Вертикально-сверлильный станок 2С132 б/у:фото,схемы,характеристики
Кинематическая схема вертикально-сверлильного станка 2С132
фото:кинематическая схема вертикально-сверлильного станка 2С132
Электрическая схема вертикально-сверлильного станка 2С132
фото:электрическая схема вертикально-сверлильного станка 2С132
фото:электрическая схема вертикально-сверлильного станка 2С132 продолжение
Стойка вертикально-сверлильного станка 1с132
Стойка представляет собой пустотелую чугунную отливку, на которой по направляющим типа “ласточкин хвост” перемещается сверлильная головка и стол. Стол имеет три Т-образных паза, в которых закрепляется различная оснастка.
На фундаментной плите установлен электронасос для СОЖ, в верхней части колоны монтируется шкаф с электрооборудованием.
Фундаментная плита является резервуаром для смазывающе-охлаждающей жидкости.
Коробка скоростей вертикально-сверлильного станка 1с132
Коробка скоростей предназначена для осуществления главного движения – вращения шпинделя. Вращение входного вала коробки скоростей осуществляется от электродвигателя через эластичную муфту 10 и зубчатую передачу. При помощи подвижных блоков 5, 7, 8 шпинделю сообщается от 12 до 15 скоростей. Выходной вал 2 коробки скоростей имеет шлицевое отверстие, через которое крутящий момент передается шпинделю. Через зубчатую передачу 3 вращательное движение передается на коробку подач.
фото:коробка скоростей вертикально-сверлильного станка 1с132
Коробка подач вертикально-сверлильного станка 1с132
Коробка подач установлена в сверлильной головке и предназначена для осевого перемещения шпинделя. При помощи двух тройных подвижных блоков осуществляется девять подач.
Выходной вал коробки подач сцентрирован с верхней опорой червяка механизма подач. На валу расположена полумуфта, передающая вращательное движение червяку механизма подач.
фото:коробка подач вертикально-сверлильного станка 1с132
Шпиндель вертикально-сверлильного станка 1с132
Шпиндельная бабка 2 установлена на двух подшипниках, осевая нагрузка воспринимается нижним упорным подшипником, а усилие при выбивке режущего инструмента—верхним шариковым. Подшипники расположены в пиноли 3, которая с помощью реечной передачи перемещается вдоль оси.
Выбивка инструмента из конуса Морзе шпинделя осуществляется при помощи специального приспособления на головке шпинделя. Выбивка выполняется вращением штурвала от руки при подъеме шпиндельной бабки. Обойма 5 специального приспособления упирается в корпус сверлильной головки и рычаг 4, поворачиваясь вокруг оси», выбивает режущий инструмент.
Нижний паз шпинделя предназначен для фиксации шпонкой 7 оправки с установленной в ней фрезой при обработке плоскостей на станке 2С132ПФ2И! От выпадания шпонки из паза при фрезеровании, шпонку предохраняет быстросменная втулка, применяемая только при фрезеровании и устанавливается в пазы стакана 6.
фото:шпиндель вертикально-сверлильного станка 1с132
Плавающий стол вертикально-сверлильного станка 1с132
Плавающий стол предназначен для сверления деталей по копиру или разметки и состоит из следующих частей: стол 1,салазки 2 и основание 3.
Стол по салазкам перемещается в продольном направлении на игольчатых подшипниках. Салазки со столом, в свою очередь, перемещаются в поперечном направлении также на игольчатых подшипниках. Роликовые игольчатые подшипники обеспечивают легкость и плавность перемещения и устанавливают стол в нужное положение.
Зажимное устройство состоящее из эксцентрикового вала 4, верхней и нижней тяг 5 и 6 а также двух клиньев 7 фиксирует стол в нужном положении.
Регулировка зажимного устройства осуществляется при помощи винта.
В процессе эксплуатации стола существует необходимость в регулировки направляющих качения, для создания необходимого натяга между направляющими и роликами.
Техническая характеристика вертикально-сверлильного станка 2С132
| Основные параметры | 2С132 |
|---|---|
| Наибольшая высота заготовки,мм | 800 |
| Наибольшая масса устанавливаемой заготовки,кг | 600 |
| Наибольший диаметр сверления,мм | 32 |
| Пределы диаметров сверления,мм | 3…35 |
| Размеры рабочей поверхности стола,мм: | |
| ширина | 500 |
| длина | 500 |
| Цена деления лимба,мм | 0,05 |
| Наибольше ручное перемещения шпинделя,мм | 250 |
| Количество частот вращения шпинделя | 12…15 |
| Количество рабочих подач | 9 |
| Пределы рабочих подач,мм/об | 0,1…1,6 |
| Наибольшее осевое усилия на шпинделе,Н | 1500 |
| Габаритные размеры станка,мм: | |
| длина | 1050 |
| ширина | 850 |
| высота | 2750 |
| Масса станка,кг | 1400 |
Паспорт на вертикально-сверлильный станок можно скачать здесь
www.metalstanki.com.ua
2118 станок вертикально-сверлильный универсальный одношпиндельный Описание, характеристики, схемы
Сведения о производителе вертикально-сверлильного станка 2118
Производителем вертикально-сверлильного станка 2118 является Новочеркасский станкостроительный завод, основанный в в 1938 году.
С января 1957 завод специализировался на выпуске только револьверных станков. Завод выпускал токарно-револьверные станки: 1Н318, 1Н325, 1Г325, 1Д325, 1Е325, 1325Ф3.
Станки, выпускаемые Новочеркасским станкостроительным заводом
2118 станок вертикально-сверлильный одношпиндельный универсальный. Назначение и область применения
Универсальный вертикально-сверлильный станок модели 2118 с условным диаметром сверления 18 мм предназначен для выполнения следующих операций: сверления, рассверливания, нарезания резьбы и подрезки торцов ножами.
Станок предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства в инструментальных, экспериментальных, ремонтно-механических и инструментальных цехах с индивидуальным выпуском продукции..
Основные технические характеристики сверлильного настольного станка 2118
Изготовитель – Новочеркасский станкостроительный завод.
