Сварка аллюминия
вернуться назадВыполнять ГОЗ с АО «НПФ «СПЕЦМАШ» это значит: надежно, просто и без лишних затрат, а также заказы от 1 единицы продукции.
За нами закреплено постоянное подразделение Военной Приемки Министерства Обороны РФ.
Прайс-лист на услуги по сварке алюминия в формате PDF
Ориентировочный прайс-лист на сварку алюминия электродом на производстве АО «НПФ «СПЕЦМАШ» в СПб, на эти цены можно ориентироваться при быстром просчете стоимости заказа.
Алюминиевые сплавы достаточно сложно подвергаются процессу сваривания. Факторов, влияющих на качество сварного шва много. Начинаются они от пересортицы поставляющихся листов и кругов и заканчиваются опытом конкретного сварщика, проводящего работы. Традиционно, в среде опытных сварщиков, сварка алюминия электродом считается признаком высокой квалификации мастера.
Реальные преимущества
Полный цикл изготовления
Собственное конструкторское бюро
Выполняем государственные
заказы
30 лет опыта
работы
>100 ед. станков
от 1 ед. продукции
Мы предлагаем услуги сварки алюминия электродом, как отдельных деталей, так и полностью готовых металлоконструкций
Наше производство занимается не только сваркой алюминия электродом, но в целом металлообработкой уже более тридцати лет, поэтому мы накопили колоссальный опыт и можем предотвратить все ошибки при работе с алюминием ещё до начала работ.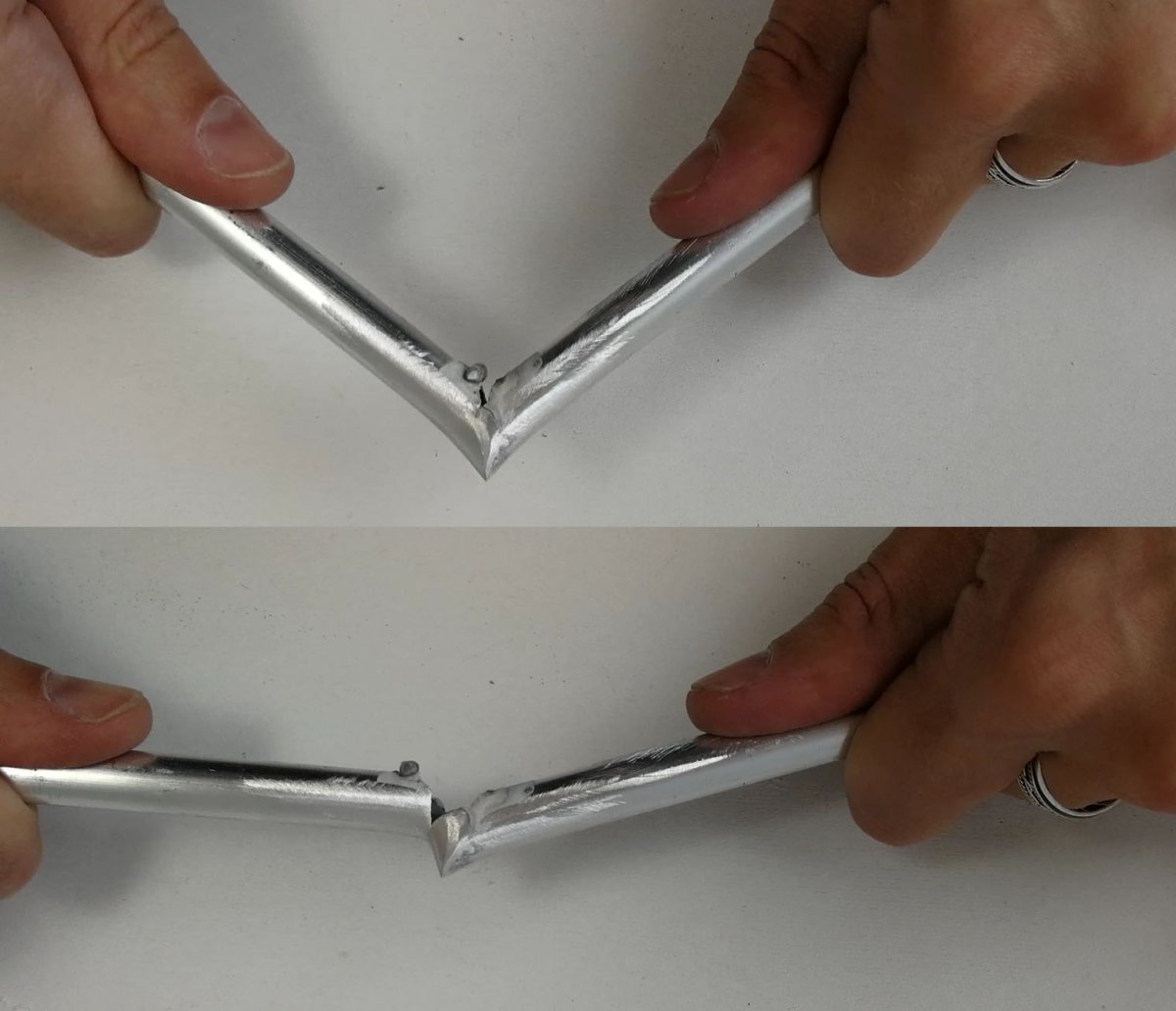
Наши менеджеры свяжутся с вами в ближайшее рабочее время
Заявка на консультацию
Телефон
Комментарий
Как с вами связаться?
