Как варить металл электросваркой, как правильно сваривать (тонкий и другие)
Общие сведения и процесс
Для того чтобы разобраться как правильно сварить металл электросваркой, надо понять, что речь идет о сварке, а не о металлургическом процессе выплавки и для чего необходимы такие знания. Освоить сварочное производство с нынешним количеством обучающих материалов можно и в домашних условиях, но и только для собственных бытовых нужд. Если речь идет об оказании услуг, то это влечет за собой определенную ответственность за качество работ и потому знания и опыт лучше получать в специализированных учебных заведениях.
Сварка предметов, находящихся в твердом состоянии, путем нагрева и расплавления с применением эклектической энергии называется электросваркой.
Процесс происходит под непосредственным воздействием электрической дуги, температура которой превосходит температуру плавления любого из известных металлов и их сплавов и составляет 70000С.
Дуга образуется от подачи электрической энергии постоянного или переменного напряжения от сварочного трансформатора к электроду и свариваемому предмету. Под воздействием возникающей высокой температуры металлы плавятся и образуют сварочную ванну, в которой перемешиваются, а входящие в них примеси в виде шлаков всплывают на поверхность и создают защитную пленку. Металлы остывают, затвердевают и образуют сварное соединение или шов. Застывший шлак убирают. Для сварки применяют плавящиеся и неплавящиеся электроды, а также присадочные проволоки и защитные газы и смеси.
По степени механизации сварку разделяют на:
Электрическая дуга может оставить ожоги на теле и глазах- ручную;
- полуавтоматическую;
- автоматическую.
Электрическая дуга может образовываться при помощи постоянного тока прямой полярности, когда отрицательный полюс подводиться на электрод, и обратной полярности – на электроде положительный полюс. Также она может создаваться переменным током. Дуга может образовываться не только между изделием и электродом, но и между электродами. Такая дуга называется косвенного действия или независимая. Дуга при сварке может быть открытой для наблюдения, закрытой и полуоткрытой. Это различие особенно важно учитывать при соблюдении правил техники безопасности и защите органов зрения специальными светофильтрами от ожогов ультрафиолетовым излучением.
Также она может создаваться переменным током. Дуга может образовываться не только между изделием и электродом, но и между электродами. Такая дуга называется косвенного действия или независимая. Дуга при сварке может быть открытой для наблюдения, закрытой и полуоткрытой. Это различие особенно важно учитывать при соблюдении правил техники безопасности и защите органов зрения специальными светофильтрами от ожогов ультрафиолетовым излучением.
Уделять внимание защите от окружающего воздуха надо и зоне сварки. Защитой может быть шлак, выделяющийся при плавлении, газ и флюс.
Флюс – это специальное вещество или смесь из различных материалов, которым защищают от атмосферного воздействия, для стабилизации горения дуги и придаче сварочному шву дополнительных свойств. Как правило, эту смесь наносят на электрод.
Технология и обучение
Спецодежда для сварщиковПроцесс варки металла как электросваркой, так и другими способами, начинается с подбора рабочей одежды и оборудования. Для электросварки необходимы:
Для электросварки необходимы:
- маска или очки для защиты глаз со специальным светофильтром;
- перчатки, предпочтительнее из замши;
- одежда с длинными рукавами;
- закрытая обувь.
Из оборудования:
- сварочный аппарат;
- трансформатор для преобразования переменного тока в постоянный;
- электроды в комплекте;
- молоток и другой инструмент для сбивания шлака и зачистки шва.
Научиться и правильно сваривать металл электросваркой как раз зависит от подбора оборудования, и, в первую очередь, электродов. От их покрытия или обмазки зависит качество сваривания. Под воздействием температуры, обмазка превращается в газовую зону над ванной расплавленных металлов основания и электрода, которая предотвращает воздействие воздуха на процесс их сплавления.
Опыт сварочных работ лучше получать под руководством профессионального наставника, потому что часто выбор оборудования, режима его работы, расходных материалов, размещение соединяемых элементов, скорость перемещения дуги и так далее происходит эмпирическим, то есть пробным путем. С опытом придут навыки, равномерность движения, качество кромки и шва.
С опытом придут навыки, равномерность движения, качество кромки и шва.
Особенности работы с тонким металлом
Сварка тонкого металла требует опыта работыМеталл толщиной до 3 мм. или тонкий очень часто применяется для производства изделий, используемых в повседневной жизни. Потому их ремонт, в том числе и сварка, — вопрос, который часто возникает и, по общему мнению, не требует обращения к специалистам, а может быть выполнен в «домашних» условиях. Однако это не так просто, как кажется на первый взгляд.
Если нужно сварить электросваркой тонкий металл, то к выбору оборудования, его мощности, вида электрода и сварного шва требуется подход со знанием дела и опытом.
Особенностей его сварки несколько. Основная, что совершенно очевидно, его толщина. При любом неосторожном движении и в изделии может появиться новое и совершенно ненужное прожженное отверстие. С другой стороны, излишняя «деликатность» не создаст необходимого сварного шва и соединение распадется.
Для работы с тонким металлом применяют «малые» токи, потому электрод необходимо держать максимально близко к изделию, иначе пропадет сварная дуга и плавка прекратиться. Кроме того, для каждого металла необходимо специально подготавливать свариваемые кромки, применять разного вида и расположения сварные швы и так далее.
Перед началом работ необходимо правильно подобрать электрод. Его диаметр напрямую зависит от толщины свариваемого металла. Чем тоньше металл, тем меньше диаметр. Применяемый для сварочных работ ток должен соответствовать параметрам металла и электрода. Например, толщина листа 3 мм., диаметр электрода – 3 мм., сила тока от 140 до 180 А. Чем меньше ширина и диаметр, тем меньшей силы ток. Применение «низких» токов не дает возможность использовать электроды с любыми видами покрытия. Необходимо подбирать лишь те, которые дадут легкое возбуждение и устойчивое горение дуги, а также будут иметь замедленное плавление жидкотекучим металлом.
При наличии знаний, компенсировать недостаточный опыт или его отсутствие, можно с помощью используемого оборудования. Полуавтоматическим сварочным аппаратом работать гораздо легче и продуктивнее, чем ручным. Прежде всего, это сказывается на качестве сварного шва. Его можно накладывать несколькими способами, от чего он получается сплошной, точечный или внахлест. Для сплошного шва необходимо правильно выбрать силу тока. Начать рекомендуется с 40 – 60 А. Затем подобрать скорость ведения сварки. Если она будет слишком быстрой, то шов не провариться и не будет соединения, а если медленно, то возможно возникновение прожигов и дырок.
- Например, для сварки листа толщиной 0,5 мм применяются электроды диаметром 1 мм и ток силой 10-20 А.
- Металл в 1,2 мм сваривается электродом 1,6 – 2 мм при токе 30-35 А.
- Для толщины в 2 мм нужны электроды в 2,5 мм и ток до 65 А.
- Для швов внахлест силу тока рекомендуется увеличить на 15%, а для сплошных при тавровом соединении на 20%.


Покрытие может существенно отличаться по составу входящих в него элементов. Основу его, как правило, составляет титановый концентрат. В остальном составы существенно отличаются. В них может быть:
- марганец;
- калиевая селитра;
- полевой шпат;
- декстрин и т. д.
Накладывать шов можно в направлении удобном для работника либо исходя из расположения свариваемых поверхностей.
Полуавтоматической сваркой гораздо легче работать с тонкими металламиОднако практика показала, что сварка в направлении «сверху вниз» дает максимально лучший результат.
Сварочные работы проводят с помощью плавящихся и не плавящихся – графитовых электродов. Соединение при помощи графитовых производится методом оплавления кромок деталей либо с использованием присадочной проволоки.
Проведение сварочных работ зависит от влияния многочисленных факторов и обстоятельств. Каждый конкретный случай требует своего подхода, метода, оборудования и расходных материалов. Подбор всего необходимого производится экспериментальным путем. С опытом время на проведения пробных соединений, подбор оборудования и материалов уменьшится, а качество и равномерность шва – улучшится.
Подбор всего необходимого производится экспериментальным путем. С опытом время на проведения пробных соединений, подбор оборудования и материалов уменьшится, а качество и равномерность шва – улучшится.
Нержавеющая сталь
Легированная сталь требует специальных электродов для дуговой сваркиСвои особенности есть и при сварке легированных видов стали. Если в ее состав входит от 12 до 20% хрома, то такую сталь называют нержавеющей. Наряду с хромом в состав этой стали входят другие вещества, которые формируют ее специфические физико-химические свойства. Именно от них зависит ее способность к свариванию и способ, которым можно соединить элементы, из нее изготовленные.
Сварка аргоном один из лучших способов соединить нержавеющую стальУ «нержавейки» теплопроводность снижена в 1,5 – 2 раза. Отчего она легче плавится, а значит, при сварке необходимо использовать токи меньшей силы. С этой же целью, чтобы электроды с хромоникелевыми стержнями не перегревались, их изготавливают длинной не более 350 см. Эта сталь, в силу высокого коэффициента линейного расширения, может трескаться после сварки при остывании, если при соединении краев не будет выдержан достаточный зазор. Надо иметь в виду, что после термической обработки хромсодержащие стали могут терять свое антикоррозионное свойство. Для того чтобы такого «неприятного» эффекта избежать, место нагрева необходимо быстро охладить.
Эта сталь, в силу высокого коэффициента линейного расширения, может трескаться после сварки при остывании, если при соединении краев не будет выдержан достаточный зазор. Надо иметь в виду, что после термической обработки хромсодержащие стали могут терять свое антикоррозионное свойство. Для того чтобы такого «неприятного» эффекта избежать, место нагрева необходимо быстро охладить.
Электросваркой «нержавейку» сварить можно несколькими способами. Существует три способа:
- покрытыми электродами;
- в газово-аргонной среде;
- с использованием нержавеющей проволоки.
В любом случае перед проведением сварочных работ, кромки поверхностей, планируемых к соединению, необходимо обработать: зачистить и промыть растворителем.
Способ сварки выбирают в зависимости от толщины металла, требований к качеству шва и имеющегося в наличии оборудования, а также с обязательным учетом особенностей легированных сталей.
Сварка нержавеющих сталей и «черного» металла возможна при условии применения специальной присадочной проволоки и электродов.
Видео: Сварка нержавеющей стали
Как варить металл, чтобы не повело | ММА сварка для начинающих
Листовой металл очень часто ведёт при сварке, в результате чего портится работа и свариваемая заготовка. Деформация металла, особенно тонкого, часто вызвана отсутствием опыта у сварщика и вследствие неправильного выбора сварки. Рассмотрим основные проблемы, из-за которых металл «ведёт» при сварке, и как не допустить его деформации.
Почему ведёт металл при сварке
Очень часто при сварке тонколистового металла, например, при изготовлении дверей, вся конструкция деформируется. Происходит это из-за воздействия на неё высоких температур, а также вследствие допущенных ошибок во время сварки.
Особенно заметная будет деформация тонколистового металла, после остывания. Здесь все во много зависит от его коэффициента линейного расширения и теплопроводности. Чем меньше будет теплопроводность свариваемого металла, тем выше вероятность его деформации.
Чем меньше будет теплопроводность свариваемого металла, тем выше вероятность его деформации.
В некоторых случаях, и вовсе, чтобы не допустить деформаций, сварку изделий осуществляют, только в нагретом состоянии.
Как варить металл, чтобы не повело
Рассмотрим решение данной проблемы:
Последовательное прохождение сварочных швов. Если нужно варить тонколистовой металл, то, чтобы избежать его деформации, целесообразно будет использовать обратноступенчатый шов, не более чем 300 мм. После того, как металл остыл, можно будет заварить оставшиеся щели. Таким образом, тонколистовой металл не поведёт.
Точнее деформации будут, однако ранее сделанные, «короткие» швы, будут компенсировать их. Кроме того, в ряде случаев, при сварке тонкого металла, лучше всего сначала использовать прихватки, а уже потом обваривать шов.
Предварительное сгибание свариваемых заготовок. Ещё один из способов, который позволит уменьшить деформацию тонкого металла, связан с выгибанием заготовки в противоположное направление от напряжений при сварке. Таким образом, после того, как сварка будет произведена, металлическая заготовка под воздействием деформации вернётся в нужное положение.
Таким образом, после того, как сварка будет произведена, металлическая заготовка под воздействием деформации вернётся в нужное положение.
Какой сваркой лучше всего варить тонколистовой металл
Чем выше будет температура в зоне нагрева, тем больше вероятность того, что металл поведёт.
Различные виды сварки имеют разный температурный режим, поэтому если нужно часто варить тонкий металл, то стоит задуматься вот над чем:
- Кислородно-ацетиленовая сварка — не самый лучший вариант для того, чтобы варить тонколистовой металл. Самые большие деформации происходят именно при данном виде сварки, так как её температура достигает 3100 °C.
- ММА сварка — всеми любимая ручная дуговая сварка электродом с покрытием. При ручной дуговой сварке, температура, возникающая на конце электрода гораздо ниже, от 2400 до 2700 °C. Поэтому данный вид сварки более предпочтителен для соединения тонколистового металла.
- Полуавтоматическая сварка MIG/MAG — температура нагрева составляет порядка 1500 °C, а скорость сварки ещё быстрее, чем при ручной дуговой сварке. Поэтому MIG и MAG, является наиболее удобной для сварки заготовок выполненных из тонколистовой стали.
 Поэтому MIG и MAG, является наиболее удобной для сварки заготовок выполненных из тонколистовой стали.
Поэтому MIG и MAG, является наиболее удобной для сварки заготовок выполненных из тонколистовой стали.Ну и последнее, это правильная организация отведения тепла в зоне сварки. Для этих целей можно использовать как специальные теплоотводящие медные пластины, так и подручные средства. Например, можно применить влажный асбест, для того, чтобы наложить его рядом со сварочным швом или другие материалы.
Еще статьи про сварку:Какими электродами варить тонкий металл
Прежде всего, стоит отметить, что тонким металлом считается металл толщиной 2 или менее миллиметров. В наше время такой металл находит все более широкое применение, потому что для изготовления деталей для сваривания такой толщины не нужно использовать большое количество металла, и, как следствие, Вы можете приобрести такие детали по более выгодным ценам.
Чаще всего со свариванием тонкого металла можно столкнуться при работе с профильными трубами. В большинстве своем толщина металла профильных труб не превышает 2 миллиметров, поэтому производить сваривание таких конструкций можете показаться весьма сложным.
