устройство и назначение, с ЧПУ
В процессе металлообработки задействовано разное оборудование. Отдельную категорию представляют токарно-револьверные станки. По принципу работы они во многом схожи с универсальными агрегатами.
Но на револьверных станках можно обрабатывать заготовку с применением нескольких инструментов, при этом токарю не нужно их менять и переустанавливать.
Содержание:
- 1 Общие технические характеристики
- 2 Классификация
- 3 Назначение оборудования
- 4 Устройство
- 4.1 Коробка скоростей
- 4.2 Суппорт
- 4.3 Узел шпинделя
- 5 Принцип работы
- 6 Техника безопасности
- 7 Современные модели с ЧПУ
Общие технические характеристики
Токарно-револьверные станки применяются на предприятиях для серийного производства деталей. Отличительная черта, особенность станков данной группы — наличие револьверной головки для крепления нескольких режущих инструментов. Оборудование выгодно использовать, когда технологический процесс подразумевает неоднократную смену инструмента.
Одновременно можно устанавливать 4 и более инструмента, смена происходит путем поворота револьверной головки. Инструмент устанавливается в необходимой для работы последовательности. За счет этого ускоряется цикл обработки одной детали по сравнению с аналогичным процессом на универсальном токарном станке.
Классификация
Токарно-револьверные агрегаты классифицируются по следующему принципу:
- По количеству режущего инструмента — в среднем головка имеет 6-12 гнезд, но на некоторых современных моделях их число доходит до нескольких десятков.
- Направление револьверной головки — вертикальное, горизонтальное или под углом.
- По типу управления — ручные, полуавтоматы, с ЧПУ.
- По принципу работы — прутковые или для обработки штучных заготовок.
- По типу заготовок — легкие (детали из прутка), средние (обработка прутка и штучных заготовок), тяжелые (работа только со штучными заготовками в патроне).

- По типу привода — ручной или гидравлический.

Назначение оборудования
Универсальные револьверные станки предназначены для обработки прутков до 100 мм в диаметре, а также для изготовления изделий из штучных (литых, штампованных и др.) заготовок диаметром до 630 мм. Какие операции можно выполнять:
- Обтачивание наружных цилиндрических поверхностей.
- Нарезка резьбы метчиками и плашками.
- Обработка торцов.
- Развертывание отверстий для получения нужных параметров.
- Вытачивание канавок.
Справка! При нарезании резьбы резцом вместо него используют круглые, радиальные и тангенциальные гребенки. Они движутся в продольном направлении, скорость подачи равна шагу резьбы.
Возможна обработка сложных фасонных поверхностей. Для этой цели вместо копировальной линейки устанавливается криволинейный шаблон. Для некоторых операций используются фасонные резцы, которые подаются в поперечном направлении.
 youtube.com/embed/yYwbdNw_yyA” frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/yYwbdNw_yyA” frameborder=”0″ allowfullscreen=”allowfullscreen”> Работа на токарно-револьверном станке позволяет добиться высокой точности обработки. Также можно точить изделия, которые прошли черновую обработку на другом оборудовании.
Важно!
Станки револьверной группы целесообразно применять в серийном производстве для изготовления крупных партий однотипных изделий.
Устройство
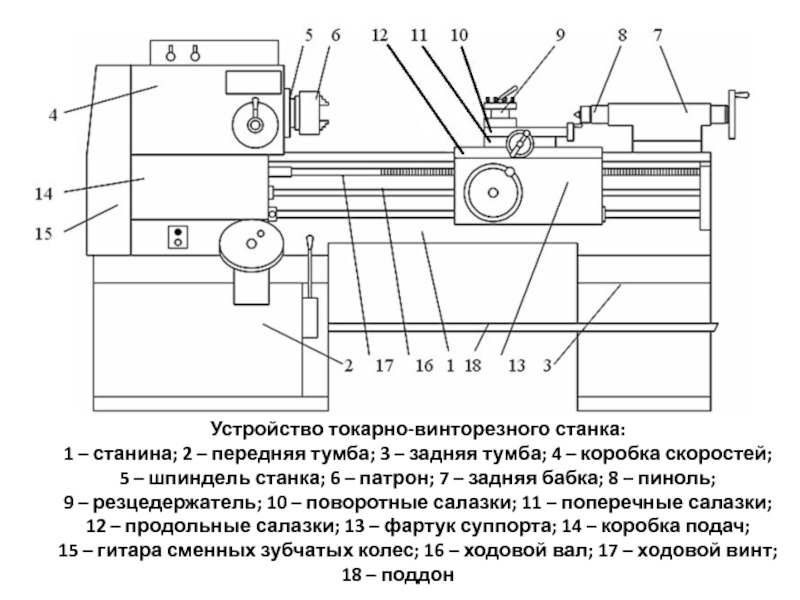
Устройство станков в целом имеет сходство с другими группами токарного оборудования. Основу составляет станина, на которой расположены остальные узлы.
