Статьи – Почему «горят» круглые пилы на многопильных станках?
Как правило в плохой геометрии пиломатериала на 90% повинна круглая пила, но оставшиеся 10% причин зарезания принадлежат именно станку. Существует много конструкций циркулярных станков. Попытаемся обобщить причины их плохой работы. Получается, сломанная пила это кто то просто неправильно подобрал оборудование.
Недостаточная мощность привода может проявить себя, когда на вал многопила установлено слишком много пил или они слишком толстые. Зачастую плохую подготовку пил стараются компенсировать увеличением их толщины и большим разводом зубьев. Только пилоправ сможет подготовить тонкие пилы и выставить минимальный развод так, что мощности привода хватит для нормальной работы станка.
Не хватает мощности привода, когда скорость подачи распиливаемого материала очень велика или он вязкий и твердый, например, лиственница или дуб. Необходимо подобрать скорость подачи. В станках с водяным охлаждением пил, нужно пристально следить за подачей воды.
Важны и геометрические настройки станка. В хорошем станке все должно быть параллельно или перпендикулярно. Вал выставляется строго перпендикулярно движению заготовки, особенно важно это там, где есть его регулировка. Пила должна стоять строго перпендикулярно плоскости станины станка. Измерительные устройства станков типа Кара и Магистраль выставляются параллельно плоскости пилы. Необходимо выставить по инструкции на станок все ограничители пилы и направляющие. А так же расклинивающие ножи.
Будьте предельно осторожны! Практически все перечисленные операции выполняются на работающей пиле. Стоящая пила принимает произвольное положение и не может служить плоскостью отсчета.
Зарезание пил может произойти из-за неисправного пильного вала. Круглые пилы работоспособны только при минимальных торцевых и радиальных биениях пильного вала или фланца.
Пильный вал может быть причиной зарезания в случае сильного нагрева неисправных, перетянутых или несмазанных подшипников. Уделите самое пристальное внимание проверке и смазке пильного вала станка. Плохие подшипники можно обнаружить следующим способом: приставьте к месту расположения подшипника небольшую рейку с гладкими краями и прижмитесь к ней ухом. Внимательно прослушайте работу подшипника во время вращения и остановки вала. Скрежет, резкие стуки и щелчки не допускаются. Менять подшипник нужно грамотно, используя съемники. Подшипники имеют разные классы точности и далеко не все годятся для установки на вал. Посадочные места под подшипник должны быть шлифованы изготовителем, что сейчас бывает не всегда.
У станков с плавающими пилами есть свои причины зарезания. Это бывает, если неправильно отрегулированы зазоры в направляющих. Причем при малом зазоре пилы зарезаются в следствии перегрева, а при большом — блуждания. Необходимо выставлять рекомендуемые зазоры.
Блуждение пил появляется и в том случае, когда неравномерно сточены направляющие, изготовленные из латуни или баббита. Латунную накладку в этом случае меняют, а баббитовую наплавляют вновь.
Бывает, что между направляющими и пилой вклинивается щепка. Это приводит к сильному закливанию и мгновенному перегреву пил. Не спасает даже водяное охлаждение. После этого пилы, как правило, приобретают чашеобразность и нуждаются в пилоправной подготовке.
Это и в самом деле так, если используются толстые пилы. Однако, если вы хотите сэкономить на ширине пропила и иметь солидный коэффициент выхода годного, эти представления придется менять. Тогда на первый план выступает пилоправная подготовка. На оборудованном тонкими пилами многопиле, править пилы приходится иногда каждые 3-4 часа, т.е. задолго до затупления твердосплавных наконечников. И следует признать, что это мировая практика. Хочешь экономить — готовь профессионального пилоправа.
Тогда на первый план выступает пилоправная подготовка. На оборудованном тонкими пилами многопиле, править пилы приходится иногда каждые 3-4 часа, т.е. задолго до затупления твердосплавных наконечников. И следует признать, что это мировая практика. Хочешь экономить — готовь профессионального пилоправа.