Чаще всего многие производят сваривание тонкого металла ручной дуговой сваркой. К примеру, если Вы производите сваривание, метала толщиной 1,5 миллиметра, то Вам лучше всего воспользоваться электродами толщиной 2 миллиметра. Подбирать сварочный электрод для сваривания тонкого металла Вам нужно исходя из Ваших ожиданий от конструкции и типа металла.
Для сваривания тонкого металла многие используют непрерывную сварку по длине всего шва. Значение сварочного тока равняется 40 – 60 Амперам, а, может быть, больше или меньше, потому что такие параметры зависят от типа сварочного аппарата.
Главное, что Вам нужно достичь при сваривании тонкого металла это проваривание, но не прожиг металла. При проведении сваривания тонкого металла непрерывистой дугой Вам нужно вести электрод со средней скоростью, потому, что превысив ее, Вы проварите только верх шва, понизив – прожжете металл.
Вторым способом сваривания тонкого металла является сваривание с прекращением дуги. В основном при сваривании тонкого металла используется данный способ сваривания. Если же металл при сваривании слишком тонкий или Вы используете слишком большой сварочный ток, то Вам можно использовать точечное сваривание, позволяющее производить сваривание точками, при этом, не прожигая металл.
В основном при сваривании тонкого металла используется данный способ сваривания. Если же металл при сваривании слишком тонкий или Вы используете слишком большой сварочный ток, то Вам можно использовать точечное сваривание, позволяющее производить сваривание точками, при этом, не прожигая металл.
Происходить сварочный процесс должен достаточно быстро, чтобы металл не успевал остывать. Даже при сваривании точечным способом Вам нужно быть предельно внимательными, что не прожечь металл или сделать поверхностный шов, который не будет способен выполнять свою работу.
А теперь переходим к свариванию тонкого металла полуавтоматом. Да, действительно, производить сваривание полуавтоматической сваркой намного проще, нежели другими способами сваривания. Примечательно, что данный сварочный аппарат может производить сваривание на маленьком токе. При сваривании полуавтоматической сваркой можно производить сваривание непрерывно и точками.
Производить сваривание разным способами с использованием полуавтоматического сварочного аппарата не имеет значения, потому что для успешного сварочного процесса Вам нужно просто в определенные моменты вовремя нажимать на кнопку.
Как сварить тонкий металл – уроки для начинающих
Сварка даже с помощью инверторного аппарата тонкого металла зачастую становится причиной возникновения определенных сложностей даже у опытных сварщиков. Дело в том, что здесь придется руководствоваться совершенно иными правилами, нежели при соединении между собой элементов значительной толщины.
Прежде всего, следует отметить, что чересчур сильно разогревать тонкий металл категорически запрещается, так как он будет прогорать, а в его структуре станут появляться дыры. В связи с этим, электродом при сварке довольно тонких листов металла ведут как можно быстрее, не отклоняя его в сторону.
Другой сложностью, связанной со сваркой относительно тонкого металла, является необходимость использовать малых токов, соответственно, сваривать придется на короткой дуге. Если произойдет даже незначительный отрыв, дуга погаснет. В некоторых случаях возникают трудности даже с розжигом, поэтому нужно будет пользоваться устройствами с хорошими показателями вольт-амперных свойств, аппарат также должен позволять плавно осуществлять регулировку тока, особенно при сварке аргоном.
Если произойдет даже незначительный отрыв, дуга погаснет. В некоторых случаях возникают трудности даже с розжигом, поэтому нужно будет пользоваться устройствами с хорошими показателями вольт-амперных свойств, аппарат также должен позволять плавно осуществлять регулировку тока, особенно при сварке аргоном.
Особенности сваривания тонкого металла при помощи инвертора
Полуавтоматический инверторный аппарат позволяет получить наиболее качественное соединение, которое будет довольно прочным и долговечным. Если у человека нет достаточного опыта в плане использования полуавтоматической сварки, то ему лучше всего набраться некоторого опыта в области сваривания толстых элементов, только после этого переходить на соединение тонкого металла. Дело в том, что чем тоньше будет сталь, тем сложнее будет получить надежный шов.
Главной положительной характеристикой полуавтоматического сварочного оборудования является их способность идеально работать на небольших токах и при незначительном напряжении.

Необходимо прислушиваться к опыту профессиональных сварщиков, которые рекомендуют обязательно позаботиться о собственной безопасности. При сварке металлов необходимо использовать специальную защитную маску, которая будет защищать глаза от повреждения слишком ярким излучением.
Толщина электродов для аргоновой сварки должна быть не слишком большой – максимальный их диаметр будет составлять порядка 2,5 мм. Инвертор позволяет очень быстро отрегулировать силу тока. Это делается при помощи одной рукоятки, причем ток будет находиться в диапазоне от 10 до 200 А. Чем тоньше берется электрод и чем тоньше свариваемые заготовки, тем меньшая сила тока будет оптимальной.
Технология проведения работ
Чтобы хорошенько разобраться, как варить тонкий металл инвертором, сначала надо выяснить, какие есть методы проведения работ. Многие профессионалы рекомендуют держать электрод под незначительным углом к заготовкам. Здесь пригодится способ отбортовки, когда кромки деталей немного отгибают и начинают соединять наиболее короткими швами через каждые 10-15 см.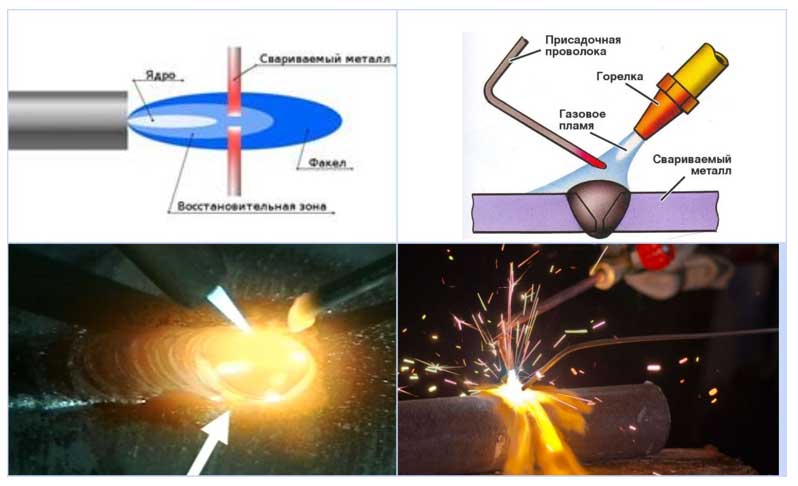 После того как элементы будут зафиксированы, следует пройти по всей длине шва сверху вниз.
После того как элементы будут зафиксированы, следует пройти по всей длине шва сверху вниз.
Сварка тонкого металла инвертором зачастую приводит к образованию прожогов (особенно если работа производится без отрыва). Чтобы не допустить появления подобного дефекта, дугу можно оторвать на одну секунду. После этого ее возвращают на то же самое место и проводят на несколько миллиметров далее. Такой способ более затратный по времени, однако, сварка металлических деталей получается качественней. Расплавленный металл за время отсутствия дуги будет несколько остывать. Это будет хорошо заметно по изменению цвета шва. Главное в данной технологии — не допустить слишком долгого отрыва дуги, иначе сталь остынет слишком сильно.
Если существует возможность использовать точечный шов, то при сварке тонких деталей лучше воспользоваться именно им. Его суть заключается в создании на небольшом расстоянии друг от друга небольших прихваток, которые и будут удерживать детали на одном месте.
Аргонодуговая сварка будет значительно легче, если под место образовывающегося шва уложить медную пластину. Дело в том, что медь обладает совершенно иными технологическими характеристиками, нежели сталь, в частности, уровень ее теплопроводности почти на порядок выше, чем у стали. Если положить ее под формирующийся шов, то она будет забирать в себя большую часть тепла, сталь при этом не будет перегреваться.
Как правильно сварить листы оцинковки?
Оцинковка или оцинкованная сталь представляет собой тонкий лист металла, который в процессе производства был обработан погружным способом таким элементом, как цинк. Если возникла необходимость соединить такие элементы, то цинковое покрытие на свариваемых кромках нужно будет полностью счистить. Делают это одним из следующих способов:
- Удалить слой механическим способом – с помощью угловой шлифовальной машины и абразивного диска, металлической щетки или наждачной бумаги;
- Выжечь сваркой – цинк испаряется при температуре порядка 900 градусов, поэтому нужно дважды пройти электродом вдоль образуемого шва. Однако в данном случае необходимо помнить, что пары цинка чрезвычайно ядовиты, поэтому такие работы разрешается проводить либо на открытом воздухе, либо в помещении с хорошей вентиляцией.
 Однако в данном случае необходимо помнить, что пары цинка чрезвычайно ядовиты, поэтому такие работы разрешается проводить либо на открытом воздухе, либо в помещении с хорошей вентиляцией.
Однако в данном случае необходимо помнить, что пары цинка чрезвычайно ядовиты, поэтому такие работы разрешается проводить либо на открытом воздухе, либо в помещении с хорошей вентиляцией.После каждого прохода электродом необходимо снимать с поверхности заготовки флюс. Когда цинк снят полностью, начинают сваривать собственно металл. Чтобы получить наиболее качественное соединение, следует пользоваться двумя разновидностями электродов.
Основу шва делают на основе материала с рутиловым покрытием, ими необходимо формировать шов максимально осторожно, не допуская слишком сильных колебаний. Облицовочный шов следует сделать значительно шире. Для этого подойдут стандартные электроды с обычным покрытием.
Как выбрать полярность?
Для получения надежного сварного соединения необходимо верно подобрать такой параметр, как полярность, причем она бывает прямой или обратной:
- Прямая полярность обеспечивает не слишком высокую температуру, причем в толщу металла тепло будет проходить в узкую, но глубокую область;
- Обратная полярность предусматривает более высокую температуру, причем область плавления будет не слишком глубокой, но весьма широкой.

Чтобы знать, как сварить тонкий металл, необходимо очень тщательно выбирать данный параметр. Если пустить положительный заряд на свариваемые заготовки, то они будут наиболее сильно нагреваться. При подключении положительного элемента к проводнику электрод будет разогреваться слишком сильно, что в конечном счете может привести к прожигам заготовки.
Желательно при соединении тонких металлических элементов пользоваться именно обратной полярностью – в этом случае удастся получить оптимальную силу тока, которая позволит смотреть за формированием сварочного шва и держать данный процесс под непосредственным контролем. Если этот процесс будет налажен максимально правильно, то в итоге удастся получить прочное соединение без прожогов заготовки и прочих дефектов. В процессе проведения сварочных работ электрод должен проводиться как можно медленнее. Тогда конечный результат получится удовлетворительным.
Как правильно варить тонкий металл инвертором: советы опытных сварщиков
Поскольку работать с тонкими металлическими листами металла сложно, высокие риски получить ожог, в данном обзоре мы рассмотрим ключевые правила варки. Мы рассмотрим типичные ошибки новичков и расскажем, как успешно варить тонкий металл, даже если у вас нет многолетнего опыта.
Мы рассмотрим типичные ошибки новичков и расскажем, как успешно варить тонкий металл, даже если у вас нет многолетнего опыта.
Варить тонкий металл сложно из-за особенных правил, которые вовсе не работают при варке прочных металлических конструкций. Подобрать электроды, силу тока, установить правильный режим работы сварочного аппарата – основные задачи, которые стоят перед сварщиком. Для варки тонкого металла специалисты советуют применять полуавтоматическое сварочное оборудование. В быту мы чаще используем универсальные инверторы, поэтому научиться правильно варить будет полезно.
При варке тонкого металла инвертором первой трудностью, с которой вы столкнетесь, будет выбор оптимальной температуры. Сильно перегревать пластины нельзя. При неправильной температуре просто образуются дыры на металлической пластине. Здесь вам не нужно будет соблюдать траекторию движения электродов. Процесс должен быть быстрым. Для положительного эффекта достаточно варить электродами вдоль шва по одной линии.
Сильно перегревать пластины нельзя. При неправильной температуре просто образуются дыры на металлической пластине. Здесь вам не нужно будет соблюдать траекторию движения электродов. Процесс должен быть быстрым. Для положительного эффекта достаточно варить электродами вдоль шва по одной линии.
Следующие сложностью будет необходимость работы на небольшом токе. В работе с тонким металлом нельзя устанавливать большие показатели силы тока. Следовательно, дуга будет короткой. Если оторваться от нее, сварочная дуга погаснет. У новичков, которые работают впервые с тонким металлом, часто возникают трудности с розжигом дуги. Во избежание этой проблемы рекомендовано использовать сварочное оборудование с достойными вольтр-амперными характеристиками. Ориентировочно холостой ход должен иметь напряжение не менее 70 В.
Если листы тонкого металла варят на слишком высоких температурах, не исключено образование волн. Структура листа деформируется, а впоследствии исправить геометрию волн невозможно. Чтобы правильно варить тонкий металл, придерживайтесь оптимальных температур и избегайте перегрева.
Чтобы правильно варить тонкий металл, придерживайтесь оптимальных температур и избегайте перегрева.
При варке инвертором листов встык, предварительно обязательно зачистите кромки металлических пластин. Из-за ржавчины процесс варки будет еще проблематичнее. Металлические пластины перед варкой инвертором должны быть зачищенными и ровными. Для варки встык расположите листы рядом друг с другом. Зазора быть не должно. Для фиксации их положения используйте струбцины или другие приспособления. Фиксация позволит избежать смешения и изгибов тонких листов.
Как лучше и правильно работать с тонким металлом?
Существует ряд рекомендаций, которые помогут вам освоить технологию сварки металлических пластин.
- Контролируйте температурный режим нагрева инвертора.
Поскольку тонкий металл нельзя перегревать, нужно придерживаться оптимального режима термической обработки. Существуют риски прогорания. Оно происходит в том случае, когда расплавленная сварочная ванна разрушается, отделяя себя от заготовки. Из-за этого соединение не получается, а на его месте образуется дыра. Исправлять этот дефект не стоит, лучше начните сварку с истого листа.
Из-за этого соединение не получается, а на его месте образуется дыра. Исправлять этот дефект не стоит, лучше начните сварку с истого листа.
- Сведите к минимуму разбрызгивание при варке инвертором.
