Устройство токарного станка СТД -120М по обработке древесины.
Технология 6 кл 21-22 урок
Раздел программы: Создание изделий из конструкционных и поделочных материалов.
Тема урока: Устройство токарного станка СТД -120М по обработке древесины.
Тип урока: Комбинированный.
Цель урока: изучить устройство моделей токарного станка по дереву СТД-120М;
рассмотреть кинематическую схему станка и операции, выполняемые на станке.
Задачи: а) Обучающая: познакомить с устройством и назначением токарного станка по дереву СТД-120М, правилами техники безопасности при работе на станке СТД-120М.
б) Воспитывающая: воспитывать трудолюбие, аккуратность в работе.
в) Коррекционно – развивающая: развивать у учащихся профессиональные интересы, память, мышление, воображение.
Демонстрационный материал и оборудование: токарный станок по дереву

Раздаточный материал: Задания для проверки знаний, учебники.
Рабочие инструменты: набор токарных резцов: желобчатая выпуклая, желобчатая вогнутая, косая.
Измерительные инструменты: линейка, угольник, штангенциркуль.
Ход урока
I. Введение
1. Организационный момент.
2. Подготовка к уроку.
3. Назначение дежурных.
4. Проверка готовности класса к уроку.
5.Мотивация к учебной деятельности.
Цель: Сформировать условия для возникновения внутренней потребности включения в учебную деятельность.
Организация учебного процесса на этапе
– Ребята, сейчас я вам покажу образцы готовых изделий, изготовленных на станке ТСД-120М, вы внимательно посмотрите, и ответьте на вопросы:
1. Вам понравились эти изделия?
Ответы обучающихся.
2. Как вы думаете, эти изделия
можно использовать в виде подарка? А ещё что сними можно сделать?
Как вы думаете, эти изделия
можно использовать в виде подарка? А ещё что сними можно сделать?
Ответы обучающихся.
3. А вы на данном этапе сможете изготовить такие изделия?
Ответы обучающихся.
4. Хотели бы вы научиться работать на станке СТД-120М?
Ответы обучающихся.
Чтобы научиться работать на станке и делать такие изделия, скажите, что вам для этого нужно знать?
Обобщающий опрос по материалу предыдущей темы:
– Как подготовить заготовку для получения цилиндрической детали?
– Какие приспособления нужны для обработки цилиндрической детали ручным инструментом?
– Как замерить диаметр цилиндрической детали?
– В чем различия между разметочным циркулем и кронциркулем??
Итоги повторения:
Сообщение темы и цели урока.
II. Основная часть.
Изложение программного материала.
1. Иллюстрированный рассказ.
Учитель. На предыдущих уроках вы убедились, что изготовить деталь или изделие цилиндрической формы вручную – довольно сложная задача.
Гораздо быстрее и проще сделать это на токарном станке по дереву.
Токарный станок предназначен для обработки заготовок из древесины и других материалов в виде тел вращения. Этот станок предназначен для обработки заготовок из древесины путем точения. Главное, движение (вращательное) осуществляется заготовкой, движение подачи (поступательное) – режущим инструментом.
История токарных станков по дереву уходит в далекую древность. Они использовались для изготовления посуды, деталей столов, стульев и других предметов домашнего обихода.
Различают следующие токарные станки:
– винторезные;
– револьверные;
– карусельные;
– многорезцовые;
-. центровальноотрезные;
– с ручным приводом ,
– с ножным приводом.
На coвpeмeнных промышленных предприятиях применяются
станки различных конструкций и назначений, в том числе: – станки-автоматы;
– станки с программным управление (ПУ).
Подробнее с устройством таких станков некоторые из вас, кто выберет профессию станочника деревообрабатывающей промышленности, смогут ознакомиться в колледже или техникуме.
Школьные мастерские обычно оборудованы токарными станками моделей СТД-120М. Далее учитель рассказывает об основных узлах станка СТД-120
по рисунку.
Внешний вид станка и его устройство выводится на экран интерактивной доски (презентация с флешки).