Какой толщины пилы еще могут стабильно резать при соответствующей пилоправной подготовке? Это напрямую зависит от диаметра пилы и от конструкции станка. Но в основном в России пилят очень толстыми пилами, так меньше хлопот! По-нашему опыту, прекрасно можно пилить метровыми пилами толщиной 3,6 мм, пилами диаметром 630 мм и толщиной 2,5 мм. И это далеко не предел!
Персональный сайт – Публикации
ПРОСТАВОЧНЫЕ ВТУЛКИ ДЛЯ МНОГОПИЛЬНЫХ СТАНКОВ: “МАЛ ЗОЛОТНИК, ДА ДОРОГ”.
Компоновка многопильных станков, где набор пил формируется с помощью проставочных втулок (еще их называют дистанционными, проставками, “разлучками” и т.п.), на сегодня является наиболее распространенной. Тому есть много причин. Втулки. как ни какой другой механизм, надежно фиксируют инструмент на пильном валу. При этом выполняются требования точности: перпендикулярность пильных дисков оси вала, расположение пил на строго определенном расстоянии между собой. Точность позиционирования инструмента может достигать сотых долей миллиметра. Для многопильных станков с двумя рядами пил -это ключевой момент, иначе может возникнуть смещение пары пильных дисков и, как следствие, дефект “ступенька” на пласти получаемого пиломатериала.
Тому есть много причин. Втулки. как ни какой другой механизм, надежно фиксируют инструмент на пильном валу. При этом выполняются требования точности: перпендикулярность пильных дисков оси вала, расположение пил на строго определенном расстоянии между собой. Точность позиционирования инструмента может достигать сотых долей миллиметра. Для многопильных станков с двумя рядами пил -это ключевой момент, иначе может возникнуть смещение пары пильных дисков и, как следствие, дефект “ступенька” на пласти получаемого пиломатериала.
Безусловно, необходимость изготовления комплекта проставочных втулок под каждый размер доски, при изменении размеров инструмента, вызывает определенные трудности у пользователей многопильных станков с такой схемой пильного узла. Некоторые разработчики деревообрабатывающего оборудования предлагали многопилы с “плавающими” пилами, в которых инструмент позиционировался с помощью специальных рычагов, по аналогии с кромкообрезными станками. Но такие варианты не получили большого распространения: количество пил, минимальное расстояние между ними весьма ограничено.
Многопильные станки с проставочными втулками, напротив, показали свои лучшие качества в самых сложных условиях эксплуатации – на Севере и в Сибири, при отрицательных температурах, при работе с мерзлой древесиной. Особенно примечательна работа многопилов промышленного класса, тяжелой серии, с гидравлическим управлением. Некоторые модели допускают установку до 10 пил на один вал, при мощности привода 90-120 кВт они поддерживают скорость подачи 20-30 м/мин.
Нетрудно представить, как важно в таких условиях, чтобы пильный узел работал стабильно, с высокой точностью и запасом прочности. Проставочные втулки входят в состав инструментального набора многопильного станка и влияют на все эти параметры самым непосредственным образом.
Рассмотрим несколько наиболее типичных случаев, связанных с проставочными втулками:
1. Посадочный диаметр проставочной втулки меньше номинального. Втулка с трудом устанавливается на вал многопильного станка. При затяжке гайки на конце вала набор сжимается, из за трения в бракованных втулках между некоторыми пилами может остаться зазор. В момент пуска такая пила не только не сможет нормально пилить, но и является источником опасности.
В момент пуска такая пила не только не сможет нормально пилить, но и является источником опасности.