Поскольку тонкодисперсные металлы гарантируют использование меньших тепловыделений, создание сварного шва может привести к образованию большего количества брызг. Сварщики обычно сталкиваются с этой проблемой при работе с присадочными металлами из нержавеющей стали.
- Правильно выбирайте хорошее положение сварочного аппарата.
Размещение горелки существенно влияет на количество передачи энергии. При выборе рабочего угла и скорости движения необходимо учитывать свойства металла и температуру нагрева. Эти факторы влияют на количество энергии. Если контролировать этот вопрос, есть шанс регулировать уменьшить риск выгорания.
Метод пульсации при сварке тонких металлов
Газовая металлическая дуговая сварка или сварка инертным газом является наиболее распространенной для сварки металлических листов. В зависимости от типа сварного шва и размера листа, вы можете использовать либо обычную технологию сварки либо комбинировать ее с методом пульсации, чтобы получить качественное соединение.
В зависимости от типа сварного шва и размера листа, вы можете использовать либо обычную технологию сварки либо комбинировать ее с методом пульсации, чтобы получить качественное соединение.
Пульсирующий метод заключается в нагреве небольшой части металлического листа на месте будущего соединения. Затем сварочная ванна должна остыть. На первом этапе не нужно пытаться заполнить место соединения сразу, поскольку это может привести к образованию дыры.
Интенсивное воздействие на металл в этой технике требует особой осторожности при работе с хрупким материалом. Чтобы контролировать степень риска, всегда используйте самый короткий диаметр проволоки. Для плавления требуется меньше энергии.
Чтобы уменьшить риск прожога металлического листа, можно прикрепить заготовку к холодным стержням. При нагревании их спереди, стержни охлаждают их сзади, что снижает риск разрушения сварочного соединения.
Советы: как варить электродами тонкие металлические листы
Возьмите на заметку несколько ценных советов для варки тонкого металла электродом:
- Не используйте присадочную проволоку существенно большего диаметра, чем толщина основного материала.
- Для сварки используйте газ с высоким процентным содержанием аргона. Он передает меньше тепла, что позволит избежать прожига.
- Электрод постоянного тока положительной полярности обеспечивает правильное распределение тепла. Он в большей мере направлен на металлическую проволоку, меньше – металлическую пластину.
- Если вы выбрали отрицательные электроды для сварки, основной материал будет нагреваться быстрее, что приведет к перегреву заготовки.
- Лучше варить электродами небольшого диаметра, поскольку ими проще работать при низких температурах. Для стабильности дуги подойдет заостренный электрод.

Технологии сварки электродом и выбор правильного шва
Существует две популярные технологии сварки – TIG и MIG. При использовании TIG удается производить более качественные швы. Они получаются долговечными и аккуратными. Однако точно обозначить, какой тип сварки подходит именно вам сложно, поскольку технология определяется в зависимости от требуемого шва.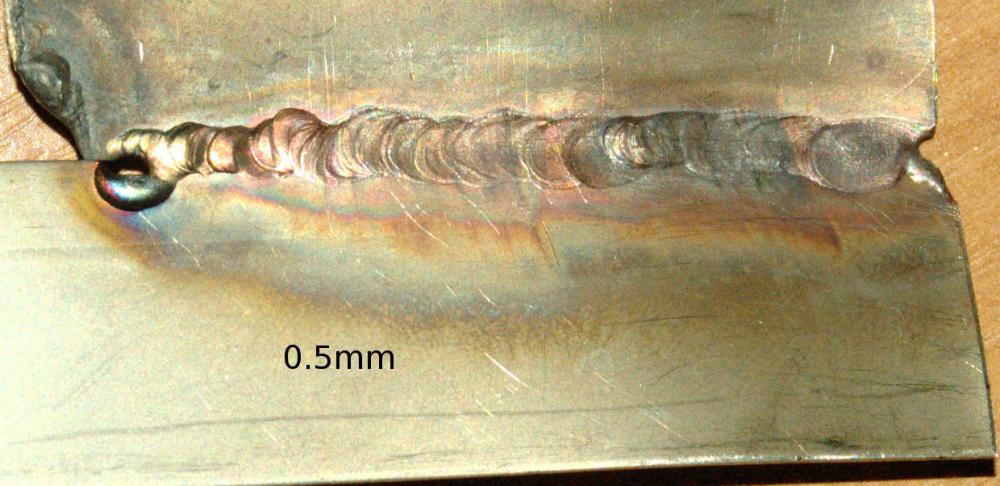 Для работы на высокой скорости и создания шва для повышения производительности, может подойти MIG-сварка.
Для работы на высокой скорости и создания шва для повышения производительности, может подойти MIG-сварка.
TIG и MIG подходят для сварки тонких листов металла. Они универсальны и подходят практически для всех видов материалов. По мнению опытных сварщиков, для очень тонкого листа из нержавеющей стали и алюминия рекомендовано использовать метод TIG. С ним легче контролировать подачу тепла, что позволит избежать дефектов на металлических листах.
С MIG значительно работать удобнее. Однако он не подходит для использования на хрупких листах. Технологию чаще применяют для сварки толстых металлов, таких как конструкционная сталь. Благодаря высокой производительности, MIG обеспечивает лучшее проникновение и качество соединения. С MIG можно варить листы даже толщиной меньше 0,8 мм. Эксперты советуют применять технологию для пластин толщиной не менее 0,6 мм. TIG позволяет работать и с более тонким листом металла.
Как варить тонкий металл электродом?
Изначально нужно сопоставить две металлические пластины встык без зазора. Если у вас мало опыта, можно сделать небольшой зазор, но тогда будьте готовы к более выпуклому шву. Если вы выбрали способ сварки внахлест, электрод направляете на нижнюю пластину.
Если у вас мало опыта, можно сделать небольшой зазор, но тогда будьте готовы к более выпуклому шву. Если вы выбрали способ сварки внахлест, электрод направляете на нижнюю пластину.
При сварке встык старайтесь максимально плотно сопоставить детали и установите прихватки. Затем воспользуйтесь следующим алгоритмом:
- установите небольшое значение силы тока и быстро двигайте электрод по разметке будущего шва. От линии соединения не отклоняйтесь;
- дугу делайте прерывистой, чтобы у металла была возможность остыть;
- варите на специальной подложке во избежание проваливания;
- воспользуйтесь технологией шахматного порядка накладывания шва.
При правильном выборе инвертора, диаметра электрода, контролируемой подачи энергии вы сможете делать идеальные сварочные швы на пластинах разной толщины.
Как правильно варить толстый металл
В любом домохозяйстве постоянно требуется построить или починить какую-нибудь конструкцию из металла. Самым прочным соединением двух металлических деталей является сварка. Кузнечная сварка известна человечеству уже несколько тысячелетий, сварке же электрической дугой или газовой горелкой — немногим больше столетия.
И если ремесло (или даже искусство) кузнеца требовало многолетнего обучения и накопления опыта, то электродуговую сварку на начальном уровне при желании и наличии соответствующего оборудования вполне можно освоить за несколько дней.
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.
Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Как правильно варить
Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций.
Процесс дуговой сварки
Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного. Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Технология сварочных работ
Сварочные работы происходят при высокой температуре. Электрическая дуга является источником тепла для нагревания и частичного расплавления рабочей зоны. Она возникает в воздушном зазоре между деталью и электродом, поддерживается все время операции и плавно перемещается вдоль линии шва.
Размеры образующейся рабочей зоны расплавленного металла, или сварочной ванны, определяются
- выбранным режимом работы;
- скоростью движения электрода;
- свариваемыми материалами;
- толщиной деталей и конфигурацией кромок.
Средние размеры сварочной ванны:
- ширина- 0,8-1,5 см;
- длина 1-3 см;
- глубина — около 0,5-0,7 см.
Чтобы правильно варить, необходимо выбрать материал и толщину электрода в соответствии с толщиной свариваемых деталей. Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.
Трансформаторный сварочный аппарат
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания.
Необходимо будет оборудовать рабочее место, если оно в мастерской — то помещение следует снабдить эффективной вытяжкой и достаточным освещением.
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
 com/embed/dxVoNDuUcM8?feature=oembed”/>
com/embed/dxVoNDuUcM8?feature=oembed”/>
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр. ;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
 ;
;Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Какие электроды выбирать
Для того чтобы начать учиться варить правильно, необходимо подобрать сварочные материалы в соответствии со свариваемыми материалами и их толщиной. В качестве учебного задания лучше выбрать обычные низкоуглеродистые конструкционные стали. Для них подойдут широко распространенные электроды с обмазкой.
Электроды для сварочных аппаратов
Учатся обычно на электродах диаметром 3 мм, 1,6 и 2 мм применяют для работы с тонкостенными конструкциями, а 4-6 мм — для сваривания толстостенных заготовок.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Мощность аппарата должна соответствовать диаметру электрода (или его номеру). В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
При соединении тонкостенных конструкций или просто протяженных швов детали прихватывают друг к другу в нескольких равноотстоящих друг от друга точек, чтобы избежать термических деформаций.

Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
- Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.
Три основных виды соединения
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением.
Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.
 Необходимо также проверить, не превышен ли зазор между кромками заготовок.
Необходимо также проверить, не превышен ли зазор между кромками заготовок.Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Предосторожности, перед тем как варить сваркой электродами
Варить правильно — это значит варить безопасно. Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.
 youtube.com/embed/X8gfesJz-nM?feature=oembed”/>
youtube.com/embed/X8gfesJz-nM?feature=oembed”/>
Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Нюансы для начинающих в сварке
Есть несколько нюансов, которые могут пригодиться любому желающему научиться варить правильно:
- Не забывать о заземлении и о важности регулярной проверки качества контакта зажима и заготовки.
- Регулярно проверять изоляцию кабеля.
- Сила тока выбирается сразу после подключения массы.
- Перед поджигом дуги следует установить электрод под углом примерно 60 градусов к плоскости детали, а расстояние между его концом и деталью — около 0,5 см.
Положения электрода при сварке
Осваивая все более сложные виды швов и конфигурации соединений, домашний мастер сможет научиться варить правильно и снабдит свое домохозяйство всеми необходимыми в нем сварными конструкциями.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм – 2 мм | 2 мм | 2,0 мм – 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
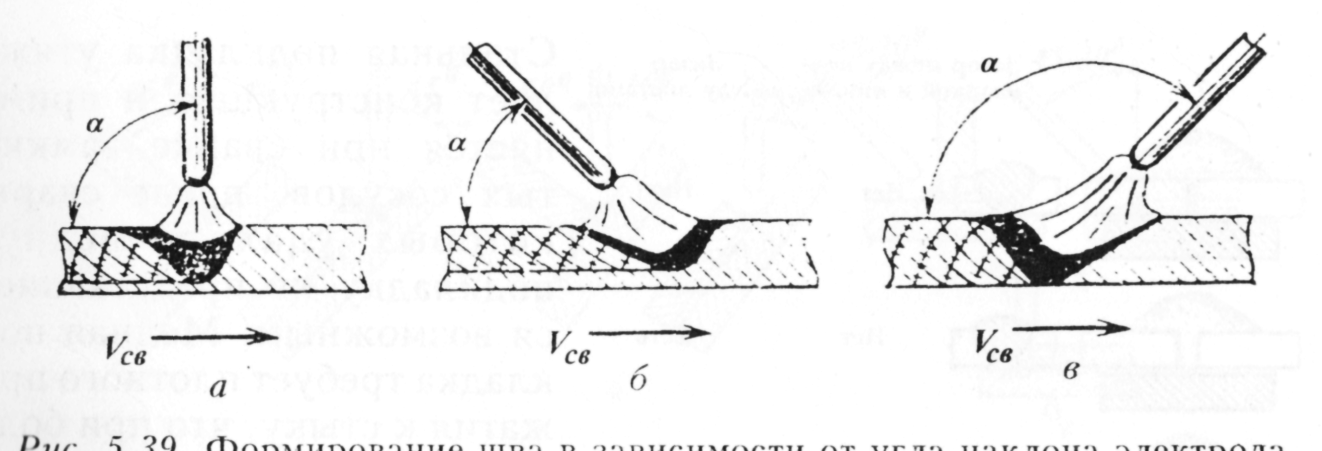
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые
позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае ” — ” подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Как выбрать сварочный электрод?
Уважаемые начинающие сварщики, в этой статье мы кратко расскажем про электроды и дадим практические рекомендации по их использованию.
Для выбора электрода необходимо определить:
- Толщину металла – (чем толще металл, тем больше диаметр электрода).
-
Марку стали – (черный металл, нержавейка, жаропрочный и т. д.).
- По электроду определяем ток!
- Положение сварки – (нижнее, горизонтальное, нижнее тавровое, вертикальное – сварка снизу вверх, потолочное, потолочное тавровое).
 д.).
д.).Что касается сварочного тока, который вы будете подавать на электрод. Каждый производитель электродов заявляет разный сварочный ток. Ниже мы приводим классические параметры, с этими параметрами согласились сварщики, которые работают в профессии не один год.
Выбор тока также зависит от пространственного положения и величины зазора. Например: для диаметра 3 мм рекомендуется ток 70-80 А. Это ток для сварки в потолочном положении или вертикаль на подъем, а также, если зазор соизмерим или более диаметра электрода. Если же варить в нижнем положении, при этом зазора нет и позволяет толщина металла, то можно на простом электроде дать 120 А.
Опытные сварщики советуют пользоваться следующей формулой. Вы можете попробовать следовать этой формуле.
Сила тока рассчитывавшийся по формуле 30-40 А. на 1мм электрода, т.е на электрод d 3 мм. ставим ток 90-120 А., на электрод d 4мм ставим ток 120-160А и т. При сварке в вертикальном положении уменьшаем силу тока на 15%.
Диаметр 2 мм. – 40 – 80 Ампер. «Двойка» – пожалуй, самый капризный электрод. Многим кажется, что чем меньше диаметр электрода, тем легче работать. Но это не совсем так. Например: «двойка» требует определенных навыков и сноровки, она быстро горит и очень сильно греется, если вы выставили большой ток. «Двойка» хороша тем, что требует мало тока и сваривает тонкие металлы. Но нужно умение и терпение.
