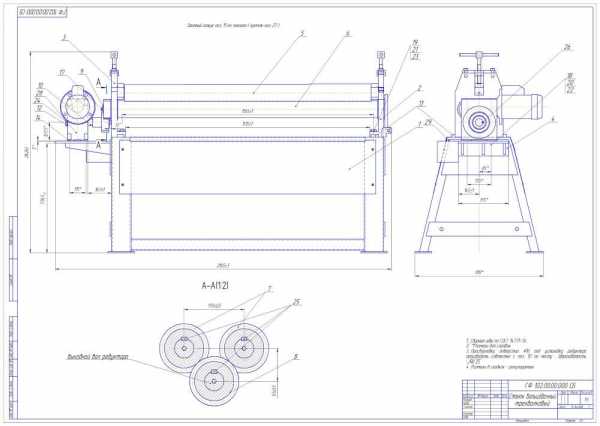
Трёхвалковая листогибочная машина ИК2253 (Вальцы трехвалковые)
Технические характеристики
| Габаритные размеры, мм: | 3926х1854х1320 |
| Масса, кг: | 8300 |
| Наибольшая толщина изгибаемого листа с пределом текучести σв≤250 МПа: | 20 |
| Наибольшая ширина изгибаемого листа, мм | 2000 |
| Наименьший радиус гибки, мм | 300 |
| Скорость гибки, м/мин | 6,0 |
| Диаметр верхнего валка,мм | 350 |
| Диаметр боковых валков, мм | 300 |
| Электродвигатель главного привода: | |
| тип | 4А160S2 |
| мощность, кВт | 15 |
| Частота вращения, мин-1 | 3000 |
Валковая машина модели ИК2253 от завода «Долина»
Валковая машина мод. ИК2253 предназначена для гибки металла (листового проката), а именно – получение цилиндрических заготовок, текучесть которых составляет не более 250 МПа в холодном состоянии. Валками машины осуществляется гибка-прокатка листовых обечаек. Это и есть основной принцип работы данного оборудования. Дополнительно листогибочная машина ИК2253 может быть доукомплектована приспособлениями, необходимыми для гибки конических обечаек.
Преимущества покупки валковой машины ИК2253 на заводе «Долина»
- Доступная цена. Именно на нашем сайте купить пресс для холодной штамповки металла можно действительно на выгодных условиях. Поскольку вы обращаетесь к производителю, то такая экономия просто очевидна.
- Для вас предложено оборудование, которое было разработано и усовершенствовано специально под потребности рынка. Это одно из лучших предложений на сегодняшний день для таких стран, как Россия и СНГ.
- К вашим услугам не только монтаж, но также нашими сотрудниками могут быть выполнены и пусконаладочные работы. При необходимости, вы можете сделать их и самостоятельно, согласно инструкциям от наших специалистов, либо же полностью довериться профессионалам, что значительно сократит время установки оборудования и поможет вам не сомневаться в его работе.
Каждая машина листогибочная трёхвалковая мод. ИК2253, заказать которую вы можете прямо сейчас, для вашего удобства может быть оборудована некоторыми дополнительными элементами. Речь идет о механизме приема изделия, поддержки обечайки, переднем столе и так далее. Уточнить данные детали можно будет по контактным номерам телефонов либо при оформлении заказа онлайн.
Все модели кузнечно-прессового оборудования, представленные на нашем сайте, могут быть произведены только под маркой ПАО «Кувандыкский завод кузнечно-прессового оборудования «Долина» – вся выпускаемая продукция сертифицирована и защищена патентами в соответствии с действующим законодательством РФ.
Стандартная комплектация валковой машины:
|
№ |
Наименование |
Обозначение |
|
1 |
Станина |
ИК2253 (И2223Б)-11-001 |
|
2 |
Привод главный |
ИК2253 (И2223Б)-21-001 |
|
3 |
Привод перемещения валка |
ИК2253 (И2223Б)-22-001 |
|
4 |
Механизм наклона |
ИК2253 (И2223Б)-23-001 |
|
5 |
Механизм перемещения валка |
ИК2253 (И2223Б)-24-001 |
|
6 |
Валок верхний |
ИК2253 (И2223Б)-31-001 |
|
7 |
Валок боковой |
ИК2253 (И2223Б)-32-001 |
| 8 |
Опора откидная |
ИК2253 (И2223Б)-33-001 |
|
9 |
Управление муфтой |
ИК2253 (И2223Б)-41-001 |
|
10 |
Контрподдержка |
ИК2253 (И2223Б)-51-001 |
|
11 |
Приспособление гибки круга |
ИК2253 (И2223Б)-52-001 |
|
16 |
Ограждение |
ИК2253 (И2223Б)-71-001 |
|
17 |
Ограждение |
ИК2253 (И2223Б)-71.11-001 |
|
18 |
Смазка |
ИК2253 (И2223Б)-81-001 |
|
19 |
Электрооборудование |
ИК2253 (И2223Б)-91-001 |
|
АРГУМЕНТЫ |
НАГРАДЫ |
ОТЗЫВЫ |
МОДЕЛЬНЫЙ РЯД |
ao-dolina.com
Валковая машина | Конструкция, принцип работы

Валковая машина – это одна из разновидностей кузнечно-прессового оборудования. Данный вид станков необходим для получения обечаек, которые представляют собой заготовки из листового железа, имеющие форму цилиндра или усеченного конуса.
Валковые машины применяют для работы с листовым прокатом, которому придают необходимую форму, пропуская между валками — вращающимися рабочими цилиндрами. В металлообработке наиболее часто используют трехвалковые листогибочные машины, где из листа металла получают заготовку нужной формы, используя для этого метод холодной гибки. Это значит, что лист металла в процессе обработки на такой машине не подвергается воздействию высокой температуры.
Конструкция
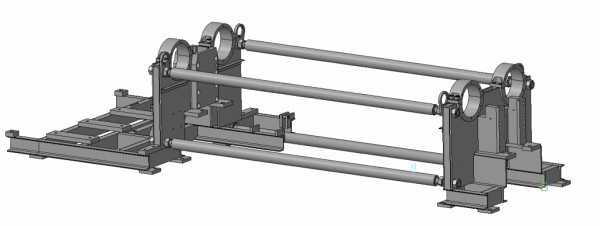
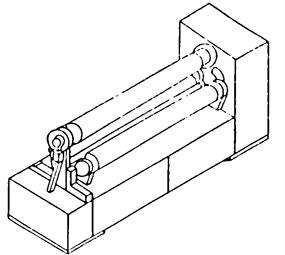
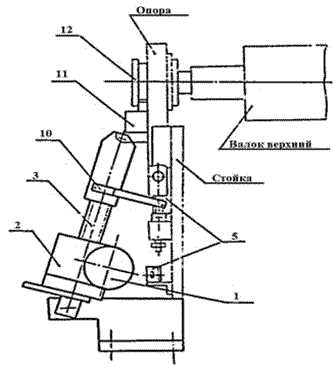
рис.1. схема станины ИК2243
Практически любой из станков, относящийся к данной категории оборудования, смонтирован на сварной станине, включающей раму и две стойки. Они соединенны между собой посредством специальных стяжек. У левой стойки имеется паз с ползуном, который перемещается при задействовании центрального валка. Ползун характеризуется наличием откидной опоры. Подшипник центрального валка и пазы, посредством которых крепятся боковые валки, находятся на стойке справа.
Для монтажа опор использованы подшипники качения. Каждый из механизмов данного вида оборудования обязательно имеет блокировку, необходимую для защиты устройства от поломки.
Для обеспечения движения от электродвигателя на быстроходный вал редуктора используется клиноременная передача. Ось вращения зубчатого колеса, которым снабжен тихоходный вал редуктора, совмещена с осью поворотных рычагов. Вращение валков осуществляется в сферических подшипников качения. Электродвигатели приводятся в движение реверсивно, что позволяет менять направление вращения боковых валков. Червячными редукторами производятся линейные перемещения верхнего валка и запорного механизма.
Принцип работы
Принцип работы данного вида электромеханического оборудования достаточно прост. В ходе рабочего процесса имеет место гибка металла, который помещают посредине, между верхним и боковыми валками. Лист прогибается в зоне деформации, когда верхний валок перемещается по вертикали (снизу вверх). В процессе лист металла приобретает равномерную остаточную кривизну. Если требуется изменить радиус кривизны, для гибки изменяют взаимное расположение верхнего валка по отношению к боковым валкам.
В тот момент, когда кромка листа сходит с валка, главный привод отключают и включают реверсивное вращение валков, что заставляет заготовку передвигаться в обратную сторону.