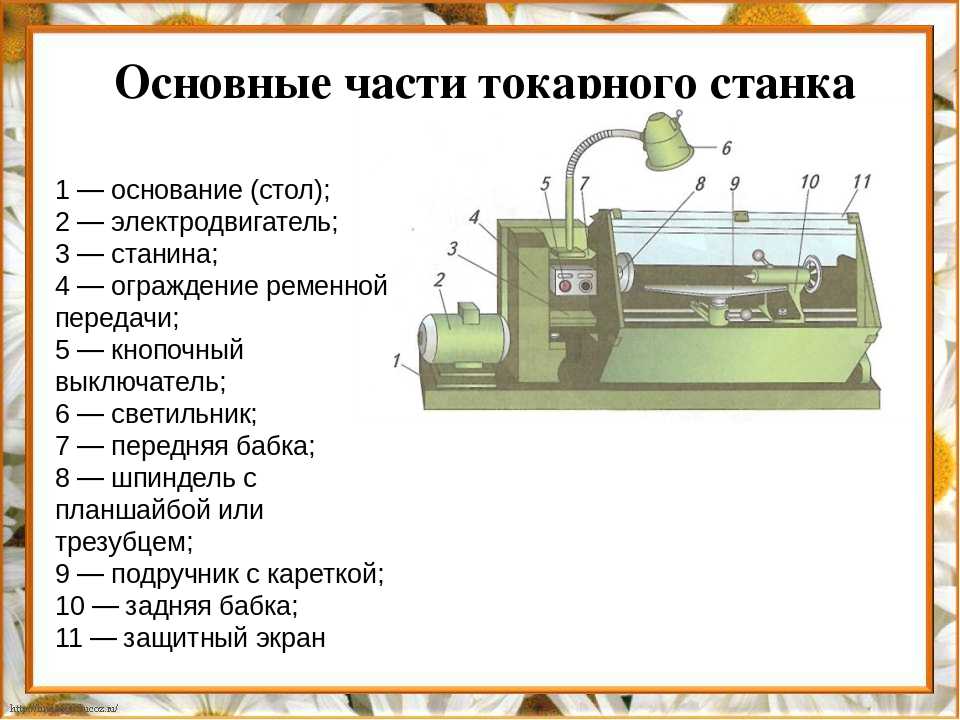
Токарный станок по обработке древесины:
1 – основание; 2 – электродвигатель; 3 – станина; 4 – ограждение ремённой передачи; 5 – магнитный пускатель; 6 – светильник; 7 – передняя бабка; 8 – шпиндель; 9 – подручник; 10 – задняя бабка; 11 – защитный экран.
Токарный станок по обработке древесины: 1 – ременная передача; 2 – электродвигатель; 3шпиндель; 4 – передняя бабка; 5 – подручник; 6 – задняя бабка; 7 – кнопочная станция; 8 – станина; б – кинематическая схема
1) На направляющих станины установлена каретка
с подручником и задняя бабка.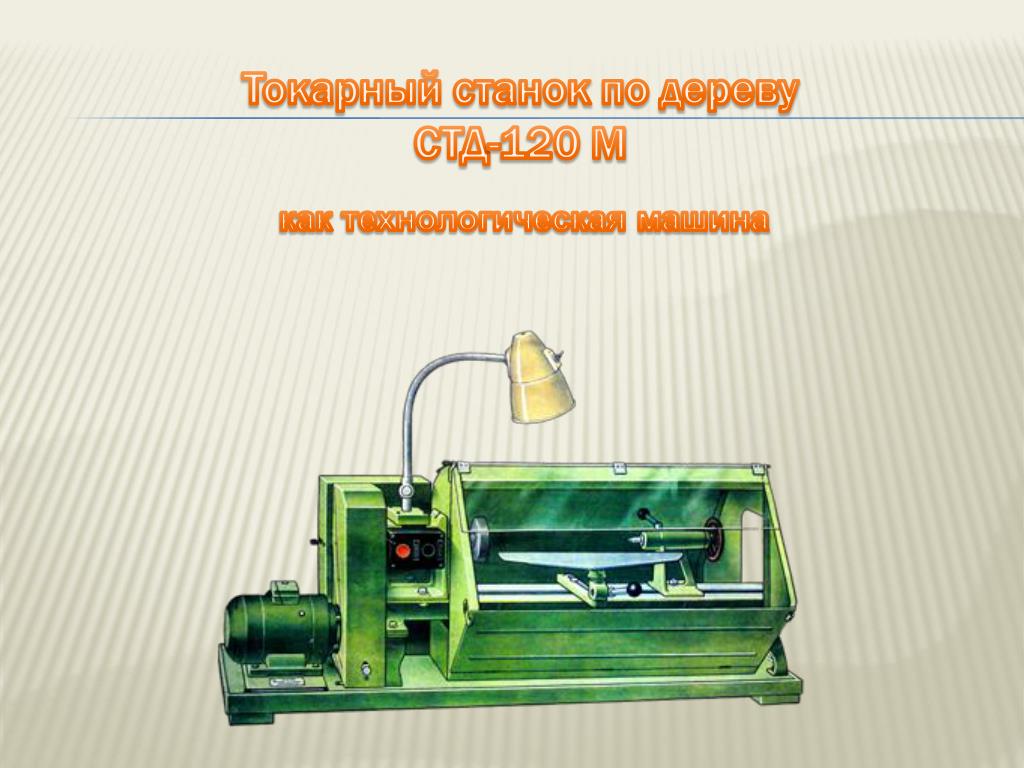
2) Задняя бабка состоит из выдвижной втулки, винтовой передачи, маховика и центра задней бабки (ПИНОЛИ).
3) Шпиндель станка установлен в передней бабке на шарикоподшипниковых опорах.
4) Включение и выключение осуществляется кнопками «пуск» и «стоп».
Рассмотрим устройство СТД-120.
Особенностью станка является шпиндель, на который могут навинчиваться следующие детали :
– патрон – применяемый для крепления коротких заготовок;
– трезубец – применяемый для крепления длинных заготовок с поджатием центром задней бабки
– планшайба – применяемая для обработки заготовок небольшой длины и большого диаметра Крепление заготовки к планшайбе производится шурупами.