Диаметр 3 мм или 3.2 мм. – 70-80 Ампер. ПРИ УСЛОВИИ СВАРКИ НА ПОСТОЯННОМ ТОКЕ. Все сходятся во мнении, что 80 Ампер – это максимальное значение тока, все что выше – это уже не сварка, а резка. Попробуйте начать сварку с 70 Ампер, поймете, что не проваривает – добавьте 5-10 Ампер, если и 80 Ампер мало – крутите ручку регулировки сварочного тока до 120 А. , но не более. Если вы варите на ПЕРЕМЕННОМ ТОКЕ – вам следует выставить 110-130 ампер. Иногда даже до 150 Ампер. Но скорей всего вам это не нужно, так как у вас инверторный сварочный аппарат, а не трансформаторный.
, но не более. Если вы варите на ПЕРЕМЕННОМ ТОКЕ – вам следует выставить 110-130 ампер. Иногда даже до 150 Ампер. Но скорей всего вам это не нужно, так как у вас инверторный сварочный аппарат, а не трансформаторный.
Диаметр 4 мм. – 110-160 Ампер. Как видите колебание в 50 Ампер, это связанно с тем, какой у вас толщины металл и какой у вас навык работы «четверкой». Мы опять же рекомендуем пробовать с 110 Ампер и по мере необходимости добавлять силу тока.
Диаметры от 5 мм и выше – это уже профессиональные электроды, как правило, их используют сварщики профи. Давать им рекомендации мы не будем, они и так знают как ими работать, а начинающим сварщикам они попросту не нужны. Скажем лишь, что такие диаметры чаще используют не для сварки, а для наплавки.
Какой выбрать сварочный электрод?
Мы сейчас расскажем об основных типах сварочных электродов.
МР-3 и АНО – эти электроды лучше использовать на переменном токе. Они не прихотливы к сырости. Эти электроды не для ответственных конструкций, ими никогда не варят мосты и несущие балки крыши, ими варят заборы, ворота и теплицы на даче, ограждения, небольшие металло-контрукции бытового назначения. Если нет сверх нагрузки – это электроды для Вас. Самые востребованные марки у сварщиков любителей и дачников.
Они не прихотливы к сырости. Эти электроды не для ответственных конструкций, ими никогда не варят мосты и несущие балки крыши, ими варят заборы, ворота и теплицы на даче, ограждения, небольшие металло-контрукции бытового назначения. Если нет сверх нагрузки – это электроды для Вас. Самые востребованные марки у сварщиков любителей и дачников.
УОНИИ 13/55 – это отличные электроды, но очень «специфические». УОНИИ 13/55 варят профессионалы. Надо варить на короткой дуге! Это электроды для ответственных конструкций. Горят только на постоянном токе, любят стабильную дугу и не любят скачков напряжения. Начинайте работать с УОНИИ 13/55 только тогда, когда вы научитесь варить МР-3 и АНО.
LB-52U – мы рекомендуем покупать эти электроды японской фирмы KOBELCO. Эти электроды берут для сварки труб под высоким давлением. Очень качественный шов. Электроды LB-52U одни из самых дорогих, как правило, их покупают предприятия и структуры связанные с ремонтом городских тепло/водо сетей.
Мы ознакомили вас с самыми ходовыми электродами. Ниже мы расскажем кратко об электродах Концерна ESAB (Швеция), возможно вы найдете именно то, что вам нужно. Все электроды фирмы ESAB начинаются с букв ОК – в честь основателя Концерна Оскара Кельберга.
OK 46.00 ESAB (Россия) – сваривать металлы этими электродами можно на постоянном и переменном токах. Часто эти электроды называют УНИВЕРСАЛЬНЫЙ или ЭЛЕКТРОД ДЛЯ СТАЛИ. Если вы не знаете что выбрать, берите эти электроды – не прогадаете. Электроды хороши тем, что имеют широкую линейку диаметров. Всегда можно подобрать нужный именно вам.
OK 48.00 ESAB (Швеция) – только постоянный ток. Идеально подойдут для ответственных конструкций.
Cпециальные электроды.
OK 61.30 ESAB – сварка нержавейка/нержавейка (марки стали 304, 308L, 03Х18Н11, 06Х18Н11, 08Х18Н10, 08Х18Н10Т, 12Х18Н10).
ОК 67. 60, ОК 67.62 ESAB – сварка нержавейка/сталь.
60, ОК 67.62 ESAB – сварка нержавейка/сталь.
OK 63.30 ESAB (российские аналоги АНВ-26) – (марки стали 316, 03Х17Н14М2, 10Х17Н13М3Т, 06Х19Н11Г2М2) идеально подходят для сварки тонкостенных труб и тонколистовых изделий.
Если вы не понимаете, какая сталь перед вами, вы не знаете ее состав – ваш выбор OK 68.81, OK 68.82 – этими электродами можно сваривать разнородные стальные изделия и стали неизвестного состава.
При сварке чугуна много нюансов!
Сварка чугун\сталь ESAB OK 92.18 (новое название OK Ni-Cl) – предназначены для сварки нетолстого чугуна (не более 3 слоев).
Сварка чугун\чугун; чугун\сталь ESAB OK 92.60. (новое название OK NiFe-Cl) -ими как раз можно варить чугун любой толщины и чугун со сталью
Сварка алюминия. Алюминий очень сложный металл, требует прогрева перед сваркой, быстро плавится и быстро застывает. Обычно алюминий варят TIG или MIG сваркой. Варить алюминий электродом очень сложно, но если у вас получится – вы можете считать себя мастером!
Обычно алюминий варят TIG или MIG сваркой. Варить алюминий электродом очень сложно, но если у вас получится – вы можете считать себя мастером!
OK 96.20 ESAB – им можно варить очень ограниченное количество марок алюминия. Внимательно изучите состав.
Самый универсальный электрод по алюминию – это ОК 96.40. ВАЖНО, что электрод по алюминию надо использовать в один поджег. Незаконченный электрод надо заменять новым. Плюс, в отличие от сталей, надо совершать круговые движения концом электрода.
Для чего нужно прокаливать электроды?
Прокаливают электроды для того, чтобы убрать из них влагу. Если электрод отсырел – при сварке могут возникнуть дефекты в сварочном шве или электрод будет постоянно прилипать к изделию.
Обращаем внимание на то, что в нашем интернет-магазине все электроды «свежие», мы закупаем их у поставщиков имеющих специальные отапливаемые склады, электроды не хранятся на складах больше месяца, все пачки имеют герметичную упаковку.
Строительные компании имеют специальное оборудование для прокалки электродов, сварщики-любители, как правило, не имеют таких установок. Если вы открыли новую пачку – мы рекомендуем вам ее либо израсходовать полностью, либо убрать остатки не использованных электродов из пачки в сухое теплое место. Не храните электроды на открытом пространстве, на чердаках и в подвалах.
Полезная информация.
| Толщина металла, мм. | 1.1-2.0 | 3.0 | 4.0-5.0 | 6.0-8.0 | 9.0-12.0 | 13.0-15.0 |
| Диаметр электрода, мм. | 1.5-2.0 | 3.2 | 3.2-4.0 | 4.0 | 4.0-5.0 |
5. 0 0 |
Прямая полярность и обратная полярность.
Если электрод на “+”, а клемма на “-“, то больше плавится электрод. – это называется обратная полярность.
Если электрод на “-“, а клемма на “+”, то больше плавится свариваемый металл. – это называется прямая полярность.
Постоянный ток – это DC, переменный ток – это AC. Как правило все сварочные аппараты ручной дуговой сварки варят на DC (постоянном токе).
При сварке на прямой полярности проплавление меньше (сварка тонколистовых изделий), и соответственно при обратной полярности больше (толстостенные изделия).
Покупайте надежную технику, зарекомендовавших себя фирм, а также качественные электроды, тогда сварка будет в радость!
Подбор горелки MIG →← Обзор сварочного полуавтомата Ergomax MIG 140материалов для посуды – что лучше? – КухняКейперс
По правде говоря, у каждого типа посуды есть свои плюсы и минусы. Некоторые методы приготовления лучше подходят для определенных материалов. Например, идеальная кастрюля для соте будет очень чувствительна к изменениям температуры, тогда как лучшая кастрюля для тушения будет удерживать и регулировать тепло, несмотря на изменения температуры. Ваша цель должна состоять в том, чтобы собрать кусочки, которые больше всего подходят для готовых блюд. Это руководство поможет вам узнать больше о материалах, используемых в большинстве кухонных принадлежностей, и о том, как они могут вам помочь.
Некоторые методы приготовления лучше подходят для определенных материалов. Например, идеальная кастрюля для соте будет очень чувствительна к изменениям температуры, тогда как лучшая кастрюля для тушения будет удерживать и регулировать тепло, несмотря на изменения температуры. Ваша цель должна состоять в том, чтобы собрать кусочки, которые больше всего подходят для готовых блюд. Это руководство поможет вам узнать больше о материалах, используемых в большинстве кухонных принадлежностей, и о том, как они могут вам помочь.
- Нержавеющая сталь
- Медь
- Алюминий
- Углеродистая сталь
- Чугун
- Глина и керамика
- Антипригарные поверхности
Нержавеющая сталь
Нержавеющая сталь изготавливается путем добавления в сталь хрома и никеля, что делает ее очень антикоррозийной. Наиболее предпочтительный тип будет иметь штамп «18/10» (отношение добавленного хрома к никелю), хотя другие типы нержавеющей стали также используются с очень хорошими результатами. Этот материал можно найти во многих лучших кастрюлях и сковородках, потому что он прочный и привлекательный. Нержавеющая сталь (особенно «18/10») также ценится как поверхность для приготовления пищи внутри помещений, потому что она не вступает в реакцию с кислыми или щелочными продуктами, не оставляет ямок и не царапается. Это качество очень важно, так как оно обещает определенную чистоту всему, что в нем готовится; он не обесцвечивает продукты и не придает им металлический привкус, какими бы они ни были.Кроме того, нержавеющую сталь можно мыть в посудомоечной машине, духовке и жаровни.
Наиболее предпочтительный тип будет иметь штамп «18/10» (отношение добавленного хрома к никелю), хотя другие типы нержавеющей стали также используются с очень хорошими результатами. Этот материал можно найти во многих лучших кастрюлях и сковородках, потому что он прочный и привлекательный. Нержавеющая сталь (особенно «18/10») также ценится как поверхность для приготовления пищи внутри помещений, потому что она не вступает в реакцию с кислыми или щелочными продуктами, не оставляет ямок и не царапается. Это качество очень важно, так как оно обещает определенную чистоту всему, что в нем готовится; он не обесцвечивает продукты и не придает им металлический привкус, какими бы они ни были.Кроме того, нержавеющую сталь можно мыть в посудомоечной машине, духовке и жаровни.
К сожалению, нержавеющая сталь плохо проводит тепло и сама по себе может стать жалкой сковородой! К счастью, был разработан процесс прочного соединения слоев нержавеющей стали с металлами с высокой проводимостью, а именно с медью и алюминием. Получившиеся в результате кастрюли и сковороды из нержавеющей стали, по мнению многих, являются наиболее универсальной и практичной доступной посудой. В нем сочетаются непроницаемость нержавеющей стали и проводящие свойства других металлов, чтобы создать привлекательную, универсальную посуду.Это делает посуду из нержавеющей стали хорошим выбором для наиболее часто используемых кастрюль в вашей коллекции, а ее долговечность и низкие эксплуатационные расходы легко окупаются.
Другой метод улучшения нержавеющей стали в посуде – это “ударное приклеивание” толстого алюминиевого диска к дну тонкой емкости из прямой нержавеющей стали. Этот тип конструкции не такой прочный и не такой равномерно проводящий, как облицованная посуда, но хорошо сделанные образцы по-прежнему очень хороши и могут прослужить долгое время при умеренном использовании.К его чести, нержавеющая сталь с ударным склеиванием имеет гораздо более низкую стоимость, чем «плакированная» посуда, и при этом обладает всеми преимуществами инертной внутренней части и простоты обслуживания. Для более крупных вспомогательных предметов, которые используются нечасто, например, кастрюль на 12 кварт + и рондо, посуда с ударным склеиванием является нормой.
Для более крупных вспомогательных предметов, которые используются нечасто, например, кастрюль на 12 кварт + и рондо, посуда с ударным склеиванием является нормой.
Открытая посуда из нержавеющей стали »
Наборы посуды из нержавеющей стали »
Медь
Медь – лучший проводник тепла из всех материалов, используемых для изготовления посуды.Он нагревается быстро и равномерно и остывает, как только снимается с огня, что дает вам максимальный контроль над применением тепла. То, как быстро сковорода реагирует на изменение температуры готовки, называется «отзывчивостью» и может быть важным фактором при выборе сковороды, которая будет обеспечивать наилучшие результаты для различных работ. Поскольку медь – это самая удобная посуда, она высоко ценится профессиональными поварами во всем мире. Медные сковороды самого высокого качества изготавливаются из толстой стали толщиной от 1/16 до 1/8 дюйма.
Однако медь не может использоваться отдельно для большинства кухонных принадлежностей, потому что она «вступает в реакцию» с природными минералами и кислотами многих пищевых продуктов. Это означает, что он может придать многим продуктам желтый оттенок и металлический привкус. По этой причине большая часть медной посуды должна быть покрыта инертным металлом, таким как олово или нержавеющая сталь, чтобы создать безопасный барьер между медью и ее содержимым. Традиционно для изготовления медной посуды используется олово, потому что оно реагирует и не реагирует. Но со временем олово изнашивается, и мастеру необходимо будет повторно наносить его (повторно лужить).Облицовка из нержавеющей стали прослужит всю жизнь, но некоторые повара считают, что внутренний слой стали снижает чувствительность меди. Использование меди толстого сечения минимизирует этот эффект, но, безусловно, увеличивает стоимость.
Это подводит нас к единственному реальному недостатку меди – ее стоимости. Медь – драгоценный металл, поэтому вы можете ожидать, что горшок, сделанный из этого материала, будет дорогим. Но если вы хотите обжарить или приготовить прекрасный соус с высокой степенью точности и контроля, или если вы заядлый повар и перфекционист, нет лучшей сковороды.Медь дает однородно подрумяненное мясо, хрустящую консистенцию и карамелизованную массу; использовать их – настоящее удовольствие. Кроме того, медная посуда придаст красоту вашей кухне и сохранит ее ценность.
