Вальцовый станок типа А1-БЗН
Вальцовые станки типа А1-БЗН
Вальцовые станки типа A1-БЗН выпускают в трех модификациях, для различных мукомольных заводов. Станки устанавливают группами по четыре-пять машин с общими капотами. Набор станков различной формы исполнения и последовательность их монтажа в каждой группе регламентированы проектом типового мукомольного завода. Характерно, что электродвигатели этих вальцовых станков размещают на специальной площадке под междуэтажным перекрытием.
Вальцовый станок типа A1-БЗН имеет 21 форму исполнения.
Вальцовый станок А1-БЗ-2Н используют как на вновь строящихся, так и на реконструируемых мукомольных заводах взамен станка ЗМ-2. Станок А1-БЗ-2Н отличается от станка AI-БЗН наличием индивидуальных капотов и возможностью установки электродвигателя на том же перекрытии, где расположен станок, а также под перекрытием на специальной площадке. Станок имеет 39 форм исполнения.
Вальцовый станок Al-БЗ-ЗН используют как на вновь строящихся, так и на реконструируемых мукомольных заводах взамен станка БВ-2.
Он отличается от описанных выше станков наличием устройства для верхнего забора измельченного продукта. Это устройство состоит из приемных труб для отсоса продукта непосредственно после измельчения из бункеров под вальцами, системы пневмотранспорта. Вальцовый станок А1-БЗ-ЗН имеет 22 формы исполнения.
Вальцовый станок А1-БЗН (рис.) состоит из следующих основных сборочных единиц: мелющих вальцов, привода вальцов, меж-вальцовой передачи, механизмов настройки и параллельного сближения вальцов, системы привала – отвала вальцов, приемно-питающего устройства и станины.
Вальцовый станок А1-БЗН:
1 – приемная труба; 2 – сигнализатор уровня продукта; 3 – заслонка; 4 – винтовое устройство; 5 – рукоятка; 6 – штурвал; 7 – стопорная головка; 8 – нож-очиститель; 9 – выпускной бункер; 10 – щетка-очиститель; 11, 12 – медленно и быстро вращающиеся вальцы; 13 – питающий валок; 14 – шнек; 15 – шторки-датчики
Мелющие вальцы устанавливаются парами в обеих половинах станка. Причем линия, соединяющая центры торцевых окружностей вальцов, образует угол 30° с горизонталью. Длина вальца – 1000 мм, а номинальный диаметр бочки – 250 мм. Масса полого вальца примерно на 30% меньше цельного – 270 кг.
Причем линия, соединяющая центры торцевых окружностей вальцов, образует угол 30° с горизонталью. Длина вальца – 1000 мм, а номинальный диаметр бочки – 250 мм. Масса полого вальца примерно на 30% меньше цельного – 270 кг.
Валец представляет собой двухслойную полую цилиндрическую бочку, диаметр внутренней полости которой – 158 мм, глубина наружного отбеленного слоя (рабочего) – 10 мм. С обоих концов бочки запрессованы цапфы. На конической части цапфы установлены подшипники. Концевая цилиндрическая часть служит для насадки приводного шкива или шестерен межвальцовой передачи. В цапфы быстровращающегося вальца вставлены трубки с охлаждающей водой.
Мелющие вальцы вращаются в двухрядных роликовых сферических подшипниках, имеющих коническую посадку внутренних обойм. Подшипник демонтируют с конической части цапфы гидравлическим съемником, который нагнетает масло через отверстие в цапфе в место сопряжения с поверхностью внутренней обоймы подшипника. Корпуса подшипников верхнего вальца прикреплены к боковой части станины четырьмя болтами, а корпуса подшипников нижнего подвижного вальца имеют свободные концы (локти), опирающиеся на предохранительные пружины. Корпус нижнего вальца выполнен разъемным, что позволяет снимать вальцы вместе с подшипниками.
Корпус нижнего вальца выполнен разъемным, что позволяет снимать вальцы вместе с подшипниками.
Устройство для охлаждения верхнего быстровращающегося вальца работает следующим образом (рис.). Валец 6 охлаждается водой, поступающей через трубку 5, которая введена свободным концом через осевое отверстие в цапфе во внутреннюю полость вальца. Трубка имеет два отверстия для разбрызгивания воды внутри вальца. Открытый конец трубки жестко соединен с корпусом 7. Внутри корпуса в подводящем водопроводе установлен пробковый кран, регулирующий подачу воды во внутреннюю полость вальца. Теплая вода отводится через кольцеобразный зазор между неподвижной трубкой 5 и вращающейся бронзовой втулкой 2 с коническим раструбом. Отработавшая вода поступает в сливную камеру, отводится по трубе в охлаждающее устройство и возвращается в систему рециркуляции. Нагретую воду можно использовать для увлажнения зерна в подготовительном отделении мукомольного завода.
Центробежные силы инерции, возникающие при вращении вальца, способствуют хорошему омыванию внутренней его полости и отводу теплоты. При нормальной работе системы охлаждения температура быстровращающегося вальца не должна превышать 60 °С. По данным испытаний, температура поверхности вальца не превышает 36 °С, а продуктов после измельчения – 25 °С.
При нормальной работе системы охлаждения температура быстровращающегося вальца не должна превышать 60 °С. По данным испытаний, температура поверхности вальца не превышает 36 °С, а продуктов после измельчения – 25 °С.
