Устройство и основные узлы токарного станка
Похожие презентации:
Технология перевозочного процесса
Организация работы и расчет техникоэкономических показателей участка механической обработки детали
Грузоподъемные машины. (Лекция 4.1.2)
Безопасное проведение работ на высоте
Геофизические исследования скважин
Система охлаждения ДВС
Эксплуатация нефтяных и газовых скважин. Курс лекций в слайдах
Требования безопасности при выполнении работ на высоте
Проект по технологии «Скалка» (6 класс)
Конструкции распределительных устройств. (Лекция 15)
Андрей
Инструкция.
Константинович
Навигация
по плакату
Нартов
осуществляется через
(1683 – 1756)
управляющие
кнопки
внизуи
Русский
механик
слайда.
изобретатель
Средневековый токарный станок с оцепом (гибкой
История относит изобретение токарного станка
жердью)
.Оцеп связан с педалью
веревкой,
Андрей
Константинович
один из
кобвивающей
650 гг.
 до н.деталь.
до н.деталь.э. Станок
представлял
собой
два
При
нажатии
на
педаль
деталь
самых
замечательных
русских
техников
XVIII
В установленных
настоящееизделие,
время
кустановленное
мелкосерийному
центра,
между
которыми
Обтачиваемое
на двух
закручивается,
при отпускании
делает
обратное
в.,
воспитанник
Московской
школы
производству
металлических
изделий
зажималась
заготовка
дерева,
кости
или
деревянных
стойках,
обрабатывали
два
движение.
Позднее
оцепиз
стали
делать
«математических и навигационныхжестче
наук»,и
предъявляются
рога.
Раб или
подмастерье
высокие
вращал
требования,
заготовку
человека.
Один
вращал
при
помощи
веревкии
связывать
с маховиком,
что
позволяло
запасать
.. г. изобрел и затем
впервые в мире в 1715
значительную
энергию.

Вследствие
(один
или
в одну этого
сторону,
изделие
тонесколько
вправо,
тооборотов
влево,
а другой
держал в
именно
поэтому
современные
построил
токарно-копировальный
станок
с
изобретения
токарь
свободно
владел
двумявруками
затем
в
другую).
Мастер
держал
резец
руках
руках
режущий
инструмент
и
обрабатывал
им
токарные
станки
часто
оснащаются
В 1932
году в стране было
освоено
производство
первого
суппортом
– механическим
держателем
для
удержания
резца,
хотя
мог
точить
только
тогда,
и,
прижимая
его
в
нужном
месте
к
заготовке,
токарного станка с коробкой скоростей. Станок назывался
ДИП
режущего
инструмента,
заменяющим
руку
числовым
программным
управлением
когда
вращалась
в нужном
направлении.

(«Догнать
идеталь
перегнать»).
Этим
девизом
советские
станкостроители
Средневековый
токарный
станок
с
оцепом
снимал
стружку,
придавая
заготовке
Древний
токарный
станок
ручного
привода
Токарный
станок,
изготовленный
Тульском
Токарный
Андрея
Константиновича
Личный
токарный
станок
Петрана
Первого
человека.
бросали
вызовстанок
миру:
«Мы
догоним
и перегоним
вас
по Нартова
Процесс
изготовления
становится
более
(гибкой
жердью)
требуемую
форму.
Современные
токарные
станки
с
ЧПУ
оружейном
производству
станков!» заводе в середине 18 века
рациональным.
Начни работу с нажатия зелёной кнопки
Использованные ресурсы.
Начало
Он
былНачало
одним
из
самородков-изобретателей,
замеченных
и выведенных
Клик
по зелёной
кнопке на
на
широкую дорогу
Петром
I.
 Зас
Засслайдах
– выводит
окно
свою не слишком долгую
информацией.
жизнь
изобрел
и построил
Клик
поонокну
с надписью
более
тридцатиокно.станков
(как
это), убирает
самогопо разного
Клик
красной профиля,
кнопке –
равных которым
не было в
закрывает
презентацию.
мире. Еще целый ряд
важнейших
для
России
Автор. Московченко
изобретений он сделал в
Николай Николаевич, учитель
области
артиллерийского
вооружения.