Для удобства эксплуатации данный вид оборудования комплектуется дополнительными средствами механизации, которые обеспечивают подачу листов, поддерживают обечайку в ходе обработки и сталкивают заготовку при помощи механизма съема.
ao-dolina.com
Вальцы для листового металла – виды и сферы применения
Вальцовочные станки применяют для работы с металлопрокатом, осуществляя с их помощью контролируемую продольную или поперечную деформацию для изготовления широкого ассортимента изделий. В основном они используются, как вальцы для листового металла, но также могут обрабатывать практически все профильные заготовки с плоской формой поверхности.
В зависимости от типа и назначения, вальцовый станок способен сгибать заготовки с различными габаритами и большим диапазоном толщины исходного материала. Поэтому станки для вальцовки листового металла могут иметь конструкцию от самого простого ручного листогиба с двумя валами, до сложной прокатной машины с ЧПУ, в которой могут располагаться до девяти рабочих валов.
Сфера применения
В основном вальцы для гибки листового металла применяют для придания заготовкам следующих видов форм:
- круглой,
- цилиндрической,
- овальной,
- конической,
- полицентрической.
Небольшой вальцегибочный станок, к примеру, может изготавливать из оцинкованной жести практически все элементы:
- дымоходов,
- воздуховодов,
- вентиляционных систем,
- водостоков.
Ограничения сферы использования вальцов для листового металла определяется только их техническими параметрами:
- размеры и отношение диаметров основного и вспомогательных валов, которые непосредственно влияют на минимальный и максимальный радиус гиба;
- длина рабочих валов, определяющая максимальную ширину обрабатываемого листа;
- вид привода валов, от которого зависит величина толщины будущего изделия.
А также технологические возможности вальцегибочных станков определяют их конструктивные особенности. К примеру, изготовление изделий конической и полицентрической формы напрямую зависит от способности изменять местоположение рабочих валов относительно друг друга.
Виды вальцовочных станков
Основная классификация вальцегибочных станков для листового металла определяется в соответствии с их технологическими возможностями, что напрямую зависит от количества рабочих валов и их технических параметров. Так можно выделить три наиболее широко представленных на рынке металлообрабатывающего оборудования вида листогибочных станков, имеющих в своей основе вальцы:
- двухвалковые,
- трехвалковые,
- четырехвалковые.
Еще различают вальцовый станок по виду привода на:
- механические вальцы с ручным приводом,
- вальцы электромеханические,
- вальцы гидравлические.
Двухвалковые вальцы
Двухвалковые вальцы для изготовления простых цилиндрических форм изделий стали применять сравнительно не так давно и связано это, прежде всего, с конструктивными особенностями и технологическими новшествами, применяемыми при их изготовлении.
Двухвалковые листогибочные станки состоят из прочного каркаса и двух рабочих валов, расположенных параллельно один над другим строго по вертикали. Верхний представляет собой полированный стальной вал и имеет меньший диаметр. Нижний вал, как правило, вдвое большего диаметра, состоит из стального сердечника, на который нанесено относительно мягкое покрытие из износостойкой резины или полиуретана.
При работе нижний вал, способный перемещаться в вертикальной плоскости, прижимает с определенным усилием лист заготовки к верхнему валу и прокручивает его, тем самым и придает ему форму изгиба. Получается так, что минимальный радиус определяется диаметром верхнего вальца, а максимальный радиус гиба — усилием прижима нижнего вала.
Настройка такого станка заключается в механической регулировке силы прижатия валов, тем самым позволяя устанавливать необходимый размер радиуса цилиндрической формы готового изделия.
Двухвалковые вальцы имеют ряд существенных преимуществ таких, как:
- простота конструкции;
- при работе не повреждается материал заготовки;
- возможность сгибать без лишней деформации листовой материал, имеющий на своей поверхности штамповку, гравировку или перфорацию;
- способность обрабатывать от мягких до жестких листовых материалов;
- отсутствие не загнутых прямых участков на краях готового изделия.
Удачность сочетания простоты и технологичности сделало возможным изготавливать на базе двухвалковой конструкции универсальные станки с ЧПУ. Это, в свою очередь, позволило полностью автоматизировать процесс регулировки и центровки сжимания рабочих валов. Таким образом, современные технологии в сочетании с программным обеспечением на двухвалковых листогибочных станках с ЧПУ сделали возможным массовый выпуск широкого ассортимента сложных конических и полицентрических форм готовых изделий.
Как работает двухвалковый листогибочный станок можно посмотреть на данном видео:
Трехвалковые вальцы
Трехвалковые вальцы наиболее массово из всех моделей представлены на рынке листогибочного оборудования. Причем они, в свою очередь, делятся на: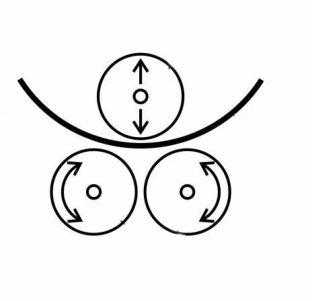
- симметричные,
- асимметричные.
Вальцы ручные трехвалковые имеют, как правило, простую и легкую конструкцию, работающую по симметричной схеме. Поэтому их часто применяют для изготовления элементов вентиляции или водостоков непосредственно на месте монтажа.
Работает трехвалковый вальцегибочный станок по принципу обкатки заготовки вокруг верхнего валка. Он является основным рабочим валом и его диаметр определяет минимальный радиус гиба. Настройка и максимальный диаметр радиуса цилиндрического изделия производится регулировкой высоты верхнего вала относительно нижних вальцов. Последние располагаются статически при симметричной схеме, то есть закреплены на одинаковых расстояниях относительно основного вала.
По такой же схеме работают вальцы трехвалковые электромеханические, с той лишь разницей, что их конструкция более массивна и способна, в отличие от ручного оборудования, обрабатывать листовой металлопрокат с пределом прочности свыше 50 кг/мм2, позволяя изготавливать изделия промышленных масштабов.
Ручные вальцы трехвалковые используют для обработки медных и алюминиевых листов, а также оцинкованной жести или тонколистовых материалов с максимальной предельной прочностью до 50 кг/мм2.
При всех своих достоинствах конструкция как серийных, так и самодельных моделей трехвалковых гибочных станков имеет один существенный недостаток — при обкатке на краях заготовки остаются пусть и не очень большие, но прямые участки. Если на относительно маленьких по размерам станках это можно нивелировать, подкладывая в место разрыва дополнительную полоску жести, то на больших гибочных станках для листового металла приходиться прокатывать заготовку.
Отчасти, чтобы свести к минимуму имеющийся недостаток, а также для того, чтобы расширить ассортимент выпускаемой продукции, и стали применять несимметричную схему расположения нижних боковых вальцов. Есть более простые конструкции трехвалковых гибочных станков с одним регулируемым нижним валом, а есть достаточно сложные в устройстве с двумя подвижными нижними валами. Конструктивной особенностью такой схемы является то, что нижний вал может смещаться относительно основного рабочего вала под определенным углом к вертикальной и горизонтальной плоскостям. Такая схема регулировки позволяет за счет неравномерной регулировки нижнего вала получать детали с конической формой.
Стоит отметить, что в основном народные умельцы как раз самостоятельно изготавливают именно ручной вальцовочный станок по симметричной схеме с тремя валами. Как устроен и как работает самодельный трехвалковый листогибочный станок можно на следующем видео:
Четырехвалковые вальцы
Четырехвалковые вальцовочные станки имеют в своей конструкции нижний дополнительный вал, который не только упрощает гибочные процессы и позволяет выпускать весь ассортимент продукции, но и лишен недостатков трехвалкового предшественника.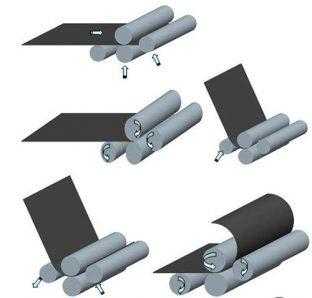
В основном, применяются вальцы четырехвалковые гидравлические для промышленной обработки металлопроката толщиной от 1,5 мм до 75 мм, при этом, независимо от толщины листа, возможно изготовление как простых цилиндрических и овальных форм, так и сложных полицентрических изделий.
Все современные четырехвалковые вальцовочные станки оснащены числовым программным управлением, поэтому все рабочие процессы, а также регулировки и настройки, полностью автоматизированы, что практически лишает их производственных недостатков.
Работу четырехвалкового вальцовочного станка можно посмотреть, открыв видео:
Популярные производители
Из производителей вальцовочных листогибочных станков можно выделить несколько компаний.
