Вертикально-сверлильный станок модели 2Н135
Содержание
Введение…………………………………………………..…
1. Основные технические данные и характеристика
станка 2Н135………………………………………………
2. Схема станка. Устройство и органы управления………………..8
3. Кинематическая схема станка, описание, составление
уравнения кинематического баланса, график частот,
расчёт min и max частоты вращения……………………………….12
4. Эксплуатация и обслуживание станка…………….……………….
Заключение……………………………………………………
Список литературы…………………………………
Введение
Металлорежущие
станки являются основным видом заводского
оборудования, предназначенным для
производства современных машин, приборов,
инструментов и других изделий, поэтому
количество и качество металлорежущих
станков, их техническая оснащенность
в значительной степени характеризуют
производственную мощь страны.
Сверлильные станки предназначены для:
- сверления сквозных и глухих отверстий;
- рассверливание отверстий на больший диаметр;
- нарезания в них резьбы метчиком;
- зенкерование, выполняемое для получения отверстия более высокого квалитета и меньшего параметра шероховатости поверхности;
- растачивание предварительно просверленных отверстий на большой диаметр с помощью расточных пластин, закреплённых на специальных оправках;
- зенкование, выполняемое для образования в основании просверленного отверстия гнёзд с плоским дном под головки винтов и болтов;
- развертывание цилиндрических и конических отверстий, обеспечивающее высокую точность и меньшую шероховатость обрабатываемой поверхности;
- раскатывание отверстий специальными оправками со стальными закаленными роликами или шариками для получения плотной и гладкой поверхности отверстии, а также шероховатости в пределах 0,63—0,080 мкм;
- подрезание (цековка) торцов наружных и внутренних приливов с целью получения ровной поверхности, перпендикулярной оси отверстия;
- вырезание отверстий больших диаметров в листовом материале с помощью специальной оправки с закрепленными в ней резцами;
- протачивание внутренних канавок различной формы специальными оправками с закрепленным режущим инструментом.

Эти операции выполняют сверлами, зенкерами, развертками и другими подобными инструментами. Однако, этими основными видами работ не исчерпываются технологические возможности сверлильных станков, на которых можно, например, развальцовывать пустотелые заклепки, обрабатывать многогранные отверстия, а также выполнять другие операции.
Существуют следующие типы универсальных сверлильных станков:
1 . Одношпиндельные настольно-сверлильные станки для обработки отверстий малого диаметра. Станки широко применяют в приборостроении. Шпиндели этих станков вращаются с большой частотой.
2. Вертикально-сверлильные
станки (основной и наиболее
3. Радиально-сверлильные
станки используют для  На этих станках совмещение
осей отверстий и инструмента достигается
перемещением шпинделя станка относительно
неподвижной детали.
На этих станках совмещение
осей отверстий и инструмента достигается
перемещением шпинделя станка относительно
неподвижной детали.
4. Многошпиндельные
сверлильные станки
5. Горизонтально-сверлильные станки для глубокого сверления.
6. Наклонно-сверлильные
станки для получения
К группе
сверлильных станков можно
Основными размерами сверлильных станков являются:
- наибольший условный диаметр сверления,
- размер конуса шпинделя и наибольший его вылет,
- наибольший ход шпинделя, наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты и др.
В зависимости от области применения различают
универсальные и специальные сверлильные
станки.![]()
Спектр применения сверлильных станков велик. Они используются в механических, сборочных, ремонтных и инструментальных цехах машиностроительных заводов и в предприятиях малого бизнеса.
1.Основные технические данные и характеристика станка 2Н125
Одним из представителей вертикально-сверлильных станков является станок модели 2Н135.
Станок
является универсальным вертикально- Агрегатная компоновка
и возможность автоматизации цикла обеспечивают
создание на их базе специальных станков.
Агрегатная компоновка
и возможность автоматизации цикла обеспечивают
создание на их базе специальных станков.
Вертикально-сверлильный станок 2Н135 предназначен для выполнения следующих видов работ: сверления, рассверливания, зенкования, зенкерования, развертывания и растачивания отверстий, нарезания резьбы, подрезки торцев ножами.
Наличие на станке механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твёрдых сплавов.
