Деятельность учителя | Деятельность учащихся | УУД | |
1. | – Добрый день, ребята. Садитесь поудобнее, проверьте свои рабочие места. Сегодня на урок нам понадобятся учебники, тетрадь, ручка. Проверьте их наличие. | Учебник, тетрадь, ручка. | Регулятивные УУД: самостоятельно организовывать свое рабочее место. |
– Как вы думаете какие инструменты используют мастера при изготовлении поделок из древесины? -Как вы думаете с помощью каких инструментов, приспособлений, станков изготовляют вот эти цилиндрические детали? (показ простой цилиндрической детали). -цилиндрические детали имеющие форму круга, шара, сложный профиль? (изделия со сложным фасонным профилем). | – нож, ножовка, стамеска, рубанок и др. – С помощью рубанка. – С помощью токарного станка | Коммуникативные УУД: участвовать в диалоге, высказывать свою точку зрения, оформлять свои мысли в устной речи. | |
3. Постановка темы, учебной задачи (1-2 мин) | -для того чтобы трудиться на станке, изготовлять красивые точеные изделия, что вы должны знать, и уметь? – Как вы думаете, чем сегодня мы будем заниматься? -Давайте сформулируем тему урока – Какова цель нашего урока? | -Знать из чего состоит токарный станок. Уметь применять эти знания на практике. -Изучать устройство токарного станка для точения древесины. – устройство токарного станка. -познакомиться с устройством токарного станка. | Регулятивные УУД: определять цель учебной деятельности. |
4. | История токарного станка. Работа с текстом в учебнике и рисунком. -в учебнике на стр.77,78 читаем текст, после чего нужно будет ответить на вопросы: (на доске вопросы) 1)Для чего предназначен токарный станок? 2)Что обозначают буквы и цифры СТД-120М? -Теперь внимательно рассмотрим рис.71 на стр.78 и перечислим из чего состоит токарный станок? Ваша задача записать в тетради устройство токарного станка и попытаться запомнить, где находится каждый элемент. -На каком станком вы уже умеете работать? – Назовите основные части сверлильного станка. Если возникли трудности, стр. … – Положите перед собой два рисунка и сравните что общего между токарным и сверлильным станком? | -Сообщение ученика. -станок токарный деревообрабатывающий, 120-максимальный радиус изготовляемой детали в мм., модернизированный. -основание, электродвигатель, станина, защитное ограждение ременной передачи, пускатель, светильник, передняя бабка, подручник, задняя бабка, защитный экран. Запись в тетрадь устройства станка –сверлильным –станина, рабочий стол, колонка, рукоять, винт с рукоятью фиксации корпуса, шкала установки, глубины сверления, электродвигатель, шпиндель, ременная передача, патрон, кнопка пуск, стоп, защитный кожух ременной передачи. -электродвигатель, шпиндель, ременная передача, защитное ограждение ременной передачи кнопка пуск, стоп. | Познавательные УУД: отражение в письменной форме результатов своей деятельности, умение работать с текстом, поиск и выделение необходимой информации в тексте, умение сравнивать объекты Коммуникативные УУД: участвовать в диалоге, оформлять свои мысли в устной речи |
5. | -Мы с вами познакомились с устройством токарного станка и сейчас полученные знания закрепим на практике. Для этого мы переходим в соседнее помещение… -Делимся на 5 групп, распределяем роли: мастер (с учебником) и 2 ученика | Ученики у станков проговаривают устройство токарного станка, мастер контролирует ответы и при необходимости поправляет, добавляет ответ. | Коммуникативные УУД: уметь работать в мини группе, устная оценка действий партнера |
6. Рефлексия (5 мин) | 1) Что нового вы сегодня узнали? 2) Чему научились? 3) Что понравилось? -Вы работали в группах и мастер называл части токарного станка, вы должны были их показать, у кого были неточности, не все показали? Вам необходимо еще раз повторить материал. -Поднимите руку те, кто правильно показал названные мастером части -МОЛОДЦЫ, хорошо усвоили материал! -А вы готовы работать на этом станке и изготовить красивое изделие? Что еще для этого надо? На следующем уроке продолжим работу в данном направлении | -устройство токарного станка. -научились распознавать основные части станка. Ответы уч-ся | Личностные УУД: самоанализ и самоконтроль результата. Регулятивные УУД: оценка-выделение и осознание учащимися того, что уже усвоено и что еще подлежит усвоению |

 Организационный момент (1-2 мин)
Организационный момент (1-2 мин)
 Открытие нового знания (10-15 мин)
Открытие нового знания (10-15 мин)
 Первичное закрепление (10 мин)
Первичное закрепление (10 мин)
Устройство токарного станка СТД -120М по обработке древесины
Технология 6 кл.
Учитель: Пошитый Сергей Валентинович
Раздел программы: Создание изделий из конструкционных и поделочных материалов.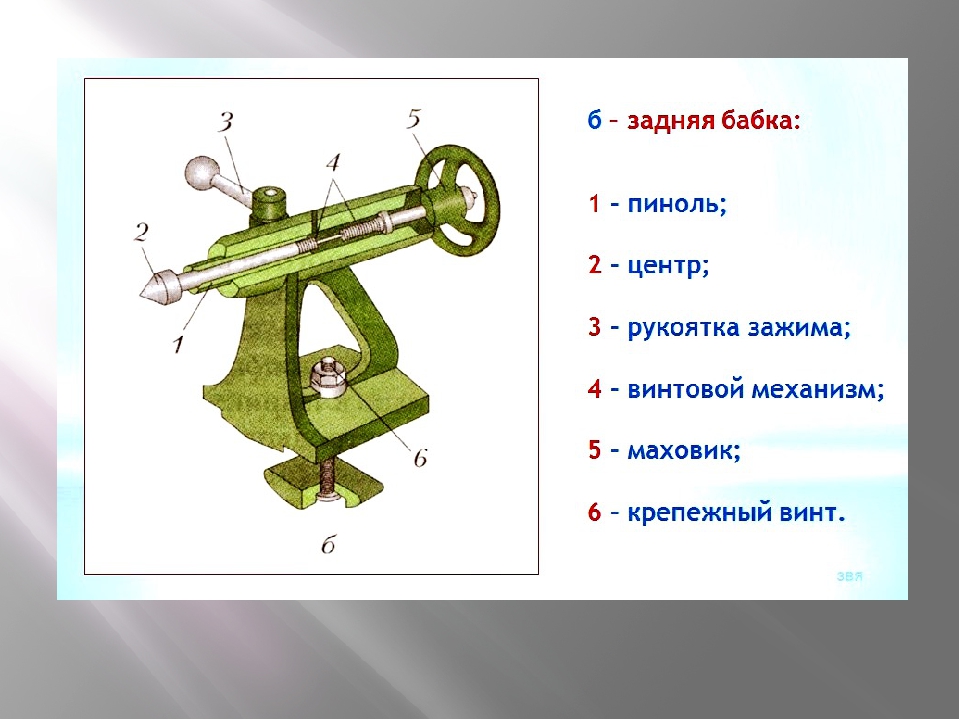
Тема урока: Устройство токарного станка СТД -120М по обработке древесины.
Тип урока: Комбинированный.
Цель урока: изучить устройство моделей токарного станка по дереву СТД-120М;
рассмотреть кинематическую схему станка и операции, выполняемые на станке.
Задачи: а) Обучающая: познакомить с устройством и назначением токарного станка по дереву СТД-120М, правилами техники безопасности при работе на станке СТД-120М.
б) Воспитывающая: воспитывать трудолюбие, аккуратность в работе.
в) Коррекционно – развивающая: развивать у учащихся профессиональные интересы, память, мышление, воображение.
Демонстрационный материал и оборудование: токарный станок по дереву
СТД-120, заготовки и готовые изделия из древесины, резцы, технологические карты, интерактивная доска, компьютер, мультипроектор, диски с презентацией.
Раздаточный материал: Задания для проверки знаний, учебники.
Рабочие инструменты: набор токарных резцов: желобчатая выпуклая, желобчатая вогнутая, косая.
Измерительные инструменты: линейка, угольник, штангенциркуль.
Ход урока
Введение
1. Организационный момент.
2. Подготовка к уроку.
3. Назначение дежурных.
4. Проверка готовности класса к уроку.
5.Мотивация к учебной деятельности.
Цель: Сформировать условия для возникновения внутренней потребности включения в учебную деятельность.
Организация учебного процесса на этапе
– Ребята, сейчас я вам покажу образцы готовых изделий, изготовленных на станке ТСД-120М, вы внимательно посмотрите, и ответьте на вопросы:
1. Вам понравились эти изделия?
Вам понравились эти изделия?
Ответы обучающихся.
2. Как вы думаете, эти изделия можно использовать в виде подарка? А ещё что сними можно сделать?
Ответы обучающихся.
3. А вы на данном этапе сможете изготовить такие изделия?
Ответы обучающихся.
4. Хотели бы вы научиться работать на станке СТД-120М?
Ответы обучающихся.
Чтобы научиться работать на станке и делать такие изделия, скажите, что вам для этого нужно знать?
Обобщающий опрос по материалу предыдущей темы:
– Как подготовить заготовку для получения цилиндрической детали?
– Какие приспособления нужны для обработки цилиндрической детали ручным инструментом?
– Как замерить диаметр цилиндрической детали?
– В чем различия между разметочным циркулем и кронциркулем??
Итоги повторения:
Сообщение темы и цели урока.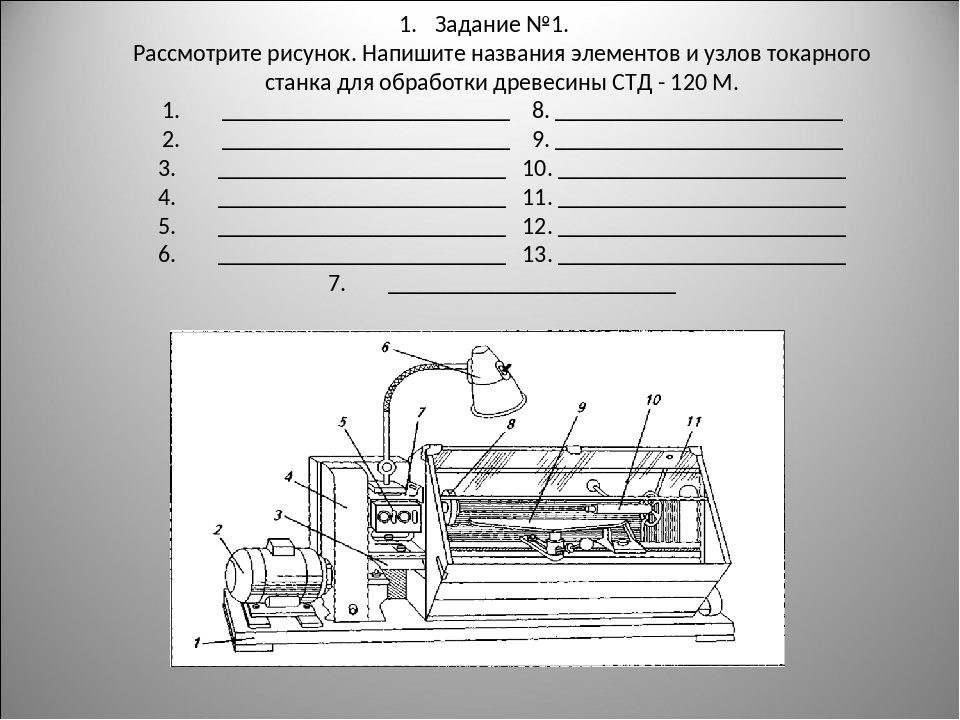
II. Основная часть.
Изложение программного материала.
Иллюстрированный рассказ.
Учитель. На предыдущих уроках вы убедились, что изготовить деталь или изделие цилиндрической формы вручную – довольно сложная задача.
Гораздо быстрее и проще сделать это на токарном станке по дереву.
Токарный станок предназначен для обработки заготовок из древесины и других материалов в виде тел вращения. Этот станок предназначен для обработки заготовок из древесины путем точения. Главное, движение (вращательное) осуществляется заготовкой, движение подачи (поступательное) – режущим инструментом.
История токарных станков по дереву уходит в далекую древность. Они использовались для изготовления посуды, деталей столов, стульев и других предметов домашнего обихода.
Различают следующие токарные станки:
– винторезные;
– револьверные;
– карусельные;
– многорезцовые;
-. центровальноотрезные;
центровальноотрезные;
– с ручным приводом ,
– с ножным приводом.
На coвpeмeнных промышленных предприятиях применяются
станки различных конструкций и назначений, в том числе: – станки-автоматы;
– станки с программным управление (ПУ).
Подробнее с устройством таких станков некоторые из вас, кто выберет профессию станочника деревообрабатывающей промышленности, смогут ознакомиться в колледже или техникуме.
Школьные мастерские обычно оборудованы токарными станками моделей СТД-120М. Далее учитель рассказывает об основных узлах станка СТД-120
по рисунку.
Внешний вид станка и его устройство выводится на экран интерактивной доски (презентация с флешки).
Токарный станок по обработке древесины:
1 – основание; 2 – электродвигатель; 3 – станина; 4 – ограждение ремённой передачи; 5 – магнитный пускатель; 6 – светильник; 7 – передняя бабка; 8 – шпиндель; 9 – подручник; 10 – задняя бабка; 11 – защитный экран.
Токарный станок по обработке древесины: 1 – ременная передача; 2 – электродвигатель; 3шпиндель; 4 – передняя бабка; 5 – подручник; 6 – задняя бабка; 7 – кнопочная станция; 8 – станина; б – кинематическая схема
1) На направляющих станины установлена каретка с подручником и задняя бабка.
2) Задняя бабка состоит из выдвижной втулки, винтовой передачи, маховика и центра задней бабки (ПИНОЛИ).
3) Шпиндель станка установлен в передней бабке на шарикоподшипниковых опорах.
4) Включение и выключение осуществляется кнопками «пуск» и «стоп».
Рассмотрим устройство СТД-120.
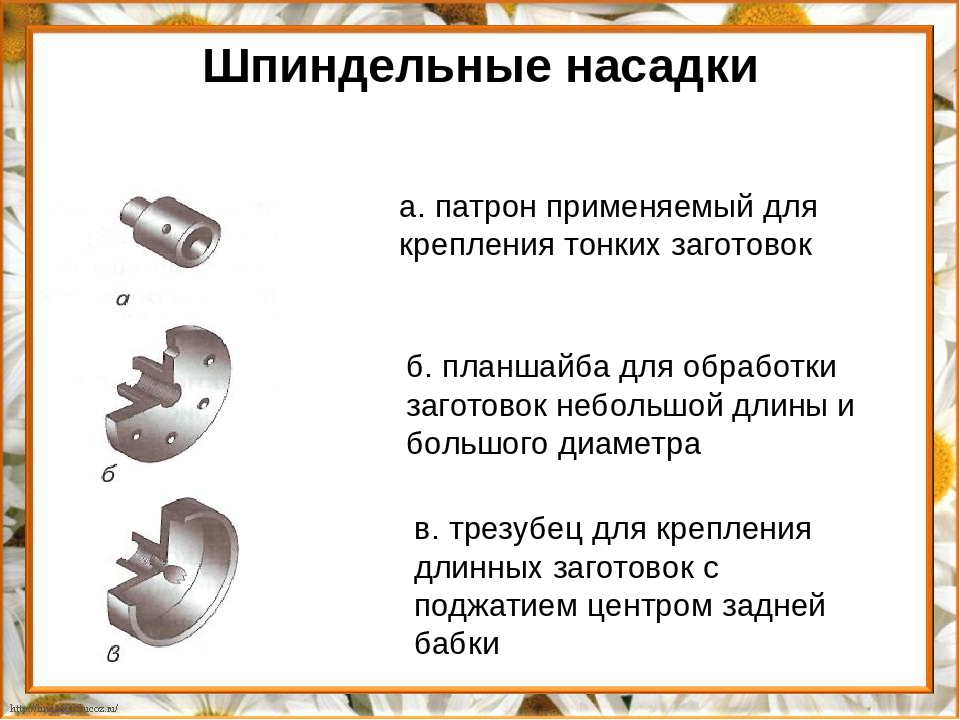
Особенностью станка является шпиндель, на который могут навинчиваться следующие детали :
– патрон – применяемый для крепления коротких заготовок;
– трезубец – применяемый для крепления длинных заготовок с поджатием центром задней бабки
– планшайба – применяемая для обработки заготовок небольшой длины и большого диаметра Крепление заготовки к планшайбе производится шурупами.
Приспособления для закрепления заготовки при точении: а – патрон; б – планшайба;
в- трезубец .
Учитель показывает образцы крепления.
Правила крепления:
Крепление детали:
а – в патроне винтом; б – трезубцем с поджатием центром задней бабки
Крепление (а) и точение (6) заготовки на планшайбе
Вращательное движение заготовки при точении называется главным.
Поступательное движение заготовки при точении называется вспомогательным.
Вначале заготовку обрабатывают на малой частоте вращения 710-770 об/мин, а уже чистовую обработку выполняют при частоте вращения 1000-1450 об/мин.
Учащимся демонстрируются резцы для работы на токарном станке и ставится вопрос:
Каким образом осуществляется процесс резания (обработки ) заготовки? Используя свои знания по физике, учащиеся доказывают, что в основе принципа работы резца лежит принцип действия клина, аналогично принципу работы ножниц, рубанка, пилы, напильника.
Регулировка частоты вращения осуществляется установкой
ремней ременной передачи на шкивы разных диаметров.
Учитель демонстрирует смену скорости вращения шпинделя. Обратимся к кинематической схеме станка.
2. Объяснение схемы:
1) Шпиндель приводится во вращение от электродвигателя через клиноременную передачу.
2) Винтовой механизм задней бабки преобразует вращение ручки маховика в поступательное движение центра задней бабки.
3. Инструктирование по правилам безопасности на токарном станке перед работой.
Учитель. Запомните правила безопасной работы на токарном станке:
1) Не включать станок без разрешения учителя.
2) Не включать станок без огражденной ременной передачи.
3) Не опираться на части токарного станка.
4) Не класть инструменты и другие предметы на стеллаж.
5) Обо всех неисправностях в станке и электропроводке немедленно сообщать учителю.
III. Практическая работа.
Выполнение заданий:
1. Ознакомьтесь с устройством станка.
2. Убедившись, что станок отключен:
1) переместите заднюю бабку в крайнее правое положение;
2) замерьте:
а) расстояние между центрами;
б) расстояние от линии центров до станины; в) величина вылета патрона.
3. Заполните таблицу.
Частота враще- | Расстояние между | Расстояние от | Величина выле- |
ния шпинделя | центрами, мм | линии центров до | та патрона |
станины, мм | |||
4. Поупражняйтесь в креплении заготовок на станке (в патроне, центрах, на планшайбе).
Поупражняйтесь в креплении заготовок на станке (в патроне, центрах, на планшайбе).
IV. Заключение.
Повторение и закрепление материала
А сейчас я раздам заданиями, в которых вы должны назвать основные части станка (Задание №1) и приспособления, которые применяются для закрепления заготовок (Задание №2) при помощи учебника и записать названия в тетрадь.
Для того чтобы работать на станке, каждый рабочий должен знать и неукоснительно соблюдать технику безопасности. Наша задача изучить по плакату техники безопасности при работе на станке СТД-120М и обсудить каждый пункт. (Приложение №2).
Контрольные вопросы:
1. К каким машинам относится СТД-120?
2. Приведите примеры рабочих и энергетических машин.
З. Каково назначение рабочего органа? двигателя? передаточного механизма?
4. Назовите основные части токарного станка по обработке древесины.
Назовите основные части токарного станка по обработке древесины.
5. Какие приспособления применяются для закрепления заготовки? Чем определяется их выбор?
6. Как осуществляется подача вращения к заготовке?
Оценка практической работы.
Общий итог урока:
Рефлексия учебной деятельности на уроке.
Цель: Оценить собственную деятельность на уроке с точки зрения достижения цели.
Организация учебного процесса на этапе.
Вопросы учителя:
1. Как вы думаете, вам пригодится в жизни то, что вы сегодня изучили?
2. Понравился ли вам урок. Что особенно понравилось, а что не очень?
А сейчас каждый из вас поставит себе оценку и объяснит, почему.
Происходит самоконтроль и самооценка результатов работы. Обсуждение, выявление общих и индивидуальных ошибок.
Обсуждение, выявление общих и индивидуальных ошибок.
Выставление оценок учителем с аргументацией.
Домашнее задание. Ребята, я предлагаю дома подумать и попробовать составить дома у себя в тетрадях технологическую карту на изготовление картофелемялки. Продумать форму будущего изделия.
Приложение № 1
Задание №1.
Рассмотрите рисунок. Напишите названия элементов и узлов токарного станка для обработки древесины СТД – 120 М.
________________________ 8. ________________________
________________________ 9. ________________________
________________________ 10. ________________________
________________________ 11. ________________________
________________________ 12. ________________________
________________________ 13. ________________________
________________________
________________________
Задание №2.
Рассмотрите рисунок. Напишите названия приспособлений для закрепления заготовок при точении.
а) ___________________________________________________
б) ___________________________________________________
в) ___________________________________________________
Приложение № 2.
Правила безопасности
1. Не включать станок без разрешения учителя.
2. Надежно крепить заднюю бабку станка.
3. Проверить заготовку, чтобы она не имела трещин.
4. Надежно крепить заготовку.
5. Перед работой на токарном станке подготовить рабочее место: убрать все лишнее со станка и вокруг него, подготовить и разложить только нужные инструменты и приспособления.
6. Проверить рабочий инструмент. Ручки не должны иметь трещин, должны быть прочно насажены.
7. Заправить одежду. Застегнуть все пуговицы. Длинные волосы убрать под берет.
8. Перед пуском станка надеть защитные очки.
9. В процессе точения периодически останавливать станок и поджимать деталь центром задней бабки, устраняя зазоры.
10. Периодически, по мере срезания поверхности, при остановках станка подводить подручник к поверхности заготовки на 2…3 мм, проворачивать заготовку вручную на 2…3 оборота и надежно крепить подручник.
11. Во время работы не отвлекаться, не отходить от станка.
12. Все настроечные операции проводить только при отключенном и остановленном станке.
13. Не обрабатывать деталь вблизи трезубца.
14. Не останавливать заготовку руками.
15. О всех неисправностях сообщать учителю.
О всех неисправностях сообщать учителю.
Конспект урока по технологии “Технология точения древесины на токарном станке” 👍
Ржанников Сергей Анатольевич
ГКС(К)ОУ Каргапольская школа-интернат VIII вида, р. п. Каргаполье
Учитель технологии
Раздел программы: Технология обработки древесины.
Тип урока: Урок рефлексии.
Тема урока: Технология точения древесины на токарном станке.
Цель урока: Формировать умения работы на станке ТСД-120М, повторить ранее изученный материал по теме: “Устройство токарного станка для точения древесины ТСД-120М. 80 минут”.
Задачи урока: 1. Обучающая: познакомить с технологическим процессом создания изделий цилиндрической
и конической формы, с инструментами для работы на токарном станке, повторить правила техники безопасности.2. Воспитывающая: воспитать осознанную потребность в труде.
3. Развивающая: развивать у учащихся умение применять полученные знания на практике, мышление, глазомер, внимание.
Учебное содержание, необходимое для изучения нового материала:
Назначение токарного станка. Типы станков. Принцип действия.
Основные части токарного станка. Устройство токарного станка СТД – 120. Основные механизмы токарного станка по обработке древесины. Главное и вспомогательное движение.
Кинематическая
схема токарного станка.Материалы: заготовки.
Оборудование: токарный станок по дереву ТСД-120М.
Рабочие инструменты: Токарные резцы: набор токарных резцов: желобчатая выпуклая, желобчатая вогнутая, косая.
Измерительные инструменты: линейка, угольник, штангенциркуль.
Приспособления: Центроискатель.
Демонстрационный материал: Технологическая карта на изготовление картофелемялки, образцы готовых изделий, плакат “Техника безопасности при работе на станке ТСД-120М”, плакат “Устройство станка ТСД-120М”.
Раздаточный материал: Карточки-задания для проверки знаний, учебники.
Время – 80 минут.
Ход урока.
Организационный момент.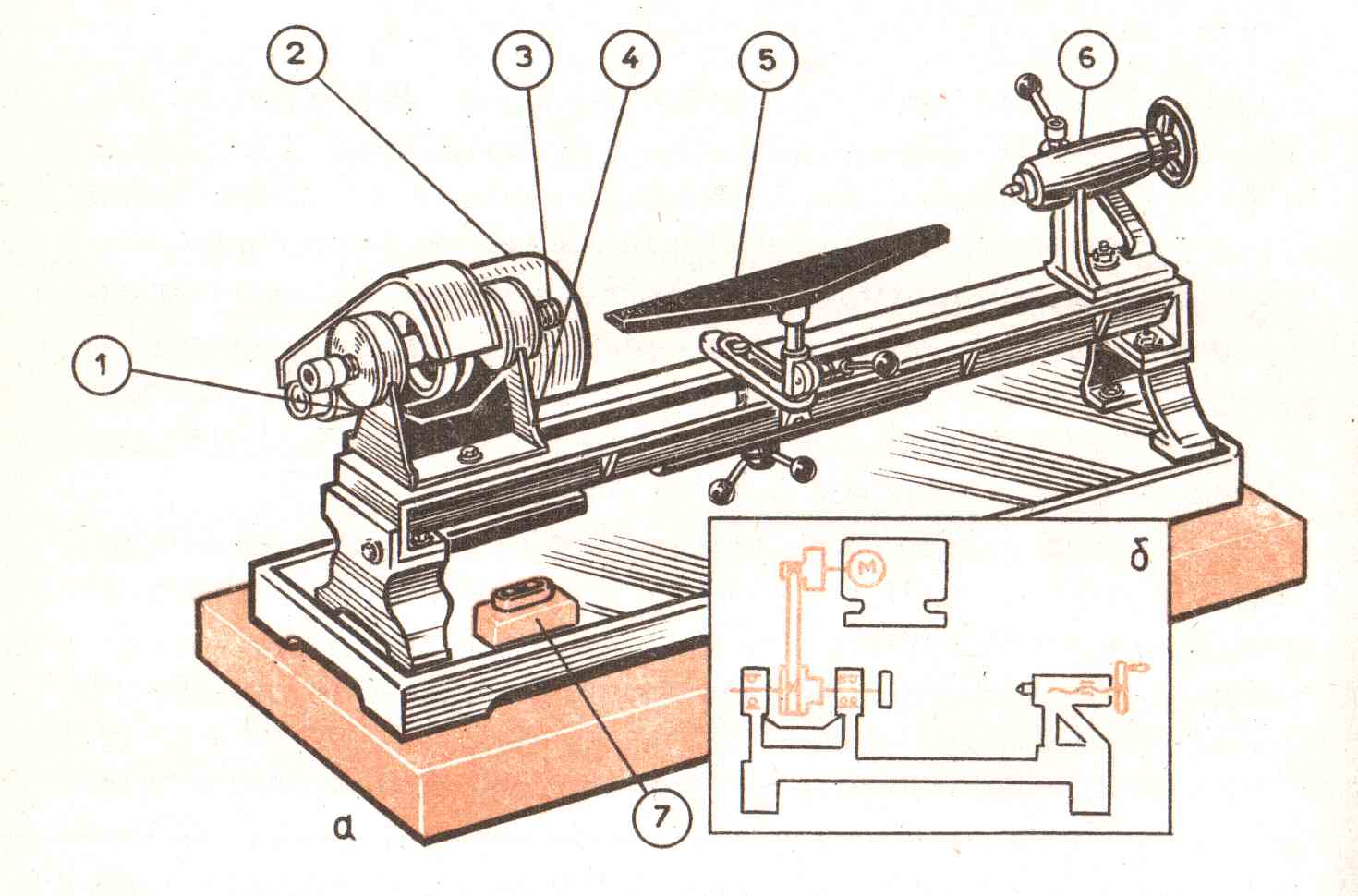 (5 минут)
(5 минут)
1)Приветствие
2) Проверить рабочую форму.