г. Белгорода
Общий вид
Передняя бабка
Задняя бабка
Суппорт
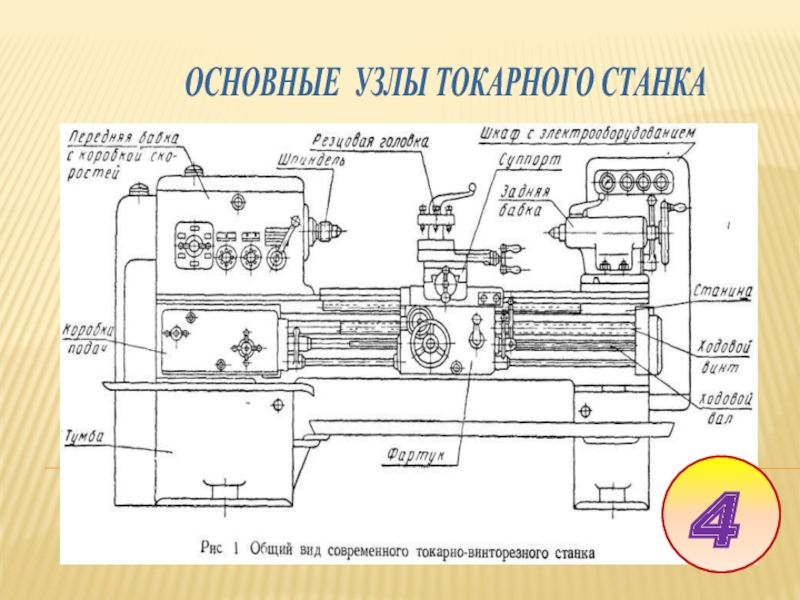
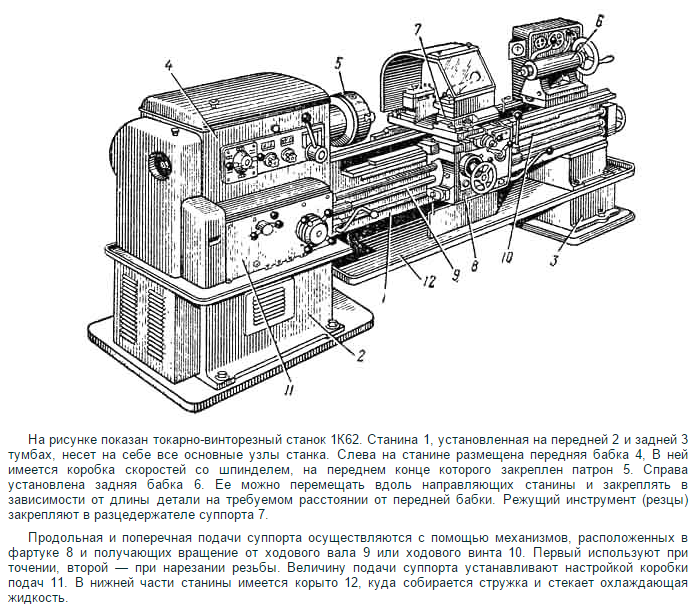
Большинство токарных станков имеют практически
одинаковую конструкцию и различаются только
габаритами и расположением органов управления.
На рисунке показан типовой токарный станок и его
основные узлы.
Начало
Общий вид
Передняя бабка
Общий вид токарного станка
Шпиндель
Станина
Гитара
Передняя
Патрон
Фартук
Передняя
Электрический
Задняя
Ось
Суппорт
токарного
–.
 -составная
-составнаянаиболее
передняя
бабка
-основная
тумба
бабка
основной
– -и
крышка
включает
часть,
часть
задняя
станка
приспособление
шкаф
распространённое
вал
передней
остов
-тумба
вращения
внутри
виртуальная
всуппорта.
себя
токарного
– бабки,
литые
набор
него
для
крепления
шестерён,
ось,
чугунные
станка.
расположены
заготовки.
крепёжное
крепления
впроходящая
которой
Станину,
заготовки
рычагов,
тумбы,
На
приспособление
валов
через
обрабатывающего
(при
шпинделе
расположены
служащие
элементы
обычно,
ось
и
обработке
механизмов
вращения
могут
для
в
заготовок.
электрической
сменные
центрах),
подставками
устанавливаться
для
изготавливают
инструмента
заготовки
изменения
шестерни
илисхемы
для
для
и
параллельно
станине
цельнометаллической
станка,
узлов
скорости
для
перемещения
крепёжные
крепления
ианастройки
механизмов
на
вращения
наружной
станка.
привода
заготовки
инструментов,
панели
путём
приспособления,
инструмента
Вотливки
включатели
инструмента
настольных
и скорости
таких
виз
при
например
станках
подачи
такие
чугуна.
нарезании
заданных
главного
как
режущего
тумбы
Станина
как
патрон,
метчик,
резьбы
не
направлениях.
используются.
инструмента.
плашка
центр,
крепится
электродвигателя,
(в
современных
при
цанга
кнарезании
тумбам
и тому
подобные.
станка..
компрессора
резьбы
станках
и смена
прочих
для
приспособлений.
охлаждающих
шестерён не
требуется).
жидкостей,
вольтметр
и индикаторные
лампочки.
Задняя бабка
Суппорт
На фронтальной поверхности передней бабки
расположены рычаги переключения скорости
вращения шпинделя и скорости подачи режущего
инструмента.