Германо-итальянский концерн «DEGstm», имеющий полноценный инжиниринговый центр «DEG Composite» в России выпускает, пожалуй, весь диапазон ассортиментного перечня существующего вальцовочного оборудования. Предлагаемая ими продукция представлена следующими технологическими линейками:
- двухвалковыми гидравлическими гибочными станками серии MG F, которые способны обрабатывать листовой материал с рабочей длиной от 530 до 2050 мм и при толщине 2-4 мм с минимальным радиусом от 40 до 90 мм;
- трехвалковыми гидравлическими гибочными станками серии MG G, соответственно работающими с параметрами листопроката с размерами от 1250 до 3100 мм, толщиной от 3 до 130 мм и с диаметром гиба от 120 до 940 мм.
- четырехвалковыми гидравлическими гибочными станками серии MG M, способными обрабатывать металлический лист с размерами рабочей длины от 550 до 3100 мм, толщиной от 1,5 до 75 мм и минимальным гибочным диаметром от 70 до 680 мм.
Конкуренцию им составляет также немецкая фирма «Prinzing GmbH», предлагающая весь ассортимент станков для вальцовки листового металла.
Немногочисленные российские производители представлены:
- Воронежской фирмой «Энкор», которая предлагает по конкурентным ценам трехвалковыми гибочными станки с ручным и электромеханическим приводом;
Московской инжиниринговой фирмой «METAL MASTER», которая также выпускает несложные трехвалковыми гибочные станки с ручным и электромеханическим приводом.
wikimetall.ru
ИБ2222 Машина листогибочная трехвалковая
- Машина листогибочная трехвалковая модели ИБ 2222: для листа 2000х16 мм. изготовлена по ТУ3827-004-81244053-2010.
- Машины листогибочные трехвалковые ИБ2222 предназначены для гибки цилиндрических заготовок из листового материала с пределом текучести σт=250 МПа( 25 кгс/мм.кв.) в холодном состоянии.
- На машине ИБ2222 допускается гибка конических заготовок из листового материала при их комплектовании соответствующим приспособлением. Размеры получаемых конических заготовок регламентируются технической документацией на машину. С целью расширения технологических возможностей машины могут комплектоваться инструментом для гибки уголков, полос, квадратов, труб, швеллеров, машина ИБ2222 также приспособлением для гибки листа под углом.
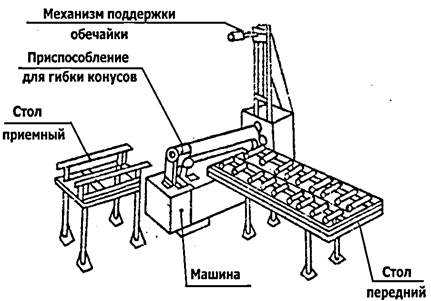
- Для удобства обслуживания машины могут комплектоваться средствами механизации : стол передний, механизм съема изделия, стол приемный, механизм поддержки обечайки.
- Стол передний – неприводной. На его верхнюю плоскость укладывается лист перед подачей в рабочую зону машины.
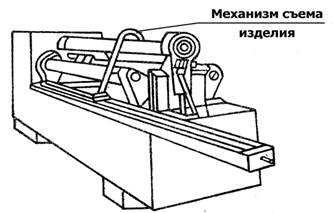
- Механизм съема изделия – каретка с электромеханическим приводом и рычагом. Обечайка сталкивается на стол приемный, откуда краном подается на постоянное место складирования.
- Механизм поддержки обечайки применяется для обечаек диаметром 1000…2000 мм. из листа толщиной 4…7 мм.
- Количество обслуживающего персонала и квалификационный разряд устанавливаются потребителем.
- При гибке обечаек с минимальным радиусом остаются неподогнутые кромки величиной до 150 мм. Правка производиться на специальном оборудовании или с помощью специальных приспособлений к листогибочным машинам собственного производства
- Общий вид листогибочной машины ИБ2222 без средств механизации

- Общий вид машины листогибочной трехвалковой ИБ2222 со средствами механизации, приспособление для гибки конических обечаек (без механизма съема изделий)
- Общий вид машины листогибочной трехвалковой ИБ2222 с механизмом съема изделий
Cостав и комплект поставки ИБ 2222
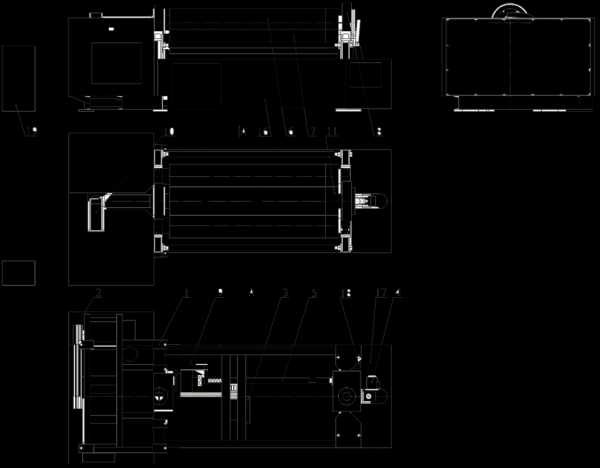
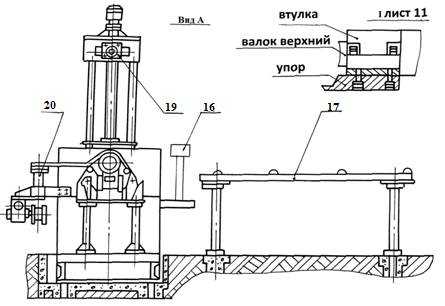
Общий вид ИБ2222 с обозначением составных частей
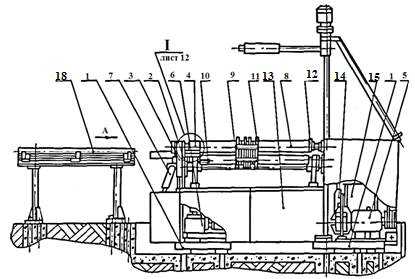
| 1 | Рама | ИБ2222-11-001 |
| 2 | Стойки | ИБ2222-12-001 |
| 3 | Опора откидная | ИБ2222-14-001 |
| 4 | Приспособление для гибки конических заготовок* | ИБ2222-15-001 |
| 5 | Привод главный | ИБ2222-21-001 |
| 6 | Привод регулировки боковых валов | ИБ2222-22-001 |
| 7 | Механизм наклона откидной опоры | ИБ2222-23-001 |
| 8 | Валок верхний | ИБ2222-31-001 |
| 9 | Валки боковые | ИБ2222-32-001 |
| 10 | Механизм автоматического останова и реверсирования валков | ИБ2222-34-001 |
| 11 | Инструмент* | |
| 12 | Приспособление для гибки листа под углом** | |
| 13 | Ограждение | ИБ2222-71-001 |
| 14 | Смазка | ИБ2222-81-001 |
| 15 | Электрошкаф | ИБ2222-92-001 |
| 16 | Пульт управления | ИБ2222-93-001 |
| 17 | Стол передний * | СП-16 |
| 18 | Стол приемный* | СП-20 |
| 19 | Механизм поддержки обечайки* | МПО-1 |
| 20 | Механизм съема изделия* | МСИ-8 |
Комплект поставки листогибочной машины ИБ2222
- Машина листогибочная трехвалковая ИБ2222 в сборе
- Документация
- Машина листогибочная трехвалковая ИБ2222. Руководство по эксплуатации
- Машина листогибочная трехвалковая ИБ2222. Руководство по эксплуатации
- Поставляется по требованию потребителя за отдельную плату
- МПО-1 Механизм поддержки обечайки
- СП-16 Стол передний
- СП-20 Стол приемный
- Механизм автоматического останова и реверсирования валков
- Инструмент для гибки уголков, полос, квадратов, труб, швеллеров
- Приспособление для гибки конических заготовок
Cистема смазки ИБ2222
Смазка машины ИБ2222 обеспечивается следующим способами:
- централизованной смазкой;
- шприцем через масленку;
- заливкой в корпус редукторов.
Централизованная система включает в себя: насос ручной густой смазки СДР с ручным приводом, трубопроводы и две группы питателей. Насос расположен в районе главного привода машины, а питатели на правой и левой стойках. Каждый питатель состоит из набора секций: входной, выходной и промежуточных, уплотненных по стенкам и стянутых шпильками. В каждой промежуточной секции находится трехполюсный золотник, совершающий возвратно-поступательные движения.