3) Отметить присутствующих.
1. Мотивация ( самоопределение) к коррекционной деятельности. (10 минут)
Цель: Активизировать требования к обучающимся со стороны коррекционной деятельности (надо), создать условия для возникновения внутренней потребности для включения в учебную деятельность (хочу), определить содержание урока (могу).
Организация учебного процесса на этапе.
Вопросы учителя:
1. На прошлом уроке вам было дано домашнее задание: составить технологическую карту на изготовление картофелемялки, и продумать форму будущего изделия, каковы ваши успехи?
Ответы обучающихся.
2. На прошлом уроке мы начали изучать токарную обработку древесины на станке ТСД-120М, хотели бы вы дальше изучать эту тему?
Ответы обучающихся.
Давайте посмотрим все разработки и выберем те моменты, которые нам более подходят, доработаем и сделаем общую технологическую карту.
Обучающиеся предлагают свои разработки технологических карт и формы будущего изделия.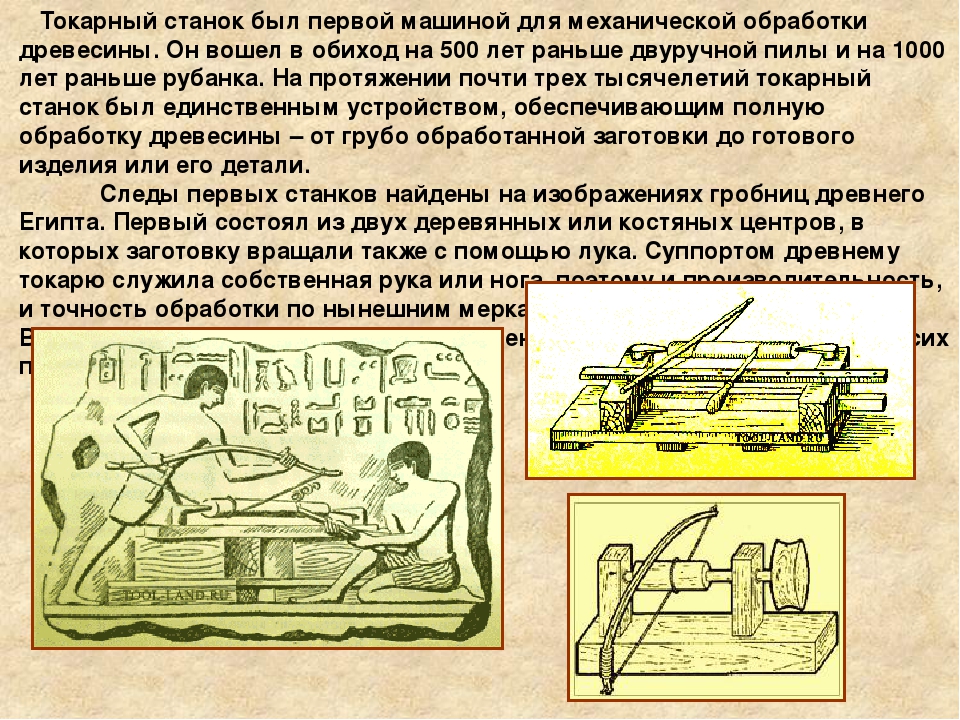 На основе предложенных формируется общая технологическая карта на изготовление картофелемялки и ее форма.
На основе предложенных формируется общая технологическая карта на изготовление картофелемялки и ее форма.
2. Актуализация и фиксация знания в пробном учебном действии. (10 минут)
Цель: Подготовить мышление обучающихся и осознание ими потребностей к выявлению причин затруднений в собственной деятельности.
Организация учебного процесса на этапе
-Организация повторения и знаковой фиксации способов, действий запланированных для рефлексивного анализа.
Учитель: Составьте и запишите в тетрадь алгоритм подготовки заготовки к точению.
-Активизация соответствующих мыслительных операций и познавательных процессов.
Учитель заслушивает результаты письменных работ обучающихся.
-Организация мотивирования (хочу – надо – могу) и выполнение обучающимися самостоятельной работы на применение способов, действий, запланированных для рефлексивного анализа.
– Практическая работа: Закрепить заготовку в токарном станке.
Организация самопроверки обучающихся своих работ по готовому образцу с фиксацией полученных результатов.
Учитель проверяет выполнение практической работы без исправления ошибок.
3. Локализация индивидуальных затруднений. (5 минут)
Цель: Направить мышление обучающихся на осознание места и причины собственных затруднений в выполнении изученных способов действий.
Организация учебного процесса на уроке.
-Уточнение алгоритма исправления ошибок, который будет использоваться на данном уроке.
Учитель: Проверьте правильность крепления заготовки в токарном станке по алгоритму, который находится в ваших тетрадях.
-Исправление ошибок на основе алгоритма. Анализ выполнения задания и определения места ошибок.
Учитель: Зафиксируйте тот пункт алгоритма, который вызывает у вас затруднение.
-Выявление и фиксация способа действий, в которых допущены ошибки, причину затруднений.
4. Построение проекта коррекции выявленных затруднений. (5 минут)
Цель: Определить цели коррекционной деятельности обучающихся и на их основе выбрать способы и средства их реализации.
Организация учебного процесса на уроке.
-Формулировка индивидуальной цели своих будущих коррекционных действий.
-Выбор способов и средств коррекции.
Учитель: Прочтите записи в тетрадях и материал учебника еще раз. Выполните необходимое действие согласно описанию.
5. Реализация построенного проекта. (5 минут)
Цель: Направить мышление обучающихся на осмысленную коррекцию своих ошибок в самостоятельной работе и формирование умения правильно применять соответствующие способы действий.
Организация учебного процесса на уроке
-Работа учащихся с учебниками.
Учитель. Ребята, я предлагаю вам поработать с учебником. Вам нужно узнать о технологическом процессе изготовления изделий, имеющих в поперечном сечении форму круга. Об инструментах и приспособлениях для токарных работ.
О приемах чернового и чистового точения на СТД-120. О зачистке заготовки на токарном станке.
6. Самостоятельная работа с самопроверкой по эталону. (25 минут)
Цель: Индивидуальная рефлексия достижения цели и создание (по возможности) ситуации успеха.
Организация учебного процесса на уроке.
Учитель: А сейчас, перед тем, как вы начнете самостоятельную работу, давайте повторим технику безопасности и технологическую карту. После повторения учащиеся приступают к самостоятельной работе.
Во время самостоятельной работы учитель следит за:
– соблюдением принципов формирования конструкции изделия;
– правильным выполнением приемов работы на СТД-120;
– соблюдением разработанного технологического процесса;
– соблюдением правил безопасности при работе с токарными резцами;
– Самоконтролем учениками поэтапного качества операций (взаимоконтролем).
7. Включение в систему знаний и повторений. ( 5 минут)
Цель: Повторение и закрепление ранее изученного.
Организация учебного процесса на уроке.
Учитель: Ребята, я предлагаю вам проверить, как вы усвоили материал урока. Я вам раздам карточки на повторение.
Обучающимся выдаются карточки-задания на повторение.
8. Рефлексия деятельности на уроке. (10 минут)
(10 минут)
Цель: Направить мышление обучающихся на осознание метода преодоления затруднений и самооценку ими результатов своей коррекционной самостоятельной деятельности.
Организация учебного процесса на уроке.
-Уточнение алгоритма исправления ошибок.
Учитель: Итак, при выполнении любого действия необходимо соблюдать все его шаги, этапы. Давайте повторим алгоритм подготовки заготовки к точению, алгоритм закрепления заготовки на токарном станке, приемы работы при точении на станке.
-Название способов действий, вызвавших затруднение.
Учитель: Какие действия при выполнении работ были для вас наиболее трудными?
Ответы обучающихся.
Фиксация степени соответствия поставленной цели и результатов действия.
Учитель: Откройте тетради и напишите, чему вы научились на уроке.
-Оценивание обучающимися собственной деятельности на уроке.
Учитель: Оцените свою работу на уроке. Что у вас получилось, что было интересно, а что не очень.
Допишите :
– мне понравилось______
– я научился___________
– мне пригодится________
-Самоконтроль и самооценка результатов работы. Обсуждение, выявление общих и индивидуальных ошибок. Уборка рабочих мест.
Обсуждение, выявление общих и индивидуальных ошибок. Уборка рабочих мест.
Спасибо за внимание, до свидания.
Карточка-задание №1.
Ответьте на вопросы.
Каково назначение передней и задней бабки токарного станка?
2. Для чего служит подручник токарного станка? ________________ __________________________________________________________
3. Какое движение в станке называют главным? _________________ __________________________________________________________
4. Какое движение в станке называют вспомогательным? _________ __________________________________________________________
Карточка-задание №2.
Перечислите правила техники безопасности перед работой на токарном станке по дереву:
1. ________________________________________________________ __________________________________________________________
2. ________________________________________________________ __________________________________________________________
3. ________________________________________________________ __________________________________________________________
________________________________________________________ __________________________________________________________
4. ________________________________________________________ __________________________________________________________
5. ________________________________________________________ __________________________________________________________
6. ________________________________________________________ __________________________________________________________
7. ________________________________________________________ __________________________________________________________
Карточка-задание №3
Рассмотрите рисунок. Напишите названия токарных стамесок.
Технология точения древесины на СТД 120М
Токарный станок СТД-120М по дереву является последней модификацией линейки учебного токарного оборудования, выпускавшегося в советские времена на кировском предприятием «Завод №2 “Физприбор” им. А.В. Луначарского», подчиненного Министерству просвещения РСФСР.
От первого станка этого семейства ТСД-120 он отличается отсутствием долбежного приспособления, которое располагалось на левом торце передней бабки, а от своего прямого предшественника СТД-120 — конструкцией опоры приводного шкива. Кировские учебные токарные станки практически в неизменном виде выпускаются уже более пятидесяти лет. Но теперь уже не , который обанкротился и был ликвидирован в 2012 году, а частным ООО, продолжающим их производство на заводских мощностях.
Технические характеристики
СТД-120М — это малогабаритная модель, предназначенная для токарной обработки небольших деревянных деталей со следующими техническими характеристиками:
- высота межцентровой оси — 120 мм;
- межцентровое расстояние — 500 мм;
- размеры зоны обработки (длина × макс. диаметр, мм) — 450 × 190;
- габариты (д×ш×в) — 125 ×5 × 55 см;
- масса без подставки — 100 кг.
На СТД-120М применяется двигатель мощностью 400 Вт, который развивает скорость до 2300 об/мин.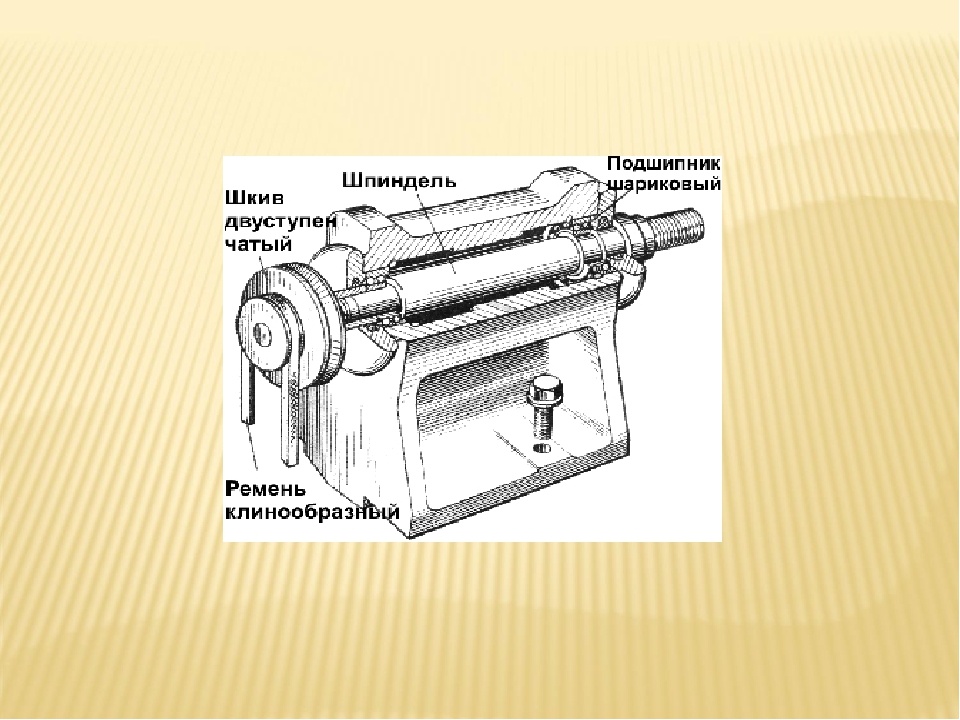
Технические характеристики и некоторые особенности эксплуатации
Станок токарный по дереву СТД 120М имеет относительно хорошие технические параметры, особенно, если учесть его специфику и размеры:
- габариты – 1250*550*575 мм;
- масса – 100 кг.
Заготовки из дерева, с какими параметрами могут обрабатываться на СТД 120М:
- длина элемента, устанавливаемого в центрах, не более 500 мм;
- диаметр заготовки, не более 190 мм;
- величина точения, не более 450 мм.
Характеристики шпинделя:
- число скоростей – 2;
- диапазон скорости вращения – 1100–2150 об/мин.
Следует учесть, что высота центров установки равна 120 миллиметрам. Электрооборудование функционирует от трёхфазной электросети с частотой 50Гц. На токарном агрегате предусмотрен один электрический двигатель с начальной мощностью в 0,4 кВт.
Некоторые особенности эксплуатации:
- обрабатываемая заготовка должна быть без сучков и трещин, а показатель влажности древесины находится в пределах 20%;
- большие элементы необходимо обрабатывать на низкой скорости;
- смазка движущихся деталей.


Смазка и проверка узлов на наличие дефектов и повреждений должны производиться не реже, чем 1 раз в год либо после 500 часов работы агрегата.
Конструктивно предусмотрена возможность самостоятельно ремонтировать переднюю и заднюю бабку.
Назначение и рекомендации по эксплуатации
Токарный станок СТД-120М разрабатывался и создавался для использования на школьных уроках труда и в учебных мастерских межшкольных учкомбинатов. В его паспорте прямо указано, что он предназначен для обучения учащихся средних школ основам токарной обработки изделий из древесины мягких пород с нормальной влажностью.
Поскольку СТД-120М предназначался для использования несовершеннолетними, в его документации очень подробно расписаны указания по охране труда и безопасности при выполнении токарных работ.
Конструкция СТД-120М очень проста, поэтому в его паспорте указания по эксплуатации и техническому обслуживанию не занимают много места. В большинстве своем они относятся к соблюдению правил выполнения токарных работы и содержания в порядке оборудования и рабочего пространства, а также смазке немногочисленных вращающихся элементов. Один раз в год или через пятьсот часов работы необходимо производить замену смазки подшипников шпиндельного узла. Пиноль один раз в шесть месяцев смазывается машинным маслом и как минимум один раз в год — солидолом. При возникновении биений или вибрации следует проверить и при необходимости отрегулировать осевой люфт шпинделя.
Один раз в год или через пятьсот часов работы необходимо производить замену смазки подшипников шпиндельного узла. Пиноль один раз в шесть месяцев смазывается машинным маслом и как минимум один раз в год — солидолом. При возникновении биений или вибрации следует проверить и при необходимости отрегулировать осевой люфт шпинделя.
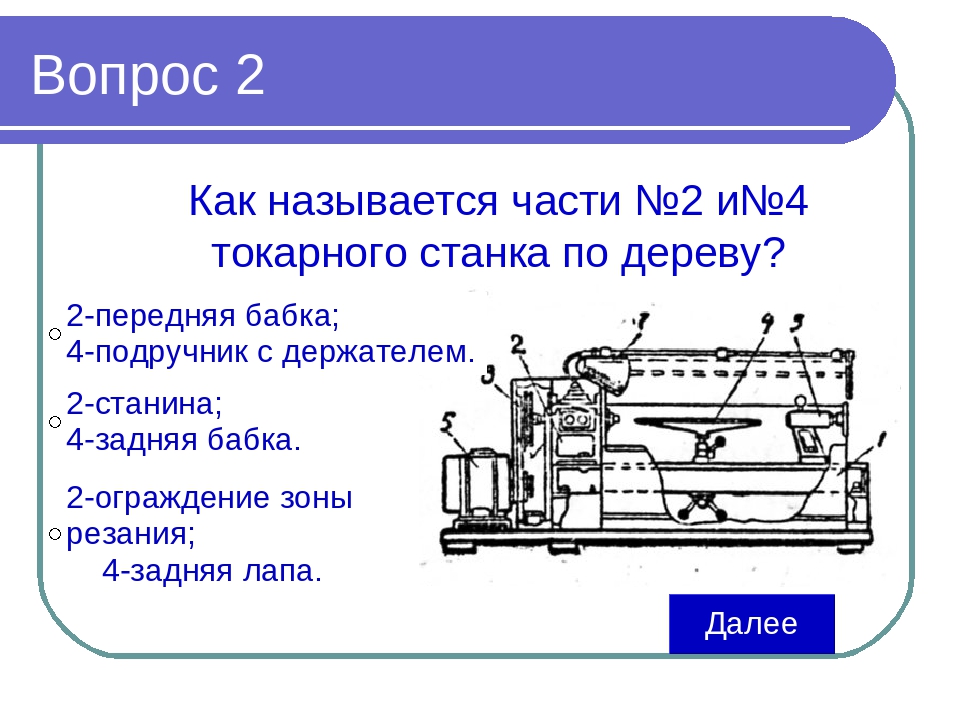
Подручник с держателем станка токарного СТД-120
Подручник с держателем станка СТД-120М служит опорой для режущего инструмента. Держатель подручника состоит из прямоугольного бруска с приливом, в отверстие которого вставляется стержень подручника. Подручник станка СТД-120 закрепляется на нужной высоте и в определенном положении рукояткой. Держатель подручника закрепляется на направляющих станины станка СТД-120М специальным винтом и рукояткой через шайбу. Для работы с короткими и длинными заготовками станок комплектуется двумя подручниками длиной 200 мм и 400 мм.
Станина станка токарного СТД-120м
Станина станка СТД-120м литая чугунная на двух ножках устанавливается на подставке и является основанием, на котором монтируются основные узлы станка СТД-120М.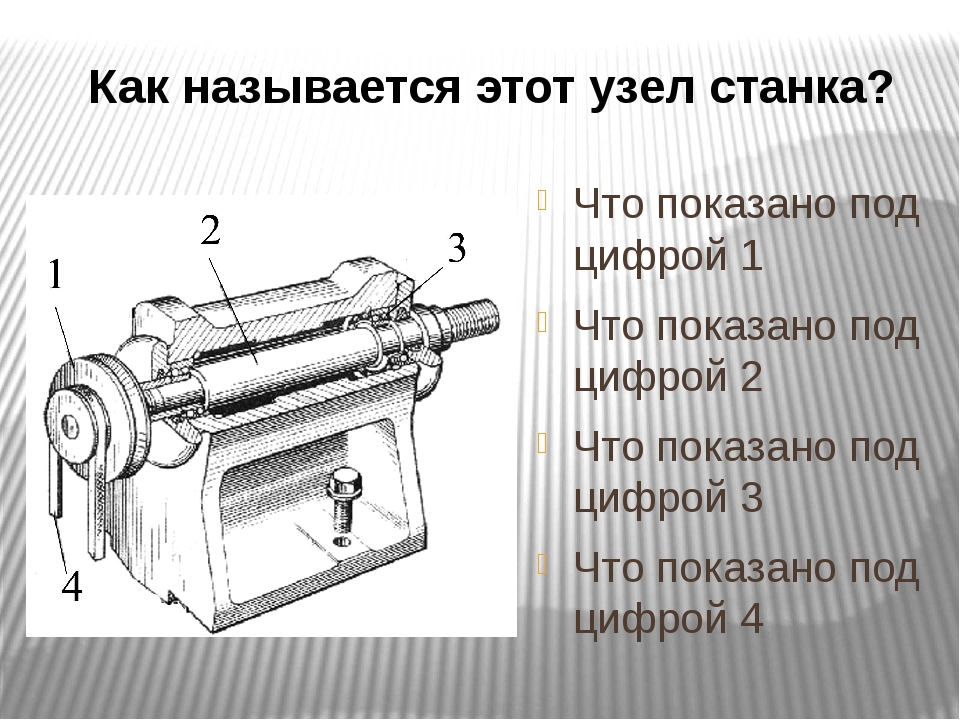 Слева на станине закреплена передняя бабка станка. По направляющим станины передвигаются и закрепляются в определенном положении держатель с подручником и задняя бабка станка.
Слева на станине закреплена передняя бабка станка. По направляющим станины передвигаются и закрепляются в определенном положении держатель с подручником и задняя бабка станка.
Ограждение зоны резания станка СТД-120М
Ограждение зоны резания на станке СТД-120м служит для защиты работающего от отлетающей стружки и снижения концентрации образующейся пыли в зоне дыхания работающего до установленных санитарных норм. Оно состоит из металлического кожуха и откидных экранов.
Приспособления для установки и крепления заготовок станка токарного СТД-120
Режущие инструменты
Станок комплектуется двумя видами режущих инструментов: рейврами и майзолями. Рейеры для станка СТД-120 представляют собой желобчатый резец, по форме похожий на полукруглую столярную стамеску. Майзели для станка СТД-120 представляют собой резцы, имеющие форму плоской стамески с лезвием.
Комплектация
Токарный станок СТД-120М имеет традиционную компоновку и включает следующие узлы и механизмов:
- передняя и задняя бабки;
- подручник;
- электродвигатель с натяжным устройством;
- шкаф электрооборудования;
- светильник;
- защита рабочей зоны.

На СТД-120М предусмотрено крепление патрубка воздушной системы удаления древесной пыли и стружек, которую пользователи должны приобретать отдельно.
Фронтальная бабка агрегата
Передняя бабка СТД-120М состоит из двух основных компонентов: чугунного корпуса и выполненного в форме фасонного вала шпинделя, который вращается на двух радиальных подшипниках. На левом конце шпинделя крепится приводной шкив, а на правом — различные приспособления для зажима заготовки во время ее обработки. Его главное конструктивное отличие от предыдущих кировских моделей состоит в том, что шкив расположен снаружи корпуса бабки, не между опор.
Задний элемент
В состав задней бабки токарного станка СТД-120М входят: корпус, пиноль, механизм ее подачи и фиксирующие устройства. Она установлена на правом конце направляющих, может передвигаться по ним вручную и крепиться в нужном месте с помощью болта. Пиноль выдвигается вперед посредством вращения маховичка, расположенного на ее задней части, и фиксируются в требуемой позиции с помощью зажимного рычага.
Основные и съемные приспособления
В стандартную поставку токарного станка по дереву СТД-120М входят только основные приспособления, используемые при обработке самых распространенных заготовок: два подручника (малый и большой), центр задний, планшайба, корпус с трехзубой вилкой и патрон. Остальные виды приспособлений и оснастки можно приобрести в профильных предприятиях, торгующих токарными принадлежностями. К ним относятся различные виды токарных патронов (самоцентрующиеся, чашечные, зубчатые, тисочные), а также корпусов и центров.
Электрооборудование и технические параметры
Электрооборудование токарного станка СТД-120М запитывается от трехфазной сети 380 В и состоит из следующих элементов:
- приводной электродвигатель;
- магнитный пускатель;
- комплект плавких вставок;
- кнопки включения и выключения;
- понижающий трансформатор на 24 В;
- светильник с выключателем;
- выпрямительный диодный мостик;
- реле включения динамического торможения;
- концевой выключатель.

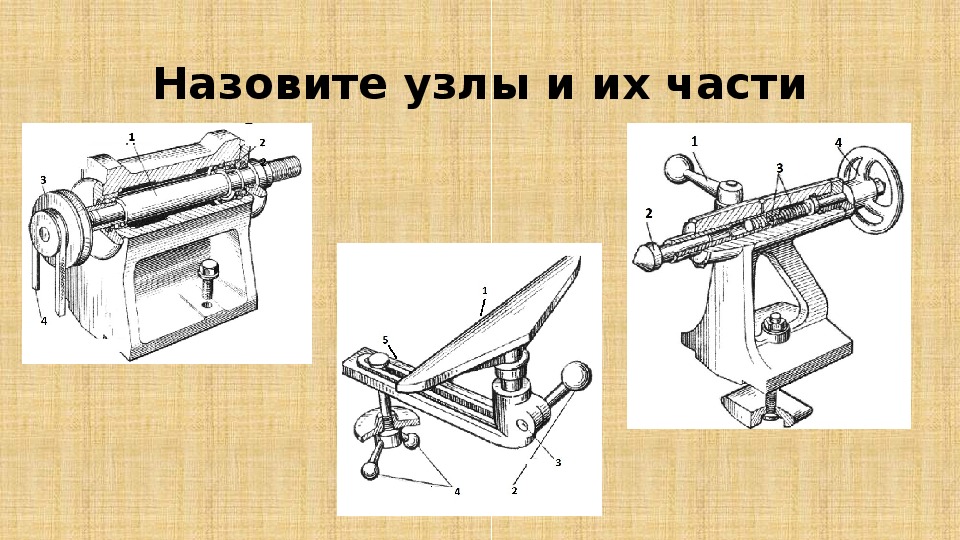
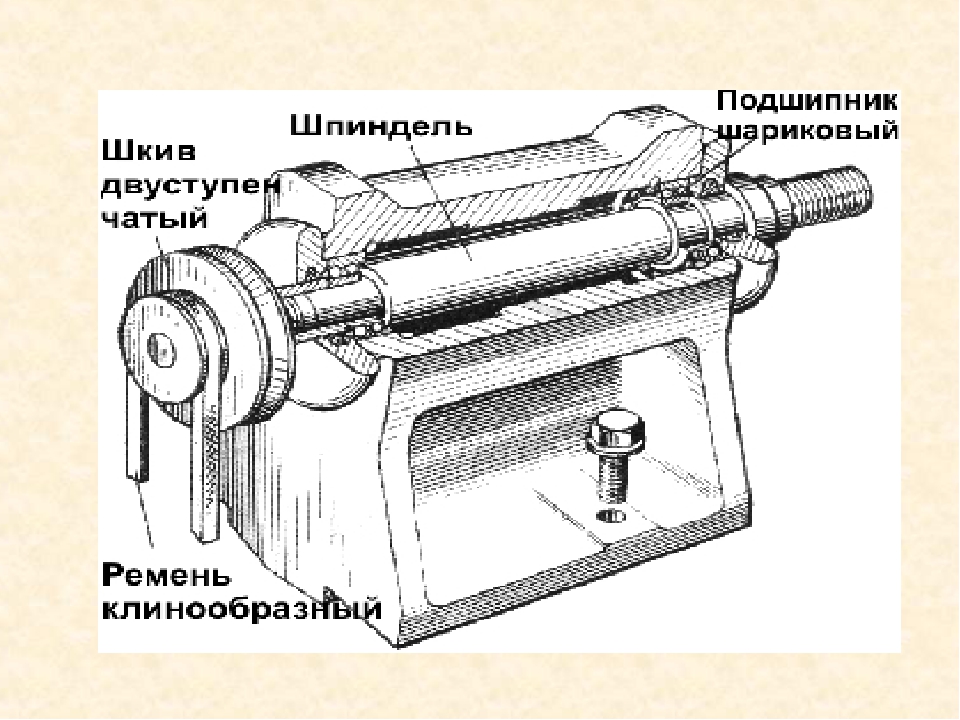
Конструкция передней бабки токарного станка СТД-120М
Передняя бабка станка токарного СТД-120М служит для установки и крепления заготовки и передачи ей вращательного движения.