Основные размеры станка соответствуют – ГОСТ 1227-79.
- Максимальный диаметр сверления: Ø 18 мм
- Наибольшая глубина сверления: 150 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 500 мм
- Пределы чисел оборотов шпинделя в минуту – (6 ступеней)
- Конец шпинделя – Морзе 2
- Мощность электродвигателя: 1,0 кВт
- Масса станка: 450 кг
Габарит рабочего пространства сверлильного станка 2118
Габарит рабочего пространства сверлильного станка 2118
Фото вертикально-сверлильного станка 2118
Фото вертикально-сверлильного станка 2118
Фото вертикально-сверлильного станка 2118
Фото вертикально-сверлильного станка 2118
Фото вертикально-сверлильного станка 2118
Кинематическая схема сверлильного станка 2118
Кинематическая схема сверлильного станка 2118
Конструкция сверлильного станка 2118
По своей конструкции сверлильный станок весьма прост в управлении. Для того, чтобы установить выбранную скорость сверления, необходимо переставить клиновидный ремень на соответствующую ступень шкива.
Для того чтобы перебросить ремень с одной ступени шкива на другую необходимо отвернуть специальную рукоятку на кронштейне и путем поворота винта влево подать кронштейн совместно с электромотором на себя. После этого необходимо переставить ремень, а затем (для натяжения ремня) поворотом винта вправо передвинуть кронштейн с электромотором от себя.
Автоматическая подача осуществляется через коробку подач, валик последней приводится во вращение от шпиндельного флашкива через небольшой редуктор, который соединен с флашкивом ремнем.
Величина автоматической подачи составляет 0,2 мм за один оборот шпинделя. Подачу более 0,2 мм. можно осуществить только вручную, для чего в коробке подач устроен специальный обгонный механизм.
Для того, чтобы работать с подачей менее 0,2 мм (при сверлении по стали до Ø 6 мм), автоматическую подачу необходимо выключить путем отвода рукоятки против часовой стрелки до отказа и сбоку на диске завернуть упорный винт.
Для того чтобы при автоматической подаче сверлить на заданную глубину, на диске втулки переключения имеется передвижная упорная планка, а на нониусном кольце по окружности нанесена специальная шкала в миллиметрах, по которой отсчитывают заданную глубину. Установка планки производится в соответствии с требуемой глубиной сверления.
Пуск и остановка станка производятся при помощи электродвигателя, причем включение и выключение последнего производятся от барабанного переключателя.
Автоматическая подача 0,2 мм. может быть применена для углеродистой стали, для диаметров сверления от Ø 6 мм до 18 мм. Для чугуна, для диаметров сверления от 3 мм. до 18 мм.
При работе автоматической подачей рукоятку необходимо установить в среднее положение.
Легкость выключения автоматической подачи осуществляется путем подбора роликов в коробке подач: Ø 12,3..12,7.
Охлаждение сверлильного станка 2118
Для охлаждения инструмента при сверлении на станке смонтирован специальный электронасос типа П22-А, который может включаться при помощи отдельного пакетного выключателя.
Для охлаждающей жидкости в тумбе станка предусмотрен специальный резервуар.
Смазка сверлильного станка 2118
Смазка станка производится ежедневно перед началом работы в следующих местах:
Ось шестерни подачи — через две масленки на корпусе коробки подач.
При автоматической подаче необходимо обильно смазывать шейку подающего валика коробки подач — через круговую фаску во втулке коробки подач.
Все остальные механизмы смазываются периодически путем набивки тавота через специально предусмотренные для этой цели отверстия.
Смазка подшипника леникса производится периодически путем отвинчивания ролика от планки (левая резьба). Смазка подшипников валика подачи осуществляется через отверстие в шестерне Z63, для чего выворачивается стопорный винт.
Необходимо ежедневно смазывать шестерни привода коробки подач.
Смазка реечного зацепления коробки подач производится путем подачи масла на зубья пиноли.
Ось червячной шестерни в механизме подъема стола смазывается через масленку на торце оси.
Схема расположения подшипников сверлильного станка 2118
Схема расположения подшипников сверлильного станка 2118
Схема смазки сверлильного станка 2118
Схема смазки сверлильного станка 2118
Электрооборудование и электрическая схема сверлильного станка 2118
Электрическая схема сверлильного станка 2118
2118 станок вертикально-сверлильный одношпиндельный универсальный. Видеоролик.
Технические характеристики станка 2118
| Наименование параметра | 2н118 | 2118 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр сверления, мм | 18 | 18 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола | 0…650 | 0…650 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 200 | 200 |
| Рабочий стол | ||
| Максимальная нагрузка на стол (по центру), кг | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 360 х 320 | 350 х 340 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 350 | 445 |
| Перемещение стола на один оборот рукоятки, мм | 2,4 | |
| Шпиндель | ||
| Наибольшее перемещение шпиндельной головки, мм | 300 | 150 |
| Перемещение шпиндельной головки на один оборт маховичка, мм | 4,4 | |
| Ход гильзы шпинделя, мм | 150 | |
| Перемещение шпинделя на одно деление лимба, мм | 1 | |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 110 | |
| Частота вращения шпинделя, об/мин | 180 – 2800 | 300, 450, 735, 1200, 1980, 3100 |
| Количество скоростей шпинделя | 9 | 6 |
| Наибольший допустимый крутящий момент, кг*см | 880 | |
| Конус шпинделя | Морзе 2 | Морзе 2 |
| Механика станка | ||
| Число ступеней рабочих подач стола | 6 | 1 |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм/об | 0,1 – 0,56 | 0,2 |
| Наибольшая допустимая сила подачи, кгс | 560 | |
| Торможение шпинделя | есть | |
| Привод | ||
| Электродвигатель привода главного движения Тип | АОЛ2-22-4С2 | А-41/6 |
| Электродвигатель привода главного движения Число оборотов в минуту, об/мин | 1420 | 930 |
| Электродвигатель привода главного движения Мощность, кВт | 1,5 | 1,0 |
| Электронасос охлаждающей жидкости Тип | ПА-22 | ПА-22-А |
| Габарит и масса станка | ||
| Габариты станка (длина ширина высота), мм | 870 х 590 х 2080 | 875 х 550 х 2005 |
| Масса станка, кг | 450 | 450 |
Связанные ссылки
Каталог справочник сверлильных металлорежущих станков
Паспорта к сверлильным металлорежущим станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Вертикально-сверлильные станки одношпиндельные настольные, на колонне
Сверлильные станки с вертикальным расположением шпинделя называют вертикально-сверлильными станками.