Охлаждение вальцов оказывает положительное влияние на технологические показатели помола. Снижение температуры в зоне измельчения предотвращает подсушивание и чрезмерное измельчение оболочек, а также перегрев продуктов размола. Расход воды на охлаждение не превышает 0,6 м3/ч для одного вальцового станка. Однако в настоящее время на практике постепенно отказываются от водяного охлаждения вальцов по причинам, связанным с экономическими и дополнительными трудозатратами.
Устройство для охлаждения быстровращающегося вальца:
1 – корпус; 2 – бронзовая втулка; 3 – шестерни межвальцовой передачи; 4 – подшипник; 5 – трубка; 6 – цапфа; 7 – валец
Ведущие зарубежные фирмы достигают практически тех же результатов внедрением активной системы аспирации и др.
В условиях производства необходимо контролировать температуру нагрева вальцов и измельченного продукта. При увеличении температуры продукта выше нормы после прохождения его через вальцовый станок, необходимо выявить причину нарушения технологического процесса: износ рабочей поверхности вальцов, непараллельность вальцов, неравномерность заполнения мелющей щели, нарушение в системе охлаждения вальцов и др.
В процессе размола к рабочей поверхности вальцов прилипают лепешки измельченных частей зерна. Для очистки рифленых вальцов всех систем, кроме I, II драных, 12-й размольной установлены щетки 10 из полимерного материала, а гладкие вальцы очищаются ножами 8 (см. рис.). Механизм привода вальцов состоит из привода верхнего вальца и межвальцовой передачи. Крутящий момент от электродвигателя передается клиноременной передачей на ведомый шкив, который устанавливается на правой цапфе верхнего быстровращающегося вальца. Диаметр ведущего шкива для рифленых вальцов составляет 150 мм, а для гладких – 132 мм.
Предусмотрено два варианта установки электродвигателей: непосредственно на перекрытии, где располагается вальцовый станок, и под перекрытием на специальной площадке (для станка А1-БЗН подходит только второй вариант).
Межвальцовая передача представляет собой редуктор, состоящий из двух косозубых шестерен шириной 55 мм. Большая чугунная шестерня и малая стальная установлены, соответственно, на левых концах цапф нижнего и верхнего вальцов. Обе шестерни вращаются в масле, залитом в кожух 10 (рис.).
Вальцовый станок А1-БЗН в разрезе:
1 – горловина; 2 – шкив; 3 – пневмопереключатель привала-отвала; 4 – пружина заслонки; 5 – преобразователь сигнала; 6 – шкив питающего механизма; 7 – рукоятка переключения скоростей; 8 – шестерни межвальцовой передачи; 9 – корпус системы охлаждения; 10 – корпус межвальцовой передачи; 11 – корпус подшипника; 12 – блок реле; 13 – конец (локоть) свободный подвижного корпуса подшипника; 14 – фильтр воздушный; 15 – клапан электромагнитный; 16 – воздухопроводы; 17 – пружина предохранительная; 18 – пневмоцилиндр; 19 – кнопки «Пуск», «Остановка»; 20 – станина; 21 – подвеска; 22 – вал эксцентриковый; 23 – штурвал механизма настройки параллельности вальцов; 24 – рукоятка точной настройки межвальцового зазора; 25 – тяга; 26 – винт ограничительный; 27- цапфа
Настройка вальцов на параллельность производится двумя механизмами винтового типа, сопряженными с механизмом параллельного сближения. При вращении штурвала по часовой стрелке через систему рычагов подвеска тянет локоть подвижного подшипника вверх и сближает вальцы на одном конце, при вращении штурвала против часовой стрелки подвеска опускается, поворачивает рычаг вокруг эксцентрикового вала и отводит нижний валец. Стопорной головкой 7 (см. рис.) с помощью рукоятки фиксируется установленное положение нижнего вальца. Такая же операция производится и для другого конца вальца.
При вращении штурвала по часовой стрелке через систему рычагов подвеска тянет локоть подвижного подшипника вверх и сближает вальцы на одном конце, при вращении штурвала против часовой стрелки подвеска опускается, поворачивает рычаг вокруг эксцентрикового вала и отводит нижний валец. Стопорной головкой 7 (см. рис.) с помощью рукоятки фиксируется установленное положение нижнего вальца. Такая же операция производится и для другого конца вальца.
Максимальное изменение зазора между вальцами с помощью механизма настройки параллельности составляет 4,4 мм. Чувствительность механизма характеризуется изменением зазора за один оборот штурвала и равна 0,22 мм. Если измельчение по длине вальцов неодинаково, то вращением штурвалов 6 поднимают или опускают свободные концы корпусов подвижных подшипников, т. е. выравнивают рабочий зазор между вальцами.
Механизм параллельного сближения вальцов предназначен для точной установки рабочего зазора. Требуемый рабочий зазор между вальцами устанавливается вращением рукоятки 5, которая через систему рычагов разворачивает эксцентриковый вал так, чтобы соответственно приблизить или отвести нижний валец. Максимальное изменение зазора между вальцами механизмом параллельного сближения составляет 1,2 мм, а чувствительность механизма за один оборот рукоятки – 0,06 мм.