Коробка скоростей
На револьверных станках коробка скоростей встроена в шпиндельную бабку. В зависимости от модели, она имеет определенное число диапазонов оборотов шпинделя и подач инструмента.
Суппорт
Узел несет на себе револьверную головку для крепления режущего инструмента. Он устанавливается в пазы головки и закрепляется при помощи специальных державок. Они, в свою очередь обеспечивают жесткость и надежность фиксации инструментов. Суппорт перемещается в продольном и поперечном направлении с помощью ручной или автоматической подачи.
Суппорт перемещается в продольном и поперечном направлении с помощью ручной или автоматической подачи.
Также на суппорте расположены командоаппарат и барабан упоров. Командоаппарат отвечает за включение/выключение заданной частоты оборотов и скорости подачи для каждого инструмента. Барабан упоров обеспечивает автоматическую остановку суппорта, когда инструмент пройдет заданное расстояние.
Некоторые модели оснащены револьверным и поперечным суппортом. Конструкция последнего позволяет устанавливать два резцедержателя одновременно с шестью инструментами. Это удобно во время обработки сложных деталей.
Узел шпинделя
Данный узел обеспечивает подачу и фиксацию прутковой заготовки. Главным движением в станке как раз является вращение шпинделя с заготовкой в прямом или обратном направлении.
Диаметр шпиндельного отверстия на конкретном агрегате определяет наибольший размер прутка, с которым можно работать. В зависимости от модели, в него можно установить пруток с максимальным диаметром 10, 16, 18, 25, 40, 65, 100 мм.
Частота вращения шпинделя и подача настраивается при помощи командоаппарата, либо вручную путем установки находящихся на шпиндельной бабке рукояток в нужные позиции.
Принцип работы
В серийном производстве пруток крепится в цанговый патрон при помощи гидравлики. Имеется встроенный механизм, который обеспечивает подачу заготовки на необходимую длину. При работе со штучными заготовками токарь закрепляет их вручную.
Обычно станки оснащены универсальной цангой со сменными кулачками для зажима круга и многогранника. В комплекте идут дополнительные оправки, втулки и другая оснастка.
Важно!
На некоторых моделях предусмотрена замена цанги трехкулачковым патроном.
Модификации станков для патронных работ предназначены для обработки литых, штампованых и кованых штучных заготовок. Они оснащены трехкулачковыми (либо четерехкулачковыми) патронами.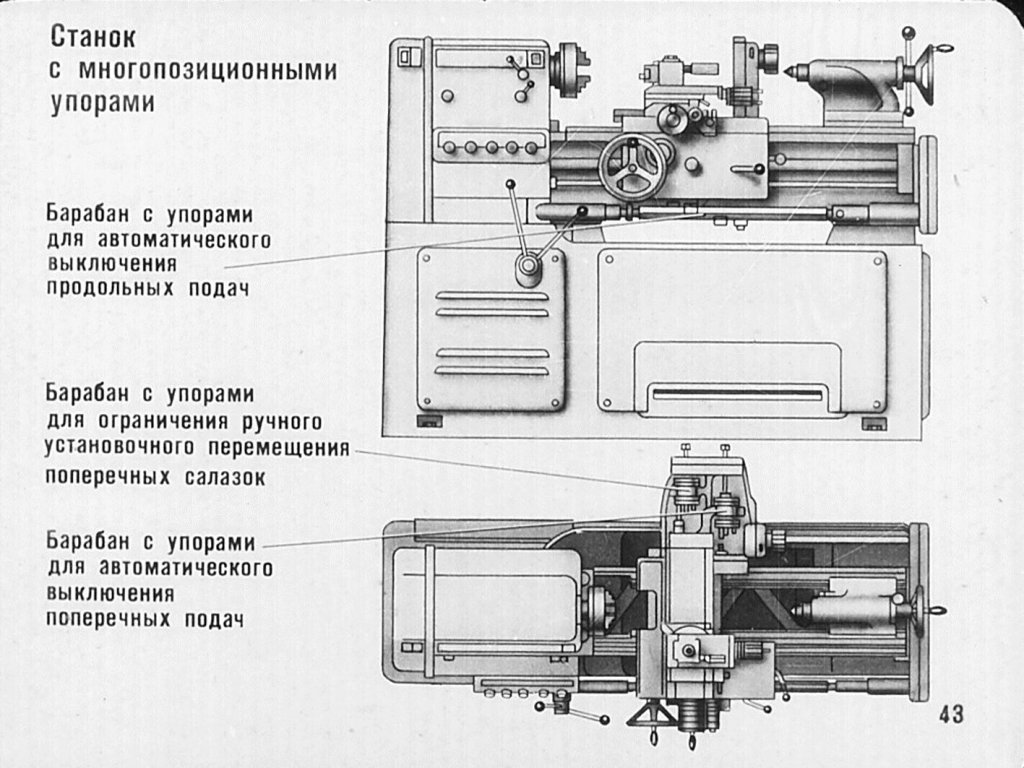
Все инструменты крепятся в револьверную головку. Выполнив рабочий ход одним резцом (сверлом, разверткой), она меняет позицию и подает новый инструмент. Длина рабочего хода инструмента ограничивается специальными упорами, которые отключают подачу.
Техника безопасности
Обработка металла на токарных станках приравнивается к работам с повышенной опасностью. Рабочие допускаются к процессу только после проведения предварительного инструктажа. Во время работы токарь обязан соблюдать правила техники безопасности:
