Бесконсольный вертикально фрезерный станок: устройство, схема работы
Главная / ЧПУ станок / Фрезерный станок / Бесконсольный вертикально фрезерный станок: устройство, схема работы
Бесконсольный вертикально фрезерный станок, на примере модели 656П, показан на рис. 1 показан. Основными частями станка являются: станина 1, стойка 2, салазки 3 стола, стол 4, салазки 5 шпиндельной бабки, шпиндельная бабка 6 и подвесной пульт управления 7. Шпинделю станка сообщается вращательное движение от электродвигателя D1, N = 20 кВт; n = 1420 об/мин (рис. 2) через 18-ступенчатую коробку скоростей (три переключения между валами II и III, три – между валами III и IV, два – между валами IV и V). Переключения производятся с помощью двухпозиционных Ц2, и Ц4, и трехпозиционных Ц1, и Ц3, гидроцилиндров управления плунжерного типа. Соответствующие полости гидроцилиндров управления соединяются с насосной станцией посредством крана управления КУ, который может занимать 18 различных положений. Ниже, в таблице, показано, какие полости гидроцилиндров управления соединяются с насосом (т. е. с напором – H) и какие – с баком (т. е. со сливом – С) для настройки различных чисел оборотов шпинделя.
Ниже, в таблице, показано, какие полости гидроцилиндров управления соединяются с насосом (т. е. с напором – H) и какие – с баком (т. е. со сливом – С) для настройки различных чисел оборотов шпинделя.
Таблица 1
Масло к крану управления КУ бесконсольного вертикально фрезерного станка поступает от насоса Н1, через фильтр Ф1, и подпорный клапан К2, отключающий гидроцилиндры управления от насосной станции при падении давления ниже 5-6 бар [(5-6) x 10(5) н/м2]. Наибольшее давление ограничивается предохранительным клапаном К1 16-18 бар.
Рис. 1. Бесконсольный вертикально фрезерный станок 656П.
Коробка скоростей с электродвигателем D1 смонтирована в шпиндельной бабке, которую при настройке можно перемещать с помощью электродвигателя D2 (N = 2,8 кВт, n = 1420 об/мин) по направляющим стойки со скоростью: v=1420*(36/39)*(2/28)/*8=750 мм/мин.
Рис. 2. Кинематическая схема бесконсольного вертикально фрезерного станка 656П
Перемещение бабки бесконсольного вертикально фрезерного станка производится нажатием кнопки «Бабка вверх» или «Бабка вниз».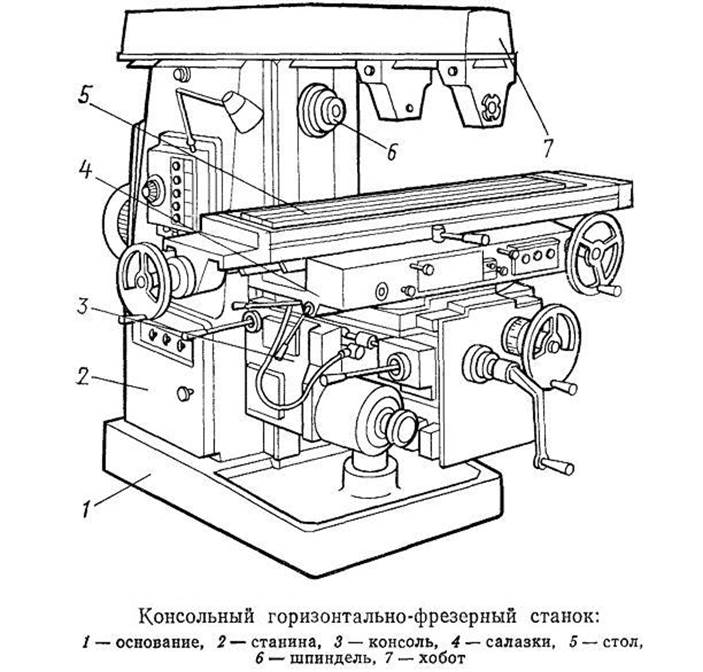 При этом включается электромагнит Эм1, пилота З1, который переводит золотник 32, в позицию «отжим». Масло от насоса h2, через золотник 32, направляется в бесштоковые полости четырех гидроцилиндров Цзаж зажима салазок шпиндельной бабки (на схеме показаны только два цилиндра). Салазки освобождаются и конечным выключателем КB1, включается электродвигатель D2.