Но если вы хотите обжарить или приготовить прекрасный соус с высокой степенью точности и контроля, или если вы заядлый повар и перфекционист, нет лучшей сковороды.Медь дает однородно подрумяненное мясо, хрустящую консистенцию и карамелизованную массу; использовать их – настоящее удовольствие. Кроме того, медная посуда придаст красоту вашей кухне и сохранит ее ценность.
Некоторые специальные медные сковороды, предназначенные для приготовления продуктов с высоким содержанием сахара, таких как забальоне и джем, не имеют футеровки, поскольку сахар предотвращает реакцию с металлом. Примечательно также, что медные миски без футеровки традиционно используются для взбивания яичных белков.Как оказалось, между медью и яичным белком происходит безопасное химическое взаимодействие, которое стабилизирует взбитые яичные белки от чрезмерного взбивания или «разворачивания».
Медь немагнитна и поэтому не может использоваться в индукционных диапазонах. Очень тяжелые профессиональные или ресторанные сковороды будут иметь железные ручки, а для домашнего использования – из латуни или нержавеющей стали. Все они совершенно безопасны для использования в духовке. Никогда не помещайте медную посуду в посудомоечную машину. Вместо этого мойте изделия вручную и иногда наносите полироль для меди, чтобы сохранить их яркий блеск.Если вы предпочитаете не полировать медь, со временем она потеряет свой блеск и на ней образуется более темная патина. Полированная или нет, посуда работает так же.
Все они совершенно безопасны для использования в духовке. Никогда не помещайте медную посуду в посудомоечную машину. Вместо этого мойте изделия вручную и иногда наносите полироль для меди, чтобы сохранить их яркий блеск.Если вы предпочитаете не полировать медь, со временем она потеряет свой блеск и на ней образуется более темная патина. Полированная или нет, посуда работает так же.
Открытая медная посуда »
Наборы медной посуды »
Алюминий
Чистый алюминий по теплопроводности уступает только меди. Он недорогой, а после его усиления (обычно за счет добавления магния, меди или других металлов) он сам по себе делает очень легкую и отзывчивую посуду.Но, как вы уже догадались, природный алюминий вступает в реакцию с некоторыми кислыми продуктами, придавая им металлический привкус и тускло-серый оттенок. Чтобы устранить этот недостаток, лучшие изделия покрывают антипригарным покрытием, плакируют нержавеющей сталью или анодируют (процесс, который значительно укрепляет поверхность и придает ей очень темно-серый цвет). Фактически, все больше и больше производителей анодируют детали, которые также будут иметь внутреннюю поверхность с антипригарным покрытием или нержавеющую сталь, потому что они привлекательны, более долговечны и легче чистятся.
Фактически, все больше и больше производителей анодируют детали, которые также будут иметь внутреннюю поверхность с антипригарным покрытием или нержавеющую сталь, потому что они привлекательны, более долговечны и легче чистятся.
В конце концов, есть много примеров высокопроизводительной, инертной алюминиевой посуды на выбор. Мы считаем, что благодаря ему доступны лучшие антипригарные покрытия. Кроме того, он остается самым популярным материалом для изготовления посуды из нержавеющей стали. Большинство алюминиевых кастрюль нельзя использовать на индукционной плите, если они не имеют стального внешнего вида, а конкретное использование посудомоечной машины и духовки будет варьироваться от типа к типу. Обязательно изучите конкретные требования по уходу для каждой марки.
Поскольку алюминий имеет малый вес, он является практичным выбором для изготовления больших предметов, таких как сковороды, сковороды, кастрюли для рондо и большие кастрюли для воды, особенно в анодированном или антипригарном исполнении.
Алюминиевая посуда открытого типа »
Углеродистая сталь
Углеродистая сталь по теплопроводности уступает алюминию. Несмотря на то, что необработанная углеродистая сталь является недорогой и очень прочной, ее используют для изготовления специальных кастрюль, в основном, для сковороды или вок. Одна из причин этого заключается в том, что углеродистая сталь будет ржаветь, если ее не обработать (промаслить) должным образом. Хорошая новость заключается в том, что если его правильно приправить, у него будет естественный антипригарный интерьер (очень похожий на чугун), и опытные повара сочтут его очень универсальным.Сковороды несколько тяжелые и немного медленно нагреваются, они могут немного реагировать с очень кислой пищей и, возможно, не являются лучшими универсальными продуктами. Но они могут достигать более высокой температуры, чем другие сковороды, и хорошо удерживать тепло, что делает их идеальными для некоторых методов сильного нагрева. Углеродистая сталь – наш лучший выбор для приготовления хрустящей Поммес Анны, обжаривания стейков, черноты рыбы и жаркого. Если вы хотите узнать больше о том, как углеродистая сталь может работать на вас, загляните на нашу страницу об углеродистой стали.
Углеродистая сталь – наш лучший выбор для приготовления хрустящей Поммес Анны, обжаривания стейков, черноты рыбы и жаркого. Если вы хотите узнать больше о том, как углеродистая сталь может работать на вас, загляните на нашу страницу об углеродистой стали.
Но на большинстве кухонь углеродистая сталь более широко используется в качестве основного металла для эмалированной посуды, включая чайники, жаровни, кастрюли для омаров и жаровни.Углеродистая сталь также является традиционным металлом для изготовления сковород для паэльи, хотя сейчас более популярны эмалированные версии. Эта эмалированная посуда – экономичное, практичное и нереагирующее решение для больших предметов посуды, но будьте осторожны с более тонкими предметами, которые часто будут иметь горячие точки.
Углеродистая сталь безопасна для духовок и жарочных шкафов и будет работать с любым источником тепла, но эмалированные детали не всегда рекомендуются для стеклянных плит. См. Конкретные рекомендации производителя.
Открытая посуда из углеродистой стали »
Чугун
Чугун плохо проводит тепло; Это означает, что он медленно нагревается и медленно остывает.Но эта саморегулирующаяся природа делает чугун предпочтительным материалом для голландских духовок, сковородок, сковородок и сковород для гриля. Эти детали чрезвычайно прочные и устойчивы к деформации, вмятинам и сколам. Чугунная посуда доступна в натуральном виде или с эмалевым покрытием, и обе готовятся одинаково, но есть и другие заметные различия. Натуральный чугун стоит значительно дешевле, но требует, чтобы пользователь нанес «приправляющий» слой, чтобы защитить его от ржавчины. Помимо предотвращения ржавчины, приправы создают замечательный антипригарный интерьер, и он имеет деревенский / культовый внешний вид.(Если у вас есть дополнительные вопросы о том, что такое «приправа» или как ее применять, прочтите статью «Как приправлять чугунную посуду»).
В последнее время в США возникли «ремесленные» чугунные кузницы, и их невероятно красивые и изысканные изделия создают новый ажиотаж на рынке посуды. Большинство производителей также предлагают изделия с нанесенным на заводе слоем приправы, который защитит их от ржавчины, но при этом их необходимо правильно обслуживать.
Кусочки из эмалированного чугунане требуют технического обслуживания, легко чистятся, не вступают в реакцию и имеют красиво окрашенную глазурь… Преимущества, которые, конечно же, отражаются в более высокой стоимости. Оба типа достойны передачи вашим детям.
Весь чугун действительно тяжелый, и важно, чтобы вам было удобно с этой посудой. Стандартная 10-дюймовая сковорода весит около 6 фунтов, а голландские печи с крышками могут легко удвоить это количество.
Открытая чугунная посуда »
Глина и керамика
Глиняная и керамическая посуда – самый старый вид посуды, но не думайте, что это делает их устаревшими! Эти изделия практичны, долговечны и обеспечивают превосходные результаты приготовления.Кроме того, когда дело доходит до хорошей кухни, «Old Fashioned» по-прежнему имеет очень позитивный оттенок.
Большая часть каменной посуды, доступной на американском рынке, – это глазурованные формы для выпечки и запеканки (с крышками или без них), предназначенные только для использования в духовке. Они различаются по форме и размеру, представлены в ассортименте цветов, которые отлично смотрятся на столе, к тому же их можно мыть в посудомоечной машине и в морозильной камере! Что не нравится? Глина и керамогранит нагреваются очень равномерно и хорошо удерживают тепло, как чугун, но с гораздо меньшей вероятностью могут что-либо сжечь.Чаще всего их используют для приготовления любых запеканок, лазаньи, макарон и сыра, а также других запеченных макаронных изделий, энчилада, зубчатого картофеля, различных гратенов или в качестве жаровни. Конечно, они также идеально подходят для выпечки, такой как пирожные, хлебные пудинги и заварные кремы, такие как крем-брюле, в зависимости от их размера и формы.
Другие, более специализированные виды керамической посуды, нашедшие место на американской кухне, включают камни для пиццы, формы для хлеба и хлебные колпачки, а также горшки для тагина. Горшки с крышкой “Romertopf” изготавливаются из пористой неглазурованной глины, и из них получается невероятно сочное и ароматное жаркое, а также хрустящий хлеб.И прежде чем вы начнете думать, что в категории керамогранита никогда не происходит ничего нового, некоторые производители теперь делают кастрюли и сковороды из керамогранита, которые можно использовать на газовых и электрических плитах! Они ведут себя так же, как чугун, и их можно даже приправлять для создания антипригарной поверхности, но они на 30% легче и не реагируют.
Керамогранит, однако, требует особого ухода за ним и предотвращения трещин. Поскольку во время приготовления его температура довольно сильно повышается, никогда не ставьте его прямо на холодную поверхность и не наполняйте чем-нибудь холодным, пока он еще горячий.Из-за большого разнообразия посуды этой категории важно соблюдать особые инструкции по уходу и использованию посуды, которую вы используете.
Также важно отметить, что в некоторых недорогих керамогранитных изделиях может содержаться свинец, в зависимости от типа используемых материалов и производства. Это уже не является обычным явлением, но обязательно проверьте этикетки, чтобы убедиться, что керамогранит не содержит свинца. Современная керамическая посуда, не содержащая свинца, обычно считается самой безопасной и щадящей поверхностью для приготовления пищи, которую вы можете использовать.
Открытая посуда из керамики и керамики »
Антипригарные поверхности
Антипригарные поверхности популярны не только из-за простоты очистки, но и из-за того, что они пригодны для здорового приготовления пищи. Большинство антипригарных покрытий позволяют повару использовать минимальное количество масла или даже рекламировать, что вы вообще не можете его использовать (хотя мы не рекомендуем этого делать для поддержания производительности и срока службы качественных антипригарных поверхностей).Лучше всего проявлять особую осторожность с антипригарными поверхностями, потому что они действительно хорошо работают только тогда, когда они целы, а если они поцарапаны или потерты, все может быстро пойти под откос. Не используйте металлическую посуду на антипригарных поверхностях, вместо этого используйте термобезопасные материалы, такие как твердый нейлон, силикон или дерево. И независимо от того, какое антипригарное покрытие вы используете, старайтесь не перегреваться. Очищайте посуду натуральной губкой или мягкой пластиковой щеткой. Не ставьте сковороды с антипригарным покрытием друг на друга, так как металлическое дно может поцарапать посуду.Если вам нужно сложить сковороды друг с другом из-за недостатка места для хранения, положите между ними бумажное полотенце или другую подкладку из мягкой ткани. Самый важный вывод – посуда с антипригарным покрытием требует особого обращения, если вы хотите, чтобы она прослужила долго. Для получения дополнительной информации прочтите нашу страницу «Уход за посудой с антипригарным покрытием».
Вся доступная в настоящее время посуда с антипригарным покрытием попадает в одну из двух категорий: PTFE или керамика.
Открытая посуда с антипригарным покрытием »
Наборы посуды с антипригарным покрытием »
- PTFE – «классический» антипригарный материал, известный под маркой Teflon.Хотя он чрезвычайно функциональный, некоторые обеспокоены его безопасностью, поскольку при перегреве покрытия из ПТФЭ могут разрушаться и выделять газы. Вы можете безопасно пользоваться посудой из PTFE, если используете ее правильно. 500ºF – максимальная температура, рекомендуемая для приготовления с использованием посуды из ПТФЭ. Поэтому при выпекании, жарке или особенно жарении с посудой из ПТФЭ убедитесь, что вы соблюдаете максимальную безопасную температуру, рекомендованную производителем. При приготовлении на плите просто избегайте перегрева сковороды, прежде чем в нее поместятся продукты.После добавления масел, продуктов и жидкостей перегрев становится гораздо менее серьезной проблемой, но вы все равно не должны позволять сковороде оставаться на высоком уровне в течение длительного периода времени.
- Некоторая посуда из ПТФЭ производится с использованием химического вещества, называемого ПФОК. Если вас беспокоит воздействие вашей посуды на окружающую среду, избегайте наборов, изготовленных с использованием PFOA. После достижения соглашения с EPA, основные производители посуды из ПТФЭ полностью отказываются от использования ПФОК к 2015 году.
- Керамика – это новый поверхностный материал в мире антипригарной посуды. Многие считают, что это самый безопасный и экологически чистый вариант, но некоторые утверждают, что он не такой долговечный, как ПТФЭ. Он не содержит ПТФЭ и ПФОК, доступен в самых разных стилях и цветах. Опять же, рекомендуется избегать использования сильного нагрева при использовании керамической посуды, так как это повлияет на ее антипригарные свойства. Если вы готовите на растительном масле, важно после каждого использования полностью смывать его.В противном случае будут накапливаться слои масла, что снизит антипригарные свойства посуды.
Как правильно готовить в кастрюлях и сковородках из нержавеющей стали
потребовалось на один прием пищи , чтобы было очевидно, что я понятия не имею, , как готовить из нержавеющей стали . Одна сгоревшая, разочаровывающая еда была приготовлена (естественно), когда к нам собиралась компания на ужин. Итак, мы все хорошо посмеялись, а затем пошли поесть.
К счастью, с тех пор я придумала, как готовить из нержавеющей стали, и это хорошо, потому что в День матери мой муж завершил мою сковороду, подарив мне целый набор кастрюль и сковородок из нержавеющей стали.
НЕПРИКЛЕПКА – НЕТ В МОЕМ ДОМЕ
Я хотел заменить свои антипригарные кастрюли и сковороды годами после того, как прочитал, что антипригарная посуда связана с раком и что производитель тефлона солгал потребителей – и EPA – об этой ссылке.
Конечно, было достаточно споров по этому поводу, что я не хотела бросать свой антипригарный набор – до тех пор, пока моему мужу не поставили диагноз рака. Как только ваш любимый человек столкнется с чем-то подобным, вы сделаете все, что можете, , чтобы свести к минимуму воздействие канцерогенов на свою семью.Но я не хочу превращать это в проповедническую запись в блоге, поэтому предполагаю, что вы примете собственное мнение по этому поводу.