Прочно фиксировать заготовку.
- Не приступать к работе при обнаружении неисправностей.
- Выполнять только порученную мастером работу.
- Если обратный конец прутка выступает из шпинделя, необходимо оградить эту зону.
- Не допускать, чтобы кулачки выступали за пределы наружного диаметра патрона или планшайбы. В таком случае необходимо применить другую оснастку.
- После закрепления заготовки вынуть ключ.
- Не оставлять в револьверной головке инструмент, который больше не используется.
- Измерять, снимать и устанавливать деталь после полной остановки механизмов.
- При шлифовке изделия вручную отводить револьверную головку.
- Во время работы станка не открывать заграждающие устройства.

Важно!
Работать на токарно-револьверном станке разрешается строго в закрытой аккуратной одежде.
Современные модели с ЧПУ
Обычные станки вытесняются с производства усовершенствованными моделями с программным управлением. Они позволяют полностью автоматизировать рабочий процесс и обеспечивают высокую точность обработки. Также нет необходимости выполнять замеры после каждого прохода.
На современном производстве актуальны следующие модели оборудования.
1В340Ф30 — оснащен устройством ЧПУ Электроника НЦ-31 и револьверной головкой на 8 инструментов. Позволяет обрабатывать штучные заготовки диаметром не более 20 см, а также изготавливать изделия из прутка диаметром до 4 см.
1П426ДФЗ — оснащен двумя револьверными головками. Первая позволяет использовать 8 режущих инструментов, предназначена для обработки наружных поверхностей. Вторая головка предусмотрена для работы с внутренними поверхностями.
ST и DS — серия револьверных станков с ЧПУ американского производства. Универсальные агрегаты, предназначенные для обработки заготовок из разных типов, стали.
Токарно-револьверные станки целесообразно применять в серийном производстве для изготовления больших партий однотипных изделий. Но их функциональность револьверной немного ограничен по сравнению с токарно-винторезными станками.
Выполнение некоторых операций (к примеру, нарезка резьбы, точение фасонных поверхностей) требует использования дополнительных приспособлений.
применение станка в производстве, устройство и принцип работы
Производство деталей различной конфигурации требует специальной обработки. Для этих целей используется токарно-револьверный станок.
Аппарат отличается своей универсальностью и высокой производительностью, а также имеет обычную конструкцию. В механизме устройства присутствует блок числового программного обеспечения.
- Особенности конструкции
- Эксплуатация
- Классификация
- Какие работы может выполнять
- Некоторые особенности станков
Особенности конструкции
Общая информация о револьверно-токарных агрегатах присутствует в спецлитературе. Прибор используется на предприятиях, где есть массовое, а также отдельное (единичное) изготовление различных изделий из металла. Детали могут быть любой величины и профиля.
