Вальцовочная машина с изменяемой геометрией | Производителя
Вальцовочная машина с изменяемой геометрией серии JW11 предназначена для гибки металлических листов. Благодаря устойчивой конструкции и стабильной работе машина широко используется при производстве крупногабаритного оборудования.
Верхний валок перемещается вертикально, а нижние валки перемещаются в горизонтальном направлении. Это особое решение позволяет регулировать в соответствии с потребностью расстояние между осями нижних валков, и значит, расстояние между точками изгиба, верхний и нижние валки расположены асимметрично. При гибке два нижних валка вращаются под действием универсального шарнира и гидравлического двигателя/редуктора.
Наша продукция широко применяется в различных отраслях промышленности при производстве котлов, металлоконструкций, в судостроении, авиации, декорировании и т.д.
Технические параметры
| Модель | Макс. толщина металла толщина металла | Макс. ширина металла | Предел текучести листа | Рабочая скорость | Мин. диаметр гибки при полной нагрузке | Диаметр верхнего вала | Диаметр нижнего вала | Расстояние между центрами нижних валов | Мощность главного двигателя |
| мм | мм | мм | м/мин | мм | мм | мм | мм | кВт | |
| W11X-12×2000 | 12 | 2000 | 245 | 6.46 | 500 | 240 | 200 | 310 | 11 |
| W11X-12×2500 | 12 | 2500 | 245 | 5 | 750 | 280 | 240 | 360 | 11 |
| W11X-12×3000 | 12 | 3000 | 245 | 5 | 650 | 280 | 240 | 360 | 11 |
| W11X-16×2000 | 16 | 2000 | 245 | 5 | 750 | 280 | 240 | 360 | 11 |
| W11X-16×2500 | 16 | 2500 | 245 | 5 | 750 | 280 | 240 | 360 | 11 |
| W11X-16×3200 | 16 | 3200 | 245 | 5 | 900 | 340 | 280 | 440 | 11 |
| W11X-20×2000 | 20 | 2000 | 245 | 5 | 750 | 280 | 240 | 440 | 11 |
| W11X-20×2500 | 20 | 2500 | 245 | 5 | 850 | 340 | 280 | 490 | 15 |
| W11X-25×2000 | 25 | 2000 | 245 | 5 | 850 | 340 | 280 | 490 | 22 |
| W11X-25×2500 | 25 | 2500 | 245 | 4. 5 5 | 900 | 380 | 300 | 600 | 30 |
| W11X-30×2000 | 30 | 2000 | 245 | 4.5 | 900 | 380 | 300 | 600 | 30 |
| W11X-30×2500 | 30 | 2500 | 245 | 4.3 | 1100 | 460 | 380 | 600 | 37 |
| W11X-30×3000 | 30 | 3000 | 245 | 5 | 1200 | 480 | 400 | 600 | 37 |
| W11X-30×3200 | 30 | 3200 | 245 | 5 | 1200 | 500 | 400 | 600 | 37 |
| W11X-40×2000 | 40 | 2000 | 245 | 5 | 1200 | 480 | 400 | 600 | 37 |
| W11X-40×2500 | 40 | 2500 | 245 | 5 | 1400 | 500 | 400 | 600 | 37 |
| W11X-40×3000 | 40 | 3000 | 245 | 4.37 | 1600 | 500 | 400 | 650 | 45 |
| W11X-50×3000 | 50 | 3000 | 245 | 4 | 2000 | 600 | 480 | 700 | 60 |
| W11X-60×3000 | 60 | 3000 | 245 | 4 | 2000 | 700 | 560 | 800 | 75 |
Примечание: Технические параметры могут быть изменены без предварительного уведомления.
Основанная конструкция
Основные компоненты и узлы: верхний валок, нижний валок, поддерживающий ролик, главная передача, откидная опора для снятия готового изделия, левая и правая боковые стойки, основание, гидросистема, система электроуправления и пр.
1. Узел верхнего валка
Включает главные гидроцилиндры, опору подшипника, верхний валок, двухрядные самоустанавливающиеся подшипники. Два гидроцилиндра с рабочим давлением 19.5 МПа обеспечивают давление для процесса работы. Материал для производства верхнего валка – это 42CrMo, прошедший процедуру закалки поверхности – HRC48-52, имеет твердость HB260-300.
2. Узел нижнего валка
Включает нижний валок, опору подшипника, ползун, телескопический цилиндр или зубчатую передачу и пр. Редуктор скорости обеспечивает питание для осуществления вращения нижнего валка, а гидроцилиндр способствует его горизонтальному перемещению. Закалка поверхности и твердость нижнего валка идут HRC48-52 и HB260-280 соответственно.
