часть).
В отличие от сверл зенкеры снабжены тремя или четырьмя главными режущими кромками и не имеют поперечной кромки. Режущая часть 1 выполняет основную работу резания. Калибрующая часть 5 служит для направления зенкера в отверстии и обеспечивает необходимые точность и шероховатость поверхности (2-шейка, 3- лапка, 4- хвостовик, 6 – рабочая часть).
По виду обрабатываемых отверстий зенкеры делят на цилиндрические (рис. 6.41, а), конические (рис. 6.41, б) и торцевые (рис. 6.41, в). Зенкеры бывают цельные с коническим хвостовиком (рис. 6.41, а, б) и насадные (рис. 6.41, в).
Развертками
окончательно обрабатывают отверстия. По форме обрабатываемого отверстия различают цилиндрические (рис. 6.41, г) и конические (рис. 6.41, д) развертки. Развертки имеют 6-12 главных режущих кромок, расположенных на режущей части 7 с направляющим конусом. Калибрующая часть 8 направляет развертку в отверстии и обеспечивает необходимые точность и шероховатость поверхности.
По конструкции закрепления развертки делят на хвостовые и насадные. На рис. 6.41, е показана машинная насадная развертка с механическим креплением режущих пластинок в ее корпусе.
На рис. 6.41, е показана машинная насадная развертка с механическим креплением режущих пластинок в ее корпусе.
Рис. Развертка
Рис. 60. Типы разверток
Рис. 61. Машинные регулируемые развертки
ТОЧНОЕ СПИРАЛЬНОЕ ДРЕЛЬ 040327 Размер винта 27/64 дюйма Длина станка Укороченное сверло
Нажмите на изображение, чтобы увеличить
Технические характеристики Подробности Отзывы
| Торговая марка | ТОЧНОЕ СВЕРЛО |
|---|---|
| Размер Тип | Дробный |
| Размер | 27/64″ |
| Угол сверления | 135° |
| Инструментальный материал | Кобальт |
| Финишное покрытие | Бронза |
| Общая длина | 3-3/8″ |
| Тип | Спиральные сверла с кобальтовым винтом машинной длины |
| Длина канавки | 2 дюйма |
| Направление резки | Правая рука |
| Модель № | 040327 |
| Тип заточки острия | Точка разделения |
| Десятичный размер | 0,4219 |
| Тип сверла | Длина винтовой машины |
| Первый выбор Для: | Нержавеющая сталь |
| Форма каннелюры | Спиральный |
| Марка | Сверхмощный |
| OC_Wood | х |
| Стойка 65 | |
| Кол-во в упаковке | 1 |
| Серия | М40К0 |
| С хвостовиком | Цилиндрический хвостовик |
| UNSPSC | 23241635 |
| Вес | 0,1023 фунта. |
| Диапазон материалов заготовки | Сталь, нержавеющая сталь, жаропрочные экзотические сплавы, цветные металлы, чугун, твердые материалы, пластик |
| Страна происхождения | ИМПОРТ |
 65″> Да
65″> Да Многие продукты для металлообработки содержат металлы, которые включены в последнее предупреждение Prop 65. Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Детали
Сверла с короткой канавкой для винтовых станков от Precision. Первоначально выпущенные для поддержки рынка микросверл для изготовления топливных форсунок, прецизионные спиральные сверла марки сегодня доступны с буквенными, цифровыми, метрическими и дробными значениями, а также в соответствии с различными отраслевыми стандартами. Прецизионные спиральные сверла предназначены для случаев, когда рекомендуется короткое жесткое сверло. Каждое сверло имеет две винтовые канавки с углом наклона спирали 30 градусов. Этот тип конструкции обеспечивает более быстрый выброс стружки и стабильные условия сверления. Самоцентрирующаяся точка разделения еще больше улучшает проникающую способность. Сверла имеют прямой хвостовик для удобного удержания. Сверла стандартного типа имеют широкий диапазон размеров: от 1/16 дюйма до 3/4 дюйма с углом заточки 135 градусов.