При этом включается электромагнит Эм1, пилота З1, который переводит золотник 32, в позицию «отжим». Масло от насоса h2, через золотник 32, направляется в бесштоковые полости четырех гидроцилиндров Цзаж зажима салазок шпиндельной бабки (на схеме показаны только два цилиндра). Салазки освобождаются и конечным выключателем КB1, включается электродвигатель D2.
В случае надобности шпиндельную бабку можно повернуть на угол до 30° в любую сторону от ее вертикального положения, вращая вручную квадрат на конце вала XXIII. За один оборот этого вала шпиндельная бабка поворачивается на один градус: α=1*(1/30)*(18/216)*360°=1°.
При этом предварительно нужно отпустить зажимы, которые приводятся в действие поворотом квадрата вала XXV. Для выдвижения пиноли шпинделя из корпуса шпиндельной бабки служит маховичок 1.
Рабочие продольные и поперечные подачи бесконсольного фрезерного станка осуществляются от отдельных электродвигателей постоянного тока с бесступенчатым регулированием чисел оборотов в пределах 24-1800 об/мин, быстрые перемещения – от тех же двигателей, но при 2400 об/мин. Как видно из схемы, скорости продольного (Snp) и поперечного (Snon) перемещений могут быть следующими:
Как видно из схемы, скорости продольного (Snp) и поперечного (Snon) перемещений могут быть следующими:
Snp=(24…1800; 2400)*(1/26)*(40/30)*(18/18)*(27/26)*8*2≈20…1500; 2000 мм/мин;
Snon=(24…1800; 2400)*(1/26)*(40/30)*8*2≈20…1500; 2000 мм/мин.
При продольном перемещении вращается винт ХVІІ посредством зубчатого колеса z=26, а поперечное перемещение осуществляется вращением гайки ходового винта XII.
Электродвигатель поперечного перемещения можно включать только после поворота крана золотника З3, в позицию «отжим»; масло подается в бесштоковые полости гидроцилиндров зажима салазок и происходит отжим. По освобождении салазок срабатывает конечный выключатель КВ2, подготовляющий цепь включения электродвигателя поперечных перемещений. На валах IX и XV сидят предохранительные муфты ПМ1, и ПМ2.
Ручные продольные и поперечные перемещения можно производить независимо от автоматического, поскольку при продольном перемещении стола вручную вращение от маховичка 2 передается через передачи (75/60)*(2/40)=1/16 на гайку ходового винта XVII, а при поперечном перемещении – от маховичка 3 через передачи (18/24)*(2/24)=1/16 на ходовой винт XII.
Реле давления РД1, гидравлической системы управления выключает электродвигатель привода шпинделя при падении давления масла в гидросистеме управления ниже 15-16 бар.
В качестве рабочей среды в гидросистеме управления используется масло «Индустриальное 20».
Для централизованной смазки бесконсольного вертикально фрезерного станка предусмотрена отдельная гидросистема, в которую входит насос Н2, предохранительный клапан К3, фильтр Ф2 и реле давления РД2. Последнее допускает включение вращения шпинделя только при достаточном давлении в системе смазки. Для смазки используется масло «Индустриальное 45».
Бесконсольно фрезерные станки широко используются для скоростного фрезерования плоскостей на заготовках корпусных деталей с большим припуском на обработку. Они могут настраиваться на автоматический цикл: рабочая подача – быстрый обратный ход – стоп. В некоторых станках этого типа при обратном ходе стола бесконсольного фрезерного станка фреза автоматически отводится от обработанной поверхности, чтобы не повредить ее.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
характеристика и технические возможности станка
Среди разнообразного станочного оборудования фрезерные станки составляют значительную долю в объёме металлорежущего оборудования, в том числе с числовым программным управлением. Главное достоинство станка обнаруживается при обработке фасонных деталей. Здесь он незаменим, и никакой другой с ним конкурировать не может. Фрезерный станок работает спокойнее, без ударов и толчков, как это бывает на строгальных и долбёжных станках, вследствие чего все механизмы дольше сохраняются.
- Характеристика вертикально-фрезерных станков
- Технические возможности
- Современные модели
- Производители станков
- Уход за станком
- Меры безопасности при работе
Но каковы бы ни были достоинства, они пропадут, если не научиться как следует обращаться с оборудованием и использовать все его возможности.