Начало
Общий вид
Передняя бабка
Передняя бабка
Рукоятки
Шпиндель
Делительный
Шильдики
установки
служит
скорости
скорости
пояснительные
рычаг
для передачи
шпинделя
– подачи
Рычаг – таблички.

этими
в переключения
зависимости
вращения
рукоятками
На токарных
от от
электропривода,
станках,
скорости
устанавливается
положения
навращения
шильдиках
этих
через
указаны
рукояток
систему
шпинделя.
скорость
зависимость
шестерён,
изменяется
Рычаг к
имеет
скорость
обрабатываемой
перемещения
три
скорости
положения.
вращения
детали.
шпинделя.
перемещения
В крайнем
режущего
Входная
Рукоятки
левом
или
часть
положении
инструмента
шпинделя
вращения
перемещать
шпиндель
имеет
узлов
при
резьбу
обработке
станка
станка
только
для
от
вращается
выбранных
деталей,
установки
на
са
крепёжных
так
положений
остановленном
же
нормальной
перемещение
патронов,
рукояток
установки.
а входное
скоростью
режущего
станке.

отверстие
инструмента
форму
установленной
конуса
за для
один
установки
рукоятками
оборот шпинделя
центров
установки
при
или
скорости
шпинделя.
нарезании
других крепёжных
резьбы.
приспособлений.
Задняя бабка
Суппорт
Задняя бабка – приспособление для крепления
заготовки (при обработке в центрах), или для
крепления инструментов, таких например как
метчик, плашка при нарезании резьбы; свёрл или
сверлильного патрона при сверлении отверстий.
Начало
Общий вид
Передняя бабка
Задняя бабка
Колесо
Пиноль
Рукоятка
Винт
Корпус
регулировки
перемещения
– подвижной
фиксации
задней
Основание
– деталь
пиноли.
положения
задней
стальной
пиноли
бабки
бабки.
При
-цилиндр.
узел,
-задней
при
работе
Для
задней
бабки,
её
бабки
перемещения
содержащий
Входное
токарного
вращении
– Основание
предназначен
отверстие
станка
этого
взадней
себе
остов.
а,
бабки
колеса
функциональные
для
могут
пиноли
вдоль
небольшого
возникать
по имеет
часовой
станины
следовательно, и вся
перемещения
коническую
рукоятку
механизмы
стрелке,фиксации
пиноль
которые
форму
задней
корпуса
и
задняя
бабка,
может
выезжает
предназначено
следует
задней
приводят
бабки.
отпустить
из
бабки
корпуса
к для
в
свободно
самопроизвольному
задней
крепления
(сдвинуть
горизонтальной
бабки,
рукоятку
оправок,
а при
перемещаться
перемещению
назад).
вращении
приспособлений,
плоскости
Для фиксации
колеса
пиноли.
в в
Чтобы
задней
против
центров
поперечных
зафиксировать
бабки,
часовой
и тому
после
горизонтальной
пиноль
её
стрелки,
направлениях.
подобное,
перемещения,
в по
заданной
пиноль
в
плоскости
станине
Используется
позиции
ручку
зависимости
заходит
фиксации
и
внутрь
служит
когда
отНа
вдоль
оси
станка.
выполняемой
корпуса
следует
нужно
ручказадней
совместить
фиксации.
потянуть
работы.
бабки.
на
основании крепится
себя заготовки
до упора. с
центр
корпус задней
центром
заднейбабки.
бабки
Задняя бабка
Суппорт
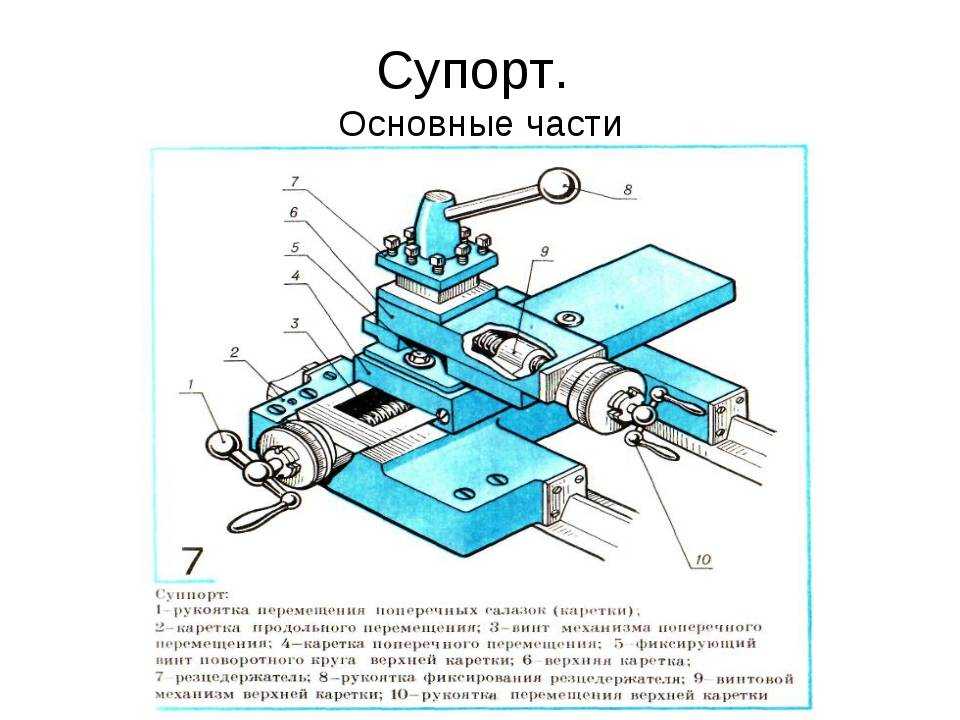
Суппорт токарного станка предназначен для
закрепления и перемещения режущего
инструмента.
