инженер поможет – Вертикально фрезерный станок ЧПУ по металлу
Технико-экономические показатели станка
По степени автоматизации вертикально-фрезерные станки с ЧПУ делятся на:
-
Полуавтоматы – станки, выполняющие определённый автоматический цикл, но при этом требующие вмешательства рабочего для его возобновления;
-
Автоматы – станки, которые производят все рабочие и вспомогательные движения цикла без участия рабочего (он наблюдает за работой станка, проводит контроль качества обработки).
На рынке металлообрабатывающих станков вертикально-фрезерные станки с ЧПУ пользуются определённым спросом, поскольку в отличие от универсальных станков обладают более высокой точностью обработки деталей, а также повышенной производственной гибкостью.
Развитие вертикально-фрезерных станков с ЧПУ связано с повышением их производительности. Достигается это путём уменьшения времени обработки деталей, а также повышается концентрация операций на одном станке. Изменение компоновки станков для установки дополнительных узлов. Автоматизация смены инструмента и контроля качества обработки.
Вертикально-фрезерные станки позволяют обрабатывать прямые и фасонные поверхности, пазы, канавки, отверстия, нарезать зубья зубчатых колёс, резьбу, а также разрезать металл.
Выбор технических характеристик станка
Основными параметрами вертикально-фрезерного станка являются: размеры рабочей поверхности станка, наибольшее перемещение стола по осям X;Y;Z, пределы рабочих подач, скорость быстрого перемещения стола и ползуна, наибольший диаметр используемого инструмента.
Компоновка станка
Станина с горизонтально расположенной станиной жёстко крепится к вертикальной стойке. Рабочий стол перемещается по салазкам и направляющим станины в поперечном и продольном направлении. Обрабатываемая деталь закрепляется на встроенных тисках. На вертикальной стойке устанавливается суппорт, который можно перемещать вверх и вниз. Горизонтальная часть суппорта держит шпиндельный узел. Шпиндель приводится во вращение электродвигателем. Главное (вращательное) движение в вертикально-фрезерном станке совершает инструмент.
Направляющие станка
В общем случае, станки используют направляющие двух типов: качения и скольжения. Для современных станков лучше применять направляющие качения, поскольку они имеют лучшие характеристики трения, а также обладают плавностью движения и точностью установочных перемещений.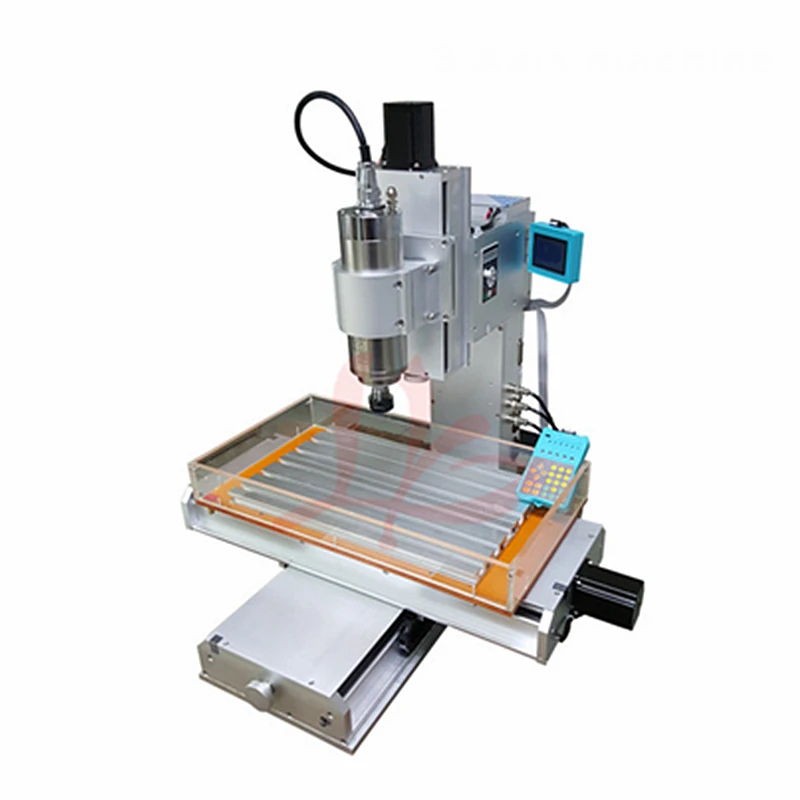
Шпиндельные узлы станка
Шпиндель фрезерного станка представляет собой полый длинный вал. Передняя его часть расточена и отшлифована под конус, который необходим для точной посадки и установки режущего инструмента. Конус может быть выполнен согласно различным стандартам в зависимости от производителя и предназначения самого станка. Закрепляется инструмент с помощью внешнего усилия. Усилие это может быть как ручным, так и механизированным.
Для нормально работы шпиндели должны обладать: точностью вращения, статической жёсткостью, износостойкостью и виброустойчивостью.
Рис. 1. Шпиндельные узел вертикально-фрезерного станка
Приводы подач станка
В вертикально-фрезерных станках для привода подач используется второй электродвигатель. К приводу подач предъявляются особые требования по возможности создания больших ускорений, значительного диапазона регулирования частоты вращения при высокой равномерности. Таким требованиям удовлетворяют специальные двигатели постоянного тока. В общем случае в фрезерных станках применяются электродвигатели постоянного тока, асинхронные двигатели и шаговые двигатели.
К приводу подач предъявляются особые требования по возможности создания больших ускорений, значительного диапазона регулирования частоты вращения при высокой равномерности. Таким требованиям удовлетворяют специальные двигатели постоянного тока. В общем случае в фрезерных станках применяются электродвигатели постоянного тока, асинхронные двигатели и шаговые двигатели.
Несущая система станка
Несущую систему станка образует совокупность его элементов, через которые проходят силы, возникающей между инструментом и заготовкой в процессе резания. Основными элементами такой системы являются станина и корпусные элементы.
Станина служит для монтажа деталей и узлов станка. Она должна обладать стабильностью свойств, для обеспечения обработки заготовок с заданной точностью. Выбор материала станины и технологии изготовления основывается на соблюдении этих требований. Станина изготавливается из стали, чугуна, железобетона (в редких случаях), синтегран (для станков высокой точности).
Направляющие обеспечивают необходимое взаиморасположение и возможность определённого перемещения узлов станка, несущих инструмент и заготовку. Конструкция направляющей для перемещения узла допускает только одну степень свободы движения.
Типичные представители
Вертикально-фрезерный станок с ЧПУ Haas TM-1
Рис. 2. Вертикально-фрезерный станок с ЧПУ HaasTM-1
Особенности конструкции:
-
Полностью литая чугунная станина
-
Полностью закрытое герметичное защитное ограждение
-
Серводвигатели перемещений по осям с прямой передачей момента
-
Стальные закаленные подшипниковые блоки направляющих
-
ШВП с двойным креплением и предварительно натянутой гайкой
-
Система ручной смазки направляющих и ШВП
Технические характеристики:
-
Макс.
 перемещение по оси X, мм 762
перемещение по оси X, мм 762 -
Макс. перемещение по оси Y, мм 305
-
Макс. перемещение по оси Z, мм 406
-
Максимальное расстояние от стола до торца шпинделя, мм 508
-
Минимальное расстояние от стола до торца шпинделя, мм 102
-
Длина стола, мм 1213
-
Ширина стола, мм 267
-
Макс. нагрузка на стол (равном. распределенная), кг 454
-
Ширина Т-образных пазов, мм 16
-
Расстояние между Т-образными пазами, мм 101,6
-
Размер конуса шпинделя 40
-
Максимальная частота вращения шпинделя, об/мин 4000
-
Макс.