3. Узел поддерживающего ролика
Представлен поддерживающим роликом, червячным винтом и передачей, клином и пр. Узел состоит из группы 4 поддерживающих роликов, которые регулируются в вертикальном направлении в зависимости от нагрузки металлической пластины.
4. Главная передача
Включает двигатель, тормоз, гидравлический двигатель или редуктор. Прямое и обратное вращения валов главной передачи обеспечивают рабочую мощность для процесса гибки.
5. Откидная опора
Данное устройство используется удобного съема готовой продукции и состоит из выталкивателя, гидроцилиндра и стойки.
6. Фиксированные боковые стойки, Основание
Эти компоненты имеют стальную сварную конструкцию с обработкой отжигом для снятия напряжения.
7. Гидросистема
Усовершенствованная гидравлическая система включает шестеренчатый насос, группу клапанов, вспомогательного трубопровода и пр. Гидравлический клапан производства ASHUN Fluid Power Co.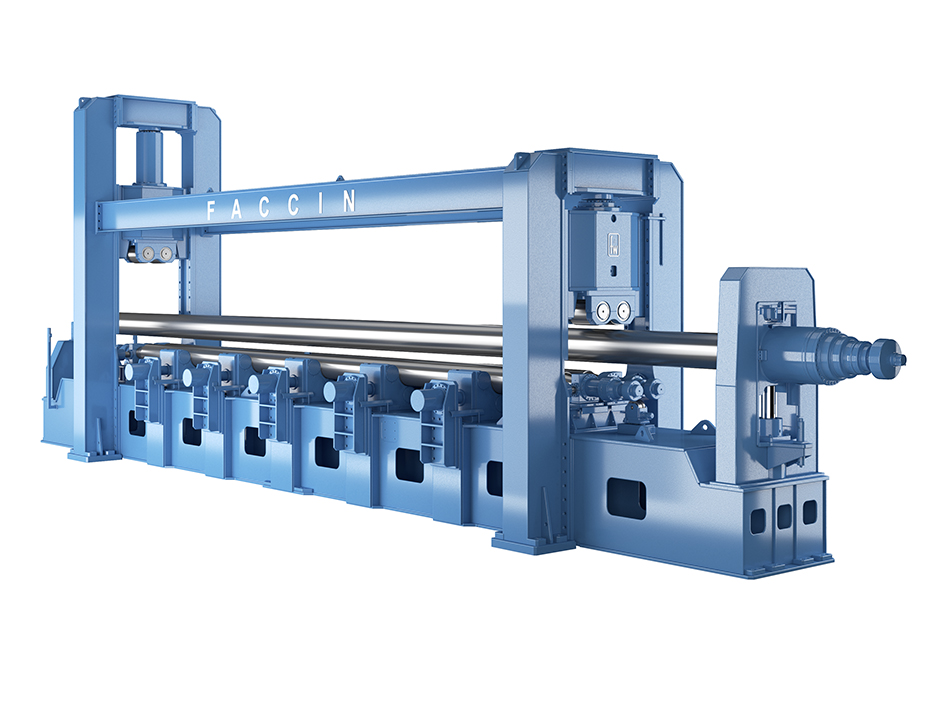 , представляет собой гидроусилитель с положительным перекрытием, при этом узел трубопровода обеспечивает удобное обслуживание. Эта система представлена тремя контурами: контур регулирования давления, контур синхронизации и контур скорости.
, представляет собой гидроусилитель с положительным перекрытием, при этом узел трубопровода обеспечивает удобное обслуживание. Эта система представлена тремя контурами: контур регулирования давления, контур синхронизации и контур скорости.
Контур регулирования давления функционирует через главный перепускной клапан, поддерживая рабочее давление в системе 19.5 МПа.
Контур синхронизации использует делитель потока и дроссельный клапан для реализации предварительной синхронизации подъема и опускания верхнего валка. Датчик перемещения осуществляет контроль и измерения, точность синхронизации составляет ± 0,15 мм.
Контур скорости управляет действием выталкивающего устройства, контролируется дроссельным клапаном.
8. Система электроуправления
Состоит из шкафа электроуправления, пульта управления и портативной клавиатуры. Электропитание: 380 В/50 Гц. Главный выключатель идет с защитой от перегрузок и короткого замыкания. ПЛК осуществляет контроль схемы управления, благодаря чему, количество реле значительно сокращено. Таким образом, обеспечивается надежная работа и более длительный срок службы. Кнопки управления и индикаторы установлены на пульте управления оператора. Ограничители хода установлены на концах всех подвижных частей, а кнопки экстренной остановки служат для прекращения подачи электроэнергии в аварийных ситуациях. Таким образом, оператор и оборудование надежно защищены.