Начало
Общий вид
Передняя бабка
Суппорт
Переключатель
Рукоятка
Продольные
Включатель
Поперечные
Колесо
Верхние
Ручка
Поворотный
перемещения
крепления
перемещения
салазки
винтовой
салазки
подач
– -механизм
продольных
поперечных
подачи
предназначены
верхних
многопозиционный
резцедержатель
резцедержателя
устройство
– используется
перемещения
салазок
салазок
для
– вращение
перемещения
вращение
только
рычаг
приспособление
предназначена
резцедержателя
для
при
этой
этого
включения
нарезании
режущего
рукоятки
колеса
для
для
в
заданном
против
резьбы
закрепления
перемещает
инструмента
посмены
автоматического
инструмента
часовой
часовой
резцом.

направлении.
режущего
стрелке
верхние
истрого
стрелки
Во
смены
в всех
режущего
инструмента.
параллельно
инструмента.
перемещения
Верхние
остальных
горизонтальной
приводит
салазки
салазки
оси
режимах
Для
режущего
вкстанка.
можно
смены
инструмента
обработки
инструмента
горизонтальному
плоскости
поворачивать
горизонтальной
перемещению
деталей
в строго
заданном
ручку
(вэтот
направлении
перемещению
поворачивают
перпендикулярно
поперечных
параллельной
включатель
плоскости.
салазок
режущего
против
оси
плоскости)
вперёд
инструмента
часовой
заблокирован.
(к
станка.
оси
относительно
стрелки
станка),
справа
– а
оси
против
налево,
затяжная
станка
часовой
а на
поголовка
заданный
часовой
стрелки
угол.

стрелке
назад
ослабляет
(от
– слева
оси
фиксацию
станка).
направо.
резцедержателя и он
поворачивается.
Для фиксации следует
повернуть ручку по
часовой стрелке до
упора.
Задняя бабка
Суппорт
Использованные ресурсы.
1.Общий вид токарного станка – http://www.hi-intel.ru/801/img/10.bmp
2. Передняя бабка – http://www.hi-intel.ru/801/img/11.bmp
3. Задняя бабка – http://www.hi-intel.ru/801/img/14.bmp
4. Суппорт – http://www.hi-intel.ru/801/img/12.bmp
5.Порттрет Нартова – http://www.inventor.perm.ru/persons/photos/nartov_01.jpg
6. Станок с ЧПУ – http://metal-detal.ru/files/File/metalik8.jpg
7.Станок Петра Первого – http://upload.wikimedia.org/wikipedia/ru/f/f4/%D0%A2%D0%BE%D0%BA
%D0%B0%D1%80%D0%BD%D1%8B%D0%B9_%D1%81%D1%82%D0%B0%D0%BD%D0%BE%D0%BA_
1882_%D0%B3%D0%BE%D0%B4%D0%B0.JPG
8.Станок 18 века – http://s44.radikal.ru/i103/1206/19/c1530fc26519.jpg
9.Станок Нартова – http://maketburg.
 ru/storage/Image/lc_album/original/nartov%2005%20or.jpeg
ru/storage/Image/lc_album/original/nartov%2005%20or.jpeg10.Станок с оцепом- http://glavmex.ru/
forum/download/file.php?id=6162&sid=4c78c6c23f22ad2dc265877a09f13647
11. Станок ДИП – http://s1.image1.org/images/2011/03/29/1/daa6397f60ef2aafe84a1a84662927b1.jpg
12.Станок с ручным приводом – http://masters.donntu.edu.ua/2008/mech/myshov/ind/img/101.gif
13. История токарного станка – http://masters.donntu.edu.ua/2008/mech/myshov/ind/index.htm
Начало
Общий вид
Передняя бабка
Задняя бабка
Суппорт
English Русский Правила
Виды токарных станков по металлу и их основные узлы
Оборудование
Токарные станки – отдельный класс оборудования, где применен принцип обработки тел вращения при помощи режущей оснастки – резцов. Существует большое число видов токарных станков, функционал которых позволяет изготавливать практически любые детали и изделия с цилиндрическими, коническими, фасонными или сферическими поверхностями.