Одношпиндельные вертикально-сверлильные станки подразделяются на:
- настольные
- на колонне.
Настольные вертикально-сверлильные станки являются самыми распространенными и применяются как в домашних мастерских, так и в цехах промышленных производств. У большинства таких станков шпиндель получает вращение через клиноременную передачу от электродвигателя. Частота вращения регулируется перекидыванием ремней на шкивах. Подача режущего инструмента осуществляется вручную за счет перемещения рукоятки. Максимальный диаметр сверления в стали составляет 16 мм.
 Вертикально-сверлильный станок с ременным приводом Proma
Вертикально-сверлильный станок с ременным приводом PromaВертикально-сверлильные станки на колонне способны обрабатывать отверстия от 18 до 75 мм: сверлить, нарезать резьбы, развертывать. Процесс работы выглядит как установка заготовки на столе, совмещение осей сверла и заготовки, ее закрепление и обработка. Если необходимо обработать два и более отверстий, данные операции повторяются. Невозможность перемещения шпинделя в радиальном направлении является недостатком, т.к. каждый раз приходится откреплять, устанавливать и закреплять деталь для обработки. Эти типы станков имеют коробку скоростей и механическую подачу.

Вертикально-сверлильный станок на колонне Optimum
Характеристики
Основными характеристиками при подборе станка для работы являются:
- максимальный диаметр сверления в стали;
- вылет шпинделя;
- мощность;
- напряжение питания;
- диапазон частот вращения шпинделя;
- количество скоростей.
Обозначение
Оборудование советского производства обозначается согласно классификации ЭНИМС.
Первая цифра обозначает группу оборудования, вторая тип сверлильного станка, третья и четвертая – максимальный диаметр сверления. Буква в аббревиатуре говорит о проведенной модернизации. Например, 2М112 – станок относится к сверлильной группе, М – была проведена модернизация, 1 – вертикально-сверлильный станок, 12 – максимальный диаметр сверления в стали 12 мм.
Современные импортные станки не имеют стандарта маркировки. Каждый завод-изготовитель вводит свой стандарт маркировки и придерживается в своей линейке оборудования. Этот момент усложняет подбор, т.к. не всегда понятно из названия станков его характеристики.
Производители
На сегодняшний день можно встретить станки зарубежных производителей: Proma, Optimum, Jet, Triod, Knuth, Энкор. В линейке этих производителей присутствуют станки начиная от бытовых и заканчивая большими производственными сверлильными станками.
Станки марки Proma
Производство станков осуществляется на территории Китая, но бренд имеет чешские корни. Компания существует на российском рынке уже порядка 20 лет. На территорию РФ поставляется 23 модели вертикально-сверлильных станков и 1 модель радиально-сверлильных станков.
По характеристикам данный сегмент оборудования закрывает практически любые задачи бытовых мастерских, ремонтных цехов, производств. Ассортимент включает в себя станки с вертикальным расположением шпинделя с максимальным диаметром сверления от 6 до 50 мм, с ременным приводом и коробками скоростей, напряжением питания 220 и 380 В.
Станки марки Optimum
Optimum является немецким брендом. Часть станков изготавливается на территории Германии, другая часть – Китая. В ассортимент входят 36 сверлильных станков различных типов: настольные – с максимальным диаметром обработки 13 – 26 мм, колонные – от 20 до 50 мм. Некоторые модели обладают автоматической подачей и функцией резьбонарезания.
Важным конкурентным преимуществом компании является комплектование станков бесступенчатым приводом шпинделя – обороты шпинделя изменяются за счет электронного частотного регулирования (модели Vario) или механического клиноременного вариатора (модели DH Vario).
Механический клиноременный вариатор обеспечивает высокий крутящий момент на низких частотах вращения сверлильного узла, а также позволяет подобрать оптимальный режим работы – сбалансированность скорости резания и стойкости инструмента, тем самым повышая производительность обработки.
Станки подразделяются на несколько серий:
- B – для дома и мелких мастерских;
- Pro – профессиональный — для производственных и ремонтных цехов;
- High – профессиональных станки для промышленного использования, обладающие высокой частотой вращения (4000 – 4800 мин-1) и предназначены для ответственных работ.
Остальные модели станков, не вошедшие в серии, специализированные, т.е. предназначены для обработки определенных видов материалов и определенных работ. Например, модели B30BS Vario и B30VGM Vario благодаря вариаторам предназначены для сверления и нарезания резьб в цветных материалах, композитах и пластиках.
Станки марки Jet
Компания Jet возникла в США в 1958 году, а в 1988 году произошло ее слияние со Швейцарской компанией Walter Meier AG.
В ассортименте насчитывается 16 вертикально-сверлильных станков (с ременным и редукторным приводом) и 6 радильно-сверлильных станков.
Технические возможности оборудования позволяют обрабатывать отверстия диаметром от 3 до 50 мм. В линейке также присутствует сверлильно-резьбонарезной станок MASCHTEC KST-340, позволяющий нарезать резьбы в стали до М12, в чугуне до М14.
Типы
Вертикально-сверлильные станки по компоновке подразделяются на несколько типов:
- ручные настольные – устанавливаются на столы, верстаки, подача осуществляется перемещением рукоятки в ручную;
- со шпиндельным узлом на колонне – устанавливаются на фундаментную подушку, имеют коробку скоростей, долговое время переналадки;
- с постоянными шпинделями;
- с переставными шпинделями.