Цикл питателя считается законченным, если все золотники совершают по два рабочих хода. От питателей смазочный материал поступает к точкам смазывания. Контроль за работой централизованной системы осуществляется визуально по движении штока центрального питателя. Перед первоначальным пуском машины необходимо заправить редукторы смазочным материалом и прокачать систему до появления смазочного материала на смазываемых поверхностях. Ввиду простоты конструкции смазочной системы перечень возможных нарушений ее работы не приводится.
Подшипники качения смазывать не реже одного раза в год.
| № | Объект смазки | Смазочный материал | Способ смазки | Периодичность смазки |
| 1 | Шестерни главного привода | Пресс солидол | централизованный | Один раз в смену |
| 2 | Гайки ходовых винтов | ” | ” | ” |
| 3 | Ось рычагов | ” | ” | ” |
| 4 | Ось откидной опоры | ” | Шприцевой | 2 раза в месяц |
| 5 | Оси стаканов | ” | ” | ” |
| 6 | Фиксатор | ” | ” | ” |
| 7 | Реле | ” | ” | ” |
| 8 | Ось ролика | ” | ” | ” |
| 9 | Гайка ходового винта | ” | ” | ” |
| 10 | Редуктор Ц2У-315Н | Согласно паспорту | Ручной | 3 года |
| 11 | Редуктор Ц2У-250 | ” | ” | ” |
| 12 | Редуктор Ч-160 | ” | ” | 9 месяцев |
| 13 | Редуктор Ч-125 | ” | ” | ” |
| 14 | РедукторЧ-100 | ” | ” | ” |
| 15 | Редуктор2Ч-80 | ” | ” | |
| 16 | Редуктор2Ч-40(13) | ” | ” | ” |
| 17 | Толкатель электрогидравлический ТЭ-25 | Трансформа-торное Т-750 | ” | 1 раз в месяц |
Объем масла, заливаемого в редукторы, должны контролироваться по рискам маслоуказателей (масломерных игл) или по контрольным пробкам.
Принципиальная схема смазочной системы ИБ2222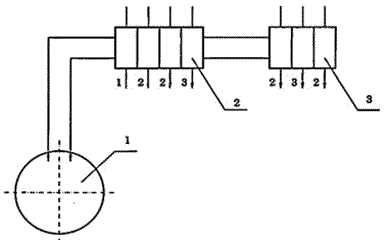
- Станция СДР
- Питатель 2-0200-3 ГОСТ 6911-71
- Питатель 2-0200-4 ГОСТ 6911-71
Устройство, работа листогибочной машины ИБ2222 и ее составных частей
Перечень органов управления ИБ2222
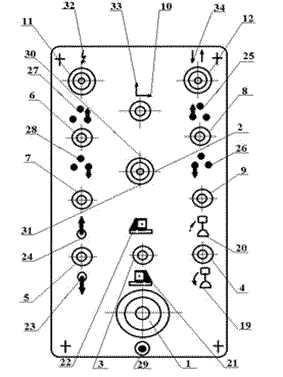
- Общий стоп
- Выключатель направления вращения главного привода
- Выключатель включения механизма съема
- Выключатель включения откидной опоры
- Выключатель включения механизма поддержки обечайки
- Кнопка перемещения заднего бокового валка вверх
- Кнопка перемещения заднего бокового валка вниз
- Кнопка перемещения переднего бокового валка вверх
- Кнопка перемещения переднего бокового валка вниз
- Кнопка установки заднего бокового валка в исходное положение
- Лампа сигнальная «Сеть»
- Лампа сигнальная «Главный привод включен»
Принцип работы машины ИБ2222 заключается в свободной гибке листа, помещенным между верхним и боковым валками. Конец листа заводиться до упоров, расположенных на заднем валке, ориентируя кромки листа параллельно образующей валка. Затем, перемещая боковые валки вверх, прогибают лист, вследствие чего участок листа под верхним валком получает пластическую деформацию изгиба. При вращении валков за счет сил трения между валками и изгибаемым листом, последний движется в направлении вращения валков, одновременно контактируя с роликом механизма автоматического останова и реверсирования валков. При выходе кромки листа с ролика автоматического останова, происходит отключение привода с включением реверса вращения валков, тем самым заготовка перемещается в обратном направлении.
При проходе через зону деформации участки листа получают последовательную, равномерную по длине, остаточную кривизну. Различная установка боковых валков по отношению к верхнему валку обеспечивает изменение радиуса гибки.
Гибка листа на малые радиусы ограничивается силой сцепления приводимых валков с изгибаемым листом, и производиться на несколько последовательных пропусков (проходов).
Конструктивная схема машины ИБ2222 предусматривает установку боковых валков на поворотных рычагах, что позволяет подгибку кромок листа с одной его установки.
Ось поворотных рычагов установлена в стойках машины.
Правая опора верхнего валка размещена на правой стойке, а левая поддерживается откидной опорой, при откидывании которой можно снять готовое изделие с верхнего валка. Механизм регулировки боковых валков и механизм наклона откидной опоры имеют индивидуальные приводы.
Главный привод, привод регулировки боковых валков, стойки смонтированы без рам – на стойках и балках.
Управление машиной ИБ 2222 кнопочное, осуществляется с общего пульта управления.
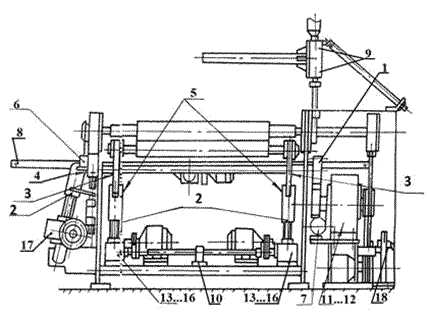
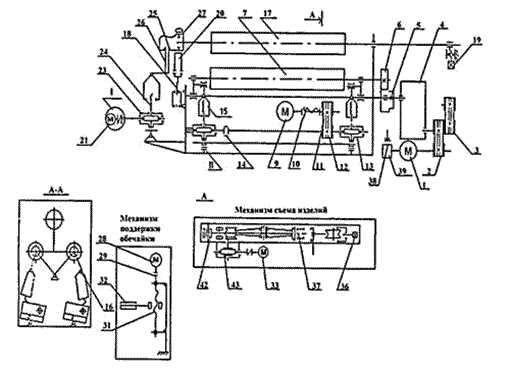
Схема кинематическая ИБ2222
| Наименование | Поз. | Кол. | Модели машин |
| ИБ2222 | |||
| Электродвигатель | 1 | 1 | АИР160S6; N=11кВт n=970мин |
| Шкив | 2 | 1 | Ф210 |
| Шкив | 3 | 1 | Ф390 |
| Редуктор | 4 | 1 | Ц2У-315Н-40-21 |
| Шестерня | 5 | 1 | m=12; z=24 |
| Шестерня | 6 | 2 | m=12; z=28 |
| Валок боковой | 7 | 2 | ф258 |
| Электродвигатель | 9 | 2 | АИР132М8 N=5,5кВт/720мин |
| Муфта | 10 | 2 | |
| Шкив | 11 | 2 | ф140 |
| Шкив | 12 | 2 | ф180 |
| Редуктор | 13 | 4 | 4-125-31,5-56-3ц |
| Муфта | 14 | 2 | |
| Винтовая пара | 15 | 4 | Тr80х10 |
| Рычаг | 16 | 4 | |
| Валок верхний | 17 | 1 | Ф268 |
| Винт | 18 | 1 | Тr60х3 |
| Винт | 19 | 1 | |
| Откидная опора | 20 | 1 | |
| Электродвигатель | 21 | 1 | АИР80B6У2 N=1,1кВт n=1000мин |
| Редуктор | 23 | 1 | 2Ч-40-10-56-4-1 |
| Винтовая пара | 24 | 1 | |
| Фиксатор | 25 | 1 | |
| Пружина | 26 | 1 | |
| Стакан | 27 | 1 | |
| Электродвигатель | 28 | 1 | 4A90LA8, N=0,75кВт, n=750 мин |
| Муфта | 29 | 1 | |
| Винтовая пара | 31 | 1 | Тr32x6 |
| Ролик | 32 | 1 | |
| Электродвигатель | 33 | 1 | 4А80B4 N=1,5кВт n=1415мин |
| Винтовая пара | 36 | 1 | Ф150 |
| Каретка | 37 | 1 | |
| Тормоз колодочный | 38 | 1 | ТГ-200 |
| Шкив тормозной | 39 | 1 | Ф-200 |
| Блок | 42 | 2 | |
| Редуктор | 43 | 1 | 4100-58-52-УЗ-К |
Электродвигатель 1 главного привода через клиноременную передачу 2-3, редуктор 4, зубчатое зацепление 5-6 передается движение боковым валкам 7, установленным в поворотных рычагах 16. Реверсирование бокового валка производиться двумя винтовыми парами 15 от электродвигателя 9,через клиноременную передачу 11-12 и редуктор 13. Каждый боковой валок имеет
индивидуальный привод. Защита от перегрузок осуществляется фрикционными муфтами 10.