Что касается моего набора из нержавеющей стали, я много сравнивал цены и увидел ОГРОМНЫЙ диапазон цен! Мы решили использовать этот многослойный набор из 10 предметов, получивший восторженные отзывы. К тому же он стоил на 75% дешевле аналогичного набора от All-Clad! Теперь, когда я знаю, как готовить из нержавеющей стали, мне очень нравится .
Как готовить из нержавеющей стали
1.Используйте более низкую температуру. Многослойная конструкция, используемая в посуде из нержавеющей стали большинства марок, означает, что боковые стороны и дно сковороды нагреваются равномерно, поэтому еда готовится в нескольких направлениях. В рецептах, требующих «среднего или сильного» огня, я устанавливал конфорку на 6 или 7. Теперь это больше 4 или 5.
2. Никогда не пропускайте предварительный нагрев. С антипригарным покрытием вы должны минимизировать время предварительного нагрева, но с нержавеющей сталью все наоборот. Это потому, что в холодном состоянии нержавеющая сталь пористая, даже если вы не можете ее увидеть или почувствовать.Именно края пор вызывают прилипание пищи. Предварительный нагрев сковороды заставляет сталь расширяться, закрывая поры и создавая гладкую поверхность для приготовления пищи. (Добавление масла после того, как сковорода должным образом нагревается, тоже помогает. Однако добавляйте его слишком рано, и оно просто утонет в порах, так что они все равно будут цепляться за пищу.)
3. Разогрейте как следует. Пока вы не почувствуете, как долго нужно разогревать, используйте тест на падение воды. Для этого подождите, пока край кастрюли не станет слишком горячим, а затем добавьте немного воды.Если он остается в шаре и катится по вашей кастрюле, как показано на видео ниже, значит, он готов. ПРИМЕЧАНИЕ: Ваша сковорода очень быстро переходит от должного предварительного нагрева к перегретой, поэтому приготовьте ингредиенты на до того, как вы предварительно нагреете !
4. Масло после предварительного нагрева . Если вы добавите масло в сковороду до того, как она нагреется, масло погрузится в указанные выше поры. Итак, подождите, пока он достаточно нагреется, затем снимите сковороду с горелки и добавьте масло. Покрутите это (или воспользуйтесь кисточкой для выпечки) и верните сковороду в огонь.Это небольшое количество масла нагревается очень быстро, поэтому через 3-5 секунд вы будете готовы к приготовлению.
5. Мясо подскажет, когда оно будет готово к переворачиванию. Если вы правильно разогрели и смазали сковороду маслом, есть простой тест, чтобы узнать, подрумянилось ли мясо и готово ли его переворачивать – оно не прилипнет. Нет, правда. После того, как мясо хорошо обжарилось и приобрело красивую корочку, поры сковороды уже ничего не могут захватить. В этот момент сковорода освобождает мясо, и ее легко перевернуть.Если вам нужно приподнять мясо лопаткой, оно НЕ готово.
6. Не выбрасывайте коричневые биты. Они известны как «нежные» и являются источником фантастического аромата. Чтобы удалить глазурь, уберите еду на тарелку, затем слейте жир со сковороды, добавьте жидкость (воду, бульон, вино) и соскребите коричневые кусочки, когда жидкость закипит. Продолжайте помешивать и соскребать, пока жидкость не уменьшится наполовину, затем измените приправы и полейте еду ложкой соуса. Очень вкусно!
7.Не деформируйте их. Посуда из нержавеющей стали покоробится при воздействии экстремальных температур, поэтому не ставьте только что использованные кастрюли или сковороды под кран, чтобы быстро их охладить. Перед стиркой дайте им остыть самостоятельно.
8. Ручка с неметаллическими скрубберами. Нужна дополнительная очистка? Посыпьте пищевой содой или используйте Bar Keeper’s Friend. (Этот материал также хорош для раковин из нержавеющей стали.) Но никогда, ни при каких обстоятельствах не используйте для чистки нержавеющей стали губку из нержавеющей стали или стальную мочалку!
9.Их можно мыть в посудомоечной машине, но могут быть пятна. Я все время ставлю кастрюли и сковороды из нержавеющей стали в посудомоечную машину, и они выходят нормально. Иногда появляются пятна, если в верхней полке было много пластиковых изделий, но их легко удалить. Вы можете сделать свою посуду из нержавеющей стали блестящей и новой, протерев ее тканью из микрофибры, смоченной белым уксусом, а затем отполировав насухо.
скрытых опасностей | Сознательный повар
Согласно Ассоциации производителей кухонной посуды: CMA: «В США нет правил в отношении посуды.Узнайте о поверхностях для приготовления пищи.
Большинство людей осведомлены о загрязнении воздуха, воды и опасностях бытовой химии. Исследования теперь показывают, что определенная посуда также может загрязнять наш организм. Ниже приведены лишь некоторые примеры того, как «традиционная» посуда может быть опасной для вас, вас и здоровья вашей семьи.
http://www.meschinohealth.com/blog/cancer/2012/06/11/dangerous-cookware-avoid-titanium/
FAQ
Q: КАК Я МОГУ СКАЗАТЬ, ЧТО ВЫПУСКАЕТ МОЯ ПОСУДА?
A: Др.Роберт Янг рекомендует ТЕСТ ДЛЯ ВЫПЕЧЕНИЯ СОДЫ:
Если вы хотите проверить уровень выщелачивания химических веществ или металлов из вашей посуды, вы можете провести простой тест на загрязнение посуды следующим образом:
Возьмите образец каждого из различных типов посуды, которую вы используете и добавьте 1 стакан воды.
Добавьте в воду 1 столовую ложку пищевой соды (бикарбонат натрия используется для имитации аналогичного уровня pH, который часто наблюдается в условиях приготовления пищи).
Доведите воду до кипения в течение 5–10 минут (обычно пищу оставляют на сковороде не менее 10 минут.)
Добавьте 1 столовую ложку бикарбоната натрия в стакан с теплой водой, перемешайте и попробуйте (ваш контроль должен иметь очень соленый вкус, как пищевая сода, которой вы чистите зубы)
Попробуйте воду в каждой из других кастрюль (вкус будет варьироваться от очень от горького до металлического до сгоревших резиновых шин, до полного рта грязных пятак, до… # @! # $?
Посуда из нержавеющей стали изготовлена из металлического сплава, состоящего в основном из железа и хрома, а также из разного процентного содержания молибдена, никеля, титана, меди и ванадия.Но даже нержавеющая сталь позволяет другим металлам попадать в продукты. Основными элементами нержавеющей стали, которые негативно влияют на наше здоровье, являются железо, хром и никель.
Подробнее: http://www.naturalnews.com/036029_cookware_non-stick_chemicals.html#ixzz1ydxrKdOF
Существует множество марок нержавеющей стали. Обычная посуда из нержавеющей стали изготавливается из различных сплавов, в том числе из металлолома. «Зеленые» продукты, изготовленные из «переработанных» нержавеющих сталей, могут быть радиоактивными и незамеченными попадать в бытовые товары.
«Хотите что-нибудь радиоактивное на кухне? Абсолютно безопасного уровня радиоактивного облучения не существует ».
См. Новостной репортаж канала 7 о загадочной радиоактивной терке для сыра.
Комиссия по ядерному регулированию США и Агентство по охране окружающей среды продолжают передавать эту «горячую» картошку туда и обратно.
«Вы хотите добавить еще один источник возможного рака или преждевременной смерти к риску, с которым уже сталкиваются ваши дети?» Д-р Михал Харбут, токсиколог
Ядерные ложки: горячий металл может попасть на ваш обеденный стол – Dept.предложения Energy по переработке радиоактивного металла в бытовые изделия
Министерство энергетики разработало гениальный план по утилизации проблемных тонн никеля, меди, стали и алюминия. Он хочет, чтобы компании по переработке металлолома собирали металл, пытались удалить радиоактивность и продавать металл литейным предприятиям, которые, в свою очередь, продавали его производителям, которые могли бы использовать его для повседневных бытовых товаров: кастрюль, сковородок, вилок, ложек и даже твои очки.
Помимо риска радиоактивности, «сталь, используемая в большинстве кухонных принадлежностей из нержавеющей стали, не является лучшим металлом для приготовления пищи.Большая часть посуды из нержавеющей стали, продаваемой в магазинах, имеет такую природу, что позволяет хрому и никелю просачиваться в продукты, поскольку вода и пищевые химические вещества вступают в реакцию со стенками сосудов при их нагревании. Соли хрома и никеля сохраняются при проглатывании. Их нельзя устранить. Они накапливаются и со временем могут создать неприятные условия ». – Отделение гигиенического анализа науки, техники и технологий доктора Шелтона, Государственный университет Пенсильвании в Эри, Колледж Беренд, 16563 Эри, Пенсильвания, США.
Базовая нержавеющая сталь имеет рейтинг 18/8 или 18/10, процент хрома и в сплав добавлен никель.Как и пара джинсовых штанов, они могут стоить от 30 до 500 долларов для пары дизайнерских джинсов, но основной материал, деним или нержавеющая сталь, тот же. Как и в случае с посудой из нержавеющей стали, процент хрома и никеля делает ее обычными кастрюлями и сковородками из нержавеющей стали или другой посудой из нержавеющей стали на кухне.
Из соображений чистоты и безопасности пищу следует готовить только из гипоаллергенной высококачественной хирургической нержавеющей стали Saladmaster, чрезвычайно устойчивой к воздействию солей и кислот.Добавление титана делает хирургическую нержавеющую сталь 316Ti чрезвычайно термостойкой.
Посуда с антипригарным покрытием / с тефлоновым покрытием
Одноразовый, но удобный, может царапаться, скалываться и отслаиваться. «Воздействие тефлоновых смол при температурах выше 393 ° F может вызвать состояние, называемое лихорадкой от паров полимеров, с симптомами гриппа, такими как озноб, лихорадка, боли в теле, тошнота и периодическая рвота». Бюллетень Федерального авиационного агентства по охране труда.Химическое вещество C-8, используемое для изготовления сковородок с антипригарным покрытием, связано с врожденными дефектами у людей и раком у лабораторных животных. Химическое вещество также присутствует в крови до 4 лет и может обнаруживаться в грудном молоке. ЭВГ обнаружила, что нагретые тефлоновые сковороды могут стать токсичными быстрее, чем утверждает DuPont. # 1 Убийца домашних птиц:
Канарейки на кухне: токсикоз тефлона
http://www.ewg.org/reports/toxicteflonПодробнее: http://www.naturalnews.com/036029_cookware_non-stick_chemicals.html#ixzz1ydyHo9Zu
Самый пористый из всех металлов.Смазка может прогоркнуть в порах. Некоторые считают, что железо можно получить из чугунного котла. На самом деле железо бывает двух видов: двухвалентного и трехвалентного. Двухвалентное железо – это то, что делает нашу кровь красной и поступает из нашей пищи. Наше тело не может должным образом усвоить железо (трехвалентное железо) из чугунной сковороды. Трехвалентное железо в неочищенной форме при попадании внутрь воспринимается организмом как тяжелый металл и в конечном итоге застревает в печени и почках. Следует отметить, что железо хранится в организме, поэтому со временем оно может накапливаться, способствуя боли в суставах / артриту, проблемам с пищеварением (желудочные кислоты пытаются расщеплять тяжелые металлы вместо пищи), депрессии, импотенции, ранней менопаузе и другие проблемы были приписаны токсичности железа.Симптомами слишком большого количества железа являются тошнота, рвота, повреждение слизистой оболочки кишечного тракта, шок и печеночная недостаточность.
«Железо – важное питательное вещество для всех клеток нашего тела. Основная задача железа – помочь транспортировать кислород через гемоглобин в крови и миоглобин в мышцах. Чтобы нормально функционировать, вашему организму необходимо необходимое количество железа, которое зависит от вашего возраста и пола. Недостаток железа в эритроцитах приводит к состоянию, известному как дефицит железа или анемия. С другой стороны, слишком много железа может привести к опасному состоянию, которое называется токсичностью железа.Дети в возрасте до трех лет особенно восприимчивы к отравлению железом, и симптомы включают тошноту, диарею и кровотечение. На всякий случай не готовьте пищу для маленьких детей в железных горшках.
Повара также должны знать, что железные кастрюли и жарка несовместимы. Железо может окислять жиры, в результате чего масло для жарки становится прогорклым.
Будьте осторожны с чугуном, если вы предрасположены к гемохроматозу (также известному как болезнь, вызванная перегрузкой железом) – заболевание, при котором организм неправильно усваивает железо, позволяя слишком большому количеству железа попадать в кровоток.В результате избыточное количество железа в крови может абсорбироваться или накапливаться организмом, вызывая серьезные повреждения тканей и органов, если их не удалить ». -GoAskAlice.com Чугунная посуда очень прочная, но железо постоянно проникает в пищу, изменяя ферменты в ней. Железо может достигать токсичных уровней в организме при регулярном употреблении и становится прооксидантом, вызывающим стресс, окисление и, в конечном итоге, болезнь. Железо убивает витамин С.
Алюминиевая посуда – одна из самых распространенных кухонных принадлежностей, но она может быть очень вредной, поскольку этот тяжелый металл поглощается всей пищей, приготовленной в ней.Алюминий, выделяемый в продукты во время приготовления, попадает в ваше тело. Избыток алюминия связан с раком, вызванным эстрогеном, и болезнью Альцгеймера. Очень мягкий металл. Экстремальная химическая реакция между едой и сковородой. «Все овощи, приготовленные в алюминии, производят яд гидроксида, который нейтрализует пищеварительные соки, вызывая желудочно-кишечные расстройства, такие как язва желудка и колит». Отчет д-ра А. Макгигана о результатах для Федеральной торговой комиссии. В деле Досета № 540 Вашингтон, Д.C. Примечание. Продажа алюминиевой посуды запрещена в Германии, Франции, Бельгии, Gr. Великобритания, Швейцария, Венгрия и Бразилия. Подробнее: http://www.naturalnews.com/036029_cookware_non-stick_chemicals.html#ixzz1ydy38sY6
Плохое распределение тепла. Пища прилипает и пригорает, а также может отколоться в еду Содержит свинец или кадмий (токсичный компонент аккумуляторов), тяжелые металлы для закалки стекла, позволяющего выдерживать более высокую температуру без взрыва.Свинец может нанести вред репродуктивной системе и нарушить обучаемость. Если мы удалим свинец из краски на наших стенах, трубах в доме, и теперь наш газ будет неэтилированным, не должна ли наша посуда также быть без свинца?