мощность шпинделя, кВт -
Макс. крутящий момент, Нм 45
-
Макс. осевое усилие, кН 8,9
-
Макс. скорость холостых подач, м/мин 5,1
-
Макс. рабочие подачи по осям XYZ, м/мин 5,1
-
Кол-во позиций в автоматическом сменщике инструмента, шт —
-
Макс. диаметр инструмента (при занятых соседних позициях), мм —
-
Точность позиционирования, мм ±0,010
-
Повторяемость, мм ±0,005
-
Объем бака СОЖ, л 57
-
Ориентировочная масса станка (зависит от комплектации), кг 2050
 перемещение по оси X, мм 762
перемещение по оси X, мм 762 мощность шпинделя, кВт
мощность шпинделя, кВт
Станок вертикально-фрезерный с ЧПУ F100 CNC
Рис. 3. Станок вертикально-фрезерный с ЧПУ F100 CNC
3. Станок вертикально-фрезерный с ЧПУ F100 CNC
|
Основные технические характеристики станка. |
|
|
|
|
|
Модель |
F100 CNC |
Технические характеристики |
|
|
Электропитание |
5,8 кВт 380 В ~50 Гц |
|
Общая потребляемая мощность |
200 Вт |
|
Насос подачи СОЖ |
|
|
Параметры инструмента |
63 |
|
Максимальный диаметр торцевой фрезы, мм |
20 |
|
Максимальный диаметр концевой фрезы, мм |
410 |
|
Вылет оси шпинделя, мм |
|
|
Параметры точности |
0,007 |
|
Повторяемость, мм |
0,009 |
|
Точность позиционирования, мм |
|
|
Конец шпинделя |
ВТ 40 |
|
Конец шпинделя |
|
|
Фрезерная головка |
400 |
|
Перемещение по оси Z, мм |
6000 |
|
Скорость перемещения по оси Z, мм/мин |
10 |
|
Крутящий момент привода оси Z, Нм |
110 – 510 |
|
Расстояние от шпинделя до стола, мм |
|
|
Число оборотов |
100 – 8000 |
|
Частота вращения шпинделя, об/мин |
4 кВт |
|
Привод шпинделя |
|
|
Координатный стол |
960 х 280 |
|
Размер стола, мм |
300 |
|
Перемещение по оси Y, мм |
6000 |
|
Скорость перемещения по оси Y, мм/мин |
6 |
|
Крутящий момент привода оси Y, Нм |
450 |
|
Перемещение по оси X, мм |
6000 |
|
Скорость перемещения по оси X, мм/мин |
6 |
|
Крутящий момент привода оси X, Нм |
14 |
|
Размер Т-образных пазов стола, мм |
85 |
|
Расстояние между пазами, мм |
300 |
|
Максимальная нагрузка на стол, кг |
|
|
Габаритные размеры |
1965 |
|
Длина, мм |
1650 |
|
Ширина, мм |
2300 |
|
Высота, мм |
50 |
|
Емкость бака СОЖ, л |
1100 |
|
Масса станка, кг |
|
СТАНОК ФРЕЗЕРНЫЙ С ЧПУ M4HS
Рис. 4. Станок фрезерный с ЧПУ M4HS
4. Станок фрезерный с ЧПУ M4HS
|
Электропитание |
|
|
Общая потребляемая мощность |
4 кВт 220 В ~50 Гц |
|
Привод шпинделя |
3 кВт |
|
Насос подачи СОЖ |
40 Вт |
|
Шпиндель |
|
|
Число оборотов шпинделя |
150 – 8 600 об/мин |
|
Конец шпинделя |
ER32 |
|
Максимальный диаметр сверления в стали |
11 мм |
|
Максимальный диаметр рассверливания в стали |
13 мм |
|
Максимальный диаметр концевой фрезы |
20 мм |
|
Размер стола, Д х Ш |
750 х 210 мм |
|
Размер Т-пазов, ширина / количество / между |
18 мм / 3 / 80 мм |
|
Перемещения |
|
|
Ось X |
500 мм |
|
Ось Y |
240 мм |
|
Ось Z |
530 мм |
|
Подача по осям |
|
|
Рабочая подача (оси X, Y, Z) |
2 000 мм/мин |
|
Точность |
|
|
Повторяемость |
0,020 мм |
|
Позиционирование |
± 0,015 мм |
|
Габаритные размеры |
|
|
Длина |
1900 мм |
|
Ширина |
1190 мм |
|
Высота |
2175 мм |
|
Емкость бака СОЖ |
20 литров |
|
Масса станка |
800 кг |
Станки с ЧПУ, фрезерные станки с ЧПУ, токарные станки с ЧПУ
Станок с ЧПУ – это технологическая машина, предназначенная для автоматической обработки заготовки по заданной программе, с целью получения детали с заданными: размерами, формой, взаимным расположением и шероховатостью поверхностей.
Осевыми перемещениями станка с ЧПУ руководит компьютер, который читает управляющую программу и выдает команды соответствующим двигателям. Двигатели заставляют перемещаться исполнительные органы станка. В результате производится механическая обработка детали.
Датчики, установленные на направляющих, посылают информацию о фактической позиции исполнительного органа обратно в компьютер. Это называется обратной связью. Как только компьютер узнает о том, что исполнительный орган станка находится в требуемой позиции, он выполняет следующее перемещение. Такой процесс продолжается, пока чтение управляющей программы не подойдет к концу.
По своей конструкции и внешнему виду станки с ЧПУ похожи на обычные универсальные станки. Единственное внешнее отличие этих двух типов станков заключается в наличии у станка с ЧПУ устройства числового программного управления (УЧПУ), которое часто называют стойкой ЧПУ.
Устройство числового программного управления (УЧПУ) станками – это часть системы ЧПУ, выполненная как единое целое с ней и выдающая управляющие воздействия на исполнительные органы станка в соответствии с управляющей программой и информацией о состоянии управляемого объекта.![]()
Фрезерные станки с ЧПУ
Фрезерный станок с ЧПУ (фрезерный обрабатывающий центр) – это станок, предназначенный для выполнения различных видов обработки резанием заготовок корпусных деталей, где управление осуществляться с помощью системы числового программного управления (ЧПУ).
Фрезерные станки с ЧПУ позволяют выполнять следующие технологические операции: фрезерование, сверление, расточку, нарезание резьбы, развёртывание, зенкерование и др.
При этом инструмент, закрепленный в шпинделе станка, совершает главное вращательное движение, а заготовка, закреплённая на столе, совершает поступательное движение подачи.
Фрезерные станки с ЧПУ можно разделить на две основные группы:
- вертикально-фрезерные станки с ЧПУ
- горизонтально-фрезерные станки с ЧПУ
Вертикально-фрезерный станок с ЧПУ является наиболее распространённым фрезерным оборудованием с ЧПУ в современном производстве. Компоновка вертикально-фрезерного обрабатывающего центра заключается в вертикальном расположении шпинделя, при горизонтальном расположении рабочего стола.
Большинство вертикально-фрезерных станков с ЧПУ имеют три оси – X, Y и Z. Некоторые станки имеют поворотные конструкции шпиндельной головки и стола с возможностью движения по одной, двум или трем координатам, что позволяет обрабатывать самые сложные поверхности с минимальным количеством установов.
Компоновка горизонтально-фрезерного станка с ЧПУ позволяет добиться высокой жёсткости конструкции станка, что является весьма важным при обработке крупногабаритных тяжёлых заготовок. Особенность компоновки этих станков состоит в горизонтальном расположении шпинделя при горизонтальном расположении рабочего стола. Рабочий стол, как правило, является поворотным, что позволяет обрабатывать закреплённую на нём заготовку с четырёх сторон.
Многие горизонтально-фрезерные обрабатывающие центры оснащаются системами автоматизированной смены заготовок. При этом во время работы станка заготовка устанавливается (или снимается деталь) на сменном столе-спутнике.
Фрезерные станки с ЧПУ комплектуются системой автоматической смены инструмента манипуляторного или безманипуляторного типов. Необходимый запас инструментов создается в револьверных головках или инструментальных магазинах барабанного или цепного исполнений.
Необходимый запас инструментов создается в револьверных головках или инструментальных магазинах барабанного или цепного исполнений.
Компоновка обрабатывающего центра любой модели, помимо обычных параметров, определяется его технологическими возможностями. К ним относятся: размеры рабочего пространства, характеристика инструментального блока, емкость инструментального магазина, время смены инструмента, количество столов-спутников, их размеры, время смены столов-спутников, тип системы управления, число одновременно управляемых координат, дискретность и точность перемещений по координатам и др.
Так же для улучшения качества обработки станки оснащают лазерными и контактными датчиками поломки инструмента, датчиками позиционирования инструмента, датчиками измерения заготовки.
Токарные станки с ЧПУ
Токарный станок с ЧПУ (токарный обрабатывающий центр) – это станок, предназначенный для выполнения различных видов обработки резанием заготовок типа тел вращения, где управление осуществляться с помощью системы числового программного управления (ЧПУ).
Токарные станки с ЧПУ позволяют выполнять следующие технологические операции: точение и расточку цилиндрических, конических и фасонных поверхностей, подрезку и обработку торцов, сверление, нарезание резьбы и т. д.