Привод откидной опоры 20 осуществляется от отдельного электродвигателя 21, через редуктор 23 и винтовую пару 24. В вертикальном положении опора закрепляется фиксаторами 25. Для быстрого останова валков имеется тормозное устройство 39.
Привод поддерживающего ролика 32 механизма поддержки обечайки осуществляется от электродвигателя 28 через муфту 29 и винтовую пару 31.
Каретка 37 механизма съема приводиться в движение электродвигателем 33, через редуктор 43. Канат через
блоки 42 натягивается винтом 36.
Работа основных составных частей машины листогибочной трёхвалковой ИБ2222
Стойки
Стойки сварные, выполнены из листовой стали . Имеют базовые отверстия под центральную ось, подшипник верхнего валка. Между собой стойки соединены стяжками. Ввиду простоты конструкции рисунки не приводятся.
Откидная зона
При гибке конической обечайки левая опора верхнего валка перемешается по направляющим стойки вниз винтом с трапецеидальной резьбой. Контроль перемещения опоры относительно стойки–по линейке. Ввиду простоты конструкции рисунок не приводиться.
Привод регулировки боковых валков листогиба ИБ2222
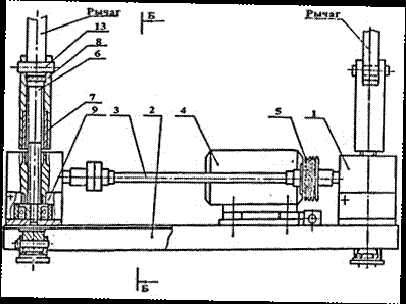
Привод регулировки боковых валков 4 смонтирован на двух балках 2, шарнирно соединенных со стойками для машин. Быстроходные валы редукторов 1 (рис.9) соединены карданным валом 3. Малые тихоходные валы редукторов вращают ходовых винты 6, гайки 7 которые запрессованы в стаканы 8. Поворотные рычаги соединяются со стойками осями 13. Кодовые винты опираются на упорные подшипники 9 установленные под редукторами. Защита привода от перегрузок осуществляется предохранительной муфтой 5. Муфта должна срабатывать в интервале мощности электродвигателя (1,1…1,3) расчетной. Регулировка и настройка производиться гайками 10. Одновременное поджатие боковых валков к верхнему не допускается.
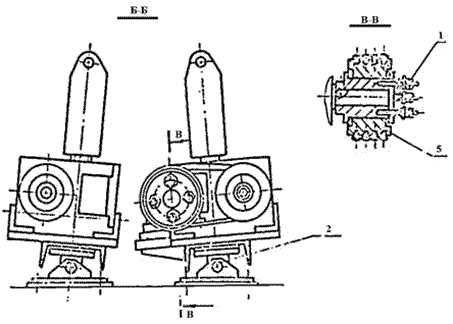
Механизм наклона откидной опоры ИБ2222
Откидывание левой опоры верхнего валка производится выводом фиксатора 11 из проточки стакана 12. Привод опоры осуществляется от электродвигателя 1 через редуктор 2 и передачу винт – гайка 3. Крайнее положение откидной опоры контролируется конечным выключателем 6, с помощью планки, с упором 10.
Валок верхний ИБ2222
Верхний валок 1 вращается в сферических подшипниках 2. На правой цапфе валка установлен корпус 3, соединенный с тягой 4. Тяга крепиться к тумбе главного привода. При гибке конической обечайки верхний валок устанавливают в наклонное положение вращением тяги. Против часовой стрелки.
Валки боковые ИБ2222
Валки боковые 2 устанавливаются в рычагах 1, которые поворачиваются вокруг центральной оси 3. На консолях валков устанавливаются зубчатые колеса 4, входящие в зацепление с шестерней 5 главного привода. Контроль положения валков производиться по сегментным линейкам, расположенным на стойках. Виду просты конструкции остальных составных частей машины, описание их не прилагается.
Указание мер безопасности
Конструкция машины ИБ2222 обеспечивает безопасность работы обслуживающего персонала. Приступая к работе, необходимо осмотреть машину, убрать все посторонние предметы, т.к. они могут быть причиной несчастного случая.
ВНИМАНИЕ
ПРИ СНЯТЫХ ОГРАЖДЕНИЯХ РАБОТА НА МАШИНЕ ИБ2222 НЕ ДОПУСКАЕТСЯ, РЕМОНТ МЕХАНИЗМОВ ВО ВРЕМЯ РАБОТЫ МАШИНЫ ЗАПРЕЩАЕТСЯ, ЧИСТКА, ОБТИРКА, НАЛАДКА, СМАЗКА И РЕГУЛИРОВКА МАШИНЫ ПРИ ВКЛЮЧЕННЫХ ЭЛЕКТРОДВИГАТЕЛЯХ ЗАПРЕЩАЕТСЯ! ПО ОКОНЧАНИИ РАБОТЫ МАШИНА ДОЛЖНА БЫТЬ ОТКЛЮЧЕНА ОТ ОБЩЕЙ СЕТИ.
Машина ИБ2222 не виброопасна, корректированный уровень звуковой мощности у работающей машины не превышает допустимого ГОСТ 12.1.003-83.
Порядок работы машины листогибочной трехвалковой ИБ 2222
- Окалину с листовых заготовок следует перед гибкой удалить. Очищение от окалины листа обеспечивает необходимое скольжение между валками.
- Работа на машине ИБ2222 производится в следующем порядке.
- Лист заводится между верхним и боковыми валками. При этом кромка листа должна быть выставлена параллельно образующей переднего бокового валка.
- Задний боковой валок перемещается в крайнее нижнее положение. Передний боковой валок перемещается в крайнее верхнее положение и осуществляется зажим листа
- Передний боковой валок перемещается вверх и производится подгибка передней кромки листа
- Боковые валки устанавливаются по симметричной схеме (на одном уровне относительно верхнего валка).
- Лист перемещается в крайнее верхнее положение.
- Производится подгибка второй кромки листа, аналогично первой
- Боковые валки устанавливаются по симметричной схеме
- Производится гибка листа в цилиндр
- Радиус гибки зависит от положения боковых валков относительно верхнего, контроль которых осуществляется с помощью линеек расположенных на правой стойке машины.
- Открывается левая опора верхнего валка и обечайка снимается.
- При работе машины листогибочной трехвалковой ИБ2222 требуется большое внимание и правильность регулировки и установки заготовок в валках, а также наблюдение за перемещением заготовки в процессе гибки.
- После каждого перехода следует проверять параллельность кромки листа образующей валка.
- Неплоская заготовка должна быть предварительно выправлена, т.к. наличие искривленности вызывает ее перекос и смещение торцовых кромок у обечайки.
- Смещение кромок исправляются путем обратного перекоса обечайки в валках. Правка возможна, если обечайка согнута не полностью.
- Если машина ИБ2222 укомплектована средствами механизации, то перед подгибкой кромок необходимо предварительно изогнуть лист посередине, по симметричной схеме гибки.
- Во избежание поломки откидной опоры необходимо периодически проверять положение верхнего валка относительно боковых.
Настройка машины ИБ2222 для гибки конических обечаек
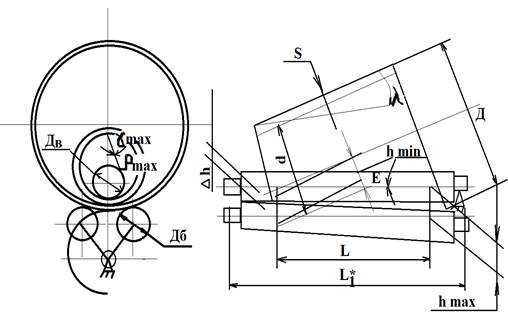
- λ – угол конуса
- Д– максимальный диаметр конуса
- d – минимальный диаметр конуса
- L – длина образующей конуса
- Smax,Smin– максимальный и минимальный радиус изгиба
- hmax,hmin – максимальное и минимальное расстояние верхнего валка до плоскости боковых волков
- ∆h – радиус расстояние между валками
- Е – угол наклона верхнего валка
- L1 – расстояние между опорами верхнего валка
- Дв – диаметр верхнего валка
- Дб – диаметр боковых валков
Установку верхнего валка в положение для гибки конических обечаек, производить в следующей последовательности:
- отпустить нижние шлицевые гайки на винте откидной опоры;
- передней тягой установить верхний валок в нужное положение, одновременно заворачивая винт в стакан вращением муфты вручную. Контроль перемещения по линейке на стойке;
- завернуть нижние шлицевые гайки небольшим усилием. Натянуть нижние гайки, закрыть опору;
- отрегулировать положение конечного выключателя с помощью пазов в кронштейне для крепления выключателя конечного и планка с упором в приводе откидной опоры.