Область применения токарных станков и их разновидности
Различные классы токарных станков применяются в металлообработке при производстве изделий, деталей для машин и механизмов. Это позволяет производить ряд технологических операций:
- Точение цилиндрической поверхности – изменением формы внешней части заготовки.
- Точение конической поверхности – резец перемещается одновременно по 2 осям по OX и OZ – следовательно, при съеме металла образуется конус на изделии.
- Нарезание резьбы (метрической, дюймовой, многозаходной и пр.) – выполняется при помощи резьбовых резцов или оправок (державок) с соответствующими сменными пластинами для обработки резьб. Резьба может быть как наружной, так и внутренней, причем обработку ведут не только при помощи резцов, но и метчиками. А на станках с приводным инструментом – резьбовыми фрезами.
- Подрезка торца – уменьшение торцевой части детали с целью среза заусенцев, окалины, настройки перпендикулярности торца к продольной оси заготовки, а также получения базы отсчета длины заготовки и отдельных ее ступеней.

- Растачивание – процесс механической обработки внутренних поверхностей отверстия расточными блоками в заданный размер. Применяется, когда необходимо увеличить внутренний диаметр заготовки.
- Отрезка и точение канавок – отрезным резцом врезаются в тело изделия и затем – либо отрезают необходимую её часть, либо производят точение канавки заданной глубины на ширину резца или СМП (сменной пластины).
- Точение спиральных канавок – данный метод оптимально подходит для нарезания спиральных канавок на торце заготовки. Подача инструмента в процессе обработки производится в радиальном направлении. Операция используется при изготовлении ступенчатых валов.
- Обработка фасонной поверхности – осуществляется при помощи поступательных движений режущего инструмента (фасонного типа) в противоположном направлении к движущейся детали. Чаще всего используется для взаимодействия со сложными поверхностями: сферическими, бочкообразными и пр. В случае со станком ЧПУ фасонный тип резцов исключается, так как сложные поверхности можно запрограммировать G/M-кодами.
Сверление, зенкерование и развертывание. Необходимы для получения отверстий и их окончательной обработки – увеличения на небольшой размер с повышением точности обработки.
Устройство токарного станка, размеры и функционал зависят от того, к какому классу принадлежит модель. Согласно общепринятой классификации разновидности оборудования могут иметь весьма заметные особенности, поэтому принято различать следующие основные группы промышленных токарных станков:
- Многорезцовые.
- Карусельные.
- Затыловочные.
- Винторезные.
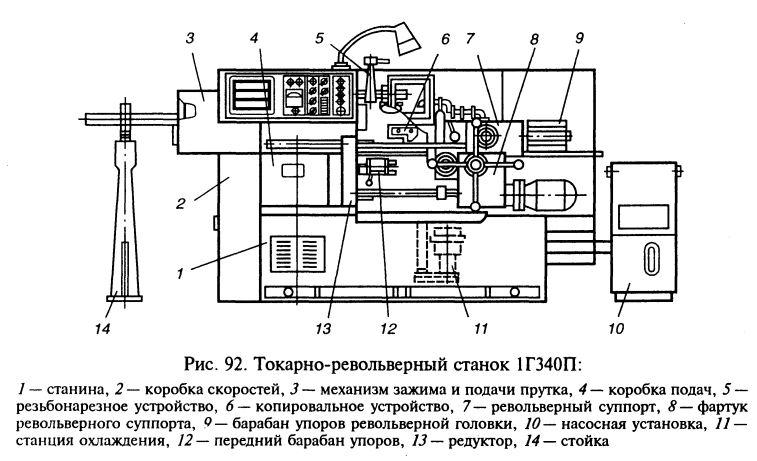
- Револьверные.
- Универсальные.
Также представленные на рынке модели могут различаться мощностью привода, расположением суппорта, использованием при работе статичного или приводного режущего инструмента, наличием системы ЧПУ и прочими параметрами.