Таким образом, обеспечивается надежная работа и более длительный срок службы. Кнопки управления и индикаторы установлены на пульте управления оператора. Ограничители хода установлены на концах всех подвижных частей, а кнопки экстренной остановки служат для прекращения подачи электроэнергии в аварийных ситуациях. Таким образом, оператор и оборудование надежно защищены.
Стандарты
Наши вальцовочные машины с изменяемой геометрией идут в соответствии со следующими стандартами:
1. JB/T 8796-1998
2. JB/T 2249-2001
3. JB/T 3185.1-1999
4. JB/T 8797-1998
5. JB/T 1829-1997
6. GB 17120-1997
7. JB/T 8609-1997
8. JB 3623-84
9. JB 9971-1999
10. GB 3766-83
11. GB 16754-2008
12. GB/T 5226.1-2008
Комплектация
С данное оборудование комплектуется следующими элементами: главная машина гидравлическое устройство, электрооборудование и смазочное устройство. При этом необходимы и некоторые другие аксессуары (не входят в поставку) для обеспечения нормальной работы наших вальцовочных машин. Данные устройства представлены ниже:
Данные устройства представлены ниже:
1. Трубная соединительная линия и прочие фитинги для установки
2. Настил для машины
3. Элементы электропроводки и соответствующие материалы
4. Элементы для заземления и необходимые материалы
5. Гидравлическое масло и смазочные масла/консистентная смазка
Основные компоненты, предоставленные сторонними производителями
| Наименование | Описание | ||
| Подшипники | Тип | Двухрядные самоустанавливающиеся подшипники повышенной эксплуатационной надежности | |
| Поставщик | Wafangdian Bearing | ||
| Рабочие валки | Материал | 42CrMo | |
| Степень твердости | HB260-300 | ||
| Место производства | г. Уси пров. Цзянсу, Китай (Wuxi) | ||
| Основание и боковые стойки | Материал | Q235A | |
| Технологический метод | Сварка, отжиг, обработка на расточно-фрезерном станке с ЧПУ | ||
| Поставщик | Jiuwei Heavy Industry Machine | ||
| Редуктор | Тип | Цилиндрический зубчатый редуктор (главная трансмиссия) | |
| Поставщик | Guomao Guotai Reducer | ||
| Главный двигатель | Модель | YZR | |
| Поставщик | Jiangyin Kaicheng Electromechanical | ||
| Гидросистема | Гидронасос | Тип | Плунжерный насос |
| Поставщик | Hefei Hydraulics | ||
| Клапан | Поставщик | Yuci Yuken Hydraulics | |
| Главный гидроцилиндр | Корпус цилиндра и шток поршня | Сталь марки 45, HB217-255 | |
| Поставщик | Nantong Jiujiu Hydraulic Machine | ||
| Герметизация для главного гидроцилиндра | UN тип | ||
| Поставщик | Ding Zing | ||
| Система с ЧПУ (эконом-класс) | Основные электрокомпоненты | SIEMENS | |
| Программируемый дисплей | WEINVIEW | ||
| ПЛК | OMRON | ||
| Датчик положения | SIEMENS | ||
| Программное обеспечение системы ЧПУ | Jiuwei Heavy Industry Machine | ||
Принцип работы
Схожие названия
Производитель вальцегибов | Роликогибочная машина | Китайский вальцовочный станок
Вальцовочная машина – Большая Энциклопедия Нефти и Газа, статья, страница 2
Cтраница 2
Приемники вытяжной вентиляции должны быть установлены в местах выделения и образования наибольших концентраций паров растворителей – внутри сушильных камер, в проемах распылительных кабин, над головками лаконаливиых и вальцовочных машин. Приток свежего воздуха должен быть организован как по всей территории отделочного цеха, так и обязательно на рабочих местах на уровне дыхания рабочего.
[16]
Приток свежего воздуха должен быть организован как по всей территории отделочного цеха, так и обязательно на рабочих местах на уровне дыхания рабочего.