Позвоните мне Напишите мне
Возможности нашего оборудования
Несмотря на то, что сварка алюминия электродом имеет некоторые сложности, производство АО «НПФ «СПЕЦМАШ» предлагает сварку этого металла своим заказчикам. Наш сварочный цех максимально оснащён оборудованием. Самые современные выпрямители и сварочные столы Tempus для безупречного позиционирования свариваемых элементов. Все сварщики производства аттестованы для самых сложных работ по сварке аргоном.
Наш сварочный цех максимально оснащён оборудованием. Самые современные выпрямители и сварочные столы Tempus для безупречного позиционирования свариваемых элементов. Все сварщики производства аттестованы для самых сложных работ по сварке аргоном.
Сварочный стол Tempus
3D-системы Tempus
Дополнительное оборудование
Точная сварка деталей в защитном газе
Итоговая цена таких услуг, как сварка алюминия электродом в СПб зависит не только от способа необходимой обработки, но и от ее сложности, масса-габаритных показателей и суммарного объема заказа. И конечно, в нашей компании предусмотрены различные скидки для самых разных категорий заказчиков.
Нет конструкторской документации? не проблема!
Наш собственный конструкторский отдел поможет вам, даже если вместо КД у вас:
-
Письменное техническое задание
-
Чертёж в любом формате
-
Образец детали
-
Эскиз выполненный от руки
-
Эскиз в электронном виде любого формата
СОПУТСТВУЮЩИЕ УСЛУГИ
- Резка металла лазером
- Гибка металла
- Токарные работы
особенности сварки и материалы для работы, инструкция и рекомендации
Чтобы надежно зафиксировать друг с другом два и больше элементов на основе алюминия, лучше всего применять аргонную сварку. Чтобы выполнять сварочные работы в среде любого инертного газа, потребуется специальное оборудование и оснастка.
Чтобы выполнять сварочные работы в среде любого инертного газа, потребуется специальное оборудование и оснастка.
А для начинающих в этой сфере очень важно подробно изучить, как варить алюминий аргоном, поскольку специальный аппарат для соединения таких деталей достаточно сложный по своей структуре.
- Свойства алюминия
- Способы алюминиевой сварки
- Сварка алюминия аргоном для начинающих
- Материалы для работы
- Подготовка деталей
- Ключевое описание процесса сварки
- Плюсы и минусы аргоновой сварки
Если соединять их с помощью полуавтомата, то нужно иметь специальную сварочную проволоку и баллон с аргоном. Сварщик должен знать основы работы с металлами и иметь квалификацию. Если вы только учитесь, то лучше посмотрите обучающее видео и изучите инструкцию.
Свойства алюминия
Любой начинающий сварщик должен знать не только об особенностях процесса аргоновой сварки алюминия, но и понимать, какими свойствами обладает данный материал.
Многие называют алюминий «крылатым» металлом из-за его малого удельного веса и прочности. При этом он имеет высокую химическую активность.
В числе особенностей металла:
- Имеет способность на открытом пространстве быстро вступать в кислородную реакцию и покрываться оксидной пленкой.
- Пленка имеет температуру плавления больше 2000 градусов, алюминий же — от 650 градусов соответственно.
- Во время сварки постоянным током окись способна погрузиться в металл сварного шва и нарушить его структуру.
- Алюминий при нагревании не меняет цвет, как и нержавейка или другие сорта стали.
- Алюминий обладает большим коэффициентом объемной усадки. Если такое свойство учтено не будет, то изнутри шва появится напряжение и произойдет деформация. Чтобы такого не произошло, следует повысить количество применяемой сварочной проволоки или же сделать модификацию шва.
Ключевые свойства металла таковы:
- низкая температура плавки;
- высокая химическая активность;
- крупный коэффициент объемной усадки.


Сварка алюминия посредством аргона наиболее частая, особенно с учетом перечисленных особенностей. Данный метод способен защитить сварочную зону от влияния активных газов, которые находятся в атмосфере.
При сварке полуавтоматом присадочная проволока выполняет функцию снижения внутренних шовных напряжений, потому что она компенсирует объемную усадку. Качественное сварное соединение обеспечивается и другими методами.
Способы алюминиевой сварки
Когда вы успешно освоили уроки по металловедению для новичков, можете выбирать тот или иной метод сварки алюминия в среде инертных газов.
Для сварочных работ используются такие виды аппаратов: электродуговой; аргоно-дуговой; газоплазменная установка.