При этом вращательное движение заготовки является главным движением, а движение режущего инструмента – поступательным движением подачи.
Токарные станки с ЧПУ можно разделить на две основные группы:
- горизонтальные токарные станки с ЧПУ (с горизонтальной осью вращения шпинделя)
- вертикальные токарные станки с ЧПУ (с вертикальной осью вращения шпинделя)
Горизонтальные токарные станки с ЧПУ являются одним из самых востребованных видов оборудования для работы с металлом и составляют самую значительную долю в парке станков с ЧПУ.
Вертикальные токарные станки с ЧПУ (карусельные) используются в основном для обработки тяжелых крупногабаритных деталей.
Большинство токарных станков с ЧПУ имеют две управляемые координаты: Z- перемещение каретки вдоль оси шпинделя; X- перемещение салазок перпендикулярно этой оси. На поперечных салазках установлен либо резцедержатель, либо револьверная поворотная инструментальная головка.
На поперечных салазках установлен либо резцедержатель, либо револьверная поворотная инструментальная головка.
Обычно револьверные головки бывают четырех-, шести- и двенадцати позиционные, причем на каждой позиции можно устанавливать по два инструмента. Иногда станки оснащают двумя револьверными головками.
Револьверные головки кроме традиционных инструментов (неподвижно закрепленных в головке) могут быть оснащены инструментами с независимым вращением параллельно, перпендикулярно или наклонно к оси заготовки.
Для повышения технологических возможностей и производительности токарные станки с ЧПУ оснащаются:
- дополнительными осями управления
- сверлильными, фрезерными и шлифовальными головками
- дополнительным шпинделем для перехвата заготовки с целью ее обработки с другой стороны
- программно-управляемым люнетом
- поддерживающим устройством для установки заготовок
При соответствующем оснащении токарные станки с ЧПУ позволяют выполнять фрезерные, сверлильно-расточные операции, а также зубообработку, не снимая детали со станка.
Вертикально-фрезерный обрабатывающий центр с ЧПУ ФС85МФ3, цена в Перми, Березниках, Соликамске, Чайковском
Вертикально-фрезерный обрабатывающий центр с ЧПУ ФС85МФ3, – полноразмерный, современный, высокоточный станок, предназначенный для многоинструментальной фрезерной обработки сложных криволинейных поверхностей, пресс-форм, штампов и т.п.. Данное оборудование позволяет комбинировать в одном рабочем цикле операции фрезерования, сверления, растачивания, а так же резьбонарезания. Все это в сочетании с высокой скоростью, точностью позиционирования и надежностью делает ФС85МФ3 отличным инструментом промышленного серийного производства.
Базовая комплектация
- ЧПУ SINUMERIK 828D (подготовлена под 4-ю ось)
- Автоматическое устройство смены инструмента на 24 инструмента;
- Транспортер для удаления стружки;
- Кабинетная защита зоны резания;
- Рабочее освещение и лампа индикация состояния станка;
- Автоматическая система смазки;
- Пистолет для обдува воздухом рабочей зоны;
- Система обдува конуса шпинделя при смене инструмента;
- Система подачи СОЖ в зону резания;
- Подготовка под Подачу СОЖ высокого давления (до 30 Bar)
- Электрошкаф с теплообменником;
- Холодильник шпинделя;
- Сепаратор СОЖ;
- Инструмент для обслуживания станка;
- Документация на русском языке.

Опции
- Поворотный стол 200 мм (ФС85МФ4)
- Кондиционер электрошкафа
- ЧПУ МодМашСофт, БалтСистем
- Оптические линейки по осям
- Система подачи СОЖ под давлением 30 Бар
Общее описание
Станок фрезерный вертикальный специализированный с ЧПУ и автоматической сменой инструмента предназначен для обработки деталей сложной криволинейной формы (диск, плита, рычаг, корпусная деталь и др.) из сталей, легких сплавов в условиях механического цеха при отсутствии вблизи сварочных аппаратов установок ТВЧ и других источников помех и тепловой радиации, а также оборудования ударного действия, вызывающего вибрацию.
На станке можно производить фрезерование одновременно по трем координатам, сверление, зенкерование, развертывание, растачивание отверстий, нарезание резьбы.
Особенности базовой комплектации
Эффективная система разгрузки шпиндельной бабки
6 танкеток по оси Х
Устройство смены инструмента (УСИ) манипуляторного типа на 24 инструмента
Холодильник шпинделя
Стружкосборник скребкового типа
Основные узлы фрезерного станка с ЧПУ
- Станина
- Колонна
- Салазки
- Бабка шпиндельная
- Стол рабочий
- Привод продольного перемещения стола
- Привод поперечного перемещения стола
- Привод вертикального перемещения шпиндельной бабки
- Магазин инструментальный
- Шпиндель
- Шкаф с электроаппаратурой
- Поддон кабинета
- Кабинет
- Устройство уравновешивания шпиндельной бабки
- Механизм разжима инструмента
- Пульт управления станка
- Система централизованной импульсной смазки
- Система охлаждения шпинделя
- Бак СОЖ
- Транспортёр для удаления стружки
- Система подачи СОЖ
- Тележка для стружки
- Устройство сбора СОЖ и масла
Механическая структура
Основание и колонна образуют основной несущий узел, предназначенный для перемещения стола с салазками и шпиндельной бабки. Основание представляет собой чугунную отливку коробчатой формы, усиленную внутренними поперечными и продольными ребрами. На верхней плоскости по бокам станины крепятся профильные Х-образные шариковые рельсовые направляющие для салазок стола, которые обеспечивают перемещение по оси Y. На салазках установлена другая пара направляющих для перемещения стола по оси Х.
Основание представляет собой чугунную отливку коробчатой формы, усиленную внутренними поперечными и продольными ребрами. На верхней плоскости по бокам станины крепятся профильные Х-образные шариковые рельсовые направляющие для салазок стола, которые обеспечивают перемещение по оси Y. На салазках установлена другая пара направляющих для перемещения стола по оси Х.
На колонне установлена третья пара направляющих для перемещения шпиндельной бабки по оси Z. Направляющие выполнены стальными закаленными. Все три перемещения по рельсовым направляющим имеют по две пары кареток.