Максимальное изменение зазора между вальцами механизмом параллельного сближения составляет 1,2 мм, а чувствительность механизма за один оборот рукоятки – 0,06 мм.
Система привала – отвала вальцов обеспечивает автоматическое и ручное управление этими операциями. В рабочем режиме функционирует автоматическое управление привалом – отвалом вальцов. Ручной привал и отвал вальцов выполняется подъемом и опусканием рукоятки 5 (см. рис.). Усилие, прикладываемое к рукоятке, передается на эксцентриковый вал и далее по схеме, рассмотренной выше, происходит привал или отвал. Положение привала вальца фиксируется защелкой, которая зацепляется с упором, запрессованным в боковине станка.
При попадании в вальцовый станок инородных тел размером до 5 мм предохранительная пружина обеспечивает безопасное их прохождение в результате грубого отвала нижнего вальца.
Автоматическое управление привалом – отвалом вальцов включает две схемы: электрическую, измеряющую уровень продукта под питающим механизмом и вырабатывающую соответствующий электрический сигнал управления, и пневматическую – воздействующую через систему рычагов на эксцентриковый вал, который обеспечивает привал-отвал по схеме, рассмотренной выше.
Электрическая схема состоит из сигнализатора уровня продукта, блока реле 72 (рис.) и электромагнитного клапана 75. Пневматическая схема состоит из входного фильтра 14, пневмопереключателя 3 и пневмоцилиндра 18.
Сигнализатор уровня продукта представляет собой конденсатор с определенной емкостью. Изменение уровня продукта в приемной трубе станка изменяет емкость сигнализатора и соответственно управляющий сигнал, который преобразуется и усиливается в схеме электронного блока. При определенной величине сигнал вызывает замыкание контактов реле. Ток напряжением 220 В подается на обмотки электромагнитного клапана 75, который открывает доступ сжатому воздуху под давлением 0,50 МПа к поршню пневмоцилиндра 18. Поршень поднимает шток и через систему рычагов разворачивает эксцентриковый вал 22 на привал нижнего вальца.
При уменьшении уровня продукта в приемной трубе до определенного предела управляющий сигнал по величине становится недостаточным для удержания контактов реле в замкнутом состоянии. Клапан перекрывает доступ сжатому воздуху в пневмоцилиндр, поршень со штоком опускается и механизм срабатывает на отвал вальца. При работе станка в автоматическом режиме в экстренных случаях возможен принудительный отвал вальцов ручным пневмопереключателем 3.
Клапан перекрывает доступ сжатому воздуху в пневмоцилиндр, поршень со штоком опускается и механизм срабатывает на отвал вальца. При работе станка в автоматическом режиме в экстренных случаях возможен принудительный отвал вальцов ручным пневмопереключателем 3.
Приемно-питающее устройство состоит из приемной трубы, валкового питающего механизма с приводом и заслонкой и системы регулирования подачи продукта.
Приемная труба представляет собой стеклянный цилиндр, установленный в горловине вальцового станка. Приемные трубы вальцовых станков, обслуживающие две различные технологические системы, разделены вертикальной перегородкой, которая обеспечивает автономное питание каждой половины станка. В каждой половине трубы установлен сигнализатор уровня продукта.
Механизм подачи продукта (рис.) в зависимости от физико-механических свойств исходного продукта на различных технологических системах имеет семь форм исполнения и включает в различных сочетаниях валковый питатель, редуктор, заслонку и привод.
Питатель может быть выполнен в трех модификациях: дозирующий валок с промежуточными валками (для I драной системы), дозирующий валок со шнеком (для остальных драных систем) и дозирующий и распределительный валки (для размольных систем). На поверхности дозирующего валка нанесены продольные рифли с уклоном 1°30″. В зависимости от технологической системы их может быть 50, 30 или 20. Распределительный валок имеет 50 поперечных рифлей с шагом 2 мм. Шнек выполняется в виде вала с лопастями. Промежуточный валик не имеет нарезки, он изолирован от зоны подачи продукта и выполняет лишь кинематические функции.
Все питатели типа валка со шнеком и двухвалковые для 11-й и 12-й размольных систем имеют редукторы для четырехпозиционного регулирования скоростей дозирующего валка. Скорость вращения валка питающего механизма устанавливают так, чтобы слой продукта был тонким и распределялся по всей его длине.
Механизм подачи продукта
1 – рукоятка; 2 – шнек; 3 – пружина; 4, 5 – кулачковые полумуфты; 6 – шкив; 7 – плоскоременная передача; 8 – быстровращающийся валец; 9 – тяга с поводком; 10 – валок; 11 – блок шестерен
Заслонка 3 (см. рис.) образует с дозирующим валком питающий зазор, который устанавливают вручную с помощью винтового устройства 4 и регулируют автоматически. Автоматическое регулирование питающего зазора каждой половины станка осуществляется с помощью двух шарнирно подвешенных гофрированных шторок-датчиков 15 и системы рычагов. Чем больше поступает в станок продукта, тем больше питающий зазор, и наоборот. Для каждой технологической системы с помощью ограничительного винта вручную устанавливают диапазон автоматического перемещения заслонки.