[16]
Вальцовочная машина ЭВ-2М ( рис. 151) состоит из электродвигателя 5, редуктора 6, подвижного вала с телескопическим кожухом 3 и муфтой 7 ограничения крутящего момента. Вальцовочную машину раскрепляют в барабане с помощью винтов регулируемых опор. Выходной вал, на котором закреплены муфта 7 крутящего момента и вальцовка 8, может совершать возвратно-поступательное движение, за счет чего оператор подает вальцовку в рабочую зону и возвращает в исходное положение после вальцевания. [17]
Горизонтальные трехвалковые и четы ре х-валковые вальцы. Простейшими вальцовочными машинами являются трехвалковые вальцы. В этих машинах движение сообщается двум нижним валкам, которые за счет трения создают поступательное движение листа ( фиг. Верхний свободно вращающийся валок имеет возможность перемещаться в вертикальном направлении, создавая в зависимости от своего положения различный радиус гибки. Машина имеет реверсивный ход.
[18]
Машина имеет реверсивный ход.
[18]
Компенсационная петля необходима, чтобы обеспечить периодическое с остановками поступление металла в пресс, ибо во время вырубки заготовки металл в вырубном штампе должен быть неподвижен. Металл же, поступающий из вальцовочной машины в накопитель, движется непрерывно. [19]
| Схема цилиндрического газгольдера высокого давления. [20] |
Шаровая оболочка газгольдера собирается из отдельных лепестков, имеющих кривизну в двух направлениях. Лепестки вальцуют холодным способом на специальных вальцовочных машинах. Монтаж газгольдера осуществляется на строительной площадке. [21]
Кроме специальных развальцовочных машин, для вальцевания труб могут применяться также другие механизмы, имеющие реверсивный ход: резьбонарезатели, пневматические отвертки, сверлильные машины. Наряду с этим на заводах создают специальные вальцовочные машины. Этот инструмент предназначен для вальцевания конденсаторных трубок диаметром 15 – 18 мм. В процессе вальцевания шпиндель и веретено вращаются со скоростью 200 об / мин, а корпус 4 и сепаратор 2 в силу этого же приобретают вращательное движение, но со значительно меньшей скоростью. По окончании процесса вальцевания машине сообщают обратный ход; благодаря этому веретено / освобождается, а пружина 6 перемещает корпус, и инструмент свободно вынимают из трубки.
[22]
Этот инструмент предназначен для вальцевания конденсаторных трубок диаметром 15 – 18 мм. В процессе вальцевания шпиндель и веретено вращаются со скоростью 200 об / мин, а корпус 4 и сепаратор 2 в силу этого же приобретают вращательное движение, но со значительно меньшей скоростью. По окончании процесса вальцевания машине сообщают обратный ход; благодаря этому веретено / освобождается, а пружина 6 перемещает корпус, и инструмент свободно вынимают из трубки.
[22]
При добавлении пигментов к нитролакам получают нитроэмали. Пигменты вводят либо непосредственно в нитролак, производя затем измельчение их в шаровых мельницах, либо растирая предварительно на вальцовочных машинах с пластификатором. При введении алюминиевого порошка дополнительное измельчение не требуется. Приготовленные краски центрифугируют или фильтруют. [23]
| Реактор со скребково-лопастным перемешивающим устройством. [24] |
Гомогенизация [2-5] повышает равномерность распределения загустителя в масле, улучшает внешний вид, а также коллоидную и механическую стабильность смазок.
| Глубина выдавливания для тонколистовой стали в мм. [26] |
Линии сдвига появляются на поверхности металла в том случае, если на диаграмме растяжения имеется площадка текучести ( фиг. Вальцовка материала должна производиться непосредственно перед штамповкой, ибо, спустя некоторое время ( обычно 5 – 10 час. Общий вид вальцовочной машины
Затем сплав быстро сливают и охлаждают во избежание ликвации ( высаживания) меди из него.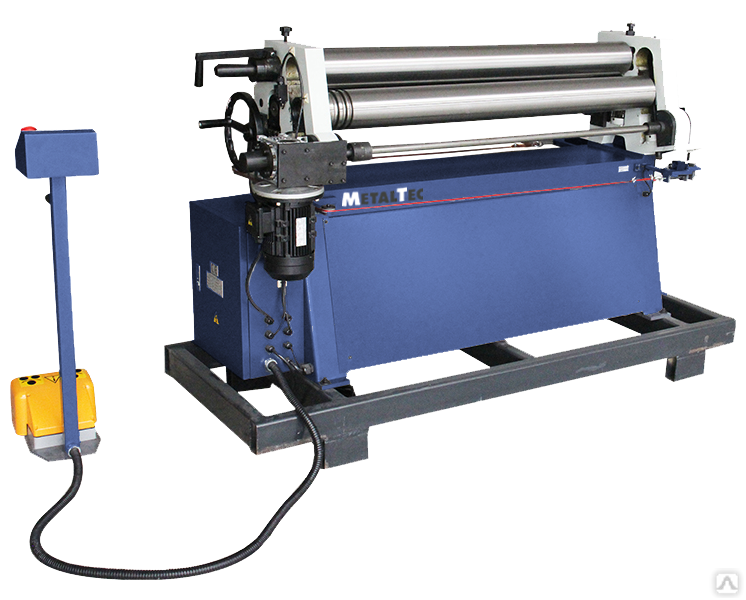 Сплав можно сливать тонким слоем в охлаждаемые водой изложницы либо на вальцовочную машину, валки которой охлаждаются изнутри водой. Сплав из печи стекает через графитовый лоток на качающийся питатель, а оттуда поступает в пространство между вращающимися валками. Там сплав быстро охлаждается, в результате чего появляются тонкие кристаллические пленки. Далее пленки свариваются валками, образуя ленту. Толщину ленты регулируют по скорости вращения валков и температуре. Сформованная лента снимается лентосъемни-ком с валка и по желобу поступает в специальный кюбель. Там сплав охлаждается в течение 3 ч и затем подается на дробление.