При использовании такой установки применяется флюс, который делают на основе хлористых и фтористых солей. Когда места сварки нагреваются, оксидная пленка разрушается флюсом на поверхности материала, а соединение осуществляется при температуре, которая максимально приближена к температуре плавления.
Само сваривание происходит посредством алюминиевого прутка, при этом материала будет расходоваться минимум. Помните, что флюс поверхность металла разъедает, когда работы по сварке завершатся, его остатки потребуется удалить, а саму деталь промыть водой.
Сварка электродуговым аппаратом осуществляется посредством постоянного тока с обратной полярностью. Применяются при этом алюминиевые электроды либо присадочная проволока с флюсовой обмазкой.
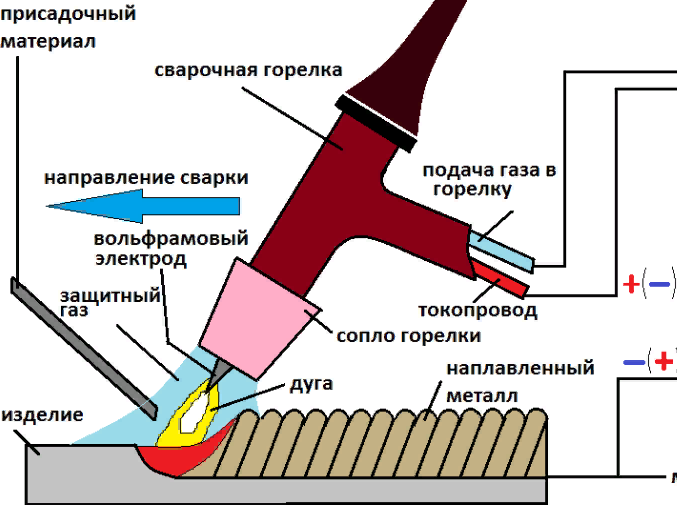
Однако самый качественный шов при сварке алюминиевых деталей обеспечивается при использовании аргонно-дугового аппарата. Дугу создает вольфрамовый электрод. Он работает в течение длительного времени, тем самым сокращая стоимость соединительных работ. Дуга зажигается между деталью и вольфрамовым электродом.
В зону горения дуги будет подаваться алюминиевая проволока. В зоне горения оксидная пленка на поверхности металла может разрушиться на фоне высокой температуры. Сварку проводят при быстром движении электрода на узком участке. В данном режиме алюминий не успеет перейти в жидкое состояние и вытечь наружу.
В данном режиме алюминий не успеет перейти в жидкое состояние и вытечь наружу.
Чтобы обеспечить высокое качество сварного шва, проволока должна обладать аналогичной со свариваемым материалом структурой. Данный сварочный способ выполняется с помощью полуавтомата.
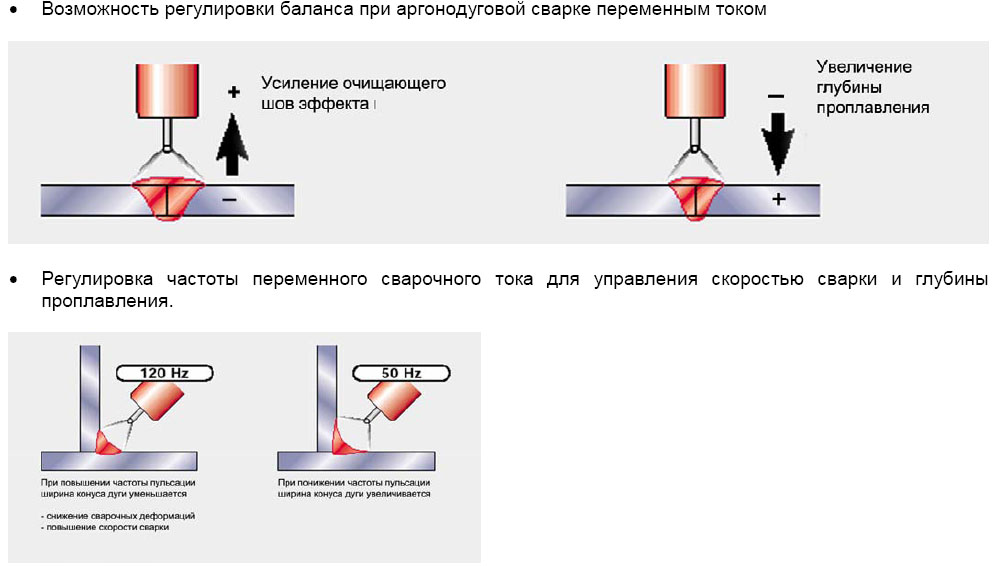
В разных условиях производства сварка осуществляется импульсным или постоянным током. На предприятиях есть специальные сварочные установки, работающие с переменным током.