Приспособления для закрепления заготовки при точении: а – патрон; б – планшайба;
в- трезубец .
Учитель показывает образцы крепления.
Правила крепления:
Крепление детали:
а – в патроне винтом; б – трезубцем с поджатием центром задней бабки
Крепление (а) и точение (6) заготовки на планшайбе
Вращательное движение
заготовки при точении называется главным.
Поступательное движение заготовки при точении называется вспомогательным.
Вначале заготовку обрабатывают на малой частоте вращения 710-770 об/мин, а уже чистовую обработку выполняют при частоте вращения 1000-1450 об/мин.
Учащимся демонстрируются резцы для работы на токарном станке и ставится вопрос:
Каким образом осуществляется процесс резания (обработки ) заготовки? Используя свои знания по физике, учащиеся доказывают, что в основе принципа работы резца лежит принцип действия клина, аналогично принципу работы ножниц, рубанка, пилы, напильника.
Регулировка частоты вращения осуществляется установкой
ремней ременной передачи на шкивы разных диаметров.
Учитель демонстрирует смену скорости вращения шпинделя. Обратимся к кинематической схеме станка.
2. Объяснение схемы:
1) Шпиндель приводится во вращение от электродвигателя через клиноременную передачу.
2) Винтовой механизм задней бабки преобразует
вращение ручки маховика в поступательное движение центра задней бабки.
3. Инструктирование по правилам безопасности на токарном станке перед работой.
Учитель. Запомните правила безопасной работы на токарном станке:
1) Не включать станок без разрешения учителя.
2) Не включать станок без огражденной ременной передачи.
3) Не опираться на части токарного станка.
4) Не класть инструменты и другие предметы на стеллаж.
5) Обо всех неисправностях в станке и электропроводке немедленно сообщать учителю.
III. Практическая работа.
Выполнение заданий:
1. Ознакомьтесь с устройством станка.
2. Убедившись, что станок отключен:
1) переместите заднюю бабку в крайнее правое положение;
2) замерьте:
а) расстояние между центрами;
б) расстояние от линии центров до станины; в) величина вылета патрона.
3. Заполните таблицу.
Частота враще- | Расстояние между | Расстояние от | Величина выле- |
ния шпинделя | центрами, мм | линии центров до | та патрона |
| станины, мм | ||
|
|
|
|
|
|
|
|
|
|
|
|
4. Поупражняйтесь в креплении заготовок на
станке (в патроне, центрах, на планшайбе).
Поупражняйтесь в креплении заготовок на
станке (в патроне, центрах, на планшайбе).
IV. Заключение.
Повторение и закрепление материала
А сейчас я раздам заданиями, в которых вы должны назвать основные части станка (Задание №1) и приспособления, которые применяются для закрепления заготовок (Задание №2) при помощи учебника и записать названия в тетрадь.
Для того чтобы работать на станке, каждый рабочий должен знать и неукоснительно соблюдать технику безопасности. Наша задача изучить по плакату техники безопасности при работе на станке СТД-120М и обсудить каждый пункт. (Приложение №2).
Контрольные вопросы:
1. К каким машинам относится СТД-120?
2. Приведите примеры рабочих и энергетических машин.
З. Каково назначение рабочего органа? двигателя? передаточного механизма?
4. Назовите основные части токарного станка по обработке древесины.
5. Какие приспособления применяются для закрепления заготовки? Чем определяется их выбор?
6. Как осуществляется подача вращения к
заготовке?
Как осуществляется подача вращения к
заготовке?
Оценка практической работы.
Общий итог урока:
Рефлексия учебной деятельности на уроке.
Цель: Оценить собственную деятельность на уроке с точки зрения достижения цели.
Организация учебного процесса на этапе.
Вопросы учителя:
1. Как вы думаете, вам пригодится в жизни то, что вы сегодня изучили?
2. Понравился ли вам урок. Что особенно понравилось, а что не очень?
А сейчас каждый из вас поставит себе оценку и объяснит, почему.
Происходит самоконтроль и самооценка результатов работы. Обсуждение, выявление общих и индивидуальных ошибок.
Выставление оценок учителем с аргументацией.
Домашнее задание. Ребята, я предлагаю дома подумать и попробовать составить дома у себя в тетрадях технологическую карту на изготовление картофелемялки. Продумать форму будущего изделия.
Приложение № 1
Задание
№1.
Рассмотрите рисунок. Напишите названия элементов и узлов токарного станка для обработки древесины СТД – 120 М.
1. ________________________ 8. ________________________
2. ________________________ 9. ________________________
3. ________________________ 10. ________________________
4. ________________________ 11. ________________________
5. ________________________ 12. ________________________
6. ________________________ 13. ________________________
7. ________________________
Задание №2.
Рассмотрите рисунок.
Напишите названия приспособлений для закрепления заготовок при точении.
а) ___________________________________________________
б) ___________________________________________________
в) ___________________________________________________
Приложение № 2.
Правила безопасности
1. Не включать станок без разрешения учителя.
2. Надежно крепить заднюю бабку станка.
3. Проверить заготовку, чтобы она не имела трещин.
4. Надежно крепить заготовку.