Ключевые узлы и агрегаты токарных станков
При всем разнообразии оборудования общая схема токарных станков любых типов принципиально не отличается.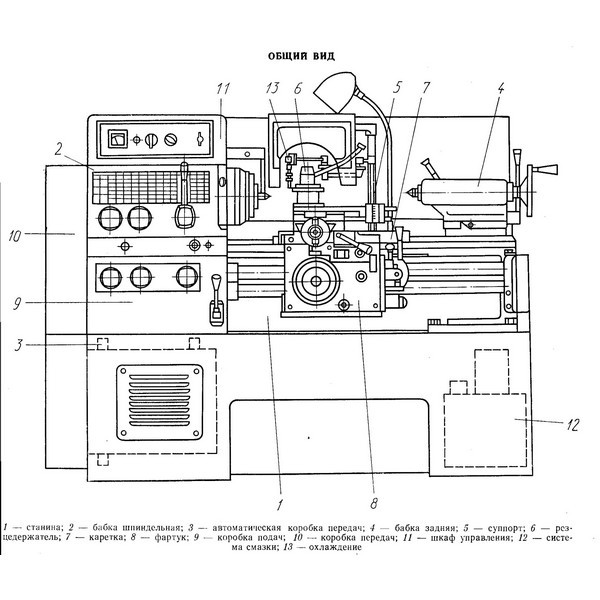 Технология токарной обработки одна и та же – постепенное снятие слоев металла с вращающейся заготовки при помощи режущего инструмента.
Технология токарной обработки одна и та же – постепенное снятие слоев металла с вращающейся заготовки при помощи режущего инструмента.
Поэтому в конструкции любого токарного оборудования имеются ключевые элементы, без которых оно работать не будет.
Станина и приводы
Станина – основной элемент, своеобразный фундамент токарного станка. Может быть цельнолитой или составной, горизонтальной или наклонной под определенным углом, а ее большая масса позволяет гасить часть возникающих при работе вибраций. Подробно о материалах при изготовлении этого важного узла мы рассказывали в статье о Фрезерных станках, здесь все аналогично.
В верхней части станины расположены направляющие, по которым перемещаются подвижные рабочие узлы – суппорт и задняя бабка.
Приводы подачи служат для перемещения рабочих органов станка по осям X и Z, они состоят из элементов передачи вращения, приводных двигателей и ШВП (шарико-винтовой пары). В качестве основного привода применяются электродвигатели, сервоприводы, с рабочим напряжением 220 или 380 В.
В качестве основного привода применяются электродвигатели, сервоприводы, с рабочим напряжением 220 или 380 В.
Передняя бабка
Узлы, которые находятся в передней бабке, нужны для удержания, закрепления заготовки и придания ей вращения – это электродвигатель основного привода, тип передачи вращения ( коробка скоростей, редуктор, ременная передача) шпиндель, патрон. У многих моделей шпиндель имеет сквозное отверстие для обработки длинномерных заготовок.
Задняя бабка
Задняя бабка токарного станка обычно подвижная, она перемещается по направляющим и служит второй опорой для длинных заготовок. В составе узла имеет пиноль с конусом Морзе– это полый конус, в который устанавливается вращающийся, неподвижные центры или различный инструмент.
Суппорт, инструментальная система
С помощью этого элемента выполняется движение рабочего инструмента – как продольное, так и поперечное. На суппорте расположен резцедержатель (или револьверная голова) и как правило в нем расположено множество рабочих инструментов от 1 до 24 позиций.
Прочие агрегаты и узлы
Также в состав конструкции промышленных токарных станков могут входить и другие системы или механизмы – оптические линейки, контршпиндель, люнеты, приспособления для улавливания деталей – ловушки, система подачи СОЖ, дополнительная смазка, охлаждение электрического шкафа и конвейеры для удаления стружки и прочее периферийное оборудование. При работе с длинномерными , прутковыми заготовками может применяться устройство автоматической подачи заготовки – барфидер (пруткоподатчик)
Применение станков с ЧПУ обеспечивает высокую продуктивность и воспроизводимость параметров при массовом выпуске однотипных изделий
Токарные станки с системой ЧПУ
Токарные станки с числовым программным управлением (ЧПУ) отличаются тем, что вместо ручной подачи инструмента задействованы специальные приводы, управляемые заложенной в компьютер программой. Такое решение позволяет получить максимальный уровень автоматизации. За счет этого обеспечивается:
За счет этого обеспечивается:
- сокращение времени, необходимое для подготовки заготовок;
- снижение время обработки деталей;
- возможность изготавливать детали с высокой точностью;
- минимизация объема ручного труда, что позволяет уменьшить штат обслуживающего персонала;
- высокая культура производства, при должном подходе;
Как и оборудование с ручным управлением, токарные станки с системой ЧПУ разделяются на несколько классов, отличающихся особенностями конструкции и спецификой выполняемых работ.
В зависимости от типа токарного станка размеры и конфигурация изготавливаемых деталей могут существенно варьироваться. К примеру, карусельные станки применяют для точения заготовок большого размера весом в несколько тонн, которые фиксируются на расположенной горизонтально план-шайбе.
Револьверный станок отличается наличием специальной головки, которая предназначена для установки нескольких разнотипных инструментов. В зависимости от вида обработки головка разворачивается необходимой по программе позиции, задействуя требуемый инструментальный блок или инструмент.
В зависимости от вида обработки головка разворачивается необходимой по программе позиции, задействуя требуемый инструментальный блок или инструмент.