Передняя бабка состоит из фасонного корпуса, отлитого из чугуна. В нем соосно расточены два отверстия для радиальных сферических подшипников.
Шпиндель представляет собой стальной фасонный вал, на правом конце которого нарезана резьба для навертывания патрона, планшайбы и других специальных приспособлений для закрепления заготовок.
На левом конце шпинделя насажен двухступенчатый приводной шкив, получающий движение через клиноременную передачу от электродвигателя. С обеих сторон на бабке крепятся крышки с войлочными набивками.
Для пуска и остановки шпинделя станка СТД-120М на корпусе передней бабки размещен пост управления, а сверху — светильник.
Клиноременная передача. На валу электродвигателя станка токарного СТД-120м жестко закреплен двухступенчатый шкив, который при помощи клинового ремня передает вращение двухступенчатому шкиву, закрепленному на шпинделе станка СТД-120. Переставляя ремень с одной ступени на другую, можно менять частоту вращения шпинделя. Клиноременная передача станка СТД-120м закрыта металлическим ограждением, открывающаяся крышка которого сблокирована через конечный выключатель с электродвигателем. При ее открывании происходит отключение электродвигателя и шпиндель станка СТД-120м останавливается.
Переставляя ремень с одной ступени на другую, можно менять частоту вращения шпинделя. Клиноременная передача станка СТД-120м закрыта металлическим ограждением, открывающаяся крышка которого сблокирована через конечный выключатель с электродвигателем. При ее открывании происходит отключение электродвигателя и шпиндель станка СТД-120м останавливается.
На валу электродвигателя жестко закреплен двухступенчатый шкив, который при помощи клинового ремня передает вращение двухступенчатому шкиву, закрепленному на шпинделе станка. Клиноременная передача закрыта металлическим ограждением, открывающаяся крышка которого сблокирована через конечный выключатель с электродвигателем так, что при ее открывании происходит отключение электродвигателя и станок останавливается. Крышка ограждения запирается при помощи винта.
Конструкция
Одна из привлекательных особенностей — довольно простое устройство. Схема токарной установки представлена на рисунке.
Станок состоит из:
- трёхфазного электрического двигателя,
- передней и задней бабки,
- кнопочного блока,
- подручника,
- шпинделя,
- фонаря,
- ремённой передачи,
- центр-вилки.

- ограждающего экрана,
- защитного кожуха,
- станины,
- маховика,
- пиноля,
- каретки,
- ручки и гайки фиксатора,
- пазухи для сброса отходов обработки древесины,
- прочих мелких деталей.
Устройство передней бабки
Узел представляет собой фасонную чугунную отливку. В расточенные отверстия его корпуса вставлены два радиальных подшипника. На них опирается шпиндель, являющийся связующим валом между приводным шкивом и планшайбой. Шкив передаёт вращение от двигателя планшайбе, патрону или другому приспособлению через шпиндель.
Внизу корпуса помещён блок управления вращением. Сверху установлен фонарь.
Задняя бабка
Это опора для обрабатываемой детали. Станина передвигается вдоль платформы по полозьям. Фиксируют устройство болтовым креплением
. Сверху располагается пиноль — держатель конусного наконечника, острый конец которого входит с одной стороны в деревянную заготовку.
Токарный станок по дереву СТД-120М
Состав токарного станка СТД-120М
Станок состоит из следующих сборочных единиц и деталей:
- электродвигатель
- кнопочный выключатель
- клиноременная передача
- шпиндель
- передняя бабка
- кнопочный блок
- светильник
- корпус с центром-вилкой
- подручник
- защитный экран
- рукоятка зажима
- ограждение станка
- задняя бабка
- маховик
- станина с направляющими
- опорная лапа
- закрепляющая гайка
- пиноль
- центр
- рукоятка стопора
- держатель (каретка)
- двухрожковая гайка
- деревянная платформа
- опорные бруски
- щель для отсасывания отходов
Схема кинематическая токарного станка СТД-120М
Передняя бабка токарного станка СТД-120М
Конструкция передней бабки токарного станка СТД-120М
Передняя бабка станка токарного СТД-120М служит для установки и крепления заготовки и передачи ей вращательного движения.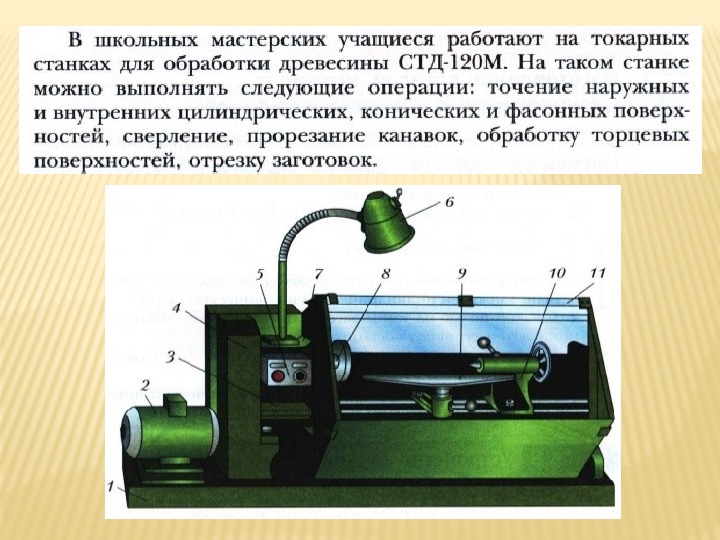
Передняя бабка состоит из фасонного корпуса, отлитого из чугуна. В нем соосно расточены два отверстия для радиальных сферических подшипников.
Шпиндель представляет собой стальной фасонный вал, на правом конце которого нарезана резьба для навертывания патрона, планшайбы и других специальных приспособлений для закрепления заготовок.
На левом конце шпинделя насажен двухступенчатый приводной шкив, получающий движение через клиноременную передачу от электродвигателя. С обеих сторон на бабке крепятся крышки с войлочными набивками.
Для пуска и остановки шпинделя станка СТД-120М на корпусе передней бабки размещен пост управления, а сверху — светильник.
Клиноременная передача. На валу электродвигателя станка токарного СТД-120м жестко закреплен двухступенчатый шкив, который при помощи клинового ремня передает вращение двухступенчатому шкиву, закрепленному на шпинделе станка СТД-120. Переставляя ремень с одной ступени на другую, можно менять частоту вращения шпинделя. Клиноременная передача станка СТД-120м закрыта металлическим ограждением, открывающаяся крышка которого сблокирована через конечный выключатель с электродвигателем. При ее открывании происходит отключение электродвигателя и шпиндель станка СТД-120м останавливается.
Клиноременная передача станка СТД-120м закрыта металлическим ограждением, открывающаяся крышка которого сблокирована через конечный выключатель с электродвигателем. При ее открывании происходит отключение электродвигателя и шпиндель станка СТД-120м останавливается.
На валу электродвигателя жестко закреплен двухступенчатый шкив, который при помощи клинового ремня передает вращение двухступенчатому шкиву, закрепленному на шпинделе станка. Клиноременная передача закрыта металлическим ограждением, открывающаяся крышка которого сблокирована через конечный выключатель с электродвигателем так, что при ее открывании происходит отключение электродвигателя и станок останавливается. Крышка ограждения запирается при помощи винта.
Приспособления для закрепления и обработки заготовок на токарном станке СТД-120М
а — спиральный самоцентрирующий патрон б — чашечный патрон в — трезубец г — тисочный патрон д — планшайба е — цилиндрический патрон ж — корпус с центром-вилкой з — специальный патрон с зубцами
- 1 — зубцы
- 2 — центральный зубец
- 3 — ограждение зубцов
- 4 — конус патрона
В зависимости от вида заготовки и выполняемых работ на шпиндель станка СТД-120м должно быть установлено одно из приспособлений, входящих в комплект станка: патрон, центр-вилка или планшайба. Патрон СТД-120М служит для закрепления коротких заготовок при обработке с торца. Центр-вилка станка СТД-120 предназначена для закрепления длинных деревянных заготовок при обработке в центрах. Планшайба станка СТД-120м представляет собой металлический диск, в центре которого выступает бобышка с внутренней резьбой для навертывания на шпиндель.
Патрон СТД-120М служит для закрепления коротких заготовок при обработке с торца. Центр-вилка станка СТД-120 предназначена для закрепления длинных деревянных заготовок при обработке в центрах. Планшайба станка СТД-120м представляет собой металлический диск, в центре которого выступает бобышка с внутренней резьбой для навертывания на шпиндель.
В зависимости от формы и назначения будущей детали заготовку устанавливают в центрах передней и задней бабок или на шпиндель передней бабки. Во всех случаях заготовку следует установить так, чтобы она воспринимала вращательное движение шпинделя. Для этих целей существует много приспособлений, которые можно разделить на следующие группы: для закрепления заготовки в центрах, для закрепления заготовки за наружную поверхность и для закрепления заготовки за отверстия.
Для закрепления заготовки в центрах наибольшее распространение получил трезубец. Один конец трезубца имеет форму конуса соответственно конусу в шпинделе передней бабки, а другой конец — форму трезубой вилки. При закреплении заготовки один ее конец с намеченным пазом вставляют в трезубец, а второй поджимается центром пиноли задней бабки.
При закреплении заготовки один ее конец с намеченным пазом вставляют в трезубец, а второй поджимается центром пиноли задней бабки.
Для закрепления заготовки за наружную поверхность служат следующие приспособления: чашечные, тисочные и кулачковые патроны, планшайба.
Чашечный патрон имеет с одной стороны цилиндрическую полость, а с другой — конический хвостовик для установки в шпиндель передней бабки. Округленную часть заготовки плотно вставляют (заколачивают) в полость патрона или зажимают болтами.
Тисочный патрон применяют в тех случаях, когда часть изделия имеет форму четырехугольника (граненую поверхность). Для обработки заготовку вставляют в тиски патрона и зажимают винтом. Чашечные и тисочные патроны иногда вместо конических хвостовиков имеют винтовые нарезки для установки на наружной части шпинделя.
Для закрепления изделий за наружную поверхность применяют, также, трехкулачковые самоцентрирующиеся и четырехкулачковые патроны с независимым перемещением кулачков. Трехкулачковый патрон обеспечивает быстрое и надежное зажатие и центрование заготовки благодаря одновременному радиальному перемещению кулачков. Каждый трехкулачковый патрон может служить для закрепления изделия как за наружную, так и за внутреннюю поверхность. Для этого такие патроны снабжают двумя комплектами кулачков.
Трехкулачковый патрон обеспечивает быстрое и надежное зажатие и центрование заготовки благодаря одновременному радиальному перемещению кулачков. Каждый трехкулачковый патрон может служить для закрепления изделия как за наружную, так и за внутреннюю поверхность. Для этого такие патроны снабжают двумя комплектами кулачков.
Для задней бабки целесообразно применять самовращающийся центр (на подшипниках) с конусом Морзе.
На планшайбе обрабатывают большие заготовки и плоские диски, для чего в ней предусмотрены отверстия, через которые винтами крепят заготовку. Необходимо учитывать, что винты не должны выходить на обрабатываемую поверхность заготовки. Планшайбу навинчивают на шпиндель после закрепления заготовки.
Массовое применение для крепления изделий из отверстия имеют различные оправы. Конструкции оправ выбирают в зависимости от назначения изделия, они бывают в основном двух типов — рифленые и цанговые.
Для изготовления на токарном станке по обработке различных деталей применяют резак-пилу. Данное приспособление можно использовать и для отрезания колец от алюминиевых и латунных трубок (на токарном станке по обработке металла) и для отрезания заготовок из пластмасс, оргстекла и других материалов.
Данное приспособление можно использовать и для отрезания колец от алюминиевых и латунных трубок (на токарном станке по обработке металла) и для отрезания заготовок из пластмасс, оргстекла и других материалов.
При работе резак-пила устанавливается на подручник станка так, чтобы планка опиралась на обрабатываемую поверхность заготовки. Затем резак равномерно подается вперед. Ограничитель дает возможность установить необходимую глубину протачивания в тех случаях, когда заготовка не отрезается совсем.
Приспособление просто в изготовлении. Резак-пила изготовляется из ножовочного полотна. Остальные детали — из поделочной стали.
Приспособление для шлифования токарных изделий применяется при шлифовании готовых изделий на токарном станке. Оно позволяет добиться хорошего качества шлифовки, удобно и безопасно в работе. Это приспособление легко изготовить в любой мастерской. На планку наклеивается пластинка из пористой резины или войлока, поверх которой накладывается шлифовальная шкурка (желательно на основе из материи). Края зажимаются между планками при помощи гайки-барашка. Крючки-ограничители обеспечивают безо-пасную работу. Крючки крепятся к основанию при помощи заклепки. Приспособление можно применять и при полировке изделий.
Края зажимаются между планками при помощи гайки-барашка. Крючки-ограничители обеспечивают безо-пасную работу. Крючки крепятся к основанию при помощи заклепки. Приспособление можно применять и при полировке изделий.
Задняя бабка токарного станка СТД-120М
Задняя бабка станка СТД-120 служит опорой при обработке длинных заготовок, поддерживая их задним центром, и для закрепления в ее пиноли патрона для сверл, самих сверл и других инструментов при обработке отверстий. Задняя бабка СТД-120 состоит из корпуса с пинолью, который скользит по направляющим станины. Задняя бабка станка СТД-120 закрепляется на направляющих станины.
С одной стороны пиноль имеет отверстие, расточенное на конус Морзе, в которое вставляется задний центр, патроны или сверла, имеющие хвостовик с тем же конусом. С другой стороны запрессована втулка с внутренней резьбой. Пиноль свободно перемещается в отверстии верхней части корпуса. От вращения вокруг своей оси пиноль предохраняет установочный винт, который входит в паз на наружной поверхности пиноли.
С резьбовой втулкой спарен винт пиноли (подачи), на одном конце которого на шпонке насажен маховик, закрепленный гайкой. Вращаясь вместе с маховиком, винт пиноли через резьбовую втулку перемещает пиноль.
Закрепление пиноли в нужном положении осуществляется рукояткой зажима. Задняя бабка закрепляется гайкой на станине с сухарем и болтом, для завинчивания которой прилагается комбинированный ключ. Для смазки пиноли и винта в корпусе бабки и пиноли имеются маслопроводящие отверстия.
Подручник с держателем станка токарного СТД-120
Подручник с держателем станка СТД-120М служит опорой для режущего инструмента. Держатель подручника состоит из прямоугольного бруска с приливом, в отверстие которого вставляется стержень подручника. Подручник станка СТД-120 закрепляется на нужной высоте и в определенном положении рукояткой. Держатель подручника закрепляется на направляющих станины станка СТД-120М специальным винтом и рукояткой через шайбу. Для работы с короткими и длинными заготовками станок комплектуется двумя подручниками длиной 200 мм и 400 мм.
Станина станка токарного СТД-120м
Станина станка СТД-120м литая чугунная на двух ножках устанавливается на подставке и является основанием, на котором монтируются основные узлы станка СТД-120М. Слева на станине закреплена передняя бабка станка. По направляющим станины передвигаются и закрепляются в определенном положении держатель с подручником и задняя бабка станка.
Ограждение зоны резания станка СТД-120М
Ограждение зоны резания на станке СТД-120м служит для защиты работающего от отлетающей стружки и снижения концентрации образующейся пыли в зоне дыхания работающего до установленных санитарных норм. Оно состоит из металлического кожуха и откидных экранов.
Приспособления для установки и крепления заготовок станка токарного СТД-120
Режущие инструменты
Станок комплектуется двумя видами режущих инструментов: рейврами и майзолями. Рейеры для станка СТД-120 представляют собой желобчатый резец, по форме похожий на полукруглую столярную стамеску.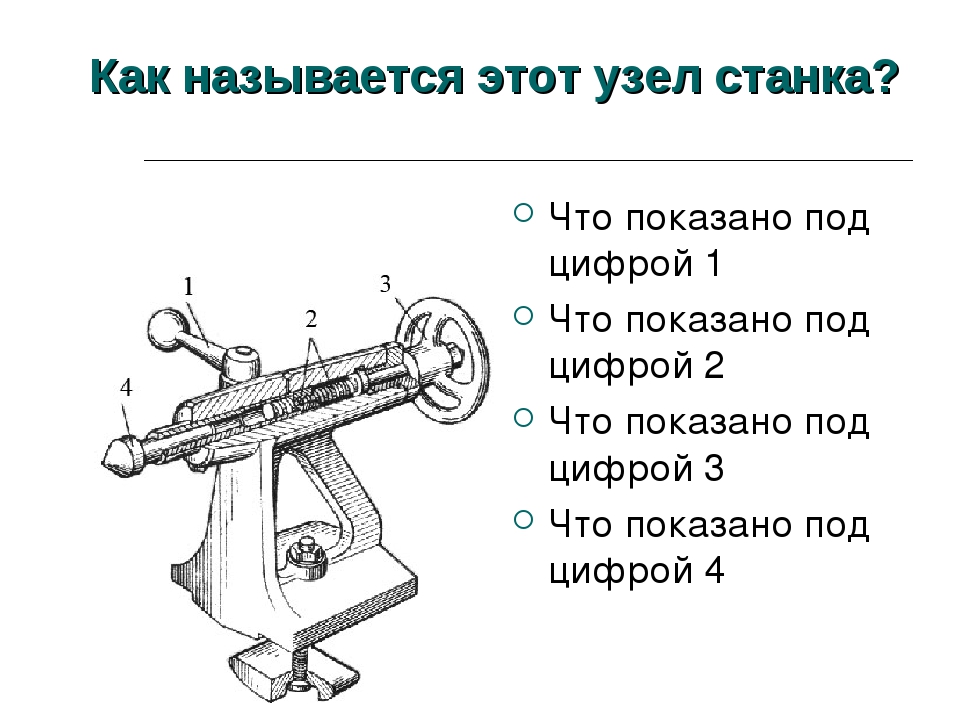 Майзели для станка СТД-120 представляют собой резцы, имеющие форму плоской стамески с лезвием.
Майзели для станка СТД-120 представляют собой резцы, имеющие форму плоской стамески с лезвием.
Схема электрическая принципиальная токарного деревообрабатывающего станка СТД-120М
Электрооборудование станка токарного деревообрабатывающего СТД-120М
Электрооборудование станка токарного СТД-120 рассчитано для подключения его к сети трехфазного переменного тока напряжением 380 В с глухозаземленной нейтралью. В шкафу управления станка токарного СТД-120 находятся также трансформатор освещения 380/24 В. В качестве привода станка служит асинхронный двигатель. Управление станком производится с поста управления, расположенного на передней бабке станка. Подключение электрооборудования токарного станка СТД-120М к трехфазной сети напряжением 380 В и его заземление производит Заказчик. Включение станка без подключения его к магистрали заземления не допускается.
Преимущества и недостатки
Рассуждая о плюсах и минусах станка СТД 120м, следует учитывать, что он в первую очередь был создан в обучающих целях, и то, что его используют еще и на некоторых мелких предприятиях уже свидетельствует о качестве его сборки и функциональных возможностях.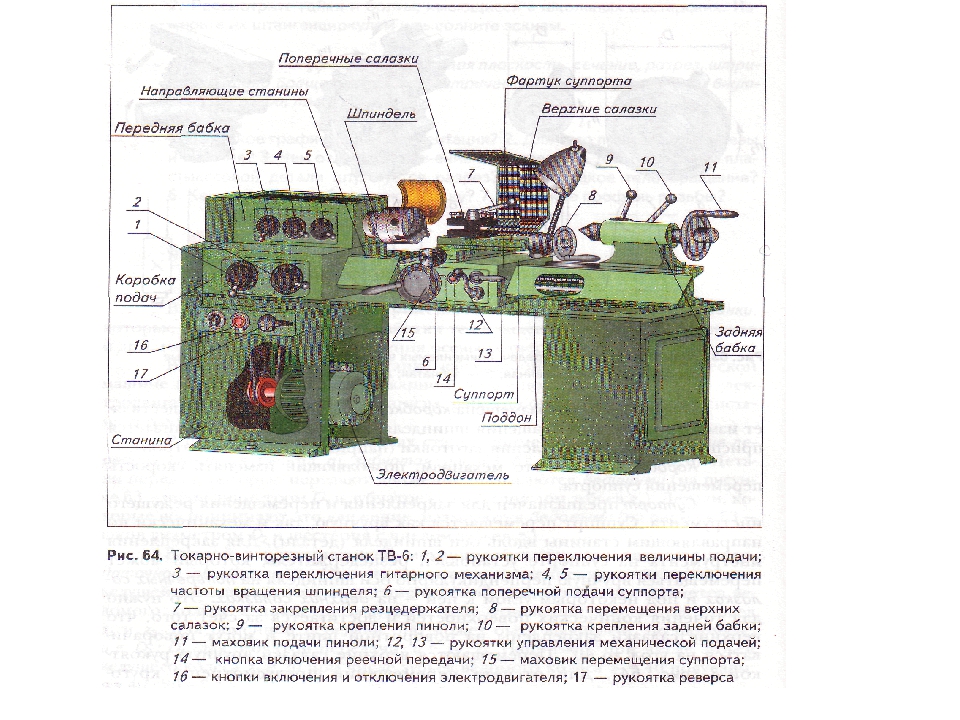 Кроме этого, к преимуществам станка относят:
Кроме этого, к преимуществам станка относят:
- Длительное время эксплуатации. Простота конструкции сама по себе дает возможность агрегату работать длительное время, но если за всеми узлами станка буде осуществляться тщательный и своевременный уход, то период эксплуатации станка возрастет в разы.
- Относительно небольшие габариты. Это особенно важно для учебных аудиторий, в которых необходимо устанавливать сразу несколько аппаратов.
- Высокий уровень безопасности. Незаменимое качество для любого устройства, с которым работают новички. В то же время высокий уровень защиты никогда не будет лишним для тех, кто уже имеет опыт работы и решил приобрести данный станок для собственных нужд.
- Полноценность обучения токарному делу на этом станке гарантируется наличием всех необходимых приспособлений и функций.
Как и у любого другого устройства, у данного аппарата есть ряд недостатков:
- Невозможность подключения к сети с напряжением в 220 В значительно ограничивает сферу применения агрегата.
- Довольно небольшие параметры обрабатываемых заготовок снижают функциональность устройства.
- Наличие у аппарата только двух скоростей неблагоприятно сказывается на качестве обработки деталей.

Для комплектации большинства небольших школьных или домашних мастерских применялся токарный станок по обработке дерева СТД-120М. В отличие от своих более мощных «собратьев» он имеет оптимальные технические и эксплуатационные характеристики обработки деревянных заготовок. Но не только этим он отличается от аналогичных моделей.
Токарный станок для обработки древесины СТД-120 М был разработан на базе предыдущей модели серии – 120. Он отличается от предшественника дополнительными защитными компонентами в устройстве – кожухами, ограждениями и т.д. Также модернизации подверглась электрическая схема, значительно понижены уровень шума при работе на оборудовании.
Для анализа характеристик оборудования стоит подробнее ознакомиться со спецификой его конструкции. Также как и модель серии 120 он состоит из станины с направляющими, которая установлена на опорных элементах. Для большей устойчивости они крепятся к деревянной основе.
Для большей устойчивости они крепятся к деревянной основе.
Привод СТД-120М осуществляется за счет движения электродвигателя. Он расположен в левой части схемы. Передача крутящего момента происходит с помощью ременной передачи. Для этого есть два шкива, один из которых монтируется на вал электродвигателя, а второй – на шпиндель передней бабки.
Устройство станка имеет следующие характерные особенности:
- скорость вращения изменяется путем переброски ремня на определенный ручей валов;
- кнопочный блок располагается на передней бабке. Это обусловлено оптимальным доступом к механизму включения/выключения во время работы;
- сменные шпиндельные насадки входят в стандартную комплектацию оборудования;
- зона токарной обработки имеет дополнительные защитные шторки с прозрачными окошками;
- для удаления стружки и пыли может быть подключен дополнительный блок.
Для увеличения точности выполняемых операций на станке СТД-120м есть цепь местного освещения. Для ее работы предусмотрен понижающий трансформатор.
Для ее работы предусмотрен понижающий трансформатор.
С целью увеличения безопасности эксплуатации в конструкции есть электрическая блокировка для оградительной конструкции ременной передачи. Для этого предусмотрен выключатель В2.
Устройство и конструкция
Устройство токарного станка по дереву СТД 120м позволяет установить его на стол или на стальную раму с помощью отверстий для болтов. Массивная чугунная литая станина подавляет распостранение вибраций на элементы станка, препятствуя преждевременному выходу из строя и разбалтывания разъемных креплений. Конструкция токарного станка СТД 120м представлена на схеме ниже.