Сварка алюминия аргоном для начинающих
Опытные сварщики рассказывают, что соединение алюминиевых деталей посредством аргона состоит из ряда разноплановых действий. Качество соединения деталей зависит непосредственно от того, насколько согласованными они будут друг с другом.
Процедура сварки предусматривает применение ряда специальных материалов, приборов и узлов. Например, сварочный аппарат для сварки алюминия аргоном включает в себя несколько элементов, каждый из которых перед работой потребуется привести в работоспособное состояние.
Окончательная стоимость работы зависит от того, каким будет расход сопутствующих ресурсов. Постарайтесь экономно расходовать присадочную проволоку и аргон.
Материалы для работы
Аппарат для сварочных работ состоит из следующих частей: баллона с аргоном; источника электропитания; механизма подачи присадочной проволоки. Такая проволока бывает на катушках или бобинах.
На больших производственных предприятиях подобные аппараты подключают к централизованной магистрали, по ней идет инертный газ. Верстаки для монтажа свариваемых деталей делают на основе нержавеющей стали.
Подготовка деталей
Когда вы привели оборудование для сварки алюминия в рабочее состояние, потребуется подготовить детали для сваривания. Это делается так:
- С их поверхности удалите жир, грязь или машинное масло с помощью растворителя.
- Если толщина деталей составляет 4 мм и больше, нужно разделать кромки.
- Согласно техническим условиям и рекомендациям экспертов листовой алюминий с толщиной в 4 мм и больше нужно сваривать исключительно встык. Перед началом работы всегда нужно уточнять такие параметры, как толщина листа и ширина кромки в миллиметрах.
- Зачистите кромку на наждачном станке или с помощью напильника. Если деталь сложной формы, то место сваривания нужно зачистить мобильной шлифовальной машинкой. Так или иначе, оксидную пленку обязательно нужно убрать с поверхности.
 Перед началом работы всегда нужно уточнять такие параметры, как толщина листа и ширина кромки в миллиметрах.
Перед началом работы всегда нужно уточнять такие параметры, как толщина листа и ширина кромки в миллиметрах.Ключевое описание процесса сварки
Чтобы работа была выполнена качественно, нужно, как уже говорилось ранее, применять вольфрамовые электроды. Их диаметр при этом должен составлять 1,5−5,5 мм.
Во время процесса обязательно следите за ориентацией электрода относительно рабочей поверхности металла. Держите электрод под углом 80 градусов. А присадочную проволоку по отношению к электроду нужно держать под прямым углом.
Максимальная длина дуги составляет 3 мм. В данном положении расход материалов будет наиболее оптимальным. Во время работы присадочная проволока будет двигаться впереди горелки. Она и вольфрамовый электрод должны передвигаться исключительно вдоль сварочного шва. Нельзя допускать поперечных движений.
Она и вольфрамовый электрод должны передвигаться исключительно вдоль сварочного шва. Нельзя допускать поперечных движений.
Если вы работаете с тонкими алюминиевыми листами, то для подкладки хорошо подойдет лист нержавейки. В этом положении выполняется интенсивный отвод тепла от рабочего места сквозь лист нержавейки, при этом риск прожога сократится. Также сократится и расход энергии, потому что работа будет выполняться оперативно.
Плюсы и минусы аргоновой сварки
Метод соединения алюминиевых деталей полуавтоматом в аргоновой среде по сравнению с другими имеет существенные преимущества.
Прежде всего стоит сказать о минимальной области нагрева обрабатываемой детали, что важно при сварке деталей, имеющих объемно-пространственную структуру.
Можно легко просчитать количество требуемого газа и выяснить, какая будет нужна проволока и в каком количестве. Но при этом сложно спрогнозировать внутреннюю деформацию изделия.
Но при этом сложно спрогнозировать внутреннюю деформацию изделия.
Соединение деталей в среде инертного газа позволит выполнить сварку без примесей, пор и прочих ненужных включений. Сварной шов обладает одинаковой глубиной проплавления по всей длине.
Недостатком данной сварки является то, что оборудование достаточно сложное. Во время работы нужно осуществить тонкую настройку всех составляющих аппарата, при этом важно, чтобы проволока в рабочую зону подавалась постепенно. С этой целью нужно настроить аппарат подачи правильным образом. Если подача будет неритмичной, то горение дуги будет прерываться. В таком случае расход аргона и электроэнергии повысится.
Соединение алюминиевых деталей аргоном — одна из распространенных методик. Однако, прежде чем приступать к работе, нужно тщательно изучить теорию и практику, а также посмотреть обучающее видео, которое можно без труда отыскать в Интернете.
 com/embed/TlFlVegc40U”>
com/embed/TlFlVegc40U”> Cooks Mobile Home Repairs & Service, Inc.
Обзор
Cook’s Mobile Home Repairs & Service, Inc. предлагает ремонт алюминия в мобильных домах.