2. Посадочный диаметр проставочной втулки больше номинального. Втулка “болтается” на валу, может перекоситься. Следствием такой ситуации может быть перекос инструмента и дисбаланс системы: во время вращения со скоростью 2-3 тыс. оборотов в минуту, из-за возникновения радиальных динамических нагрузок возникнет вибрация и, скорее всего, выйдет из строя пильный вал или его опоры. Подобная проблема возникает и тогда, когда проставочная втулка изготавливается не из легкого сплава алюминия, а из стали, плотность которой почти в три раза превышает плотность алюминия. Нередки случаи, когда втулки изготавливаются из литой алюминиевой заготовки, в них присутствуют микрополости и, если не производить балансировку втулки, явление дисбаланса наблюдается и в “легких” изделиях.
3. Торцевое биение боковых поверхностей проставочной втулки относительно посадочного диаметра превышает допустимую норму. В этом случае гарантирован перекос дисковой пилы. Пила не сможет нормально работать – из-за трения, биения пласть получаемой доски будет иметь борозды, риски. Нередко чрезмерное торцевое биение – одна из причин “горения” инструмента, когда затрудняется подача, а потребляемая мощность станка возрастает до критических значений.
В этом случае гарантирован перекос дисковой пилы. Пила не сможет нормально работать – из-за трения, биения пласть получаемой доски будет иметь борозды, риски. Нередко чрезмерное торцевое биение – одна из причин “горения” инструмента, когда затрудняется подача, а потребляемая мощность станка возрастает до критических значений.
4. Наружный диаметр проставочной втулки не соответствует нормативному (рекомендуемому в пропорции к диаметру пилы, ограниченному конструкцией системы подачи станка). В этом случае втулка может тереться о пласть бруса, либо жесткость инструмента будет недостаточной – пила может деформироваться в процессе работы.
5. Ширина проставочной втулки не соответствует размерам инструмента – толщине пильного диска и ширине зуба, либо толщине доски. Такое возможно при ошибке в расчетах ширины втулки, или при ошибочном использовании конкретной проставочной втулки. При этом получается пиломатериал с толщиной, не соответствующей требованиям производственной программы.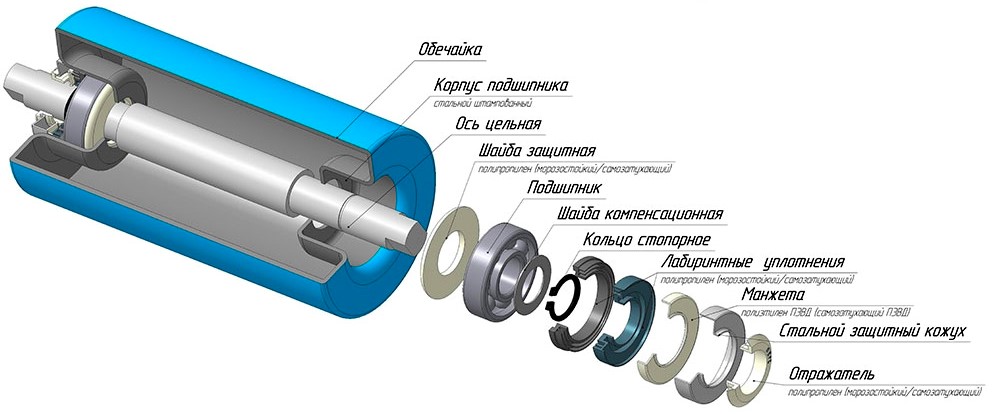 Так, например, для получения доски толщиной 25 мм, с использованием пил с шириной зуба 4,2 мм и толщиной пильного диска 3,2 мм, необходимы проставочные втулки 26 мм. Если установить втулку 26,5 мм, то получится пиломатериал толщиной 25,5 мм.
Так, например, для получения доски толщиной 25 мм, с использованием пил с шириной зуба 4,2 мм и толщиной пильного диска 3,2 мм, необходимы проставочные втулки 26 мм. Если установить втулку 26,5 мм, то получится пиломатериал толщиной 25,5 мм.