Рабочий стол имеет габариты 1000х500 мм, 5 Т образных пазов, шириной 18 мм для крепления заготовок. Устанавливается на профильных рельсовых шариковых направляющих. Направляющие и ШВП закрыты телескопическими кожухами. Грузоподъемность 650 кг
Смена инструмента
УСИ на 24 инструмента
Возможность предварительного выбора инструмента уменьшает время “от стуржки до стружки”, снижая накладные расходы. 24 гнезда магазина – позволяют использовать больше технологических возможностей обработки без ручной загрузки инструмента в шпиндель
24 гнезда магазина – позволяют использовать больше технологических возможностей обработки без ручной загрузки инструмента в шпиндель
Усиленная конструкция станины
Специально расчитаная отливка в колонне под установку магазина уменьшает влияние веса магазина на искривления колонны, передавая нагрузку непосредственно на основание станка. Даже при полной загрузке магазина тяжелым инструментом
Шпиндель
Картриджного типа
12 000 об/мин, высокоточный, с ременной передачей. Циркуляция масла через рубашку шпинделя обеспечивает термостабильность обработки и долговечность работы шпинделя. Система азотного гидроцилиндра обеспечивает превосходную компенсацию веса шпиндельной бабки, уменьшает инерционность, вибрации и колебания при ускоренных перемещениях и во время обработки, особенно при нарезании резьбы
Момент на шпинделе
Момент на шпинделе, S1 57 Нм и S6 135 Нм
План рабочей зоны, с учетом транспортера и холодильника
Компактная структура современного фрезерного центра, отображены размеры, необходимые для установки станка на производстве
Вертикально-фрезерные обрабатывающие центры – Алгоритм Точности
Вертикальные фрезерные обрабатывающие центры
Вертикально-фрезерные с направляющими качения | ||||||
| Модель | Размер стола, мм | Максимальная нагрузка на стол, кг | Перемещение по осям, мм | Число оборотов шпинделя, об/мин | ||
| X | Y | Z | ||||
| 450-h4L | 600 x 320 | 300 | 450 | 350 | 380 | 8000 (10000/12000/15000) |
| 560-h4L | 600 х 350 | 300 | 560 | 350 | 380 | |
| 610-h4L | 650 х 400 | 400 | 610 | 400 | 450 | |
| 710-h4L | 760 x 420 | 500 | 710 | 450 | 460 | |
| 850-h4L | 1000 x 500 | 700 | 850 | 600 | 560 (650) | |
| 1060-h4L | 1100 x 500 | 800 | 1000 | 600 | 560 (650) | |
| 1270-h4L | 1350 x 600 | 900 | 1200 | 700 | 650 | |
| 1370-h4L | 1450 x 700 | 1000 | 1300 | 700 | 650 | |
| 1485-h4L | 1500 x 800 | 1200 | 1400 | 850 | 850 | |
| 1570-h4L | 1650 x 700 | 1200 | 1500 | 700 | 650 | |
| 1670-h4L | 1750 x 700 | 1200 | 1600 | 700 | 650 | |
| 1685-h4L | 1600 x 800 | 1000 | 1600 | 850 | 850 | |
Вертикально-фрезерные с направляющими скольжения | ||||||
| Модель | Размер стола, мм | Максимальная нагрузка на стол, кг | Перемещение по осям, мм | Число оборотов шпинделя, об/мин | ||
| X | Y | Z | ||||
| 650-3В | 800 х 470 | 500 | 650 | 500 | 500 | 8000 (10000/12000/15000) |
| 850-3В | 1080 х 500 | 700 | 850 | 600 | 560 (650) | |
| 1055-3В | 1100 х 550 | 700 | 1000 | 550 | 550 | |
| 1060-3В | 1100 х 500 | 700 | 1000 | 600 | 560 (650) | |
| 1270-3В | 1300 х 700 | 1000 | 1200 | 700 | 650 | |
| 1485-3В | 1500 х 800 | 1300 | 1400 | 850 | 850 | |
| 1570-3В | 1650 х 700 | 1400 | 1500 | 700 | 650 | |
| 1670-3В | 1750 х 700 | 1500 | 1600 | 700 | 650 | |
| 1685-3В | 1600 х 800 | 1500 | 1600 | 850 | 850 | |
| 1690-3В | 1800 х 840 | 1500 | 1600 | 900 | 900 (1000) | |
| 1890-3В | 1950 х 900 | 2000 | 1800 | 900 (1000) | 900 | |
| 2090-3В | 2150 х 900 | 2000 | 2000 | 900 (1000) | 900 | |
| 2290-3В | 2350 х 1000 | 2000 | 2200 | 900 (1000) | 900 | |
| 2590-3В | 2450 х 900 | 2500 | 2500 | 1000 | 900 (1000) | |
Вертикальные фрезерные обрабатывающие центры
Наиболее распространённым фрезерным оборудованием в современном производстве является вертикально-фрезерный обрабатывающий центр с ЧПУ. Благодаря своей надёжности, универсальности, невысокой стоимости, простоте и гибкости в управлении вертикально-фрезерные обрабатывающие центры повсеместно применяются для решения широкого спектра задач, связанных с фрезерованием, сверлением, зенкерованием и развёрткой, нарезанием резьб, торцеванием. Так же благодаря, как правило, небольшим габаритам такие станки легко интегрируются в производственную линию.
Благодаря своей надёжности, универсальности, невысокой стоимости, простоте и гибкости в управлении вертикально-фрезерные обрабатывающие центры повсеместно применяются для решения широкого спектра задач, связанных с фрезерованием, сверлением, зенкерованием и развёрткой, нарезанием резьб, торцеванием. Так же благодаря, как правило, небольшим габаритам такие станки легко интегрируются в производственную линию.
Основным преимуществом таких станков от традиционных фрезерных, является подвижный шпиндель и неподвижный стол станка. Шпиндель перемещается вертикально, а направляющие, лежащие на станине, представляют собой горизонтальные оси. Благодаря этой особенности вертикальный фрезерный обрабатывающий центр более жестко удерживает обрабатываемые элементы, и позволяет более точно сравнительно со станками предыдущего поколения работать с ними. Усовершенствована и система охлаждения деталей и рабочего органа станка – появилась возможность подавать охлаждающую жидкость непосредственно через шпиндель, поэтому охлаждение стало гораздо более продуктивным. Следовательно, увеличивается точность и быстрота работы.
Следовательно, увеличивается точность и быстрота работы.
Ещё одним достоинством вертикально-фрезерных центров является их чрезвычайная гибкость в оснащении дополнительным оборудованием. Например, возможности 3-х осевого фрезерного центра значительно расширяются при оснащении его 4-ой осью (поворотным столом). Так же для улучшения качества обработки станки оснащают лазерными и контактными датчиками поломки инструмента, датчиками измерения инструмента, а также датчиками привязки и измерения заготовки.
Функционал станка
Благодаря такой эффективной конструкции вертикально-фрезерный станок позволяет выполнять множество операций:
• возможность работы со стальными и чугунными деталями, а также элементами из цветных сплавов;
• полный комплекс обработки деталей – от черновой подготовительной до финишной чистовой;
• фрезерование пазов деталей, их плоскостей и поверхностей неправильной формы с применением различных фрез;
• обработка отверстий;
• выполнение резьбы на деталях.
Более подробную информацию по вертикально-фрезерным станкам Вы можете узнать
у специалистов компании ООО «Алгоритм точности».
Устройство вертикально-фрезерного станка | MoscowShpindel
У вертикально-фрезерного станка шпиндель расположен вертикально. Такое расположение более привычно и имеет множество преимуществ. Станки такого типа предназначены для всех видов работ, где нужно сверление, растачивание отверстий, зенкование, обработка наклонных плоскостей, а также пазов в деталях любых размеров.
Сегодня станки с ЧПУ вошли в домашний обиход многих умельцев. В последнее время все более популярными становятся вертикально-фрезерные станки с ЧПУ настольного исполнения. Вращением, подачей шпинделя, а также перемещениями рабочего стола с закрепленной заготовкой руководит специальный встроенный процессорный блок.
Использование программного управления позволяет производить обработку детали в автоматическом режиме.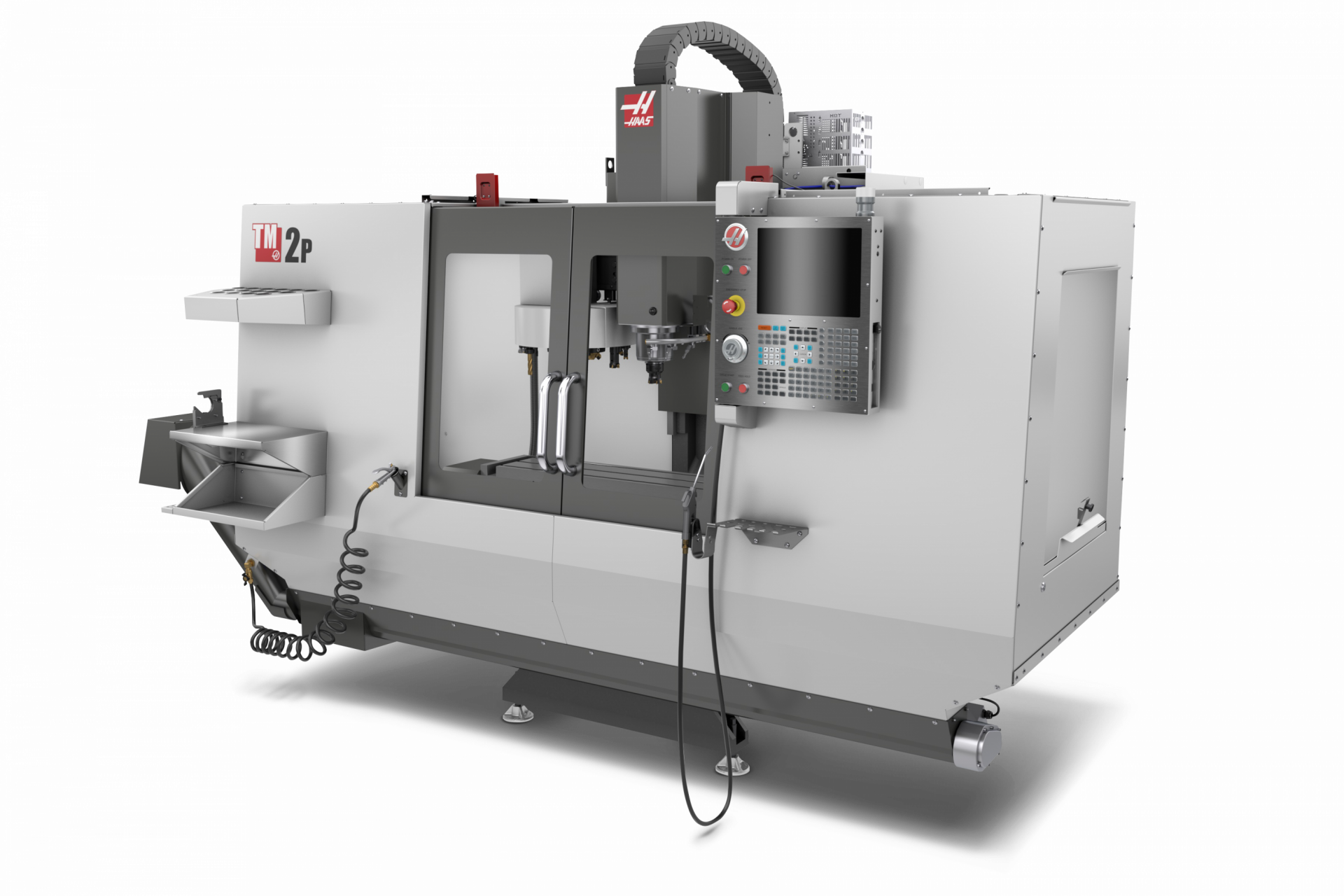 Сейчас в торговых сетях станок настольный вертикально-фрезерный можно купить с нужными параметрами и по доступной цене.