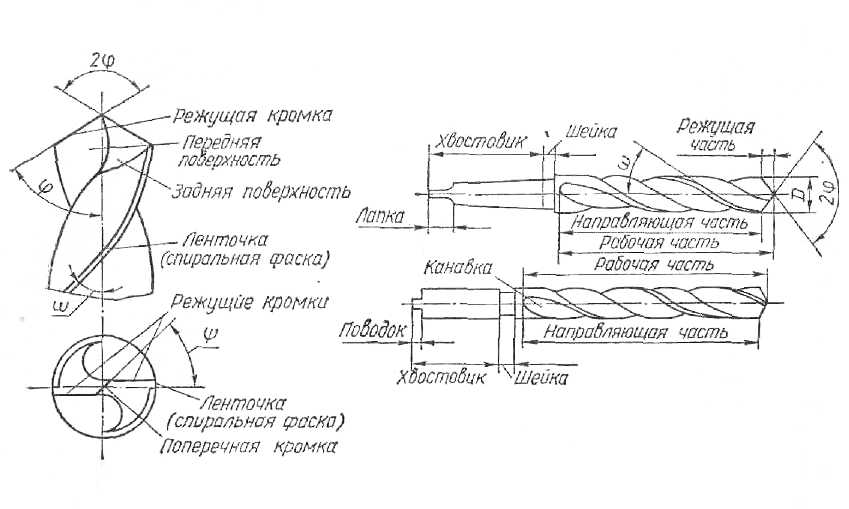 Основным материалом, используемым для изготовления сверла, является кобальт, а область резания покрыта оксидом бронзы. Прецизионные винтовые сверла лучше, чем сверла Jobbers, поскольку они обеспечивают большую жесткость при сверлении более твердых материалов. Кроме того, более мелкие отверстия легко просверливаются из-за присущей винтовой коронке меньшей длины. Продукт доступен в общей длине от 1-5/8 дюймов до 5 дюймов. Более короткая общая длина и длина канавки позволяют использовать продукт в ограниченном пространстве и для переносных буровых работ, требующих жесткости. Более короткая длина канавки уменьшает прогиб, поломку и биение. Это делает его оптимальным для использования на более твердых металлах и сплавах. Сверла для винтовых станков от Precision могут сверлить отверстия только на глубину их канавки. Доступный диапазон длины флейты от 5/8 дюйма до 3-1/8 дюйма. Торговая марка Precision Twist Drill уже 19 лет отмечает свое присутствие на рынке качественных режущих инструментов.
Основным материалом, используемым для изготовления сверла, является кобальт, а область резания покрыта оксидом бронзы. Прецизионные винтовые сверла лучше, чем сверла Jobbers, поскольку они обеспечивают большую жесткость при сверлении более твердых материалов. Кроме того, более мелкие отверстия легко просверливаются из-за присущей винтовой коронке меньшей длины. Продукт доступен в общей длине от 1-5/8 дюймов до 5 дюймов. Более короткая общая длина и длина канавки позволяют использовать продукт в ограниченном пространстве и для переносных буровых работ, требующих жесткости. Более короткая длина канавки уменьшает прогиб, поломку и биение. Это делает его оптимальным для использования на более твердых металлах и сплавах. Сверла для винтовых станков от Precision могут сверлить отверстия только на глубину их канавки. Доступный диапазон длины флейты от 5/8 дюйма до 3-1/8 дюйма. Торговая марка Precision Twist Drill уже 19 лет отмечает свое присутствие на рынке качественных режущих инструментов. 52. Этот бренд, выросший в пригородах США, в настоящее время является признанным продуктом промышленного производства общего назначения, предлагающим широкий ассортимент сверл из быстрорежущей стали и цельных твердосплавных сверл.
52. Этот бренд, выросший в пригородах США, в настоящее время является признанным продуктом промышленного производства общего назначения, предлагающим широкий ассортимент сверл из быстрорежущей стали и цельных твердосплавных сверл.
Преимущества
- Конструкция с малым усилием облегчает проникновение.
- Конструкция с двумя канавками обеспечивает более быструю подачу и большую производительность съема материала.
- Меньшая длина позволяет сверлить более мелкие отверстия.
- Меньший угол наклона спирали обеспечивает повышенную прочность, меньший подъем и больший отвод стружки.
- Покрытие из оксида бронзы придает полированную поверхность и, таким образом, повышает смазывающую способность.
- Кобальт тверже быстрорежущей стали и подходит для лучшей износостойкости.
- Оптимально для высокопрочных сплавов.
Применение
- Для обработки на винтовых станках.
- Короткие отрезки обеспечивают повышенную жесткость для машинного сверления различных материалов и сплавов.

- Подходит для сверления стали, стального литья, чугуна, других легированных и нелегированных черных металлов, а также различных цветных и неметаллических материалов.