рис.) образует с дозирующим валком питающий зазор, который устанавливают вручную с помощью винтового устройства 4 и регулируют автоматически. Автоматическое регулирование питающего зазора каждой половины станка осуществляется с помощью двух шарнирно подвешенных гофрированных шторок-датчиков 15 и системы рычагов. Чем больше поступает в станок продукта, тем больше питающий зазор, и наоборот. Для каждой технологической системы с помощью ограничительного винта вручную устанавливают диапазон автоматического перемещения заслонки.
Привод механизма подачи продукта (см. рис.) осуществляется плоскоременной передачей 7 от ступицы шкива привода мелющих вальцов. Вращение передается на шкив 6, на одном валу с которым установлено две кулачковые полумуфты 4, 5, которые входят в зацепление одновременно с привалом медленновращающегося вальца. Питающие валки установлены в подшипниках скольжения.
Станина вальцового станка разборная, чугунная, состоит из двух боковин, двух продольных стенок и траверсы. Детали станины соединены между собой болтами. В боковинах сделаны отверстия и проемы для размещения подвижных и неподвижных сборочных единиц станка. Станок полностью закрыт капотом, который изготовлен из четырех съемных нижних и четырех откидных верхних стальных штампованных ограждений.
Детали станины соединены между собой болтами. В боковинах сделаны отверстия и проемы для размещения подвижных и неподвижных сборочных единиц станка. Станок полностью закрыт капотом, который изготовлен из четырех съемных нижних и четырех откидных верхних стальных штампованных ограждений.
Работа станка начинается с пуска электродвигателя, от которого клиновыми ремнями вращение передается сначала шкиву верхнего вальца, а затем через межвальцовые шестерни – нижнему вальцу. От ступицы шкива верхнего вальца вращение плоским ремнем передается шкиву питающих валков, а от него – ведущей полумуфте кулачковой муфты.
При заполнении приемной трубы продуктом емкостной сигнализатор уровня обеспечивает замыкание цепи электромагнитного клапана, который соединяет магистраль сжатого воздуха с рабочей полостью пневмоцилиндра. При этом поршень поднимает шток вверх, а от него через систему рычагов разворачивается эксцентриковый вал, который перемещает вверх свободные концы (локти) подшипников нижнего вальца, в результате чего происходит привал мелющих вальцов.
Под действием пружины ведомая полумуфта кулачковой муфты входит в зацепление с ведущей полумуфтой и вращение через шестерни передается питающим валкам. Под действием массы продукта датчик питания через систему рычагов поворачивает заслонку, и через питающий зазор начинает поступать продукт. При прекращении поступления продукта в приемную трубу станка электронная схема размыкает цепь электромагнитного клапана и через систему рычагов происходит отвал мелющих вальцов.
Исполнения вальцовых станков А1-БЗН
Измельчение зерна и продуктов его размола
Назначение вальцовых станков для измельчения зерна
Процесс измельчения зерна и промежуточных продуктов при производстве муки является одной из главных и наиболее энергоемких операций, так как он в значительной мере влияет на выход и качество готовой продукции. Технологические приемы и машины, применяемые для измельчения, в значительной степени определяют технико-экономические показатели мукомольного завода.
На мукомольных заводах с комплектным оборудованием размол зерна и промежуточных продуктов производится на вальцовых станках типа А1-БЗН. Вальцовый станок – первая технологическая машина размольного отделения, от которой в значительной мере зависит производительность, эффективность и стабильность работы последующего технологического и транспортного оборудования.
Процесс разрушения твердых тел на части под действием ударных или ударно-истирающих воздействий, а также сжатия и сдвига называется измельчением. Основные требования, предъявляемые к процессу измельчения при сортовых помолах зерна пшеницы, сводятся к получению максимального количества промежуточных продуктов в виде крупок и дунстов высокого качества, обогащению полученных промежуточных продуктов, последующему их измельчению в муку и вымолу оболочек из оставшихся частиц эндосперма. От правильного измельчения зависит рациональное использование перерабатываемого зерна, качество вырабатываемой муки, расход электроэнергии на получение муки, производительность измельчающих машин и технико-экономические показатели работы мукомольного завода.
Рассматривая измельчение зерна как основу технологического процесса на мукомольном заводе, не следует забывать, что оно органически связано с предыдущими и последующими процессами переработки зерна, и в первую очередь, с сортированием, без которого невозможно современное производство сортовой муки. Измельчители являются основным и наиболее энергоемким видом технологического оборудования.
Основные факторы, влияющие на процесс измельчения зерновых продуктов в вальцовых станках – структурно-механические и технологические свойства зерна, кинематические и геометрические параметры парноработающих вальцов и нагрузка на машину. Среди показателей, характеризующих структурно-механические и технологические свойства зерна, наибольшее влияние на эффективность процесса измельчения в вальцовых станках оказывают стекловидность и влажность зерновой массы.
Стекловидность характеризует консистенцию эндосперма зерна, его структурно-механические и технологические свойства, т. е. поведение зерна в процессе измельчения, его количественные, качественные и энергетические показатели. Зерно с более высокой стекловидностью обладает повышенной прочностью и требует больших энергетических затрат на измельчение.
Зерно с более высокой стекловидностью обладает повышенной прочностью и требует больших энергетических затрат на измельчение.