6. Проставочные втулки в инструментальном наборе отличаются по ширине. В этом случае и пиломатериал в партии готового пиломатериала будет иметь соответствующие отклонения, что может привести к снижению его сортности. Там, где доска производится двухвальным многопилом, возможно появление “продольных ступенек” на ее пласти.
7. Поверхности проставочных втулок имеют повышенную шероховатость из-за низкого уровня механической обработки. При сборке инструментального набора может произойти неопределенное базирование инструмента и, как следствие, его перекос. Кроме того, в процессе работы неровности на поверхности могут сминаться, тем самым ослабляя степень сжатия набора, что приведет к ослаблению фиксации инструмента на валу.
Вот далеко не полный перечень особенностей проставочных втулок и их работы в многопильном станке. К сожалению, даже производители многопильных станков не всегда добросовестно подходят к изготовлению данных втулок, считая этот конструктивный элемент не ответственным, проблемным с точки зрения механической обработки мягких дорогостоящих материалов (алюминия). Также рассуждают и пользователи, которые заказывают втулки у “дяди” в ближайшей механической мастерской, сравнивая проставочную втулку с рядовой шайбой!
К сожалению, даже производители многопильных станков не всегда добросовестно подходят к изготовлению данных втулок, считая этот конструктивный элемент не ответственным, проблемным с точки зрения механической обработки мягких дорогостоящих материалов (алюминия). Также рассуждают и пользователи, которые заказывают втулки у “дяди” в ближайшей механической мастерской, сравнивая проставочную втулку с рядовой шайбой!
Сегодня в России практически нет предприятий. которые специализируются на изготовлении проставочных втулок. Расчет и изготовление втулок, как правило, выполняется самими пользователями многопильных станков кустарным способом, без учета всех вышеперечисленных особенностей. Фирменные втулки, либо поставляются вместе со станком ограниченной серией, либо делаются под заказ длительное время по весьма завышенным расценкам, под предлогом высоких таможенных сборов, транспортных расходов и т.п.
Как следствие такой ситуации, многие пользователи многопильных станков отказываются от “нестандартных заказов”, ограничивая себя типичной программой: доска 20, 25, 40, 50, 100 мм. и соответствующие наборы проставочных втулок к ней. Но здесь рано или поздно возникнут вопросы:
и соответствующие наборы проставочных втулок к ней. Но здесь рано или поздно возникнут вопросы:
1. Естественный износ проставочных втулок (посадочный диаметр, забоины, риски и т.п.)
2. Работа на экспорт, когда сырой пиломатериал должен иметь припуск 2-3 мм на усушку (в спецификации появляется фактическая и зачетная толщина пиломатериала).
3. Заказы на “нестандартную” доску, в обход конкурентов
4. Комбинированный распил бруса, когда из сердцевины выпиливается брус, а из периферийной части – тонкая доска радиального распила.
Ответ на все эти вопросы может быть только один – заказ комплекта проставочных втулок к многопильному станку в специализированной организации. Таким предприятием является СКБ “ЛесМаш” (www.mvtulka.narod.ru). Здесь первую партию проставочных втулок отправили в тогда еще лесхозы Алтайского края еще в 2004 г. Сегодня проставочные втулки СКБ “ЛесМаш” изготавливаются на высокоточном оборудовании, полностью отвечают всем требованиям, предъявляемым к этому конструктивному элементу. Для двухвальных многопильных станков применяется метод селективной выборки пар проставочных втулок, с максимально близкими размерами ширины, и соотвествующей их маркировкой, во избежание образования дефекта “ступенька” на пласти получаемого пиломатериала.
Для двухвальных многопильных станков применяется метод селективной выборки пар проставочных втулок, с максимально близкими размерами ширины, и соотвествующей их маркировкой, во избежание образования дефекта “ступенька” на пласти получаемого пиломатериала.