Сейчас в торговых сетях станок настольный вертикально-фрезерный можно купить с нужными параметрами и по доступной цене.
Устройство вертикально-фрезерного станка
Традиционная компоновка современного вертикально-фрезерного станка выглядит следующим образом: станина (2) с горизонтально расположенным столом (3) жестко крепится к вертикальной стойке (4) и составляет основание (1) станка.
Настольный вертикально-фрезерный станок можно установить на специальную подставку или на обычный рабочий верстак. Рабочий стол (3) может перемещаться по салазкам и направляющим станины в поперечном и продольном направлении. Деталь для обработки закрепляется на встроенных тисках или в направляющих стола с помощью зажимов и оправок.
На вертикальной стойке установлен суппорт (5), который можно перемещать вниз и вверх по вертикальным направляющим. Горизонтальная часть суппорта держит шпиндельный узел (6). Шпиндель приводится во вращение электродвигателем, который находится в суппорте.
Многие модели вертикально-фрезерных настольных станков используют шпиндель, который составляет единое целое с двигателем. В этом случае он крепится к суппорту с помощью специальной оправки. Фреза закрепляется в цанговой оправке и вставляется в конусное отверстие шпинделя. В ручном режиме перемещение шпинделя и рабочего стола производится с помощью маховиков.
Вертикально-фрезерный станок с ЧПУ 65А60Ф3
Размеры рабочей поверхности стола, мм
ширина
длина
Т-образные пазы
количество
ширина паза, мм
расстояние между пазами, мм
Наибольший ход стола, мм
продольный
поперечный
Наибольший ход бабки, мм
Число подач стола, мм/мин
Пределы стола подач, мм/мин
продольная
поперечная
Быстрый ход стола, мм/мин
продольный
поперечный
Пределы подач бабки, мм/мин
Быстрый ход бабки, мм/мин
Конус конца шпинделя
Расстояние от торца шпинделя до
рабочей поверхности стола, мм
наименьшее
наибольшее
Число ступеней частот вращения шпинделя
Пределы частот вращения шпинделя, мин
Наибольший крутящий момент
Наибольшее усилие подач, допускаемое
механизмом подач, Кн
продольная
поперечная
вертикальная
Усилие зажима инструмента в шпинделе,
не менее, Кн
Наибольшая масса обрабатываемой детали
с приспособлением, кг
Габаритные размеры станка (вместе с отдельно
расположенными агрегатами и электрооборудо-
ванием), мм, не более
Длина
Ширина
Высота
Масса станка (вместе с отдельно расположен-
ными агрегатами и электрооборудованием), кг
Масса станка (вместе с отдельно расположен-
ным оборудованием и балластом), кг
Вертикальный фрезерный центр Перемещение станка – производственные процессы 4-5
После завершения этого раздела вы сможете:
- Понимание движения станка с вертикальным фрезерным центром.
- Определите исходное положение машины.
- Понимание координат станка с ЧПУ.
- Общие сведения о системе рабочих координат.
- Общие сведения о смещениях станка и инструмента.
- Установить коррекцию длины инструмента для каждого инструмента.

с ЧПУ используют декартову систему координат 3D.На Рисунке 10. показан типичный вертикальный фрезерный центр (VMC). Обрабатываемые детали крепятся к столу станка. Этот стол перемещается в плоскости XY. Когда оператор смотрит на машину, ось X перемещает стол влево-вправо. Ось Y перемещает стол вперед-назад. Стойка станка захватывает инструмент и вращает его. Столбец управляет осью Z и перемещается вверх-вниз.
Рис. 1. VMC Machine Motion
Система координат CNCMachine показана на рисунке 11. Контрольная точка для системы координат станка определяется как центральная поверхность шпинделя станка.Исходная точка для системы координат станка называется исходной точкой станка. Это положение центральной поверхности шпинделя станка, когда ось Z полностью втянута, а стол перемещен до своих пределов около заднего левого угла.
Это положение центральной поверхности шпинделя станка, когда ось Z полностью втянута, а стол перемещен до своих пределов около заднего левого угла.
Рис. 2. Система координат машины VMC (исходное положение)
Как показано на рисунке 12, при работе с ЧПУ всегда думайте, работайте и пишите программы ЧПУ в терминах движения инструмента, а не движения стола. Например, при увеличении значений координаты + X инструмент перемещается вправо по отношению к таблице (хотя на самом деле таблица перемещается влево).Аналогичным образом, при увеличении значений координаты + Y инструмент перемещается к задней части станка (стол перемещается к оператору). Увеличивающие команды + Z перемещают инструмент вверх (от стола).
При первом включении станка с ЧПУ он не знает, где расположены оси в рабочем пространстве. Исходное положение определяется последовательностью перезапуска при включении, инициированной оператором путем нажатия кнопки на устройстве управления машиной после включения питания управления.
Последовательность перезапуска при включении просто медленно перемещает все три оси к их крайним пределам (-X, + Y, + Z).Когда каждая ось достигает своего механического предела, срабатывает микровыключатель. Это сигнализирует системе управления, что достигнута исходная позиция для этой оси. После того, как все три оси перестают двигаться, машина считается «запущенной». После этого координаты станка относятся к этому исходному положению.
Очевидно, что было бы сложно написать программу ЧПУ относительно координат станка. Исходное положение находится далеко от стола, поэтому значения в программе ЧПУ будут большими и не имеют легко распознаваемой связи с моделью детали.Чтобы упростить программирование и настройку ЧПУ, для каждой программы ЧПУ установлена система рабочих координат (WCS).
WCS – это точка, выбранная программистом ЧПУ на детали, заготовке или приспособлении. Хотя WCS может совпадать с исходной точкой детали в САПР, это не обязательно. Хотя его можно разместить в любом месте корпуса машины, его выбор требует тщательного рассмотрения.
- Место WCS должно быть обнаружено механическими средствами, такими как кромкоискатель, коаксиальный индикатор или частичный зонд.
- Он должен быть расположен с высокой точностью: обычно плюс-минус 0,001 дюйма или меньше.
- Он должен быть повторяемым: детали должны каждый раз располагаться в одном и том же положении.
- Следует учитывать, как деталь будет вращаться и перемещаться при обработке разных сторон детали.
Например, на Рис. 13 показана деталь, зажатая в тисках. Внешние размеры детали уже были отфрезерованы на ручном станке перед установкой на станке с ЧПУ.
ЧПУ используется для выполнения отверстий, карманов и пазов в этой детали. WCS находится в верхнем левом углу блока. Этот угол легко найти с помощью Edge Finder или Probe.
Вид сверху Вид сбоку
Рисунок 3. Система рабочих координат (WCS)
Поскольку трудно каждый раз размещать тиски в одном и том же положении на станке, расстояние от исходного положения до WCS обычно не известно, пока тиски не будут установлены и выровнены по станку. Наладку станка лучше всего выполнять после того, как программа полностью написана, потому что держать станок с ЧПУ в режиме ожидания в ожидании завершения программирования ЧПУ – дорогое удовольствие. Кроме того, программист может изменить свое мнение во время процесса CAM, сделав любую заранее запланированную установку устаревшей.