Влажность зерна также оказывает существенное влияние на эффективность процесса измельчения. Установлено, что с повышением влажности зерна возрастает его сопротивляемость разрушению, снижается микротвердость и повышается удельный расход электроэнергии. При повышении влажности зерна от 14 до 16,5% снижается выход крупных фракций промежуточных продуктов на крупообразующих системах, снижается зольность при одновременном росте удельного расхода электроэнергии на измельчение. Учитывая существенное улучшение качества промежуточных продуктов и муки вследствие меньшей дробимости оболочек, следует стремиться к повышению влажности перерабатываемого зерна до возможных пределов.
К кинематическим параметрам относят окружные скорости быстро- и медленновращающегося вальцов v6 и vM и их отношение К = vq/vm.
К геометрическим параметрам вальцового станка относят: величину межвальцового зазора, рабочую поверхность вальцов (рифленая или микрошероховатая), характеристику поверхности рифленых вальцов (число рифлей на единицу длины окружности вальца, уклон рифлей, профиль рифлей, взаимное расположение рифлей парноработающих вальцов, диаметр вальцов, длину вальцов).
Окружные скорости вальцов оказывают основное влияние на скорость приложения усилий от вальцов к измельчаемому продукту, а также на скорость обработки продукта в рабочей зоне вальцов. Окружные скорости вальцов определяют скорость движения измельчаемых частиц в рабочей зоне вальцов.
При повышении окружных скоростей с 4 до 10 м/с (для быстровращающегося вальца) увеличивается степень измельчения зерновых продуктов на всех этапах. При этом качество извлекаемых промежуточных продуктов и муки по зольности ухудшается, а удельный расход электроэнергии возрастает. Особенно заметно ухудшается качество муки в системах, обрабатывающих продукты, содержащие оболочки. Это объясняется повышением скорости деформирования всех измельчаемых продуктов, в том числе и оболочечных, которые попадают в извлекаемые продукты и увеличивают их зольность. Окружная скорость быстровращающихся рифленых вальцов в станках типа А1-БЗН составляет 5,5-6,0 м/с, а микрошероховатых – 5,15-5,40 м/с.
Отношение окружных скоростей вальцов связано с величиной сдвигающих усилий и соотношением сдвигающих и сжимающих усилий в рабочей зоне вальцов. С увеличением отношения окружных скоростей вальцов возрастают усилия, оказывающие на измельчаемый продукт со стороны вальцов. С возрастанием величины К повышается степень измельчения зерновых продуктов на всех этапах, зольность же извлекаемых продуктов несколько увеличивается, особенно при измельчении продуктов, содержащих значительное количество оболочек. На драных системах вальцовых станков типа А1-БЗН значение К равно 2,5, а на размольных – 1,25.
С увеличением отношения окружных скоростей вальцов возрастают усилия, оказывающие на измельчаемый продукт со стороны вальцов. С возрастанием величины К повышается степень измельчения зерновых продуктов на всех этапах, зольность же извлекаемых продуктов несколько увеличивается, особенно при измельчении продуктов, содержащих значительное количество оболочек. На драных системах вальцовых станков типа А1-БЗН значение К равно 2,5, а на размольных – 1,25.
Величина межвальцового зазора при сортовых помолах пшеницы изменяется от 0,05 до 1,0 мм и является единственным оперативно регулируемым параметром процесса измельчения. Зазор между вальцами устанавливают в зависимости от физико-механических свойств измельчаемого продукта и места в технологической схеме (процессы драной, шлифовочный и размольный). Он колеблется в сравнительно широких пределах: от 0,05 до 1,00 мм. Так, например, на I драной системе номинальный зазор между приваленными невращающимися вальцами должен быть 0,8-1,0 мм, на II драной системе – 0,6-0,8 мм, на размольных системах с рифлеными вальцами – 0,1-0,2 мм, а на остальных размольных системах – 0,05 мм.
Важное условие выполнения всех последовательных этапов измельчения зерна – это обеспечение заданных параметров рифленых и микрошероховатых поверхностей вальцов.
В технологическом процессе размола зерна в вальцовых станках типа А1-БЗН для всех драных систем и 12-й размольной системы используют рифленые вальцы, а для всех остальных – микрошероховатые. Для каждой технологической системы «Правилами организации и ведения технологического процесса на мукомольных предприятиях» определены: профиль и число рифлей, их взаимное расположение, уклон, а также соответствующие параметры шероховатости.
Рифли нарезают на шлифовально-рифельном станке, а микрошероховатую поверхность наносят струей сжатого воздуха и абразивного материала на станке со специальным пескоструйным устройством.
В настоящее время основным изготовителем отечественных вальцовых станков является машиностроительный завод АО «Мельинвест», который освоил изготовление и обработку поверхности вальцов. От их качества во многом зависят технико-экономические показатели работы мукомольного завода в целом. На заводе успешно функционирует рациональная система нарезки рифлей и матирования вальцов, как для станков собственного производства, так и для станков других производителей. Здесь осуществляют перенарезку износившихся поверхностей вальцов различных конструкций, изготавливают комплекты вальцов для мельниц различной производительности.
На заводе успешно функционирует рациональная система нарезки рифлей и матирования вальцов, как для станков собственного производства, так и для станков других производителей. Здесь осуществляют перенарезку износившихся поверхностей вальцов различных конструкций, изготавливают комплекты вальцов для мельниц различной производительности.