Сверлильный инструмент
Чтобы закрепить режущий инструмент (сверла, развертки, зенкера, метчики) используют специальные патроны и промежуточные приспособления, а если позволяют размеры инструмента, то устанавливают непосредственно в шпиндель.
Посадочные отверстия шпинделей станков стандартизированы. Как правило, они имеют коническую форму (конус Морзе).
Если конус хвостовика режущего инструмента имеет отличный конус от конуса шпинделя вертикально-сверлильного станка, то применяют переходные втулки. Например, сверло крепится во втулке, а втулка в посадочном гнезде шпинделя. При необходимости закрепить цилиндрическое сверло, то используют разрезные втулки: внутри они имеют цилиндрическое отверстие, снаружи – коническое.
Сверлильные патроны более универсальные, т.к. в них легче и быстрее закрепить режущий инструмент, а если они быстрозажимные, то это сокращает еще и время.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
2Н118 станок вертикально-сверлильный универсальный одношпиндельный Описание, характеристики, схемы
Сведения о производителе вертикально-сверлильного станка 2Н118
Производителем вертикально-сверлильного станка 2Н118 является Молодечненский станкостроительный завод МСЗ, основанный в 1947 году.
С января 1958 года завод стал именоваться Молодечненским станкостроительным заводом, получив задание специализироваться на выпуске сверлильных станков. Начиная с 1961 года, завод начал серийно выпускать двухшпиндельные, трехшпиндельные, а затем и универсальные вертикально-сверлильные станки
Станкостроительный завод в достаточно непростых условиях старается сохранить основную специализацию. По результатам работы за 2004 год станочная продукция составила – 42% в общем объеме выпуска продукции.
Станки, выпускаемые Молодечненским станкостроительным заводом
2Н118 станок вертикально-сверлильный одношпиндельный универсальный. Назначение и область применения
Универсальный вертикально-сверлильный станок модели 2Н118 с условным диаметром сверления 18 мм предназначен для выполнения следующих операций: сверления, рассверливания, нарезания резьбы и подрезки торцов ножами.
Станок предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства в инструментальных, экспериментальных, ремонтно-механических и инструментальных цехах с индивидуальным и мелкосерийным выпуском продукции.
Отнесенный к условному диаметру сверления 18 мм станок допускает обработку деталей с усилием подачи до 560 кг и крутящим моментом до 880 кГ-см.
Принцип работы и особенности конструкции станка
Станок 2Н118 относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н125Л, 2Н135, 2Н150, 2Г175) с условным диаметром сверления соответственно 18, 25, 35, 50 и 75 мм. По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Основные технические характеристики сверлильного настольного станка 2н118
Изготовитель – Молодечненский станкостроительный завод МСЗ.
Основные размеры станка соответствуют – ГОСТ 1227-79.
- Максимальный диаметр сверления: Ø 18 мм
- Наибольшая глубина сверления: 300 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 500 мм
- Пределы чисел оборотов шпинделя в минуту – (9 ступеней) 180..2800 об/мин
- Конец шпинделя – Морзе 6
- Мощность электродвигателя: 1,5 кВт
- Масса станка: 670 кг
Модификации сверлильного станка 2Н118
2А118 – универсальный одношпиндельный вертикально-сверлильный станок
2Н118К – координатный вертикально-сверлильный станок
2Н118Ф2 – вертикально-сверлильный станок с ЧПУ
Аналоги сверлильного станка 2Н118
МН18Н – Ø18 – производитель Молодечненский станкостроительный завод МСЗ, РУП
2Т118 – Ø18 – производитель Гомельский завод станочных узлов, РУП
Габарит рабочего пространства сверлильного станка 2Н118
Габарит рабочего пространства сверлильного станка 2н118
Фото вертикально-сверлильного станка 2Н118
Фото вертикально-сверлильного станка 2н118
Фото вертикально-сверлильного станка 2н118
Фото вертикально-сверлильного станка 2н118. Управление подачей и шпинделем
Общий вид и органы управления сверлильного станка 2Н118
Органы управления сверлильным станком 2н118
Спецификация органов управления сверлильным станком 2Н118
- выключатель освещения
- выключатель насоса охлаждения
- вводный автоматический выключатель
- рукоятка управления механизмом подачи
- кнопка включения механической подачи
- рукоятка переключения подач
- кнопочная станция «Вправо», «Влево», «Стоп»
- рукоятка переключения скоростей
- рукоятка зажима сверлильной головки
- болты для регулировки клина сверлильной головки
- рукоятка зажима стола
- болты для регулировки клина стола
- рукоятка подъема стола
- квадрат валика механизма подъема сверлильной головки
- кулачки настройки циклов работы
- отверстие 3/4″ для подключения станка к электросети
Общий вид наиболее распространенного универсального одношпиндельного вертикально-сверлильного станка 2Н118
На фундаментной плите смонтирована колонна коробчатой формы. В ее верхней части размещена шпиндельная головка, несущая электродвигатель и шпиндель с инструментом. На вертикальных направляющих колонны установлена шпиндельная бабка, внутри которой размещен механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически и с помощью штурвала вручную. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол. Его можно устанавливать на различной высоте, в зависимости от размеров обрабатываемых деталей.
Кинематическая схема сверлильного станка 2Н118
Кинематическая схема сверлильного станка 2н118
Кинематическая схема вертикально-сверлильного станка 2Н118. Частота вращения шпинделя изменяется с помощью коробки скоростей. Приемный вал I вращается от электродвигателя 38 через передачу 1—2. Движение валу II сообщает одна из трех пар зубчатых колес 3 — 4, 5 — 6 и 7 — 8. Дальнейшее вращение передается одной из кинематических цепей 9 — 10, 8 — 11 или 12 — 13 Конечный вал III коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю IV. В итоге шпиндель имеет девять различных значений частот вращения в пределах 177 — 2840 об/мин. Реверсирование шпинделя, необходимое при резьбонарезных работах, осуществляется реверсированием электродвигателя.