Фрезерные станки в зависимости от выполняемых функций имеют следующие виды:
- вертикальные;
- горизонтальные;
- сверлильные;
- настольные и настольные с ЧПУ;
- универсальные;
- универсальные;
- станки с ЧПУ и обрабатывающие центры с ЧПУ.
Характеристика вертикально-фрезерных станков
Вертикально-фрезерным станок называется так, потому что шпиндель, на который крепятся устройства крепления заготовок или сама заготовка для обработки, расположен вертикально рабочей области стола. Это было одно из первых оборудований, которое применялось в обработке изделий металлических изделий. Они используются для обработки тяжёлых и крупных деталей и имеют повышенную жёсткость, что обеспечивает точность обработки.
Станок имеет концевые, торцевые, цилиндрические и фасонные фрезы, поэтому может выполнять различные фрезерные операции. На нём могут осуществляться сверлильные работы. Можно выполнять растачивание и зенкерование отверстий, нарезку пазов, зубьев, рамок, зубчатых колёс, углов.
Оборудование работает с различными видами металлов и сплавов, а также пластмассам.
Вертикально-фрезерный станок бывает двух видов:
- Станок без консоли.
- Станок с консолью.
Станок без консоли имеет стол, расположенный на неподвижной станине, и называется крестовым. Он перемещается в поперечном и продольном направлении. С подвесного пульта осуществляется управление станком, а с помощью гидравлики устанавливаются числовые обороты шпинделя. Точное перемещение стола осуществляется за счёт замедления подачи оборотов. Полуавтоматический цикл, на котором могут работать механизмы, обеспечивает быстрый ход и остановку в необходимом положении.
Отличие станков с консолью от моделей без консоли в наличии движущейся консоли, на которой размещаются стол и салазки. Стол перемещается горизонтально по направляющим консоли. Сама консоль перемещается в трёх перпендикулярных направлениях. На ней смонтирована коробка подачи.
На ней смонтирована коробка подачи.
От подачи рабочего стола зависит скорость обработки и максимальные размеры деталей.
Технические возможности
Так как станок отличается вертикальным расположением компонентов, нужно знать и учитывать высоту модели, её габариты. Можно оценить технические возможности конструкции, ответив на следующие вопросы:
- Какую мощность имеет силовая установка?
- Есть ли система охлаждения?
- Какой тип управления: ручной или электронный?
- Сколько скоростей переключения частоты вращения?
- Как можно охарактеризовать ход стола?
- Какое количество оборотов у головки шпинделя?
- Какое ограничение заготовки детали по массе и габаритам?
Ответить на все эти вопросы можно, изучив технический паспорт модели. Это позволит сделать правильный выбор.