Для обеспечения высокого качества вальцов двухслойные чугунные бочки изготавливают из центробежного литья. Рабочий слой вальцов (глубиной не менее 20 мм) выполняют из белого износостойкого чугуна. Твердость этого слоя для рифленых вальцов составляет 530-550 НВ (единиц Бринелля), или 75-80 HS (единиц Шора).
Производительность пары вальцов зависит от их длины, зазора между ними, скорости прохождения измельчаемого продукта и его объемной массы, а также степени использования зоны измельчения.
Для расчета оборудования и общей характеристики процесса измельчения в вальцовых станках вводят нормативный показатель средней удельной нагрузки, который определяется отношением суточной производительности размольного отделения мукомольного завода к общей длине мелющей линии. Для вальцовых станков типа А1-БЗН эта нагрузка составляет 70 кг/(см*сут).
Для вальцовых станков типа А1-БЗН эта нагрузка составляет 70 кг/(см*сут).
Вальцовый станок | Вальцовые станки | Вальцовочный станок | Вальцы листогибочные
Вальцовый станок LW
При помощи вальцового станка Axel Wirth Maschinen LW 100 вы можете нанести покрытие на плоскую поверхность изделия практически из любого материала (из стекла, металла, дерева, пластика и т.п.) Просто. Профессионально. Экономично.
Вальцовый станок DWO
Станок с дозировочным вальцом типа DWO для нанесения вальцовым методом жидких покрытий, на плоские детали, например, дерево, картон, пенопласт, металл, гранит. Подходит для нанесения таких материалов, как клей (также пригодного для станков холодного ПУ-клея), масло, УФ-масло, воск, лазурь, краска, протравитель, щёлочь и т.п.
Вальцовый станок DDWO
Вальцовый станок. Станок с дозировочным валиком. Реверсный станок типа DDWO.Станок с дозировочным валиком типа DDWO для нанесения вальцовым методом жидких покрытий, на плоские детали, например, дерево, картон, пенопласт, металл, гранит. Подходит для нанесения таких материалов, как клей (также пригодный для станков холодный ПУ-клей), масло, УФ-масло, воск, лазурь, краска, протравитель, щёлочь и т.п.
Подходит для нанесения таких материалов, как клей (также пригодный для станков холодный ПУ-клей), масло, УФ-масло, воск, лазурь, краска, протравитель, щёлочь и т.п.
Вальцовый метод нанесения материала имеет много преимуществ по масштабу применения. Данный способ идеально подходит для нанесения клея, масла, краски, щелочей, протравителей, грунтовки или других жидких материалов.
Высокая однородность нанесения
Точная дозировка материала
Точность воспроизведения
Быстрая настройка и замена материала
Нет необходимости в отводе отработанного воздуха
Низкие потери материала
Axel Wirth Maschinen GmbH предлагает три различные технологии нанесения покрытий вальцовым методом для различных областей применения.
Ракельная система дозировки Тип LW 100, LW 120, LWU
Станок с дозировочным вальцом Тип DWO
Реверсный вальцовый станок Тип DDWO
Для одно- и двустороннего нанесения масел и восков с 1986 года используются вальцовые станки LW 100 и LW 120 со специальными валиками. Количество нанесенного на поверхность масла может постоянно регулироваться с помощью специальных валиков: 4-23 г / м² и 15-70 г / м². Для гладких деревянных поверхностей необходимо использовать специальные валики, которые отличаются от тех, которыми обрабатывают структурированную поверхность. Мебельные фабрики и мастера используют станки не только из-за большого объема обрабатываемых деталей, но и из-за равномерного распределения масла по деревянной поверхности, что позволяет получить высочайшее качество покрытия. Цветные масла могут быть отмерены с точностью до грамма, поэтому они распределяются по поверхности исключительно равномерно. Для производителей досок и паркета может быть предоставлена комбинация вальцового станка для нанесения покрытий на верхнюю часть заготовки, конвейерной ленты и смонтированных распределительных головок шириной 400 или 600 мм. Дисковые щетки и круглые пады оптимально обрабатывают покрытые маслом поверхности и распределяют остатки вещества. Для нанесения масла в качестве покрытия подходят все размеры вальцовых станков WIRTH типов LW 100, DWO и DDWO.