[28]
Сплав можно сливать тонким слоем в охлаждаемые водой изложницы либо на вальцовочную машину, валки которой охлаждаются изнутри водой. Сплав из печи стекает через графитовый лоток на качающийся питатель, а оттуда поступает в пространство между вращающимися валками. Там сплав быстро охлаждается, в результате чего появляются тонкие кристаллические пленки. Далее пленки свариваются валками, образуя ленту. Толщину ленты регулируют по скорости вращения валков и температуре. Сформованная лента снимается лентосъемни-ком с валка и по желобу поступает в специальный кюбель. Там сплав охлаждается в течение 3 ч и затем подается на дробление.
[28]
Тележка при помощи гидроцилиндра подводится к рулонодержателю разматывающего устройства 3, который имеет два горизонтальных конуса, разводимых в стороны в момент заводки рулона. Управление движением конусов осуществляется с помощью двух гидравлических цилиндров. Далее металл последовательно проходит имеющиеся в машине вальцовочные валки, круглые – щетки, между которыми производится промывка и очистка поверхностей ленты, резиновые обжимные ролики для удаления с ее поверхности влаги и, наконец, пройдя через задние подающие ролики, металл выходит из вальцовочной машины, опускается в накопитель 8, где образует компенсационную петлю перед входом в подающие валки пресса. Три фотоэлемента и соответствующие источники света 9 помещаются в накопителе на различных уровнях. Четвертый предохранительный фотоэлемент, установленный над уровнем пола, служит для остановки подающих валков 10 в том случае, если вся петля выбрана.
[29]
Три фотоэлемента и соответствующие источники света 9 помещаются в накопителе на различных уровнях. Четвертый предохранительный фотоэлемент, установленный над уровнем пола, служит для остановки подающих валков 10 в том случае, если вся петля выбрана.
[29]
Страницы: 1 2 3
Прокатные станки @ 1 процент
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравненияСравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Быстрый просмотр Добавить в корзину
Удалить из сравнения
Сравнение предметов
Как правильно выбрать прокатный станок? – Zig-Zag
Сейчас читаю: Как правильно выбрать прокатный станок
PrevNext Знаете ли вы, что станки для завальцовки облегчают завальцовку швов? Вы задумались о покупке прокатного станка, но не уверены, какой тип подходит именно вам? Задумывались ли вы, понравится ли вам его использование? Прокатные станки сложны в использовании? В этой статье мы рассмотрим все вышеперечисленное. Мы также рассмотрим ручную прокатку по сравнению с машинной прокаткой и предоставим вам руководство по прокатке идеального соединения с помощью прокатной машины. Оставайтесь с нами, чтобы узнать больше!
Мы также рассмотрим ручную прокатку по сравнению с машинной прокаткой и предоставим вам руководство по прокатке идеального соединения с помощью прокатной машины. Оставайтесь с нами, чтобы узнать больше!
Ручная прокатка против машинной прокатки
Изображение от Pexels Cottonbro
Выбор ручной прокатки суставов или выбор машины — это, прежде всего, вопрос предпочтений. Оба метода имеют плюсы и минусы. В этом разделе мы рассмотрим эти два процесса и узнаем больше о том, что входит в каждый метод. Далее в этой статье мы рассмотрим некоторые факторы, которые следует учитывать при выборе прокатного станка.
Ручное скручивание
Ручное скручивание идеального косяка — один из самых приятных аспектов ритуала курения. Однако это непросто. Скручивание идеального соединения вручную требует практики. Скорее всего, у вас останется куча бракованных суставов, прежде чем вы сможете выкатить прекрасно сделанные шедевры. Но со временем и небольшой практикой вы будете с легкостью скручивать суставы.