Сведения о компании
- Местонахождение этой компании
- 3332 26th Ave E STE G, Bradenton, FL 34208-7272
- BBB File Open ред:
- 25.10.1995
- Лет в бизнесе :
- 35
- Начало бизнеса:
- 01.05.1988
- Зарегистрировано:
- 01.02.1993
- Аккредитован с:
- 27.01.2022
- Лицензионная информация:
Этот бизнес относится к отрасли, может потребоваться профессиональное лицензирование, связывание или регистрация. BBB рекомендует вам обратиться в соответствующее агентство, чтобы убедиться, что какие-либо требования в настоящее время выполняются.
В записях BBB указан номер лицензии RGALCO — RX0040517 для этого бизнеса, выданный Советом по строительным лицензиям округа Сарасота.
Срок действия этой лицензии истекает 01.07.2023.Эти агентства могут включать:
Строительный лицензионный совет округа Сарасота
1001 Sarasota Center Blvd
Sarasota FL 34240
(941) 861-5214 9 0005
https://building.scgov.net/PublicPortal/Сарасота /SearchContractor.jsp#
В записях BBB указан номер лицензии RX0040517 для этого бизнеса, выданный Департаментом делового и профессионального регулирования штата Флорида. Срок действия лицензии истекает 31.08.2023.
Эти агентства могут включать:
Департамент делового и профессионального регулирования Флориды
2601 Blairstone Rd
Tallahassee FL 32399
(850) 487-1395
90 004 www.myfloridalicense.com- Тип организации:
- Корпорация
- Управление бизнесом
- Г-н Эрман Кук старший, президент
- Контактная информация
Директор
- Г-н Эрман Кук-старший, президент
Контакты для клиентов
- Г-н Эрман Кук-старший, президент
 Срок действия этой лицензии истекает 01.07.2023.
Срок действия этой лицензии истекает 01.07.2023.Дополнительные сведения о бизнесе
Жалобы клиентов 9 0003
1 Жалобы клиентов
Самая последняя жалоба клиентов
20. 06.2022
06.2022
- Тип жалобы:
- Проблемы с оплатой/сбором платежей
- Статус:
- Ответ
 Поэтому я попросил их закрыть отверстия в стене, пока они не вернутся. Подрядчик теперь угрожает мне подписать новый договор с доплатой за разрешение и архитекторские работы, иначе он не выполнит работу. Мне пришлось предпринять дополнительные шаги в окружном строительном департаменте с фотографиями и доказательствами выплаченных денег, а также попытаться выяснить, почему с 16 февраля 2022 года не было подано ни одного разрешения. Строительный отдел. обратился к подрядчику. Я просто хотел бы выполнить работу по контракту, когда подрядчик заявил, что у него есть все материалы, как только будет готово указанное разрешение. Я чувствую, что мне не нужно подписывать новый контракт, и я просто хотел бы, чтобы предложенная работа была завершена.
Поэтому я попросил их закрыть отверстия в стене, пока они не вернутся. Подрядчик теперь угрожает мне подписать новый договор с доплатой за разрешение и архитекторские работы, иначе он не выполнит работу. Мне пришлось предпринять дополнительные шаги в окружном строительном департаменте с фотографиями и доказательствами выплаченных денег, а также попытаться выяснить, почему с 16 февраля 2022 года не было подано ни одного разрешения. Строительный отдел. обратился к подрядчику. Я просто хотел бы выполнить работу по контракту, когда подрядчик заявил, что у него есть все материалы, как только будет готово указанное разрешение. Я чувствую, что мне не нужно подписывать новый контракт, и я просто хотел бы, чтобы предложенная работа была завершена.Подробнее
Отзывы покупателей
1 Отзывы покупателей
Самый последний отзыв покупателей
Грег О
1 звезда
17.06.2022
УЖАСНО!!!! Мы наняли их, чтобы они помогли нам, мистер К. и Боб, в компании Cook’s Aluminium llc/ Cooks Mobile Home Repair. Они начались 14.12.2021 и только для того, чтобы получить архитектурный чертеж и разрешение, потребовалось до 23.02.22. Там первый день в нашем доме был 23.02.22, и он длился до 12.05.22, пока он не был завершен, включая окончательную проверку, которая заняла всего один день. Из 5 месяцев они работали над нашим проектом только 18 дней. Остальное время было потрачено на другую работу, которую они взяли на себя. Когда они действительно появлялись, они прибывали между 9:00 утра и 9:30 утра. Работал примерно до 11:00-11:30, затем шел на обед и возвращался где-то через час или два часа спустя, в зависимости от того, сколько рабочих мест они выполнили и сделали ставки во время обеда. Они уходили каждый день в 14:00, независимо от того, сколько времени мы тратили на нашу работу, в среднем максимум 2-4 часа. Из 5 месяцев, которые потребовались, чтобы закончить нашу работу, они работали только 18 дней на нашей работе, уезжая где-то от недели до месяца за раз.