Использование возможностей ЧПУ позволило создать сложные токарно-фрезерные обрабатывающие центры, в которых совмещаются функции токарной и фрезерной обработки. Это полностью автоматизированные устройства с приводной рабочей оснасткой и высочайшей точностью обработки.
Эти и другие разновидности токарного оборудования вы можете купить в компании ПРОМОЙЛ. У нас представлена широкая линейка станков различных производителей. Чтобы согласовать комплектацию заказа или сроки отправки, запросить спецификацию или подобрать технологию обработки вашей детали, звоните нам в любой день недели или отправьте запрос на электронную почту.
Поделиться статьей
# Токарные станки
Инструкции
Автор статьи
Антон Лохно
Продакт менеджер
Все статьи автора
Зажимные мини-узлыKM™ – токарный станок
ПоискПредложения по продукту
Предложения по семейству продуктов
{{/каждый}}
{{#if this. showMore}}
showMore}}
{{/если}}
Мобильное меню
ВЫХОД ПОИСК
Вернуться к решению
Поиск{{/каждый}} {{#if this.showMore}}
{{/если}}
- Продукты
- /
- токарный станок
- /
- CM • Мини-зажимные узлы KM25
Скачать чертежи САПР
Метрика
Дюйм
| Номер материала SAP | 2386034 |
| Каталожный номер ISO | КМ25РКМ16482 |
| Каталожный номер ANSI | КМ25РКМ16482 |
| [CSWS] Размер системы Сторона заготовки | КМ25 |
| [D1] Адаптер / хвостовик / диаметр отверстия | 25,0000 мм |
| [D1] Переходник/хвостовик/диаметр отверстия | . 9843 в 9843 в |
| [L1] Измерительная длина | 122,4000 мм |
| [L1] Измерительная длина | 4,819 в |
| [F] F Размер | 16.0000 мм |
| [F] Размер F | .6299 в |
| [B] Ширина хвостовика | 25,4000 мм |
| [B] Ширина хвостовика | 1.000 в |
| [H] Высота хвостовика | 25,4000 мм |
| [H] Высота хвостовика | 1.000 в |
| [h2] Высота центральной линии | 12,9000 мм |
| [h2] Высота центральной линии | . 5080 в 5080 в |
| Вес в килограммах | 0,60 |
| Вес, фунты | 1,32 |
Применение
- Мини-хвостовик KM
{{название}}
{{#if ../commerceEnabled}} {{#если можно купить}}
Старая цена:
Скидка: %
Ваша цена:
/уп. (уп. г)/шт.
Войдите, чтобы увидеть свою цену
{{#if replaceProductUrl}}
Замена
предмент больше не доступен
Продукт-заменитель {{replacementProductCode}}
Обратитесь в службу поддержки за помощью
{{/если}}
Кол-во
Продается в упаковке. из
из
Ой! у нас не так много в наличии. Сегодня у нас есть только:
Скорректировано для соответствия минимальному размеру упаковки.
{{/если}} {{/если}}
{{/каждый}}
Сторона машины
загрузка…
Сторона заготовки
загрузка…
- Совместимые детали
Запасные части для зажимных узлов CM • KM25 Mini
КОМПЛЕКТ ЗАПЧАСТЕЙ KM25
КОМПЛЕКТ ЗАПАСНЫХ ЧАСТЕЙ KM25
Цена по прейскуранту:
/уп. (уп. из
)
/каждый.
Скидка: %
Ваша цена:
/уп. (уп. г)/шт.
Войдите, чтобы увидеть свою цену
Этого товара нет в наличии
Кол-во
Продается в упаковке. из
Ой! у нас не так много в наличии. Сегодня у нас есть только:
Скорректировано для соответствия минимальному размеру упаковки.
АППАРАТНОЕ ОБЕСПЕЧЕНИЕ
ОБОРУДОВАНИЕ
Цена по прейскуранту: /уп. (уп. из ) /каждый.
Скидка: %
Ваша цена:
/уп. (уп. г)/шт.
Войдите, чтобы увидеть свою цену
Этого товара нет в наличии
Кол-во
Продается в упаковке. из
из
Ой! у нас не так много в наличии. Сегодня у нас есть только:
Скорректировано для соответствия минимальному размеру упаковки.
ДИНАМОМЕТРИЧЕСКИЙ КЛЮЧ KM25 В КОМПЛЕКТЕ С ШЕСТИГРАННИКОМ НА 6 ММ
ДИНАМОМЕТРИЧЕСКИЙ КЛЮЧ KM25 В КОМПЛЕКТЕ С ШЕСТИГРАННИКОМ 9 НА 6 ММ0007
Прейскурантная цена: /уп. (уп. из ) /каждый.
Скидка: %
Ваша цена:
/уп. (уп. г)/шт.