При раскатывании вручную вы можете пожертвовать однородностью; один сустав может немного отличаться от другого. Это не должно иметь большого значения, если у вас нет ОКР. Скручивание сустава вручную дает вам больший контроль над размером и формой ваших суставов. Вы сможете создавать большие конусообразные суставы для тех общественных мероприятий и крошечных разовых порций! Если вы решите овладеть ремеслом ручного раскатывания суставов, у вас будет меньше вещей, которые нужно носить с собой, что может понравиться любителям минимализма.
Станок для прокатки
Станки для прокатки отлично подходят как для новичков, так и для ветеранов. В отличие от раскатывания вручную, раскатывающие машины не требуют мелкой моторики. Следовательно, они являются легким входом в мир раскатывания стыков и предлагают удобство и простоту использования. В то время как создание соединения вручную может занять некоторое время, прокатка на накатном станке может быть намного быстрее. Это означает, что вы сможете свернуть несколько косяков за считанные минуты!
Ради простоты использования вы жертвуете отсутствием контроля. При использовании прокатного станка вы будете ограничены одним размером и формой. К счастью для нас, на рынке есть прокатные станки разных размеров! Прокатные машины обеспечивают однородность. Как только вы научитесь пользоваться раскатывающим станком, каждое соединение будет выглядеть одинаково. Использование прокатных станков для прокатки соединений означает, что у вас есть еще одна вещь, которую нужно носить с собой. Но большинство роликовых машин достаточно малы, чтобы поместиться в вашем кармане.
При использовании прокатного станка вы будете ограничены одним размером и формой. К счастью для нас, на рынке есть прокатные станки разных размеров! Прокатные машины обеспечивают однородность. Как только вы научитесь пользоваться раскатывающим станком, каждое соединение будет выглядеть одинаково. Использование прокатных станков для прокатки соединений означает, что у вас есть еще одна вещь, которую нужно носить с собой. Но большинство роликовых машин достаточно малы, чтобы поместиться в вашем кармане.
Решая, подходит ли вам прокатный станок, помните, что правил нет. Вам не нужно брать на себя обязательство использовать только устройство. Не стесняйтесь смешивать это! Новичок может захотеть попрактиковаться в искусстве ручного проката на выходных и использовать машину, чтобы быстро выполнить работу в течение недели. Опытному валику суставов может понадобиться инструмент, который поможет свернуть стопку стыков за считанные минуты. Как бы то ни было, качественный вальцовочный станок быстро справится с работой и каждый раз будет получать однородные швы!
Типы прокатных станков
Теперь, когда вы знаете о преимуществах прокатного станка, вам может быть интересно, какой из них подходит именно вам. На сегодняшний день существует несколько различных типов прокатных станков. Каждый предлагает различные уровни автоматизации. Некоторые устройства имеют простую конструкцию и поместятся в вашем кармане. Другие более громоздки, а некоторым даже требуется электричество. Прежде чем мы рассмотрим факторы, которые следует учитывать, давайте рассмотрим некоторые типы прокатных станков.
На сегодняшний день существует несколько различных типов прокатных станков. Каждый предлагает различные уровни автоматизации. Некоторые устройства имеют простую конструкцию и поместятся в вашем кармане. Другие более громоздки, а некоторым даже требуется электричество. Прежде чем мы рассмотрим факторы, которые следует учитывать, давайте рассмотрим некоторые типы прокатных станков.
Автоматические прокатные станки
Автоматические станки невероятно удобны. Некоторые из этих машин поставляются в виде футляра, который легко помещается в вашем кармане. У них обычно есть отделение для хранения бумаги для самокруток, а также молотой травы. Автоматические прокатные станки — идеальный вариант для тех, кто ценит простоту использования и мобильность.
Электрические прокатные станки
Как следует из названия, электрические прокатные станки работают на электричестве. Эти прокатные машины могут быть дорогими. Они берут на себя все усилия при совместном прокатывании, выполняя большую часть работы за вас. Но вам все равно нужно будет измельчить траву перед использованием этих машин. Электрические машины могут быстро выполнять множество однородных соединений, но они не очень портативны.
Но вам все равно нужно будет измельчить траву перед использованием этих машин. Электрические машины могут быстро выполнять множество однородных соединений, но они не очень портативны.