и Боб, в компании Cook’s Aluminium llc/ Cooks Mobile Home Repair. Они начались 14.12.2021 и только для того, чтобы получить архитектурный чертеж и разрешение, потребовалось до 23.02.22. Там первый день в нашем доме был 23.02.22, и он длился до 12.05.22, пока он не был завершен, включая окончательную проверку, которая заняла всего один день. Из 5 месяцев они работали над нашим проектом только 18 дней. Остальное время было потрачено на другую работу, которую они взяли на себя. Когда они действительно появлялись, они прибывали между 9:00 утра и 9:30 утра. Работал примерно до 11:00-11:30, затем шел на обед и возвращался где-то через час или два часа спустя, в зависимости от того, сколько рабочих мест они выполнили и сделали ставки во время обеда. Они уходили каждый день в 14:00, независимо от того, сколько времени мы тратили на нашу работу, в среднем максимум 2-4 часа. Из 5 месяцев, которые потребовались, чтобы закончить нашу работу, они работали только 18 дней на нашей работе, уезжая где-то от недели до месяца за раз. Они смотрели вам прямо в глаза и клялись, что вернутся на следующий день или неделю, говоря: «Мое слово — моя связь», и не появлялись, не звонили и не писали. Качество работы нормальное, если не обращать внимания на детали. И вам лучше быть там каждую минуту, иначе вы получите менее желательные результаты. И если вы решите их использовать, обязательно заполните рецепт на таблетки для терпения, потому что они вам понадобятся. Это был очень разочаровывающий опыт, и мы никому не рекомендуем их, если вы можете найти кого-то еще, кто выполняет ту же работу. Мы просто рады, что они, наконец, закончили нашу работу, и нам больше не нужно иметь дело с обострением.
Они смотрели вам прямо в глаза и клялись, что вернутся на следующий день или неделю, говоря: «Мое слово — моя связь», и не появлялись, не звонили и не писали. Качество работы нормальное, если не обращать внимания на детали. И вам лучше быть там каждую минуту, иначе вы получите менее желательные результаты. И если вы решите их использовать, обязательно заполните рецепт на таблетки для терпения, потому что они вам понадобятся. Это был очень разочаровывающий опыт, и мы никому не рекомендуем их, если вы можете найти кого-то еще, кто выполняет ту же работу. Мы просто рады, что они, наконец, закончили нашу работу, и нам больше не нужно иметь дело с обострением.
****
Сведения о компании
- Местонахождение этой компании
- 3332 26th Ave E STE G, Bradenton, FL 34208-7272
- 25.10.1995
- Годы в бизнесе:
- 35
- Начало бизнеса:
- 01.05.1988
- Бизнес зарегистрирован: 9001 2 01.
- Аккредитован с:
- 27.01. 2022
- Информация о лицензировании:
Этот бизнес относится к отрасли, в которой может потребоваться профессиональное лицензирование, оформление облигаций или регистрация. BBB рекомендует вам обратиться в соответствующее агентство, чтобы убедиться, что какие-либо требования в настоящее время выполняются.
В записях BBB указан номер лицензии RGALCO — RX0040517 для этого бизнеса, выданный Советом по строительным лицензиям округа Сарасота. Срок действия этой лицензии истекает 01.07.2023.
Эти агентства могут включать:
Строительный лицензионный совет округа Сарасота
1001 Sarasota Center Blvd
Sarasota FL 34240
(941) 861-5214
https://building.scgov.net/PublicPort al/Sarasota/SearchContractor.jsp#
BBB записи показывают номер лицензии RX0040517 для этого бизнеса, выданный Департаментом делового и профессионального регулирования Флориды.
Срок действия лицензии истекает 31.08.2023.Эти агентства могут включать:
Департамент делового и профессионального регулирования штата Флорида
2601 Blairstone Rd
Tallahassee FL 32399
(850) 487-1395
www.myfloridalicense.com
9001 4- Тип организации:
- Корпорация
- Управление бизнесом
- Г-н Эрман Кук старший, президент
- Контактная информация
Директор
- Г-н Эрман Кук старший, президент
Контактное лицо для клиентов
- Г-н Эрман Кук старший, президент
900 10 Открыт файл BBB:
 02.1993
02.1993 Срок действия лицензии истекает 31.08.2023.
Срок действия лицензии истекает 31.08.2023.Подробнее Сведения о компании
Бизнес-профили BBB не могут быть воспроизведены в коммерческих или рекламных целях.
Бизнес-профили BBB предоставляются исключительно для того, чтобы помочь вам принять правильное решение. BBB просит третьих лиц, которые публикуют жалобы, обзоры и/или ответы на этом веб-сайте, подтвердить, что предоставленная информация является точной. Однако BBB не проверяет точность информации, предоставляемой третьими лицами, и не гарантирует точность какой-либо информации в бизнес-профилях.
Однако BBB не проверяет точность информации, предоставляемой третьими лицами, и не гарантирует точность какой-либо информации в бизнес-профилях.
При рассмотрении информации о жалобах, пожалуйста, учитывайте размер компании и объем операций, а также помните, что характер жалоб и ответы на них фирмы часто важнее, чем количество жалоб.