- Электродвигатель
- Щель принудительной продувки
- Кнопочный выключатель
- Опорные бруски
- Клиноременная передача
- Деревянная поверхность
- Вал шпинделя
- Фиксатор
- Передняя бабка
- Рычаг стопора
- Блок управления местным освещением
- Центр
- Лампа местного освещения
- Пиноль
- Центр-вилка
- Гайка крепления задней бабки
- Сменный подручник
- Опорные ноги
- Откидной защитный экран
- Станина с направляющими
- Рычаг фиксации пиноли
- Маховик подачи пиноли
- Внешний кожух
- Задняя бабка
- Фиксатор положения подручника
Шпиндель выполнен в форме вала на двух подшипниковых опорах. Силовой шкив клиноременной передачи расположен слева. Для различных режимов точения на токарном станке присутствуют шкивы с разными размерами. Переключение скоростей осуществляется перебрасыванием ремня между двумя положениями, при этом станок должен быть отключен от питания.
Силовой шкив клиноременной передачи расположен слева. Для различных режимов точения на токарном станке присутствуют шкивы с разными размерами. Переключение скоростей осуществляется перебрасыванием ремня между двумя положениями, при этом станок должен быть отключен от питания.
Со стороны детали к шпинделю крепится планшайба или приспособление для установки детали в центрах, за специальные технологические отверстия или наружную поверхность.
Для симметричного закрепления детали и ее надежной фиксации в правой части станка расположена задняя бабка. Она состоит из литого корпуса и устанавливается на направляющих станины с возможностью перемещения вдоль оси вращения заготовки и фиксируется гайкой, закручиваемой комбинированным ключом.
В верхней части корпуса установлена пиноль с возможностью свободного перемещения. В левой части пиноли присутствует посадка на конус Морзе, что позволяет установить задний центр, сверло или любое приспособление с соответствующим хвостовиком. С обратной стороны в пиноли плотно запрессована втулка. Вращение пиноли вокруг своей оси ограничено установочным винтом, расположенным на наружной поверхности.
Вращение пиноли вокруг своей оси ограничено установочным винтом, расположенным на наружной поверхности.
Фиксация пиноли производится поворотом до упора рукоятки зажима. Смазка винта подачи обеспечивается заливанием масла в специальные каналы в корпусе задней бабки.
Подручник выполняет функцию опоры в вертикальной плоскости, воспринимая момент сопротивления детали резанию, благодаря чему снижается нагрузка на руки рабочего, уменьшается усталость и шанс травмироваться. Держатель подручника связан со станиной специальным винтом и рукояткой, прижимающей шайбу снизу. При освобождении стопора в передней части возможно заменять подручники и устанавливать различные углы для обработки конических поверхностей и более длинных заготовок.
Светильник местного освещения установлен на передней бабке. Гибкий рукав позволяет изменять положение лампы относительно рабочей области. Питание лампочки осуществляется отдельным трансформатором, а кнопки управление светом расположены сверху от кнопок включения двигателя.
Кожух защиты рабочей зоны выполнен из листовой стали и препятствует разлету твердых отходов по помещению, а также предотвращает попадание сторонних предметов в рабочую область. Сверху к защитному кожуху крепится откидной экран из оргстекла и свободно свисающей материи, служащей для удобной работы руками.
Презентация “Устройство СТД- 120м “
библиотека
материалов
Содержание слайдов
Номер слайда 1
Презентация. Устройство токарного станка по обработке древесины. Преподаватель Байда Сергей Геннадьевич
Номер слайда 2
Цель урока. Научить учащихся изготавливать цилиндрические и конические детали не ручными инструментами, а технологическими машинами.
Научить учащихся изготавливать цилиндрические и конические детали не ручными инструментами, а технологическими машинами.
Номер слайда 3
Основные понятия. Передняя бабка – для крепления левого конца заготовки . Задняя бабка – для центровки и закрепления правой части заготовки. Подручник – служит опорой для режущего инструмента. Трезубец – служит для закрепления длинных заготовок. Планшайба – для закрепления плоских заготовок.
Номер слайда 4
Токарный станок.
Номер слайда 5
Основные части станка.
Номер слайда 6
Крепление заготовки.
Номер слайда 7
Приспособления для закрепления.
Номер слайда 8
Виды точения.
Номер слайда 9
Стамески
Номер слайда 10
Лезвие
Номер слайда 11
Заточка
Номер слайда 12
Точение
Номер слайда 13
Контроль качества
Номер слайда 14
Шлифование
Номер слайда 15
Подрезание торца
Номер слайда 16
Техника безопасности.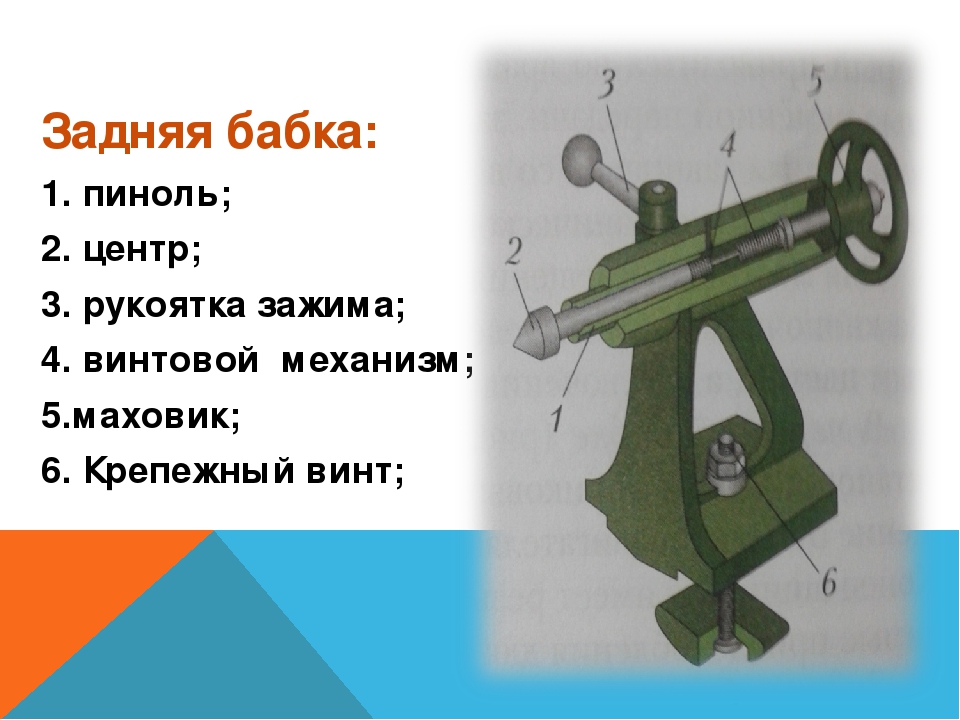 1. Не включать станок без разрешения учителя.2. Работать на станке можно только в спец одежде и очках.3. Работать при опущенном защитном экране.4. Не отходить от станка.5. Не опираться на станок и не класть инструменты 6. После работы мыть руки.
1. Не включать станок без разрешения учителя.2. Работать на станке можно только в спец одежде и очках.3. Работать при опущенном защитном экране.4. Не отходить от станка.5. Не опираться на станок и не класть инструменты 6. После работы мыть руки.
Номер слайда 17
Номер слайда 18
Номер слайда 19
Номер слайда 20
Номер слайда 21
Номер слайда 22
Номер слайда 23
Устройство токарного станка по обработке древесины
У. индустриально педагогический колледж Курсовой проект по предмету: «Организация и методика трудового обучения» Пинск 2007 г. | |||||||||||
У.О. Пинский государственный индустриально педагогический колледж Пояснительная записка Тема: «Устройство токарного станка по обработке древесины» | |||||||||||
Изм | Лист | № докум | Подп | Дата | Методика трудового обучения | Лит | Масса | Масшт | |||
Выполнил | Муравейко | ||||||||||
Проверил | Разумец | ||||||||||
Лист | Листов | ||||||||||
 О. Пинский государственный
О. Пинский государственныйВведение
В VIIVIII классах завершается изучение предмета «Технический труд», совершенствуются умения и углубляются знания, полученные в IVVI классах.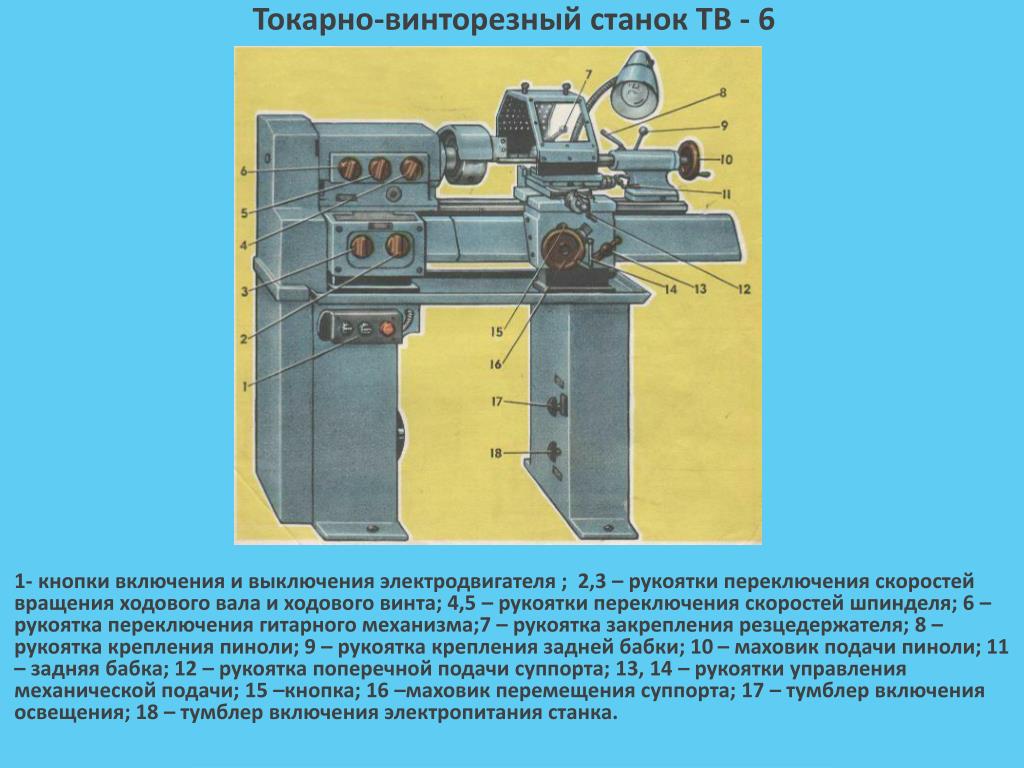
При изучении раздела «Обработка древесины» расширяются графические знания, дается представление о способах определения влажности и сушке древесины, о процессе резания, об основных методах обработки древесины резанием. Вы научитесь затачивать деревообрабатывающие инструменты, изучите устройство ручных электрифицированных инструментов и приемы работы ими, на токарном станке будете изготовлять изделия с наружными и внутренними коническими и фасонными поверхностями.
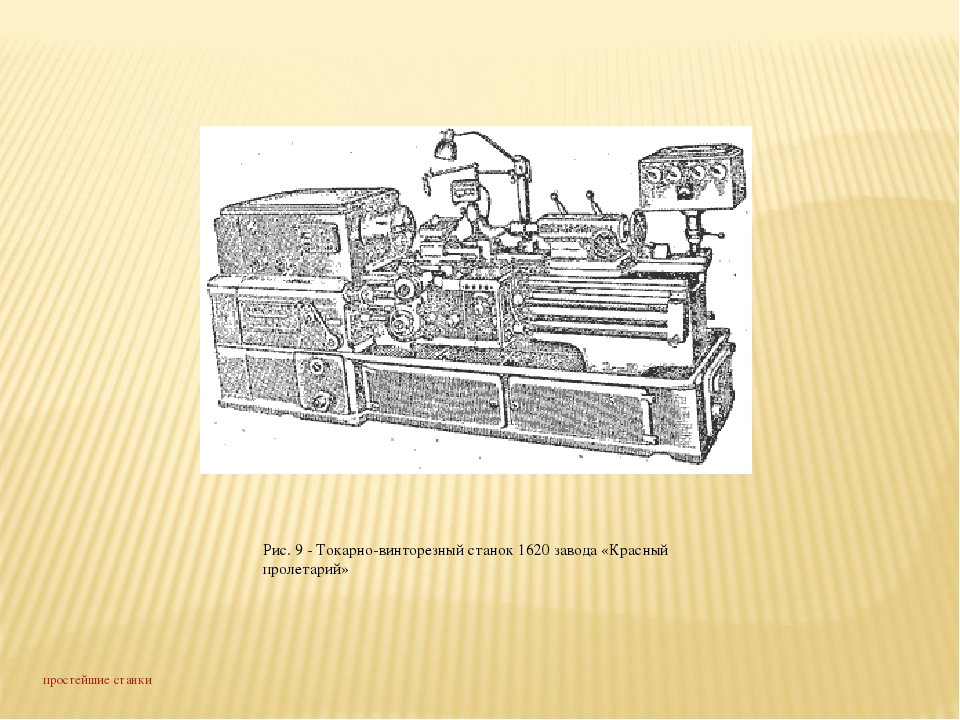
В разделе «Элементы машиноведения» изучается устройство и принцип действия токарно-винторезного станка представителей огромного семейства машин, предназначенных для обработки материалов, дается представление о широко применяемых в технике типовых деталях и механизмах. Вы познакомитесь с органами управления станков и технологическими приспособлениями, которые используются при станочной обработке материалов.
В разделе «Электротехнические работы» вы познакомитесь с устройством электромагнитов, широко используемых в автоматических устройствах, и будете изготовлять некоторые из них. Большинство современных машин невозможно представить без электродвигателей очень выгодных источников движения. Поэтому рассматривается их устройство и принцип действия, изучается аппаратура управления электродвигателями, способы включения их в сеть, технический осмотр и ремонт.
Большинство современных машин невозможно представить без электродвигателей очень выгодных источников движения. Поэтому рассматривается их устройство и принцип действия, изучается аппаратура управления электродвигателями, способы включения их в сеть, технический осмотр и ремонт.
В школьных мастерских вы будете изготовлять изделия по заказам промышленных предприятий, а из учебного пособия узнаете, как организуется труд рабочих, по каким показателям оценивается качество продукции, что такое производительность труда и как ее повысить, что такое хозрасчет и рентабельность, познакомитесь с управлением современным предприятием и организацией социалистического соревнования.
Овладеть техническими знаниями и умениями, глубже понять материал, осознать его значение для практической деятельности людей поможет правильная работа с учебным пособием.
Изучив новый материал, постарайтесь ответить на все вопросы и выполнить все задания, помещенные в конце параграфов и разделов. Это поможет вам глубже понять материал, выделить в нем самое главное и осознать значение технических знаний для практической деятельности людей.
Это поможет вам глубже понять материал, выделить в нем самое главное и осознать значение технических знаний для практической деятельности людей.
В науке и технике для обозначения различных явлений, устройств, понятий применяются специальные слова и словосочетания термины, например рубка металла, фрезерный станок, качество продукции и т. п. Для удобства запоминания все новые термины напечатаны в учебном пособии курсивом. Если при чтении нового материала вы встретите термин, значение которого забыли, обратитесь к «Указателю терминов». В нем возле каждого термина указана страница, где дается его пояснение. Обращайте внимание на проставленные ударения. Разъяснение основных технических понятий, которые изучаются на уроках труда, дано в «Словаре технических терминов».
После большинства параграфов в рубрике «Это интересно» сообщаются сведения из истории техники, дается информация о ее новостях, объясняется происхождение терминов, рассказывается о выдающихся деятелях техники.
Вы вступаете в ту пору жизни, когда необходимо всерьез задуматься о выборе своего жизненного пути. В Конституции СССР записано: «Граждане СССР имеют право на труд… включая право на выбор профессии, рода занятий и работы в соответствии с призванием, способностями, профессиональной подготовкой, образованием и с учетом общественных потребностей». Чтобы с полной ответственностью осуществить это великое право, надо прежде всего ознакомиться с миром профессий и специальностей.
В учебнике приведены краткие сведения о многих технических профессиях и специальностях, таких, как столяр, станочник, отделочник, слесарь, токарь, фрезеровщик, термист, наладчик, слесарь механосборочных работ, электромонтер, электрослесарь и др. Занятия в школьных мастерских помогу! нам проверить наличие у себя тех или иных качеств и развить многие из них.
При работе в школьной мастерской необходимо соблюдать следующие правила внутреннего распорядка, организации рабочего места, культуры и безопасности труда.
На занятия приносить спецодежду, дневник, тетрадь, учебник, ручку и чертежные принадлежности.
Входить в мастерскую, начинать и заканчивать работу, а также оставлять свое рабочее место только с разрешения учителя.
Не нажимать кнопки и не вращать рукоятки станков без разрешения учителя.
В начале урока проверить состояние рабочего места, наличие и исправность инструментов.
Во время выполнения трудового задания постоянно осуществлять самоконтроль.
Работать ритмично, в рекомендованном темпе. Не отвлекаться беречь каждую рабочую минуту.
Строго соблюдать установленные для каждого вида работы специальные правила безопасности труда.
При получении травмы немедленно обратиться за помощью к учителю.
По окончании работы очистить инструменты, убрать рабочее место, снять спецодежду, почистить ее, вымыть руки, привести себя в порядок,
Приобретенные знания и умения надо постоянно совершенствовать. Оборудуйте у себя дома рабочий уголок для изготовления полезных вещей и выполнения несложных ремонтных работ.
Оборудуйте у себя дома рабочий уголок для изготовления полезных вещей и выполнения несложных ремонтных работ.
Календарно тематический план
№ п\п | Название темы | Колич часов | Тип урака | Обеспечение | Примечание |
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. | Заготовка древесины
Строение древесины Получение и применение пиломатериалов Получение и применение листовых древесных материалов Чертеж детали призматической формы Конструирование изделий Моделирование изделий Разметка заготовки призматической формы Строгание Изготовление детали цилиндрической формы ручным инструментом Отделка изделий маслеными красками Механизмы передачи и преобразования движения Машины и ее основные части Изготовление деталей на токарном станке Лесная и деревообрабатывающая промышленность Охрана природы | 1 1 1 1 1 1 1 1 1 1 1 1 2 2 1 1 | Излож. Комбинир. Излож. нов. матер. Комдинир. Комдинир. Комдинир. Комдинир. Излож. нов. матер. Комдинир. Комдинир. Излож. нов. матер. Комдинир. Комдинир. Комдинир. Комдинир. Комдинир. | Плакат. Учеб. Плакат. Учеб. Плакат. Учеб. Плакат. Учеб. Плакат. Учеб. Плакат. Учеб. Учебник Плакат. Учеб. Плакат. Учеб. Плакат. Учеб. Учебник Плакат. Учеб. Плакат. Учеб. Стан.СТД-120 Плакат. Учеб. Плакат. Учеб. Учебник | Практическая работа Практическая работа Практическая Практическая работа Практическая Практическая работа Практическая работа Практическая работа |

 нов. матер.
нов. матер.
Характеристика темы урока
Тема: «Устройство токарного станка по обработке древесины» изучается в 6 классе.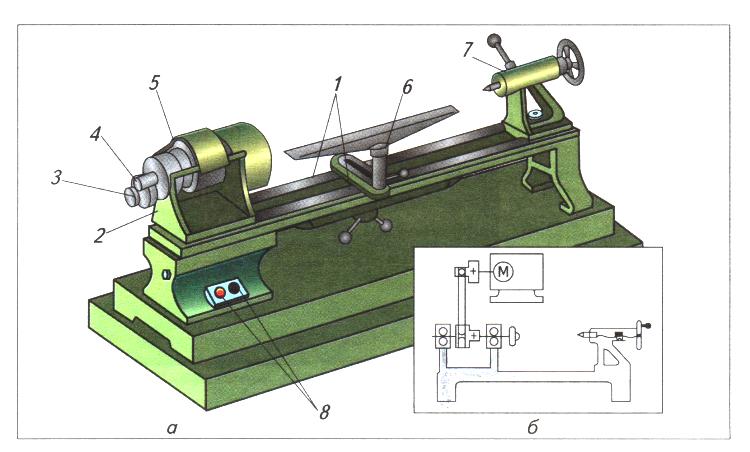 Она относится к разделу «Обработка древесины» на изучение этой темы по программе отводится два часа. Выбран комбинированный тип урока. Методы объяснения нового материала рассказ объяснение, показ трудового процесса. Тема: «Устройство токарного станка по обработке древесины», предусматривает практическую часть, самостоятельную работу учащихся, которая включает в себя изготовление ручки напильника по предложенной инструкционно технологической карте. Урок по данной теме проводится в столярной мастерской, с применением токарно станка СТД120.
Она относится к разделу «Обработка древесины» на изучение этой темы по программе отводится два часа. Выбран комбинированный тип урока. Методы объяснения нового материала рассказ объяснение, показ трудового процесса. Тема: «Устройство токарного станка по обработке древесины», предусматривает практическую часть, самостоятельную работу учащихся, которая включает в себя изготовление ручки напильника по предложенной инструкционно технологической карте. Урок по данной теме проводится в столярной мастерской, с применением токарно станка СТД120.
При изучении данной темы учащиеся приобретают новые знания и закрепляют их в практической части.
Тема: «Устройство токарного станка по обработке древесины» является для учащихся новой темой и поэтому в некоторой степени она может быть сложной для усвоения. При хорошем изложении этой темы учителем у учащихся не должно быть проблем при усвоении и закреплении знаний, умений и навыков.
Главной задачей темы является: научить, и закрепить знания по устройству токарного станка по обработке древесины.
Для проведения урока учитель ставит три основные задачи:
- Обучающая обучить учащихся устройству токарного станка по обработке древесины»
- Развивающая развивать технологическое мышление
- Воспитательная воспитать стремление соблюдать правила безопасного ведения работы на токарном станке по обработке древесины
Требования предъявляемые к организации рабочего места учителя и учащихся
Рабочее место учителя занимает особое место в мастерской. Оно позволяет хорошо и доступно объяснить тему, наблюдать за работой учащихся, предотвращать ту или иную чрезвычайную ситуацию при работе учеников за станками.
Рабочее место учителя включает в себя:
- Письменный стол
- Стол верстак для выполнения необходимых операций при объяснении вводного инструктажа
- Школьная доска с креплениями для плакатов
- Кнопочная станция для отключения имеющихся станков
- Рубильник для полного отключения из сети всех станков
- Шкафы с кнопками для хранения инструментов
Для проведения урока по теме: «Устройство токарного станка по обработке древесины» нужно подготовить станок СТД 120, необходимые плакаты и необходимый инструмент. Чтобы тема хорошо усваивалась учащимися рабочее место учителя должно быть убрано. На рабочем месте должно находиться только то, что необходимо для объяснения новой темы. Показывать, как правильно выполняется та или иная операция с соблюдением правил техники безопасности.
Чтобы тема хорошо усваивалась учащимися рабочее место учителя должно быть убрано. На рабочем месте должно находиться только то, что необходимо для объяснения новой темы. Показывать, как правильно выполняется та или иная операция с соблюдением правил техники безопасности.
Выполняя каждое из этих условий, учитель подает хороший пример для учащихся, что положительно отразится при выполнении самостоятельной работы, будет способствовать воспитанию, у учащихся аккуратности, порядка в выполнении работы.
Рабочее место у учащихся в столярной мастерской включает наличие индивидуального рабочего места столярного верстака, оснащенного тисками, сидениями, футляром для хранения инструмента, летком.
Методические требования предъявляемые к организации рабочего места учащихся.
- На верстаке находится только то, что необходимо для выполнения задания
- Порядок и чистота на рабочем месте, ускоряет работу учащихся
- То, что берется левой рукой должно находится слева, и на оборот
- Часто используемые инструменты кладутся ближе, реже применяемые дальше.
- Режущие инструменты кладутся на специальные подставки
- Измерительный инструмент должен, находится в футляре
- После работы тиски, верстак, очищаются и смазываются
- В ящиках для инструментов, все инструменты должны храниться в гнездах

Подготовка учителя к уроку
Подготовка учителя к занятиям по очередной теме начинается с просмотра календарно тематического плана.
Анализ работы передовых учителей показывает, что строя систему урока по той или иной теме необходимо руководствоваться следующим:
- Местом темы в учебном предмете и кругом знаний, умений и навыков, которыми должны овладеть учащиеся
- Связью теории с практикой
- Значением материала темы для развития познавательных возможностей учащихся
- Готовностью учащихся к усвоению новой темы
- Логическим изложением материала
- Возможностью творческой работы учащихся
- Ожиданием результата изучения темы
- Связью уроков с внеклассной работой учащихся
В подготовке учителя к уроку можно выделить мероприятия организованного и методического характера, а также мероприятия по повышению квалификации.
Готовясь к предстоящему уроку, учитель должен:
- Выбрать тип урока, который указан в календарно тематическом плане
- Изучить новую методическую литературу
- Определить цели и задачи урока
- Проанализировать знания учащихся по предыдущей теме
- Определить способы проверки знаний, умений и навыков
- Определить методы и приемы проведения предстоящего урока
- Составить план урока, конспект вводного инструктажа, технологическую карту на изготовление изделия
- Подбор наглядных пособий
- Подготовка материально технического оснащения, проверка инструмента
- Определить систему упражнений, практических заданий
Вполне понятно, что знания учителя должны быть более обширными чем это требуется от учащихся. Учитель должен быть готовым к ответу на вопросы учащихся выходящие за рамки учебной программы. Необходимо прочно владеть соответствующими профессиональными навыками.
Необходимо прочно владеть соответствующими профессиональными навыками.
По этому источником для личной подготовки учителя технического труда к уроку служат книги по слесарному и столярному и электромонтажному делу, рассчитанные на мастеров производства.
Методическая подготовка учителя к уроку начинается с работы над учебной литературой. Учитель просматривает пособия для учащихся чтобы учесть этот материал при изложении новых сведений.
Такая ориентация необходима по двум причинам:
- В пособии изложен минимум материала, достаточный для выполнения учебной программы
- В пособии учебный материал излагается на уровне соответствующий общему развитию учащихся и их знаниям по основам наук, что поможет учителю подготовиться к доступному для учащихся изложению материала.