За счет узкой специализации разработана технология, позволяющая выполнять индивидуальные заказы со скоростью и качеством, присущим серийному производству. Уникальная методика позволяет восстанавливать размеры проставочной втулки тогда, когда заводские аналоги давно утрачены или недоступны. Безусловно, это импортнозамещающая технология, так как не нужно ждать месяцы ответа от зарубежных изготовителей многопильных станков на запрос нестандартного комплекта проставочных втулок.
Сотрудничество с рядом транспрортных компаний, Почтой России, позволяет оперативно и не дорого доставлять втулки в любую точку России.
Влад Корнев
Статья опубликована в журнале http://oborudovaniederevo.ru
Диски для дисковых пил для многопильных станков
Идет загрузка. .. Пожалуйста, подождите…
.. Пожалуйста, подождите…
Выбрать по цене
Наш информационный бюллетень
- Домашний
- Популярные инструменты
- Полотна для продольных и групповых пил — FTG и TCG
Сортировать по: Избранные товарыНовейшие товарыБестселлерыВ алфавитном порядке: от A до ZВ алфавитном порядке: от Z до AAсредн. Отзыв клиентаЦена: от низкой до высокойЦена: от высокой до низкой
Популярные инструменты Дисковые пилы с зубьями FTG предназначены для распила мягкой или твердой древесины, где долбительное действие FTG наиболее эффективно. Заточка FTG от Popular Tools — это самая быстрая и эффективная конструкция зуба для продольной резки. Все дисковые пилы Popular Tools FTG имеют передний угол 20 градусов и биение не более 0,002 дюйма.
| Diameter | Teeth | Bore | Kerf | Plate | Design | Hook | Part # |
|---|---|---|---|---|---|---|---|
| 8in | 24Т | 5/8 дюйма | . 118in 118in | .087in | ФТГ | 20 градусов | РФ824 |
| 9 дюймов | 24Т | 5/8 дюйма | .126in | .087in | ФТГ | 20 градусов | РФ924 |
| 10 дюймов | 10Т | 5/8 дюйма | .145in | .102in | ФТГ | 20 градусов | РФ101 |
| 10 дюймов | 24Т | 5/8 дюйма | .126in | .087in | ФТГ | 20 градусов | РФ1024126 |
| 10 дюймов | 24Т | 5/8 дюйма | .145in | .102in | ФТГ | 20 градусов | РФ1024145 |
| 10 дюймов | 24Т | 70 мм, 2 ключа* | .126in | .087in | ФТГ | 20 градусов | РФ1024К |
| 10 дюймов | 30Т | 5/8 дюйма | . 160in 160in | .118in | ФТГ | 20 градусов | РФ1030 |
| 10 дюймов | 40Т | 5/8 дюйма | .126in | .087in | ФТГ | 20 градусов | РФ1040 |
| 10 дюймов | 40Т | 3 дюйма** | .126in | .087in | ТКГ | 20 градусов | РСЛх20403 |
| 10 дюймов | 40Т | 4 3/16 дюйма** | .126in | .087in | ТКГ | 20 градусов | РСЛх20404 |
| 300 мм | 28Т | 80 мм, 2 ключа**** | 3,4 мм | 2,2 мм | ФТГ | 20 градусов | RFRM30028 |