Станки такого характера работают с заготовками, которые предварительно были обработаны на станочных установках иного типа.
Агрегаты могут выполнять такие манипуляции:
- сверлить отверстия;
- растачивать отверстия и кромки;
- оттачивать поверхности;
- наносить внутреннюю и внешнюю резьбу;
- выполнять нарезания асимметричных узоров.

Ряд задач, выполняемых агрегатом, очень велик и зависит только от фантазии специалиста-наладчика.
Эксплуатация
Использование станка целесообразно с точки зрения экономии, т. к. станок работает на малых оборотах. Для обрабатывания материалов используются несколько приспособлений, чаще всего последовательно: резцы, свёрла или машинные метчики.
Приспособления фиксируются и заранее готовятся в резцедержателе, а также в позициях, в которых требуется обрабатывание поверхности с помощью головки станка.
Во время приготовления инструменты вводятся в работу синхронно либо же в порядке очерёдности. Револьверная головка делает поворот, а после завершения одного рабочего хода деталь обрабатывается последующим прибором. Упоры, которые необходимы для того, чтобы включить продольную и поперечную, определяют ходовые показатели инструмента.
Станки, относящиеся к револьверной группе, помогают обрабатывать детали с помощью комбинаторных алгоритмов. После установки программы ЧПУ без использования каких-либо специальных инструментов начинается обработка детали.
После установки программы ЧПУ без использования каких-либо специальных инструментов начинается обработка детали.
С помощью замеров и проходов, осуществлённых предварительно, не будет необходимости в изменениях технических настроек изделия, исходя из его родной установки.
Классификация
Токарно-револьверное отечественное оборудование можно разделить на две группы. В зависимости от типа деталей, которые будут обрабатываться. Станки могут быть для патронных или прутковых работ. В зависимости от размещения оси рабочей револьверной головки.
Во втором случае агрегаты можно разделить на вертикальные/горизонтальные либо же наклонные. Токарно-револьверный станок, который используется для выполнения патронных работ, оснащён чипом (ЧПУ).
Станок для прутковых работ с полным отсутствием программного управления используют для обработки кованых или же проштампованных материалов.
Оборудование может быть оснащено гидравлическими или ручными фиксаторами, которые будут оказывать давление на детали.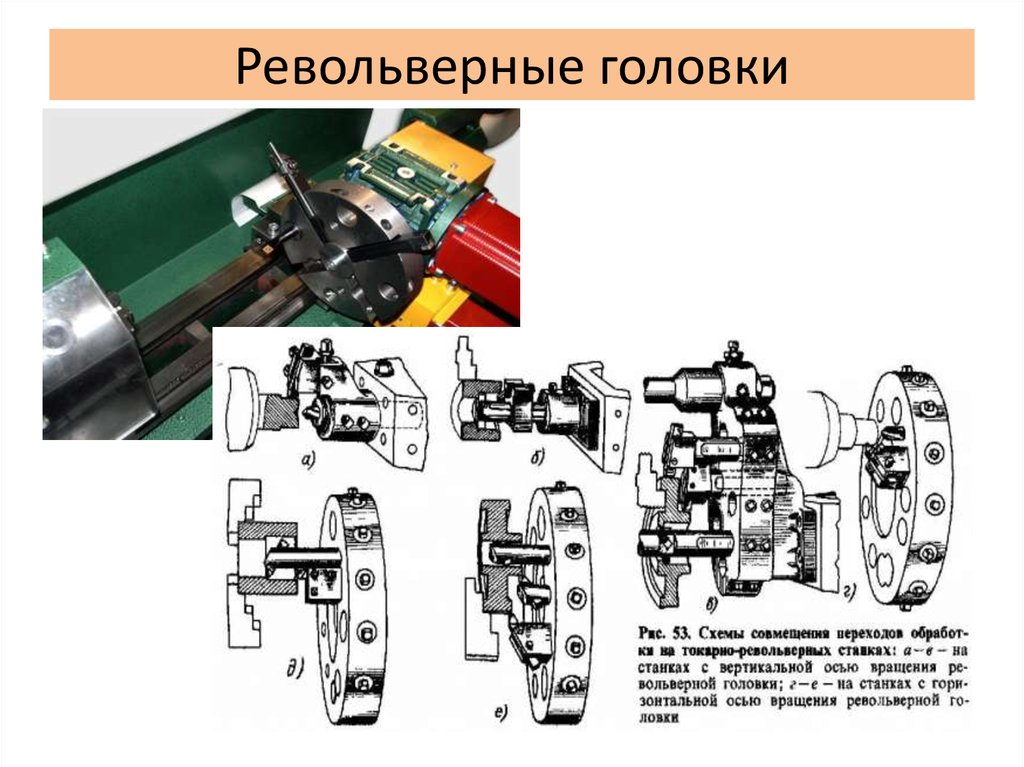 Для крепления детали используются патроны с кулачком и планшайбами. Такой механизм позволяет создавать не только заготовки, но и изготавливать большие геометрические размеры.