Машины для инъекций
Машины для инъекций обычно имеют резервуар для хранения травяного наполнителя. Эти машины заполняют ваш пустой косяк, вводя предварительно свернутую бумагу с вашей любимой травой. Они имеют тенденцию быть немного громоздкими и не позволяют в значительной степени контролировать размер и плотность вашего сустава. Некоторые из этих машин управляются вручную, в то время как другие являются автоматическими и электрическими.
Машины для наполнения конусов
Машины для наполнения конусов аналогичны инъекционным машинам, поскольку им нужны предварительно скрученные бумажные конусы. Эти машины очень удобны и могут упростить заполнение предварительно свернутой конусной бумаги. Некоторые машины для наполнения конусов позволяют создавать много швов одновременно, а другие – только один за раз. Машины для наполнения конусов являются идеальным дополнением к конусам Zig-Zag, которые доступны в различных размерах.
Машины для наполнения конусов являются идеальным дополнением к конусам Zig-Zag, которые доступны в различных размерах.
Машины для накатки пальцев
Ролики для пальцев — это классическая ручная машина для накатки. Это простое устройство существует с 1980-х годов и остается популярным по уважительной причине. Машины для прокатки пальцев доступны по цене и относительно просты в использовании.
Вы сможете брать с собой машину для закручивания пальцев куда угодно, так как она легкая и поместится в кармане или сумочке. Они бывают разных размеров, но единственным недостатком является то, что они могут создавать соединения только цилиндрической формы. К ролику для большого пальца может потребоваться некоторое время, чтобы привыкнуть, но он намного проще, чем прокатка вручную, и может создать однородный шов за считанные секунды.
Важные факторы, которые следует учитывать при выборе прокатного станка
Со всеми возможными вариантами у вас может возникнуть проблема с выбором прокатного станка. Лучшее место для начала, чтобы посмотреть на ваши потребности и образ жизни. Если вы постоянно в движении, то большая громоздкая прокатная машина не идеальна. Если вы хотите упаковать очень толстые конусы, небольшая ручная машина для скручивания, вероятно, не лучший вариант. Читайте дальше, чтобы узнать больше о факторах, которые следует учитывать при выборе прокатного станка.
Лучшее место для начала, чтобы посмотреть на ваши потребности и образ жизни. Если вы постоянно в движении, то большая громоздкая прокатная машина не идеальна. Если вы хотите упаковать очень толстые конусы, небольшая ручная машина для скручивания, вероятно, не лучший вариант. Читайте дальше, чтобы узнать больше о факторах, которые следует учитывать при выборе прокатного станка.
Частота
Если вы планируете часто использовать вальцовый станок, вам необходимо учитывать марку. Во-первых, выберите вальцовый станок, произведенный брендом, известным своей высококачественной продукцией, чтобы гарантировать, что ваш вальцовый станок выдержит суровые условия частого использования. Обратите внимание на материал, используемый в конструкции, так как некоторые материалы прочнее других. Некоторые бренды поставят запасные части, а другие предоставят гарантию. Это следует учитывать, особенно при покупке дорогой прокатной машины.
Размер и форма шва
Если вы ищете полную творческую свободу, накатные станки могут вам не подойти. Но если вы ищете простой и быстрый способ прокатки швов, то прокатные станки — ваш лучший выбор. Завальцовочные машины позволят вам легко наполнять большие предварительно скатанные конусы, но не будут делать раскатку за вас.
Но если вы ищете простой и быстрый способ прокатки швов, то прокатные станки — ваш лучший выбор. Завальцовочные машины позволят вам легко наполнять большие предварительно скатанные конусы, но не будут делать раскатку за вас.
Автоматические завальцовочные станки позволяют завальцовывать соединения только одного размера и формы. Вы не сможете прокатывать конические соединения с помощью одной из этих прокатных машин. То же самое и с станки для завальцовки пальцев . Но вы сможете варьировать размер своих суставов, используя машины для закручивания пальцев разного размера.
Портативность раскатывающего станка
Карманные автоматические раскатывающие станки и накатные ролики отличаются высокой портативностью, что делает их идеальными для путешественников или людей, находящихся в движении. Электрическим прокатным станкам часто требуется розетка и адаптеры, и они гораздо менее портативны. Подумайте о своем образе жизни, прежде чем инвестировать в большую и дорогую прокатную машину.
Вопросы стоимости
Прокатные станки могут быть дорогими. Это не означает, что более дешевые машины не являются хорошим вариантом. На самом деле, классический роликовый станок для большого пальца — это недорогой вариант, который справится с работой так же хорошо, как и дорогой автоматический ролик. Подумайте, сколько вы готовы потратить, и обязательно сосредоточьтесь на бренде, который известен производством продукции хорошего качества. Как правило, ролики с большим пальцем являются самым дешевым вариантом, а электрические ролики — одними из самых дорогих доступных машин.