В методической литературе даются рекомендации по построению учебного процесса выборов объекта работы и по всем другим вопросам связанных с выполнением учебных задач на занятиях в мастерских.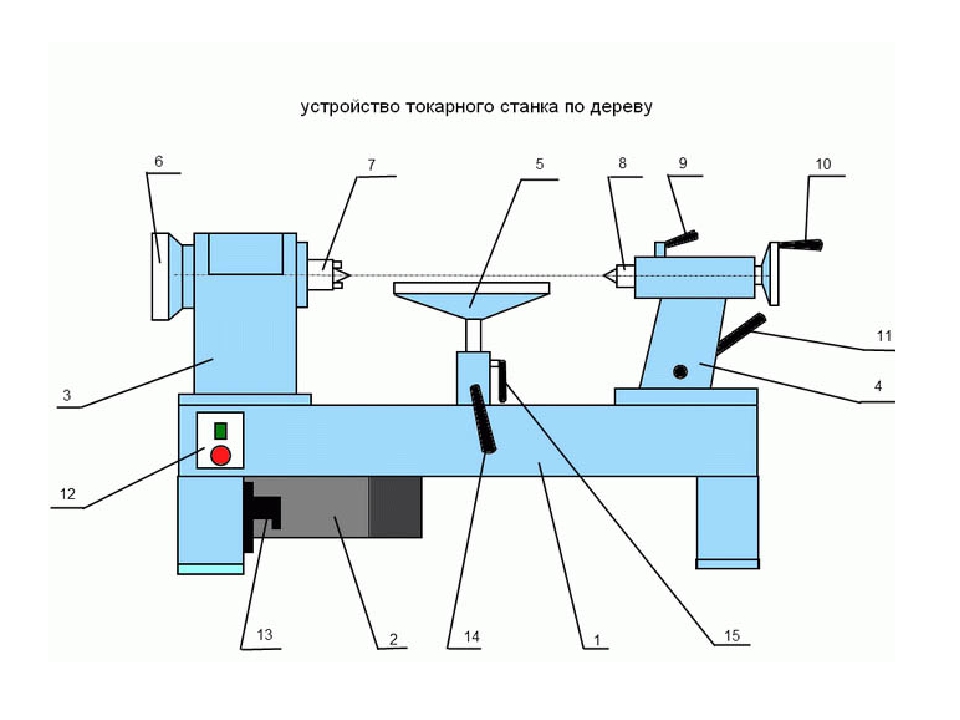
План урока
Тема: «Устройство токарного станка по обработке древесины»
Цель: Обучающая обучить учащихся устройство токарного станка по обработке древесины»
Воспитательная воспитать стремление соблюдать правила безопасного ведения работы на токарном станке по обработке древесины
Развивающая развивать технологическое мышление
Материально техническое оснащение: Токарно винторезный станок
СТД 120, наглядные пособия, учебник.
Методы: рассказ объяснение, показ трудового процесса.
Время: 90 мин
Ход урока
I. Организационная часть: 3 5 мин.
1. Проверка наличия учащихся
2. Проверка внешнего вида
II. Вводный инструктаж. 15 мин
1. Сообщение темы, цели урока
Сообщение темы, цели урока
2. Проверка знаний и умений по предыдущей теме.
а) Для чего затачивают деревообрабатывающий инструмент?
б) Назовите основные правила заточки инструмента?
в) Как проверить правильность заточки инструмента?
3. Объяснение нового материала.
а) Общие сведения об элементах машиноведения.
б) Назначение, принцип действия и общее устройство
токарного винторезного станка.
4. Закрепление материала вводного инструктажа.
а) Почему токарные станки относятся к технологическим машинам?
б) Назовите основные части токарного станка?
в) Как передается главное движение и движение подачи?
5. Выдача заданий и распределение по местам.
«Изготовление ручки напильника»
III. Самостоятельная работа учащихся, текущий инструктаж. 65 70 мин
65 70 мин
1. Упражнения учащихся
2. Целевые обходы учителя:
а) Наблюдение
б) Проверка правильности выполнения задания
в) Исправление ошибок
г) Накопление материала для опроса, оценки
IV. Заключительный инструктаж.
1. Подведение итогов урока
а) Оценка за выполнение задания
б) Демонстрация лучших работ
в) Анализ ошибок
2. Уборка рабочего места и учебного кабинета.
3. Выдача домашнего задания
Разработал: учитель Т\О
Муравейко Сергей Михайлович
Подпись:
Конспект вводного инструктажа
№ п/п | Содержание вопроса | Содержание ответа | Обеспече-ние урока | Примеча-ние |
1. 2. | Общие сведе-ния об элеме-нтах машинове-дения. Назначение, принцип дейст -вия и общее устройство токарно вин -торезного станка | В технике широко используются детали, представляющие собой тела вращения: валы, оси, штифты, шкивы, рукоятки и т. п. Чаще всего их изготовляют на специальных технологических машинах токарных станках. В настоящее время для школьных мастерских выпус-кают станок модели СТД-120. Как и промышленные станки, он состоит из следующих основных частей: передней бабки, задней бабки, электродвигателя, шпин-деля, подручника, кнопочной станции и др. Передняя бабка предназначена для крепления заготовки и сообщения ей вращательного движения. В передней бабке расположены шпиндель. Задняя бабка предназна-чена для поддержания конца длинных заготовок с помощью центра. Электродвигатель предназначен для привода в движение, вращающее движение двигателя передается по средствам ременной передачи. Кнопочная станция предназначена для управления станком. Подручник служит для поддержания резца. Подручник должен закрепляться не более 3-5мм от заготовки. Все основные части станка смонтированы на станине. Она представляет собой массивное чугунное основание, имеющее на верхней части направляющие, по которым перемещаются суппорт и задняя бабка. Покоится станина на двух тумбах. В правой размещено электрооборудование станка, а в левой Электродвигатель. На современных станках можно выполнять любые, самые сложные токарные работы. Ме-ханизируются такие виды работ, как закрепление заготовки, инст-румента, перемещение задней бабки и др. Все в больших количествах выпускаются станки-автоматы, самостоятельно выполняющие все операции по заданной программе (подача и закре-пление заготовки, зажим инстру-мента, его смена, переключение частот вращения шпинделя, подач, точение детали, отрезание и т. п.) | Учебник Наглядные пособия Станок СТД 120 Учебник Наглядные пособия Станок СТД 120 Наглядные пособия Станок СТД 120 Наглядные пособия Станок СТД 120 Наглядные пособия Станок СТД 120 Учебник | За интере-совать учащихся Объяснять новый материал как можно доступнее |



Разработал: учитель Т\О
Муравейко Сергей Михайлович
Подпись:
Инструкционно технологическая карта по изготовлению ручки напильника
Разработал учитель Т/О
Муравейко С. М.
М.
Документы письменного инструктирования
УТВЕРЖДЕНО УТВЕРЖДАЮ
« » _____________ 200__г.
Инструкция №
по технике безопасности для учащихся при работе на токарном станке по дереву
Опасности в работе
1. Ранение глаз отлетающей стружкой.
2. Ранение рук при прикосновении их к обрабатываемой детали.
3. Ранение рук при неправильном обращении с резцом.
4. Ранение осколками плохо склеенной, косослойной, суковатой древесины.
До начала работы
1. Правильно наденьте спецодежду (фартук с нарукавниками или халат и головной убор: берет или косынку).
2. Проверьте надежность крепления защитного кожуха ременной передачи.
3. Проверьте надежность Крепления защитного заземления (зануления) к корпусу станка.
4. Уберите со станка все посторонние предметы, инструменты разложите на установленные места.
5. Проверьте, нет ли в заготовке сучков и трещин, обтешите заготовку до нужной формы, после чего надежно закрепите ее во вращающихся центрах на станке.
6. Установите подручник с зазором 23 мм от обрабатываемой детали и закрепите его на высоте центровой линии заготовки.
7. Проверьте исправность режущего инструмента и правильность его заточки.
8. Проверьте работу станка на холостом ходу, а также исправность пусковой коробки путем включения и выключения ее кнопок.
9. Перед самым началом работы наденьте защитные очки.
Во время работы
1. Производите подачу режущего инструмента на материал только после того, как рабочий вал наберет полную частоту вращения.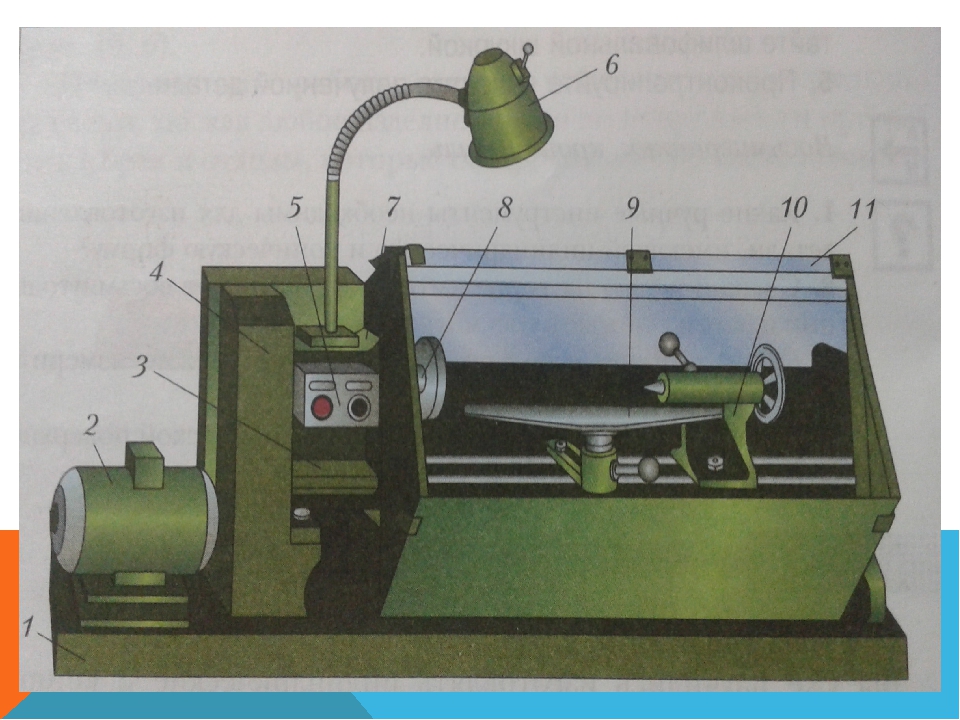
2. Подавайте инструмент плавно, без сильного нажима.
3. Своевременно подвигайте подручник к обрабатываемой детали, не допускайте увеличения зазора.
4. Во избежание травм во время работы на станке:
а) не наклоняйте голову близко к станку;
б) не принимайте и не передавайте предметы через работающий станок;
в) замеряйте обрабатываемую деталь только после полной остановки ее вращения;
г) не останавливайте станок путем торможения рукой обрабатываемой детали;
д) не отходите от станка, не выключив его.
После окончания работы
1. Остановите станок.
2. Уложите на свои места инструменты.
3. Удалите со станка стружку при помощи щетки.
4. Сдайте станок учителю.
Заместитель директора по учебно-воспитательной работе _________________
Учитель трудового обучения ___________________
СОГЛАСОВАНО
Инспектор по охране труда _______________________
« » ____________________ 200___года
Организация и методика проведения урока
Методические рекомендации по проведению организационной части и вводного инструктажа на уроках в школьных мастерских
Учитель здоровается с учащимися, отмечает отсутствующих и проверяет внешний вид с точки зрения техники безопасности; организационная часть длится 3 5 мин.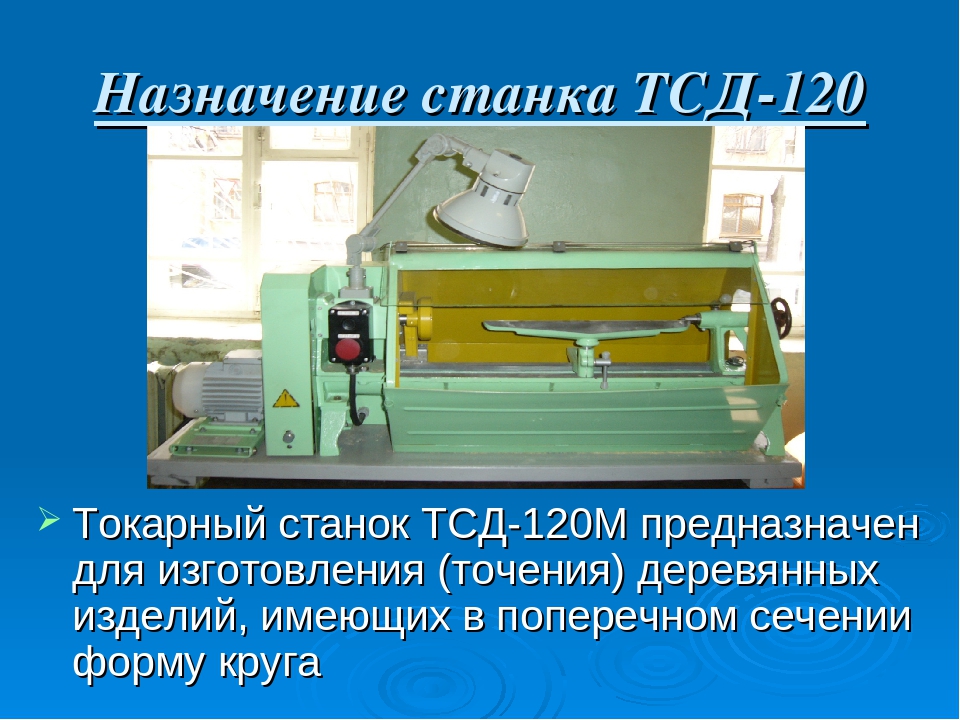
Содержание вводного инструктажа:
- Ознакомление с темой и целью урока
- Восстановление в памяти учащихся знаний и умений, полученных ранее. Целесообразно провести опрос учащихся по предыдущему материалу, для того чтобы узнать насколько хорошо они его усвоили
- Сообщение учащимся необходимые теоретические сведения по теме программы
- Объяснение и показ приемов и способов по выполнению учебного материала
- Объяснение способов контроля правильности выполнения приемов и проверки качества работы.
- Ознакомление с чертежами и инструкционными картами.
- Проверка усвоения полученных знаний способов пробного выполнения учеником показанных приемов
- Повторение правил техники безопасности
- Выдача заданий учащимся и расстановка их по рабочим местам
В планировании этой части урока отражается методическая зрелость учителя, приобретает особое значение его прошлый опыт. Чрезвычайно важно продумать форму, в какой будут преподнесены новые знания, выделить самое главное в предстоящем изложении, отметить те места, где полезно будет поставить вопрос перед учащимся, тщательно сформировать его содержание и т.д. Не менее важно и начало урока, которое нередко принимает шаблонную форму, а ведь иногда полезно начать урок с вопроса к учащимся, с постановкой проблемы. Порой найти такое начало бывает непросто, поиски наиболее интересного подхода к теме потребуют усилий, но результат этого труда вознаградит учителя.
Чрезвычайно важно продумать форму, в какой будут преподнесены новые знания, выделить самое главное в предстоящем изложении, отметить те места, где полезно будет поставить вопрос перед учащимся, тщательно сформировать его содержание и т.д. Не менее важно и начало урока, которое нередко принимает шаблонную форму, а ведь иногда полезно начать урок с вопроса к учащимся, с постановкой проблемы. Порой найти такое начало бывает непросто, поиски наиболее интересного подхода к теме потребуют усилий, но результат этого труда вознаградит учителя.
Продумывая вопросы к учащимся, постановка которых обеспечивает постоянный контакт со слушателями, мобилизуя их внимание, учитель, может внести изменения не только в саму тему урока, но и в его содержание. Нельзя заранее предусмотреть содержание всех вопросов, которые будут поставлены перед учащимся, потому что иногда ответы на них могут изменить и сам характер вопросов. Однако важно заранее отметить те моменты, когда учитель будет добиваться ответной реакции учеников.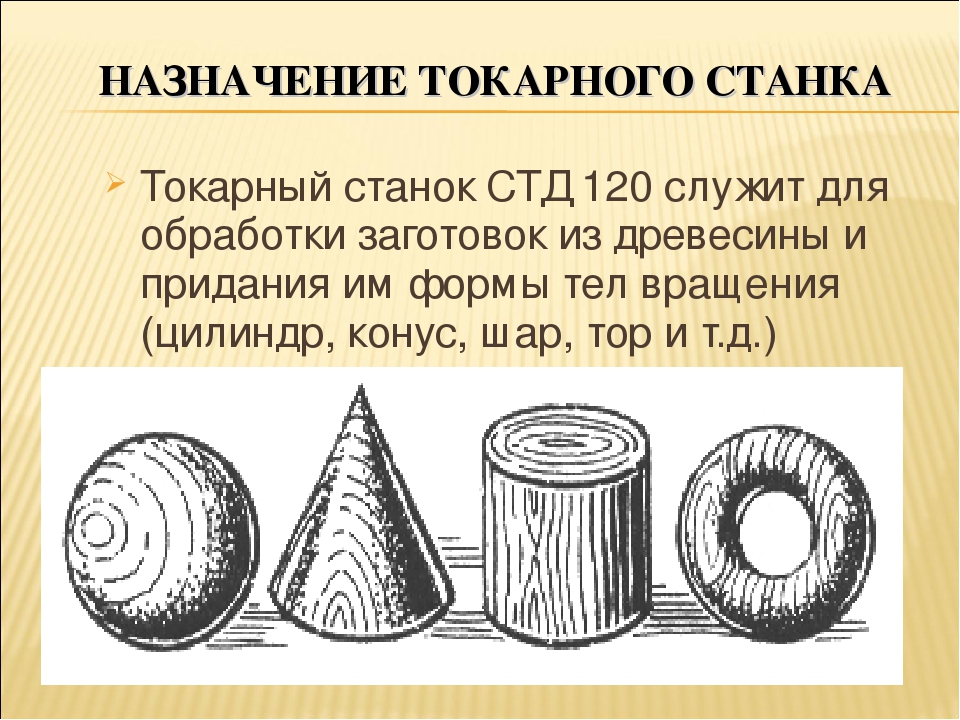
Методические рекомендации по проведению текущего инструктажа на уроках в школьных мастерских
Руководство работой учащихся необходимо планировать системой целевых обходов:
- Проверка организации рабочих мест
- Проверка правильности закрепления заготовки
- Проверка правильности выполнения приемов
- Проверка выполнения, соблюдения техники безопасности
- Проверка знаний и умений учащихся
- Прием выполненных работ
- Проверка рабочих мест
- Проверка исправности инструментов и оборудования
Общие рекомендации
по проведению текущего инструктажа
- Не вмешиваться в работу учащихся без необходимости
- Помощь учителя трудового обучения должна быть своевременной
- Не следует сразу давать учащимся готовые указания, как исправить ошибку, нужно добиться, чтобы он сам понял и осознал ее, нашел способ устранения и предупреждения ее
- Нужно практиковать проведение индивидуальных показов и приемов работы на рабочих местах учащихся
- Не доделывать работу за учащимися, это приучает их к безответственному отношению к порученному делу
- Нужно правильно чередовать работу с отдыхом, так как за частую ошибки являются результатом их усталости
- С первых дней обучения необходимо со всей строгостью требовать от учащихся правильной и качественной уборки и организации своего рабочего места, приучать к соблюдению чистоты в мастерской
- Привить учащимся любовь и бережливое отношение к инструменту
Методические рекомендации по проведению заключительного инструктажа на уроках в школьных мастерских
Этот раздел может быть весьма разнообразным. Это могут быть итоговые вопросы, обращенные к учащимся на данную тему, может быть краткая запись важнейших выводов в рабочих тетрадях. При выполнении подобных работ и закрепляющих упражнений их полезность должна оцениваться не временем, затраченным на их выполнение, а необходимостью мобилизовать те новые сведения, которые получили учащиеся.
Это могут быть итоговые вопросы, обращенные к учащимся на данную тему, может быть краткая запись важнейших выводов в рабочих тетрадях. При выполнении подобных работ и закрепляющих упражнений их полезность должна оцениваться не временем, затраченным на их выполнение, а необходимостью мобилизовать те новые сведения, которые получили учащиеся.
Во время заключительного инструктажа учитель трудового обучения подводит итоги урока, выделяет лучшие работы, ставит в пример тех учащихся, чьи работы были выполнены наиболее качественно, с соблюдением всех норм и требований, отмечает недостатки и указывает на ошибки, полученные при работе другими учащимися.
После этого учитель трудового обучения выставляет оценки. Заканчивает заключительный инструктаж выдачей заданий на дом, разъяснением его выполнения
Литература
- «Учебник «Технический труд» Минск Народная асвета 1986г.
- «Занятия по трудовому обучению» Москва Просвещение
- Методика трудового обучения» Д.А. Тхоржевский 1981г.
- «Технический справочник учителя труда» Москва Просвещение 1966г.
- «Основы трудового обучения» А.И. Качегов 1989г.
- «Методика практических занятий в мастерских» Москва Просвещение 1966г.
- Учебник «Технический труд» 1989г.
- Журнал «Школа и производство»
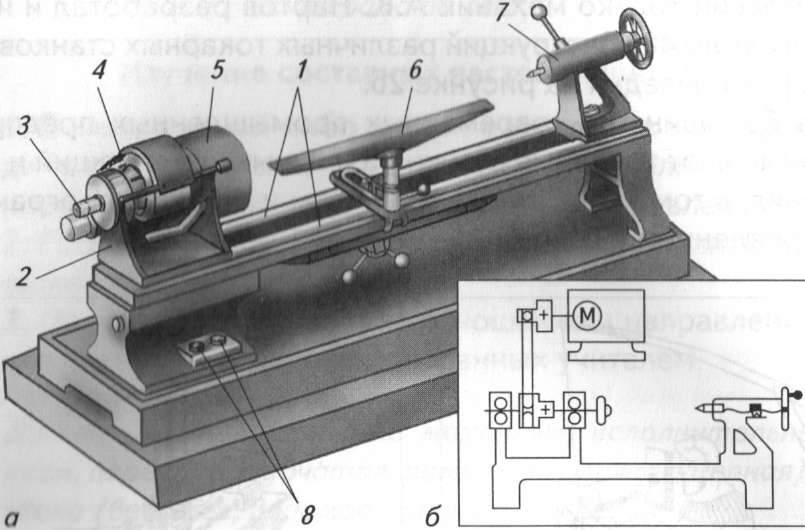
Тест “Устройство токарного станка по дереву” 6 класс
Автор: Кравченко Павел Анатольевич
Учитель технологии МБОУ СОШ №44 им. Ф.А.Щербины
ст.Новодеревянковской Каневского муниципального образования
Краснодарского края
Тест. Устройство токарного станка по дереву
УМК – линия В. Д.Симоненко
Д.Симоненко
Учебник «Технология. Технический труд» 6 класс.
Автор: В.Д.Симоненко и др.
1. Какую форму приобретает заготовка в результате обработки точением?
а) форму тела вращения; в) форму куба;
б) форму призмы; г) форму пирамиды.
2. Для чего служит передняя бабка?
а) для передачи вращательного движения заготовке;
б) для закрепления заготовки и передачи ей вращательного движения;
в) для установки и крепления заготовки.
3. Для служит задняя бабка токарного станка?
а) для поддержания и закрепления заготовки;
б) для закрепления инструмента;
в) для поддержания заготовки.
4. Как называется рабочий вал передней бабки токарного станка?
а) шпиндель; в) ось;
б) стержень; г) вал.
5. Опорой для чего служит подручник с держателем?
а) контрольного инструмента;
б) измерительного инструмента;
в) режущего инструмента.
6. Что на токарном станке закрепляется с применением приспособления?
а) заготовка на задней бабке;
б) заготовка на станине;
в) заготовка на правой стороне передней бабки;
г) резцы.
7. В какой строке правильно перечислены приспособления к токарному станку по древесине?
а) патрон, планшайба;
б) трезубец, планшайба, патрон;
в) патрон, трезубец.
Ответы: 1-а, 2-б, 3-а, 4-а, 5-в, 6-в, 7-б.
Технология станков: эстетическое применение
Эта статья начинается со ссылки, что процесс выбирается из эстетических соображений. Предпосылка технологии как самоцель обеспечивает победу средств (процесса) над целями (эстетическими). Только эстетические цели заслуживают первоочередного положения в этой иерархии.
Эта статья представлена не как избыточное изложение технологии станков, уже поддерживаемой огромными объемами технической литературы; скорее, он стремится воспитать эстетический словарный запас, который, следовательно, может потребовать использования этой технологии.
Название «Технология станков: эстетическое применение» является результатом этих мыслей.
| Гэри Гриффин, «Брошь 77-1» Алюминий, 3 ″ x 6 ″ Используемые станки: вертикальные фрезерные и токарные станки |
Краткая история
Современная цивилизация обязана своей формой Станки. Без них, как необходимого условия, невозможно было бы построить механизм промышленной революции. Сама по себе разработка стали не имела бы большого значения, если бы не использовался станок для ее обработки.Любопытно, что эти станки сложным образом выполняют те же базовые операции, что и инструменты человека каменного века.
Человек-животное отличается способностью создавать инструменты и передавать идеи. Инструменты, рассматриваемые как функциональные продолжения человеческих конечностей, становятся одной из его главных биологических характеристик. В ходе эволюции человек постоянно избегал специализированных телесных приспособлений, характерных для других животных. Он сохранил гибкую пятипалую руку; и после того, как он приобрел способность ходить прямо, его рука стала свободной, чтобы создавать инструменты и манипулировать ими.[1]
В ходе эволюции человек постоянно избегал специализированных телесных приспособлений, характерных для других животных. Он сохранил гибкую пятипалую руку; и после того, как он приобрел способность ходить прямо, его рука стала свободной, чтобы создавать инструменты и манипулировать ими.[1]
Цивилизация среднего бронзового века стала свидетелем развития некоторых важных механических устройств. Среди них был токарный станок, старейший из разработанных станков. Точное место его происхождения установить невозможно, и вполне возможно, что его происхождение не было единичным. [2]
Можно четко установить, что ко II веку до н. Э. знание токарного станка присутствовало в большинстве стран Европы и Ближнего Востока. Поскольку происхождение токарного станка неясно, подробности его распространения не могут быть установлены.
Хотя есть свидетельства того, что первые токарные станки использовались для токарной обработки цветных металлов, эти станки в основном были деревообрабатывающими инструментами.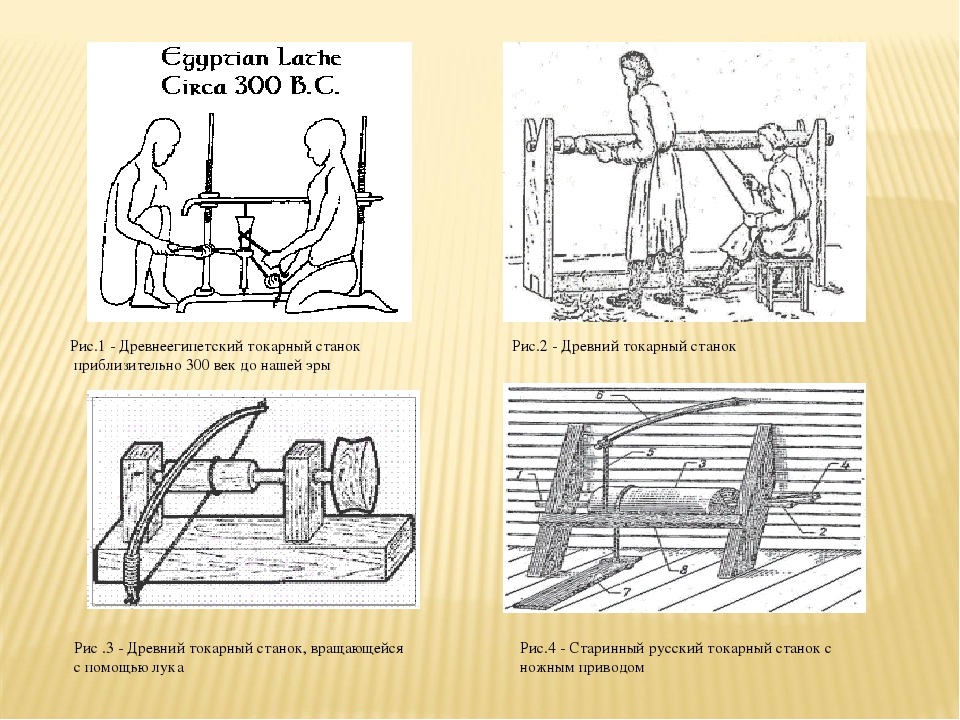 Однако к I веку до нашей эры на кельтских нарукавных повязках из сланца ясно видно, что токарный станок использовался для изготовления украшений тела.