Для крепления детали используются патроны с кулачком и планшайбами. Такой механизм позволяет создавать не только заготовки, но и изготавливать большие геометрические размеры.
Станки, используемые в работе с прутками, имеют в наличии небольшие сечения, а также отверстия в шпиндельном узле. А также агрегат имеет в своём арсенале определённый механизм, который помогает создавать подачу заготовки и отвечает за её фиксацию. Если такие агрегаты поставить на патрон, то можно допускать обработку штампованных и литых, а также кованых изделий.
Револьверные станки, у которых ось рабочей головки изначально будет размещена горизонтально, в наличии будут иметь только револьверный суппорт, а поперечный в этом случае будет отсутствовать. В этом случае конструкция агрегата позволит головке выполнять как продольную, так и круговую подачу.
Агрегаты, имеющие наклонную или вертикальную ось, всегда имеют в наличии револьверный и поперечный суппорт. Поперечный будет снабжён передним и задним резцедержателем, на котором можно использовать смонтированные рабочие приспособления (до 6 единиц), а револьверная головка будет располагаться на револьверном суппорте.
Какие работы может выполнять
Станки, в наличии которых есть функция ЧПУ, могут выполнять работы по многим видам токарной обработки: колец, валиков, ступенчатых болтов, втулок.
Многие манипуляции будут включать в себя нарезание при помощи специальных метчиков и головок внутренней и наружной резьбы.
А также надрезание и выравнивание торцов, обтачивание заготовки до цилиндрической формы, прокачивание листовых заготовок.
Агрегаты с программой ЧПУ и без управления будут иметь ходовой винт, который с помощью гребёнок и дополнительных резцов может выполнять разнообразные резьбы.
Когда изготовление деталей поставлено на поток (серийное производство), специалисты часто прибегают к помощи резьбонарезной головки. Такие головки имеют круглые гребёнки тангенциальной или радиальной формы. Наиболее высокая точность выполнения работ будет достигнута при использовании круглых гребёнок.
Для выполнения резьбы величина реза головки может быть от М5 до M65. Когда резьбы выполняются плашками или метчиками, то в их конструкции будут присутствовать специальные державки. Во время хода суппорта они будут помогать ввинчивать метчик либо плашку с помощью свободного передвижения по оси.
Когда резьбы выполняются плашками или метчиками, то в их конструкции будут присутствовать специальные державки. Во время хода суппорта они будут помогать ввинчивать метчик либо плашку с помощью свободного передвижения по оси.
На станках револьверного типа также можно подвергать обработке фасонные поверхности. Для выполнения таких работу необходима установка криволинейного шаблона (станковое лекало) вместо копировальной линейки. Возможна обработка поверхности специфическими резцами, которые называется фасонными.
Некоторые особенности станков
Агрегаты, описанные выше, характеризуются довольно высоким уровнем производительности. Если сравнивать их с самыми примитивными токарными установками, это объясняется рядом факторов.
- Применение быстрых устройств подачи и затвердевания обрабатываемых деталей.
- Комбинаторная работа револьверного и поперечного суппорта.
- Быстрое изменение приспособления, которое используется в работе.
- Применением новых державок, а также различных инструментов, которые отличаются комбинированным видом.