Как делать валики с помощью станка для накатывания пальцев
Ролики для пальцев существуют уже несколько десятилетий, и они пользуются популярностью как у давних валиков, так и у новичков. Эта недорогая машина впечатляюще проста и недорога. Машина для закручивания большого пальца состоит из двух роликовых направляющих внутри рамы и мягкого листа винила, который окружает их. Один ролик закреплен, а другой ролик скользит, создавая отверстие. Оставайтесь с нами, чтобы узнать, как завальцовывать швы с помощью этой удобной ручной завальцовочной машины!
Оставайтесь с нами, чтобы узнать, как завальцовывать швы с помощью этой удобной ручной завальцовочной машины!
Загрузка станка для накатки пальцев
Переместите ролик в открытое положение. Пальцем вдавите виниловый лист между роликами, чтобы освободить место для травы. Убедитесь, что вы не используете слишком много или слишком мало травы. Использование правильного количества является ключом к получению соединения, которое не будет набито слишком туго или слишком свободно. Стык, который набит слишком туго, плохо тянется. Слишком слабо набитый косяк рискует не прогореть равномерно. Использование правильного количества может занять немного проб и ошибок.
Поместите траву в раскатывающую машину и убедитесь, что она равномерно распределена по всей длине машины. Сдвиньте ролик в закрытое положение. Прокрутите оба ролика большими пальцами, проводя большими пальцами по верхней части устройства. Это готовит траву к тому, чтобы она приняла рулонную бумагу.
Загрузка рулонной бумаги
С помощью ближайшего к вам фиксированного ролика подайте лист рулонной бумаги в ролик для большого пальца так, чтобы полоска резинки находилась сверху и была обращена к вам. Обязательно прокатывайте оба ролика одновременно, чтобы соединение не было слишком тугим. Может пройти несколько рулонов до первого защемления, когда край бумаги зацепится за ролики и пройдет сквозь них. Скручивайте большим и указательным пальцами, пока из валика не будет торчать только полоска резинки. Облизните или смочите полоску жевательной резинки перед тем, как свернуть рулон. Прокрутите оба ролика, чтобы подать оставшуюся бумагу в машину. Сверните рельсы еще немного, чтобы резинка приклеилась к бумаге внутри машины.
Обязательно прокатывайте оба ролика одновременно, чтобы соединение не было слишком тугим. Может пройти несколько рулонов до первого защемления, когда край бумаги зацепится за ролики и пройдет сквозь них. Скручивайте большим и указательным пальцами, пока из валика не будет торчать только полоска резинки. Облизните или смочите полоску жевательной резинки перед тем, как свернуть рулон. Прокрутите оба ролика, чтобы подать оставшуюся бумагу в машину. Сверните рельсы еще немного, чтобы резинка приклеилась к бумаге внутри машины.
Освобождение соединения
После того, как вы вставили рулонную бумагу, лизнули и скрутили ролики, вы можете сдвинуть направляющую в открытое положение, чтобы освободить соединение. Если он скручен слишком туго, попробуйте использовать меньше травы и при следующей попытке скатайте обе рейки вместе. Если шов заполнен неплотно, попробуйте использовать больше травяного наполнителя. При использовании ролика для большого пальца вы можете поместить наконечник с фильтром рядом с травой, прежде чем катить..png) У вас может не получиться идеальный шов с первой попытки, но как только вы узнаете, сколько наполнителя нужно использовать, вы сможете быстро скатать идеальные швы.
У вас может не получиться идеальный шов с первой попытки, но как только вы узнаете, сколько наполнителя нужно использовать, вы сможете быстро скатать идеальные швы.
Зигзагообразные станки
Зигзагообразные станки изготовлены из высококачественных материалов и рассчитаны на частое использование. Станки для накатки зигзага доступны в размерах 70 мм, 78 мм и 100 мм. Эти размеры позволяют сворачивать как небольшие суставы размером 1 ¼, так и очень любимый королевский размер. Эти машины для скручивания являются идеальным дополнением к рулонной бумаге для зиг-зага. Попробуйте классический французский апельсин или органическую коноплю Zig-Zag. Создавайте более равномерные швы без хлопот с завальцовкой вручную с помощью машин для завальцовки Zig-Zag.
Заключение
При выборе прокатного станка необходимо учитывать свой образ жизни, бюджет и конкретные потребности. Машины для наполнения конусов отлично подходят для наполнения предварительно скрученных конусов. Большинство других роликов не могут прокатывать конические соединения.