Однако к I веку до нашей эры на кельтских нарукавных повязках из сланца ясно видно, что токарный станок использовался для изготовления украшений тела.
Удивительно, что в Средние века были обнаружены важные инновации, о чем свидетельствуют значительные достижения в технологии токарной обработки. Наиболее важными из этих достижений являются:
- использование пружинно-стержневого привода
- преобразование станины токарного станка и его ложей в жесткие конструкции
- внедрение привода непрерывного движения заготовки
- появление первого устройства для механического удержания и управления режущим инструментом [3]
Эти достижения Темного века положили начало процессу усовершенствования, ведущему к развитию навыков в станке.В частности, пружинно-стержневой привод и педальный привод освобождали руки оператора для более точной работы с инструментом. Жесткость станины снижает вибрацию станка и вибрацию инструмента. Привод непрерывного движения заменил пружинно-стержневой привод, чтобы обеспечить непрерывную, а не прерывистую резку. Введение механического управления режущим инструментом обеспечило средства для точного перемещения режущего инструмента вдоль заготовки.
Введение механического управления режущим инструментом обеспечило средства для точного перемещения режущего инструмента вдоль заготовки.
К концу восемнадцатого века токарные станки по металлу были преобладающими.Энциклопедия промыслов и промышленности Дидро дает это четкое указание. [4] Токарные станки использовались для придания формы извилистым ободам на золотых пластинах, для нарезания резьбы на черных и цветных металлах и для украшения поверхностей.
Особый интерес представляет разработка декоративного токарного станка. Эти машины, впервые зарегистрированные в конце шестнадцатого века, включают использование эксцентриковых кулачков и шаблонов. Токарные станки Holtzapffel конца восемнадцатого века (рис. 1) демонстрировали индексирование передней бабки, вращающиеся фрезы и эксцентриковые патроны.Эти токарные станки с орнаментом дополнили словарный запас форм станков, создав как эксцентричные, так и асимметричные формы. Многое из технологий, используемых в этих станках, появилось много лет спустя в универсальном фрезерном станке.
| Рисунок 1 |
Компоненты токарного станка в том виде, в каком мы его знаем, были известны и использовались в восемнадцатом веке. Однако именно Генри Модслей в 1797 году обеспечил синтез, дающий форму, лежащую в основе современного промышленного токарного станка.
Со времен Модслея токарный станок был разработан с учетом требований новых материалов и продуктов. Тем не менее, эстетика токарной обработки остается прочной у тех, кто ему предшествовал.
Разработка промышленного фрезерного станка началась в начале девятнадцатого века изобретателями Эли Уитни и Робертом Джонсоном. Эти ранние машины, которые использовались в основном в производстве стрелкового оружия, по сути представляли собой вращающиеся напильники, способные выполнять только неглубокие разрезы.
К 1830 г.были внедрены основные элементы фрезерного станка, и к 1860 году фрезерный станок занял свое место в торговле металлами. Однако предшественник современного фрезерного станка появился только в 1861 году. Универсальный фрезерный станок Джозефа Брауна был синтезом предшествующих шестидесяти лет. Этот станок, разработанный для обработки канавок (канавок) в спиральные сверла, увеличил мощность и жесткость, улучшил подачу и представил систему колена и стойки. Повышенная мощность и жесткость благодаря улучшенной подаче уменьшили вибрацию фрезы и увеличили срок ее службы.Колено-колонная система решила проблему вертикальной регулировки фрезы, которая до того времени мешала конструкции фрезерного станка.
Однако предшественник современного фрезерного станка появился только в 1861 году. Универсальный фрезерный станок Джозефа Брауна был синтезом предшествующих шестидесяти лет. Этот станок, разработанный для обработки канавок (канавок) в спиральные сверла, увеличил мощность и жесткость, улучшил подачу и представил систему колена и стойки. Повышенная мощность и жесткость благодаря улучшенной подаче уменьшили вибрацию фрезы и увеличили срок ее службы.Колено-колонная система решила проблему вертикальной регулировки фрезы, которая до того времени мешала конструкции фрезерного станка.
Кроме того, Джозеф Браун заменил фрезу с роторным напильником на фрезу с сегментированными зубьями, как это принято сегодня. Каждый разрез, сделанный с помощью фрезы с вращающимся напильником, изменял только поверхность заготовки, в то время как разрез, сделанный с помощью фрезы с сегментированными зубьями, мог существенно изменить форму заготовки. Резак с вращающимся напильником был изготовлен вручную и при затуплении требовал отжига, повторной наплавки и последующей закалки и отпуска.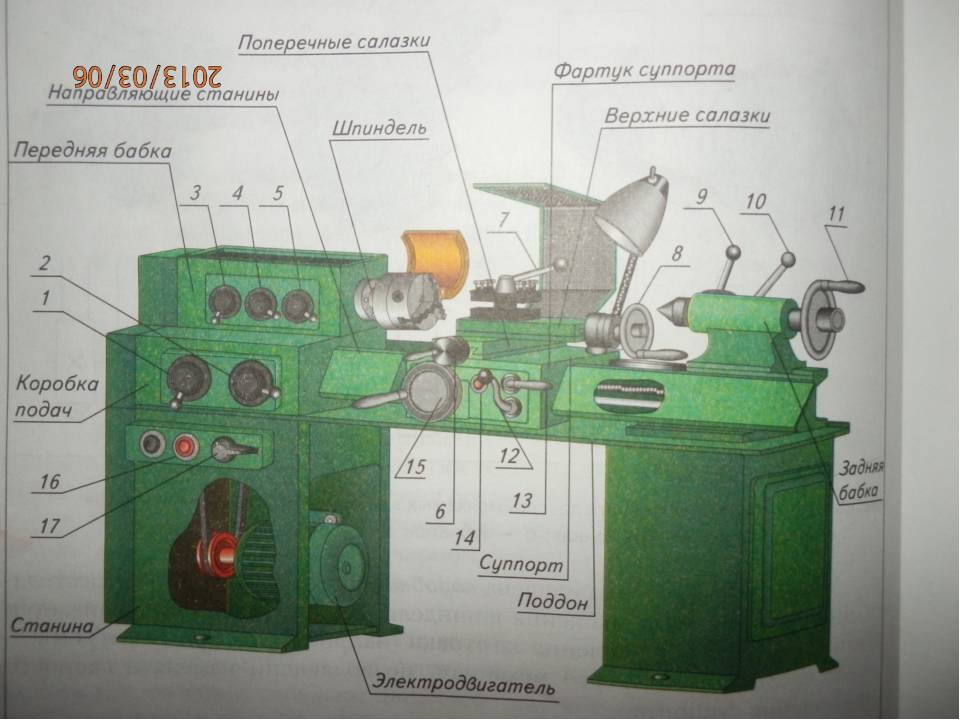 Фрезы Брауна устранили этот громоздкий процесс, требуя только простой шлифовки после затупления фрезы.
Фрезы Брауна устранили этот громоздкий процесс, требуя только простой шлифовки после затупления фрезы.
Станок и резак Брауна заложили основу для последующих событий двадцатого века; большая прочность и жесткость, более высокая скорость резки, включение электродвигателя и полностью автоматический режим работы. [5] Большая мощность и жесткость позволили повысить точность за счет дополнительного снятия припуска. Полная автоматизация в виде компьютеризированных фрезерных станков обеспечивала одновременный съем материала на трех точках.Все это обеспечивало большую эффективность при большем разнообразии форм.
История станков обширна и сложна. Предыдущий очерк может дать лишь очень поверхностный обзор трех тысяч или более лет, прошедших с момента использования первых станков. Однако он информирует человека о том, что в этих процессах тоже есть традиция.
Отличительной особенностью токарного станка (рис. 2) является то, что он производит резание, поворачивая заготовку относительно кромки инструмента. При вращении заготовки инструмент входит в нее или поперек нее. Токарная обработка – это процесс вычитания, обычно образующий поверхность, которая изгибается в одном направлении и является прямой в другом. Форма цилиндра иллюстрирует это утверждение.
При вращении заготовки инструмент входит в нее или поперек нее. Токарная обработка – это процесс вычитания, обычно образующий поверхность, которая изгибается в одном направлении и является прямой в другом. Форма цилиндра иллюстрирует это утверждение.
| Рисунок 2 |
Эстетика токарного станка основана на этом простом цилиндре и зависит от него. Вариации, возникающие в результате применения этой базовой посылки, бесконечны.
Продукция токарного станка трехмерная.Анализ этого факта показывает, что трехмерная форма получается только потому, что работа вращается. В отличие от этого движения фрезы графические или двумерные. Движение токарных фрез может быть только продольным, поперечным или смешанным. (См. Номенклатурные схемы в глоссарии.)
Помня об этом контрасте, давайте приступим к изготовлению образца, который иллюстрирует эту точку зрения.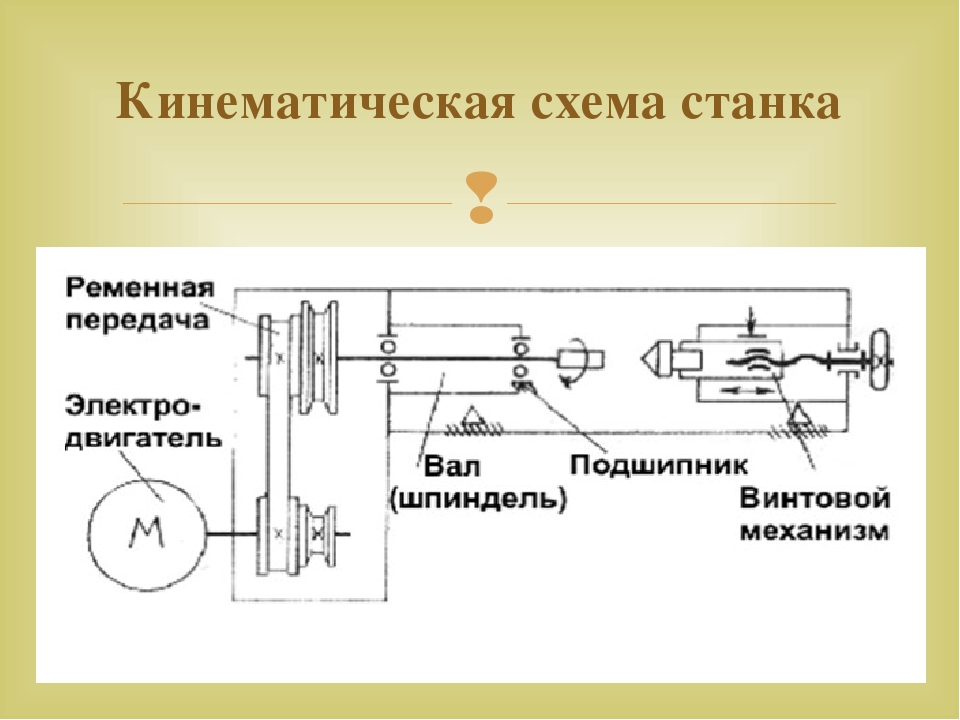 Заготовка из алюминия 6061 T6, квадратное сечение 5/8 ″, длина примерно 4 ″.Заготовка закрепляется в патроне и затем вращается.
Заготовка из алюминия 6061 T6, квадратное сечение 5/8 ″, длина примерно 4 ″.Заготовка закрепляется в патроне и затем вращается.
Первоначальное резание происходит, когда инструмент перемещается во вращающуюся заготовку. Прорези, отрицательная зона, и плавники, положительная зона, результат (рис. 3). Это движение инструмента является графическим только с использованием поперечной подачи.
| Рисунок 3 |
Осмотр разреза показывает несколько визуальных фактов:
- стороны разреза плоские, графическая форма, а
- нижняя часть разреза образует диск что сравнимо с рассмотренным ранее основным цилиндром.Двумерный трехмерный парадокс уже очевиден визуально.
До этого момента все резание было внешним и осуществлялось поперечной подачей. При сверлении по продольной оси (рис. 4) получается внутреннее резание. Стандартный сверлильный патрон вставляется в заднюю бабку, спиральное сверло закрепляется, работа вращается, и сверло подается в заготовку с помощью механизма откачки, напоминающего механизм сверлильного станка.
Сам процесс резания визуально завораживает, поскольку заготовка вращается, а спиральное сверло неподвижно.Сверление на любом другом станке выполняется неподвижной заготовкой и вращающимся спиральным сверлом.
Анализ просверленного отверстия снова подтверждает фундаментальную эстетику цилиндра. Однако этот цилиндр имеет скорее отрицательную, чем положительную форму.
Эту внутреннюю цилиндрическую форму можно легко изменить. В этой последовательности для этой цели будет использоваться кран. Метчик с гаечным ключом вводится в отверстие, используя заднюю бабку для выравнивания и поддержки (рис.5). Нарезание резьбы производится при простое станка. Это ручная операция.
При поверхностном осмотре обнаружено отверстие с резьбой. Более внимательный осмотр показывает, что это резьбовое отверстие на самом деле представляет собой спиральную канавку. Другими словами, дальнейшее развитие формы.
Эта спиральная канавка является разновидностью основного цилиндра. это соединение поперечной резки, собственно канавки, и продольного продвижения, спирали. Снова мы обнаруживаем двумерное движение, приводящее к трехмерной форме из-за вращения крана.
это соединение поперечной резки, собственно канавки, и продольного продвижения, спирали. Снова мы обнаруживаем двумерное движение, приводящее к трехмерной форме из-за вращения крана.
| Рисунок 4 | |
| Рисунок 5 | |
| Рисунок 6 |
Чтобы раскрыть внутреннюю форму и добавить визуальной сложности, конец заготовки был разделен (рис.6). Результатом является вид в разрезе всех выполненных операций, что еще больше улучшает эстетику.
Вид в разрезе ясно показывает одновременное существование двухмерного, верхнего края и трехмерного, внешних краев и внутренней полости.Вид в разрезе усиливает предположение об изменении цилиндра и предполагает, что компонентом в этом варианте является форма резца.
Насадки для токарных станков поставляются в виде заготовок. Их форму определяет механизатор. [6] Этим битам придают форму путем шлифовки на стандартном шлифовальном станке.
[6] Этим битам придают форму путем шлифовки на стандартном шлифовальном станке.
Форма насадки бесконечна. Это иллюстрирует еще один момент, который стоит обсудить; сложность формы. Когда инструмент бесконечной формы применяется через поперечную продольную или комбинированную подачу, визуальный результат является множественным и по определению сложным.
Эта сложность, как процесс, так и форма, может быть очень пугающей. Следует помнить, что визуальную сложность легко создать, перекрывая разные системы. Системы, представленные токарными операциями на рисунках 3-6, являются технологическими.
Нетрудно проследить синтез на рисунках 3-6. Однако если не анализировать сознательно. визуальный результат этого синтеза, скорее имитация, чем обучение.
Формовщик
Формовщик (рис.7) представляет собой инструмент, используемый для обработки плоских поверхностей путем выполнения последовательных возвратно-поступательных резов (чередование вперед и назад) над заготовкой. В формирователе используется один режущий инструмент, очень похожий на сверло токарного станка. Заготовку, надежно закрепленную на столе, можно перемещать в поперечном направлении (поперечная подача) вручную или автоматически под фрезой.
В формирователе используется один режущий инструмент, очень похожий на сверло токарного станка. Заготовку, надежно закрепленную на столе, можно перемещать в поперечном направлении (поперечная подача) вручную или автоматически под фрезой.
| Рисунок 7 | Рисунок 8 | ||
Отличительным элементом при формовании является использование возвратно-поступательного движения для образования прямой линии.Формирование – это процесс вычитания, который может преобразовывать форму в текстуру, рельеф или объем. Следовательно, эстетический результат формирования всегда будет основан на этой линейной, вычитающей взаимосвязи.
Имея в виду линии и текстуру, давайте приступим к изготовлению образца, который иллюстрирует эту точку зрения. Заготовка 6061 T / алюминий, 3/16 ″ x 1,5 ″ x4,5 ″. Заготовка закреплена в зажиме, установленном на столе. Головка режущего инструмента (см. Номенклатурную схему в глоссарии) опускается до тех пор, пока резец инструмента не коснется заготовки. Машина включается, и леска разрезается (рис. 8).
Машина включается, и леска разрезается (рис. 8).
Прежде чем продолжить, необходимо понять, что такое корма. Подача определяется как расстояние, на которое работа перемещается в поперечном направлении к режущему инструменту за каждый ход поршня вперед. [7] Контролируя скорость этого поперечного продвижения (поперечной подачи), мы контролируем текстуру.
Эта скорость поперечного продвижения – не что иное, как частота повторения. В пределах определенного расстояния, если частота перемещения короткая в интервале, мы получаем тонкую подачу и, как следствие, тонкую текстуру линий.На том же расстоянии, если частота хода длинная в интервале, у нас есть подача курса и, следовательно, текстура линии курса.
Этот принцип линейного повторения текстуры проиллюстрирован на рис. 9. Нижняя часть образца – это тонкая текстура линии, за ней следует текстура средней линии, и, наконец, текстура линии линии.
| Рисунок 9 |
| Рисунок 12 |
В этом сложном рельефе рисунка глубина резания и интервал частоты перемещения (подачи) остаются без изменений. Угол среза – это переменная. Однако именно перекрытие (рис. 12) является агентом сложности.
Угол среза – это переменная. Однако именно перекрытие (рис. 12) является агентом сложности.
На рисунке 12 явным образом показан пример перекрывающихся систем. Верхняя и нижняя части образца демонстрируют простой рельефный узор. Нижняя часть – это горизонтальный узор, а верх – угловой узор. Средняя часть представляет собой сложный узор, созданный наложением двух элементов.
Очень важно активное признание основных эстетических принципов, применяемых в техническом процессе. Пассивная визуализация техники может привести только к простому отчету о процессе.
Этот образец (рис. 9) явно демонстрирует основную причинно-следственную связь. С точки зрения технологии, причина, возвратно-поступательное движение фрезы и рабочий ход, приводит к следствию, повторяющемуся линейному накоплению. Эстетически причина, повторение параллельных линий, дает эффект, фактуру.
Эта эстетическая причинно-следственная связь является довольно общей аксиомой. Специфика реализуется только путем применения технического процесса. В данном случае формообразование – это технический процесс, следовательно, результатом является конкретное эстетическое применение.
В данном случае формообразование – это технический процесс, следовательно, результатом является конкретное эстетическое применение.
Увеличивая интервалы частоты траверсы и увеличивая глубину резания, можно найти начало рисунка как рельеф (рис. 10). Основная вычитающая линия и переменная частота перемещения (поперечная подача) присутствуют визуально. Вместе они вырабатывают узор. Одна только глубина резания обеспечивает облегчение.
| Рис. 10 | Рис. 11 | ||
Рис. 10 иллюстрирует формирование рельефа простого рисунка.Сложный рельеф рисунка создается путем наложения систем (рис-11). Здесь единственная переменная – угол среза. Этот угол резки достигается вращением тисков на столе.
Фрезерный станок является одним из видов инструмента, в котором работа подается против вращающегося резца, который установлен в вращающемся шпинделе станка. [8] (См. Номенклатурные схемы в глоссарии.) Вертикальный фрезерный станок (рис. 13) отличается тем, что шпиндель обычно находится в вертикальном положении.
| Рисунок 13 |
Заготовка надежно удерживается на столе станка или в удерживающем устройстве, закрепленном на столе. Стол можно перемещать в продольном, поперечном и вертикальном направлениях.
Вертикальный фрезерный станок предлагает разнообразие, которого нет в других машинах. Это разнообразие предлагает визуальные результаты, которые можно описать только как огромные. Однако можно выбрать конкретную характеристику этой машины и проиллюстрировать эту характеристику.
Использование вращающейся фрезы является основной характеристикой фрезерных станков. В случае с вертикальной фрезой визуальный результат вращающейся фрезы может стать отличительным визуальным элементом. Вращение описывает окружность или, в случае неполного вращения, дугу. Этот круг или его часть, его дуга – это особая характеристика, которую иллюстрируют следующие примеры.
Продольная и поперечная подача обеспечивают линейное качество, так как две подачи по сути являются графическими движениями.Вертикальный ход создает рельеф, а затем и третье измерение.
| Рисунок 14 |
На рисунке 14 кусок алюминия 6061 T6, 3/16 ″ x1,5 ″ x4,5 ″. крепится в тисках, которые крепятся к столу. Машина включается, и фреза начинает вращаться. Глубина резания выбирается с помощью вертикальной траверсы стола. Удаление припуска осуществляется подачей заготовки в резак.
Этот результат (рис.15) иллюстрирует наиболее очевидные эстетические основы вращающегося ножа. Визуального разнообразия легко добиться, изменив диаметр фрезы и любую или все три подачи.
Образец (рис. 15) иллюстрирует следующие визуальные результаты. Продольная подача заготовки дает линию шириной, равной диаметру фрезы. Окончанием этой линии является дуга с радиусом, равным радиусу фрезы. Повторение этой строки контролируется поперечной подачей.
| Рисунок 15 |
Более сложное изменение визуальных результатов вращающейся фрезы может быть достигнуто путем обработки головки под сложным углом (рис.16).
За счет использования продольной и поперечной подачи для повторного позиционирования фрезы разработана сеточная система. Эта сетка – просто повторение формы в двух измерениях (рис. 17). Резка или удаление заготовки достигается за счет использования только вертикальной траверсы стола. Стол поднимается, чтобы произвести резку на определенную глубину, а затем стол опускается. Обратите внимание, что визуальный результат по-прежнему основан на вращающемся резаке.
| Рисунок 16 | Рисунок 17 | ||
Если глубина резания остается постоянной и для выполнения резания используются продольные или поперечные подачи, визуальный результат меняется (рис.18).
| Рис. 18 |
Нижняя часть образца на рис. 18 представляет собой систему сетки, рассмотренную ранее. Средняя часть – результат резки с поперечной подачей. Интервалы резов выбираются через вертикальную траверсу.
Важное значение имеет вид в разрезе этого разреза. Это не единое целое, а скорее форма, представляющая собой комбинацию двух дуг. Эта комбинация дает форму.
Верхняя часть образца (рис. 18) является результатом резки с использованием поперечной подачи и глубины резания с помощью вертикальной траверсы.
Поперечный разрез этого разреза является зеркальным отображением разрезов, сделанных в среднем разрезе. Обратите внимание на визуальные результаты, достигнутые при прекращении резки в пределах заготовки. Эстетика, хотя и сложная с точки зрения процесса, по-прежнему основана на дуге вращающегося резака.
Изменения форм на рис. 18 можно достичь путем изменения угла головки, диаметра фрезы и любого или всех трех подач.
Довольно любопытный эстетический результат, представленный на рисунке 18, – это изменение формы на противоположное. Читатель теперь предвзято, поскольку обсуждалось вычитание (удаление припуска резанием). Однако без этого предубеждения было бы трудно различить, были ли формы поднятыми или утопленными. Эта двусмысленность легко может стать предпосылкой для проявления эстетической чувствительности.
Если кто-то не признает эстетическую предпосылку, полученная работа не будет иметь реального значения.Другими словами, визуальному результату технического процесса не хватало бы эстетики, задающей направление. Следовательно, отсутствие направления приводит к простой записи причины и следствия.
| Рисунок 19 |
Горизонтально-фрезерный станок (рис. 19) отличается от вертикально-фрезерного станка горизонтальным шпинделем. Все остальные характеристики горизонтальной мельницы аналогичны характеристикам вертикальной мельницы.
Вариация форм фрез, используемых на горизонтальной фрезе, представляет первостепенный эстетический интерес.Форма фрезы представляет собой основной интерес, поскольку основная эстетика заключается в том, что работа подается во вращающуюся фрезу, что приводит к линейной форме. Форма фрезы очерчивает эту линию.
В качестве образца будет выступать кусок алюминия 6061 T6 размером 1/8 ″ x2,5 × 5 ″. На рисунке 20 показана операция фрезерования с использованием фрезы с зубчатыми зубьями. Каждый проход этой фрезы оставляет линию, равную ширине фрезы, с контуром, который является обратной формой фрезы.
Траверс продольной подачи производит линию.Перемещение поперечной подачи вызывает повторение этой строки. Глубина резания (вертикальный ход) создает рельеф на этой линии.
При смене фрезы (рис. 21) визуальный результат фрезерования значительно меняется. Новый резак, намного тоньше предыдущего, напоминает пильный диск. Визуальный результат этой фрезы напоминает прорезь.
| Рисунок 20 | Рисунок 20 | ||
Все подачи, использованные с предыдущей фрезой, остаются без изменений.С помощью одной переменной формы резца были получены две отличительные линии (рис. 22).
| Рисунок 22 |
Так как продольная подача всегда движется перпендикулярно шпинделю горизонтальной фрезы, диагональные резы могут быть выполнены только за счет наклона заготовки. Заготовку можно закрепить на столе под любым углом.
Общая тема, постоянно возникающая в машинах [процесс – это точность. Машина помогает оператору работать с жесткими допусками.
Точность – это вопрос степени. То, что является точным вручную, может быть относительно неточным на машине. Хотя станок обеспечивает точность, он также делает ошибку более заметной.
Любопытно, что поскольку эстетические потребности требуют использования станка, станок требует от оператора большей точности.
Сноски
- Kenneth P. Oakley, Man the Tool Maker (Лондон: Попечители Британского музея, 1972), стр.1.
- Роберт С. Вудбери, «История токарного станка до 1850 года», исследований по истории станков ( Кембридж: M.I.T. Press, 1972), стр. 23.
- Там же, стр. 38.
- Denis Diderot, Encyclopedia of Trades and Industry (Париж: 1763; переиздание, Нью-Йорк: Dover Publications, 1959), пластины 405, 406.
- Роберт С. Вудбери, «История Фрезерный станок », Исследования по истории инструментов для станков (Кембридж: MIT. Press, 1972), стр. 48-49.
- South Bend Lathe Co., Как работать на токарном станке (South Bend, Indiana: South Bend Lathe, 1966), стр. 34.