Установленное
на станках электрическое
Станок
используется для работы в условиях
единичного, мелкосерийного и серийного
производства, в ремонтных и сборочных
цехах.
Принцип работы.
Обрабатываемая
деталь устанавливается на столе
станка и закрепляется в машинных
тисках или в специальных
Режущий инструмент, в зависимости от формы его хвостовика, закрепляется в шпинделе станка при помощи патрона или переходных втулок. В соответствии с высотой обрабатываемой детали и длиной режущего инструмента производится установка стола и шпиндельной бабки.
Отверстия могут обрабатываться как ручным перемещением шпинделя, так и механической подачей.
Основные технические данные
Класс точности станка 2Н135
Наименование параметров | Модель 2Н135 |
Наибольший диаметр сверления в стали 45, мм | 25 |
Размеры конуса шпинделя | Морзе 4 |
Расстояние оси шпинделя до направляющих колонны, мм | 300 |
Наибольший ход шпинделя, мм | 250 |
Расстояние от торца шпинделя, мм до стола до плиты |
30-750 700-1120 |
Наибольшее перемещение | 170 |
Перемещение шпинделя за один оборот штурвала, мм | 122, 46 |
Рабочая поверхность стола, мм | 450х500 |
Наибольший ход стола, мм | 300 |
Количество скоростей шпинделя | 12 |
Количество подач | 9 |
Пределы подач, мм/об. | 0,1-1,6 |
Управление циклами работы | ручное |
Мощность двигателя главного движения, кВт | 4,0 |
Габариты станка, мм высота ширина длинна |
2535 835 1030 |
Масса станка, кг | 1200 |

2. Схема станка. Устройство и органы управления
Станина 6 имеет вертикальные направляющие,
по которым перемещается стол (на котором
закрепляют обрабатываемую деталь)
и сверлильная головка 12, несущая шпиндель
10. Инструмент устанавливают в шпинделе,
получающем вращение от электродвигателя
через коробку скоростей 2. Величину вертикального
перемещения шпинделя (подачу) регулируют
с помощью коробки подач 5 или штурвалом. Управление коробками скоростей и подач
осуществляют рукоятками 7. Контроль глубины
обработки осуществляют по лимбу. В нише
станины размещен противовес. Электрооборудование
станка 9 вынесено в отдельный шкаф 8. Фундаментная
плита служит опорой станка. В средних
и тяжелых станках на ее верхнюю плоскость
можно устанавливать заготовку. Стол станка
бывает подвижным (от рукоятки через
коническую пару зубчатых колес и ходовой
винт), неподвижным (съемным) или поворотным
(откидным). Его монтируют на направляющих
станины или выполняют в виде тумбы, установленной
на фундаментной плите.
Управление коробками скоростей и подач
осуществляют рукоятками 7. Контроль глубины
обработки осуществляют по лимбу. В нише
станины размещен противовес. Электрооборудование
станка 9 вынесено в отдельный шкаф 8. Фундаментная
плита служит опорой станка. В средних
и тяжелых станках на ее верхнюю плоскость
можно устанавливать заготовку. Стол станка
бывает подвижным (от рукоятки через
коническую пару зубчатых колес и ходовой
винт), неподвижным (съемным) или поворотным
(откидным). Его монтируют на направляющих
станины или выполняют в виде тумбы, установленной
на фундаментной плите.
Вертикально-сверлильный станок мод. 2Н135: 1 — привод; 2 — коробка скоростей; 4 — насос плунжерный маслянный; 5 — коробка подач; 6 —колонна, стол, плита; 7 — механизм управления скоростями и подачами; 8 — электрошкаф; 9 — электрооборудование; 10 – шпиндель в сборе;11 — система охлаждения; 12 — сверлильная головка.
Основные узлы станка:
Колонна, стол, плита.
Колонна станка представляет собой чугунную отливку. По направляющим колонны типа “ласточкин хвост” вручную перемещаются сверлильная головка и стол. Стол станка имеет три Т-образных паза. На фундаментной плите установлен электронасос, а внутри плиты – резервуар с отстойником для охлаждающей жидкости.
Коробка скоростей и привод.
Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков. Опоры валов коробки размешены в двух плитах – верхней и нижней, скрепленных между собой четырьмя стяжками. Коробка скоростей приводится во вращение вертикально расположенным электродвигателем через эластическую муфту и зубчатую передачу. Последний вал коробки – гильза – имеет шлицевое отверстие, через которое вращение передается шпинделю. Через шестерённую пару вращение передается на коробку подач.
Смазка коробки скоростей, как и всех сборочных
единиц сверлильной головки, производится
от плунжерного насоса, закрепленного
на нижней плите. Работа насоса контролируется
специальным маслоуказателем на лобовой
части подмоторной плиты.
Работа насоса контролируется
специальным маслоуказателем на лобовой
части подмоторной плиты.
Механизм переключения скоростей и подач.
Переключение скоростей производится рукояткой которая имеет четыре положения по окружности и три вдоль оси, переключение подач осуществляется рукояткой, имеющей три положения по окружности и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки. Отсчет включаемых скоростей и подач производится по таблицам.
Коробка подач.
Механизм коробки подач смонтирован в отдельном корпусе и устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач. На станках 2Н135 и 2HI35 коробка подач отличается только приводом. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта, передающая вращение червяку.
Сверлильная головка.
Сверлильная головка представляет собой чугунную отливку коробчатого сечения, в которой монтируется все основные узлы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
вертикально-сверлильный станок 2н135 Милишенко И.Н
Похожие презентации:
Станки сверлильно – расточной группы
ВКР: Организация монтажа, технической эксплуатации и ремонта вертикального отделочно-расточного станка 2Е78П
ВКР: Организация монтажа, технической эксплуатации и ремонта плоскошлифовального станка 3Е711В
Технологическое оснащение ПП
Техническое обслуживание и ремонт силового электрооборудования станка радиально – сверлильного 2К522
Сверлильные станки
Металлорежущие станки
Токарные станки
Вертикальные сверлильные станки
Обработка отверстий
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ НОВОСИБИРСКОЙ
ОБЛАСТИ
Новосибирский технический колледж имени А. И. Покрышкина
И. Покрышкина
Монтаж и техническая эксплуатация
вертикально-сверлильного станка 2Н135
мод.
Выполнил: студент группы М-451 Милишенко И.Н
Проверил: Шабуров Е.Г
Актуальность темы курсовой работы что станки могут
применяться в различных отраслях промышленности на
всевозможных операциях для обработки разных материалов. В
настоящее время станки играют огромную роль, поскольку
заменяют человеческую физическую силу и экономит время.
Цель данной курсовой работы направлена на изучение
монтажа и технической эксплуатации вертикально-сверлильного
станка 2Н135 мод.
Задачами курсовой работы являются:
1) Изучить общие сведения о станке;
2) Рассмотреть процесс монтажа;
3) Рассмотреть мероприятия по эксплуатации;
4) Изучить вопросы безопасности труда при эксплуатации
станка.
Сведение о станке
Выпуском вертикально-сверлильного станка
модели 2Н135 с 1950 по 1965 гг. занимался
Стерлитамакский станкостроительный завод.
Этот класс оборудования предназначался для
сверления, развертывания отверстий, зенкования
и нарезания резьбы с помощью метчиков.
Область применения – штучное производство или
комплектация ремонтных и обслуживающих
мастерских.
Относительная простота конструкции и
управления позволяет выполнять стандартные
операции по обработке заготовок в широком
диапазоне режимов. В качестве режущих и
обрабатывающих инструментов можно
использовать высокоуглеродистые, твердые и
быстрорежущие сплавы. Относительно высокая
мощность электродвигателя дает возможность
выполнять операции на предельных режимах
работы.
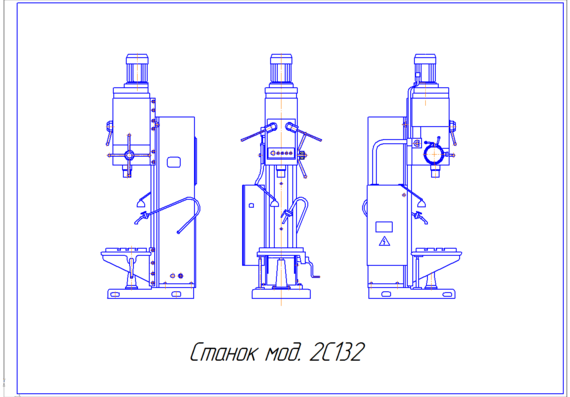
Общая компоновка
Расположение составных частей станка модели 2н135
Расположение органов управления и табличек с символами.