Бизнес-профили BBB обычно охватывают трехлетний отчетный период. Бизнес-профили BBB могут быть изменены в любое время. Если вы решите вести бизнес с этим бизнесом, сообщите ему, что вы связались с BBB для получения бизнес-профиля BBB.
В соответствии с политикой BBB не поддерживает какие-либо продукты, услуги или бизнес.
12AQ15D Крышный вытяжной вентилятор Литой алюминиевый пропеллер с прямым приводом Loren Cook
24AQ11D Крышный вытяжной вентилятор Пропеллер из литого алюминия с прямым приводом Loren Cook13220218EXP Двигатель S&P
0,00 $
ЦЕНУ И СРОКИ ВЫПОЛНЕНИЯ ОБРАЩАЙТЕСЬ В СЛУЖБУ ЗАКАЗЧИКОВ.

!!! ПЕРЕД ПОКУПКОЙ ОБЯЗАТЕЛЬНО ПРОВЕРЬТЕ ПРИЛОЖЕНИЕ НА ПРАВИЛЬНОЕ НАПРЯЖЕНИЕ, ЦИКЛ И ФАЗУ!!!
Также доступны трехфазные двигатели
12AQ15D Крышный вытяжной вентилятор Литой алюминиевый пропеллер Прямой привод Loren Cook
ЗАМЕНА ДВИГАТЕЛЯ, ОДНОФАЗНЫЙ 115 ВОЛЬТ: Пожалуйста, напишите или позвоните, чтобы узнать цену
ЗАМЕНА ДВИГАТЕЛЯ, ТРЕХФАЗНЫЙ : Пожалуйста, напишите или позвоните, чтобы узнать цены
. ЗАМЕНА ПОДШИПНИКОВ: Пожалуйста, свяжитесь с нами по электронной почте, чтобы узнать цены.
.0057
ЗАМЕНА ЛЕЗВИЯ: Для уточнения цен обращайтесь по электронной почте или по телефону Итого:
Всего надстроек:
+
Итого:
Нужен бордюр? * Бордюры для скатных крыш и деревянные бордюры для гвоздей увеличивают время выполнения заказа на 5 рабочих дней*
Без бордюра
Стандартный плоский бордюр — без вентиляции (160,88 долл. США)
США)
Стандартный плоский бордюр — с вентиляцией (163,25 долл. США)
Бордюр скатной крыши — 1:12 (166,58 долл. США)
Бордюр скатной крыши — 2:12 (170,30 долл. США)
Бордюр скатной крыши — 3:12 (170,30 долл. США)
Бордюр скатной крыши — 4:12 (170,30 долл. США)
Бордюр скатной крыши — 5:12 (170,30 долл. США)
Бордюр скатной крыши — 6:12 (170,30 долл. США)
Бордюр скатной крыши — 7:12 (170,30 долл. США)
Другое
0,00 $
Нужен демпфер?
Гравитационный обратный клапан (96,83 долл. США)
Клапан с электроприводом — 115 В, 1 фаза (330,9 долл. США)6)
Заслонка с электроприводом — 115 В, 1 фаза (350,72 долл. США)
Заслонка с электроприводом — 208 В, 1 фаза (400,96 долл. США)
Заслонка с электроприводом — 208 В, 3 фазы (580,47 долл. США)
9 0004 Другое0,00 $
Нужны петли?** Петли в основном используются в системах, где требуется смазка*
Комплект боковых петель — без цепи (85,77 долл.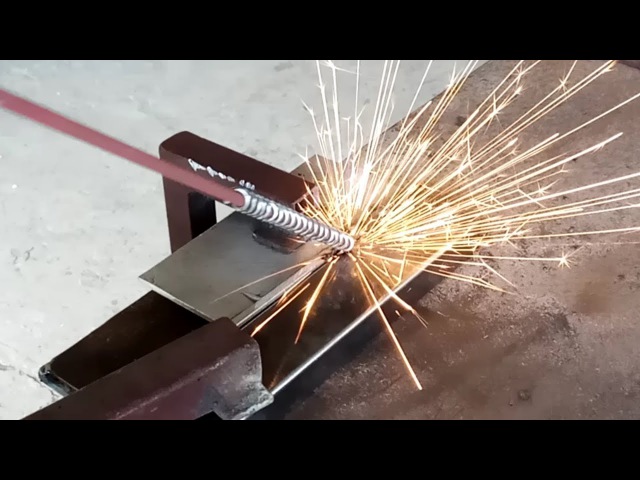 США)
США)
Комплект боковых петель — с цепью (102,44 долл. США) 99,52 долл. США)
Комплект петель для тяжелых условий эксплуатации (160,61 долл. США)
0,00 $
Прочие принадлежности
Выключатель (поставляется отдельно) (120,57 долл. США)
Контроллер скорости двигателя ЕС (220,48 долл. США)
Регулятор давления для двигателей ЕС (330,57 долл. США)
9 0004 Порт для чистки колес (поставляется отдельно) (85,44 долл. США)Сетка от птиц (104,55 долл. США)
Комплект для крепления при сильном ветре (151,44 долл. США)
Термостат (208,47 долл. США)
0,00 долл. США
Нужен поддон/коробка для жира?