- одеть на шейку верхнего валка при снятой откидной опоре приспособление для гибки конических обечаек. Хвостовик упора приспособления при надевании опоры должен заходить в паз, фиксирующий приспособление вокруг посадочной шейки валка.
- для снятия обечайки необходимо открыть откидную опору и установить упор приспособления из нижнего положения в верхнее, путем вращения втулки произвести съем обечайки.
Возврат валка в горизонтальное положение производится в обратной последовательности. При гибке конических обечаек, лист устанавливается таким образом, чтобы вогнутая кромка меньшего диаметра заготовки усеченного конуса прилегала к упору приспособления для гибки конических обечаек.
Настройка машины ИБ2222 для гибки листа, под углом.
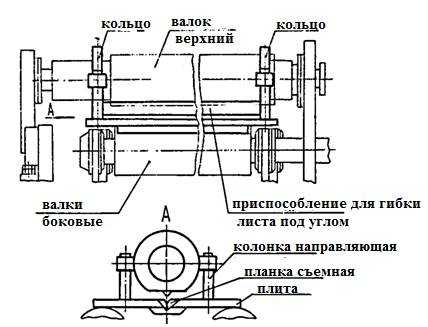
Боковые валки выставить в крайнее верхнее положение на одном уровне относительно верхнего валка. Откинуть откидную опору. Плиту приспособления установить на боковые валки, продев кольца приспособления на верхний валок (рис. 18). Гибку листа производить по предварительной разметке. В процессе работы боковые валки должны перемещаться вверх, строго синхронно для обеспечения вертикального перемещения плиты относительно направляющих колонок. При помощи дополнительных съемных планок, поставляемых по специальному заказу потребителя, возможна гибка листа под углом 1100 – 1500.
листогибочная машина ИБ 2222, машина листогибочная трехвалковая иб-2222 станок вальцовый ИБ2222 б/у листогибочные станки иб2222.
www.stanki-zavod.ru
Валковая листогибочная машина
Изобретение относится к технологическому оборудованию для гибки листового материала. На станине валковой листогибочной машины смонтированы стойки и верхний и боковые валки. Верхний валок оснащен откидной подшипниковой опорой и узлом его поддерживания. Узел поддерживания выполнен в виде балки, расположенной над верхним валком вдоль его оси и связанной одним концом с одной из стоек посредством жесткого соединения. На балке смонтировано средство фиксации верхнего валка в виде захвата. На свободном конце балки может быть размещен по меньшей мере один дополнительный захват. Захваты могут иметь рабочие поверхности, соответствующие по форме рабочей поверхности верхнего валка, и мембранный пневмопривод. В результате обеспечивается повышение качества гибки и упрощение конструкции машины. 3 з. п.ф-лы, 3 ил.
Изобретение относится к технологическому оборудованию для гибки листового материала, к валковым листогибочным машинам.
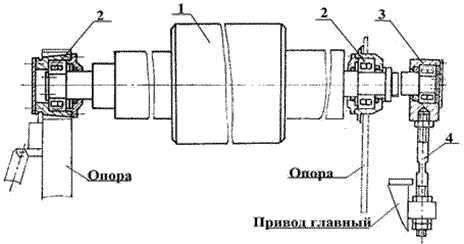
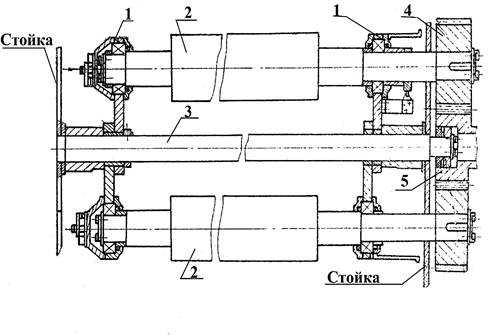
Известна листогибочная машина [1], содержащая узел запрокидывания верхнего валка. Кинематическая пара узла содержит стакан с внутренней резьбовой поверхностью, шарнирно-соединенной донной частью с опорой верхнего валка, ходовой винт, который своей резьбой соединен кинематически с резьбой стакана, червячное колесо, жестко соединенное с ходовым винтом. Выходной вал главного привода кинематически соединен концом посредством электромагнитной муфты с червячным валом. В процессе работы главный привод включают поочередно посредством электромагнитных муфт в начале для гибки листа, а после гибки – на запрокидывание верхнего валка. Недостаток листогибочной машины заключается в том, что при использовании в ней известного узла запрокидывания верхнего валка при ее модернизации, заключающейся в замене валков на серийной машине на более длинные (6 м), прочность верхнего валка в узле опорного подшипника со стороны короткого плеча недостаточна для подъема более длинного плеча верхнего валка при двукратном увеличении его массы. Для подъема верхнего валка длиной 6 м потребуется увеличение длины короткого плеча валка и его диаметра и мощности привода для его запрокидывания. Реализация этих задач привела бы к необоснованному увеличению габаритов и материалоемкости машины и, следовательно, повлияла бы на увеличение себестоимости ее изготовления. Известна другая листогибочная машина, в частности трехвалковая симметричная машина [2]. На раме установлены стойки и корпус привода. Механизм регулировки положения среднего валка содержит шпиндели с трапецеидальной резьбой, гайки, жестко соединенные м червяками. Корпуса подшипников среднего валка установлены с возможностью принудительного перемещения от воздействия на них шпинделей. Для запрокидывания среднего валка предусмотрен отдельный механизм, содержащий винт, кинематически соединенный с гайкой, жестко закрепленной на траверсе. Последняя опирается двумя колонками на корпус, который укреплен болтами на раме станины. Нажимная колодка между колонками соединена со сферической опорой среднего валка. При опускании колодок посредством вращения винта она (колодка) нажимает на шаровой конец среднего валка и поворачивает его вокруг оси переднего подшипника, поднимая задний конец валка. Перед запрокидыванием валка с него откидывается левый подшипник, установленный шарнирно на оси. Недостаток известной листогибочной машины заключается в том, что узел запрокидывания верхнего валка при увеличении его длины и массы в процессе модернизации оборудования не выдерживает нагрузок от увеличенной его собственной массы, т.е. имеющаяся конструкция узла запрокидывания перестает выполнять свою функцию. Известна также валковая листогибочная машина [3], содержащая станину с закрепленными на ней стойками, на которых смонтированы верхний и боковые валки, откидную подшипниковую опору для верхнего валка и узел поддерживания последнего, выполненный в виде связанной одним концом со стойкой балки, расположенной над верхним валком вдоль его оси, снабженный средством фиксации верхнего валка, размещенного на свободном конце балки. Усовершенствование длинной машины направлено на расширение ее технологических возможностей, на изготовление длинномерных замкнутых обечаек минимальных диаметров. Недостаток известной длинной валковой листогибочной машины заключается в том, что она предназначена, главным образом, для вальцевания длинномерных обечаек минимальных диаметров, что подтверждается требованием к жесткости верхнего валка, кинематически соединенного с траверсой с возможностью принудительного вращения относительно траверсы при воздействии на него опорных роликов траверсы в процессе вальцевания обечайки. Такое усиление верхнего валка от прогиба обусловлено возникновением суммарных усилий – реакций от воздействия верхнего валка на нижние валки через стенку вальцуемой обечайки, которое (суммарное усилие) тем больше, чем ближе между собой нижние приводные валки. Выше уже было сказано, что вальцуемые обечайки минимального диаметра, следовательно расстояние между нижними приводными вальцами тоже минимальное, а суммарное усилие (реакции валков) – максимальное. Последняя листогибочная машина является по своей технической сущности и выполняемой функции наиболее близкой к предлагаемому объекту. Задачей изобретения является усовершенствование валковой листогибочной машины для калибровки тонкостенных замкнутых сварных обечаек 1800 – 2500 мм по продольному сварному шву, устраняя коробления обечайки, возникшие от сварки, на длине 5 – 6 м. При этом конструкция усовершенствованной машины должны быть более технологичной и более простой, т.