5. Перед работой на токарном станке подготовить рабочее место: убрать все лишнее со станка и вокруг него, подготовить и разложить только нужные инструменты и приспособления.
6. Проверить рабочий инструмент. Ручки не должны иметь трещин, должны быть прочно насажены.
7. Заправить одежду.
Застегнуть все пуговицы. Длинные волосы убрать под берет.
Длинные волосы убрать под берет.
8. Перед пуском станка надеть защитные очки.
9. В процессе точения периодически останавливать станок и поджимать деталь центром задней бабки, устраняя зазоры.
10. Периодически, по мере срезания поверхности, при остановках станка подводить подручник к поверхности заготовки на 2…3 мм, проворачивать заготовку вручную на 2…3 оборота и надежно крепить подручник.
11. Во время работы не отвлекаться, не отходить от станка.
12. Все настроечные операции проводить только при отключенном и остановленном станке.
13. Не обрабатывать деталь вблизи трезубца.
14. Не останавливать заготовку руками.
15. О всех неисправностях сообщать учителю.
Разборка узлов и агрегатов станка СТД-120м :: АвтоМотоГараж
Разборка узлов и агрегатов станка СТД-120м
После разборки станка на отдельные узлы и агрегаты, приступим к их переборке и ремонту. Начнём с передней бабки.
Принявшись за работу, оказалось у меня нет в наличии специальных ключей для круглых шлицевых гаек. В итоге пришлось начать с изготовления инструмента. В качестве заготовки будем использовать стандартную стальную полосу шириной тридцать миллиметров и толщиной четыре. Измерив диаметр гайки, начертил на заготовке примерную конфигурацию ключа. Позже его будем подгонять по месту.
В итоге пришлось начать с изготовления инструмента. В качестве заготовки будем использовать стандартную стальную полосу шириной тридцать миллиметров и толщиной четыре. Измерив диаметр гайки, начертил на заготовке примерную конфигурацию ключа. Позже его будем подгонять по месту.
Для того чтобы меньше работать напильником, на станке насверлим отверстия. Они позволят отломить часть лишнего металла от заготовки.
Так как гайки на валу две, и они между собой контрятся, то сразу решил сделать второй ключ.
Оба ключа готовы.
Примеряем. Устанавливаем первый ключ.
Второй.
Выяснилось, что нужно толщину каждого ключа уменьшить на полмиллиметра. Снова берёмся за напильник.
Теперь выяснилось, что ещё мешается один из винтов крепящий переднюю крышку подшипника. Можно было бы выкрутить винт и открутить гайки и так, но я решил доработать ключ, дабы в последствии можно было работать ключами при любых обстоятельствах.
После изготовления инструмента всё разобралось достаточно легко.
Методика тут такова: откручиваем по три винта с обоих крышек подшипников. Далее демонтируем крышки подшипников. Следующей операцией нужно будет извлечь шпиндель. Он вынимается в ту сторону, где крепятся оснастка и заготовки, то есть в противоположную сторону от шкива. Через деревянную проставку аккуратно выбиваем вал. При этом один подшипник остаётся в корпусе, а второй на шпинделе.
Подшипник из корпуса передней бабки был демонтирован при помощи вспомогательных проставок, которые мы используем в ходе переборки и ремонта двигателей мотоциклов. Второй подшипник был снят при помощи гидравлического пресса, который мы задействовали из-за риска повредить вал шпинделя.
Далее предстоят работы по промывке деталей и оценки их состояния. По окончанию работ, изготовленный инструмент был выкрашен.
Теперь приступаем к разборке задней бабки. Похоже, что здесь тоже не обойтись без специальных ключей. Упорная втулка задней бабки сделана в виде большого круглого шлицевого винта. Ключи, которые были изготовлены чуть ранее не подходят под эту деталь. Головка винта по диаметру больше. Технология изготовления подобного инструмента уже отработана, и, не тратя времени, мы принимаемся за работу. Ключ готов.
Упорная втулка задней бабки сделана в виде большого круглого шлицевого винта. Ключи, которые были изготовлены чуть ранее не подходят под эту деталь. Головка винта по диаметру больше. Технология изготовления подобного инструмента уже отработана, и, не тратя времени, мы принимаемся за работу. Ключ готов.
Здесь вообще не пришлось применять грубую силу, всё открутилось и разобралось достаточно легко.
При разборке задней бабки сразу выявились детали, которые нужно заменить, а именно: установочный винт, винт зажима пиноли и винт прижима задней бабки к станине.
Статьи по восстановлению станка:
Приобретение токарного станка по дереву стд-120м
Электродвигатель станка СТД 120 – разборка, диагностика
Разборка узлов и агрегатов станка СТД-120м эта статья
Токарный станок СТД 120 – покраска
Сборка СТД 120 – станина, задняя бабка
Новый электродвигатель станка СТД 120 – переборка, покраска
Частотный преобразователь VACON. Распаковка, настройка, тесты.
Распаковка, настройка, тесты.
Точим шкив для поликлиновидного ремня
Сборка СТД-120м – передняя бабка
Столешница для токарного станка СТД-120м
Комментарии
-
TERMiN8! (Гость)
19 октября 2017 / 16:50
#1 (1602) Ссылка на это сообщение
-
Ой прямо жду отчет о покраске, отмывке и т.д.