Наладку станка лучше всего выполнять после того, как программа полностью написана, потому что держать станок с ЧПУ в режиме ожидания в ожидании завершения программирования ЧПУ – дорогое удовольствие. Кроме того, программист может изменить свое мнение во время процесса CAM, сделав любую заранее запланированную установку устаревшей.
Еще больше усложняет ситуацию то, что разные инструменты выходят из шпинделя станка на разную длину, что также трудно определить заранее. Например, длинная концевая фреза выступает дальше от торца шпинделя, чем длинное сверло.Если инструмент изнашивается или ломается и его необходимо заменить, практически невозможно каждый раз устанавливать его точную длину из держателя инструмента.
Следовательно, должен быть способ связать систему координат станка с WCS детали и учесть различную длину инструмента. Это делается с помощью machineTool и Fixture Offsets. На станках с ЧПУ доступно множество смещений. Понимание того, как они работают, и правильное их совместное использование необходимо для успешной обработки с ЧПУ.
позволяют ЧПУ определять расстояние от исходного положения станка до WCS детали.В сочетании со смещениями инструмента смещения приспособлений позволяют писать программы относительно WCS вместо координат станка. Они упрощают настройку, потому что точное положение детали в рабочей области станка не нужно знать до написания программы ЧПУ.
Пока деталь расположена там, где инструмент может достичь всех операций обработки, она может быть расположена где угодно в пределах рабочей зоны станка. После того, как значения смещения приспособления найдены, введены в элемент управления и активированы программой ЧПУ, ЧПУ работает за сценой для преобразования координат программы в координаты WCS.
Обратите внимание на рис. 14, как смещения детали (+ X, -Y) используются для смещения центральной линии шпинделя станка непосредственно над WCS.
Рисунок 4: Машина смещает смещение детали на WCS
Значение Z смещения детали комбинируется со смещением длины инструмента, чтобы указать станку, как сместить базовую точку Z от исходного положения детали к нулевому значению Z детали с учетом длины инструмента. Смещение приспособления Z может использоваться или не использоваться, в зависимости от того, как машина настроена и эксплуатируется.
Смещение приспособления Z может использоваться или не использоваться, в зависимости от того, как машина настроена и эксплуатируется.
Смещение длины инструмента (TLO)
Каждый инструмент, загружаемый в станок, имеет разную длину. Фактически, если инструмент заменяется из-за износа или поломки, длина его замены, вероятно, изменится, потому что практически невозможно установить новый инструмент в держателе точно в том же месте, что и старый. Станку с ЧПУ нужен какой-то способ узнать, как далеко каждый инструмент простирается от шпинделя до вершины. Это достигается с помощью смещения длины инструмента (TLO).
В простейшем случае TLO определяется перемещением шпинделя с инструментом из исходного Z-положения станка в Z-нулевое положение детали, как показано слева на Рисунке 17 ниже.Инструмент перемещается к точке Z детали и измеряется пройденное расстояние. Это значение вводится в регистр TLO для этого инструмента. Проблемы с этим методом включают необходимость фрезеровать деталь на нужную глубину перед установкой инструментов. Кроме того, если опорная точка Z вырезана (типично для деталей с трехмерной поверхностью), невозможно установить опорную точку в случае поломки или износа инструмента и необходимости его замены. Все инструменты должны быть сброшены при настройке нового задания. При использовании этого метода смещение приспособления Z не используется, а устанавливается равным нулю.
Кроме того, если опорная точка Z вырезана (типично для деталей с трехмерной поверхностью), невозможно установить опорную точку в случае поломки или износа инструмента и необходимости его замены. Все инструменты должны быть сброшены при настройке нового задания. При использовании этого метода смещение приспособления Z не используется, а устанавливается равным нулю.
Метод, показанный в центре, намного лучше и используется в этой книге. Все инструменты установлены в известное Z-положение, например, вершина прецизионного блока 1-2-3, лежащая на столе станка. Это упрощает сброс инструментов в случае износа или поломки.
Датчик инструмента очень похож на метод блока 1-2-3, за исключением того, что станок использует специальный цикл для автоматического поиска TLO. Он делает это, медленно опуская инструмент, пока наконечник не коснется зонда, а затем обновляет регистр TLO.Этот метод является быстрым, безопасным и точным, но требует, чтобы станок был оснащен измерительным щупом. Кроме того, щупы для инструментов дороги, поэтому необходимо соблюдать осторожность, чтобы никогда не врезаться инструментом в щуп.
Кроме того, щупы для инструментов дороги, поэтому необходимо соблюдать осторожность, чтобы никогда не врезаться инструментом в щуп.
Как для 2-го, так и для 3-го метода также требуется расстояние от позиции установки инструмента (верх блока 1-2-3 или измерительного щупа) до точки привязки детали, которую необходимо найти и ввести в смещение приспособления Z. Станок добавляет два значения вместе, чтобы определить общее смещение длины инструмента. Метод для этого включен в.
Рисунок 5. Способы установки TLO
1. Объясните исходное положение машины.
2. На Вертикальном фрезерном центре (VMC) ось X перемещает стол в каком направлении.
3. На Вертикальном фрезерном центре (VMC) по оси Y перемещайте стол в каком направлении.
4. На Вертикальном фрезерном центре (VMC) ось Z перемещает стол в каком направлении.
5. Перечислите 3 способа установки коррекции на длину инструмента.
Вертикальная фреза против горизонтальной
Горизонтальный фрезерный станок обычно состоит из основания, стойки, шпинделя, верхней руки, колена, седла, рабочего стола, вилки, оправки, вертикальных направляющих, горизонтальных направляющих, фрезы и винта для подъема колена. Вертикальные фрезы имеют одинаковые основные части, наиболее существенное различие между ними – расположение шпинделя и вращение фрезы. Какие еще различия были вызваны причиной?
Вертикальные фрезы имеют одинаковые основные части, наиболее существенное различие между ними – расположение шпинделя и вращение фрезы. Какие еще различия были вызваны причиной?
1. Ось шпинделя. В вертикальном фрезерном станке ось шпинделя выровнена по вертикали, в то время как в горизонтальном фрезерном станке ось шпинделя расположена в горизонтальном направлении.
2. Точность. Вертикальные фрезерные центры имеют большую точность, чем горизонтальные.
3.Расходы. Как правило, вертикальная фреза дешевле по сравнению с горизонтальной фрезой.
4. Обработка поверхности. Горизонтальный фрезерный станок обеспечивает лучшее качество поверхности.
5. Эффективность. Горизонтальное фрезерование обеспечивает более высокую производительность съема материала при той же скорости инструмента за то же время.
6. Скорость. Горизонтальное фрезерование быстрее и позволяет делать несколько резов одновременно.
7. Настройка. Горизонтальные фрезы более настраиваемы, чем вертикальные, они могут работать с различными инструментами.
8. Вместимость. Горизонтальные фрезерные станки могут использоваться для обработки нескольких сторон, а вертикальные фрезы часто используются для обработки одной плоскости.
9. Инструменты. Вертикальные обрабатывающие центры обычно имеют длинные и тонкие инструменты, а горизонтальные станки используют короткие и толстые инструменты для удаления большого количества материала с детали.
10. Отрубы. Из-за разницы в режущих инструментах горизонтальный фрезерный станок может выполнять глубокие и тяжелые резания на высокой скорости, вертикальные фрезы обычно выполняют общие работы, но сверлят детали.
11. Срок службы инструмента. Инструменты, используемые при горизонтальном фрезеровании, могут получить более длительный срок службы.
12. Рабочая зона. Горизонтальные мельницы требуют большей площади.
13. Вес. Вертикальные фрезерные станки обычно легче и менее мощны, чем горизонтальные.
14. Удаление стружки. Стружку можно правильно и легко удалить из горизонтальной мельницы, но нельзя сделать это с помощью вертикальной мельницы.
15. Приложения. Горизонтальное фрезерование больше подходит для большого производственного цикла из-за большей скорости и точности.
16. Прочность. Горизонтальное фрезерование позволяет обрабатывать более крупные и тяжелые материалы без повреждения станка.
Усовершенствованная вертикальная обработка с ЧПУ | Вертикальный фрезерный станок с ЧПУ
Усовершенствованные вертикальные станки с ЧПУJaco Machine Works – это высокопроизводительные и высокоточные электростанции!