Современные модели
Современные промышленные предприятия широко используют высокоточное оборудование с числовым программным управлением, однако, невозможно представить предприятие без оборудования с механическим управлением.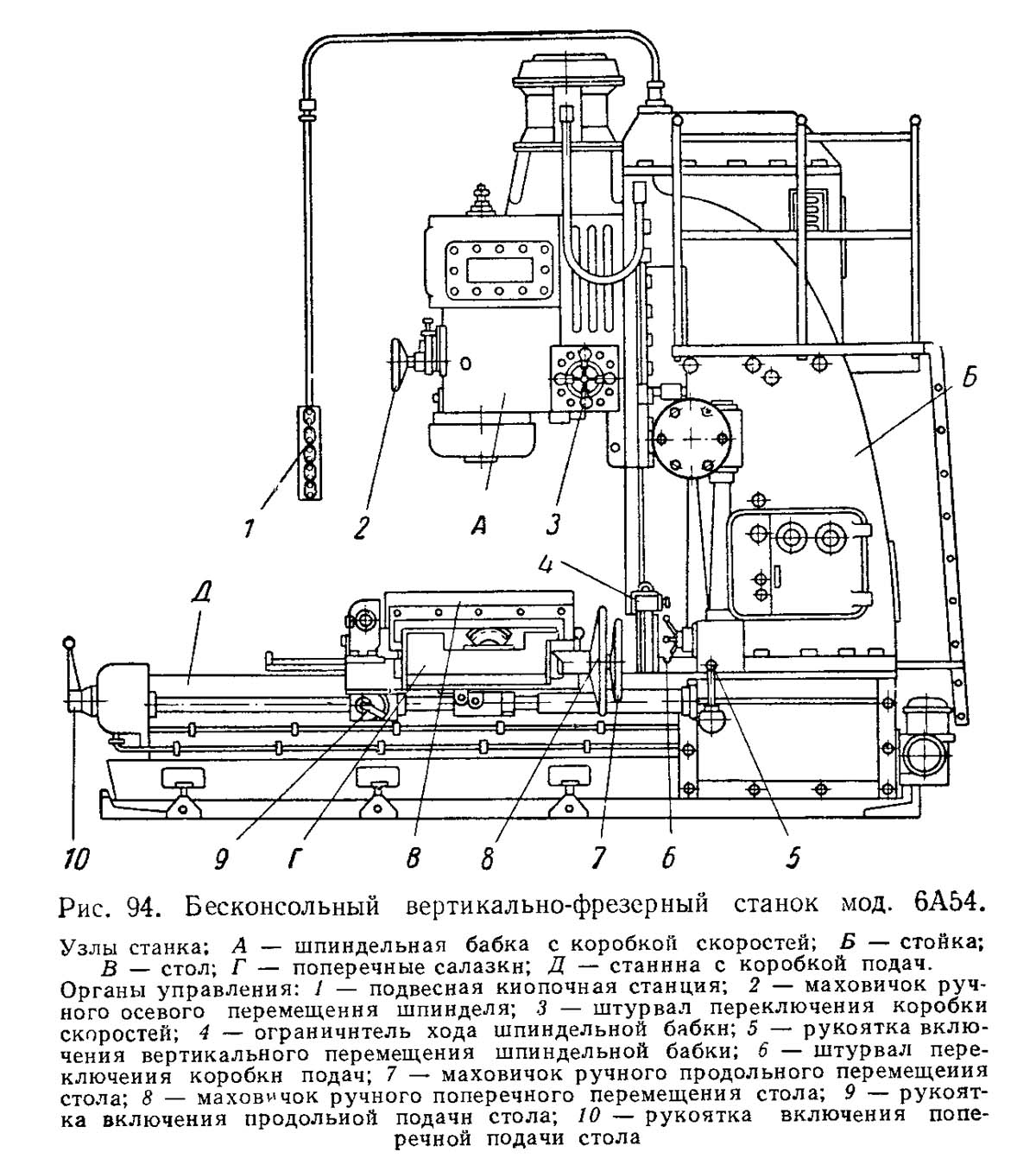 Хотя механическим его можно назвать условно, так как практически все элементы конструкции работают от электрических приводов. Механическими остались приводы подачи стола и шпинделя с дублированием задания постоянной числовой величины подачи электрическим приводом.
Хотя механическим его можно назвать условно, так как практически все элементы конструкции работают от электрических приводов. Механическими остались приводы подачи стола и шпинделя с дублированием задания постоянной числовой величины подачи электрическим приводом.
У производителей фрезерно-вертикальных станков выпускаемые модели имеют одинаково узнаваемые черты.
Основным недостатком всех моделей можно считать высокую стоимость и ограниченный срок эксплуатации. Кроме этого, сложно найти специалиста, который сможет отремонтировать неполадку, если поставщик после реализации продукции не предоставляет последующего обслуживания.
К вертикально-фрезерным станкам относятся следующие модели: 6М12П, 6Р12Б, 6С12, 6Н12, 6Р12, 6Т12. Они нашли широкое применение не только в бывших республиках СССР, но и успешно экспортируются за рубеж. Это надёжное, качественное оборудование, которое не требует к себе пристального внимания. Современные заводы систематически улучшают конструкцию оборудования и по возможности увеличивают скорость резания. Из года в год технологические возможности различных моделей улучшаются.
Современные заводы систематически улучшают конструкцию оборудования и по возможности увеличивают скорость резания. Из года в год технологические возможности различных моделей улучшаются.
Производители станков
Одним из известных производителей токарных станков является акционерное общество TRENS (Словакия). Особенность этой компании — изготовление оборудования качественной обработки и высокой точности. По требованию заказчика производитель может внести изменения в конструкцию станка. Оборудование доступно в обслуживании и эксплуатации.
Лидером европейских производителей металлорежущих станков, в том числе вертикально-фрезерных, является завод TAJMAC — ZPS (Чехия). Завод имеет своё литейное производство, что даёт предприятию независимость от внешних факторов. Качество обработки и высокая технологическая характеристика изготавливаемого оборудования позволяет использовать производимую заводом продукцию не только в машиностроении, но и в ракетостроении, энергетики, авиационных предприятиях.