Количество нанесенного на поверхность масла может постоянно регулироваться с помощью специальных валиков: 4-23 г / м² и 15-70 г / м². Для гладких деревянных поверхностей необходимо использовать специальные валики, которые отличаются от тех, которыми обрабатывают структурированную поверхность. Мебельные фабрики и мастера используют станки не только из-за большого объема обрабатываемых деталей, но и из-за равномерного распределения масла по деревянной поверхности, что позволяет получить высочайшее качество покрытия. Цветные масла могут быть отмерены с точностью до грамма, поэтому они распределяются по поверхности исключительно равномерно. Для производителей досок и паркета может быть предоставлена комбинация вальцового станка для нанесения покрытий на верхнюю часть заготовки, конвейерной ленты и смонтированных распределительных головок шириной 400 или 600 мм. Дисковые щетки и круглые пады оптимально обрабатывают покрытые маслом поверхности и распределяют остатки вещества. Для нанесения масла в качестве покрытия подходят все размеры вальцовых станков WIRTH типов LW 100, DWO и DDWO.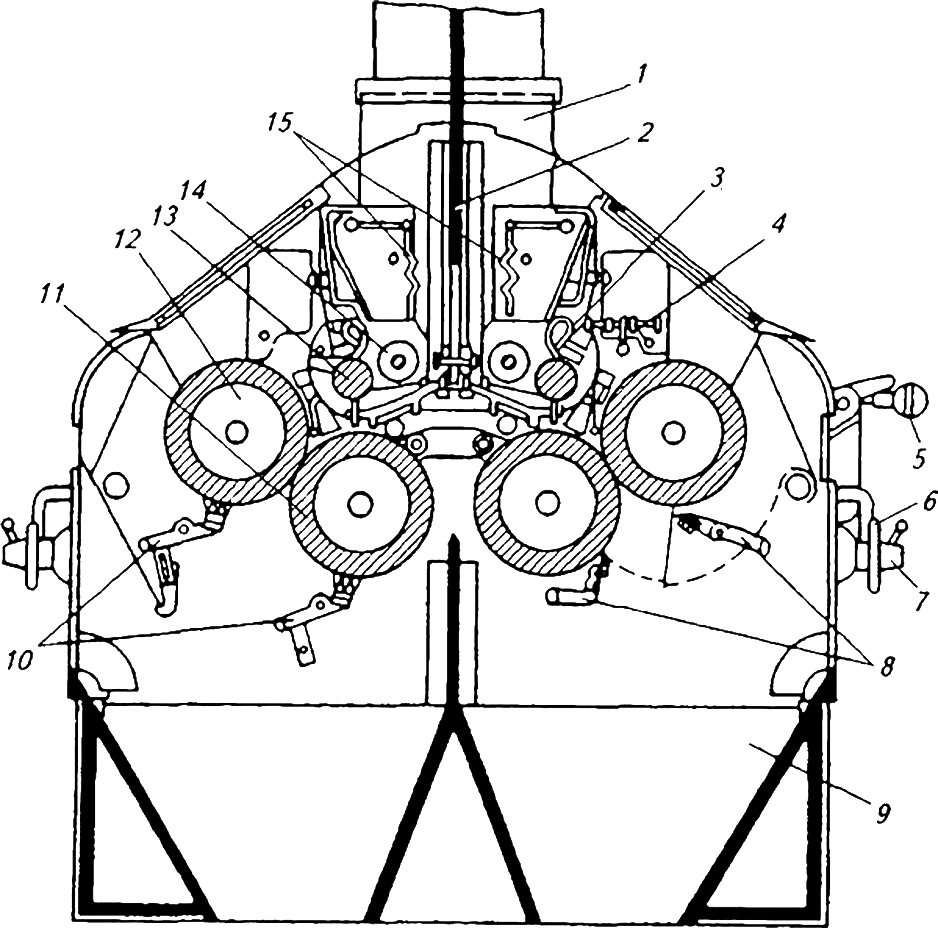
Производители паркета чаще предпочитают станки шириной 450 мм, а производители мебели 650 мм. Нанесение холодных клеев адгезивов. Клеенаносящие вальцовые станки предназначены для нанесения холодного жидкого клея или адгезива. Это может быть дисперсионный клей, белый клей, клей для склеивания фанеры, ПВА, карбамидный клей, латекс, смола, меламиновая смола, порошковый клей, растворимый в воде с / без отвердителя. Инструменты, как правило, очищаются водой. Исключением являются полиуретановые одно – и двухкомпонентные клея. Эти клеящие вещества отмываются с помощью специальных моющих средств.
Вид резины для покрытия клеенаносящих валиков обговаривается с заказчиком. Мы выбираем такие покрытия для клеенаносящих вальцов, которые будут устойчивы к действию моющих средств. Детали из нержавеющей стали являются особым преимуществом.
Для очистки отсоедините валики и резервуар для клея от станка парой простых движений, и отмойте их в контейнерах для очистки. Просушите детали и установите их в станок без применения каких-либо специальных инструментов. Клейкий осадок оседает на дне контейнера для очистки, поэтому можно повторно использовать чистящее средство. Клей можно наносить на поверхность с одной или двух сторон.
Клейкий осадок оседает на дне контейнера для очистки, поэтому можно повторно использовать чистящее средство. Клей можно наносить на поверхность с одной или двух сторон.
Axel Wirth Maschinen GmbH поставляют в дополнение к станкам для традиционной обработки древесины также станки для склеивания кожи, стяжек, элементов из пенопласта, конденсаторов, ремней, картонной и упаковочной продукции.
Axel Wirth Maschinen
Готовое решение для вашего бизнеса
2,5 МБ
Ручной скользящий ролик | Машина для производства скользящих валков — KAKA INDUSTRIAL LLC
Ручной скользящий ролик | Скользящая валковая машина — KAKA INDUSTRIAL LLC перейти к содержанию Сортировать поСравнить
Посмотреть, как Список СеткаСортировать по
- Избранное
- Бестселлер
- По алфавиту, А-Я
- По алфавиту Z-A
- Цена, от низкой к высокой
- Цена, от высокой к низкой
- Дата, старая к новой
- Дата, от нового к старому
- В наличии (9)
- Распродано (1)
От $
–Кому $
От К
Сравнить
SJ-320 Машина для производства скользящих валков
209,99 $
Низкий запас (16 шт.