-
vinserg
19 октября 2017 / 17:41
#2 (1603) Ссылка на это сообщение
-
Для следующей части материал отснял, осталось дело за малым – написать 🙂 , но это уже в процессе…
-
vinserg
10 ноября 2017 / 16:23
#3 (1632) Ссылка на это сообщение
-
Продолжение: http://automotogarage.
 ru/equipment/joinery/painting/
ru/equipment/joinery/painting/
 ru/equipment/joinery/painting/
ru/equipment/joinery/painting/
Написать комментарий
Ваше имя/ник
Ваш e-mail
Подписаться на уведомления о новых комментариях к этой странице
Ваше сообщение
Прикрепить изображение к сообщению Максимальный размер загружаемого файла: 5 Мб
Подписаться на рассылку о публикациях новых статей
Nidec Machine Tool запускает MVR-Ax, новую серию двухколонных обрабатывающих центров, чтобы расширить линейку продуктов компании за счет последовательных выпусков продукции
Информация о продукте
– Стандартные станки для удовлетворения различных потребностей в обработке крупных деталей
– Повышение производительности клиентов на основе концепции «отличная обработка, быстрая и простая в эксплуатации»
Nidec Machine Tool Corporation (Кеничи Вакабаяши, президент, штаб-квартира в Ритто, префектура Сига) сегодня объявила о запуске MVR-Ax, серии новых моделей двухстоечных обрабатывающих центров компании. Эти новые продукты были разработаны как простые в использовании станки для удовлетворения разнообразных потребностей заводов, обрабатывающих крупногабаритные детали. Вместе с текущими сериями, т. е. моделью высокого класса MVR-Hx и стандартной моделью MVR-Cx, выпущенными в октябре прошлого года, серия MVR-Ax может выполнять множество дополнительных функций, начиная от размера стола, на котором можно размещать крупногабаритные заготовки к обилию насадок на главную ось, к автоматизированным функциям, таким как автоматическая смена палитры – для самых разных пользовательских приложений. Кроме того, высокопроизводительная технология обработки и цифровая технология для улучшения эксплуатационных характеристик и возможностей обслуживания повышают общую производительность обрабатывающих центров MVR-Ax. Мы будем предлагать эти новые машины пользователям нашей продукции, как внутри страны, так и за рубежом, для освоения новых рынков.
Эти новые продукты были разработаны как простые в использовании станки для удовлетворения разнообразных потребностей заводов, обрабатывающих крупногабаритные детали. Вместе с текущими сериями, т. е. моделью высокого класса MVR-Hx и стандартной моделью MVR-Cx, выпущенными в октябре прошлого года, серия MVR-Ax может выполнять множество дополнительных функций, начиная от размера стола, на котором можно размещать крупногабаритные заготовки к обилию насадок на главную ось, к автоматизированным функциям, таким как автоматическая смена палитры – для самых разных пользовательских приложений. Кроме того, высокопроизводительная технология обработки и цифровая технология для улучшения эксплуатационных характеристик и возможностей обслуживания повышают общую производительность обрабатывающих центров MVR-Ax. Мы будем предлагать эти новые машины пользователям нашей продукции, как внутри страны, так и за рубежом, для освоения новых рынков.
Серия MVR-Ax оснащена главной осью, которая вращается со стандартной скоростью 6000 об/мин для обработки крупногабаритных заготовок, таких как промышленное, строительное, полупроводниковое и энергетическое оборудование, а также главной осью с зубчатым приводом. (опция) (4000 об/мин, с максимальным крутящим моментом 3430 Н▪м) для тяжелых операций резания. В сочетании с жесткой конструкцией основного блока, которая остается стабильной при таком высоком крутящем моменте, продукты имеют прочные главные оси ползуна, которые повышают режущую способность во время движения ползуна, одновременно повышая производительность обработки боковых сторон высоких компонентов. Кроме того, большое количество приспособлений позволяет серии MVR-Ax обрабатывать объекты различной формы, включая узкие сечения, многогранные поверхности, наклонные плоскости и регулируемые поверхности. Кроме того, скорость подачи по отдельным осям является первоклассной в отрасли и составляет 30 м/мин. для оси x, 32 м/мин. для оси Y, 20 м/мин. для оси Z и 5 м/мин. для оси w. Сокращенное время простоя делает серию MVR-Ax высокопроизводительной.
(опция) (4000 об/мин, с максимальным крутящим моментом 3430 Н▪м) для тяжелых операций резания. В сочетании с жесткой конструкцией основного блока, которая остается стабильной при таком высоком крутящем моменте, продукты имеют прочные главные оси ползуна, которые повышают режущую способность во время движения ползуна, одновременно повышая производительность обработки боковых сторон высоких компонентов. Кроме того, большое количество приспособлений позволяет серии MVR-Ax обрабатывать объекты различной формы, включая узкие сечения, многогранные поверхности, наклонные плоскости и регулируемые поверхности. Кроме того, скорость подачи по отдельным осям является первоклассной в отрасли и составляет 30 м/мин. для оси x, 32 м/мин. для оси Y, 20 м/мин. для оси Z и 5 м/мин. для оси w. Сокращенное время простоя делает серию MVR-Ax высокопроизводительной.