Высокая точность обеспечивается следующими расширенными функциями:
- Система управления несколькими поддонами автоматически заменяет поддоны приспособлений на стол с ЧПУ по оси B.Ячеистые системы с хранением до 11 поддонов имеют место для выделения специализированных приспособлений для множества различных прецизионных компонентов в производственном графике. Программное обеспечение Cell Control позволяет автоматически планировать последовательное выполнение программ обработки деталей, автоматически вызываются сохраненные инструменты и приспособления, указанные в программе обработки деталей ЧПУ.
- Устройство автоматической смены инструмента с местом для хранения до 240 инструментов позволяет выполнять множество повторяющихся работ в любое время, что подходит для производства с большим смешиванием и небольшими объемами.
- Высокоскоростной шпиндель с охлаждением , серводвигатели мощностью до 20 000 об / мин, мощностью 30 л.с. обладают такой скоростью и крутящим моментом, что обеспечивают высокую скорость съема материала. Подшипники шпинделя большого диаметра выдерживают боковые нагрузки из-за значительного фрезерования.
- Renishaw OMP40 Датчик шпинделя , установленный в шпинделе, позволяет выполнять точные измерения в процессе обработки детали. Автоматическая компенсация траектории инструмента обеспечивает качество детали.
- СОЖ под высоким давлением через шпиндель подает СОЖ под высоким давлением через режущий инструмент непосредственно к режущим кромкам.Помимо охлаждения и смазки, стружка смывается, в то время как можно просверливать отверстия. Охлаждающая жидкость под высоким давлением смывает стружку с заготовки, охлаждая и смазывая режущие кромки, что продлевает срок службы инструмента.

 Охлаждающая жидкость под высоким давлением смывает стружку с заготовки, охлаждая и смазывая режущие кромки, что продлевает срок службы инструмента.
Охлаждающая жидкость под высоким давлением смывает стружку с заготовки, охлаждая и смазывая режущие кромки, что продлевает срок службы инструмента.Вертикальные станки с ЧПУ Jaco Machine Works
Китамура HX250iF. Фрезерный шпиндель мощностью 15 000 об / мин, 10 л.с. Стол APC с ЧПУ с двумя поддонами 250 мм. 30-инструмент B30 ATC. Контроллер ЧПУ FANUC 16i. Идеально подходит для мелких деталей с жесткими допусками и сложной геометрией
Мацуура Н + 300 PC11 .20000 об / мин, шпиндель 20 л.с. Перемещение по оси 20x20x20 дюймов, гибкая система ячеек на 11 поддонов, ATC на 240 инструментов. Большая емкость для различных деталей – отлично подходит для производства больших партий в небольших объемах!
Мацуура Н + 300 PC5 . 20 л.с., шпиндель 15000 об / мин. Перемещение по оси 20x20x20 дюймов, гибкая система ячеек на 5 поддонов, ATC на 240 инструментов. Датчик детали и инструмент Renishaw MP700 с функцией обнаружения поломки. Современная автоматизация производства для горизонтальной обработки – рассчитана на работу с минимальными затратами труда!
Современная автоматизация производства для горизонтальной обработки – рассчитана на работу с минимальными затратами труда!
Макино А51-А60 .30 л.с., шпиндель 12000 об / мин. Перемещение по оси 22x22x20 дюймов, двойное устройство смены паллет на 400 мм, ATC с 60 инструментами. Первая и самая прочная горизонтальная установка JACO.
Вертикальные фрезерные станки с ЧПУ История успеха клиентов:
Jaco Machine Works поставляет прецизионные оптомеханические оправы ведущему производителю клинического офтальмологического оборудования. Эти критически важные детали обрабатываются за ночь на автоматизированных горизонтальных обрабатывающих ячейках Jaco с использованием специальных приспособлений и траекторий, разработанных нашими инженерами. Программируемая координатно-измерительная машина проверяет готовые детали на следующее утро, чтобы убедиться в их качестве.Обработка в барабане, сборка и пассивация выполняются на собственном предприятии для завершения процесса. Jaco Machine Works доставляет готовые детали в многоразовой упаковке непосредственно в чистую комнату для оптики заказчика для сборки в рамках программы инвентаризации, управляемой поставщиком. Jaco Machine Works получила награду сертифицированного поставщика за выдающееся качество и своевременную доставку.
Jaco Machine Works доставляет готовые детали в многоразовой упаковке непосредственно в чистую комнату для оптики заказчика для сборки в рамках программы инвентаризации, управляемой поставщиком. Jaco Machine Works получила награду сертифицированного поставщика за выдающееся качество и своевременную доставку.
Каким бы ни было ваше приложение, наши инженеры будут рады помочь любым способом вывести ваш продукт на рынок в кратчайшие сроки и с минимальными затратами.
Узнайте больше о приверженности Jaco Machine Work обеспечению качества, отслеживанию партий и сертификации ISO9001: 2015 и AS9100 D.
Свяжитесь с нами для получения предложения сегодня.
Станки с ЧПУ для горизонтального и вертикального фрезерования
Доступен широкий выбор фрезерных станков. Некоторые из них очень гибкие и используются для множества различных операций обработки, другие очень специализированы для работы с определенными материалами или типами деталей. Мы рассмотрим два станка: вертикальный и горизонтальный фрезерные станки с ЧПУ, а также их области применения. Оба делают в основном одно и то же, но построены они немного по-разному.
Мы рассмотрим два станка: вертикальный и горизонтальный фрезерные станки с ЧПУ, а также их области применения. Оба делают в основном одно и то же, но построены они немного по-разному.
Что такое фрезерный станок с ЧПУ?
Аббревиатура CNC означает компьютерное числовое управление, которое просто автоматизирует движения и шпиндель станка с ЧПУ, будь то вертикальный или горизонтальный. Станок с ЧПУ / компьютеризированный станок может работать быстрее и точнее, чем его предшественники, ручные фрезерные станки.Они оба работают с процессом взятия куска металла или другого материала и удаления материала для придания желаемой формы с ожидаемым допуском.
Все машины с автоматическим управлением движением имеют три основных компонента: командную функцию, систему привода или движения и систему обратной связи. После программирования он может создавать любую форму из любого количества твердых материалов.
Основы станков с ЧПУ для горизонтального фрезерования
Горизонтально-фрезерный станок представляет собой тип станка со шпинделем, параллельным рабочему столу. Чаще всего используется для выполнения различных плоскостей, наклонных плоскостей и канавок с помощью цилиндрических фрез, дисковых фрез, угловых фрез, формовочных фрез, концевых фрез и т. Д. и более.
Чаще всего используется для выполнения различных плоскостей, наклонных плоскостей и канавок с помощью цилиндрических фрез, дисковых фрез, угловых фрез, формовочных фрез, концевых фрез и т. Д. и более.
Горизонтально-фрезерные станки не используют фиксированный шпиндель. Это означает, что на горизонтальном шпинделе поперек стола можно установить несколько фрез, когда горизонтальная оправка тянется по всей длине станины.
Вращающийся режущий инструмент прижимается к заготовке и удаляет из нее лишний материал, чтобы получить то, на что он запрограммирован. Некоторые горизонтальные станки имеют встроенный поворотный стол, который позволяет фрезеровать под разными углами или позволяет станку формировать контур вместе с вращением стола.
Преимущества горизонтального обрабатывающего центра:
- Возможность 4-сторонней обработки
- Автоматика / устройство смены паллет в комплекте
- Стружка Свободное падение с рабочей зоны
- Повышенная режущая способность благодаря жесткости станка.

Недостатки горизонтального обрабатывающего центра
- Стоимость
- Меньшая рабочая зона
- Более высокая стоимость ремонта.
- Space. Обычно у HMC больше места для той же рабочей области, что и у VMC.
Основы станков с ЧПУ для вертикального фрезерования
Вертикальные обрабатывающие центры– наиболее популярное фрезерное оборудование, используемое в производстве. Обычно они стоят меньше, чем горизонтальные обрабатывающие центры, что делает их более выгодным вложением средств для вашего цеха, но они немного меньше производственного станка.
Их более низкая цена означает больший доход, а также возможность распространить эту экономию на клиентов. Это также означает, что будет больший пул обученных операторов для работы с машинами.Их легко программировать и запускать, поэтому они не тратят много времени на настройку и не тратят больше времени на производство. Они являются более популярным выбором для более простых работ.
Преимущества вертикального фрезерования:
- Инвестиционные затраты
- Гибкость
- Доступ в рабочую зону
- Больше операторов знакомо с
Недостатки вертикального обрабатывающего центра
- Дополнительная поворотная ось уменьшает пространство для перемещения и ограничена по мощности
- Обработка только с одной стороны на установку (без дополнительной оси вращения)
- Скопление стружки / стружки в рабочей зоне, требующее остановки работы для очистки.