е. недорогой. Поставленная задача решается тем, что в известной листогибочной машине, содержащей станину, на которой смонтированы стойки, верхний и боковые валки, откидную подшипниковую опору для верхнего валка, узел поддерживания верхнего валка, выполненный в виде балки, расположенной над верхним валком вдоль оси и связанной одним концом с одной из стоек, и размещенного на балке средства фиксации верхнего валка, связь балки со стойкой выполнена в виде жесткого соединения, а средство фиксации верхнего валка выполнено в виде захвата. Узел поддерживания верхнего валка снабжен по меньшей мере одним дополнительным захватом, расположенным на свободном конце балки соосно основному захвату. Захваты выполнены с рабочими поверхностями, соответствующими по форме рабочей поверхности верхнего валка. Каждый из захватов снабжен мембранным пневмоприводом. Выполнение в узле поддерживания верхнего валка связи балки со стойкой в виде жесткого соединения, а средство фиксации верхнего валка в виде захвата позволило расширить технологические возможности валковой листогибочной машины с минимальными затратами на ее модернизацию. Поддерживание верхнего валка в предложенной конструкции осуществляется захватами с последующим отводом откидной подшипниковой опоры верхнего валка для извлечения замкнутой обечайки после технологической операции продольной калибровки образующей по сварному шву. Выполнение захвата в виде соосно расположенных основного и дополнительного захватов, закрепленных шарнирно на общей оси, позволило боле надежно удерживать верхний валок, так как усилия захвата от мембранных пневмоприводов суммируются. Выполнение рабочих поверхностей захватов с кривизной, соответствующей кривизне рабочей поверхности верхнего валка, соответствует более надежному захвату валка, так как в этом случае контакт поверхности захватов и валка осуществляется по максимальной поверхности и удерживанию валка способствует сила трения между поверхностями валка и захватов. Увеличение кривизны рабочих поверхностей захватов привело бы к уменьшению площади контакта криволинейных поверхностей захватов и валка, к уменьшению надежности захвата валка. Устранение этого недостатка потребовало бы более мощного и, следовательно, более дорогого пневмопривода для захвата валка. Уменьшение кривизны рабочих поверхностей захватов привело бы к увеличению их габаритов и материалоемкости, т.е. к удорожанию конструкции валковой машины. На фиг. 1 изображена валковая листогибочная машина, общий вид; на фиг. 2 – увеличенное изображение 1 узла захвата; на фиг. 3 – вид А, захват удерживает валок. Валковая листогибочная машина содержит станину 1, на которой установлены и закреплены стойки 2 и 3 соответственно для боковых валков 4 и верхнего валка 5. С левой стороны, как изображено на фиг. 1, верхний валок 5 опирается концом на откидную подшипниковую опору 6 с приводом 7. С правой стороны на станине 1 установлена и жестко соединена с ней стойка 8, к которой концом жестко присоединена балка 9. Являясь элементом узла поддерживания верхнего валка 5, балка 9 расположена над ним вдоль его оси с зазором. К конечной части балки 9, к ее поверхности, обращенной к валку 5, присоединен захват 10, являющийся средством фиксации верхнего валка 5. Захват 10 присоединен к балке 9 через кронштейн 11 и состоит из двух идентичных, автономно управляемых захватов, каждый из которых установлен свободно на оси 12 и закреплен гайкой 13. Отдельный захват 10 выполнен из двух рычажных элементов, рабочая часть которого выполнена в виде грейферной (клещевой) конструкции. Кривизна рабочих поверхностей захватов соответствует кривизне рабочей поверхности верхнего валка 5. Каждый из захватов снабжен мембранным пневмоприводом 14. При отсутствии воздуха под избыточным давлением в надмембранной полости пневмопривода 14 рабочие элементы захвата разведены друг от друга за счет действия пружины сжатия (не показано) на концах захватов. При подаче воздуха в пневмопривод 14 (фиг. 3) происходит сжатие пружины и сближение криволинейных рабочих поверхностей захвата до упора их в поверхность валка 5 и захват его. Машина работает следующим образом. Перед началом работы включают подачу воздуха под избыточным давлением в пневмоприводы 14. Происходит захват и удержание верхнего валка 5. После этого включают привод 7 и отводят откидную опору. В образовавшийся зазор между верхним и боковым валками 5 и 4 заводят замкнутую сварным швом обечайку, включают привод 7 и устанавливают откидную опору 6 в вертикальное положение таким образом, чтобы ее подшипник был надет на ступицу вала 5. Затем освобождаю вал 5 от захвата путем сбрасывания избыточного давления воздуха из пневмоприводов 14, включают привод вращения валков 4 и 5 и производят калибровку обечайки по продольному шву. По окончании процесса калибровки воздух под избыточным давлением подают в пневмоприводы 14, захваты охватывают вал 5 и удерживают его в этом положении. Включают привод 7 и отводят откидную опору 6. Откалиброванную обечайку выводят из зазора между валками 4 и 5. Затем включают привод 7 откидной опоры, возвращают ее в исходное положение, т.е. надевают подшипником на цапфу вала 5, освобождают последний от усилий, создаваемых захватами 10, и цикл повторяется.Формула изобретения
1. Валковая листогибочная машина, содержащая станину, на которой смонтированы стойки, верхний и боковые валки, откидная подшипниковая опора для верхнего валка и узел поддерживания верхнего валка, выполненный в виде балки, расположенной над верхним валком его оси и связанной одним концом с одной из стоек, и размещенного на балке средства фиксации верхнего валка, отличающаяся тем, что связь балки со стойкой выполнена в виде жесткого соединения, а средство фиксации верхнего валка выполнено в виде захвата. 2. Машина по п.1, отличающаяся тем, что узел поддерживания верхнего валка снабжен по меньшей мере одним дополнительным захватом, расположенным на свободном конце балки соосно основному захвату. 3. Машина по любому из пп.1 и 2, отличающаяся тем, что захваты выполнены с рабочими поверхностями, соответствующими по форме рабочей поверхности верхнего валка. 4. Машина по любому из пп.1 – 3, отличающаяся тем, что каждый из захватов снабжен мембранным пневмоприводом.РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3findpatent.ru
Листогибочные вальцы трехвалковые своими руками: видео, фото
При необходимости частого изготовления полых или конусовидных изделий из тонколистового металла основным технологическим процессом является гибка, а наиболее подходящим оборудованием — трёхвалковые листогибочные вальцы. Почему именно трёхвалковые? Потому, что кинематическая схема четырёхвалковых листогибочных машин с ручным приводом значительно усложняется, а видимых преимуществ от этого получить не удаётся.
 Самодельные 3-х валковые листогибочные вальцы
Самодельные 3-х валковые листогибочные вальцыКак разработать техническое задание на разработку вальцовочного станка своими руками
Простейшая схема трёхвалкового ручного станка включает в себя:
- Рамное основание.
- Две боковых стойки с отверстиями под подшипниковые узлы.
- Три продольных вала, один из которых – верхний — размещается под углом 60° относительно двух остальных.
- Комплект рабочих валков, количество которых зависит от предельного значения наружного диаметра вальцуемой заготовки.
- Рукоятку для вращения нижних, приводных валков.
- Зубчатую или цепную передачу, которая обеспечит синхронное вращение приводных валков в одну сторону.
- Нажимной узел с пружинами сжатия, который обеспечит возможность прижима неприводного валка к заготовке. Его проще выполнять слева или справа, поскольку тонкий лист довольно легко выходит из зазора при изменении его первоначального значения только с одной стороны.
- Приспособление для поворота одной из стоек вальцовочного станка с целью замены рабочих валков.
Прежде всего, следует чётко ограничить технические возможности проектируемого валкового оборудования. Вальцовочный станок с ручным приводом способен производить гибку листового металла толщиной не более 1 — 1,5 мм, при ширине заготовки до 600 мм. При малой энергоёмкости самого процесса гибки, потери на трение в передачах и подшипниках оказываются весьма значительными, что заставит оператора увеличивать мускульное усилие, прилагаемое для проворота рабочих валков. Между тем видимая неравномерность их вращения вызовет нежелательные искажения формы профилируемого изделия.
Из двух вариантов – асимметричное либо симметричное размещение приводных валков – предпочтение стоит отдать второму варианту, поскольку в этом случае сделать вальцы своими руками значительно проще.
Последовательность изготовления вальцовочного станка с ручным приводом
Лучше всего воспользоваться готовыми чертежами на самодельные вальцы, которые имеются на специализированных форумах. Если требуется сделать ручной вальцовочный станок под иные параметры производимых деталей, то проектирование начинают с определения усилия и крутящего момента, необходимых для гибки. Минимальными эти значения будут в случае деформирования алюминия марок АД0 или АД1, но при толщине заготовки до 0,8 мм возможна гибка и малоуглеродистой стали марок сталь 08 или сталь 08кп. Если полученные значения удовлетворяют физическим возможностям исполнителя, то от проектирования можно переходить к изготовлению деталей будущих листогибочных вальцев.