Для повышения удобства использования мы отразили мнения пользователей наших продуктов в серии MVR-Ax, установив в качестве стандарта «Nidec Navi», функцию оперативной помощи, помогающую оператору создавать программы ЧПУ и эффективно выполнять центрирование, и «простая функция предотвращения столкновений» для предотвращения столкновения инструмента с заготовкой. Кроме того, с помощью «DIASCOPE», уникальной платформы Интернета вещей нашей компании, мы обеспечиваем быструю, безопасную и беспроблемную поддержку пользователей серии MVR-Ax. Другие особенности продуктов включают, среди технологий, улучшающих их экологические характеристики, функцию остановки холостого хода для масляного радиатора и гидравлического блока для снижения потребления электроэнергии и выполнения других задач по энергосбережению.
Кроме того, с помощью «DIASCOPE», уникальной платформы Интернета вещей нашей компании, мы обеспечиваем быструю, безопасную и беспроблемную поддержку пользователей серии MVR-Ax. Другие особенности продуктов включают, среди технологий, улучшающих их экологические характеристики, функцию остановки холостого хода для масляного радиатора и гидравлического блока для снижения потребления электроэнергии и выполнения других задач по энергосбережению.
Поставляемые и широко используемые в пресс-формах, промышленном оборудовании, строительном оборудовании, оборудовании для производства полупроводников и во многих других областях бизнеса, серия MVR стремится достичь оптимальных механических характеристик, а также превосходного удобства использования и экологических характеристик на основе его удобный, безопасный и поддерживающий дизайн.
Nidec Machine Tool по-прежнему стремится предлагать станки, необходимые во всех отраслях промышленности, чтобы способствовать улучшению производственных возможностей наших клиентов.
Основные характеристики двухстоечных обрабатывающих центров серии MVR-Ax
| MVR25Ax | MVR30Ax | МВР35Акс | МВР40Акс | МВР45Акс | |||
|---|---|---|---|---|---|---|---|
| Зазор между колоннами (мм) | 2 050 | 2 550 | 3 250 | 3 750 | 4 250 | ||
| Расстояние от конца шпинделя до поверхности стола (мм) | станд. | 1 650 | 1 650 | 1 850 | 1 850 | 2 150 | |
| опт. | 2 010 | 2 010 | 2 150 | 2 150 | – | ||
| Стол Рабочая зона | Ширина (мм) | 1 500 | 2000 | 2 500 | 3000 | 3 500 | |
| Длина (мм) | 3000 | 3000 | – | – | – | ||
| 4000 | 4000 | 4000 | 4000 | – | |||
| 5000 | 5000 | 5000 | 5000 | – | |||
| 6000 | 6000 | 6000 | 6000 | 6000 | |||
| 8000 | 8000 | 8000 | 8000 | 8000 | |||
| – | 10 000 | 10 000 | 10 000 | 10 000 | |||
| Шпиндель | Размер поршня (мм) | □350 | |||||
| Носовой конус | JIS B6101 50 (ISO № 50, конусность 7/24) | ||||||
| Диаметр наконечника шпинделя (мм) | Φ110 | ||||||
| Скорость шпинделя (мин-1) (выход) | станд. | 20~6000(Прод. 22/30 кВт:Низкий/Высокий) | |||||
| опт. | 11~4000(22/30кВт:продолж./30мин) | ||||||
| опт. | 40~10 000(Прод. 18,5/26 кВт:Низкий/Высокий) | ||||||
| ATC Количество инструментов | 60 (стандарт) 80, 100, 120, 180 (опция) | ||||||
По вопросам, касающимся этого нового продукта, обращайтесь в отдел продаж Nidec Machine Tool Corporation
Отдел продаж Nidec Machine Tool Corporation
:тел.: +81-077-552-9760.