| 12 дюймов | 24Т | 1 дюйм | .126in | .087in | ФТГ | 20 градусов | РФ1224126 |
| 12 дюймов | 24Т | 1 дюйм | . 134in 134in | .094in | ФТГ | 20 градусов | РФ1224134 |
| 12 дюймов | 24Т | 1 дюйм | .160in | .110in | ФТГ | 20 градусов | РФ1224160 |
| 12 дюймов | 24Т | 1 дюйм | .185in | .126in | ФТГ | 20 градусов | РФ1224185 |
| 12 дюймов | 24Т | 70 мм, 2 ключа* | .126in | .087in | ФТГ | 20 градусов | РФ1224К |
| 12 дюймов | 24Т | 70 мм, 2 ключа* | .160in | .110in | ФТГ | 20 градусов | РФ1224К160 |
| 12 дюймов | 30Т | 1 дюйм | .134in | .094in | ФТГ | 20 градусов | РФ1230 |
| 12 дюймов | 30Т | 1 дюйм | . 165in 165in | .118in | ФТГ | 20 градусов | РФ1230160 |
| 12 дюймов | 30Т | 70 мм, 2 ключа* | .165in | .118in | ФТГ | 20 градусов | РФ1230К |
| 12 дюймов | 36Т | 1 в | .134in | .094in | ФТГ | 20 градусов | РФ1236134 |
| 12 дюймов | 36Т | 70 мм, 2 ключа* | .165in | .118in | ФТГ | 20 градусов | РФ1236К |
| 12 дюймов | 36Т | 3 1/8 дюйма | .126in | .087in | ФТГ | 20 градусов | РСМ1236Ф |
| 12 дюймов | 36Т | 3 1/8 дюйма | .126in | .087in | ТКГ | 20 градусов | РСМ1236ТА |
| 12 дюймов | 36Т | 3 1/8 дюйма | . 165in 165in | .118in | ТКГ | 20 градусов | РСМ1236ТБ |
| 350 мм | 48Т | 95 мм, 2 ключа, 8 контактов | 4,2 мм | 3,0 мм | ТКГ | 20 градусов | РФ3504895Т |
| 350 мм | 48Т | 120 мм, 2 ключа | 4,2 мм | 3,0 мм | ТКГ | 20 градусов | РФ35048120Т |
| 14 дюймов | 24Т | 1 дюйм | .142in | .102in | ФТГ | 20 градусов | РФ1424 |
| 14 дюймов | 24Т | 1 дюйм | .170in | .118in | ФТГ | 20 градусов | РФ1424170 |
| 14 дюймов | 24Т | 1 дюйм | .194in | .134in | ФТГ | 20 градусов | РФ1424194 |
| 14 дюймов | 24Т | 70 мм, 2 ключа* | .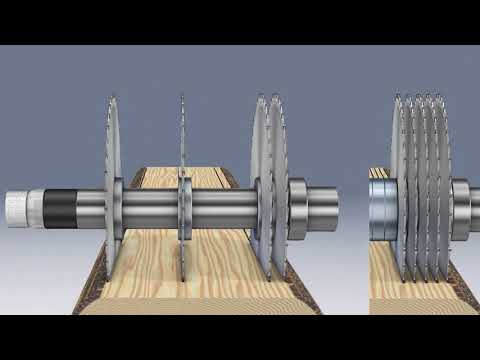 142in 142in | .102in | ФТГ | 20 градусов | РФ1424К |
| 14 дюймов | 24Т | 3 1/8 дюйма | .177in | .134in | ФТГ | 20 градусов | РСМ1424Т |
| 14 дюймов | 30Т | 1 дюйм | .165in | .118in | ФТГ | 20 градусов | РФ1430 |
| 14 дюймов | 36Т | 1 дюйм | .165in | .118in | ФТГ | 20 градусов | РФ1436 |
| 14 дюймов | 36Т | 70 мм, 2 ключа* | .142in | .102in | ФТГ | 20 градусов | РФ1436К |
| 14 дюймов | 40Т | 1 дюйм | .170in | .118in | ФТГ | 20 градусов | РФ1440 |
| 16 дюймов | 24Т | 1 дюйм | . 173in 173in | .126in | ФТГ | 20 градусов | РФ1624 |
| 16 дюймов | 36Т | 1 дюйм | .173in | .126in | ФТГ | 20 градусов | РФ1636 |
| 18 дюймов | 40Т | 1 дюйм | .185in | .134in | ФТГ | 20 градусов | РФ1840 |
| 20 дюймов | 40Т | 1 дюйм | .185in | .134in | ФТГ | 20 градусов | РФ2040 |
*10″, 12″ и 14″ – отверстия 70 мм имеют два шпоночных паза 20 мм x 5 мм для продольных пил SCM.