Липецкое станкостроительное предприятие выпускает фрезерные станки российского производства. Достоинство этого сравнительно молодого предприятия в том, что они самостоятельно изготавливают узлы оборудования, а это значительно снижает стоимость, не уменьшая качества.
Уход за станком
Правильно обслуживать оборудование может только тот, кто хорошо знает устройство всех механизмов и как они действуют. Основные механизмы, которые нужно изучить:
- привод;
- шпиндель и его подшипники;
- коробку скоростей и подач;
- стол;
- делительную головку;
- принадлежности и приспособления.
Одним из основных условий, гарантирующих правильность обслуживания оборудования, является правильная своевременная смазка и чистота рабочего места.
Все механизмы должны быть отрегулированы на плавность хода, это значит, что они должны работать без остановки и люфта. Нельзя допускать перегрузки, так как это скажется на работе станка. На результат работы влияние оказывает закрепление фрезы и обрабатываемого изделия. Недопустимо вращение фрезы в обратную сторону. Её зубцы выкрошатся, и она придёт в негодность.
На результат работы влияние оказывает закрепление фрезы и обрабатываемого изделия. Недопустимо вращение фрезы в обратную сторону. Её зубцы выкрошатся, и она придёт в негодность.
Нельзя класть на стол станка посторонние предметы. Стружку, которая образуется на столе, надо удалять часто, так как она не только мешает наблюдать за работой фрезы, но и заполняет промежутки между зубцами, увеличивая трение и расход энергии.
Необходимо следить за отводом отработанной жидкости в резервуар, так как если жидкость будет разливаться хаотично, то может смешаться с маслом и понизить качество смазки. После работы оборудование необходимо вытирать сухой ветошью.
Нельзя оставлять механизмы в процессе работы без присмотра.
Меры безопасности при работе
Так как сам вертикальный фрезерный станок работает медленно, то чаще всего травмы происходят из-за попадания пальцев рук под зубцы фрезы. Поэтому категорически запрещено удалять стружку руками, чистку зубцов фрезы необходимо производить специальной щёткой.
Причиной несчастного случая может быть попадание стружки в глаз. Во избежание этого при работе надо обязательно надевать защитные очки.
Специальная одежда должна быть не слишком прочной и плотно облегать тело. Так как концы болтающейся одежды могут попасть под вращающиеся механизмы и причинить телесные повреждения.
Можно получить травму вследствие неосторожного обращения с обрабатываемыми деталями. Тяжёлые детали, падая, могут причинить увечье ног или рук.
Неисправность электрических приборов и неосторожное обращение с ними может привести к поражению электрическим током.
Чтобы устранить возможность падения при движении по скользкому полу, нужно работать в специальной обуви.
Функция вертикально-фрезерного станка
Вертикально-фрезерный станок — это станок, используемый для обработки твердых материалов. В нем используется вертикально ориентированный шпиндель, который удерживает режущие инструменты, такие как концевые фрезы, сверла и другие фрезы. Заготовка закрепляется на рабочем столе и может перемещаться в разных направлениях (по осям X, Y и Z) для выполнения различных операций обработки. Основные функции 9Вертикально-фрезерный станок 0003 включает:
В нем используется вертикально ориентированный шпиндель, который удерживает режущие инструменты, такие как концевые фрезы, сверла и другие фрезы. Заготовка закрепляется на рабочем столе и может перемещаться в разных направлениях (по осям X, Y и Z) для выполнения различных операций обработки. Основные функции 9Вертикально-фрезерный станок 0003 включает:
Фрезерование: основной функцией вертикально-фрезерного станка является фрезерование, которое включает удаление материала с заготовки с помощью вращающихся фрез. Шпиндель вращает режущий инструмент, например концевую фрезу, в то время как заготовка подается против него. Это позволяет точно формировать, контурировать и измерять заготовку.
Сверление: Вертикально-фрезерные станки также могут выполнять операции сверления. С помощью сверл станок может создавать в заготовке отверстия разного размера и глубины. Скорость вращения шпинделя и скорость подачи можно регулировать в соответствии с требованиями к различным материалам и отверстиям.
Сверление: Вертикально-фрезерные станки могут выполнять операции растачивания, которые включают расширение существующих отверстий или создание цилиндрических отверстий с точными размерами. Расточные головки могут быть прикреплены к шпинделю, что позволяет станку снимать материал и создавать точные внутренние диаметры.