- S.F. Крар, Дж. Освальд и Дж.Э.Сент-Аманд, Технология машинных инструментов (Торонто: McGraw-Hill of Canada, 1969), стр. 201.W. Дж. Маккарти и Р. Э. Смит, Machine Tool Technology (Блумингтон, Иллинойс: Макнайт и Макнайт, 1968), стр. 317.
Библиография
- Дидро, Дени, Энциклопедия промыслов и промышленности. Париж : 1763; переиздание объявления. Нью-Йорк: Довер, 1959.
- Fairer, John L., General Metals. Нью-Йорк; McGraw-Hill, 1959.
- Holtzapffel, John J., Ручная или простая токарная обработка; Принципы и практика. Лондон: 1881; переиздание рекламы, Нью-Йорк: Довер, 1976.
- Krar, S.F., Oswald, JIM .; and St. Amand J.E., Технология машинных корней. Торонто: Макгроу-Хилл, Канада, 1969.
- Людвиг, Освальд А., Технология и практика металлообработки. Цветение. Тонн, Иллинойс: Макнайт и Макнайт, 1955.
- Маккарти, Уиллард Дж. и Смит, Роберт Э., Machine Tool Technology, Блумингтон, Иллинойс: Макнайт и Макнайт, 1968.
- Окли, Кеннет П., Man the ToolMaker. Лондон: Попечители Британского музея, 1972 г.
- Оливер, Джон У., История американских технологий. Нью-Йорк; Рональд Пресс, 1956.
- Пламье, Чарльз, Искусство токарной обработки. Париж: 1749; переиздано., Бруклин, Нью-Йорк: Пол Л. Ферраглио, 1975.
- Портер, Гарольд В., Лоше, Чарльз Х и Ласко, Орвилл, Д., Операции и настройки механического цеха Чикаго: Американское техническое общество, 1960.
- Смит, Роберт ИТ., Advanced Machine Work. Бостон: Книга промышленного образования, 1940.
- South Bend Lathe Co- How для работы на токарном станке. South Bend, Indiana South Bend Lathe, 1966.
- Stieri, Emanuele. Основы механического цеха. Englewood Cliffs, New Jersey : Prentice-Hall, 1956.
- Woodbury, Robert S., Исследования по истории станков Кембридж: M.I.T. Press, 1972.
Кредиты
- Фотография токарного станка Holtzapffel, рис. 1, из Североамериканского центра декоративной токарной обработки при Рочестерском технологическом институте.
- Все дополнительные фотографии и рисунки сделаны автором.
, Глава 6: Обработка канавок и нарезание резьбы
Обработка канавок и нарезание резьбы – это операции одноточечной обработки, выполняемые на токарных станках, токарных автоматах или обрабатывающих центрах.
Обработка канавок и прорезей
Операции нарезания канавок или выемок, иногда также называемые операциями шейки, часто выполняются на уступах заготовок, чтобы обеспечить правильную посадку для сопрягаемых деталей. Когда требуется резьба для прохождения всей длины детали до заплечика, обычно обрабатывают канавку, чтобы обеспечить полный ход гайки. Обработка канавок на заготовке перед операциями кругового шлифования позволяет шлифовальному кругу полностью шлифовать заготовку, не касаясь буртика.
Обработка торцевых канавок
При выполнении операций нарезания торцевых канавок инструмент подается не радиально, а в осевом направлении к торцевой поверхности заготовки. Инструмент должен быть адаптирован к радиальному изгибу канавки, поэтому лезвие должно быть изогнутым. Когда шпиндель станка вращается против часовой стрелки, используется правый вариант инструмента, а левый вариант используется, когда шпиндель станка вращается по часовой стрелке.
Чтобы и пластина, и резцедержатель вошли в канавку, необходимо учитывать как внешний, так и внутренний диаметр канавки.Диаметр, измеренный снаружи лезвия, определяет предел минимально возможного диаметра, который может быть обработан, а диаметр, измеренный внутри лезвия, определяет предел максимально возможного диаметра канавки.
Обработка внутренних канавок
Основная проблема при обработке внутренних канавок – это удаление стружки. Существует очень высокий риск заклинивания стружки, что может привести к поломке инструмента, особенно при обработке малых диаметров. Стружку необходимо удалить из канавки, затем изменить направление на 90 градусов и пройти сторону резцедержателя, чтобы окончательно удалить ее из отверстия.Включение прерывистой подачи в программу – лучший способ получить короткие стружки. Выше показан держатель внутренних канавок со вставкой.
Вибрация – еще одна распространенная проблема, связанная с обработкой внутренних канавок. Стабильность связана с вылетом или тем, насколько глубоко в заготовке должна быть обработана канавка. Риск вибрации снижается за счет использования державки самого большого размера. Вылет не должен превышать диаметра в два-два с половиной раза. Обработка внутренних канавок является критически важной операцией, и важно выбрать инструмент, который оптимизирует удаление стружки с помощью обработки без вибрации.
Инструмент для нарезания канавок обычно шлифуется до размеров и формы, необходимых для конкретной работы. Большинство инструментов для обработки канавок внешне похожи на отрезной инструмент, за исключением того, что углы тщательно закруглены, поскольку они уменьшают вероятность появления трещин в детали, особенно если деталь подлежит термообработке.
Операции отрезки или отрезки
При отрезке заготовка вращается, а инструмент совершает движение радиальной подачи. Как и при торцевом точении, инструмент подается от периферии заготовки к центру, и скорость резания снижается до нуля, но на этом сходство заканчивается.
По мере того, как режущий инструмент продвигается к центру, начинает действовать другой фактор. При уменьшении диаметра заготовки радиальная сила резания приведет к разрыву материала до того, как пластина прорежет его. В результате в центре заготовки образуется выступ или заусенец. Этот выступ всегда будет на месте после отрезки, но его размер можно уменьшить, выбрав правильную геометрию пластины, скорость подачи и опору для прогибающейся заготовки.
При отрезке с обеих сторон пластины остается материал.Это означает, что используемые инструменты узкие, а длина державки увеличивается с увеличением диаметра. Таким образом, стабильность становится решающим фактором.
Поскольку размер инструмента и резцедержателя необходимо оптимизировать в соответствии с требованиями, для отвода тепла имеется лишь небольшая поверхность, поэтому смазочно-охлаждающая жидкость становится важной. К сожалению, из-за ограниченного пространства подача СОЖ затруднена из-за стружки. Поскольку удаление стружки затруднено и нет ничего, о чем можно было бы разбить стружку, боковые поверхности можно легко повредить во время работы.
Геометрия пластины
В начале резания пластина будет работать с относительно высокой скоростью резания и должна противостоять пластической деформации. Скорость уменьшается по мере приближения инструмента к центру, после чего она становится нулевой.
Современные станки можно запрограммировать так, чтобы скорость шпинделя автоматически увеличивалась к центру, чтобы скорость резания оставалась постоянной. Но максимальная скорость шпинделя станка будет достигнута до того, как инструмент достигнет центра, и это может привести к нарастанию кромки пластины.Следовательно, потребуется прочный инструментальный материал, чтобы противостоять нарастанию кромок по мере приближения инструмента к центру.
Пластины повышенной геометрии необходимы для удовлетворительного выполнения операций отрезки и обработки канавок. Пластина с положительным передним углом обеспечивает меньшие силы резания и, следовательно, меньшее давление на заготовку, что уменьшает размер выступа. Однако большой положительный передний угол означает более слабую режущую кромку.
Пластина может иметь разные углы подъема. На прямых или нейтральных пластинах угол подъема равен нулю.Такая конструкция обеспечивает более прочную режущую кромку и лучшее качество поверхности при сохранении более жестких допусков в отношении перпендикулярного выравнивания. С увеличением угла подъема осевая сила резания увеличивается, вызывая прогиб пластины.
При больших углах подъема отклонение может быть настолько сильным, что происходит закругление торцевых поверхностей и в результате получается выпуклая или вогнутая торцевая поверхность. Уменьшение угла подъема приводит к увеличению радиальных сил резания, но это может вызвать проблемы с вибрацией, особенно при обработке малых диаметров.При нарезании канавок радиальное смещение пластины приводит к неточной глубине канавки.
Контроль стружки
При отрезке и нарезании канавок пластина имеет обработанные поверхности с обеих сторон от направления подачи. Поэтому стружку нужно формировать таким образом, чтобы она была уже канавки, иначе можно повредить поверхности. Кроме того, стружка должна быть сформирована таким образом, чтобы ее можно было удалить из канавки, не нарушая обработку с использованием длинных и громоздких катушек со стружкой.Таким образом, стружка формируется в двух направлениях: изгибается по своей ширине и скатывается в продольном направлении, образуя спиральную стружку в форме пружины. На рисунке слева показаны три пластины для контроля стружки.
Для получения этой идеальной формы стружки пластина обычно оснащена стружколомом, который учитывает как условия обработки, так и материал заготовки. Он имеет такую форму, что образует пучок, по которому стружка может наезжать во время обработки. После нескольких оборотов стружка автоматически сломается.Диаметр стружки спиральной пружины зависит от ширины вставки, высоты банка, подачи и материала заготовки.
Позиционирование инструмента
Как и при обычном точении, важно, чтобы режущая кромка располагалась на одном уровне с центральной линией. Для достижения удовлетворительных результатов допускается максимальное отклонение в положении всего ± 0,004 дюйма от центральной линии.
По мере отклонения режущей кромки от центральной линии передний угол и задний угол будут изменены.Это изменение связано с радиусом заготовки. Слишком маленький задний угол может привести к трению режущей кромки о заготовку. Если режущая кромка расположена слишком низко, инструмент оставит материал в центре и образуется выступ.
Операционная стабильность
При обычном наружном точении вылет инструмента не зависит от длины заготовки. Размер резцедержателя можно выбрать так, чтобы он выдерживал нагрузки, возникающие во время работы.Однако при отрезке и нарезании канавок необходимо учитывать глубину вставки и ширину канавки, а это означает, что стабильность часто должна быть нарушена, чтобы соответствовать техническим требованиям.
Для достижения максимально возможной устойчивости выступ должен быть как можно меньше, поэтому следует выбирать держатель для минимально возможной глубины вставки. Для повышения стабильности можно использовать более широкие вставки, но больше материала теряется в виде стружки. Это может быть дорого при обработке больших партий и обработки дорогих материалов.
Вибрация также может возникать в результате отклонения заготовки. Чем ближе патрон к разъему, тем меньше будет влияние напряжений и прогиб заготовки. Следовательно, если деталь имеет тенденцию к вибрации, обработку следует проводить как можно ближе к патрону.
Риск вибрации должен быть сведен к минимуму, чтобы получить приемлемые результаты по качеству и стойкости инструмента. Помимо выбора наилучшего инструмента и наиболее стабильной настройки, необходимо адаптировать параметры резания, чтобы свести к минимуму склонность инструмента и заготовки к вибрации.
Инструментальный суппорт и выбор пластин
Современные режущие инструменты для отрезки и обработки канавок состоят из державки и сменной пластины, разработанной специально для конкретной операции. Большинство пластин, выпущенных за последнее десятилетие, были разработаны для работы с концепцией SELF-GRIP. Этот метод зажима не включает внешних винтов или рычагов для удержания вставки на месте, как показано ниже. Вместо этого он полагается на вращение детали и давление инструмента, чтобы пластина удерживалась в клиновидном кармане.Пластины, предназначенные для этого типа держателя, обычно являются односторонними, а их геометрия допускает неограниченную глубину резания.
У двусторонних пластин, также известных как «собачьи кости», глубина резания ограничена второй режущей кромкой, как показано в правом нижнем углу. Пластины Dogbone традиционно могут резать только на длину, равную общей длине пластины. Как только глубина будет достигнута, задняя кромка начнет тереться внутри канавки, создаваемой инструментом. Кроме того, вставки с зубчатыми костями обычно фиксируются зажимом с завинчивающейся головкой, который также ограничивает глубину резания.
Покрытия для канавок и отрезных пластин варьируются от поставщика к поставщику. Но процесс нитрида титана и углерода практически стал отраслевым стандартом для более низких скоростей резания и более сложных приложений.
А когда условия стабильны и требуются более высокие скорости резания, выбор сужается к покрытиям из нитрида титана и алюминия, наносимым методом PVD, или более новым процессом среднетемпературного CVD. Причина в том, что TiAIN действует как хороший тепловой барьер для твердосплавной основы и может выдерживать повышенные температуры.
Рекомендации по обработке канавок и отрезке
Возможность эффективно отрезать заготовки и заготовки на токарных станках всегда была важна для выполнения работы. Даже на отрезных станках специального назначения в основе работы лежит хороший отрезной инструмент. Современные инструменты для отрезки и обработки канавок со сменными пластинами обеспечивают такой же уровень производительности, как и современные токарные инструменты.
При отрезке цель состоит в том, чтобы максимально эффективно и надежно отделить одну часть детали от другой.При нарезании канавок принцип тот же, хотя эти операции менее чувствительны, поскольку канавки обычно не такие глубокие. При нарезании канавок основными требованиями являются форма, точность и качество поверхности.
Некоторые важные советы по применению инструментов для обработки канавок и отрезки:
• Всегда используйте большое количество смазочно-охлаждающей жидкости.
• Точно установите центральную высоту режущей кромки.
• Убедитесь, что резцедержатель / лезвие точно расположены под углом 90 градусов к оси заготовки.
• Используйте резцедержатель с минимально возможной длиной вставки для рассматриваемой операции.
• Выберите для инструмента самый большой стержень / стержень.
• Отрегулируйте скорость резания, чтобы избежать вибраций.
• Уменьшите скорость подачи конечной детали при отрезке материала / компонентов прутка.
• Для осевой обработки канавок сделайте первый врезной пропил на самом большом диаметре на торце, чтобы свести к минимуму риск застревания стружки.
• Используйте минимально возможный угол подъема во избежание появления выступов / заусенцев при отрезке.
• По возможности используйте резцедержатель с радиусом усиления между хвостовиком и лезвием.
Винтовые и резьбовые соединения
Винтовая резьба датируется 250 годом до нашей эры, когда ее изобрел Архимед. На протяжении веков деревянные винты, изготовленные вручную опытными мастерами, использовались для изготовления винных прессов и столярных зажимов по всей Европе и Азии. Точность изготовления винтов и резьбы не возникла до тех пор, пока в 1797 году Генри Модслей не изобрел токарно-винторезный станок.
В начале 1800-х годов Модслей также начал изучать производство однородной и точной резьбы. До этого не было двух одинаковых винтов; производители сделали столько резьбы на дюйм на болтах и гайках, сколько им необходимо. Например, один производитель сделал 10 витков резьбы на дюйм в резьбовых деталях диаметром 1/2 дюйма, тогда как другой изготовил 12 витков резьбы и так далее. В этот период остро возникла потребность в стандартах резьбы.
Несмотря на многочисленные попытки стандартизации, стандарты потоков не были разработаны до Первой мировой войны.Профиль резьбы был обозначен как форма американской национальной резьбы и был основным типом резьбы, производимой в Соединенных Штатах до Второй мировой войны.
Во время Второй мировой войны Соединенные Штаты производили военное оборудование, в котором использовалась форма американской национальной резьбы, что создавало проблемы взаимозаменяемости с оборудованием, произведенным в Канаде и Великобритании. Лишь после Второй мировой войны в 1948 году эти страны пришли к соглашению об унифицированной форме резьбы, обеспечивающей взаимозаменяемость деталей с резьбой.Форма резьбы Unified по сути такая же, как и у старой American National, за исключением того, что у нее закругленный корень и либо округлый, либо плоский гребень. Форма унифицированной резьбы механически взаимозаменяема с бывшей американской национальной резьбой того же диаметра и шага. Сегодня это основная форма резьбы, производимая и используемая в Соединенных Штатах.
Номенклатура винтовой резьбы
Винтовые резьбы имеют много размеров. В современном производстве важно знать терминологию винтовой резьбы, чтобы правильно определять и рассчитывать размеры.
Наибольший диаметр – это наибольший диаметр винтовой резьбы. На внешней резьбе это внешний диаметр; для внутренней резьбы это диаметр в основании или в основании резьбы.
Младший диаметр – это наименьший диаметр винтовой резьбы. На внешней резьбе меньший диаметр находится внизу резьбы; на внутренней резьбе малый диаметр – это диаметр, расположенный на гребне.
Шаговый диаметр – это воображаемый диаметр, проходящий через резьбу в точке, где ширина канавки и резьбы равны.Делительный диаметр – это самый важный размер винтовой резьбы; это основа для всех измерений резьбы.
Корень – это нижняя поверхность, соединяющая две стороны резьбы. Гребень – это верхняя поверхность, соединяющая две стороны резьбы. Шаг – это линейное расстояние от соответствующих точек на соседних нитях. Шаг равен I, деленному на общее количество витков резьбы на дюйм (P = l / [число витков на дюйм]). Винт с одинарным шагом и 16 витками резьбы на дюйм имеет шаг, равный 1/16 дюйма., обычно называемая «16-шаговая резьба».
Шаг – это осевое расстояние, на которое резьбовая деталь продвигается за один полный оборот. На однопроходной резьбовой части шаг равен шагу.
Глубина – это расстояние, измеренное в радиальном направлении между вершиной и основанием резьбы. Это расстояние часто называют глубиной резьбы.
Бочка – это сторона резьбы. Угол резьбы – это угол между боковыми сторонами резьбы. Например, винтовая резьба Unified и Metric имеет угол резьбы 60 градусов.Спираль – это изогнутая канавка, образованная вокруг цилиндра или внутри отверстия.
Правая резьба – это винтовая резьба, для затяжки которой необходимо вращать вправо или по часовой стрелке. Левая резьба – это винтовая резьба, для затягивания которой требуется вращение влево или против часовой стрелки. Посадка резьбы – это диапазон затяжки или ослабления между внешней и внутренней резьбой сопряжения. Серии резьбы – это группы комбинаций диаметра и шага, которые отличаются друг от друга количеством резьб на дюйм, применяемых к определенному диаметру.В промышленности используются две общие серии резьбы – крупная и мелкая, обозначаемые как UNC и UNF.
Единая форма резьбы
Резьба Unified имеет угол резьбы 60 градусов с закругленным основанием и плоским или закругленным гребнем. Как упоминалось ранее, это основная форма резьбы, используемая для крепежных деталей с винтовой резьбой, используемых в Соединенных Штатах. Единая система резьбовых соединений включает шесть основных серий резьб:
1. Унифицированный грубый (UNC)
2.Единый штраф (UNF)
3. Унифицированный сверхтонкий (UNEF)
4. Унифицированный 8-шаговый (8 UN)
5. Унифицированный 12-шаговый (12 UN)
6. Унифицированный 16-шаговый (16 UN)
Серия с крупной резьбой (UNC) – одна из наиболее часто используемых серий для гаек, болтов и винтов. Он используется, когда материалы с более низкой прочностью на разрыв (алюминий, чугун, латунь, пластмассы и т. Д.) Требуют резьбовых деталей. Грубая резьба имеет большую глубину резьбы и требуется для этих типов материалов, чтобы предотвратить зачистку внутренней резьбы.
Серия с мелкой резьбой (UNF) используется для материалов с более высокой прочностью на разрыв, где не требуется крупная резьба. Поскольку у них больше резьбы на дюйм, они также используются там, где требуется максимальная длина зацепления между внешней и внутренней резьбой.
Серия сверхтонкой резьбы (UNEF) используется, когда для более тонких материалов требуется еще большая длина зацепления. Восьми-, 12- и 16-шаговая резьба используется на резьбе большего диаметра для специальных применений.Шаг 8 обычно рассматривается как крупная резьба для больших диаметров, шаг 12 – это мелкая серия, а шаг 16 – сверхтонкая резьба, используемая для резьбы большего диаметра.
Отношение между делительным диаметром или большим диаметром определяет угол спирали этой резьбы. Например, резьба с 12 шагами (12 UN) и большим диаметром 1,250 дюйма будет иметь больший угол спирали, чем резьба с шагом 12 шагов и большим диаметром 2,0 дюйма. Вообще говоря, чем меньше угол наклона спирали, тем больше растягивающее напряжение, прикладываемое к болту при заданном крутящем моменте, приложенном к гайке.Крепеж с меньшим углом наклона спирали также более эффективно противостоит вибрации и ослаблению.
Держатель для нарезания канавок и нарезания резьбы показан внизу слева, а различные вставки для нарезания канавок и нарезания резьбы показаны ниже.
Резьба для винтов Acme
Винтовые резьбы Acme производятся для узлов, требующих несения больших нагрузок. Они используются для передачи движения во всех типах станков, домкратов, больших C-образных зажимов и тисков. Форма резьбы Acme имеет угол резьбы 29 градусов и большую плоскую поверхность на вершине и корне.
Acme была разработана для замены квадратной резьбы, которую сложно изготовить.
Существует три класса резьбы Acme (2G, 3G и 4G), каждая из которых имеет зазоры на всех диаметрах для обеспечения свободного движения. На большинстве сборок используются потоки класса 2G. Классы 3G и 4G используются, когда допускается меньший люфт или люфт, например, на ходовом винте токарного станка или винте стола фрезерного станка.
Трубная коническая резьба
Трубная резьба, обычно обозначаемая как NPT (National Pipe Taper), представляет собой коническую резьбу, используемую для герметизации резьбовых соединений, таких как водопроводные и воздушные трубы.Большинство трубных резьб имеют небольшой конус (3/4 дюйма / фут) и нарезаются с помощью специальных метчиков и плашек. Трубную резьбу также можно обрабатывать с помощью конической насадки на токарном станке для двигателей.
Точение резьбы
Разработка резьбонарезных инструментов прошла долгий путь со времен высокоскоростных сверл и наконечников, шлифованных до нужной формы, которые затем медленно подавались ходовым винтом токарного станка. Сегодня большая часть нарезания резьбы выполняется инструментами со сменными пластинами как часть очень быстрого процесса ЧПУ.То, что раньше было относительно сложной и трудоемкой частью обработки, теперь стало стандартной процедурой, как и любой другой операции. Типичная деталь, для которой требуется резьба, обычно обрабатывается с фиксированными циклами числового программного управления и множеством других механизмов станка и с использованием инструментов с правильной формой резьбы.
Принцип одноточечного резьбонарезания заключается в перемещении подачи инструмента по отношению к вращению детали. Острие образует типичную спиральную канавку, образующую резьбу винта с определенным шагом.По сути, нарезание резьбы – это хорошо скоординированная токарная операция с формовочным инструментом. Во время проходов подачи инструмент перемещается в продольном направлении вдоль заготовки, затем выводится и возвращается в исходное положение для следующего прохода по той же канавке с резьбой.
Скорость подачи – ключевой фактор, который должен совпадать с шагом резьбы. Согласование достигается различными способами, в зависимости от типа машины; ходовой винт, кулачок или числовое программное управление (обычно выполняется как подпрограмма в ЧПУ).Форма производимой канавки определяется формой точки вставки, а скорость подачи значительно выше, чем при обычных токарных операциях.
Относительно небольшой угол при вершине инструмента, составляющий 60 процентов, делает режущую кромку чувствительной к силам и напряжениям, возникающим при резке металла. Чтобы противостоять этому, давно установившийся метод заключается в использовании глубины резьбы для определения глубины резания и во избежание обработки за один проход. Вместо этого глубина обрабатывается за несколько проходов.Режущий инструмент расширяет канавку резьбы, прорезая все глубже и глубже, обычно делая от 5 до 16 проходов, в зависимости от шага резьбы. По мере того как выполняется каждый проход, за один проход удаляется все больше и больше материала, поскольку захватывается большая часть кромки. По этой причине глубина резания последовательно уменьшается по мере выполнения проходов.
Лучше всего иметь радиальную подачу, которая постепенно уменьшается по мере выполнения проходов. Количество проходов подачи должно быть сбалансировано, чтобы кромка имела достаточный, но не чрезмерный врез в заготовку.Слишком большое усилие резания при недостаточной глубине резания приводит к преждевременному износу инструмента.
Левая и правая резьба
Разница в направлении левой и правой резьбы не влияет на профиль резьбы; Однако это оказывает определенное влияние на выбор и комбинацию инструментов. Способ нарезания резьбы зависит от конструкции заготовки. Работа по направлению к патрону – наиболее распространенный метод, хотя во многих случаях работа от патрона также является удовлетворительной.
Преимущество использования правых инструментов для правой резьбы и левых инструментов для левой резьбы заключается в том, что держатель сконструирован таким образом, чтобы обеспечивать максимальную поддержку пластины. Но при нормальных условиях резания этот порядок не критичен. Однако очень важно, чтобы вставки всегда использовались с держателями одной руки.
Державки и выбор пластин
По сравнению с обычным точением параметры инструмента и обработки резьбы не так гибки.Это в основном связано с тем, что подача связана с шагом, глубина резания делится на проходы, а скорость резания ограничена из-за заостренной режущей кромки.
Доступны сменные пластины для наружной и внутренней резьбы. Пластины для внутренней резьбы являются зеркальным отображением соответствующих внешних пластин. Доступны как внешние, так и внутренние вставки в правостороннем и левостороннем исполнении. Поскольку допуски и геометрия резания у внешних и внутренних пластин различаются, важно не путать их.
Пластины для нарезания резьбы с покрытием
За последние тридцать лет инструменты для точения резьбы претерпели значительный прогресс с момента появления первых плоских пластин со свободным стружколомом, закрепленным на вершине пластин. Сегодняшние современные пластины устранили большинство возможных проблем, которые могут возникнуть с обычными пластинами для нарезания резьбы. Это сделало нарезание резьбы более похожим на токарную операцию.
Многоцелевые пластины с покрытием PVD позволяют использовать более широкий диапазон скоростей резания между областью, характеризующейся образованием наростов на более низких скоростях, и пластической деформацией на более высоких скоростях.Нарезание резьбы включает в себя множество коротких последовательностей резания и часто относительно низкие скорости резания во время обработки. Большое значение при нарезании резьбы имеет способность режущего инструмента поддерживать тенденцию к образованию наростов на кромке до абсолютного минимума или полностью предотвращать ее, в зависимости от материала заготовки. Наращивание кромки приведет к плохой обработке поверхности и, в конечном итоге, к поломке кромки и поломке инструмента.
Фрезерование резьбы
Фрезерование резьбы было признанным методом изготовления точной винтовой резьбы на протяжении многих лет.Длинные винты, такие как ходовые винты на токарных станках и многозаходная резьба, часто изготавливаются путем фрезерования.
Фрезерование винтовой резьбы выполняется одно- или многоходовой фрезой. Вращающаяся фреза подается в работу на необходимую глубину. Затем изделие вращается и подается в продольном направлении со скоростью, обеспечивающей надлежащий ход детали. С помощью процесса фрезерования резьбы можно изготавливать резьбу любого класса или формы.