Особенности
- Диапазон размеров винтовых сверл: от 1/16 дюйма до 3/4 дюйма.
- Конструкция с малым усилием: 135-градусная самоцентрирующаяся точка разделения.
- 2 зубья, спиральная конструкция под углом 30 градусов.
- Правостороннее буровое сверло для тяжелых условий эксплуатации.
- Материал на основе кобальта с оксидом бронзы.
- Прямой хвостовик для универсальной совместимости.
- Диапазон общей длины: от 1-5/8 дюйма до 5 дюймов.
- Доступны дробные размеры в упаковке по 12 или 6 сверл.
- Некоторые размеры (более 1/2 дюйма) доступны в виде одного сверла.
ТОЧНОЕ СПИРАЛЬНОЕ ДРЕЛЬ 046034 Размер винта 17/32 дюйма Длина станка Укороченное сверло
Нажмите на изображение, чтобы увеличить
Технические характеристики Подробности Отзывы
| Торговая марка | ТОЧНОЕ СВЕРЛО |
|---|---|
| Размер Тип | Дробное число |
| Размер | 17/32″ |
| Угол сверления | 135° |
| Инструментальный материал | Кобальт |
| Финишное покрытие | Бронза |
| Общая длина | 3-7/8″ |
| Тип | Спиральные сверла с кобальтовым винтом |
| Длина канавки | 2-3/8″ |
| Направление резки | Правая рука |
| Модель № | 046034 |
| Тип заточки острия | Точка разделения |
| Десятичный размер | 0,5313 |
| Тип сверла | Длина винтовой машины |
| Первый выбор Для: | Нержавеющая сталь |
| Форма каннелюры | Спиральный |
| Марка | Сверхмощный |
| OC_Wood | х |
| Стойка 65 | |
| Кол-во в упаковке | 1 |
| Серия | М40К0 |
| С хвостовиком | Цилиндрический хвостовик |
| UNSPSC | 23241635 |
| Вес | 0,08 фунта. |
| Диапазон материалов заготовки | Сталь, нержавеющая сталь, жаропрочные экзотические сплавы, цветные металлы, чугун, твердые материалы, пластик |
| Страна происхождения | ИМПОРТ |
 65″> Да
65″> Да Многие продукты для металлообработки содержат металлы, которые включены в последнее предупреждение Prop 65.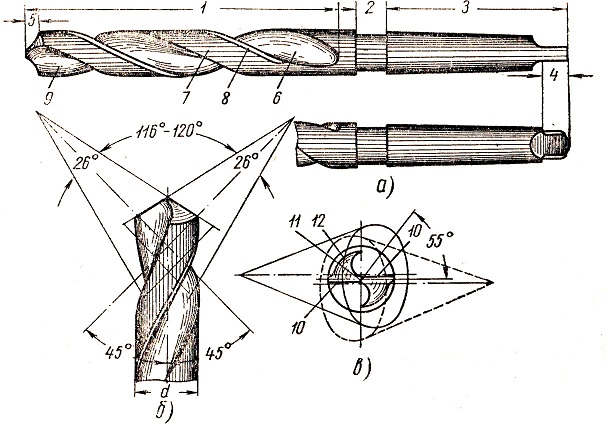 Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Детали
Сверла с короткой канавкой для винтовых станков Precision. Первоначально выпущенные для поддержки рынка микросверл для изготовления топливных форсунок, прецизионные спиральные сверла марки сегодня доступны с буквенными, цифровыми, метрическими и дробными значениями, а также в соответствии с различными отраслевыми стандартами. Прецизионные спиральные сверла предназначены для случаев, когда рекомендуется короткое жесткое сверло. Каждое сверло имеет две винтовые канавки с углом наклона спирали 30 градусов. Этот тип конструкции обеспечивает более быстрый выброс стружки и стабильные условия сверления. Самоцентрирующаяся точка разделения еще больше улучшает проникающую способность. Сверла имеют прямой хвостовик для удобного удержания. Сверла стандартного типа имеют широкий диапазон размеров: от 1/16 дюйма до 3/4 дюйма с углом заточки 135 градусов. Основным материалом, используемым для изготовления сверла, является кобальт, а область резания покрыта оксидом бронзы. Прецизионные винтовые сверла лучше, чем сверла Jobbers, поскольку они обеспечивают большую жесткость при сверлении более твердых материалов. Кроме того, более мелкие отверстия легко просверливаются из-за присущей винтовой коронке меньшей длины. Продукт доступен в общей длине от 1-5/8 дюймов до 5 дюймов. Более короткая общая длина и длина канавки позволяют использовать продукт в ограниченном пространстве и для переносных буровых работ, требующих жесткости. Более короткая длина канавки уменьшает прогиб, поломку и биение. Это делает его оптимальным для использования на более твердых металлах и сплавах. Сверла для винтовых станков от Precision могут сверлить отверстия только на глубину их канавки. Доступный диапазон длины флейты от 5/8 дюйма до 3-1/8 дюйма. Торговая марка Precision Twist Drill уже 19 лет отмечает свое присутствие на рынке качественных режущих инструментов.