Рабочая программа шпинделя осуществляется с помощью реечной передачи. Реечное колесо 29 находится в зацеплении с рейкой пиноли 30. При вращении колеса пиноль перемещается вертикально вместе со шпинделем. Станок имеет шесть различных подач, осуществляемых от шпинделя через цилиндрические зубчатые колеса 14 — 15 и коробку подач. Вращение валу VI сообщает одна из трех передач 16 — 17, 18 — 19, 20 — 21 и далее валу VII одна из двух передач 22 — 23 или 21—24. Зубчатая передача 25 — 26 и червячная пара 27 — 28 сообщают вращение реечному колесу 29.
Коробка скоростей и подач, шпиндель и механизм подач смонтированы внутри сверлильной головки, которая может перемещаться вдоль колонны при вращении соответствующей рукоятки через червячную 31—32 и реечную 33—34 пары. Вертикальное перемещение стола производится также вручную поворотом рукояти через коническую 36 — 35 и винтовую 37 пары.
Описание конструкции сверлильного станка 2Н118
Коробка скоростей
Коробка скоростей предназначена для приведения шпинделя станка во вращение, а также для изменения частоты его вращения (рис. 7.5). Коробка скоростей посредством двух шестерен 3 и 7 сообщает шпинделю девять различных интервалов частоты вращения. Опоры валов коробки скоростей размещаются в двух плитах: верхней 5 и нижней 8. которые стянуты между собой тремя стяжками 4. Механизмы коробки скоростей приводятся во вращение от вертикально расположенного электродвигателя через зубчатую передачу 6. Последний вал коробки скоростей 2 представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю. На этой же гильзе крепится шестерня 1 привода на подачу. Переключение шестерен коробки скоростей осуществляется от одной рукоятки, которая имеет три положения по окружности и три положения вдоль оси.
Коробка подач
Коробка подач представляет собой трехваловый механизм, смонтированный в отдельном литом корпусе (рис. 7.6). Шесть подач обеспечивают шестерни 5 и 10.
Привод подач осуществляется от шестерни, сидящей на гильзе шпинделя, через шестерню 6. Третий вал коробки подач 9 представляет собой полую гильзу, внутри которой проходит вал 8. Этот вал через муфту 7 передает вращение на червяк механизма подач через шестерню 1. Муфта 7 служит для включения механической подачи при достижении заданной глубины обработки. В этом случае кулачок на лимбе через горизонтальный валик перемещает вертикально вверх штангу и, преодолевая сопротивление пружины, отключает муфту. Вал 4 через штифт 3 приводит во вращение шестеренчатый насос для смазки.
Шестерни коробки подач переключаются одной рукояткой, которая имеет два положения по оси и три положения по окружности. Рукоятка располагается на лицевой поверхности сверлильной головки. Конструкции механизмов переключения подач и скоростей идентичны.
Механизмы коробки подач смазываются от шестеренчатого насоса 2, который также осуществляет смазку всех других механизмов. Механизмы коробки подач собирают отдельно и полностью собранный узел монтируют в сверлильную головку.
Сверлильная головка
Сверлильная головка сверлильного станка 2н118
Сверлильная головка сверлильного станка 2н118. Скачать в увеличенном масштабе
Сверлильная головка (рис. 7.7) состоит из чугунной отливки коробчатого сечения, в которой смонтированы все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач. Первые три узла собираются отдельно и только крепятся к сверлильной головке.
Механизм подач, состоящий из червячной передачи, горизонтального вала 3, лимба 7 со связанными с ним деталями, рукоятки 10, кулачковой 14 и обгонной 16 муфт, является составной частью узла сверлильной головки.
Механизм подач приводится в движение от коробки подач через пару шестерен и предназначен для выполнения следующих функций:
- ручной подвод инструмента к заготовке;
- включение рабочей подачи;
- ручное опережение подачи;
- выключение рабочей подачи;
- ручной отвод шпинделя вверх;
- ручная подача используется обычно при нарезании резьбы.
Принцип работы механизма подач заключается в следующем: при вращении рукоятки 10 на себя поворачивается кулачковая муфта 14, которая через обгонную муфту 16 вращает вал 3. Происходит ручной подвод шпинделя.
Когда инструмент подойдет к заготовке, на валу 3 возрастет крутящий момент, который не может быть передан зубцами кулачковой муфты, и ступица перемещается влево вдоль вала до тех пор, пока торцы кулачковой муфты 14 и обгонной муфты 16 станут друг против друга.
В этот период кулачковая муфта 14 поворачивается свободно относительно вала на 20°, поворот ограничивают пазом на муфте и штифтом 12.
На ступице обгонной муфты 16 сидит двусторонний храповой диск 1, связанный с ней собачками 9. При смещении ступицы зубцы диска 1 входят в зацепление с зубцами второго диска 8, прикрепленного к червячному колесу 2.
Таким образом, вращение от червяка передается реечной шестерне и происходит механическая подача. При дальнейшем вращении рукоятки при включенной подаче собачки 9, сидящие в ступице обгонной муфты 16, проскакивают по зубцам внутренней стороны диска 1 и таким образом производится ручное опережение механической подачи.
Для ручного выключения подачи рукоятку поворачивают от себя на 20° относительно горизонтального вала 3, и зуб муфты 14 встает против впадины храпового диска 1.
Ступица под действием осевой силы, возникающей благодаря наклону зубцов дисков 1 и 8, специальной пружины 15 смещается вправо и расцепляет диски — механическая подача прекращается.
Для осуществления ручной подачи с помощью рукоятки необходимо выключить штурвалом механическую подачу, а затем колпачок 11 переместить вдоль оси горизонтального вала вправо. При этом штифт 13 передает крутящий момент непосредственно от кулачковой муфты 14 на вал 3.
На левой стенке сверлильной головки смонтирован лимб 7, который во время подачи шпинделя приводится во вращение через пару шестерен 4 и 6. Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачков.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой заготовкой и левой рукой с помощью штырьков 5 устанавливают лимб в нулевое положение. Глубину обработки отсчитывают по шкале на цилиндрической поверхности лимба.
Шпиндель станка
Шпиндель сверлильного станка 2н118
Шпиндель станка (рис. 7.8) смонтирован в двух шариковых подшипниках 7 и 4. Осевое усилие подачи воспринимается упорным подшипником 6. Подшипники расположены в гильзе шпинделя 5, которая с помощью реечной передачи имеет возможность перемещаться вдоль оси. Подшипники шпинделя регулируются гайкой 3, расположенной над верхней опорой шпинделя.
Смазка подшипников шпинделя производится фитилем из полости гильзы 2. На конец шпинделя свободно посажено кольцо 8, в торец которого входит штифт 9. Для предохранения от выпадения служит специальный колпачок 1.
При смене инструмента необходимо резким движением рукоятки механизма подачи послать шпиндель в верхнее положение, при этом свободно посаженное кольцо 8 упрется в корпус головки, а штифт 9, ударяясь о верхний торец инструмента, выбьет его.
Электрооборудование и электрическая схема сверлильного станка 2Н118
Электрическая схема сверлильного станка 2н118
Электрооборудование станка содержит:
- электродвигатель вращения шпинделя 1М;
- электронасос охлаждения 2М;
- аппаратуру пуска и автоматики;
- селеновый выпрямитель СВ;
- местное освещение.
Управление сверлильным станком 2Н118
На станке установлены следующие органы управления:
- кнопки управления — «Влево», «Вправо» и «Стоп»;
- вводный автомат;
- ручной пускатель для включения насоса охлаждения с кнопками «Пуск», «Стоп».
Торможение шпинделя станка 2Н118
На станке применена схема динамического торможения с подачей постоянного тока в три фазы обмотки статора через контакты тормозного пускателя Кз от селенового выпрямителя СВ, который питается от понижающего трансформатора ТБС2-01. Одновременно с подачей постоянного тока при торможении закорачивается обмотка статора в двух фазах для лучшей эффективности торможения. Торможение происходит только при, нажатой кнопке ЗКУ или 2ВК.
Работа электросхемы станка 2Н118
Нажатием кнопки 1КУ «Вправо» включается пускатель К1 который самоблокируется блок-контактами 6—7, а контактами 4— 16 включает промежуточное реле РП, которое Своими контактами 4-16 станет на самопитание, а контактами 14—9 подготавливает включение пускателя К2, если по ходу работы на станке предусмотрен реверс вращения шпинделя от нажатия 1ВК.
Нажатием кнопки 2КУ «Влево» включается пускатель К2, который самоблокируется блок-контактами 4—9.
При любом вращении шпинделя вправо, влево, нажимая на кнопку «Стоп», производится торможение, при этом отключается K1 и РП, если было вращение вправо, или К2, если вращение было влево. Через контакты 13, 17, 18 включится пускатель торможения Кз, который подает постоянный ток в обмотку статора электродвигателя, и двигатель затормозится.
Защита
Электродвигатель от перегрузок и коротких замыканий защищается автоматическим выключателем АСТ-3. Нулевая защита осуществляется катушкой магнитных пускателей.
Станок должен быть заземлен согласно существующим правилам и нормам.
2Н118 станок вертикально-сверлильный одношпиндельный универсальный. Видеоролик.
Технические характеристики станка 2Н118
| Наименование параметра | 2Н118 | 2Б118 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший условный диаметр сверления в стали σ = 50..60 кг*мм2, мм | 18 | 18 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 0…650 | 50..650 |
| Наименьшее и наибольшее расстояние от торца шпинделя до фундаментной плиты, мм | 800..1150 | |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 200 | 200 |
| Рабочий стол | ||
| Максимальная нагрузка на стол (по центру), кг | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 320 х 360 | 320 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 350 | 350 |
| Перемещение стола на один оборот рукоятки, мм | 2,4 | |
| Шпиндель | ||
| Наибольшее перемещение шпиндельной головки (гильзы шпинделя), мм | 300 | 100 |
| Наибольшее осевое перемещение шпинделя, мм | 150 | 150 |
| Перемещение шпиндельной головки на один оборт маховичка, мм | 4,4 | |
| Перемещение шпинделя на одно деление лимба, мм | 1 | |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 110 | |
| Частота вращения шпинделя, об/мин (количество скоростей) | 180..2800 (9) | 208..2040 (6) |
| Наибольший допустимый крутящий момент, кг*см | 880 | 880 |
| Наибольшее усилие подачи, кг | 500 | |
| Конус шпинделя | Морзе 2 | Морзе 2 |
| Механика станка | ||
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм (число подач) | 0,1..0,56 (6) | 0,1..0,4 (4) |
| Наибольшая допустимая сила подачи, кгс | 560 | 550 |
| Торможение шпинделя | есть | |
| Привод | ||
| Электродвигатель привода главного движения Тип | АОЛ2-22-4С2 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 1,5 (1420) | 1,7 (2850) |
| Электронасос охлаждающей жидкости Тип | ПА-22 | ПА-22 |
| Габарит и масса станка | ||
| Габариты станка (длина ширина высота), мм | 870 х 590 х 2080 | 727 х 625 х 1960 |
| Масса станка, кг | 450 | 450 |
- Винников И.З. Сверлильные станки и работа на них, 1988, стр.134.
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
Список литературы:
Связанные ссылки
Каталог справочник сверлильных металлорежущих станков
Паспорта к сверлильным металлорежущим станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Вертикально сверлильный станок 2С132 отзывы, характеристики с фото, инструкция, видео
Вертикально сверлильный станок 2С132 предназначен для выполнения следующих видов работ: сверления, зенкования, зенкерования, растачивания, нарезания резьбы в различных видах металлических и неметаллических деталей быстрорежущим и твердосплавным инструментом.
Конструктивные особенности сверлильного станка 2С132.
- На промышленном сверлильном станке 2С132 имеется узел, который позволяет контролировать глубину сверления.
- Рабочий стол оснащен механизмом регулирования высоты.
- Электрооборудование встроено в колонну.
- Подача СОЖ с баком встроенным в основание.
- Чугунные литые корпусные детали станка 2С132 обеспечивают высокую жесткость.
Вертикально сверлильный станок 2С132 позволяет использовать различные приспособления и инструменты, расширяющие его технологические возможности.
Станок 2C132 может использоваться в мелкосерийном производстве, на малых предприятиях, в ремонтных мастерских.
| Характеристика | Значение |
|---|---|
| Диапазон сверления в стали, мм | 3-32 (50)** |
| Диапазон нарезаемой резьбы | M3-M33 |
| Размер рабочей поверхности стола, мм | 500х500 |
| Количество Т-образных пазов | 3 |
| Ширина направляющего паза | 18Н12 |
| Наибольшее расстояние от торца шпинделя до стола, мм | 750 |
| Подъём стола, мм | 300 |
| Расстояние от оси шпинделя до колоны, мм | 300 |
| Конус шпинделя | Moрзе 4 (5)* |
| Перемещение пиноли шпинделя, мм | 250 |
| Количество частот вращения шпинделя | 12 (15)* |
| Диапазон частот вращения шпинделя, об/мин | 31,5…1400 (2000, 4000)* |
| Крутящий момент, не более, Нм | 400 |
| Осевое усилие на шпинделе, не более, Н | 15000 |
| Количество механических подач пиноли шпинделя | 9 |
| Диапазон механических подач пиноли шпинделя, мм/об | 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6 |
| Мощность двигателя главного движения, кВт | 4 |
| Установочное перемещение сверлильной головки, мм. | 170 |
| Наибольшая масса заготовки, кг | 600 |
| Наибольшая высота заготовки, мм | 600 |
| Масса 2С132 станка, кг (с упаковкой) | 1500 |
| Масса 2С132 станка 2C132, кг (без упаковкой) | 1200 |
| Габаритные размеры, мм (с упаковкой) | 1350x1100x2370 |
| Габаритные размеры, мм (без упаковкой) | 870x1110x2700 |
| * опция ** при минимальных подачах и оборотах | |
Комплектность станка 2С132:
- Станок в сборе;
- Рукоятка подъема стола и сверлильной головки;
- Охлаждение;
- Освещение;
- Ключ к эл. шкафу;
- Пробки транспортные;
- Техническая документация (Руководство по эксплуатации).
rustan.ru
Устройство вертикально-сверлильного станка
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек – в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки – в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
В вертикально-сверлильных станках главным движением является вращение шпинделя с закрепленным в нем инструментом, а движением подачи — вертикальное перемещение шпинделя. Заготовку обычно устанавливают на стол станка или на фундаментную плиту, если она имеет большие габаритные размеры. Соосность отверстий заготовки и шпинделя достигается перемещением заготовки.
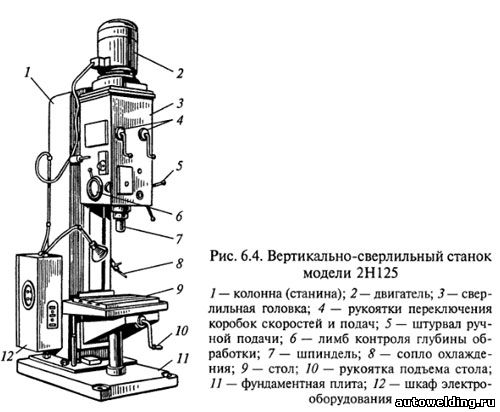
На станине (колонне) 1 станка (рис. 6.4) размещены основные узлы. Станина имеет вертикальные направляющие, по которым перемещается стол 9 и сверлильная головка 3, несущая шпиндель 7 и двигатель 2. Управление коробками скоростей и подач осуществляют рукоятками 4, ручную подачу — штурвалом 5. Контроль глубины обработки производят по лимбу 6. В нише размещают электрооборудование и противовес. В некоторых моделях для электрооборудования предусмотрен шкаф 12. Фундаментная плита 11 служит опорой станка. В средних и тяжелых станках ее верхнюю плоскость используют для установки заготовок. Иногда внутренние полости фундаментной плиты являются резервуаром для СОЖ. Стол станка служит для закрепления заготовки. Он может быть подвижным (от рукоятки 10 через коническую пару зубчатых колес и ходовой винт), неподвижным (съемным) или поворотным (откидным). Стол монтируют на направляющих станины или изготовляют в виде тумбы, установленной на фундаментной плите.
Охлаждающая жидкость подается электронасосом по шлангу 8. Смазывание узлов сверлильной головки также производят с помощью насоса. Остальные узлы смазывают вручную.

Сверлильная головка (рис. 6.5) представляет собой чугунную отливку, в которой смонтированы коробки скоростей и подач, шпиндель и другие механизмы. Коробка скоростей включает в себя двух- и трехвенцовый блоки зубчатых колес, которые переключают с помощью рукоятки 15 и сообщают шпинделю различные угловые скорости. Это выполняется кулачково-зубчатым механизмом, передающим движение штангам, на которых укреплены вилки, связанные с переключаемыми блоками. Например, шпиндель станка модели 2Н135 имеет двенадцать ступеней частоты вращения (от 31,5 до 1400 мин-1), обеспечиваемых коробкой скоростей и двухскоростным электродвигателем 16. Коробку скоростей крепят к сверлильной головке 4 сверху.
Шпиндель станка получает вращение от шлицевой передачи, входящей в коробку скоростей 1, что позволяет шпинделю одновременно вращаться и перемещаться в осевом направлении совместно с гильзой. Осевые нагрузки, возникающие при сверлении, воспринимаются подшипниками, смонтированными в гильзе шпинделя.
Уравнение кинематической цепи вращения шпинделя

Коробка подач 2 обеспечивает девять подач в диапазоне 0,1… … 1,2 мм/об. Переключение подач осуществляется рукояткой 3. Коробка подач получает вращение от вала VIII коробки скоростей, связанного со шпинделем постоянной передачей с зубчатыми колесами z = 34 и z = 60.