Технические характеристики
Ø сверления в стали, мм
Ø сверления в чугуне, мм
Высота от торца шпинделя до стола, мм
35
40
до 750
Высота от торца шпинделя до плиты, мм
до 1120
Вылет шпинделя, мм
Вертикальный ход шпинделя, мм
Количество скоростей, шт.
Частота вращения, об/мин
Шпиндель станка, конус Морзе
Число подач, шт.
Рабочая подача, мм/об
Мощность привода, кВт
Рабочее напряжение сети, В
Рабочий стол, мм
Ход стола по вертикали, мм
Деление лимба ручной подачи, мм
Крутящий момент, Нм
Габариты 2Н135, м
300
250
12
31 – 1400
IV
9
0,1 – 1,6
4,0
380
450*500
300
1,0
400
1,0*0,8*2,5
Схема и система смазки станка
Условия хранения станка
Хранить станок необходимо в закрытых помещениях с естественной
вентиляцией, где колебания температуры и влажность воздуха
существенно меньше, чем на открытом воздухе в районах с
умеренным и холодным климатом, при температуре не выше +40°C и
не ниже -50°C, относительной влажности не более 80% при +25°C, что
соответствует условиям хранения 5 по ГОСТ 15150-89. При длительном
хранении станка необходимо один раз в 6 месяцев производить
проверку состояния законсервированных поверхностей и деталей. При
При
обнаружении дефектов поверхности или нарушение установки
необходимо произвести вновь консервацию.
Распаковка и транспортировка
Распаковка. При распаковке сначала
снимается верхний щит упаковочного
ящика, а затем боковые. Необходимо
следить за тем, чтобы не повредить станок
упаковочным инструментом.
Транспортирование станка в
распакованном виде надо производить
согласно схеме транспортировки
показанной на рисунке 4.
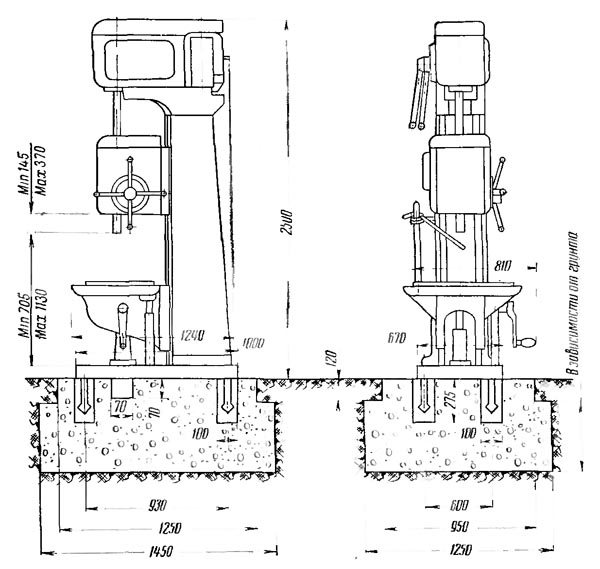
Фундамент и установка станка
Станок устанавливается на бетонном
фундаменте, глубина заложения которого
зависит от грунта, но не должна быть менее 250
мм. Станок крепиться к фундаменту шестью
фундаментными болтами М24. Точность работы
станка во многом зависит от его установки.
После установки на фундамент станок
выверяют в обеих плоскостях при помощи
уровня. Отклонение не должно превышать
0,04/1000 в обеих плоскостях. Схема установки
станка на фундамент и его крепление
показана на рисунке 5.
ЭКСПЛУАТАЦИЯ СТАНКА
Нормальная работа станочного парка зависит от постоянного технического
надзора со стороны станочника и механика цеха.
Смазка станка в процессе работы обеспечивает бесперебойную работу
его механизмов и увеличивает срок службы трущихся частей. Для подачи
масла к рабочим органам на станке устанавливают специальные устройства
как показано на схеме смазки станка. Смазки подлежат подшипники
электродвигателя 1, подшипники и шестерни коробки подач и механизм подач 3,
винт подъема стола 6, валик подъема стола 5, подшипники электронасоса 7,
указатель работы маслонасоса 2 и указатель уровня масла 4.
До первоначальной заливки смазки необходимо промыть все масляные
ёмкости бензином или осветительным керосином, заполнив их затем маслом, сорт
которого указан в паспорте станка.
Уровень масла в сверлильной головке контролируют по масло указателю. Первый
раз менять масло рекомендуется после 10 дней работы, второй – после 20 дней, а
затем – через каждые 3 месяца.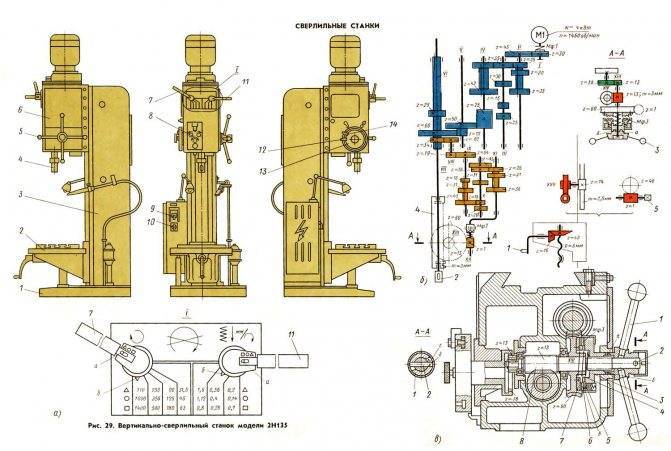 Перед заливкой масло должно быть предварительно
Перед заливкой масло должно быть предварительно
профильтровано через сетку. Перед началом работы на станке, сразу же после
включения вращения шпинделя вправо, нужно проверить работу маслонасоса.
Контроль осуществляют по указателю на передней стенке сверлильной головки.
Только убедившись в нормальной работе насоса и смазав
все точки можно приступать к работе на станке.
Подготовка станка к работе
1. Проверьте заземление станка и соответствие напряжения в сети и
электрооборудовании ставка.
2. Ознакомьтесь с назначением всех органов управления.
3. Проверить на холостом ходу станка:
работу механизма и сверлильной головки;
исправность сигналь них, кнопочных и тормозных устройств;
правильность работы блокировочных устройств;
исправность системы смазки и системы охлаждения;
наличие на станке жестких упоров, ограничивающих перемещение
сверлильной головки стола.
4.Установочные перемещения сверлильной головки производите только при о
тжатых клиньях.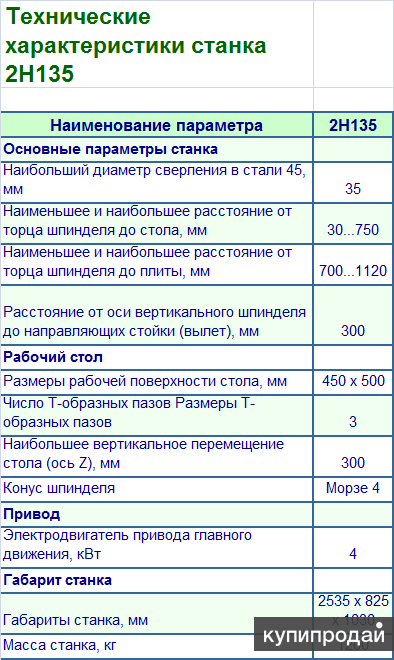
Работа станка
1. При работе станка необходимо руководствоваться
установленными для данного станка режимами резания.
Наибольшие мощности и крутящие моменты на шпинделе
должны быть не более установленных;
2. Не рекомендуется переключать частоты вращения шпинделя и
подач на ходу;
3. По окончании сверления отключите подачу СОЖ.
Заключение
В результате работы над курсовым проектом были изучены общие
сведения о станке, назначение и область применения, общая
компоновка, технические характеристики. Была рассмотрена
схема и система смазки станка. В ходе выполнения курсового
проекта был рассмотрен процесс монтажа, включающий
вопросы хранения станка, распаковки и транспортировки.
При работе над курсовым проектом были рассмотрены
мероприятия по техническому обслуживанию и эксплуатации,
включающие в себя: настройку и наладку станка; подготовку
станка к первоначальному пуску. Так же были рассмотрены
вопросы безопасности труда при эксплуатации.
Спасибо за внимание
English Русский Правила
▷ Все бывшее в употреблении промышленное оборудование в Интернете на TradeMachines
Лидеры продаж и производители
Найти продажу подержанного оборудования на TradeMachines
С помощью своей поисковой системы для подержанных машин TradeMachines эффективно объединяет продавцов и покупателей. Покупателям больше не нужно искать подержанных машин на нескольких веб-сайтах продавцов, поскольку TradeMachines объединяет предложения известных промышленных аукционистов и продавцов подержанных машин, таким образом представляя всесторонний обзор рынка. Подержанные станки являются достойной альтернативой покупке дорогих новых станков.
Специалисты по машиностроению со всего мира пьют свой утренний кофе, просматривая TradeMachines и получая информацию о текущих предложениях рынка подержанных машин . Мы предлагаем покупателям обзор подержанного промышленного оборудования , доступного на рынке, с целью абсолютной прозрачности. Торговая площадка предназначена для того, чтобы предложить искателям подержанной техники варианты выбора из аукционов оборудования по местонахождению, аукционным домам и типу оборудования. TradeMachines стремится предоставить вам поисковую систему, которая может максимально увеличить ваши возможности для поиска наилучших возможных сделок в Интернете от крупнейших продавцов промышленного оборудования по всему миру .
Торговая площадка предназначена для того, чтобы предложить искателям подержанной техники варианты выбора из аукционов оборудования по местонахождению, аукционным домам и типу оборудования. TradeMachines стремится предоставить вам поисковую систему, которая может максимально увеличить ваши возможности для поиска наилучших возможных сделок в Интернете от крупнейших продавцов промышленного оборудования по всему миру .
Аукционы тяжелого оборудования
Поскольку по всему миру проходит аукционов тяжелого оборудования , найти предложения, которые вы ищете, из разных источников – непростая задача. TradeMachines — это поисковая система для подержанных машин, которая позволяет тем, кто ищет технику, находить предложения и распродажи, которые они ищут. Рядом с аукционы тяжелой техники предложение также включает прямые продажи от международных торговцев подержанной техникой. Комбинированное предложение i аукционов промышленного оборудования и продаж подержанного оборудования создает наиболее полный обзор мирового рынка. Предлагая способ найти аукцион оборудования, в котором есть то, что вам нужно, вы экономите время, деньги и энергию. На нашем веб-сайте торговой площадки обычно представлены два типа аукционов: ликвидационные аукционы и промышленные аукционы 9.0008 . Аукционы ликвидации или неплатежеспособности и аукционы активов включают в себя бывшее в употреблении оборудование из арестованных активов компании. Эти аукционы включают продажу имущества, принадлежащего банку, для возмещения убытков компании. Аукционы тяжелой техники представляют собой смесь продавцов от частных владельцев до компаний. Предприятиям, которые больше не нуждаются в оборудовании, необходимо произвести продажи, чтобы вернуть деньги за свое старое или бывшее в употреблении оборудование .
Предлагая способ найти аукцион оборудования, в котором есть то, что вам нужно, вы экономите время, деньги и энергию. На нашем веб-сайте торговой площадки обычно представлены два типа аукционов: ликвидационные аукционы и промышленные аукционы 9.0008 . Аукционы ликвидации или неплатежеспособности и аукционы активов включают в себя бывшее в употреблении оборудование из арестованных активов компании. Эти аукционы включают продажу имущества, принадлежащего банку, для возмещения убытков компании. Аукционы тяжелой техники представляют собой смесь продавцов от частных владельцев до компаний. Предприятиям, которые больше не нуждаются в оборудовании, необходимо произвести продажи, чтобы вернуть деньги за свое старое или бывшее в употреблении оборудование .
Промышленные аукционы и подержанное тяжелое оборудование
TradeMachines понимает, как трудно доверять подержанному оборудованию . Мы работаем с доверчивыми промышленными аукционистами и известными торговцами машинами , чтобы обеспечить вам наилучшую связь между ними.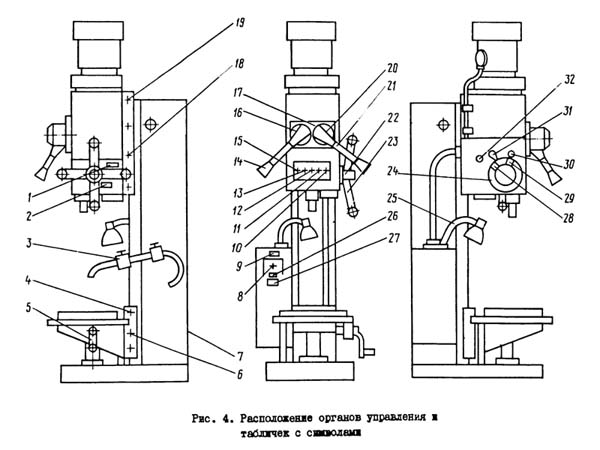 Промышленные аукционы — популярная возможность найти выгодные предложения, когда речь идет о бывшей в употреблении технике. На этих промышленных аукционах потенциальных покупателей находят бывшее в употреблении оборудование компаний, которые стали неплатежеспособными или решили избавиться от подборки своих машин. Но промышленные аукционы — не единственный способ найти подходящие подержанные машины по низким ценам. Торговцы машинами также размещают свои предложения на TradeMachines. В результате обширного предложения подержанных машин найти подходящее предложение стало намного проще и быстрее.
Промышленные аукционы — популярная возможность найти выгодные предложения, когда речь идет о бывшей в употреблении технике. На этих промышленных аукционах потенциальных покупателей находят бывшее в употреблении оборудование компаний, которые стали неплатежеспособными или решили избавиться от подборки своих машин. Но промышленные аукционы — не единственный способ найти подходящие подержанные машины по низким ценам. Торговцы машинами также размещают свои предложения на TradeMachines. В результате обширного предложения подержанных машин найти подходящее предложение стало намного проще и быстрее.
Используя различные функции, такие как календарь аукционов TradeMachines, вы можете найти промышленных аукционов по всему миру.
Популярные модели машин и категории можно найти в таблице ниже:
| Популярные продукты | Популярные товары | ||
|---|---|---|---|
ДЖОН ДИР 6400 | JOHN DEERE 4960 | CATERPILLAR 289D | HAAS VF-1 |
 в.
в. Руководство по содержанию и результатам курса (CCOG) в PCC
CCOG для MCH 160 Fall 2022
Посмотреть архивную версию »
- Номер курса:
- MCH 160
- Название курса:
- Буровые машины и операции
- Кредитные часы:
- 2
- Часы лекций:
- 0
- Часы лекций/лабораторных работ:
- 40
- Часы работы лаборатории:
- 0
Описание курса
Охватывает настройку, применение, детали и эксплуатацию чувствительных, вертикальных и радиально-сверлильных станков. Знакомит с часто выполняемыми операциями сверления, развертывания, зенковки, зенкерования, точечной обработки и нарезания резьбы на различных типах сверлильных станков, используемых для создания деталей для печати спецификаций. Этот курс также предлагается по цене 160 млн. апр.; учащийся, записавшийся на этот курс во второй раз под любым обозначением, подпадает под действие политики повторного прохождения курса. Необходимые условия: (АПР 100М или МЧ 100) и (АПР 121М или МЧ 121). Доступен аудит.
Этот курс также предлагается по цене 160 млн. апр.; учащийся, записавшийся на этот курс во второй раз под любым обозначением, подпадает под действие политики повторного прохождения курса. Необходимые условия: (АПР 100М или МЧ 100) и (АПР 121М или МЧ 121). Доступен аудит.
Предполагаемые результаты курса
По окончании курса студенты должны быть в состоянии:
- Точно перечислить и рассчитать правильные скорости для инструментов, используемых в курсе.
- Аккуратно настройте и выполните следующие операции на одной заготовке в соответствии со спецификациями печати: сверление, развертывание, зенковка, цековка, зенковка, ручной и механический метчик.
- Аккуратно разложите заготовку в соответствии со спецификациями печати, рассчитайте нужные скорости и подачи, а также выполните операции сверления и нарезания резьбы на сверлильном станке с радиальной консолью.
Учебные мероприятия и дизайн
MCH 160 будет представлен посредством аудиовизуальных презентаций, демонстраций, лабораторных опытов и исследовательской деятельности. Занятия и дизайн курса делают упор на развитие навыков и знаний, предписанных установленными отраслевыми стандартами. Определенные результаты будут достигнуты посредством индивидуальной и командной деятельности.
Занятия и дизайн курса делают упор на развитие навыков и знаний, предписанных установленными отраслевыми стандартами. Определенные результаты будут достигнуты посредством индивидуальной и командной деятельности.
Стратегии оценки результатов
СТРАТЕГИИ ОЦЕНКИ РЕЗУЛЬТАТОВ:
ПОЛИТИКА – Оценка успеваемости учащихся основана на установленных отраслевых стандартах. Различные области обучения во время курса будут оцениваться различными видами деятельности. Типичными из этих действий являются следующие:
1. ЗАДАНИЯ ПО ЧТЕНИЮ. Информационные листы, учебники, журнальные статьи и центр учебных ресурсов являются потенциальными источниками информации, на которые учащийся будет ссылаться, как указано в модулях, указанных во введении.
2. ПРАКТИКА – Выполнение заданий и проектов, указанных в заданиях по чтению, информационных листах, журнальных статьях и учебниках. Студенты должны выполнять практические задания со 100% компетентностью.
3. САМООЦЕНКА – Проверка и оценка понимания и знаний учащихся, полученных в результате выполнения заданий по чтению и практических занятий, обычно выполняемых посредством практической оценки.
САМООЦЕНКА – Проверка и оценка понимания и знаний учащихся, полученных в результате выполнения заданий по чтению и практических занятий, обычно выполняемых посредством практической оценки.
4. ЛАБОРАТОРНАЯ ДЕЯТЕЛЬНОСТЬ – Участие в структурированных лабораторных занятиях с упором на развитие навыков или повышение квалификации в областях обучения, указанных в пакетах модулей.
5. ОКОНЧАТЕЛЬНАЯ ОЦЕНКА – Оценка в форме письменного экзамена и/или практического применения, которая касается предметных областей, указанных в пакетах модулей. Учащиеся должны выполнить задания по итоговой оценке с 85% компетентностью.
Содержание курса (темы, понятия, проблемы и навыки)
Сверлильные станки и операции состоит из следующих модулей:
Сверление на сверлильном станке — отверстия в заготовке часто обрабатываются с помощью сверла, установленного на сверлильном станке. . В этом модуле учащийся научится сверлить отверстия в заготовке на сверлильном станке.
Развёртывание на сверлильном станке. Отверстия в заготовке часто обрабатываются до точного размера и с гладкой поверхностью с помощью развёртки, установленной на сверлильном станке, или вручную. В этом модуле учащийся научится развёртывать отверстия в заготовке на сверлильном станке и вручную.
Отверстия в заготовке часто обрабатываются до точного размера и с гладкой поверхностью с помощью развёртки, установленной на сверлильном станке, или вручную. В этом модуле учащийся научится развёртывать отверстия в заготовке на сверлильном станке и вручную.
Растачивание/Точечная обработка/Заглубление на сверлильном станке – Головка болта или гайки с головкой под ключ может быть установлена правильно только в том случае, если сопрягаемая поверхность плоская или имеет форму конуса. Независимо от того, открыта или утоплена сопрягаемая поверхность, оператор должен убедиться, что она плоская или конусообразная, путем зенкерования или растачивания (для утопленных поверхностей) или точечной обработки (для открытых поверхностей). Точечная облицовка делается вокруг отверстия, чтобы обеспечить посадку для головки винта или гайки; зенкерование позволяет получить отверстие с квадратным уступом или углубление в уже существующем отверстии. Зенковка создает конусообразную поверхность вокруг уже существующего отверстия для установки болта или винта с плоской головкой.