Основным материалом, используемым для изготовления сверла, является кобальт, а область резания покрыта оксидом бронзы. Прецизионные винтовые сверла лучше, чем сверла Jobbers, поскольку они обеспечивают большую жесткость при сверлении более твердых материалов. Кроме того, более мелкие отверстия легко просверливаются из-за присущей винтовой коронке меньшей длины. Продукт доступен в общей длине от 1-5/8 дюймов до 5 дюймов. Более короткая общая длина и длина канавки позволяют использовать продукт в ограниченном пространстве и для переносных буровых работ, требующих жесткости. Более короткая длина канавки уменьшает прогиб, поломку и биение. Это делает его оптимальным для использования на более твердых металлах и сплавах. Сверла для винтовых станков от Precision могут сверлить отверстия только на глубину их канавки. Доступный диапазон длины флейты от 5/8 дюйма до 3-1/8 дюйма. Торговая марка Precision Twist Drill уже 19 лет отмечает свое присутствие на рынке качественных режущих инструментов.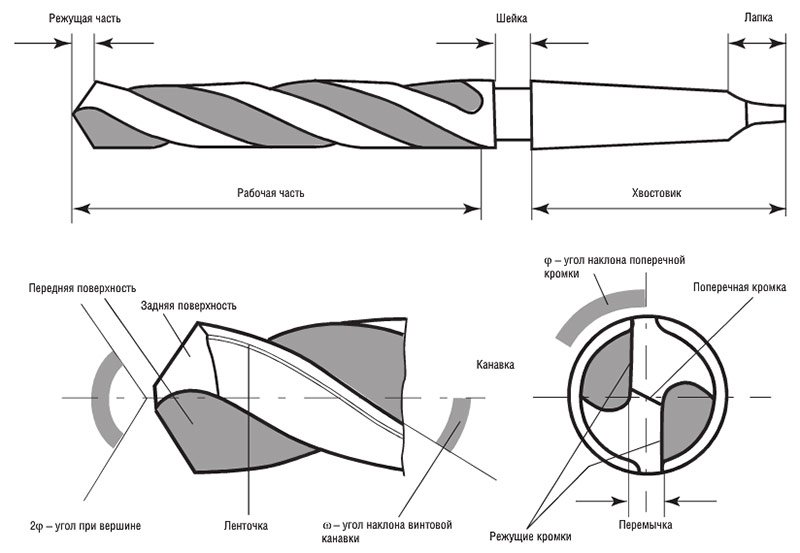 52. Этот бренд, выросший в пригородах США, в настоящее время является признанным продуктом промышленного производства общего назначения, предлагающим широкий ассортимент сверл из быстрорежущей стали и цельных твердосплавных сверл.
52. Этот бренд, выросший в пригородах США, в настоящее время является признанным продуктом промышленного производства общего назначения, предлагающим широкий ассортимент сверл из быстрорежущей стали и цельных твердосплавных сверл.
Преимущества
- Конструкция с малым усилием облегчает проникновение.
- Конструкция с двумя канавками обеспечивает более быструю подачу и большую производительность съема материала.
- Меньшая длина позволяет сверлить более мелкие отверстия.
- Меньший угол наклона спирали обеспечивает повышенную прочность, меньший подъем и больший отвод стружки.
- Покрытие из оксида бронзы придает полированную поверхность и, таким образом, повышает смазывающую способность.
- Кобальт тверже быстрорежущей стали и подходит для лучшей износостойкости.
- Оптимально для высокопрочных сплавов.
Применение
- Для обработки на винтовых станках.
- Короткие отрезки обеспечивают повышенную жесткость для машинного сверления различных материалов и сплавов.