Шлифование резьбы
Шлифовка винтовой резьбы обычно выполняется, когда твердость материала делает нарезание резьбы штампом или одноточечным инструментом нецелесообразным.Шлифовка резьбы также приводит к большей точности и превосходному качеству поверхности по сравнению с тем, что может быть достигнуто с помощью других операций нарезания резьбы. Метчики, нарезчики резьбы, резьбовые калибры и шпиндели микрометров используют шлифованную резьбу.
Шлифованная резьба изготавливается на резьбошлифовальных станках. Резьбошлифовальный станок по внешнему виду очень напоминает круглошлифовальный станок. Он включает в себя прецизионный ходовой винт для обеспечения правильного шага или шага резьбовой части. На резьбошлифовальных станках также есть средства правки или выправки режущей периферии шлифовального круга, чтобы он создавал точную форму резьбы на детали.Круги шлифовальные, применяемые для нарезания шлифованной резьбы, бывают одно- или многожильные. Типы с одним ребром используются для шлифования более длинных резьб и продольной подачи на необходимую длину резьбы. Шлифовальный круг с несколькими ребрами обычно используется для нарезания короткой резьбы. Этот тип круга «погружается» в заготовку для нарезания резьбы.
Джордж Шнайдер-младший является автором Cutting Tool Applications, справочника по материалам, принципам и конструкциям станков. Он является почетным профессором инженерных технологий Технологического университета Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.
Технология станков / Обзор
Технология станков с г-ном Буркхартом
Прецизионные станки – это высококвалифицированные рабочие, которые предоставляют инструменты, формы и специальные направляющие и удерживающие устройства, которые используются для массового производства различных металлических и пластмассовых деталей. Машинисты устанавливают и эксплуатируют все типы базовых и современных станков с использованием точных измерительных приборов. Машинист также создает детали от ручного размера до полуфабриката для перемещения.От простого болта до сложного блока двигателя локомотива. Благодаря нашей программе студенты получают базовые знания о станках, измерительных инструментах, металлах и чтении чертежей, чтобы подготовить их к должностям начального уровня в производстве.
Машинист – Н. Человек, который управляет станком, в частности станками.
Станки. N. Машины, используемые для формовки или обработки металла или других твердых материалов с использованием режущих инструментов.
Вот пример обработки с использованием 5-осевого фрезерного станка HAAS.
В станкостроение входят: станок токарный, фрезерный, термообрабатывающий, слесарный, сверлильный станок, шлифовальный станок, ленточная пила. Кроме того, студент знакомится с фрезерным станком с числовым программным управлением (ЧПУ) и компьютеризированным токарным центром. Это позволяет студенту изучить современные технологии, относящиеся к оборудованию с компьютерным управлением. Студенты, отвечающие определенным критериям, имеют право пройти сертификационные тесты NIMS (Национальный институт навыков металлообработки).
Обучаемые навыки:- Ориентация и безопасность
- Верстак и компоновка
- Сверлильный пресс
- Двигатель токарный
- Управление и программирование фрезерных станков с ЧПУ
- Эксплуатация и программирование токарного центра с ЧПУ
- Чтение чертежей
- Плоскошлифовальный станок
- Ленточная пила
- Магазинная математика
- Испытания на твердость
- Вертикальный фрезерный станок
- Инспекционные процессы
Родственные должности:
- Наладчик фрезерного станка и оператор
- Оператор плоскошлифовального станка
- Оператор станка с ЧПУ
- Наладка и оператор горизонтально-расточной фрезы
- Машинист универсального оборудования
- Наладчик токарного станка и оператор
- Наладка и оператор сверлильного станка
- Машинист высоко ценится во многих других областях из-за исключительных навыков решения проблем.
Что мне нужно, чтобы успешно учиться в этом классе?
- Физическое и психическое присутствие в классе
- Готовность к работе и понимание инструкций
- Безопасное отношение и умственная активность
- Немного смазки для локтей с хорошей координацией глаз и рук
Чтение чертежей, математика и теория машин могут быть изучены, если вы явитесь с этими вещами.
С любыми вопросами, проблемами или комментариями обращайтесь по адресу [email protected] или 814-493-6576, и я свяжусь с вами как можно скорее.
Технология обработки – Технический колледж Бриджерленд
Эта программа готовит учащихся (как старшеклассников, так и взрослых) к должностям начального уровня в качестве механиков, операторов станков и машинистов.
Студенты научатся работать с различными станками с механическим и компьютерным управлением для резки металлов и пластмасс для производства прецизионных деталей, инструментов и инструментов.
Темы включают работу с ручными инструментами, компоновку деталей, считывание чертежей, расчет подачи и скорости, выбор инструмента, ручные токарные и фрезерные операции, программирование с помощью систем CAD / CAM, настройку и работу фрезерных и токарных станков с ЧПУ и многое другое.
Самостоятельное практическое обучение, основанное на компетенциях, обеспечивает максимальную эффективность при завершении и поддерживает миссию колледжа по предоставлению профессионального и технического образования, основанного на компетенциях, под руководством работодателя, как для учащихся средних, так и для послесредних школ посредством традиционных и технологически усовершенствованные методологии.
– выпускник продемонстрирует чистые и безопасные методы работы при работе с оборудованием и станками в цехе
– выпускник продемонстрирует навыки чтения и интерпретации чертежей и допусков, связанных с созданием обработанных деталей и компонентов
– выпускник продемонстрирует навыки чтения различных измерительных приборов, используемых в среде механического цеха
– выпускник продемонстрирует умение выбирать инструменты, подачи и скорости, применимые для оборудования и операций, которые они выполняют
– выпускник продемонстрирует понимание основных методов контроля деталей, техники, оборудования и инструментов, включая базовое понимание работы координатно-измерительной машины.
– выпускник продемонстрирует владение различными ручными токарными и фрезерными операциями, используемыми при создании деталей
– выпускник продемонстрирует знание основных элементов управления и операций Mastercam, создания геометрии, выбора траектории инструмента и операций постобработки.
– выпускник продемонстрирует навыки чтения и записи кода G&M вручную для токарных и фрезерных станков с ЧПУ
– выпускник продемонстрирует владение различными фрезерными и токарными станками с ЧПУ, используемыми при создании деталей
курсов – Машинная техника Машинная техника
Перейдите по этой ссылке, чтобы увидеть обновленное онлайн-расписание занятий!
Чтобы найти классы, предлагаемые отделом машиностроения, выполните следующие действия:
- Выберите кампус -> Лэйни
- Выбрать срок -> Весна 2021
- Выберите тему -> Механический цех
- Нажмите -> Поиск
Примечание: Разделы лекции, в которых указаны день и время встречи «TBA», будут предлагаться асинхронно, то есть без указания дня и времени встречи.Курсовая работа будет выполнена на холсте.
CAD Твердотельное моделирование с помощью SolidWorks
Номер курса: MACH 20
Единицы: 4
Класс: 3 часа лекций, 3 часа лабораторных
Допускается зачисление: CSU
Описание: Основы автоматизированного проектирования (САПР) с использованием программного обеспечения SolidWorks: Применение SolidWorks при создании производственных моделей, включая модели твердых деталей, сборочные модели и инженерные чертежи.
Введение в программирование ЧПУ и технологии CAD / CAM
Номер курса: MACH 30
Единицы: 4
Класс: 3 часа лекций, 3 часа лабораторных
Предварительное условие: Mach 210
Допускается зачисление: CSU
Описание: Введение в программирование станков с числовым программным управлением (ЧПУ) с использованием стандартных методов программирования и программного обеспечения CAD / CAM: упор на процедуры безопасности, настройки инструментов и деталей, а также на работу станков и контроллеров .
Расширенное программирование ЧПУ и CAD / CAM
Номер курса: MACH 31
Единицы: 4
Класс: 3 часа лекций, 3 часа лабораторных
Допускается зачисление: CSU
Предварительное условие: MACH 30
Описание: Расширенное программирование ЧПУ: упор на стандартный язык программирования, диалоговое программирование и программирование CAD / CAM с использованием Mastercam; программирование охватывает фрезерные и токарные операции.
Определение геометрических размеров и допусков
Номер курса: MACH 75
Единицы: 2
Класс: 2 часа лекции
Рекомендуемый препарат: MACH 210
Допускается зачисление: CSU
Описание: Интерпретация спецификаций и стандартов контроля, относящихся к ANSI / ASME Y 14.Стандарты 5M по определению геометрических размеров и допусков (GD&T): демонстрация и объяснение стандартов в области проектирования, обработки и контроля посредством определения правил, символов и взаимосвязей, охватываемых указанием геометрических размеров и допусков.
Лаборатория специальных проектов
Номер курса: MACH 200
Единицы: 1-4
Класс: 3-12 часов лабораторная
Описание: Открытая лаборатория для работы над избранными проектами: Предоставляет возможность для развития индивидуальных интересов.
Технические чертежи для механиков, сварщиков и техников по техническому обслуживанию
Номер курса: MACH 205
Единицы: 3
Класс: 3 часа лекции
Описание: Интерпретация технических чертежей и спецификаций для машинистов, сварщиков и техников по техническому обслуживанию промышленных предприятий: Объяснение правил, символов и взаимосвязей, содержащихся в чертежах, сборочных чертежах и сварных деталях. Упор на стандарты ANSI / ASME Y 14.5 геометрических размеров и допусков (GD&T) и использование координатно-измерительной машины (CMM) для проверки спецификаций GDT.
Промышленная гидравлика и пневматика
Номер курса: MACH 206
Единицы: 2
Класс: 1 час лекции, 3 часа лабораторный
Описание: Введение в теорию и работу гидравлических и пневматических систем: принципы, компоненты, символы и приложения с точки зрения разработки систем и поиска и устранения неисправностей. Упор на компоненты и их работу в гидравлических и пневматических контурах. Процедуры технического обслуживания и поиска неисправностей для систем, системных компонентов и производственных узлов.
НОВИНКА! Теория, эксплуатация и обслуживание механических приводов Номер курса: MACH 207
Единицы: 3
Класс: 2 часа лекций, 3 часа лабораторных
Предварительные условия: MACH 210 и 205
Описание: Введение в теорию, эксплуатацию и техническое обслуживание компонентов механического привода и систем передачи энергии: поиск и устранение неисправностей, профилактическое обслуживание, ремонт компонентов вращательного и линейного движения, включая подшипники, муфты, ременные передачи, цепные приводы, зубчатые передачи, конвейеры, муфты, тормоза, приводы с регулируемой скоростью и устройства линейного перемещения, а также такие темы, как смазка и выравнивание.
Теория, эксплуатация и техническое обслуживание промышленных насосов
Номер курса: MACH 208
Единицы: 3
Класс: 2 часа лекций, 3 часа лабораторных
Предварительные требования: MACH 210 и 205
Описание: Введение в теорию, эксплуатацию и техническое обслуживание промышленных насосов: Ремонт, уплотнения и центровка для различных применений насосов для воды, сточных вод и промышленных применений.
Машиностроение I
Номер курса: MACH 210
Единиц: 5
Класс: лекция 3 часа, лаборатория 6 часов
Описание: Введение в работу и теорию станков с упором на безопасность цеха: чтение чертежей и инженерные чертежи, прецизионные измерения, компоновка, заточка инструмента, расчеты скорости и подачи, работа на сверлильном станке, работа на токарном станке (токарная обработка и нарезание резьбы) и настройка и работа мельницы.
НОВИНКА! Измерение размеров Номер курса: MACH 211
Единицы: 3
Класс: лекция 1,5 часа, лаборатория 4,5 часа
Описание: Стандарты и методы, используемые для измерения размеров физических объектов
Машинная техника II
Номер курса: MACH 220
Единиц: 5
Класс: лекция 3 часа, лаборатория 6 часов
Рекомендуемая подготовка: Mach 210
Описание: Продолжение MACH 210: внутренние токарные операции; установка, эксплуатация и использование фрезерного оборудования вертикального и горизонтального типа; выбор твердосплавной оснастки и геометрии; плоское шлифование; Введение в определение геометрических размеров и допусков, а также свойства материалов, связанные с обрабатываемостью, термообработкой и испытаниями на твердость.
Машиностроение III
Номер курса: MACH 230
Единиц: 5
Класс: лекция 3 часа, лаборатория 6 часов
Рекомендуемая подготовка: Mach 220
Описание: Предпосылка: Mach 75 и 220
Продолжение MACH 220: Расширенные темы, такие как обслуживание станков, шлифование инструментов и фрез, нарезание зубчатых колес и теория, а также цеховая тригонометрия; проекты, основанные на многократных операциях обработки и сборках из нескольких деталей; более глубокий охват свойств материалов, а также определение геометрических размеров и допусков, включая разработку контрольно-измерительных приборов.
Обзорный курс для квалифицированных специалистов
Номер курса: MACH 255
Единицы: 0,5
Класс: 1,5 часа лабораторная
Основные требования: CARP 255, WDTEC 255, WELD 255
Описание: Введение в квалифицированные профессии Обработка Темы включают безопасность, возможности карьерного роста и практический опыт. Часть исследовательского класса, состоящего из четырех частей, включая WELD 255, CARP 255, WDTEC 255.
Опыт работы в машиностроении
Номер курса: COPED 466L
Блоки: 1-4
Класс: часы по согласованию
Описание: Работа под надзором, предоставляющая возможности в области машиностроения или смежной области: выработайте желаемые рабочие привычки, станьте продуктивным, ответственным человеком и расширьте образовательный опыт с помощью обучения на рабочем месте.Студенты могут повторно записаться на максимум 16 единиц профессионального образования или сочетания общего и профессионального опыта работы (включая регулярный и альтернативный план и общий / профессиональный опыт работы / стажировки).
Что можно сделать с сертификатом на прецизионную обработку?
Когда спереди Колледж Range Community College открыл Центр интегрированного производства (CIM) в Лонгмонте, цель которого заключалась в том, чтобы развить давняя приверженность колледжа реагировать на производственные потребность отрасли в более подготовленных технических специалистах.
FRCC имел уже создала успешную технологию точной обработки программа в 2013 году. Сейчас новый объект CIM позволил колледжу расширить программу обработки с более сложным пространством, в котором студенты могут учиться.
Поскольку CIM открылся в августе, этот блог рассмотрел варианты карьерного роста для программ, размещенных на новом объекте:
Что такое вакансии машиниста Нравиться?
Сегодня мы взгляните на карьеру наша самая популярная программа: Технология точной обработки.
Вам нравится своими руками? Вы трехмерный мыслитель? Тебе нравится решение проблем, используя критическое, нестандартное мышление? Если да, то обработка может вам подойти.
Как машинист, ваша работа включают:
- Программирование Станки с ЧПУ и ручные станки.
- Проектирование эффективные детали и программы с использованием приложений CAD / CAM.
- Чтение и интерпретация технических принтов и размеров.
- Общение с другими профессионалами, такими как инженеры или программисты.
Здесь в Колорадо, машинисты нужны в таких отраслях, как аэрокосмическая, автомобильная, медицинское устройство и вычислительная техника. Сертификаты точной обработки FRCC готовят студенты для начального уровня карьеры в области обработки и производства.
Хорошая зарплата, много возможностей
Ты мог бы начинаете как машинист или оператор ЧПУ, но впереди много траектория в этой области.Ведет ли ваша карьера по пути руководитель производства или технический специалист по обеспечению качества, или у вас есть свои взгляды собираясь однажды стать инженером, программа Precision Machining Technology предлагает множество отличных вариантов.
Мудрый платёж, Департамент труда и занятости штата Колорадо. Обзор сообщает о зарплате начального уровня в 29 640 долларов для высокоточных станков, при этом средняя зарплата 45 417 долларов и опытные машинисты, получающие среднюю зарплату 53 305 долларов США.
Два сертификата
FRCC предлагает два прогрессивных сертификата в по направлению подготовки:
- Ручная обработка – Это сертификат углубляется в чтение промышленной печати, токарные станки (которые используется для создания объектов, используемых для точной обработки резанием, шлифованием, бурение и т. д.) и его применения – как а также действующее фрезерное оборудование. Студенты узнают об инструментах скамейки, компоновке инструменты, силовое оборудование, прецизионные измерения и ручные инструменты, а также как читать чертежи.
- Обработка с числовым программным управлением (ЧПУ) – Студенты изучить навыки и методы работы с программами токарных и фрезерных станков с ЧПУ, которые обычно используются производителями для создания инструкций для компьютеров по управляющая техника. Они также исследуют Компьютерное проектирование / автоматизированная обработка (CAD / CAM) и принципы метрологии, которые это наука и изучение измерения. Студенты проходят обучение токарным и фрезерным станкам с ЧПУ. операций и получит доступ к CAD / CAM для 2-осевой обработки, 3-осевой обработки каркасное моделирование и моделирование поверхностей, программирование токарных станков и прямое числовое управление (DNC) системы.( Студенты должны завершить Ручная обработка до этого двух семестров сертификат .)
учеников, выполнивших эти два сертификаты вместе дают сертификат технологии точной обработки. Этот сертификат также распространяется на принципы размерной метрологии, позволяющие студентам использовать измерительные инструменты, относящиеся к последнему слову техники производственная среда.
Кредит колледжа или профессиональная подготовка
FRCC предлагает две дорожки:
- Углубленная программа сертификации (для очных студенты). Полный сертификат за три семестра программа готовит студентов к специальным навыкам обработки, а также зарабатывает кредит колледжа.
- Наша ускоренная доставка не кредит работа программа обучения (для заочников) . Студенты могут посещать уроки машиниста в ночное время (не за кредит) приобрести базовые знания и навыки в области обработки, которые они будут развивать на работе.
Узнать больше
Узнать больше о программах прецизионной обработки FRCC сегодня и начните планировать свой будущее в этой растущей области.
| ИНЖИНИРИНГ Технологии – это не мастерская вашего отца (или матери). Это последняя разработка того, что в прошлом было известно в школах как «МЕТАЛЛЫ», «ЛЕС», «МАГАЗИН», «ПРОМЫШЛЕННОЕ ИСКУССТВО», «ТЕХНОЛОГИЯ», «МОДУЛЬНАЯ ТЕХНОЛОГИЯ», « ПРОМЫШЛЕННАЯ ТЕХНОЛОГИЯ » и наконец ИНЖЕНЕРНЫЕ ТЕХНОЛОГИИ. Уроки STEM ( S cience T echnology E ngineering & M ath) в средней школе Стэнтона предназначены для практического применения теорий и концепций, изучаемых в основных классах учебной программы.Как и в реальной жизни, студентов поощряют к самостоятельному обучению. Учащиеся работают в группах над различными видами деятельности, от гравировки пластиковых заготовок на фрезерном станке с ЧПУ до проектирования, тестирования и отделки драгстера, работающего на углекислом газе, для участия в гонках со своими одноклассниками. Лаборатория промышленных технологий предоставляет студентам возможность испытать и изучить множество технологических тем в самых разных областях. | ||||||||||
| Робототехника и автоматизация – Мальчики и девочки будут использовать электромеханическую роботизированную руку, чтобы исследовать мир роботов.Студенты испытают на себе контроль над тренажером, а затем разработают свою собственную программу для Robotek II. После успешного выполнения программы по управлению роботом ученики спешат выполнить задание (перемещение объектов с одной стороны рабочего пространства на другую). | | |||||||||
| Мобильная робототехника и программирование – Учащиеся объединяются в небольшие группы для создания, программирования и тестирования роботов EV3 Lego. Различные задания позволяют девочкам и мальчикам продемонстрировать свое понимание таких понятий, как обратная связь, ввод данных и программирование блок-схем. | ||||||||||
| Простые машины – Используя наборы Lego Dacta, учащиеся узнают о простых машинах, от классификации рычагов до сложных коробок передач. Наборы Lego Dacta используются для создания и тестирования решений конкретных задач, представленных в заданной литературе. Студенты могут использовать руководства Dacta для решения задач с использованием 6 различных простых машин. | ||||||||||
| Технология ЧПУ – Студенты узнают о компьютерной обработке и напишут программу гравировки, которую ЧПУ MICROMILL выполнит на лексановой заготовке, которую студенты могут забрать домой. | ||||||||||
| Модели и прототипы – Команды студентов работают, используя концепции инженерного проектирования для проектирования, изготовления и испытаний ракет с воздушным двигателем. Цель состоит в том, чтобы иметь возможность предсказуемо и точно вести огонь по возвышенным целям. Каждый член команды создает свой дизайн и вместе работает над устранением любых проблем с полетом. | ||||||||||
Аэродинамика – Ваш ребенок будет работать с действующей аэродинамической трубой, чтобы увидеть влияние ветра на транспортные средства, такие как автомобили, грузовики и самолеты. Они также будут проектировать и тестировать автомобили с точки зрения экономии топлива, управляемости, максимальной скорости и торможения. Бумажные самолетики в школе? Верно, студенты проектируют, конструируют и тестируют более 50 различных конструкций бумажных самолетиков, которые бросают вызов их пониманию принципов аэродинамики, поскольку они узнают, как поток молекул воздуха влияет на объект в полете. | | |||||||||
| o Строительная техника – Девочки и мальчики имеют несколько вариантов; они могут проводить испытания материалов и вникать в историю и развитие строительства и проектирования, чтобы увидеть, какое влияние оказала технология на материалы и процессы, используемые для построения мира, в котором мы живем сегодня. | ||||||||||
| Другой вариант – построить 3 стены разного масштаба по чертежам; учащиеся снимают мерки, следуют строительным планам, пилит, сверлит и прибивают стены. Они начинают с основной стены с карнизами, переходят к стене с дверным проемом и заканчивают стеной с окном. | ||||||||||
| Последний вариант – спроектировать и построить мост из спагетти или древесины бальзы – студенты изучают дизайн моста, строят тестовые мосты на компьютере и после того, как они доработают свой дизайн, приступают к созданию своего творения для конкурса / тестирования. | ||||||||||
| Трехмерная виртуальная реальность – Мальчики и девочки используют программу для создания своей собственной трехмерной виртуальной реальности. Начиная с пустого места на экране компьютера, ученики начинают с создания дома и заканчивают экскурсией по полностью оборудованному виртуальному миру с помощью Sketchup. | ||||||||||
| Механизмы – Студенты используют компьютер и тренажер для работы с зубчатыми передачами, рычагами и шкивами.Они исследуют зубчатые передачи, механические преимущества, а также множество применений и преимуществ простых машин. | ||||||||||
| Базовое электричество – Дети будут работать с электронными компонентами, чтобы построить работающие электрические цепи, которые будут издавать шум, светиться, мигать или иногда тихо дымить; все время изучения истории электричества, производства и использования электроэнергии. | ||||||||||
| Графический дизайн – Мальчики и девочки будут использовать Corel Draw для создания графического изображения (содержащего текст, заливки и изображения), которое они могут напечатать на футболке с помощью нашего пресса для рубашек.CorelDraw также используется в нашей программе обработки с ЧПУ в нашей средней школе. | ||||||||||
| CAD – Студенты получают возможность использовать AutoCAD для создания планов этажей и просмотра трех ортогональных проекций на компьютере; Студенты также могут выполнять орфографические проекции с помощью традиционной доски для рисования и квадрата-тройника. Студенты могут выбрать один из них отдельно или попробовать оба метода. | ||||||||||
| Energy Bike – Учащиеся используют педаль, чтобы понять, почему ваш счет за электроэнергию так высок, если они оставляют свет включенным.Напряжение, сила тока и ватт – вот лишь некоторые из терминов, которые студенты знают и любят в этом модуле. | ||||||||||
| Навигация, GPS и электронная связь – Учащиеся используют навыки картографирования и привязки к сетке, чтобы находить местоположения и сравнивать глобальные координаты местоположения. Ориентирование и картография также являются частью этого модуля. Используя Virtual Globe Encarta и GPS-приемник Magellan, мальчики и девочки получают глобальное представление о мире, в котором они живут и путешествуют.Студенты должны ориентироваться на карте, созданной ими. | ||||||||||
| Графика и анимация – Студенты узнают об эволюции анимации; начиная с иллюзии движения через остановку движения и заканчивая сложной компьютерной визуализацией. Студенты используют Macromedia Flash для разработки и создания собственных анимационных сюжетов. | ||||||||||
| CO 2 и NO-CO 2 автомобилей – Учащиеся, отвечающие требованиям к производительности в своих стандартных модулях, имеют возможность проектировать и строить гоночные автомобили, стреляющие патроном Co2 или пневматической пусковой установкой. | ||||||||||
| Альтернативная энергия – Девочки и мальчики испытают различные альтернативные источники энергии (такие как ветровая и солнечная). Они узнают об устойчивой и возобновляемой энергии, а также поэкспериментируют с энергосбережением и тепловой эффективностью, поскольку ее можно использовать в домах. | ||||||||||
| Учебная программа «Принципы инженерии» 8 -й -й класс отличается от 6-го -го -го класса «Инженерные технологии» и 7 -го классов до инженерного факультета; будучи их третьим зачислением в STEM, студенты получают широкую возможность изучить и расширить свое понимание различных технологий на лекциях и лабораторных занятиях, а также применить полученные знания на практике, выполняя проекты, которые они могут взять с собой домой. Проекты восьмого класса включают (но не ограничиваются): | ||||||||||
| Робототехника – проектирование и программирование сложных роботизированных устройств с использованием наборов EV3 Lego. | ||||||||||
| Aerodynamics – изучение полета, строительство и испытания различных самолетов, включая самоходный бальсовый самолет. | ||||||||||
| CAD – Механический чертеж 3 вида Ортогональные проекции, проектирование и макет жизнеспособной гоночной машины на CO2 в рамках заранее заданной конструкции, завершение вида кухни в плане. | ||||||||||
| Электроника – резка и сращивание проводов, сборка и пайка электронных компонентов для создания простых схем | ||||||||||
| Research & Design – используйте как виртуальные, так и настоящие аэродинамические трубы, а также программное обеспечение, чтобы спроектировать и построить жизнеспособный гоночный автомобиль с CO2, который используется для демонстрации ускорения и расчета затраченного времени и скорости на расстоянии. | ||||||||||
Деревообработка – токарная обработка на токарном станке по дереву, изготовление поворотной шариковой ручки на токарном станке, начиная с раскладки сырья и заканчивая отделкой и сборкой. | ||||||||||
| CNC-обработка – написание G-кода для управления фрезерным станком с ЧПУ, проектирование и резка на фрезерном станке. | ||||||||||
| Графический дизайн – дизайн и создание логотипа, который они печатают на футболке | ||||||||||
| Механизмы – использование составных машин для создания автомобиля с пружинным приводом, способного преодолевать самые большие расстояния. | ||||||||||
| Осадные двигатели – спроектируйте, создайте и испытайте устройство, способное запускать снаряд по цели, и в то же время построить защитную конструкцию с примитивными инструментами для защиты цели. | ||||||||||
| Программирование робототехники – создавайте, управляйте и программируйте различные конструкции роботов для выполнения ряда задач с использованием различных датчиков, которые считаются наиболее подходящими для конкретной задачи. | ||||||||||