**RSLH поставляется с 3″ или 4 3/16″ оправками с 3 отверстиями. Подходит для Lauderdale Hamilton Rip
***Многорезцовая пила, разъемный корпус, продается парой
****Для продольной пилы Raimann с 4 маленькими штифтами 7 мм и 2 большими штифтами 14 мм, плюс 2 шпоночных паза
Полотно для продольной и групповой пилы, 8″ x 24T FTG, Popular Tools RF824
77,75 $ 76,36 $
Сравните
Выберите параметры
Полотно для продольной и групповой пилы, 9″ x 24T FTG, Popular Tools RF924
86,00 $ 84,46 $
Сравните
Выберите параметры
Полотно для продольной и групповой пилы, 10″ x 10T FTG, Popular Tools RF101
68,75 $ 67,52 $
Сравните
Выберите параметры
Полотно для продольной и групповой пилы, 10″ x 24T FTG, Popular Tools RF1024126
80,50 $ 79,07 $
Сравните
Выберите параметры
Полотно для продольной и групповой пилы, 10″ x 24T FTG, Popular Tools RF1024145
90,75 $ 89,13 $
Сравните
Выберите параметры
Полотно для продольной и групповой пилы, 10″ x 24T FTG, Popular Tools RF1024K
90,75 $ 89,13 $
Сравните
Выберите параметры
Полотно для продольной и групповой пилы, 10″ x 30T FTG, Popular Tools RF1030
121,75 $ 119 $.
 57
57 Сравните
Выберите параметры
Полотно для продольной и групповой пилы, 10″ x 40T FTG, Popular Tools RF1040
102,25 $ 100,43 $
Сравните
Выберите параметры
Полотно для продольной и групповой пилы, 10 дюймов x 40 зубьев TCG, Popular Tools RSLh20403
110,50 $ 108,54 $
Сравните
Выберите параметры
Полотно для продольной и групповой пилы, 10 дюймов x 40 зубьев TCG, Popular Tools RSLh20404
106,00 $ 104,11 $
Сравните
Выберите параметры
Полотно для продольной и групповой пилы, 300 мм x 28 зуб.
FTG, Popular Tools RFRM30028 131,25 $ 128,91 $
Сравнить
Выберите параметры
Полотно для продольной и групповой пилы, 12″ x 24T FTG, Popular Tools RF1224126
97,50 $ 95,77 $
Сравните
Выберите параметры
Полотно для продольной и групповой пилы, 12″ x 24T FTG, Popular Tools RF1224134
105,75 $ 103,86 $
Сравните
Выберите параметры
Полотно для продольной и групповой пилы, 12″ x 24T FTG, Popular Tools RF1224160
113,50 $ 111,48 $
Сравните
Выберите параметры
Полотно для продольной и групповой пилы, 12″ x 24T FTG, Popular Tools RF1224185
117,00 $ 114,91 $
Сравните
Выберите параметры
Полотно для продольной и групповой пилы, 12″ x 24T FTG, Popular Tools RF1224K
93,75 $ 92,07 $
Сравните
Выберите параметры
Полотно для продольной и групповой пилы, 12″ x 24T FTG, Popular Tools RF1224K160
117,00 $ 114,91 $
Сравните
Выберите параметры
Полотно для продольной и групповой пилы, 12 дюймов x 30 зуб.