Войдите, чтобы увидеть свою цену
Этого товара нет в наличии
Кол-во
Продается в упаковке. из
Ой! у нас не так много в наличии. Сегодня у нас только:
Скорректировано для соответствия минимальному размеру упаковки.
ВИНТ С ПЛОСКОЙ ГОЛОВКОЙ
ВИНТ С ПЛОСКОЙ ГОЛОВКОЙ
Старая цена: /уп. (уп. из ) /каждый.
Скидка: %
Ваша цена:
/уп. (уп. г)/шт.
Войдите, чтобы увидеть свою цену
Этого товара нет в наличии
Кол-во
Продается в упаковке. из
Ой! у нас не так много в наличии. Сегодня у нас есть только:
Скорректировано для соответствия минимальному размеру упаковки.
KM25 УГЛОВАЯ ГАЙКА
ГАЙКА УГЛОВАЯ KM25
Цена по прейскуранту:
/уп. (уп. из
)
/каждый.
из
)
/каждый.
Скидка: %
Ваша цена:
/уп. (уп. г)/шт.
Войдите, чтобы увидеть свою цену
Этого товара нет в наличии
Кол-во
Продается в упаковке. из
Ой! у нас не так много в наличии. Сегодня у нас есть только:
Скорректировано для соответствия минимальному размеру упаковки.
KM25 ВИНТ С ЗАТЯЖКОЙ 15/16-18UNC 3A
ВИНТ С ЗАТЯЖКОЙ KM25 15/16-18UNC 3A
Прейскурантная цена: /уп. (уп. из ) /каждый.
Скидка: %
Ваша цена:
/уп. (уп. г)/шт.
Войдите, чтобы увидеть свою цену
Этого товара нет в наличии
Кол-во
Продается в упаковке. из
из
Ой! у нас не так много в наличии. Сегодня у нас только:
Скорректировано для соответствия минимальному размеру упаковки.
Пожалуйста, настройте следующие свойства из
Каталожный номер ISO
Каталожный номер ANSI
найти похожие товары.
Совместимость решений
Вы собираетесь создать дубликат. Вы хотите продолжить?
Вы собираетесь удалить Вы хотите продолжить?
Во что бы вы хотели переименовать свой?
Имя
Пожалуйста, введите действительное имя
Пожалуйста, введите имя дубликата
Пожалуйста, введите имя дубликата
Пожалуйста, введите действительное имя
Вы собираетесь добавить на свою страницу “Мои решения”. Вы хотите продолжить?
Вы хотите продолжить?
Создать имя
Пожалуйста, введите действительное имя
Отправить копию
Кому:
Пожалуйста, введите действительный адрес электронной почты
Имя решения:
Пожалуйста, введите действительное имя
{{/каждый}}
Доступны следующие файлы САПР
Пожалуйста, выберите файл для загрузки
Благодарим вас за регистрацию, в ожидании одобрения и завершения регистрации, ваш доступ в настоящее время ограничен. Полное использование возможностей поиска продуктов и пространства для совместной работы доступно и останется. Пожалуйста, подождите 2 рабочих дня для завершения регистрации.
Корзина
Итого: {{subTotal. formattedValue}}
Товар
Количество
Цена
Итого
{{#каждая запись}}
{{product.name}}
Продукт №{{product.code}}
{{basePrice.formattedValue}} /{{#ifpkg packageQty}}pkg {{else}}each {{/ifpkg}}
Каталожный номер{{product.catalogISO}}
Количество: {{количество}}
{{quantity}}
{{basePrice.formattedValue}} /{{#ifpkg packageQty}} pkg {{else}}each {{/ifpkg}}
{{totalPrice.formattedValue}}
{{еще}}
Ваша корзина пуста, Продолжить покупки
{{/каждый}}
Блок токарно-полировального станка с вентиляторами для удаления пыли
$305. 00
Ваша цена:
249,95 долларов США
Описание продукта
Этот набор для полировки, созданный для ювелиров и ремесленников, представляет собой выдающуюся ценность! Его прочный корпус изготовлен из толстостенной стали и покрыт красивой порошковой краской. Оснащен мощным двигателем мощностью 350 Вт с регулируемой скоростью — до 10 000 об/мин. Зона полировки полностью освещена яркой люминесцентной лампой, а прозрачный акриловый экран защищает и обеспечивает хороший рабочий обзор. Два всасывающих вентилятора мощностью 30 Вт помогают удерживать пыль и мусор. Основание шкафа имеет резиновые ножки, чтобы удерживать устройство на рабочем столе и снижать вибрацию. Поставляется с коническими шпинделями, подходящими для 10-мм вала двигателя, четырьмя полировальными кругами – 4 дюйма из обычного муслина, 4 дюйма из муслина Finex, 3 дюйма из обычного муслина и 3 дюйма из обработанного материала.