Пластиковый контейнер для смазки (80,63 долл. США)
Driploc BB1200 Medium Volume (160,61 долл. США)
Контейнер для смазки из нержавеющей стали (90,75 долл. США)
Система сбора жира на 360 градусов (1733,58 долл. США)
США)
0,00 долл. США
- (добавлено) МОДИФИКАЦИЯ Стоимость: $0.00
- (оригинал) Стоимость ПРОДУКТА: $0.00
- Итого: 0,00 долл. США
12AQ15D Крышный вытяжной вентилятор Литой алюминиевый пропеллер с прямым приводом Loren Cook количество
Добавить в “Запрос котировок”
Категория: Серия AQD
- Описание
- Инструкция по установке
- Спецификация
- Габаритный чертеж
- Гарантия
Описание
ОБРАЩАЙТЕСЬ В СЛУЖБУ ЗАКАЗЧИКОВ, чтобы узнать цену и сроки поставки.
!!! ПЕРЕД ПОКУПКОЙ ОБЯЗАТЕЛЬНО ПРОВЕРЬТЕ ПРИЛОЖЕНИЕ НА ПРАВИЛЬНОЕ НАПРЯЖЕНИЕ, ЦИКЛ И ФАЗУ!!!
Также доступны трехфазные модели
12AQ15D Крышный вытяжной вентилятор Пропеллер из литого алюминия Прямой привод Loren Cook
ЗАМЕНА ДВИГАТЕЛЯ, ОДНОФАЗНЫЙ, 115 В: Пожалуйста, напишите или позвоните, чтобы узнать цену
ЗАМЕНА, ТРЕХФАЗНЫЙ ДВИГАТЕЛЬ: Отправьте электронное письмо или позвоните, чтобы узнать цену
ЗАМЕНА ПОДШИПНИКОВ: Пожалуйста, позвоните, чтобы узнать цену 900 57
ЗАМЕНА ВАЛ: Пожалуйста
ЗАМЕНА ЛЕЗВИЯ:
ЗАМЕНА ВЕРХНЕЙ КРЫШКИ/КРЫШКИ:
ОБРАЩАЙТЕСЬ В СЛУЖБУ ЗАКАЗЧИКОВ, чтобы узнать цену и время выполнения заказа.
 A QD – это алюминиевые блоки, в которых используется литой алюминиевый пропеллер LOREN COOK COMPANY «A Series».
A QD – это алюминиевые блоки, в которых используется литой алюминиевый пропеллер LOREN COOK COMPANY «A Series».Описание : Вентилятор должен быть установлен на крыше, с прямым приводом, нисходящей струей, литой алюминиевый пропеллерный вытяжной вентилятор с алюминиевой верхней крышкой.
Сертификаты : Вентилятор должен производиться на предприятии, сертифицированном по стандарту ISO 9001. Вентилятор должен быть внесен в список Underwriters Laboratories (UL 705) и в список для Канады (cUL 705).
Конструкция : Вентилятор должен иметь болтовую и сварную конструкцию с использованием коррозионностойких крепежных деталей. Элементы конструкции из формованного алюминия должны быть изготовлены из морского сплава алюминия толщиной не менее 16, прикрепленного болтами к жесткой алюминиевой несущей конструкции. Алюминиевое основание должно иметь сплошные сварные углы бордюрных крышек для максимальной защиты от протечек. Двигатель должен быть установлен на силовой сборке из стали толщиной не менее 14 мм, изолированной от конструкции агрегата резиновыми виброизоляторами. На блоке должна быть выгравированная алюминиевая табличка. На паспортной табличке должны быть указаны расчетный CFM и статическое давление. Устройство должно быть отправлено в транспортной упаковке, сертифицированной ISTA.
Алюминиевое основание должно иметь сплошные сварные углы бордюрных крышек для максимальной защиты от протечек. Двигатель должен быть установлен на силовой сборке из стали толщиной не менее 14 мм, изолированной от конструкции агрегата резиновыми виброизоляторами. На блоке должна быть выгравированная алюминиевая табличка. На паспортной табличке должны быть указаны расчетный CFM и статическое давление. Устройство должно быть отправлено в транспортной упаковке, сертифицированной ISTA.
Воздушный винт : Воздушный винт должен быть выполнен из литого алюминия с аэродинамическим профилем и литой алюминиевой ступицей. Шаг лезвия должен быть установлен на заводе и зафиксирован с помощью установочных винтов и цилиндрического штифта. Ступица должна быть закреплена на валу с помощью шпонки с помощью двух установочных винтов или конусной стопорной втулки. Пропеллер должен быть отбалансирован в соответствии со стандартом AMCA 204-05 «Качество балансировки и уровни вибрации для вентиляторов».