Установка верхнего валка вальцовочного станка
Для изготовления валковой машины своими руками вначале необходим чертёж общего вида станка, где следует изобразить кинематическую схему перемещения всех его подвижных частей. Потребуются также чертежи сборочных единиц и рабочие чертежи ненормализованных деталей трёхвалкового листогиба. Желательно, чтобы таких деталей было поменьше, поскольку сделать многие из них в домашних условиях, и своими руками затруднительно, а то и вовсе невозможно. В частности, есть смысл подыскать направляющие круглого поперечного сечения, например, от списанного токарного станка 1К62 или более мелкого: их техническое состояние вполне позволит использовать данные детали под опорные валы листогибочных вальцев. То же касается шестерённой пары. Далее, под имеющиеся детали можно уточнить характеристику будущих трёхвалковых вальцев и сделать подбор подшипников качения для всех валов.
Желательно использовать готовые чертежи для следующих узлов:
- Узла прижима неприводного валка, который напоминает обычный зажим в виде струбцины, смонтированный в одной из стоек;
- Корпуса подшипников, в которых будут вращаться валки;
- Опорной рамы вальцовочного станка.
Чертеж общего вида трехвалкового вальцовочного станка
Перечисленные чертежи обычно универсальны, и не нуждаются в доработке под конкретные изделия, гибку которых предполагается проводить на вальцах, собранных своими руками.
Сборка вальцовочного станка своими руками
Самодельные валковые листогибы с ручным приводом собираются в следующей последовательности:
- Сваривается (по размерам, приведенным на чертеже общего вида) станина вальцовочного станка.
- Монтируются боковые стойки, для которых подойдёт стальной швеллерный профиль из низкоуглеродистой стали марки 09Г2С или подобной.
- Крепится корпус под детали передачи (если шестерни придётся сделать самостоятельно или заказывать, то для монтажа цепной передачи можно подобрать силовые звёздочки и натяжную цепь, например, от горного велосипеда).
- Валы вводятся в отверстия корпусов подшипников, после чего выставляется их параллельность, и производится окончательная фиксация узлов станка.
- Перед окончательной сборкой валкового агрегата своими руками стоит произвести пробную гибку детали, уточнить количество и характер смазки опор подшипников, а также отрегулировать натяжение приводной цепи.

Самодельный 3-х валковый листогибочный станок
Если установка вальцев предполагается в неотапливаемом помещении (например, в гараже), то все детали стоит покрасить атмосферостойкой краской или позаботиться об их антикоррозионном покрытии.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Вальцовочные станки для гибки листового металла: видео, чертежи, ГОСТ
Вальцовочный станок потребуется при необходимости листогибочных работ с цельной заготовкой, когда изменение её оси после деформирования носит монотонный характер, а резкие изгибы или изменения углов не планируются.
Классификация и особенности
Данное оборудование подразделяется на две основные группы:
- Вальцы ручные, привод которых обеспечивается мускульным усилием оператора;
- Электромеханические вальцы, необходимый крутящий момент на которых обеспечивается электродвигателем.
Эксплуатационные возможности листогибочных вальцев с ручным приводом ограничены толщинами обрабатываемого металла до 0,7 мм (для алюминия и его сплавов – до 1,2 мм), а также диаметром загибаемого участка детали до 500 мм.
В свою очередь, механизированный привод рассматриваемого оборудования не только повышает производительность гибки металла, но и даёт возможность производить операции с цельным листом.
 Ручной вальцовочный станок
Ручной вальцовочный станокПриводные листогибочные вальцы изготавливаются с несколькими рабочими валками, которые располагаются, как правило, горизонтально. Чаще встречаются трёхвалковые вальцы и четырёхвалковые вальцы. Схемы гибки листового металла на этих машинах различны, хотя принцип – одинаков. Подача исходной листовой заготовки производится фрикционным захватом материала между листом и валками. Нажимной верхний валок производит обжим металла по поверхности контакта, а участки последовательно получают определённую кривизну, равномерную по всей длине листа. Радиус гибки в принципе может быть любым (регулируется межосевым расстоянием между рабочими валками), но при этом не может превышать радиуса среднего валка. Максимальная кривизна изготовления детали определяется силой фрикционного трения между приводным валком и листом, поскольку иначе лист будет зажиматься инструментом, и гибки не произойдёт. Возможный перегрев электродвигателя при этом регулируется устройствами теплового реле или реле тока системы управления листогибочными вальцами.
- Ручные настольные вальцы
- Электрические трехвалковые вальцы
- Электрогидравлический вальцовочный станок
Вследствие этих особенностей гибку с небольшими радиусами производят методом последовательного прохождения металла в технологическом зазоре между рабочим инструментом, причём после каждой последующей проводки прогиб листовой заготовки будет возрастать.
Трёхвалковые вальцы выполняют как по ассимметричной, так и по симметричной схеме, а четырёхвалковые вальцы бывают только с симметричным расположением рабочих валков. При наличии дополнительных валков вальцы получают название комбинированных.

Гибка металлического листа на 3-х валковом листогибочном станке
Виды обрабатываемых изделий и особенности гибки
Типовыми изделиями, которые подлежат изготовлению на листогибочных вальцах, являются крупные цилиндры, дуги, конуса, кольца и т.д. Поскольку после гибки между кромками заготовок образуется зазор, обусловленный явлением упругого пружинения металла, то последующую сборку готовых изделий производят сваркой либо фальцеванием.
Конструкция трёхвалковой листогибочной машины с симметрично расположенным рабочим инструментов включает:
- Сварную раму.
- Боковые стойки с подшипниковыми узлами.
- Узел привода.
- Блок управления.
Иногда, с целью повышения удобства эксплуатации вальцовочного оборудования, конструкцией предусматриваются также предохранительные устройства и блокировочные узлы (ленточный тормоз, муфта).
Трёхвалковые вальцовочные станки производят гибку в следующей последовательности:
- В зазор между верхним (неприводным) и нижними приводными валками помещается заготовка;
- При включении привода нижние валки начинают вращаться, обеспечивая заготовке необходимую кривизну;
- По готовности изделия правая стойка станка шарнирно поворачивается, а правый конец верхнего валка – приподнимается относительно своего первоначального положения. В результате производится извлечение готового листа металла из зоны обработки;
- Верхний валок возвращается в исходное положение, после чего рабочий цикл гибки можно повторять.
Для трёхвалковых машин ассимметричного исполнения всё происходит так же, за исключением того, что приводными являются верхний и один из нижних валков, а регулируется расстояние только между нижними валками.
В трёхвалковых агрегатах с симметрично расположенными рабочими валками последовательность извлечения готового изделия иная. Поскольку во время гибки передняя и тыльная кромки заготовки остаются прямыми по всей своей длине, то необходимости в последующей правке нет, и конечное изделие получается более точным по своим размерам. Однако это преимущество сохраняется только тогда, когда длина изгибаемого листа не превышает половины расстояния между осями нижних валков. Ввиду этого считается, что вальцовочные трёхвалковые станки с асимметрично расположенными валками обладают определёнными технологическими преимуществами (особенно, если производится изготовление цилиндров, имеющих изогнутые кромки, а также изделий из толстолистового металла – до 50 — 60 мм).
- Китайские 4-х валковые вальцы
- Четырехвалковый гидравлический листогибочный станок
- 4-х валковый листогибочный станок
Станок вальцовочный электромеханический, снабжённый четырьмя валками, тем не менее, имеет своё важное достоинство – он более прост в изготовлении и имеет меньшую стоимость.
Преимущество четырёхвалковых вальцев по сравнению с трёхвалковыми – более рациональное получение изогнутых заготовок за один проход, ввиду того, что вращение валков можно реверсировать. С этой целью приводным чаще всего выполняется верхний валок.
Для обеспечения размерной точности кромок в конструкциях вальцовочных станков предусматриваются и боковые регулируемые валки, которыми выполняется правка-калибровка изделия при его деформировании.
Современные тенденции в проектировании и производстве рассматриваемого оборудования включают в себя отказ от электромеханической схемы управления в пользу гидропривода. Такие агрегаты отличаются следующими преимуществами:
- Большей плавностью в работе.
- Меньшим уровнем шума.
- Возможностью более точного прижима валка к деформируемому металлу.
- Повышенной надёжностью при эксплуатации.
Технологические параметры и характеристики вальцовочных агрегатов для листовой гибки металла регламентируются требованиями ГОСТ 10664-82.
Скачать ГОСТ 10664-82 «Машины листогибочные трех- и четырехвалковые»
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru