Технические характеристики вертикально-сверлильного станка 2Н125
⇐ ПредыдущаяСтр 3 из 5Следующая ⇒Наибольший диаметр сверления в стали 45ГОСТ1050-74, мм 25
Размеры конуса шпинделя по СТ СЭВ 147-75 Морзе 3
Расстояние оси шпинделя до направляющих колонны, мм 250
Наибольший ход шпинделя, мм 200
Расстояние от торца шпинделя, мм: до стола 60–700
до плиты 690–1060
Наибольшее (установочное) перемещение
сверлильной головки, мм 170
Перемещение шпинделя за один оборот штурвала, мм 122, 46
Рабочая поверхность стола, мм 400×450
Наибольший ход стола, мм 270
Установочный размер Т-образных пазов в столе поГОСТ 1574-75: центрального 14Н9
крайних 14Н11
Расстояние между двумя Т-образными пазами
по ГОСТ 6669-75, мм 80
Количество скоростей шпинделя 12
Пределы чисел оборотов шпинделя, об/мин 45–2000
Количество подач, мм/об 9
Пределы подач, мм/об 0,1–1,6
Управление циклами работы ручное
Напряжение питающей сети, В 380,220
Электродвигатель главного движения, кВт 2,2
Электронасос охлаждения, кВт 0,12
Производительность, л/мин 22
Габариты станка, мм: высота 2350
ширина 785
длина 915
Масса станка, кг 880
Кинематическая схема станка
Кинематическая схема станка представлена на рисунке 3.1
Рисунок 3.1 − Кинематическая схема станка
Данные для расчета и настройки станка
операция сверления Ø6,5
операция рассверливания Ø12,5h24
глубина отверстия l=10мм
материал ст45
материал режущего инструмента Р6М5
обороты двигателя

подача

3.7 Контрольные вопросы
1. Назовите основные компоновки вертикально-сверлильных станков и их характерные особенности?
1 – основание; 2 – стол; 3 – колонна; 4 – шпиндель; 5 – штурвал механизма вертикального перемещения шпинделя; 6 – коробка скоростей и подач; 7 – рукоятка переключения скоростей; 8 – пульт управления; 9 – выключатель электропитания;10 – выключатель подачи охлаждения жидкости; 11 – рукоятка переключения подач; 12 – кулачок для настройки глубины нарезаемой резьбы; 13 – лимб для отсчета глубины обработки;14 – кулачок для настройки глубины обработки. Основным признаком таких станков является вертикальное перемещение оси шпинделя и ее фиксированное положение относительно станины.
2. Как осуществляется работа механизма включения механических вертикальных подач?
Включение и отключение вертикальной подачи шпинделя производится с помощью муфты.
3. Каким образом устанавливаются концевые режущие инструменты в шпиндель станка и как передается крутящий момент?
Режущий инструмент в зависимости от формы его хвостовика закрепляется в конусном отверстии шпинделя станка непосредственно или с помощью переходных втулок или в патроне. В соответствии с высотой обрабатываемой детали и длиной режущего инструмента производится вертикальная установка стола или шпиндельной бабки. Благодаря передвижным блокам коробка скоростей получает и передает шпинделю 12 различных скоростей вращения
4. Что понимается под кинематикой станка? Порядок составления уравнения кинематического баланса?
Формообразующая часть кинематики состоит из трех кинематических групп: движения резания Фv (В1), движения подачи Фs(П2) и движения деления Д(В3).
5. Понятие о передаточном отношении. Примеры ускоряющих и замедляющих зубчатых передач.
Если в механизме передаточное отношение больше единицы, то угловая скорость ведущего колеса больше, чем ведомого, и такой механизм называется редуктором. В противном случае механизм называется мультипликатором. Редукторы в машиностроении применяются в большинстве случаев из-за необходимости уменьшения скоростей движения исполнительных органов машин и увеличения на них усилий. Мультипликаторы применяются реже и не являются силовыми устройствами.
6. Укажите внутренние и внешние кинематические связи групп движений.
Кинематическая связь, обеспечивающая создание траектории исполнительного движения, называется внутренней связью. Кинематическая связь между источником движения и внутренней связью является внешней связью
Заключение
В результате проделанной лабораторной работы мы изучили расположение органов управления станка 2Н125, овладели практическими приемами настройки и работы на данном станке.
Лабораторная работа №4
Наладка и настройка зубострогального станка модели 5т23в для нарезания прямозубых конических колес
Задание
1 Ознакомиться с особенностями конической передачи и геометрическими параметрами прямозубого конического колеса.
2. Ознакомиться с назначением, принципом работы, структурной и кинематической схемами станка, его основными узлами и органами управления.
3. Настроить и наладить станок на нарезание прямозубого конического колеса согласно данным варианта задания.
Цель работы
Изучить устройство, кинематику и технологические возможности зубострогального полуавтомата модели 5Т23В и овладеть практическими приёмами его настройки.
Общие методические указания
Зубострогальный станок модели 5Т23В предназначен для нарезания конических зубчатых колёс с прямым зубом двумя резцами методом обкатки. Станок обеспечивает нарезание колес 6/7-й степени точности. Повышенная точность обеспечивается применением в конечных звеньях кинематических цепей высокоточных червячных передач с большим передаточным отношением.
Вертикально-сверлильный станок 2Н125: технические характеристики
Среди большого разнообразия металлообрабатывающего оборудования, предлагаемого на современном рынке, немногие модели завоевали такую популярность у специалистов, как вертикально-сверлильный станок 2Н125.
Станок 2Н125 на производстве
Обладая широкой универсальностью, это устройство отличается простотой конструкции, надежностью в работе, что дает возможность эксплуатировать его на протяжении длительного времени, не теряя при этом в точности и эффективности обработки. Несмотря на то, что конструкция 2Н125 была разработана несколько десятков лет назад, по своим характеристикам этот станок не уступает многим современным моделям.
Что собой представляет станок модели 2Н125
Полностью оправдывая свою универсальность, аппарат 2Н125 позволяет эффективно выполнять целый перечень технологических операций:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы.
Расположение основных частей станка
В оснащении этого вертикально-сверлильного станка имеется только один шпиндельный узел, что делает конструкцию оборудования простой и надежной. На современном рынке представлен ряд модификаций данного станка с несколькими сверлильными головками, в которые можно устанавливать различные инструменты, чтобы выполнять обработку деталей с более высокой производительностью.
Устройство шпиндельного узла: 1 – гайка регулировки подшипников; 2 – шпиндель; 3 – гильза; 4 – рычаг
Технические характеристики рассматриваемого агрегата оптимально подходят для того, чтобы использовать его в условиях мелкосерийного производства. Вертикально-сверлильные станки 2Н125 лучше всего демонстрируют себя при обработке деталей средней толщины, изготовленных из стали не слишком высокой прочности. Согласно паспорту, на рассматриваемом станке можно использовать сверла, диаметр которых не превышает 25 мм. Модификации модели отличаются расширенными характеристиками: на них можно работать со сверлами диаметром до 35 мм.
Несмотря на то, что массовый выпуск вертикально-сверлильного станка 2Н125 был налажен в середине прошлого века, его до сих пор можно встретить в оснащении многих производственных предприятий. Основной причиной высокой надежности устройства является кинематическая схема, которая благодаря своим характеристикам способна эффективно работать даже в самых сложных условиях. Простота кинематической схемы также способствует тому, что в случае поломки такое оборудование можно достаточно быстро отремонтировать, используя для этого стандартный набор инструментов.
Схема кинематическая и графики вращения главного привода станка: a) 2Н125; b) 2Н135 (нажмите для увеличения)
Конечно, вертикально-сверлильный станок модели 2Н125 не отличается такими же компактными габаритами и удобством в работе, как многие современные устройства, но эти незначительные недостатки компенсируют его высокая надежность и доступная цена.
Современные модификации оборудования
За длительный период своего существования вертикально-сверлильный станок модели 2Н125 был подвергнут нескольким модификациям, что было вызвано необходимостью сделать устройство более удобным в работе. Однако, если изучить технические паспорта модифицированных моделей, можно обратить внимание на то, что их кинематические схемы незначительно отличаются друг от друга. Это свидетельствует о том, что все модифицированные устройства так же надежны, как и базовая модель.
Передняя панель станка 2Н125, выпущенного полвека назад и до сих пор работающего в инструментальном цехе
На современном рынке можно встретить следующие модификации вертикально-сверлильного станка 2Н125.
2Н125АЭто модель, в которой разработчики попытались автоматизировать процесс выполнения ряда технологических операций. Перед началом обработки детали оператор станка может выставить рабочие параметры, что осуществляется при помощи регулировки специальных кулачков и манипуляций с органами управления оборудования. После того как требуемые параметры выставлены, оператору остается только включить станок и контролировать ход выполнения обработки.
2Н125СХарактеристики этого вертикально-сверлильного станка позволяют устанавливать на нем шпиндельный узел, в котором предусмотрено несколько гнезд для фиксации инструмента, что значительно повышает эффективность использования такого устройства и производительность обработки.
На данных вертикально-сверлильных станках, согласно паспорту, устанавливаются не только многошпиндельные сверлильные головки, но и поворотные рабочие столы, что значительно расширяет функциональность этих аппаратов и делает работу на них более удобной и производительной.
2Н125КРабочий стол таких вертикально-сверлильных станков имеет крестовую конструкцию.
Крестовой стол-тиски, размещаемый на стандартном столе станка 2Н125
Вертикально-сверлильный станок 2Н125 — Студопедия.Нет
Наибольший диаметр обрабатываемого отверстия в заготовке из стали – 25 мм. Мощность двигателя Nдв = 2,8 кВт; КПД станка – 0,8. Частота вращения шпинделя, мин – 1: 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400; 2000;. Подача, мм /об.: 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6. Максимальная осевая сила резания, допускаемая механизмом подачи станка Рmах = 900 кГс = 9000 Н.
Вертикально-сверлильный станок 2Н135
Наибольший диаметр обрабатываемого отверстия в заготовке из стали – 35 мм. Мощность двигателя Nдв = 4,5 кВт; КПД станка – 0,8. Частота вращения шпинделя, мин – 1: 31,5; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400. Подача, мм /об: 0,1; 0,14;0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6. Максимальная осевая сила резания, допускаемая механизмом подачи станка. Рmах = 1500 кгс = 15000 Н.
Вертикально-фрезерный станок 6Т13
Площадь рабочей поверхности стола 400×1600 мм. Мощность двигателя Nдв = 11 кВт; КПД станка – 0,8. Частота вращения шпинделя, мин – 1: 16; 20; 25; 31,5; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1250; 1600. Скорости продольного и поперечного движения подачи стола, мм /мин: 4,1; 5,3; 6,6; 8; 10,5; 13,3; 16,6; 21; 26,6; 33,3; 41,6; 53,5; 66,6; 93,3; 105; 133,3; 166,6; 210; 266,6; 333,3; 400. Максимальная сила резания, допустимая механизмом движения подачи, Н: продольного – 20000, поперечного – 12000, вертикального – 8000.
Вертикально-фрезерный станок 6Т12
Площадь рабочей поверхности стола 320 × 1250 мм. Мощность
двигателя Nдв = 7,5 кВт; КПД станка – 0,8. Частота вращения шпинделя,
мин– 1: 16; 20; 25; 31,5; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1250; 1600. Скорости продольного и поперечного движения подачи стола, мм /мин: 12,5; 16; 20; 25; 31,5; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1250. Скорость вертикального движения подачи стола, мм /мин: 4,1; 5,3; 6,6; 8; 10,5; 13,3; 16,6; 21; 26,6; 33,3; 41,6; 53,5; 66,6; 93,3; 105; 133,3; 166,6; 210; 266,6; 333,3; 400. Максимальная сила резания, допустимая механизмом движения подачи, Н: продольного – 15000, поперечного – 12000, вертикального – 5000.
Горизонтально-фрезерный станок 6Т82Г
Площадь рабочей поверхности стола, мощность, частота вращения, скорость движения подачи и допускаемая сила резания такие же, как у станка 6Т12
Поперечно-строгальный станок 7305
Наибольшая длина хода ползуна 500 мм. Число двойных ходов ползуна в мин – 1: 13,2; 19; 26,5; 37,5; 53; 75; 106; 150. Горизонтальная подача стола, мм /дв. ход ползуна: 0,2; 0,4; 0,6; 0,8; 1,0; 1,2; 1,4; 1,6; 1,8; 2,0; 2,2; 2,4; 2,6; 2,8; 3,0; 3,2; 3,4; 3,6; 3,8; 4,0; 4,2; 4,4; 4,6; 4,8; 5,0. Вертикальная подача суппорта, мм /дв. ход ползуна: 0,16; 0,33; 0,5; 0,66; 0,83; 1,0. Мощность двигателя Nдв = 5,5 кВт; КПД станка – 0,65.
Таблица П2.1.2
Протяжные станки
Модель станка |
Номинальная тяговая сила, тс |
Кол-во плунжеров |
Длина рабочего хода ползуна, мм | Скорость рабочего хода, м /мин |
Скорость обратного хода, м /мин |
Мощность электродвигателя, кВт | |
| наи-боль-шая | наи-мень-шая | ||||||
Горизонтально-протяжные станки | |||||||
| 7523 | 10 | 1 | 1250 | 11,5 | 1,5 | 20 | 18,5 |
| 7534 | 25 | 1 | 1600 | 13 | 1,5 | 20 | 37 |
Вертикально-протяжные станки | |||||||
| 7623 | 10 | 1 | 1250 | 11,4 | 1,2 | 20 | 8,5 |
| 7634 | 25 | 1 | 1250 | 13 | 1,2 | 20 | 37 |
Таблица П2.1.1
Зависимость скоростей рабочего хода и допускаемых сил на ползуне
От длины обрабатываемой поверхности и числа двойных ходов
Ползуна в 1 мин
Длина рабочего хода ползуна, мм. | Отношение скоростей рабочего и холостого ходов ползуна. | Число двойных ходов в 1 мин. | |||||
13,2 | 19 | 26,5 | |||||
| Vр.x. | Р | Vp.x. | Р | Vp.x. | Р | ||
| 50 | 0,956 | 1,24 | 147,67 | 1,86 | 98,47 | 2,54 | 72,00 |
| 100 | 0,914 | 2,42 | 76,30 | 3,63 | 50,88 | 4,97 | 37,20 |
| 150 | 0,875 | 3,55 | 52,46 | 5,36 | 34,98 | 7,29 | 25,58 |
200 | 0,836 | 4,63 | 40,61 | 6,93 | 27,08 | 9,5 | 19,80 |
| 250 | 0,799 | 5,66 | 33,47 | 8,48 | 22,32 | 11,6 | 16,32 |
| 300 | 0,764 | 6,65 | 28,69 | 10,0 | 19,13 | 13,7 | 13,99 |
| 350 | 0,728 | 7,59 | 25,27 | 11,4 | 16,85 | 15,6 | 12,32 |
| 400 | 0,694 | 8,49 | 22,77 | 12,7 | 15,18 | 17,5 | 11,10 |
| 450 | 0,662 | 9,4 | 20,77 | 14,0 | 13,85 | 19,2 | 10,13 |
| 500 | 0,630 | 10,2 | 19,20 | 15,3 | 12,80 | 20,9 | 9,36 |
37,5 | 53 | 75 | |||||
| 50 | 0,956 | 3,62 | 50,67 | 5,05 | 36,27 | 7,6 | 24,20 |
| 100 | 0,914 | 7,06 | 26,18 | 9,09 | 18,74 | 14,8 | 18,50 |
| 150 | 0,875 | 10,4 | 18,00 | 15,5 | 12,89 | 21,7 | 8,60 |
| 200 | 0,836 | 13,6 | 13,94 | 18,9 | 9,98 | 28,3 | 6,65 |
| 250 | 0,799 | 16,5 | 11,49 | 23,1 | 8,22 | 34,6 | 5,49 |
| 300 | 0,764 | 19,4 | 9,85 | 27,1 | 7,05 | 40,6 | 4,70 |
| 350 | 0,728 | 22,2 | 8,67 | 31,0 | 6,21 | 47,2 | 4,14 |
| 400 | 0,694 | 24,8 | 7,81 | 34,6 | 5,59 | ||
| 450 | 0,662 | 27,3 | 7,13 | 38,2 | 5,10 | ||
| 500 | 0,630 | 29,5 | 6,59 | 42,4 | 4,72 | ||
106 | 150 |
| |||||
| 50 | 0,956 | 10,4 | 17,69 | 14,7 | 12,45 |
работа лежащих | |
| 100 | 0,914 | 20,2 | 9,14 | 28,8 | 6,43 | ||
| 150 | 0,875 | 29,7 | 6,28 | 42,6 | 4,42 | ||
| 200 | 0,836 | 38,7 | 4,87 | Запрещается на режимах, ниже линии | |||
| 250 | 0,799 | 47,5 | 4,01 | ||||
| 300 | 0,764 |
| |||||
| 350 | 0,728 | ||||||
| 400 | 0,694 | ||||||
| 450 | 0,662 | ||||||
| 500 | 0,630 | ||||||
Примечание. При работе на режимах, ограниченных верхней линией, сила на ползуне не должна превышать 17,66 кН. Vp.x..
| |||||||
Приложение 2.2
Таблица П2.2.1
Значения коэффициента Сv и показателей степени в формуле
Скорости резания при сверлении
Обрабатываемый материал:
|
Материал режущей части инструмента |
Подача s, мм /об
| Коэффициент и показатели степени |
Охлаждение | |||
| С v | q | y | m | ||||
| Сталь конструкционная углеродистая, σв = 750 МПа |
Р6М5
| ≤ 0,2 > 0,2 | 7,0 9,8 | 0,40 | 0,70 0,50 | 0,20 | Есть
|
| Сталь жаропрочная 12Х18Н9Т, НВ 141 | – | 3,5 | 0,50 | 0,45 | 0,12 | ||
Чугун серый, НВ 190 | ≤ 0,3 > 0,3 | 14,7 17,1 | 0,25 | 0,55 0,40 | 0,125 | Нет
| |
| ВК8 | – | 34,2 | 0,45 | 0,30 | 0,20 | ||
Чугун ковкий, НВ 150 | Р6М5 | ≤ 0,3 > 0,3 | 21,8 25,3 | 0,25 | 0,55 0,40 | 0,125 | Есть |
| ВК8 | – | 40,4 | 0,45 | 0,3 | 0,20 | Нет | |
| Медные гетерогенные сплавы средней твердости (НВ 100 – 140) |
Р6М5 | ≤ 0,3 > 0,3 | 28,1 32,6 | 0,25 | 0,55 0,40 | 0,125 |
Есть
|
| Силумин и литейные алюминиевые сплавы, σв = 100 ÷ 200 МПа, НВ ≤ 65; дюралюминий, НВ ≤ 100 | ≤ 0,3 > 0,3 | 36,3 40,7 | 0,25 | 0,55 0,40 | 0,125 | ||
Примечание: Для сверл из быстрорежущей стали рассчитанные по приведенным данным скорости резания действительны при двойной заточке и подточенной перемычке, При одинарной заточке сверл из быстрорежущей стали рассчитанную скорость резания следует уменьшать, умножая ее на коэффициент
Kзv = 0,75.
Таблица П2.2.2
Значения коэффициента С v и показателей степени в формуле
Скорости резания при рассверливании, зенкеровании и развертывании
Обрабатываемый материал |
Вид обработки | Материал режущей части инструмента |
Коэффициент и показатели степени | Охлаждение | ||||
| C v | q | x | y | m | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
Конструкционная углеродистая сталь, σв = 750 МПа | Рассверливание | Р6М5 ВК8 | 16,2 10,8 | 0,4 0,6 | 0,2 | 0,5 0,3 | 0,2 0,25. |
Есть |
| Зенкерование | Р6М5 Т15К6 | 16,3 18,0 | 0,3 0,6 | 0,5 0,3 | 0,3 0,25 | |||
| Развертывание | Р6М5 Т15К6 | 10,5 100,6 | 0,3 0,3 | 0,2 0 | 0,65 0,65 | 0,4 | ||
Конструкционная закаленная сталь, σв = 600 – 1800 МПа, HRC 49 – 54 | Зенкерование | Т15К6 | 10,0
14,0 | 0,6
0,4 | 0,3
0,75 | 0,6
1,05 | 0,45
0,85 | |
| Развертывание | ||||||||
Серый чугун, НВ 190 | Рассверливание | Р6М5 ВК8 | 23,4 56,9 | 0,25 0,5 | 0,1 0,15 | 0,4 0,45 | 0,125 0,4 |
Нет |
| Зенкерование | Р6М5 ВК8 | 18,8 105,0 | 0,2 0,4 | 0,1 0,15 | 0,4 0,45 | 0,125 0,4 | ||
| Развертывание | Р6М5 ВК8 | 15,6 109,0 | 0,2 0,2 | 0.10 | 0,5 0,5 | 0,3 0,45 | ||
Ковкий чугун, НВ 150 | Рассверливание | Р6М5 ВК8 | 34,7 77,4 | 0,25 0,5 | 0,1 0,15 | 0,4 0,45 | 0,125 0,4 | Есть |
| Зенкерование | Р6М5 ВК8 | 27,9 143,0 | 0,2 0,4 | 0,1 0,15 | 0,4. 0,45 | 0,125 0,4 | Есть | |
| Развертывание | Р6М5 ВК8 | 23,2 148,0 | 0,2 0,2 | 0,5 0,5 | 0,3 0,45 | Есть Нет | ||
Таблица П2.2.3
Значения коэффициента С v и показателей степени в формуле
2С125 станок вертикально-сверлильный универсальный одношпиндельный Описание, характеристики, схемы
Сведения о производителе вертикально-сверлильного станка 2С125
Изготовитель сверлильных станков моделей 2С125, 2С125-04, 2С125-1 (2С125-01) – Стерлитамакский станкостроительный завод, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого – токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры, металлообрабатывающий и режущий инструмент.
Продукция Стерлитамакского станкостроительного завода
2С125, 2С125-01, 2С125-04 станок вертикально сверлильный одношпиндельный универсальный. Назначение и область применения
Предназначены для выполнения следующих видов работ: сверления, рассверливания, зенкерования, зенкования, развертывания и растачивания отверстий.
Принцип работы и особенности конструкции станка
Промышленный вертикальный сверлильный станок 2С125 способен сверлить отверстия от Ø 3 до Ø 25 мм и нарезать резьбу от М3 до М33 в стали 45. Вес станка 430 кг.
Шпиндель получает 9 скоростей вращения (90…1400 об/мин) через коробку скоростей от электродвигателя мощностью 1,5 кВт.
Наибольшая глубина сверления за один установ – 150 мм, наибольшая высота заготовки – 500 мм.
Конец шпинделя станка 2С125 выполнен по ГОСТ 25557 (Конусы инструментальные), конус Морзе 3, степень точности АТ8.
Обработка производится быстрорежущим и твердосплавным инструментами в деталях из различных конструкционных материалов.
Станки используются для работы в условиях единичного, мелкосерийного и серийного производства в ремонтных и сборочных цехах.
Реверсирование электродвигателя главного движения позволяет производить на станках нарезание резьбы машинными метчиками.
Растачивание отверстий, в том числе расположенных на расстояниях с допусками по 11 квалитету, производится на станках мод. 2С125, 2С125-04.
Обработка производится быстрорежущим и твердосплавным инструментами в деталях из различных конструкционных материалов.
Станки используются для работы в условиях единичного, мелкосерийного и серийного производства в ремонтных и сборочных цехах.
Реверсирование электродвигателя главного движения позволяет производить на станках нарезание резьбы машинными метчиками.
Станок 2С125 вертикально-сверлильный на круглой колонне, с ручным управлением, предназначен для выполнения всех видов сверлильных работ: сверления, рассверливания, зенкерования, зенкования, развертывания.
Станок 2С125-01 укороченная версия станка 2С125 – настольная версия станка 2С125 и может использоваться в небольших цехах и мастерских.
Станок 2С125-04 вертикально-сверлильный на круглой колонне, с автоматической подачей шпинделя, предназначен для выполнения всех видов сверлильных работ: сверления, рассверливания, зенкерования, зенкования, развертывания.
Вид климатического исполнения — УХЛ4 или ТЗ по ГОСТ 15150—69.
Класс точности станков модели 2С125, 2С125-04 — Н по ГОСТ 8—82Е.
Категория размещения 4 по ГОСТ 15150-69.
Хронология выпуска заводом вертикально-сверлильных станков 2125 серии с диаметром сверления до 25 мм:
- 2125 – первая модель серии вертикально-сверлильных станков, выпускалась с 1945 по 1950 г.
- 2А125, 2А125А, 2А125К – следующие модели серии, выпускались с 1950 по 1965 г.
- 2Н125, 2Н125А, 2Н125К, 2Н125Ф2 – самая популярная и массовая модель серии, выпускалась c 1965 до начала 90-х годов
- 2С125, 2С125-01, 2С125-04 – последние модели серии. Сняты с производства в 2014 году
Аналоги вертикально-сверлильных станков 2Н125, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 – производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 – производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 – производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 – производитель: Молодечненский станкостроительный завод
Габарит рабочего пространства сверлильного станка 2С125-01 (2С125-1)
Общий вид настольного сверлильного станка 2С125-01 (2С125-1)
Общий вид вертикально-сверлильного станка 2С125, 2С125-04
Технические характеристики станка 2С125, 2С125-04, 2С125-01 (2С125-1)
| Наименование параметра | 2С125 | 2С125-04 | 2С125-01 (2С125-1) |
|---|---|---|---|
| Основные параметры станка | |||
| Условный диаметр сверления в стали 45 по ГОСТ 1050-88, мм | 25 | 25 | 25 |
| Наибольший диаметр сверления в стали 45 по ГОСТ 1050-88, мм | 31 | 31 | 31 |
| Наибольшая высота заготовки на столе, мм | 500 | 500 | – |
| Наибольшая высота заготовки на плите, мм | 900 | 900 | 450 |
| Диаметр нарезания резьбы в стали 45 по ГОСТ 1050-88, мм | М5…М22 | М5…М22 | |
| Рабочий стол | |||
| Размеры рабочей поверхности плиты (длина х ширина), мм | 320 х 320 | 320 х 320 | 320 х 320 |
| Размеры рабочей поверхности стола (длина х ширина), мм | 420 х 300 | 420 х 300 | – |
| Наибольший ход подъемного стола (ось Z), мм | 680 | 680 | – |
| Наибольшая масса заготовки на столе, кг | 100 | 100 | – |
| Наибольшее расстояние от торца шпинделя до стола, мм | 730 | 730 | – |
| Наибольшее расстояние от торца шпинделя до плиты, мм | 1210 | 1210 | 580 |
| Расстояние от оси шпинделя до направляющих стойки, мм | 320 | 320 | 320 |
| Шпиндель | |||
| Наибольшее перемещение (установочное) шпиндельной головки, мм | 400 | ||
| Наибольшее перемещение (ход) пиноли шпинделя, мм | 150 | 110 | 150 |
| Частота вращения шпинделя, об/мин | 90…1400 | 90…1400 | 90…1400 |
| Количество скоростей шпинделя | 9 | 9 | 9 |
| Наибольший допустимый крутящий момент, Нм | 143 | ||
| Размер внутреннего конуса шпинделя по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Механика станка | |||
| Число ступеней рабочих подач | – | 3 | – |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | вручную | 0,05…0,2 | вручную |
| Наибольшая допустимая сила подачи (осевое усилие на шпинделе)), Н | 7000 | ||
| Привод | |||
| Электродвигатель привода главного движения, кВт | 1,5 | 1,5 | 1,5 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 800 500 2050 | 800 500 2050 | 800 430 1450 |
| Масса станка, кг | 430 | 450 | 400 |
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
Список литературы:
Связанные ссылки
Каталог справочник сверлильных металлорежущих станков
Паспорта к сверлильным металлорежущим станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Настольный вертикально-сверлильный станок 2С125: характеристики, паспорт
Входящий в группу металлорежущего оборудования, вертикально-сверлильный станок типа 2С125 предназначен для выполнения любых сверлильных работ. При помощи станка можно выполнять сверление и развертывание отверстий, нарезание резьбы, зенкование и зенкерование. Простая конструкция, малый вес определяют область применения вертикально-сверлильного станка в условиях мелкосерийного производства, ремонтных мастерских и в индивидуальной деятельности. Также, несмотря на простоту, данный станок может применяться и на крупных предприятиях. Рабочий инструмент из быстрорежущей стали и твердосплавных материалов позволяет производить обработку различных конструкционных материалов, как металлических, так и неметаллических, в большом диапазоне геометрических размеров.
 Вертикально-сверлильный станок 2С125
Вертикально-сверлильный станок 2С125Характеристики
Станок вертикально-сверлильный 2С125 имеет реверсивный электродвигатель переменного тока промышленной частоты 50 Гц, что повышает возможности по обработке материала, особенно при нарезании резьбы машинными метчиками. Основные технические характеристики следующие:
- скорость вращения – от 90 до 2800 об/мин;
- количество скоростей – 9;
- пределы диаметров отверстий в сталях малой и средней твердости – от 3 до 31 мм;
- пределы нарезания резьбы – от М3 до М22;
- наибольшая высота заготовки – 900 мм;
- расстояние от оси шпинделя до колонны – 320 мм.

Общий вид вертикально-сверлильного станка 2С125
Модель 2С125 имеет трехфазный электродвигатель, рассчитанный на подключение к промышленной трехфазной электрической сети 380 В. В зависимости от требований заказчика производитель может устанавливать рабочий электродвигатель с мощностью 1.1 или 1.3 кВт с частотой вращения ротора 1110 или 1360 об/мин, соответственно.
Для удобства работы вертикальная колонна имеет прямоугольный стол, который может как вращаться вокруг колонны, так и перемещаться по ней вертикально при помощи червячно-реечной передачи. При размещении заготовки на столе, ее максимальный размер по высоте ограничивается до 500 мм. Максимальный вес заготовки, размещаемой на столе, не должен превышать 100 кг.
Стол и основание устройства имеют по три Т-образных крепящих паза для установки крепежных приспособлений. Ширина паза – 14Н12. Расстояние между пазами 80 мм.
Шпиндель имеет ручную подачу, при этом максимальная высота перемещения составляет 150 мм. Высота контролируется указателем глубины сверления на передней части сверлильной головки. Для предотвращения самопроизвольного опускания шпинделя, станок оборудован пружинным противовесом.
Для крепления рабочего инструмента данная модель снабжена внутренним конусом Морзе 3. Это позволяет оперативно сменять рабочий инструмент для производства различных технологических операций.
Модификация модели 2С125-04 имеет возможность осуществлять автоматическую подачу шпинделя, что важно при нарезании резьбы в отверстиях машинными метчиками.
Массо-габаритные параметры
Универсальный станок имеет следующие параметры:
- габариты – 800х500х2060 мм;
- занимаемая площадь 0,4 м2;
- масса – 450 кг;
- количество масла в системе смазки – 5 л.
Для удобства транспортировки и монтажа вертикальная колонна снабжена специальной серьгой, спрятанной внутри колонны.

Кинематическая схема станка 2С125
Предприятие – изготовитель оставляет за собой право на внесение незначительных изменений в конструкцию станка вертикально-сверлильного в процессе производства при условии соблюдения технических характеристик изделия.
Техника безопасности и требования при работе с оборудованием
Приобретая оборудование для сверления, нужно уточнять варианты его комплектации электродвигателями двигателями различных типов. Подробные данные и полные технические характеристики содержит в себе паспорт изделия.
Скачать паспорт (инструкцию по эксплуатации) вертикально-сверлильного станка 2С125
Ограниченная функциональность данной модели вертикально-сверлильного станка, в отличие от сложного и дорогого металлообрабатывающего оборудования, не является серьезным недостатком. Во многом благодаря простоте существенно повышается надежность оборудования, облегчается текущее обслуживание и ремонт, которые состоят из простых операций, не требующих специфического инструмента и навыков. Все обслуживание заключается в регулярном контроле масла в системе смазки и внешней очистки от пыли и стружки.
Работать разрешается только на исправном оборудовании и исправным, надежно закрепленным инструментом.
Основная причина преждевременного выхода станка из строя кроется в несоблюдении правил работы. Основное требование: переключение скорости вращения шпинделя должно производиться только после полной остановки двигателя. При затрудненном переключении головку шпинделя нужно провернуть вручную до момента надежного переключения. Торможение двигателя после остановки осуществляется автоматически за время не более 5 с. Запрещается производить остановку инструмента при помощи рук.
Своевременная замена масла и контроль его уровня в процессе эксплуатации гарантируют надежную работу шестерен механизма переключения оборотов вращения.
Для обеспечения безопасности от поражения электрическим током, любое электрооборудование перед подключением к электрической сети, должно быть заземлено. Заземляющий контур предприятия должен соответствовать требованиям нормативной документации. Все работы по обслуживанию электрооборудования вертикально-сверлильного станка должны производиться только после отключения питания на распределительном щите.
Вертикально-сверлильный станок 2н125
Наибольший
диаметр обрабатываемого отверстия в
заготовке из стали — 25 мм. Мощность
двигателя  =
2,8 кВт; КПД станка n
= 0,8. Частота вращения шпинделя, мин-1=
45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400; 2000. Подача,
мм/об: 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6.
Максимальная осевая сила резания,
допускаемая механизмом подачи станка,
Р = 900 кгс
=
2,8 кВт; КПД станка n
= 0,8. Частота вращения шпинделя, мин-1=
45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400; 2000. Подача,
мм/об: 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6.
Максимальная осевая сила резания,
допускаемая механизмом подачи станка,
Р = 900 кгс  9000 Н.
9000 Н.
Зубофрезерный станок 53а50
Наибольший наружный диаметр нарезаемого колеса 500 мм. Наибольший модуль нарезаемого колеса 8 мм. Мощность двигателя Nд = 8 кВт; КПД станка n = 0,65. Частота вращения шпинделя, мин-1; 40; 50; 63; 80; 100; 125; 160; 200; 240; 315; 405. Вертикальная подача суппорта (фрезы) за один оборот заготовки, мм/об: 0,75; 0,92; 1,1; 1,4; 1,7; 2,0; 2,2; 2,5; 2,8; 3,1; 3,4; 3,7; 4,0; 5,1; 6,2; 7,5. Радиальная подача, мм/об: 0,22; 0,27; 0,33; 0,4; 0,48; 0,55; 0,66; 0,75; 0,84; 1,0; 1,2; 1,53; 1,8; 2,25.
Круглошлифовальный станок 3м131
Наибольшие диаметр и длина шлифуемой поверхности: 280X700 мм. Мощность двигателя шлифовальной бабки Nд = 7,5 кВт; КПД станка n = 0,8. Частота вращения круга, мин-1: 1112 и 1285. Частота вращения обрабатываемой заготовки, мин-1: 40—400 (регулируется бесступенчато). Скорость продольного хода стола 50— 5000 мм/мин (регулируется бесступенчато). Периодическая поперечная подача шлифовального круга 0,002—0,1 мм/ход стола (регулируется бесступенчато). Непрерывная подача для врезного шлифования 0.1-4.5 мм/мин. Размеры шлифовального круга (нового): Dm = 600 мм; В = 63 мм.
Остальные марки оборудования (включая загрузочные и бункерные устройства, накопители, контрольно-измерительные устройства, манипуляторы и т.п.) приведены в приложение 1.
3.7 Применяемый измерительный инструмент
Штангенциркуль ШЦ-I – штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин.
Диапазон измерений, мм: 0 – 125. Цена деления, мм: 0.1. Класс точности: 1. Степень точности данного штангенциркуля позволяет измерять 3, 4, 5 и 10 поверхности вала.
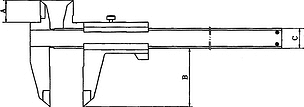
Рисунок 25. Штангенциркуль ШЦ-I
Штангенциркуль ШЦ-3-4000 0,1мм губки 150мм предназначены для измерения наружных и внутренних размеров. Этот штангенциркуль III типа – с односторонним расположением губок. Диапазон измерений, мм: 0 – 4000. Цена деления, мм: 0.1. Класс точности: 1. Степень точности данного штангенциркуля позволяет измерять 3, 4, 5 и 10 поверхности вала, а так же общую длину вала.
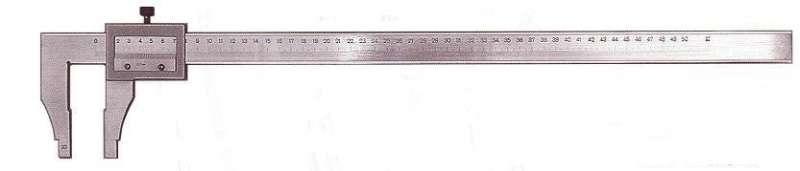
Рисунок 26. Штангенциркуль ШЦ-III-4000
Микрометр МК 25-50 предназначен для измерения наружных размеров изделий. Измерительные поверхности микрометра оснащены твердым сплавом. Диапазон измерений 25 – 50 мм, цена деления 0.01 мм. Данным микрометром производим контроль размеров 2, 7 и 11 поверхностей.

Рисунок 27. Микрометр МК 25-50
МИКРОМЕТР МЗ 25-50 предназначены для измерения длины общей нормали зубчатых колес с модулем от 1 мм. Микрометры с верхним пределом диапазона измерения 50 мм и более укомплектованы установочной мерой-концевой плоскопараллельной мерой длины. Номинальный диаметр измерительных поверхностей пятки и измерительной губки не менее 24 мм. Допускается изготовление пятки со срезанной измерительной поверхностью. Данным микрометром проверяем размер общей нормали.
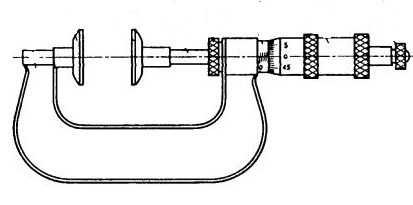
Рисунок 28. Микрометр МЗ 25-50
Схема измерения 4 поверхности штангенциркулем представлена на рисунке 26.
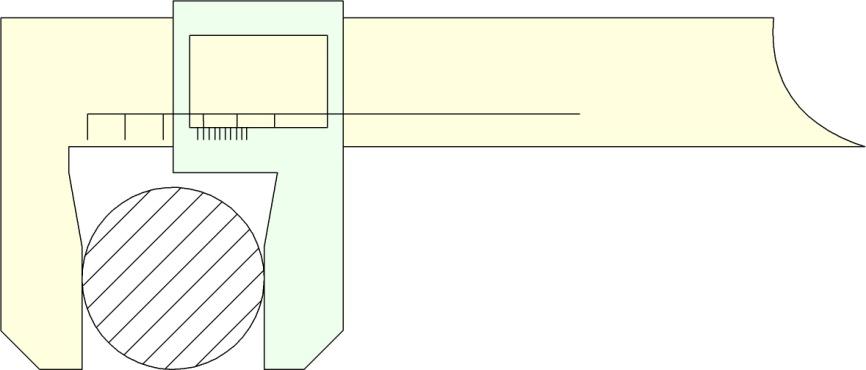
Рисунок 29. Схема измерения штангенциркулем
Схема измерения 7 поверхности микрометром представлена на рисунке 26.
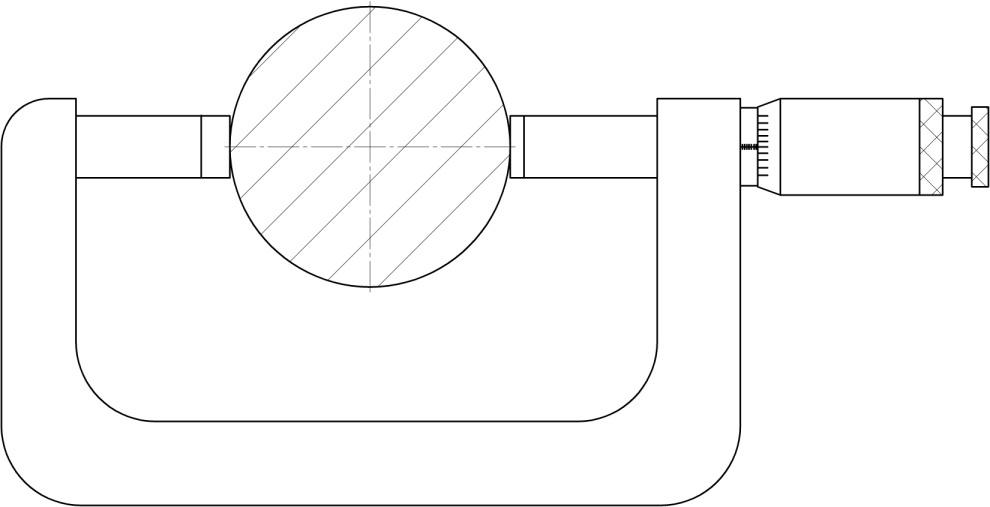
Рисунок 30. Схема измерения микрометром
Так как вал выпускается серийно, необходимо использовать контрольно измерительный инструмент, это калибр-скоба и резьбовой калибр. Калибром-скобой контролируем размер 2 и 7 поверхностей, резьбовым калибром – производим контроль резьбы. На рисунке 31 представлена калибр-скоба, на рисунке 32 резьбовой калибр.
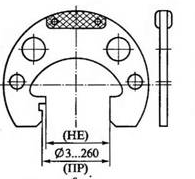
Рисунок 31. Калибр скоба.

Рисунок 32. Резьбовой калибр-пробка.
% PDF-1.6 % 792 0 объект > endobj Xref 792 796 0000000016 00000 н. 0000018526 00000 п. 0000018712 00000 п. 0000018841 00000 п. 0000018877 00000 п. 0000028900 00000 п. 0000029029 00000 н. 0000029184 00000 п. 0000029312 00000 п. 0000029465 00000 п. 0000029684 00000 п. 0000029838 00000 п. 0000030057 00000 п. 0000030210 00000 п. 0000031141 00000 п. 0000031790 00000 п. 0000031950 00000 п. 0000032600 00000 п. 0000032871 00000 п. 0000033051 00000 п. 0000033088 00000 п. 0000033175 00000 п. 0000033377 00000 п. 0000033580 00000 п. 0000033641 00000 п. 0000034038 00000 п. 0000034239 00000 п. 0000034443 00000 п. 0000034505 00000 п. 0000034787 00000 п. 0000034988 00000 п. 0000035409 00000 п. 0000052897 00000 п. 0000063988 00000 п. 0000070831 00000 п. 0000077580 00000 п. 0000083508 00000 п. 0000089370 00000 п. 0000089681 00000 п. 0000089863 00000 п. 0000095856 00000 п. 0000103417 00000 п. 0000106110 00000 п. 0000112572 00000 н. 0000113921 00000 н. 0000117751 00000 н. 0000118133 00000 н. 0000118193 00000 н. 0000118244 00000 н. 0000118306 00000 н. 0000118612 00000 н. 0000118803 00000 н. 0000119220 00000 н. 0000119752 00000 н. 0000119892 00000 н. 0000133981 00000 н. 0000134020 00000 н. 0000134698 00000 н. 0000134851 00000 н. 0000135454 00000 н. 0000135607 00000 н. 0000135760 00000 н. 0000136371 00000 п. 0000136523 00000 н. 0000137121 00000 н. 0000137274 00000 н. 0000137426 00000 н. 0000137579 00000 п. 0000137732 00000 н. 0000137885 00000 н. 0000138037 00000 н. 0000138190 00000 н. 0000138341 00000 п. 0000138494 00000 н. 0000138647 00000 н. 0000138799 00000 н. 0000138952 00000 н. 0000139104 00000 н. 0000139257 00000 н. 0000139410 00000 н. 0000139563 00000 н. 0000139716 00000 н. 0000139869 00000 н. 0000140021 00000 н. 0000140174 00000 н. 0000140326 00000 н. 0000140477 00000 н. 0000140628 00000 н. 0000140781 00000 п. 0000140934 00000 п. 0000141087 00000 п. 0000141239 00000 н. 0000141392 00000 н. 0000141545 00000 н. 0000141697 00000 н. 0000141849 00000 н. 0000142001 00000 н. 0000142153 00000 п. 0000142306 00000 н. 0000142458 00000 н. 0000142611 00000 н. 0000142763 00000 н. 0000142916 00000 н. 0000143069 00000 н. 0000143221 00000 н. 0000143373 00000 н. 0000143525 00000 п. 0000143678 00000 н. 0000143829 00000 н. 0000143981 00000 н. 0000144135 00000 н. 0000144288 00000 п. 0000144443 00000 н. 0000144598 00000 п. 0000144752 00000 н. 0000144908 00000 н. 0000145063 00000 н. 0000145216 00000 п. 0000145813 00000 н. 0000145967 00000 н. 0000146544 00000 н. 0000146697 00000 н. 0000147283 00000 н. 0000147437 00000 н. 0000148003 00000 н. 0000148156 00000 н. 0000148311 00000 н. 0000148465 00000 н. 0000148617 00000 н. 0000148771 00000 н. 0000148923 00000 н. 0000149077 00000 н. 0000149230 00000 н. 0000149384 00000 н. 0000149538 00000 п. 0000149692 00000 н. 0000149845 00000 н. 0000149999 00000 н. 0000150151 00000 п. 0000150304 00000 н. 0000150458 00000 н. 0000150612 00000 н. 0000150766 00000 н. 0000150919 00000 н. 0000151073 00000 н. 0000151226 00000 н. 0000151378 00000 н. 0000151530 00000 н. 0000151683 00000 н. 0000151837 00000 н. 0000151991 00000 н. 0000152144 00000 н. 0000152296 00000 н. 0000152450 00000 н. 0000152603 00000 н. 0000152757 00000 н. 0000152910 00000 н. 0000153063 00000 н. 0000153216 00000 н. 0000153369 00000 н. 0000153522 00000 н. 0000153676 00000 н. 0000153830 00000 н. 0000153984 00000 н. 0000154138 00000 н. 0000154291 00000 н. 0000154445 00000 н. 0000154599 00000 н. 0000154753 00000 н. 0000154907 00000 н. 0000155058 00000 н. 0000155212 00000 н. 0000155365 00000 н. 0000155519 00000 н. 0000155672 00000 н. 0000155824 00000 н. 0000156111 00000 н. 0000156259 00000 н. 0000156411 00000 н. 0000156564 00000 н. 0000156715 00000 н. 0000156869 00000 н. 0000157021 00000 н. 0000157174 00000 н. 0000157327 00000 н. 0000157481 00000 н. 0000157633 00000 н. 0000157787 00000 н. 0000157940 00000 н. 0000158092 00000 н. 0000158244 00000 н. 0000158398 00000 н. 0000158551 00000 н. 0000158705 00000 н. 0000158856 00000 н. 0000159010 00000 н. 0000159164 00000 н. 0000159317 00000 н. 0000159470 00000 н. 0000159624 00000 н. 0000159777 00000 н. 0000159930 00000 н. 0000160083 00000 н. 0000160236 00000 п. 0000160388 00000 п. 0000160540 00000 н. 0000160694 00000 п. 0000160847 00000 н. 0000161001 00000 н. 0000161156 00000 н. 0000161311 00000 н. 0000161465 00000 н. 0000161620 00000 н. 0000161775 00000 н. 0000161930 00000 н. 0000162515 00000 н. 0000162669 00000 н. 0000163239 00000 н. 0000163393 00000 н. 0000163964 00000 н. 0000164118 00000 н. 0000164272 00000 н. 0000164835 00000 н. 0000164989 00000 н. 0000165143 00000 н. 0000165297 00000 н. 0000165451 00000 н. 0000165605 00000 н. 0000165758 00000 н. 0000165912 00000 н. 0000166064 00000 н. 0000166217 00000 н. 0000166370 00000 н. 0000166523 00000 н. 0000166677 00000 н. 0000166831 00000 н. 0000166984 00000 н. 0000167138 00000 н. 0000167291 00000 н. 0000167445 00000 н. 0000167598 00000 н. 0000167752 00000 н. 0000167904 00000 н. 0000168057 00000 н. 0000168210 00000 н. 0000168363 00000 н. 0000168517 00000 н. 0000168669 00000 н. 0000168823 00000 н. 0000168976 00000 н. 0000169129 00000 н. 0000169283 00000 н. 0000169437 00000 н. 0000169591 00000 н. 0000169745 00000 н. 0000169899 00000 н. 0000170053 00000 н. 0000170207 00000 н. 0000170361 00000 п. 0000170514 00000 н. 0000170668 00000 н. 0000170822 00000 н. 0000170973 00000 п. 0000171125 00000 н. 0000171276 00000 н. 0000171430 00000 н. 0000171584 00000 н. 0000171737 00000 н. 0000171891 00000 н. 0000172044 00000 н. 0000172198 00000 н. 0000172351 00000 п. 0000172503 00000 н. 0000172657 00000 н. 0000172811 00000 н. 0000172965 00000 н. 0000173119 00000 н. 0000173273 00000 н. 0000173426 00000 н. 0000173577 00000 н. 0000173731 00000 н. 0000173885 00000 н. 0000174038 00000 н. 0000174192 00000 н. 0000174345 00000 н. 0000174498 00000 н. 0000174652 00000 н. 0000174805 00000 н. 0000174959 00000 н. 0000175113 00000 н. 0000175267 00000 н. 0000175420 00000 н. 0000176040 00000 н. 0000176196 00000 н. 0000176350 00000 н. 0000176504 00000 н. 0000176658 00000 н. 0000176811 00000 н. 0000176965 00000 н. 0000177119 00000 н. 0000177273 00000 н. 0000177427 00000 н. 0000177581 00000 н. 0000177733 00000 н. 0000177884 00000 н. 0000178038 00000 н. 0000178191 00000 н. 0000178344 00000 н. 0000178498 00000 н. 0000178651 00000 н. 0000178805 00000 н. 0000179351 00000 н. 0000179507 00000 н. 0000180042 00000 н. 0000180197 00000 н. 0000180740 00000 н. 0000180896 00000 н. 0000181425 00000 н. 0000181580 00000 н. 0000181737 00000 н. 0000181891 00000 н. 0000182427 00000 н. 0000182583 00000 н. 0000183101 00000 п. 0000183256 00000 н. 0000183775 00000 н. 0000183931 00000 н. 0000184452 00000 н. 0000184607 00000 н. 0000184764 00000 н. 0000184920 00000 н. 0000185076 00000 н. 0000185230 00000 н. 0000185385 00000 н. 0000185541 00000 н. 0000185695 00000 п. 0000185851 00000 н. 0000186006 00000 н. 0000186162 00000 н. 0000186316 00000 н. 0000186472 00000 н. 0000186627 00000 н. 0000186781 00000 н. 0000186936 00000 н. 0000187091 00000 н. 0000187246 00000 н. 0000187400 00000 н. 0000187556 00000 н. 0000187711 00000 н. 0000187866 00000 н. 0000188020 00000 н. 0000188175 00000 н. 0000188331 00000 н. 0000188487 00000 н. 0000188643 00000 н. 0000188799 00000 н. 0000188955 00000 н. 0000189109 00000 н. 0000189265 00000 н. 0000189419 00000 н. 0000189575 00000 н. 0000189731 00000 н. 0000189887 00000 н. 0000190042 00000 н. 0000190198 00000 н. 0000190353 00000 н. 0000190508 00000 н. 0000190661 00000 н. 0000190815 00000 н. 0000190971 00000 н. 0000191127 00000 н. 0000191282 00000 н. 0000191437 00000 н. 0000191591 00000 н. 0000191746 00000 н. 0000191902 00000 н. 0000192056 00000 н. 0000192212 00000 н. 0000192367 00000 н. 0000192521 00000 н. 0000192676 00000 н. 0000192832 00000 н. 0000192986 00000 н. 0000193141 00000 п. 0000193297 00000 н. 0000193452 00000 н. 0000193606 00000 н. 0000193762 00000 н. 0000193918 00000 н. 0000194074 00000 н. 0000194227 00000 н. 0000194381 00000 н. 0000194535 00000 н. 0000194690 00000 н. 0000194845 00000 н. 0000195000 00000 н. 0000195155 00000 н. 0000195309 00000 н. 0000195464 00000 н. 0000195619 00000 п. 0000195775 00000 н. 0000195928 00000 н. 0000196082 00000 н. 0000196237 00000 н. 0000196392 00000 н. 0000196548 00000 н. 0000196704 00000 н. 0000196859 00000 н. 0000197015 00000 н. 0000197171 00000 н. 0000197327 00000 н. 0000197480 00000 н. 0000197633 00000 н. 0000197787 00000 н. 0000197943 00000 н. 0000198099 00000 н. 0000198255 00000 н. 0000198411 00000 н. 0000198564 00000 н. 0000198719 00000 н. 0000198873 00000 н. 0000199028 00000 н. 0000199183 00000 н. 0000199338 00000 н. 0000199492 00000 н. 0000199647 00000 н. 0000199802 00000 н. 0000199956 00000 н. 0000200110 00000 н. 0000200264 00000 н. 0000200420 00000 н. 0000200575 00000 н. 0000200729 00000 н. 0000200883 00000 н. 0000201039 00000 н. 0000201192 00000 н. 0000201347 00000 н. 0000201502 00000 н. 0000201656 00000 н. 0000201812 00000 н. 0000201968 00000 н. 0000202124 00000 н. 0000202280 00000 н. 0000202435 00000 н. 0000202591 00000 н. 0000202747 00000 н. 0000202900 00000 н. 0000203056 00000 н. 0000203211 00000 н. 0000203366 00000 н. 0000203522 00000 н. 0000203676 00000 н. 0000203832 00000 н. 0000203987 00000 н. 0000204142 00000 н. 0000204297 00000 н. 0000204451 00000 н. 0000204603 00000 н. 0000204757 00000 н. 0000204912 00000 н. 0000205067 00000 н. 0000205223 00000 н. 0000205378 00000 п. 0000205533 00000 н. 0000205688 00000 н. 0000205843 00000 н. 0000205999 00000 н. 0000206154 00000 н. 0000206308 00000 н. 0000206464 00000 н. 0000206620 00000 н. 0000206776 00000 н. 0000206931 00000 н. 0000207086 00000 н. 0000207241 00000 н. 0000207397 00000 н. 0000207553 00000 н. 0000207707 00000 н. 0000207861 00000 н. 0000208014 00000 н. 0000208170 00000 н. 0000208326 00000 н. 0000208482 00000 н. 0000208638 00000 н. 0000208794 00000 н. 0000208950 00000 н. 0000209106 00000 н. 0000209262 00000 н. 0000209417 00000 н. 0000209572 00000 н. 0000209726 00000 н. 0000209882 00000 н. 0000210038 00000 н. 0000210194 00000 п. 0000210348 00000 п. 0000210502 00000 н. 0000210655 00000 н. 0000210809 00000 п. 0000210962 00000 н. 0000211117 00000 н. 0000211647 00000 н. 0000211801 00000 п. 0000211955 00000 н. 0000212476 00000 н. 0000212628 00000 н. 0000213154 00000 н. 0000213308 00000 н. 0000213826 00000 н. 0000213978 00000 н. 0000214133 00000 п. 0000214287 00000 н. 0000214441 00000 п. 0000214594 00000 н. 0000214747 00000 н. 0000214900 00000 н. 0000215054 00000 н. 0000215208 00000 н. 0000215362 00000 н. 0000215515 00000 н. 0000215669 00000 н. 0000215822 00000 н. 0000215976 00000 п. 0000216129 00000 н. 0000216283 00000 п. 0000216435 00000 н. 0000216588 00000 н. 0000216742 00000 н. 0000216896 00000 н. 0000217050 00000 н. 0000217204 00000 н. 0000217358 00000 н. 0000217511 00000 н. 0000217664 00000 н. 0000217818 00000 н. 0000217972 00000 н. 0000218126 00000 н. 0000218280 00000 н. 0000218434 00000 н. 0000218588 00000 н. 0000218741 00000 н. 0000218894 00000 н. 0000219048 00000 н. 0000219201 00000 н. 0000219355 00000 п. 0000219508 00000 п. 0000219662 00000 п. 0000219814 00000 н. 0000219968 00000 н. 0000220120 00000 н. 0000220274 00000 н. 0000220428 00000 н. 0000220582 00000 н. 0000220735 00000 н. 0000220889 00000 н. 0000221041 00000 н. 0000221195 00000 н. 0000221349 00000 н. 0000221502 00000 н. 0000221656 00000 н. 0000221810 00000 н. 0000221964 00000 н. 0000222117 00000 н. 0000222271 00000 н. 0000222424 00000 н. 0000222578 00000 н. 0000222732 00000 н. 0000222885 00000 н. 0000223038 00000 н. 0000223192 00000 н. 0000223346 00000 н. 0000223500 00000 н. 0000223653 00000 п. 0000223807 00000 н. 0000223960 00000 н. 0000224114 00000 н. 0000224268 00000 н. 0000224422 00000 н. 0000224576 00000 н. 0000224729 00000 н. 0000224883 00000 н. 0000225037 00000 н. 0000225191 00000 н. 0000225345 00000 н. 0000225497 00000 н. 0000225651 00000 н. 0000225805 00000 н. 0000225959 00000 н. 0000226113 00000 н. 0000226266 00000 н. 0000226420 00000 н. 0000226573 00000 н. 0000226727 00000 н. 0000226878 00000 н. 0000227032 00000 н. 0000227186 00000 н. 0000227340 00000 н. 0000227494 00000 н. 0000227648 00000 н. 0000227799 00000 н. 0000227953 00000 н. 0000228106 00000 н. 0000228260 00000 н. 0000228414 00000 н. 0000228567 00000 н. 0000228719 00000 н. 0000228873 00000 н. 0000229026 00000 н. 0000229178 00000 н. 0000229332 00000 н. 0000229485 00000 н. 0000229639 00000 н. 0000229792 00000 н. 0000229945 00000 н. 0000230097 00000 н. 0000230251 00000 н. 0000230404 00000 п. 0000230558 00000 п. 0000230711 00000 п. 0000230863 00000 н. 0000231017 00000 н. 0000231171 00000 н. 0000231325 00000 н. 0000231478 00000 н. 0000231630 00000 н. 0000231784 00000 н. 0000231938 00000 н. 0000232092 00000 н. 0000232245 00000 н. 0000232399 00000 н. 0000232552 00000 н. 0000232705 00000 н. 0000232858 00000 н. 0000233010 00000 н. 0000233162 00000 п. 0000233314 00000 н. 0000233467 00000 н. 0000233620 00000 н. 0000233774 00000 п. 0000233927 00000 н. 0000234081 00000 н. 0000234234 00000 п. 0000234388 00000 п. 0000234542 00000 н. 0000234696 00000 п. 0000234848 00000 н. 0000235001 00000 н. 0000235153 00000 п. 0000235306 00000 п. 0000235459 00000 п. 0000235612 00000 н. 0000235766 00000 н. 0000235919 00000 п. 0000236073 00000 н. 0000236227 00000 н. 0000236380 00000 н. 0000236534 00000 н. 0000236688 00000 н. 0000236842 00000 н. 0000236996 00000 н. 0000237148 00000 н. 0000237302 00000 н. 0000237456 00000 п. 0000237610 00000 п. 0000237764 00000 н. 0000237917 00000 п. 0000238071 00000 н. 0000238225 00000 н. 0000238379 00000 н. 0000238533 00000 н. 0000238687 00000 н. 0000238841 00000 н. 0000238995 00000 н. 0000239149 00000 н. 0000239301 00000 н. 0000239454 00000 п. 0000239608 00000 н. 0000239762 00000 н. 0000239916 00000 н. 0000240070 00000 н. 0000240224 00000 н. 0000240378 00000 н. 0000240532 00000 н. 0000240686 00000 п. 0000240840 00000 н. 0000240994 00000 н. 0000241148 00000 н. 0000241302 00000 н. 0000241456 00000 н. 0000241610 00000 н. 0000241763 00000 н. 0000241917 00000 н. 0000242070 00000 н. 0000242221 00000 н. 0000242375 00000 н. 0000242529 00000 н. 0000242683 00000 н. 0000242837 00000 н. 0000242991 00000 н. 0000243144 00000 н. 0000243297 00000 н. 0000243451 00000 н. 0000243605 00000 н. 0000243759 00000 н. 0000243913 00000 н. 0000244067 00000 н. 0000244221 00000 н. 0000244374 00000 н. 0000244528 00000 н. 0000244681 00000 н. 0000244835 00000 н. 0000244989 00000 н. 0000245143 00000 н. 0000245297 00000 н. 0000245450 00000 н. 0000245898 00000 н. 0000245948 00000 н. 0000250686 00000 н. 0000251107 00000 н. 0000251157 00000 н. 0000251646 00000 н. 0000251940 00000 н. 0000251989 00000 н. 0000252377 00000 н. 0000253402 00000 н. 0000254164 00000 н. 0000254214 00000 н. 0000255012 00000 н. 0000256657 00000 н. 0000257732 00000 н. 0000257980 00000 н. 0000258029 00000 н. 0000258296 00000 н. 0000258931 00000 н. 0000258981 00000 н. 0000259396 00000 н. 0000259931 00000 н. 0000260460 00000 н. 0000260992 00000 н. 0000261523 00000 н. 0000262053 00000 н. 0000262583 00000 н. 0000263116 00000 п. 0000263653 00000 п. 0000264189 00000 п. 0000264721 00000 н. 0000265256 00000 н. 0000265790 00000 н. 0000266323 00000 н. 0000266854 00000 н. 0000266929 00000 н. 0000267153 00000 н. 0000267245 00000 н. 0000267339 00000 п. 0000267451 00000 н. 0000267560 00000 н. 0000267737 00000 н. 0000267858 00000 н. 0000267994 00000 н. 0000268153 00000 п. 0000268299 00000 н. 0000268399 00000 н. 0000268567 00000 н. 0000268668 00000 н. 0000268771 00000 н. 0000268881 00000 н. 0000268999 00000 н. 0000269137 00000 н. 0000269242 00000 н. 0000269342 00000 п. 0000269498 00000 н. 0000269631 00000 н. 0000269767 00000 н. 0000269913 00000 н. 0000270043 00000 н. 0000270160 00000 н. 0000270329 00000 н. 0000270441 00000 п. 0000270571 00000 п. 0000270714 00000 н. 0000270808 00000 п. 0000270921 00000 н. 0000271032 00000 н. 0000271159 00000 н. 0000271267 00000 н. 0000271375 00000 н. 0000271479 00000 н. 0000271580 00000 н. 0000271704 00000 н. 0000271812 00000 н. 0000271918 00000 н. 0000272049 00000 н. 0000272169 00000 н. 0000272298 00000 н. 0000272429 00000 н. 0000272573 00000 н. 0000016216 00000 п. прицеп ] / Назад 5480335 >> startxref 0 %% EOF 1587 0 объект > поток hWkp> е “/ [`] ZJ T4) e: xm (tHwL # q
.T-25c вертикальный сверлильный станок, сверлильный станок для сертификации CE от Ttmc Производство
Вертикальный сверлильный станок
T-25C
Характеристики
1. Наши вертикальные сверлильные станки имеют регулируемую высоту и функцию вращения на головке и рабочем столе, они могут обеспечить надлежащий ход сверления для различные заготовки разных размеров.
2. Втулка может быть заблокирована на любой глубине, а высоконагруженный конический роликоподшипник гарантирует высокую скорость и плавность вращения главного шпинделя.
3. Быстрое и надежное втягивание, четкая идентификация шкалы и устройство позиционирования небольшой глубины подачи могут повысить эффективность бурения.
4. Защитный экран нашего вертикального сверлильного станка при отключении питания делает работу более безопасной и эффективной.
Технические характеристики
Номер позиции | 3 |
Модель | T-25C |
25 | |
Ход шпинделя (мм) | 125 |
Нарезание резьбы в стали / чугуне | M10 / M16 |
Конус Морзе | MT3 |
Мощность двигателя (50 Гц) | 0,65 кВт / 0,9 кВт |
Скорость шпинделя при (50 Гц) | 105-210- 350-445- 700-890-1450-2900 |
Скорость шпинделя при 60 (Гц) | 130-260-420-840-535- 1070-1745-3200 |
Размер упаковки (см) | 167X57X72 |
N.W./G.W. | 190/220 кг |
T-25 Ttmc Вертикальный сверлильный станок, сверлильный станок с зубчатым приводом
Вертикальный сверлильный станок
T-25
Характеристики
1. Наши вертикальные сверлильные станки T25 имеют регулируемую высоту и функцию вращения на головке и рабочем столе, они могут обеспечить надлежащий ход сверления для различных заготовок разных размеров.
2. Втулка может быть заблокирована на любой глубине, а высоконагруженный конический роликоподшипник гарантирует высокую скорость и плавность вращения главного шпинделя.
3. Быстрое и надежное втягивание, четкая маркировка шкалы и устройство позиционирования небольшой глубины подачи могут повысить эффективность бурения.
4. Защитный экран нашего вертикального сверлильного станка делает работу более безопасной и эффективной.
Технические характеристики
Арт.диаметр сверления (мм) | 25 |
Ход шпинделя (мм) | 125 |
Нарезание резьбы по стали / чугуну | M10 / M16 |
Конус Морзе | MT3 |
Мощность двигателя (50 Гц) | 0,65 кВт / 0,9 кВт |
Мощность двигателя (60 Гц) | 0.8 кВт / 1,1 кВт |
Скорость шпинделя при (50 Гц) | 105-210-350-445- 700-890-1450-2900 |
Скорость шпинделя 60 ( Гц) | 130-260-420-840-535- 1070-1745-3200 |
Размер упаковки (см) | 167X57X72 |
NW / GW | 190/220 кг |
T25c Ttmc Электрический вертикальный сверлильный станок
TTMC Elctric Vertical Drilling Характеристики:
1. Наши вертикальные сверлильные станки имеют регулируемую высоту и функцию вращения на головке и рабочем столе, они могут обеспечить надлежащий ход сверления для различных деталей различных размеров.
2. Втулка может быть заблокирована на любой глубине, а высоконагруженный конический роликоподшипник гарантирует высокую скорость и плавность вращения главного шпинделя.
3. Быстрое и надежное втягивание, четкая идентификация шкалы и устройство позиционирования небольшой глубины подачи могут повысить эффективность бурения.
4. Защитный экран нашего вертикального сверлильного станка при отключении питания делает работу более безопасной и эффективной.
Технические характеристики
Арт. № | 3 |
Модель | T-25C |
25 | |
Ход шпинделя (мм) | 125 |
Нарезание резьбы в стали / чугуне | M10 / M16 |
Конус Морзе | MT3 |
Мощность двигателя (50 Гц) | 0,65 кВт / 0,9 кВт |
Скорость вращения шпинделя при (50 Гц) | 105-210- 350-445- 700-890-1450-2900 |
Скорость шпинделя при 60 (Гц) | 130-260-420-840-535- 1070-1745-3200 |
Размер упаковки (см) | 167X57X72 |
N.W./G.W. | 190/220 кг |