FTG, Popular Tools RF1230 128,75 $ 126,45 $
Сравните
Выберите параметры
Полотно для продольной и групповой пилы, 12″ x 30T FTG, Popular Tools RF1230160
148,25 $ 145,61 $
Сравните
Выберите параметры
Полотно для продольной и групповой пилы, 12″ x 30T FTG, Popular Tools RF1230K
148,25 $ 145,61 $
Сравните
Выберите параметры
 57
57  FTG, Popular Tools RFRM30028
FTG, Popular Tools RFRM30028  FTG, Popular Tools RF1230
FTG, Popular Tools RF1230 Текущие лидеры продаж
1
2
3
4
5
Новые продукты
Полотно для продольной и групповой пилы, 12″ x 24T FTG, Popular Tools RSM1224126
101,00 $ 99,20 $
Выберите параметры
Полотно для продольной и групповой пилы, 20″ x 40T FTG, Popular Tools RF2040
283,75 $ 278,68 $
Выберите параметры
Полотно для продольной и групповой пилы, 18″ x 40T FTG, Popular Tools RF1840
260,25 $ 255,61 $
Выберите параметры
Полотно для продольной и групповой пилы, 16″ x 36T FTG, Popular Tools RF1636
226,00 $ 221,96 $
Выберите параметры
Полотно для продольной и групповой пилы, 16″ x 24T FTG, Popular Tools RF1624
204,00 $ 200,36 $
Выберите параметры
Пивоваренная машина и детали
| |
Golden Eagle BR-0520 Многопильный станок Мы работали с Томми Баттлом и Энди Калхоуном из компании Battle Lumber Company в Уодли, Джорджия, над разработкой нового многопильного станка с использованием новейших и лучших на 2005 год. | BR-2-89 Notcher Двойной головной нож Golden Eagle (модель с ручной подачей) оснащен (2) трехфазными двигателями TEFC мощностью 30 л. подшипников и является лишь одним из длинного списка паллетных машин Брюера. |
Golden Eagle 2002 Chamfer Предназначен для снятия фаски с досок настила поддонов с высокой скоростью и низкой себестоимостью за штуку. | BR-9915 Многопильный станок Современная конструкция для тяжелых условий эксплуатации — вот почему многопильный станок с двойной оправкой BR-9915 MTA пользуется таким большим спросом. Благодаря множеству функций, таких как гидравлическое управление подачей «поворотом ручки», прочные, усиленные стальные приводные валки и прочные защитные кожухи, отличает эту машину от других. |
Обрезная пила BR-710 Улучшите контроль пиломатериалов с помощью подрезных пил, пилящих по направлению к зубчатой рейке, позволяющих обрезать доски и брус с помощью подрезной пилы Брюера. | Пылеуловитель Golden Eagle Side Winder Board Пылеуловитель Brewer’s Golden Eagle Side Winder Board дает вам то, что вы ожидаете от Brewer Machinery в отношении качества, дизайна, функциональности, ПЛЮС и многого другого! |
Одноголовочная ленточная пила Diamond Eagle Resaw-Band Ленточная пила Diamond Eagle — это усовершенствованная версия уже усовершенствованной машины. Наш Diamond Eagle превосходно работает в сложных условиях, особенно в замороженных пиломатериалах. |
 разработан. Инженеры Golden Eagle включили эти изменения в полностью переработанную 05 Gang Saw. Этот ’05 предлагается с рубанком или без него. Battle Lumber не выбрали строгальный станок, потому что у них был существующий строгальный станок, который они могли использовать.
разработан. Инженеры Golden Eagle включили эти изменения в полностью переработанную 05 Gang Saw. Этот ’05 предлагается с рубанком или без него. Battle Lumber не выбрали строгальный станок, потому что у них был существующий строгальный станок, который они могли использовать. Годы разработки и работы с клиентами позволили нам сохранить фаску с очень гладкой и бесперебойной системой подачи.
Годы разработки и работы с клиентами позволили нам сохранить фаску с очень гладкой и бесперебойной системой подачи. Множество функций и опций, созданных для повышения производительности и снижения эксплуатационных расходов.
Множество функций и опций, созданных для повышения производительности и снижения эксплуатационных расходов.