Чтобы обеспечить высокую производительность и правильное функционирование, нужно грамотно выполнить настройку
. Под грамотной настройкой понимают выбор инструментов, которые используются в работе и их монтаж в державки, а также изготовление и установку продольного или поперечного упора. Регулировка упора будет осуществляться в осевом или радиальном направлении.На многих револьверных станках частота, а также подача и вращение будет выбираться с помощью командоаппарата. Патронные агрегаты, которые были произведены в России или ещё в Советском Союзе могут работать с заготовками, величина сечения которых от 15 до 60 см. Прутковое оборудование характеризуется такими параметрами: расстояние, на которое может двигаться головка, максимально велико, сечение изделий небольшое.
Простые револьверные станки используются на многих отечественных предприятиях. В последние годы можно заметить тенденцию обмена их на наиболее усовершенствованное оборудование, в котором есть числовое программное управление.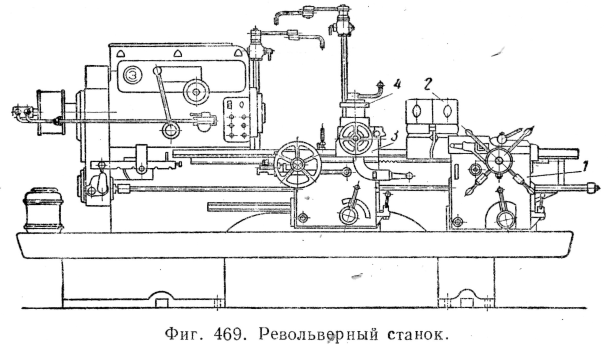
4 основных устройства, используемые в токарно-револьверном станке | Станки
Статьей поделились:
РЕКЛАМА:
Следующие пункты выделяют четыре основных устройства, используемых в токарно-револьверном станке. Устройства: 1. Цанга 2. Оправки 3. Патроны 4. Крепления.
Устройство № 1. Цанга:Когда детали обтачиваются и отделяются от прутка, проходящего через полый шпиндель станка, используется цанга. Пруток обычно имеет круглую, квадратную или шестиугольную форму. Цанговое зажимное оборудование может быть ручным или пневматическим. Разрез ручного цангового патрона показан на рис. 32.7.
Когда рукоятка перемещается в закрытое положение, скользящая втулка S приводится во вращение, и, поскольку канавки, в которых размещаются накладки P, прорезаны по спирали, втулка вынуждена двигаться влево.
ОБЪЯВЛЕНИЯ:
Перемещение рычага в противоположном направлении изменяет действие на противоположное, и левое кольцо шариков в B перемещает втулку R, освобождая цангу. В положении, показанном на рисунке, цанга закрыта. М — шпиндель станка, а Н — корпус, прикрепленный болтами к передней бабке. Рифленый колпачок K регулирует цангу в зависимости от размера прутка и удерживает его в фиксированном продольном положении, которое не изменяется при открытии и закрытии патрона.
Для больших заготовок иногда используются цанги с параллельным замыканием, но обычно рекомендуются цанги пружинного типа. Пневматические патроны снижают утомляемость оператора.
Расширенные или резьбовые оправки используются для крепления коротких заготовок с предварительно обработанным точным отверстием. Действие удержания работы очень похоже на действие цангового патрона.
Действие удержания работы очень похоже на действие цангового патрона.
ОБЪЯВЛЕНИЯ:
Поскольку токарная обработка между центрами не имеет места на токарно-револьверном станке, работа удерживается на шпинделе в каком-либо патроне или приспособлениях. Важными качествами являются жесткость и скорость работы, и по второй причине почти все используемые патроны относятся к самоцентрирующемуся типу.
В трехкулачковом самоцентрирующемся патроне кулачки состоят из двух частей: основной кулачок, который всегда остается в корпусе патрона, и две съемные захватные мягкие кулачки. Это заготовки из незакаленной стали, специально предназначенные для крепления компонентов неправильной формы.
Помимо стандартных патронов, для удержания заготовок неправильной формы также используются несколько других типов патронов. Один из них известен как патрон с двумя кулачками, который предназначен для работы с параллельными плоскими сторонами. Обе челюсти, расположенные на 180° друг напротив друга, двигаются внутрь и наружу одновременно.
Обе челюсти, расположенные на 180° друг напротив друга, двигаются внутрь и наружу одновременно.
При наличии подачи сжатого воздуха используются пневматические патроны. Этот тип патрона сокращает время зажима, освобождает оператора от ручного утомления, а если воздушные клапаны управляются ногой, он оставляет обе руки свободными для манипулирования работой во время зажима. Эти патроны работают при давлении 5,5 кг/см 2 .
Устройство № 4. Светильники:Главная ›› Машиностроение ›› Отрасли ›› Станки ›› Токарный станок ›› Типы ›› Токарно-револьверный станок ›› Устройства, используемые в токарно-револьверном станке
Машиностроение, Промышленность, Станкостроение, Токарный станок, Типы, Револьверный токарный станок, Устройства, используемые в револьверном станке
Координатно-расточные работы: Описание и типы | Обработка | Промышленное машиностроение
Связь ортогональных сил резания | Металлы | Отрасли | Металлургия
Токарно-револьверные станки (Пресса и седло) – Токарные станки и токарные станки
Токарный станок для металлообработки, используемый для серийного производства дублирующих деталей, которые по характеру процесса резки обычно взаимозаменяемы.
Токарно-винторезный станок, используемый для серийного производства деталей-дубликатов, которые по характеру процесса резки обычно взаимозаменяемы.
Запросить предложение по всем брендам
См. также:Б/у (53)Б/у (53)
Избранный бренд
Посмотреть 23 подходящих токарно-револьверных станка KNUTH (баран и суппорт)
ABHIJAT AUTO CUT 25
Револьверные токарные станки с ЧПУ производства ABHIJAT “Six Station” предназначены как для обработки прутка, так и для работы с пневматическим патроном. Можно использовать предварительно обработанные кованые или литые заготовки.
Сравнить
ABHIJAT AUTO CUT 32
Револьверные токарные станки с ЧПУ производства компании ABHIJAT с шестью станциями предназначены как для обработки прутка, так и для работы с пневматическим патроном. Можно использовать предварительно выкованные или литые заготовки. Базовая машина с 6-позиционной револьверной головкой, вкл…
Базовая машина с 6-позиционной револьверной головкой, вкл…
Compare
ABHIJAT STL 42/110
Compare
ABHIJAT STL 42/150
Compare
ABHIJAT STL-25/110
Compare
ABHIJAT STL-32/110
Compare
ABHIJAT STL-42/150
Compare
ATLASMAQ 25mm
Compare
ATLASMAQ 32mm
Compare
ERGOMAT THR 26
Сравнить
GEDEE WEILER MCT 250
Этот токарный станок с ручным управлением идеально подходит для массового производства. На этом станке можно выполнять различные инструменты, такие как токарная обработка, сверление, нарезание внутренней/наружной резьбы, обработка канавок и отрезка. Максимум. качается над кроватью 510 мм
Максимум. диаметр токарной обработки Ø320 мм
Максимум. длина поворота 320 мм
Максимум. диаметр прутка Ø50 мм
Диаметр отверстия шпинделя Ø70 мм
Нос шпинделя A2-5
Шпиндель…
На этом станке можно выполнять различные инструменты, такие как токарная обработка, сверление, нарезание внутренней/наружной резьбы, обработка канавок и отрезка. Максимум. качается над кроватью 510 мм
Максимум. диаметр токарной обработки Ø320 мм
Максимум. длина поворота 320 мм
Максимум. диаметр прутка Ø50 мм
Диаметр отверстия шпинделя Ø70 мм
Нос шпинделя A2-5
Шпиндель…
Сравнить
JINN FA JCL-5232
ПУНКТ JCL-5232 Максимум. качается над кроватью 510 мм Максимум. диаметр токарной обработки Ø320 мм Максимум. длина поворота 320 мм Максимум. диаметр прутка Ø60 мм Диаметр отверстия шпинделя Ø75 мм Носик шпинделя A2-6 Скорость шпинделя …
Сравнить
KAAST MACHINE TOOLS HRL 60
Сравнить
KAAST MACHINE TOOLS НRL 42
Сравнить 908003
3
0004 Featured Brand
KNUTH HRD 42 PF
Compare
Featured Brand
KNUTH HRD 60 PF
Compare
MANEK PC-25
Compare
MANEK PC-32
Compare
MANEK PC-40
Сравнить
БАШНЯ MEGABORE
ВМЕСТИМОСТЬ
Высота центра мм (дюймы) 590 (23,22)
Поворот над станиной, мм (дюймы) 1165 (45,86)
Поворот над поперечными салазками мм (дюйм) 840 (33,07)
Расстояние между центрами мм (дюймы)
3000 (118,11), 4000 (157,48), 5.