Сравнить
KAKA Industrial W01-4914 Машина для производства скользящих роликов, Машина для производства листового металла с двумя съемными роликами, 49-дюймовый станок для гибки металлических пластин с роликами для скользящих роликов, Машина для производства скользящих роликов из стали 14 калибра
2 445,99 $
Очень низкий запас (6 шт.)
Посмотреть деталиСравнить
Скидка до 7%W01-5116 Машина для скользящих валков
1 499,99 $
1605,99 $Очень низкий запас (5 шт.)
Посмотреть детали-
Сравнить
Скидка до 4%W01-2422 Машина для производства скользящих валков
399,99 $
417,00 $Очень низкий запас (4 шт.
Посмотреть детали ) Сравнить
KAKA Industrial SJ-300 Slip Roll Machine, ширина профилирования 12 дюймов, вместимость калибра 20
196,99 $
Низкий запас (17 шт.)
Посмотреть деталиСравнить
Запасные части для KAKA Industrial W01-1222, 12-дюймового скользящего рулонного станка
От 3,00 $
В наличии
ПодробнееСравнить
Стенд W01-0.8X610
175,00 $
Очень низкий запас (8 шт.)
Посмотреть деталиСравнить
Запасные части для KAKA Industrial W01-2422 24-дюймового скользящего рулонного станка
13,00 $
В наличии
Посмотреть детали

 )
) Загрузка. ..
..
Загрузка…
Бордюрный каток | Бордюрная машина с одним оператором
• С гидравлическим приводом
• Требуется 3–5 галлонов в минуту при 2250 фунт/кв. дюйм
• Двусторонняя регулировка скорости
• Регулируемое направляющее кольцо обеспечивает однородность бордюров
• Стандартные формы вальца для бордюра и желоба до 32 дюймов
• Гидравлический шланг 25 футов (с быстроразъемными муфтами)
• Сменные барабаны
• Регулируемое направляющее кольцо позволяет пользователю чтобы установить глубину бордюра на ширину 7 дюймов.
• Легко переключает любой из наших профилей барабанов, а также пользовательские барабаны.
• Регулятор скорости и ходовой клапан, обеспечивающие оператору полный контроль над машиной.
• Регулируемое положение ручки обеспечивает более удобное смещение.
• Инструменты для бордюров, помогающие в отделке.
Бордюрный каток можно использовать со следующими комплектами:
• Монолитный комплект: включает узел поплавкового поддона, который позволяет бригадам легко формировать монолитный бордюр, выступы контейнеров для хранения и другие углубления.
• Комплект для тротуаров: выдвижная рама и выбор специальных труб длиной 4, 5 или 6 футов для тротуаров или небольших плоских дорожек.
«Бордюрный каток позволяет моей бригаде укладывать и укладывать более 2700 погонных футов бордюрного камня за один день. Эта машина гарантирует мне большую производительность, постоянство, форму и плавность хода на протяжении всего проекта». – Джефф Райт, ECSP Contractors Inc.
«Мы очень довольны результатами использования нашего бордюрного катка в проекте McFarland. Ролик для бордюров позволил нам уложить все бордюры и водосточные желоба за один день и дал нам желаемую отделку и последовательность. Мы еще один довольный клиент!» – Скотт Шон, WCI Concrete Repair
«Мы купили бордюрный каток, чтобы помочь нам завершить строительство парка для автофургонов Black Oak в Туолумне, Калифорния. Это был большой проект, и Curb Roller справился отлично! Я люблю это!” – Брет Тейлор, Taylor Masonry Inc.
«Южный Бетон и Строительство владеет шестью машинами от Curb Roller Manufacturing, и мы их любим. Бордюрные катки позволяют нам выполнять все наши врезки и более короткие пробеги без необходимости в сборщиках бордюров, и они отлично работают с нашим асфальтоукладчиком со скользящими формами. Наши бригады также заметили, что они работают в 3 раза быстрее при использовании виброрейки. Мы всегда работаем над большими проектами, и эти машины каждый день экономят нам деньги. Я всегда рекомендую продукцию Curb Roller Mfg!» – Дэнни Боулвер, Southern Concrete and Construction
Бордюрные катки позволяют нам выполнять все наши врезки и более короткие пробеги без необходимости в сборщиках бордюров, и они отлично работают с нашим асфальтоукладчиком со скользящими формами. Наши бригады также заметили, что они работают в 3 раза быстрее при использовании виброрейки. Мы всегда работаем над большими проектами, и эти машины каждый день экономят нам деньги. Я всегда рекомендую продукцию Curb Roller Mfg!» – Дэнни Боулвер, Southern Concrete and Construction
«Мы очень довольны нашим бордюрным катком в строительной компании Dalton-Killinger в Джоплине, штат Миссури. Существует кривая обучения, которую вы должны пройти, чтобы сделать правильный микс, правильный спад и ваши сотрудники знакомы с машиной. Наши сотрудники были настроены несколько скептически, но после первого дня все были впечатлены качеством выпускаемой продукции. Ничто не выглядит хуже, чем бордюрное лицо, которое вбегает и выходит. Ваше бордюрное лицо такое же прямолинейное, как и ваша спина. С представителями Curb Roller Mfg.