Список новостей для акционеров и инвесторов
- Предыдущая новость
- Следующая новость
ДЖТЕКТ | Fh550S
ЖЕЛЕЗНЫЕ СПЕЦИФИКАЦИИ
| Размер поддона | 17,7″ x 17,7″ (450 мм x 450 мм) |
| Указатель стола | Полный стол ЧПУ (360 000 позиций) |
| Перемещение по оси X | 23,62 дюйма (600 мм) |
| Перемещение по оси Y | 23,62 дюйма (600 мм) |
| Перемещение по оси Z | 23,62 дюйма (600 мм) |
| Максимальный поворот заготовки | 24,80 дюйма (630 мм) |
| Максимальная высота заготовки | 35,43 дюйма (900 мм) |
| Максимальная рабочая нагрузка на поддон | 880 фунтов (400 кг) |
| Выходной крутящий момент шпинделя | 123 футофунта (167 Нм) |
| Доступный шпиндель | CAT#40 30 л. с. 15 000 об/мин (0–15 000 за 1,9 с) с. 15 000 об/мин (0–15 000 за 1,9 с) |
| Доступный шпиндель | CAT#40 30 л.с. 20 000 об/мин (0–20 000 за 2,4 с) |
| Ускоренная подача (ось X) | 1968 дюймов в минуту (50 м/мин) |
| Ускоренная подача (ось Y) | 1968 дюймов в минуту (50 м/мин) |
| Ускоренная подача (ось Z) | 1968 дюймов в минуту (50 м/мин) |
| Емкость для хранения инструментов | 60 стандартных (120 дополнительных) |
| Стандартная площадь | 100″ x 243″ (2520 мм x 6159 мм) |
| Высота машины | 125 дюймов (3160 мм) |
| Стандартный вес нетто | 25 300 фунтов (11 500 кг) |
ЦВЕТНЫЕ СПЕЦИФИКАЦИИ
| Размер поддона | 17,7″ x 17,7″ (450 мм x 450 мм) |
| Указатель стола | Полный стол ЧПУ (360 000 позиций) |
| Перемещение по оси X | 23,62 дюйма (600 мм) |
| Перемещение по оси Y | 23,62 дюйма (600 мм) |
| Перемещение по оси Z | 23,62 дюйма (600 мм) |
| Максимальный поворот заготовки | 24,80 дюйма (630 мм) |
| Максимальная высота заготовки | 35,43 дюйма (900 мм) |
| Максимальная рабочая нагрузка на поддон | 880 фунтов (400 кг) |
| Выходной крутящий момент шпинделя | 123 футофунта (167 Нм) |
| Доступный шпиндель | CAT#40 30 л. с. 15 000 об/мин (0–15 000 за 1,9 с) с. 15 000 об/мин (0–15 000 за 1,9 с) |
| Доступный шпиндель | CAT#40 30 л.с. 20 000 об/мин (0–20 000 за 2,4 с) |
| Ускоренная подача (ось X) | 1968 дюймов в минуту (50 м/мин) |
| Ускоренная подача (ось Y) | 1968 дюймов в минуту (50 м/мин) |
| Ускоренная подача (ось Z) | 1968 дюймов в минуту (50 м/мин) |
| Емкость для хранения инструментов | 60 стандартных (120 дополнительных) |
| Стандартная площадь | 100″ x 243″ (2520 мм x 6159 мм) |
| Высота машины | 125 дюймов (3160 мм) |
| Стандартный вес нетто | 25 300 фунтов (11 500 кг) |
ХАРАКТЕРИСТИКИ ВЫСОКОТЕМПЕРАТУРНОГО СПЛАВА
| Размер поддона | 17,7″ x 17,7″ (450 мм x 450 мм) |
| Указатель стола | Полный стол ЧПУ (360 000 позиций) |
| Перемещение по оси X | 23,62 дюйма (600 мм) |
| Перемещение по оси Y | 23,62 дюйма (600 мм) |
| Перемещение по оси Z | 23,62 дюйма (600 мм) |
| Максимальный поворот заготовки | 24,80 дюйма (630 мм) |
| Максимальная высота заготовки | 35,43 дюйма (900 мм) |
| Максимальная рабочая нагрузка на поддон | 880 фунтов (400 кг) |
| Выходной крутящий момент шпинделя | 123 футофунта (167 Нм) |
| Доступный шпиндель | CAT#40 30 л. с. 15 000 об/мин (0–15 000 за 1,9 с) с. 15 000 об/мин (0–15 000 за 1,9 с) |
| Ускоренная подача (ось X) | 1968 дюймов в минуту (50 м/мин) |
| Ускоренная подача (ось Y) | 1968 дюймов в минуту (50 м/мин) |
| Ускоренная подача (ось Z) | 1968 дюймов в минуту (50 м/мин) |
| Емкость для хранения инструментов | 60 стандартных (120 дополнительных) |
| Стандартная площадь | 100″ x 243″ (2520 мм x 6159 мм) |
| Высота машины | 125 дюймов (3160 мм) |
| Стандартный вес нетто | 25 300 фунтов (11 500 кг) |
ТОЧНОСТЬ
| Точность линейного позиционирования | ± 0,00012 дюйма (0,003 мм), полный ход | |
| Линейная повторяемость | ± 0,00006 дюйма (0,0015 мм) | |
| Точность указателя поворотного стола | ± 7 угловых секунд | |
| Повторяемость указателя поворотного стола | ± 3,5 угловых секунды |
| Гидравлическое масло | Mobil DTE Массовый свет (14 галлонов) |
| Смазочная смазка Slideway | Mobil Vactra #2 (0,76 Гал) |
. ) ) | |