Кадмий согласно Википедии: Кадмий не имеет конструктивного назначения в организме человека. Кадмий чрезвычайно токсичен даже в низких концентрациях и будет накапливаться в организмах и экосистемах. [1]
Может вызывать симптомы гриппа, включая озноб, лихорадку и мышечные боли, иногда называемые «кадмиевым синим».Симптомы воспаления могут проявиться через несколько часов после воздействия и включают кашель, сухость и раздражение носа и горла, головную боль, головокружение, слабость, жар, озноб и боль в груди.
Кости становятся мягкими (остеомаляция), теряют минеральную плотность костей (остеопороз) и становятся слабее. Это вызывает боли в суставах и спине, а также увеличивает риск переломов.
Почки теряют свою функцию удаления кислот из крови при дисфункции проксимальных почечных канальцев. Поражение почек при отравлении кадмием необратимо.Дисфункция проксимальных почечных канальцев приводит к снижению уровня фосфатов в крови (гипофосфатемия), вызывая мышечную слабость и иногда кому. Дисфункция также вызывает подагру, форму артрита из-за накопления кристаллов мочевой кислоты в суставах из-за высокой кислотности крови (гиперурикемия). Еще один побочный эффект – повышение уровня хлоридов в крови (гиперхлоремия). Почки также могут сокращаться до 30%.
Другие пациенты теряют обоняние (аносмия).
Последнее замечание о стеклянной посуде и посуде для запекания. Подруга рассказала мне, как ее стеклянная посуда вылетела из духовки и разбила комнату осколками горячего стекла.К счастью, в то время никого из ее детей в комнате не было.
http://www.fda.gov/ICECI/ComplianceManuals/CompliancePolicyGuidanceManual/ucm074516.htm
Было обнаружено, что некоторые керамические изделия для пищевых продуктов выщелачивают значительные количества свинца с поверхностей, потенциально контактирующих с пищевыми продуктами. Металл извлекается из продуктов питания и может вызывать широкий спектр неблагоприятных последствий для здоровья, включая традиционные последствия хронического отравления свинцом при продолжительном употреблении в пищу.
Керамическая, эмалированная и стеклянная посуда изготавливается из свинца.Свинец придает изделиям ударопрочность и однородность цвета. Уровень свинца в каждом продукте устанавливается производителем. Никогда не готовьте с пометкой «только для украшения».
Медная посудаВыбор многих, потому что он так хорошо проводит тепло. Медная посуда выделяет медь в пищу, которую нужно съесть, и обычно также имеет никель в покрытии, который является еще одним токсичным тяжелым металлом и может быть очень аллергенным. Не готовьте овощи в медных или железных горшочках.Медь может убить витамин C, витамин E и фолиевую кислоту.
Подробнее: http://www.naturalnews.com/036029_cookware_non-stick_chemicals.html#ixzz1ydy9JBNJ
← Предыдущий пост Следующее сообщение →Лучше печь в стекле или в металле?
Пик выпечки приближается. И тут возникают вопросы: торт или пирог? Кромка или центральная резка? Десерт на обед или десерт на ужин (почему не оба)? Но вопрос, о котором я пишу сегодня, может быть самым важным, потому что он определяет, как будут выглядеть эти будущие десерты.Возникает вопрос: печь лучше: стекло или металл?
Добавляете ли вы свою коллекцию форм для выпечки или хотите обновить то, что у вас уже есть, вам нужно знать, какой материал лучше для ваших будущих пирожных, лимонных батончиков и листовых пирогов. Поэтому мы спросили нескольких лучших пекарей, что они предпочитают. И почти единогласно сказали – металл. Он легкий, простой в обслуживании и недорогой, а также обеспечивает более стабильную и равномерную выпечку.
В новой книге Эдда Кимбера One Tin Bakes он называет одну сковороду и только одну сковороду (отсюда и название): сковорода размером 9×13 дюймов со сторонами не менее 2 дюймов высотой в натуральном (a.k.a. без покрытия) алюминий. Эдд считает алюминиевую сковороду (его любимая марка – Nordic Ware) «самым ценным продуктом для выпечки». Он относительно дешевый, на нем нет антипригарного покрытия, чтобы не беспокоиться о царапинах, и при правильном уходе он прослужит очень долго. Алюминий – очень хороший проводник тепла, а это значит, что выпечка равномерно подрумянится и не ржавеет ».
MVP в действии.
Фото Челси Крейг, Food Styling Кэт БойцоваСтеклянные формы для выпечки, напротив, тяжелее алюминия и дороже.Поскольку стекло является изолятором, а не проводником, оно медленно нагревается, но, будучи горячим, сохраняет это тепло дольше. Это может привести к неравномерной выпечке: к тому времени, когда внутренняя часть пропечена, внешняя часть часто переваривается, становится сухой или темной. (Некоторые пекари даже рекомендуют снизить температуру духовки на 25 ° при выпечке в стекле, чтобы решить эту проблему.)
Но это не единственные причины, по которым стоит использовать металл. Йоси Арефи , испекшая сотни тортов для своей новейшей книги « Snacking Cakes », тоже любит аккуратные углы.«Мои квадратные и прямоугольные металлические формы для выпечки имеют четкие углы под углом 90 градусов, – говорит Йоси. «Это чисто эстетично, но эти прямые линии мне очень нравятся». Металлические сковороды также практически неразрушимы, что очень важно на маленькой кухне Йоси.
Алюминий хорош для выпечки тортов, батончиков и пирогов, но также и для хлеба: фокачча, батоны для сэндвичей и булочек. Поскольку металл нагревается быстрее, чем стекло, он способствует лучшему подъему и более четким и коричневым краям. Но что бы вы ни выпекали, важно помнить, что не каждая металлическая сковорода – это отличная металлическая сковорода и . Валлери Ломас , чемпион 3 сезона The Great American Baking Show , отмечает, что «отделка, материал и качество имеют значение, особенно если вы не хотите, чтобы нижняя часть вашей выпечки была чрезмерной». Если сковороды слишком темные, они будут поглощать больше тепла, что, как и стекло, может привести к слишком быстрому запеканию наружных поверхностей.
Can You Microwave Metal – Безопасное приготовление металла в микроволновой печи
Филип Фридман
Но прежде чем вы это сделаете, вот несколько вещей, которые нужно знать:
1.См. Руководство пользователя
Большинство руководств по микроволновой печи сообщают вам, можно ли безопасно использовать такие материалы, как алюминиевая фольга, металлические подносы и пищевые упаковки, такие как пакеты для попкорна. Всегда следуйте советам, относящимся к вашей духовке.
2. Используйте разрешенные материалы и тару.
У USDA есть список безопасных и небезопасных контейнеров для разогрева в микроволновой печи, а также рекомендации по безопасному приготовлению пищи. Вы можете безопасно использовать такие материалы, как алюминиевая фольга, в небольших количествах, если это разрешено в руководстве пользователя.Убедитесь, что фольга новая и гладкая, не помятая. Не пытайтесь нагревать посуду с металлической отделкой, если она не предназначена специально для использования в микроволновой печи (например, у Lenox есть ряды фарфора, пригодного для использования в микроволновой печи, в том числе с золотой отделкой). Кроме того, не закрывайте контейнеры с едой на вынос металлическими ручками или завязками. Следует избегать образования дуги, когда электрический ток переходит от одного куска металла к другому, например, от точки к точке на золотом ободе тарелки или от пика к пику на мятой фольге.Искра может не только испортить тарелку, но и повредить духовку или вызвать пожар.
СВЯЗАННЫЙ: В спешке? Эти рецепты – всего лишь одно предложение
3. Используйте металл с умом
Важно понимать роль металла в микроволновой печи. Он действует как щит, блокируя волны, излучаемые духовкой. По этой причине производители продуктов питания часто используют в ней упаковку, чтобы пища готовилась более равномерно, защищая одну часть блюда. Вы можете использовать небольшие кусочки металла, чтобы углы пирожных или концы лазаньи не переварились.
4. Следуйте инструкциям на упаковке продуктов питания
Вы не поверите, но многие упакованные продукты, предназначенные для приготовления в микроволновой печи, используют металл для различных функций. В пакетах для попкорна металлические ловушки способствуют равномерному и тщательному лопанию. Сусцепторы также используются в упаковке пиццы, которую можно разогреть в микроволновой печи, чтобы создать хрустящую корочку. Эти металлы совершенно безопасны в микроволновой печи, просто убедитесь, что готовите в соответствии с инструкциями.
5. Ошибка на стороне безопасности
Если вы не уверены в том, что разогрейте блюдо в микроволновой печи или чувствуете себя в опасности, не делайте этого.Выбирайте стекло или другие материалы, которые, как вы знаете, можно безопасно уничтожить.
СКАЖИТЕ НАМ: Были ли у вас проблемы с приготовлением пищи в микроволновой печи?
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти дополнительную информацию об этом и подобном контенте на сайте piano.io.
Почему еда прилипает к посуде из нержавеющей стали
Ключевые слова :
Поверхность нержавеющей стали, карамелизация, реакция Майяра, жиры, масла, пищевые палочки
См. Также:
КАРАМЕЛИЗАЦИЯ ПРОДУКТОВ
ЧТО ТАКОЕ РЕАКЦИЯ Майяра
ПРИГОТОВЛЕНИЕ ЧУГУНОМ
Преимущества кастрюли из нержавеющей стали:
Нержавеющая сталь Недостатки:– не реагирует с продуктами питания e.g., помидоры и вино
– делает отличные соусы после обжаривания путем растворения продуктов карамелизации и реакции Маллэрда
– нержавеющая сталь нагревается неравномерно.
– многие виды пищевых продуктов прилипают к поверхности нержавеющей стали, если не применяются соответствующие методы.
Почему еда прилипает к посуде из нержавеющей стали?
Пригорание пищи возникает из-за химических связей, которые образуются между пищей и материалом сковороды – почти всегда металл.Эти связи могут быть относительно слабыми силами Ван-дер-Ваальса или ковалентными связями. Богатые белком продукты особенно склонны к прилипанию, потому что белки могут образовывать комплексы с атомами металлов, таких как железо, на сковороде.
Как предотвратить прилипание или почему горячее масло предотвращает прилипание?
Нефть в жидком состоянии заполняет впадины и углубления на поверхности поддона. Хотя сковорода может выглядеть гладкой на микроскопическом уровне, поверхность даже самой гладкой металлической сковороды выглядит шероховатой с холмами, долинами и даже пещерами.Горячее масло менее вязкое, чем холодное, и сразу же потечет, заполняя зазоры.
Когда масло в сковороде становится достаточно горячим, возникает эффект пара —
«Небольшое количество масла, добавляемого в очень горячую сковороду, почти мгновенно превращается в очень горячее масло. Масло быстро опаливает пищу снаружи. и заставляет воду выделяться из пищи.Этот слой водяного пара («пар») приподнимает пищу над масляной пленкой и не дает ей касаться горячей поверхности сковороды.Если масло недостаточно горячее, пар не возникнет, и еда прилипнет к (слишком) холодной поверхности сковороды ». Источник: Спросите ученого, Newton BBC
Кроме того, очень горячее масло вступает в реакцию с атомами металла сковороды и образует покрытие, называемое патиной. Это оставляет несколько свободных атомов металла для реакции с пищей. Однако это покрытие легко удаляется моющими средствами, поэтому его нужно наносить повторно перед каждым использованием посуды. В случае чугунных сковородок патина становится более стойкой.Было высказано предположение, что патина могла образоваться в результате последовательности растрескивания с последующей полимеризацией. Источник: Kitchen Chemistry, RSC
. Добавлено примечание о патинах:
“Масло начинает термически растрескиваться вблизи точки дымообразования и оставляет после себя молекулы углерода в матрице патины. Не все масла одинаковы. У них разные точки дымления и разные углеродные остатки. Углеродный остаток масла – это химическое свойство, которое измеряется аналитически с помощью прибора для определения остатков микрочастиц углерода.Чем выше углеродный остаток в масле, тем больше углерода остается после крекинга. Именно ненасыщенные молекулы в масле полимеризуются и связывают всю массу вместе. Чем выше содержание углерода в матрице приправы (или ниже содержание водорода), тем прочнее патина ». Источник: Kitchen Chemistry, RSC
Что вызывает шипение?
Шипящие звуки, которые вы слышите, – это звук испарения воды на поверхности масла.Когда шипение прекращается, это означает, что температура может быстро подняться, и нужно проявлять осторожность, иначе еда пригорит.
Подрумянивание происходит, когда температура достигает 285 ° F и может происходить реакция Майяра. Побочным продуктом реакции является вода. Таким образом, даже когда еда поджаривается, мы слышим шипение. Как только еда полностью подрумянится, вода не будет выходить, и шипение прекратится.
Советы по предотвращению прилипания пищи
1. Убедитесь, что поверхность чистая. Небольшие прилипшие частицы пищи могут обеспечивать контактные поверхности противня.
2. Убедитесь, что поверхность продукта сухая и не слишком холодная . Дайте продуктам из холодильника немного постоять при комнатной температуре. При приготовлении холодное мясо легко прилипает к поверхности из нержавеющей стали. Помните, если на поверхности еды будет вода, это снизит температуру масла и будет способствовать прилипанию. Вы можете промокнуть поверхность корма насухо или, в случае рыбы с кожей, провести по коже лезвием ножа, чтобы удалить лишнюю влагу.Это также позволит сделать кожу более чистой.
ПРИМЕЧАНИЕ: некоторые повара предпочитают добавлять небольшой слой масла на поверхность сухого продукта, чтобы предотвратить прилипание.
3. Убедитесь, что масло ГОРЯЧЕЕ . Либо добавьте холодное масло в горячую сковороду, либо начните с холодной сковороды и холодного масла.
Оба метода работают нормально. Однако мы предпочитаем добавлять холодное масло в горячую сковороду.