- Возможности обработки обычно меньше из-за меньшей жесткости.
Как выбрать лучшие станки с ЧПУ в соответствии с вашими потребностями
Выбор машины будет зависеть от того, для чего она вам понадобится больше всего. Если ваши проекты более сложные и требуют более высокой производительности, то горизонтальный фрезерный станок сможет с этим справиться. Горизонтальные машины также лучше подходят для работы с большими и очень тяжелыми материалами и для изготовления изделий, требующих обработки с нескольких сторон или в нескольких плоскостях.
Вертикальные станки лучше подходят для изготовления изделий, в которых нужно обработать только одну сторону. Они также проще и менее сложны внутри, потому что шпиндель не должен быть сконструирован так, чтобы двигаться в двух направлениях.
Просмотреть перечень станков с ЧПУ для горизонтального и вертикального фрезерования SFM
Пожалуйста, проверьте наш инвентарь для всего нашего нового и бывшего в употреблении оборудования. Вы можете сэкономить много денег, купив бывшее в употреблении оборудование. Мы также открыты для сделок, покупая ваше старое оборудование, или поможем вам сделать это прямо у вас в зале.
Свяжитесь с нами Отдел продаж южного производственного оборудования сегодня. Если у нас под рукой нет нужной машины, мы можем ее найти. Обладая обширными практическими знаниями в области производственных систем, насчитывающими более 30 лет, а также реальным практическим опытом работы в цехах, наши представители могут наилучшим образом помочь вам в поиске и обеспечении наилучшего оборудования для вашего применения.
Прецизионные услуги вертикального фрезерования с ЧПУ
ООО «Альджо-Гефа Прецизион Мануфактуринг». – поставщик прецизионных вертикальных фрезерных станков с ЧПУ для клиентов в различных отраслях промышленности. Наши услуги по вертикальному фрезерованию – от компонентов самолетов до теплообменников – могут обрабатывать детали размером до 50 дюймов (1270 мм) x 26 дюймов (660,4 мм) x 25 дюймов (635 мм). На производственном предприятии Aljo Gefa используются современные 3- и 4-осевые фрезерные станки. оборудование, использующее автоматизацию и робототехнику, и может выдерживать допуски до ± 0,0005 дюймов. Ориентируясь на прототипы с низким и средним объемом, мы также работаем с долгосрочными контрактами и обеспечиваем Just-In-Time (J.I.T.) и программы Канбан, а также срочные услуги. Дополнительные услуги включают сборку, анодирование, пассивирование, покрытие, шлифовку и термообработку.
Чтобы узнать, как Aljo Gefa может удовлетворить ваши потребности в фрезеровании и механической обработке, см. Таблицу ниже или свяжитесь с нами напрямую.
Портфели
Прецизионные вертикальные фрезерные станки с ЧПУ
| Вертикальное фрезерование |
| ||
| Длина | Макс 50 дюймов 1270 мм | ||
| Ширина | Макс 26 дюймов 660.4 мм | ||
| Высота | Макс 25 дюймов 635 мм | ||
| Чистота поверхности | 32 мкдюм | ||
| Допуски | До ± 0,0005 “ | ||
| Материалы (металлы) |
| ||
| Материалы (пластмассовые полимеры) |
| ||
| Оси | 3 4 | ||
| Объем производства |
| ||
| Доступное время выполнения |
| ||
| Предлагаемые дополнительные услуги |
| ||
| Промышленность |
| ||
| Предполагаемое приложение |
| ||
| Отраслевые стандарты |
| ||
| Форматы файлов | AutoCAD (DWG, DXF) BMP Битовая графика Catia (CATDrawing, CATPart) V4, V5 DXF Формат обмена чертежами или формат обмена чертежами GIF Формат обмена графикой IGES Исходная спецификация обмена графикой, файл ANSI формат. JPG или JEPG Объединенная группа экспертов по фотографии Формат переносимых документов STEP Стандарт для обмена данными о моделях продукции TIFF Формат файлов изображений с тегами |
К началу
Высокоскоростное вертикальное фрезерование с ЧПУ
(нажмите на миниатюру, чтобы увеличить)
Вертикально-фрезерный станок с ЧПУ | Наш механический цех, сертифицированный по ISO, оснащен семью 4-осевыми обрабатывающими центрами.Кроме того, у нас есть 3 высокоскоростных вертикальных фрезерных станка с рабочими габаритами 83 X 47 X 35 дюймов и полными поворотными столами, которые могут обрабатывать детали диаметром до 20 дюймов. Наши высокоскоростные вертикальные фрезерные станки работают с широким спектром материалов, включая экзотические и драгоценные металлы, при соблюдении чрезвычайно жестких допусков точности (±) 0,0002 дюйма для всех размеров деталей. |
Наши услуги по фрезерованию могут использоваться для широкого спектра сложных обрабатываемых деталей, таких как гидравлические компоненты, крепежные детали, валы и фитинги, а также для широкого спектра альтернативных продуктов.Наши высокоскоростные вертикальные фрезерные станки с ЧПУ удовлетворяют потребности различных отраслей промышленности, позволяя обрабатывать до 3000 единиц за один заказ. Свяжитесь с Mallory Industries, Inc сегодня, чтобы узнать больше!
Запросить цену »
Возможности
Возможности высокоскоростного вертикального фрезерования с ЧПУ
| Вертикальное фрезерование |
| ||||||
| Допуски |
| ||||||
| Длина | Макс 83 из | ||||||
| Ширина | Макс 47 из | ||||||
| Высота | Макс 35 из | ||||||
| Типы фрезерных станков |
| ||||||
| Фрезы |
| ||||||
| Режущие инструменты |
| ||||||
| Оси | 4 | ||||||
| Тип цанги / переходника | Шпиндель – стандартный конец шпинделя Патрон – используется для крепления патронов к фрезерным станкам, имеющим стандартный конец шпинделя | ||||||
| Тиски | |||||||
| Возможности оборудования |
| ||||||
| Материалы (металлы) |
| ||||||
| Материалы (экзотические и драгоценные металлы) |
| ||||||
| Объем производства |
| ||||||
| Доступное время выполнения |
| ||||||
| Предполагаемое приложение |
| ||||||
| В центре внимания отрасли |
| ||||||
| Отраслевые стандарты |
| ||||||
| Форматы файлов |
| ||||||
наверх
Фрезерный станок с ЧПУ премиум-класса для максимальной эффективности Местное послепродажное обслуживание
Купите высокотехнологичные фрезерные станки с ЧПУ на Alibaba.com и повысить производительность любой организации. Эти устройства обладают удивительными функциями, которые упрощают выполнение фрезерования. Великолепный вертикально-фрезерный станок с ЧПУ Выбор доступен в обширной коллекции. Это гарантирует, что покупатели из разных слоев общества найдут наиболее подходящее решение. Независимо от того, ищут ли покупатели мини-фрезерный станок с ЧПУ или более крупные модели, они найдут их у надежных производителей, представленных на веб-сайте.
Все фрезерные станки с ЧПУ , представленные на Alibaba.com, изготовлены из сверхупругих материалов. Они выдерживают множество неблагоприятных условий, таких как высокие силы сжатия и вибрации. Это дает профессиональному фрезерному станку с ЧПУ опцию , долговечность и безупречную работу. Их невероятная скорость фрезерования экономит время и ресурсы для повышения эффективности работы организации. Производители внедряют передовые изобретения для снижения потребления электроэнергии на этих вертикальных фрезерных станках , что позволяет экономить на счетах за электроэнергию.
Каждый фрезерный станок с ЧПУ имеет превосходный дизайн с функциями безопасности. Это позволяет им идеально размещаться в разных помещениях и защищает операторов от производственных травм. Изготовленный из перерабатываемых материалов, этот фрезерный станок с ЧПУ выбор отлично подходит для экологически чистых методов работы. Они также относительно просты в эксплуатации, что позволяет пользователям устанавливать различные скорости фрезерования и параметры усилия.
Воспользуйтесь привлекательными предложениями при покупке соответствующего фрезерного станка с ЧПУ на Alibaba.com. Все альтернативы идеально подходят для оптовиков и других торговых посредников, которые пользуются потрясающими скидками при покупке в больших количествах. Их долговечность и эффективность делают их достойными каждой вложенной в них монеты. Купите их на веб-сайте и убедитесь в лучшем качестве, потому что они поставляются ведущими мировыми производителями в этом секторе.