| Spindle Cooling | Mobil Velocite #3 (4.2 gal) |
| Table Lubrication | Mobil Gear 600 XP 150 (1.1 gal) |
| Air Source | 56 ~ 70 psi (4 ~ 5 kgf / см²) |
| Мощность (подключенная машина: 208 В – трансформатор не входит в комплект) | 52 кВА |
- FERROUS | СТАЛЬ
- ЦВЕТНЫЕ ЖЕЛЕЗНЫЕ | АЛ
- ВЫСОКОТЕМПЕРАТУРНЫЙ СПЛАВ | ТИ – СС
- ТОЧНОСТЬ
- ТРЕБОВАНИЯ
| Размер поддона | 17,7″ x 17,7″ (450 мм x 450 мм) |
| Указатель стола | Полный стол ЧПУ (360 000 позиций) |
| Перемещение по оси X | 23,62 дюйма (600 мм) |
| Перемещение по оси Y | 23,62 дюйма (600 мм) |
| Перемещение по оси Z | 23,62 дюйма (600 мм) |
| Максимальный поворот заготовки | 24,80 дюйма (630 мм) |
| Максимальная высота заготовки | 35,43 дюйма (900 мм) |
| Максимальная рабочая нагрузка на поддон | 880 фунтов (400 кг) |
| Выходной крутящий момент шпинделя | 123 футофунта (167 Нм) |
| Доступный шпиндель | CAT#40 30 л. с. 15 000 об/мин (0–15 000 в 1,9сек) с. 15 000 об/мин (0–15 000 в 1,9сек) |
| Доступный шпиндель | CAT#40 30 л.с. 20 000 об/мин (0–20 000 за 2,4 с) |
| Ускоренная подача (ось X) | 1968 дюймов в минуту (50 м/мин) |
| Ускоренная подача (ось Y) | 1968 дюймов в минуту (50 м/мин) |
| Ускоренная подача (ось Z) | 1968 дюймов в минуту (50 м/мин) |
| Емкость для хранения инструментов | 60 Стандарт (120 Дополнительно) |
| Стандартная площадь | 100″ x 243″ (2520 мм x 6159 мм) |
| Высота машины | 125 дюймов (3160 мм) |
| Стандартный вес нетто | 25 300 фунтов (11 500 кг) |
| Размер поддона | 17,7″ x 17,7″ (450 мм x 450 мм) |
| Указатель стола | Полный стол ЧПУ (360 000 позиций) |
| Перемещение по оси X | 23,62 дюйма (600 мм) |
| Перемещение по оси Y | 23,62 дюйма (600 мм) |
| Перемещение по оси Z | 23,62 дюйма (600 мм) |
| Максимальный поворот заготовки | 24,80 дюйма (630 мм) |
| Максимальная высота заготовки | 35,43 дюйма (900 мм) |
| Максимальная рабочая нагрузка на поддон | 880 фунтов (400 кг) |
| Выходной крутящий момент шпинделя | 123 футофунта (167 Нм) |
| Доступный шпиндель | CAT#40 30 л. с. 15 000 об/мин (0–15 000 за 1,9 с) с. 15 000 об/мин (0–15 000 за 1,9 с) |
| Доступный шпиндель | CAT#40 30 л.с. 20 000 об/мин (0–20 000 за 2,4 с) |
| Ускоренная подача (ось X) | 1968 дюймов в минуту (50 м/мин) |
| Ускоренная подача (ось Y) | 1968 дюймов в минуту (50 м/мин) |
| Ускоренная подача (ось Z) | 1968 дюймов в минуту (50 м/мин) |
| Емкость для хранения инструментов | 60 стандартных (120 дополнительных) |
| Стандартная площадь | 100″ x 243″ (2520 мм x 6159 мм) |
| Высота машины | 125 дюймов (3160 мм) |
| Стандартный вес нетто | 25 300 фунтов (11 500 кг) |
| Размер поддона | 17,7″ x 17,7″ (450 мм x 450 мм) |
| Указатель стола | Полный стол ЧПУ (360 000 позиций) |
| Перемещение по оси X | 23,62 дюйма (600 мм) |
| Перемещение по оси Y | 23,62 дюйма (600 мм) |
| Перемещение по оси Z | 23,62 дюйма (600 мм) |
| Максимальный поворот заготовки | 24,80 дюйма (630 мм) |
| Максимальная высота заготовки | 35,43 дюйма (900 мм) |
| Максимальная рабочая нагрузка на поддон | 880 фунтов (400 кг) |
| Выходной крутящий момент шпинделя | 123 футофунта (167 Нм) |
| Доступный шпиндель | CAT#40 30 л. с. 15 000 об/мин (0–15 000 в 1,9сек) с. 15 000 об/мин (0–15 000 в 1,9сек) |
| Ускоренная подача (ось X) | 1968 дюймов в минуту (50 м/мин) |
| Ускоренная подача (ось Y) | 1968 дюймов в минуту (50 м/мин) |
| Ускоренная подача (ось Z) | 1968 дюймов в минуту (50 м/мин) |
| Емкость для хранения инструментов | 60 стандартных (120 дополнительных) |
| Стандартная площадь | 100 дюймов x 243 дюйма (2520 мм x 6159 мм)мм) |
| Высота машины | 125 дюймов (3160 мм) |
| Стандартный вес нетто | 25 300 фунтов (11 500 кг) |
| Точность линейного положения | ± .00012 “(0,003 мм) Полный ход | |
| Linear Repectialt | ± .00006″ (. | ± 7 угловых секунд |
| Rotary Table Index Repeatability | ± 3.5 arc seconds |
| Hydraulic Oil | Mobil DTE Oil Light (14 gal) |
| Slideway Lubrication | Mobil Vactra #2 (. |