—> Преимущества холодного масла перед горячей сковородой – для горячей сковороды требуется меньше масла, чтобы покрыть поверхность, возможно, вдвое меньше.Горячее масло менее вязкое и сразу течет. Также потребуется меньше масла, чтобы заполнить микротрещины и обеспечить необходимый барьер между пищей и поверхностью сковороды. Кроме того, уменьшение теплового отключения до целевой температуры приведет к меньшему ухудшению качества жира.
ПРИМЕЧАНИЕ. Некоторые повара, однако, предпочитают добавлять холодное масло в холодную сковороду, некоторые повара предпочитают эту технику, потому что появление масла на сковороде может дать вам некоторое представление о том, когда сковорода достигла нужной температуры.
Как определить, достаточно ли горячая сковорода, чтобы еда не прилипала
Масло должно начать колебаться и довольно быстро растекаться по сковороде.Если ваша сковорода была достаточно горячей, этот процесс займет всего «несколько секунд».
Лучше всего добавлять продукты прямо перед точкой копчения. Если вы будете ждать слишком долго, ваша сковорода станет слишком горячей и масло начнет дымиться, а затем станет коричневым, после чего сковорода может повредиться.
Кастрюля достаточно горячая, если несколько маленьких капель воды, сброшенных с кончиков ваших пальцев, немедленно испаряются или если большая капля воды с шипением плавает по поверхности сковороды на подушке из собственного пара (эффект Лейденфроста).
Примечание. . “ Эффект Лейденфроста – это явление, при котором жидкость, находящаяся в непосредственном контакте с массой, значительно более горячей, чем точка кипения жидкости, образует изолирующий паровой слой, который удерживает эту жидкость от быстрого кипения. Это наиболее часто наблюдается. во время готовки; на сковороду разбрызгивают капли воды, чтобы измерить ее температуру – если температура сковороды равна или выше точки Лейденфроста, вода скользит по металлу и испаряется дольше, чем в сковороде с температурой выше кипения , но ниже температуры точки Лейденфроста.. ». см. википедию
С опытом вы определите точное время добавления пищи в горячее масло.
-4. Не переполняйте кастрюлю. Скучивание обычно снижает температуру и выделяет влагу в кастрюлю. Если выделяется влага, температура опустится ниже той, которая требуется для карамелизации и реакции Майяра. В результате не произойдет потемнения.
Переполнение кастрюли не позволяет получить реакцию Майяра = вкусу недостает глубины и сложности.
Предоставление места для еды допускает реакцию Майяра = более пикантные, мясные и сложные вкусы
При необходимости следует готовить пищу партиями, извлекая каждую порцию, повторно нагревая сковороду и добавляя при необходимости больше масла. Кроме того, если этого не требует рецепт, не накрывайте сковороду во время приготовления. Скопившийся пар со стороны приготовления пищи смягчит верхнюю часть продукта. Идеально обжаренный продукт должен иметь хрустящую снаружи, хотя это во многом зависит от продукта (обжаренный стейк: хрустящий; обжаренная морковь: не хрустящая)
5. Не перемещайте продукты быстро в . Даже если произошло некоторое прилипание, скорее всего, через короткое время он выйдет из посуды.
Если еда пригорает, и вы используете сковороду из нержавеющей стали, например, цельнокроеную, немного уменьшите огонь. Пища высвобождается сама по себе.
Исключение составляют нарезанные кубиками овощи, которые необходимо перемещать во избежание пригорания. Равномерное нанесение масла устранит любые липкие пятна и сделает шептало одинаково однородным.Нагрейте сковороду на среднем или сильном огне.
6. Слушайте звуки приготовления – шипение да – разбрызгивание нет
Пока вы слышите этот шипящий звук, значит, в кастрюле есть вода, и продукты не пригорают. Как только прекращается шипение, может случиться горение.
Конечный результат – Хрустящий снаружи, влажный, нежирный внутри
ИЗОБРАЖЕНИЕ: СОУТЕ КУРИНОЙ КОЖИ БОКОВОЙ ВНИЗ
КУРИЦА ДОБАВЛЕНА В ГОРЯЧЕЕ МАСЛО – ГОРЯЧИЙ Сковорода
Если пища правильно обжаривается в небольшом количестве масла, конечный результат будет хрустящим снаружи и влажным внутри.Если температура масла падает и вырабатывается недостаточное количество пара, пища может получить маслянистую консистенцию.
Когда пища обжаривается с небольшим количеством масла, горячее масло вызывает кипение внутренней влаги в продукте, которая затем выходит в виде пара. Пар помогает предотвратить проникновение масла из окружающей среды в пищу и ее жирность. Это позволяет сделать пищу хрустящей снаружи и влажной без масла внутри. Если температура масла падает слишком низко, образуется меньше пара и образуется маслянистая консистенция.
\ Какую сковороду использовать?
Сделай метал снова геем: басист Russian Circles Брайан Кук делится своим опытом гея в агрессивном жанре
нажмите, чтобы увеличить- Пол Блау
- Брайан Кук из русских кругов
Первый и единственный раз, когда я имел удовольствие познакомиться с пост-металлическими размышлениями «Русских кругов», было в 2011 году в канун Нового года в Остине.Шоу было потрясающим, и группа даже остановилась в полночь, чтобы раздать публике чашки шампанского, чтобы отметить приход 2012 года. Когда я узнал, что парни вернутся в Техас, и на этот раз с Eagles of Death Metal и гребаный Мастодонт, мое сердце екнуло. Состав невероятный. Что еще радует, так это то, что Брайан Кук (который играл / играет в многочисленных других проектах, включая мою нынешнюю любимую металлическую группу SUMAC) открыто выступает в качестве басиста-гея в жанрах музыки, которые агрессивны по своей природе и не известны многим странный народ.Недавно у меня была возможность встретиться с Куком и узнать его мнение о членстве в ЛГБТ-сообществе, сыгравшем важную роль в сценах металла, пост-метала и хардкора.
Текущий: Я понимаю, что на этот вопрос сложно ответить, но из всех проектов, в которых вы играли, какой был самым интересным и почему?
Повар: На самом деле у меня нет ответа на этот вопрос, в основном потому, что разнообразие – это приправа жизни … Смешивая вещи и играя с разными людьми, я получил разнообразный опыт игры на музыке.Иногда забавно сделать что-то действительно обычное с низкими ожиданиями; Иногда интересно сделать что-то действительно амбициозное и посмотреть, как это разовьется. Иногда быть заводилой весело; Иногда весело быть командным игроком.
Я видела, что вы написали обзор нового рекорда Челси Вулф на ее веб-сайте (если это не другой Брайан Кук, но у меня такое чувство, что это вы). Какие исполнители и альбомы вы слушали в последнее время?
Повар: Я написал биографии Челси для ее последних двух записей.Челси и Бен уже какое-то время являются хорошими друзьями лагеря «Русские круги», и для меня большая честь быть доверенными, чтобы помочь донести их творческие намерения до прессы. Большинство моих любимых пластинок 2017 года было сделано друзьями: Chelsea Wolfe, Converge, Mutoid Man, Minus the Bear, Boris, Nordra, Cloakroom. Но я также пополнял свою коллекцию краутрока такими вещами, как менее уважаемые альбомы CAN, позже Popol Vuh и проекты, связанные с Neu!, Такие как La Düsseldorf и сольные LP Майкла Ротера.Я только что купил переиздание German Oak перед отъездом в тур, так что я очень рад разобраться в этом. Также в последнее время соблюдала довольно регулярную диету, состоящую из двоякодобных рыб и зомов.
нажмите, чтобы увеличить- Райан Рассел
- Русские круги
Вы сыграли в миллионе проектов. Есть ли какой-нибудь исполнитель или группа, с которыми вы хотели бы работать, или жанр музыки, который вы хотите сыграть, на который у вас просто не было времени?
Повар: На самом деле нет известных художников, с которыми я хотел бы работать.Мне все еще неловко с музыкантами, которыми я восхищаюсь, поэтому я не думаю, что попытка сотрудничать с ними будет настолько продуктивной. Я хотел бы в какой-то момент сделать действительно мягкий альбом. Когда я дома, я играю на акустической гитаре больше, чем на чем-либо еще, и было бы забавно сделать что-нибудь с некоторыми из этих вещей. Но пока у меня полная тарелка.
В хардкор-металкор-группе Botch вы смогли увидеть жанр на пике популярности. Вы открыто говорили о своей сексуальности в то время? И если да, то каков был прием со стороны товарищей по группе, друзей, семьи и поклонников?
Повар: Я начал процесс выхода на первый U Ботча.С. гастролировал в 1997 году, но на самом деле не транслировал его в более широкий мир хардкора до 98 года, когда я начала встречаться со своим нынешним мужем. Тем не менее, я был гей-басистом в хардкор-группе, полной натуралов, так что моя сексуальность не была центральным элементом платформы группы. Что касается приема, мы больше ориентируемся на более артистичную и политическую сторону хардкорного мира. Нам было плевать на Floorpunch или любой другой хардкор крутого парня. Нам больше нравились такие вещи, как VSS, Monorchid, Unwound и Engine Kid, и быть веселым ребенком на таких шоу действительно не было проблемой.Переезд в семью было другим вопросом для всех, и происходило это гораздо более постепенно. Мне повезло, что у меня классные родители, но у них консервативное прошлое, так что я знал, что это будут тяжелые новости. Я потратил несколько лет, пытаясь намекнуть, прежде чем наконец вышел. Думаю, мой отец предвидел это, но для мамы это все равно было большим шоком. Хотя они поддерживали меня.
Когда я переехал в Техас из Мэриленда в 2008 году, хардкор / металкор сцена в Сан-Антонио все еще существовала.Некоторое время я пел для металкор-проекта, и когда люди узнали, что я педик, я получил много фраз: «Это так безумие, что ты гей, и можешь так кричать – странно!» Был ли у вас подобный опыт как у музыканта, который играет более тяжелую музыку?
Повар: Забавно. Как ты думаешь, как гей должен кричать? Как будто он только что увидел мышь в ванне? К счастью, на концерте никто не подошел и не спросил: «Как вы играете на бас-гитаре с безвольным запястьем?» Большинство неловких ситуаций, которые возникали у меня как музыканта на этой сцене, связаны с тем, что другие парни из группы просто называли друг друга «педиками» или говорили «это гей» или что-то такое же невежественное в относительно мягкой манере.И обычно, когда человек понимает, что я гей, он приносит какие-то неловкие извинения или чрезмерную компенсацию разговорами о том, что они «полностью разочарованы» в геях. Может быть, это должно меня больше беспокоить, но я смущаюсь за этих людей больше, чем что-либо еще.
нажмите, чтобы увеличить- Андреа Петровичова
- Русские круги
Можно подумать, что панк-рок и металл будут довольно открыты для ЛГБТ-сообщества.но, к сожалению, вы все еще слышите о расизме и предрассудках в его сферах. Вы когда-нибудь чувствовали себя небезопасно, осознавали свою странность в туре или просто были на сцене в целом?
Повар: Не совсем. Я согласен с тем, что на панк- и метал-сцене все еще много невежества. Но это верно для любой социальной сферы. Черт, я сам не разбираюсь во многих социальных вопросах. Но я думаю, что большинство людей на панк-сцене по своей природе чутки, когда на самом деле имеют дело с разными людьми в реальных сценариях.Я побывал в некоторых странах, враждебно настроенных по отношению к ЛГБТ-сообществу, но шоу в этих местах всегда кажутся безопасными убежищами. Конечно, я довольно невзрачный цисгендерный белый парень. Это довольно легко слиться, поэтому мой опыт мог бы быть совершенно другим, если бы я был гендерным преступником или был более агрессивным в отношении моей ориентации. «Русские круги» гастролировали по России в разгар политики Путина против геев, и я опасался этого, но после разговора с промоутером я почувствовал себя комфортно, выступая в шоу.Однако в то время наш звукорежиссер решил присоединиться к нам. Он был геем и цветным человеком, и ему было неудобно ехать в Россию, когда он уже выделялся только цветом кожи. И учитывая, что я видел, как люди украдкой фотографировали его, пока мы гуляли по городам в странах Балтии, я полностью понимал его озабоченность. Но да, к счастью, у меня никогда не было такого опыта, как в зеленой комнате.
Примерно в то же время, когда я был в этой металкор-группе, я начал играть рэп-шоу и долгое время я делал сознательные усилия, чтобы сообщить средствам массовой информации и со сцены, что я был квир, поскольку я чувствовал эту заметность как квир был важен – особенно в хип-хопе.Что ты думаешь о своей репутации открытого гея-метал-музыканта? Это важно для вас или для молодого поколения ЛГБТК, которые хотят, чтобы на кого-то равнялись в жанре, который им нравится?
Повар: Я считаю важным быть на виду. Отчасти это чисто эгоистично: я хочу оттолкнуть гомофобов. Я не хочу их видеть на наших концертах. Я просто не хочу быть рядом с ними. И хороший способ добиться этого – открыто заявить о том, что вы гей. Что касается видимости для молодого поколения, я считаю, что это тоже важно, но я не хочу тратить слишком много времени на размышления о том, как другие люди видят меня.Я не хочу жить своей жизнью, пытаясь оправдать ожидания других людей. И это частично потому, что я думаю, что разные молодые люди, которые осознают свою сексуальность, нуждаются в разных образцах для подражания ЛГБТК. Некоторым детям может понадобиться абсолютно непримиримый, конфронтационный и экстравагантный образец для подражания. Некоторые дети могут просто захотеть, чтобы кто-то, кого они боготворили, относился к их сексуальности как к несущественной проблеме. И я думаю, что важно, чтобы оба этих примера были доступны и заметны.В детстве я, конечно, тяготел к последнему. Я не хотел быть в Присцилле, королеве пустыни. Я просто хотел знать, что есть и другие парни-геи, которым нравятся «Рожденные против» и «Человек – ублюдок». Для меня большим препятствием на пути к согласию со своей сексуальностью было чувство, будто я должен изменить свои интересы или то, как я себя веду, потому что я был геем. Так. Я думаю, что для молодых людей, которые выясняют свою ориентацию и идентичность, важно просто чувствовать себя уверенно, делая все, что они хотят, будь то их странный флаг или относительная норма.Так что все, что я могу сделать, это быть собой.
Суббота, 14 октября, Mastodon, Eagles of Deathmetal, Russian Circles, 39,50–175 долларов, 19:30, Aztec Theater, 104 N. St. Mary’s St., (210) 812-4355, theaztectheatre.com.
.