Нарезание резьбы: при наличии соответствующей оснастки вертикально-фрезерные станки могут выполнять нарезание резьбы. Метчик включает создание внутренней резьбы в отверстии с помощью метчика. Станок регулирует скорость вращения шпинделя и скорость подачи для обеспечения точного нарезания резьбы.
Долбление: Вертикально-фрезерные станки могут использоваться для создания пазов или канавок в заготовке. Для прорезания материала и создания пазов различной ширины и глубины можно использовать пилу для продольной резки или специальный пазорез.
Контурирование и профилирование: Вертикально-фрезерные станки позволяют создавать сложные формы и профили на заготовке. Используя различные режущие инструменты и контролируя движения станка, можно получить сложные контуры, фаски и фаски.
Используя различные режущие инструменты и контролируя движения станка, можно получить сложные контуры, фаски и фаски.
Обработка поверхности: Вертикально-фрезерный станок можно использовать для получения гладкой поверхности заготовки. Выбирая соответствующие режущие инструменты и контролируя скорость подачи, станок может удалять небольшие количества материала, улучшая качество поверхности.
Торцевание: Вертикально-фрезерные станки могут выполнять торцовочные операции, заключающиеся в создании плоской поверхности на торце заготовки. Это может быть полезно для достижения перпендикулярности или для подготовки заготовки к последующим операциям механической обработки.
Вертикально-фрезерный станок в целом является универсальным инструментом, который может выполнять широкий спектр функций, что делает его критически важным станком в производстве, металлообработке и других отраслях, требующих точных операций обработки.
Онлайн-сервис:
Веб-сайт: https://www.sklepwmw.pl/
Вертикально-фрезерная колонна токарного станка— Руководство — Sherline Products
- Описание
- инструкции
- В разобранном виде
- Запасные части
С помощью этого приспособления токарный станок Sherline можно быстро и легко превратить в небольшой фрезерный станок. Приставка состоит из стальной вертикальной стойки типа «ласточкин хвост» с прочной алюминиевой основой, которая крепится к станине токарного станка вместо передней бабки. Затем передняя бабка крепится к седлу в форме ласточкиного хвоста на вертикальной колонне. Седло поднимается и опускается, чтобы контролировать глубину резания, поворачивая маховик. Калибровки на маховике позволяют контролировать глубину до 0,001 дюйма (0,01 мм). Детали, подлежащие обработке, устанавливаются на суппорте.
Детали, подлежащие обработке, устанавливаются на суппорте.
Новая функция! В вертикально-фрезерных колоннах теперь имеется масляный резервуар на седельной гайке для смазки ходового винта.
Это самый экономичный способ начать фрезерование. С помощью этой насадки можно выполнять большинство стандартных операций вертикального фрезерования, основным ограничением является размер. Переход от токарного станка к фрезерному занимает менее одной минуты. С установкой можно использовать почти все фрезерные принадлежности Sherline. Позднее, если вы захотите перейти на полноценный вертикально-фрезерный станок, колонна будет соответствовать 10-дюймовой XY-базе или 12-дюймовой XY-базе. Это обеспечивает экономию средств по сравнению с покупкой вертикально-фрезерного станка в сборе, поскольку вы экономите на второй шпиндельной бабке, двигателе и регуляторе скорости.
Токарный станок модели 4000 показан установленным с вертикальной фрезерной стойкой. Преобразование из токарного станка в фрезерный или обратно менее чем за одну минуту!
Преобразование из токарного станка в фрезерный или обратно менее чем за одну минуту!
Объяснение терминов: Применительно к линейке продуктов Sherline МЕЛЬНИЧНАЯ КОЛОННА — это колонна, используемая на мельнице. Он крепится к основанию мельницы двумя болтами 1/4-20. ВЕРТИКАЛЬНАЯ ФРЕЗЕРНАЯ КОЛОННА используется на токарном станке для добавления возможности фрезерования. Он имеет большое отверстие в центре, которое надевается на штифт передней бабки на основании токарного станка и удерживается на месте с помощью установочного винта. Блок управления передней бабкой/двигателем/скоростью токарного станка перемещается со штифта на основании на штифт на седле вертикальной фрезерной колонны. На практике все основания вертикальной фрезерной колонны теперь имеют как одно отверстие для штифта, так и два отверстия для использования на основании мельницы, поэтому их можно использовать для любого применения, тогда как фрезерные колонны можно использовать только на основании мельницы.