Уравнение кинематической цепи движения подачи шпинделя

Передача движения от штурвала 5 механизма 6 через реечную передачу 7 непосредственно на гильзу 9 шпинделя 8 осуществляется при включенной муфте Мф. На рисунке показан шпиндель станка с установленной на нем четырехшпиндельной головкой.
Для извлечения инструмента из конуса шпинделя применяют специальный механизм, состоящий из выбивного кулачка 18, обоймы 17 и кожуха 19. При подъеме шпинделя обойма задерживается нижней стенкой корпуса сверлильной головки, а шпиндель, продолжая уходить вверх, увлекает за собой кулачок, который закреплен в нем шарнирно. Конец кулачка упирается в остановившуюся обойму, кулачок поворачивается и выдавливает инструмент из конуса шпинделя.
Станки снабжают устройствами для автоматического выключения механической подачи при достижении заданной глубины обработки. Глубина обработки устанавливается с помощью механизма 12, смонтированного на левой стороне головки. Механизм приводится в действие зубчатой парой и имеет диск с кулачками для установки глубины сверления и автоматического выключения с реверсом, а также лимб для визуального отсчета.
Затраты времени на вспомогательные ходы сокращаются благодаря механизму 13 ускоренного перемещения шпинделя с электроприводом 14. Управление универсальным станком осуществляется с помощью кнопочной станции 11, а автоматизированным станком — панели 10.
www.autowelding.ru
2А125 станок вертикально-сверлильный Описание, характеристики, схемы
Сведения о производителе вертикально-сверлильного станка 2А125
Изготовитель вертикальных сверлильных станков моделей 2А125, 2А135, 2А150, 2Г175 – Стерлитамакский станкостроительный завод, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого – токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры, металлообрабатывающий и режущий инструмент.
Продукция Стерлитамакского станкостроительного завода
2А125 вертикально-сверлильный станок. Назначение и область применения
Станки универсальные вертикально-сверлильные 2А125 с условным диаметром сверления 25 мм, используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Универсальный вертикально-сверлильный станок, модель предназначен для работы в ремонтных и инструментальных цехах, а также в производственных цехах с мелкосерийным выпуском продукции; оснащенный приспособлениями станок может быть применен в массовом производстве.
Наличие на станке девятискоростной коробки скоростей с диапазоном регулирования 97 до 1360 оборотов в минуту, 9-скоростной коробки подач с диапазоном регулирования от 0,1 до 0,81 мм на оборот и электрореверса обеспечивает выбор нормативных режимов резания для диаметров отверстий до 25 мм при сверлении, рассверливании, зенковании, зенкеровании, развертывании, нарезке резьбы, а также допускает использование режущего инструмента, оснащенного твердым сплавом.
Хронология выпуска заводом вертикально-сверлильных станков 2125 серии с диаметром сверления до 25 мм:
- 2125 – первая модель серии вертикально-сверлильных станков, выпускалась с 1945 по 1950 г.
- 2А125, 2А125А, 2А125К – следующие модели серии, выпускались с 1950 по 1965 г.
- 2Н125, 2Н125А, 2Н125К, 2Н125Ф2 – самая популярная и массовая модель серии, выпускалась c 1965 до начала 90-х годов
- 2С125, 2С125-01, 2С125-04 – последние модели серии. Сняты с производства в 2014 году
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Аналоги вертикально-сверлильных станков 2А125, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 – производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 – производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 – производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 – производитель: Молодечненский станкостроительный завод
Габаритные размеры вертикально сверлильного станка 2А125
Габаритные размеры вертикально сверлильного станка 2А125
Фото сверлильного станка 2А125
Фото сверлильного станка 2А125
Фото сверлильного станка 2А125
Фото сверлильного станка 2А125
Расположение составных частей сверлильного станка 2А125
Расположение составных частей сверлильного станка 2А125
Перечень составных частей сверлильного станка 2А125
- плита;
- стол;
- шпиндель;
- коробка подач;
- шпиндельная головка;
- электродвигатель;
- штурвал ручной подачи шпинделя;
- станина;
- рукоятка вертикального перемещения стола.
Кинематическая схема сверлильного станка 2А125
Кинематическая схема сверлильного станка 2А125
Описание кинематической схемы сверлильного станка 2А125
Кинематическая цепь (схема на рис. 7) служит для вращения и вертикального перемещения (подачи) шпинделя. Механизмы станка приводятся от электродвигателя посредством клиноременной передачи типа А1000 через шкивы 1 и 2. Шкив 2 сидит на первом валу коробки скоростей, на котором находится подвижной тройной блок шестерен 3, 4, 5, передающий вращение второму валу через неподвижно укрепленные на нем шестерни 6, 7 и шестерню 9 второго тройного блока. Скользящий по второму валу тройной блок шестерен 8, 9 и 10 через шестерни 11, 12 и 13 передает вращение выходному валу, представляющему собой пустотелую гильзу (см. рис. 5). По шлицевому отверстию этого вала свободно перемещается шлицевой конец шпинделя.
Механизм подач получает движение по следующей цепи:
- от шестерни 14, сидящей на шлицевой части шпинделя, через шестерни 15, 16 и 17 вращение передается пустотелому валику, на котором свободно вращаются шестерни 18, 19 и 20, постоянно сцепленные с шестернями 21, 22 и 23.
- Шестерни 23, 24 и 25 постоянно сцеплены с шестернями 26, 27 и 28, свободно вращающимися на втором полом валике. Внутри обоих пустотелых валиков перемещаются вытяжные шпонки, блокирующие шестерни 18, 19, 20, 26, 27 и 28.
- От второго пустотелого валика через кулачковую муфту 29 вращение передается червяку 30 и червячному колесу 31, сидящему на одном валу с шестерней 32; последняя сцеплена с рейкой 33, нарезанной непосредственно на гильзе шпинделя.
Таким образом, вращательное движение всего механизма преобразуется в поступательное движение шпинделя. Шпиндель может перемещаться также от руки при помощи сидящего на горизонтальном валу штурвала. На горизонтальном валу сидит шестерня 43, сцепленная с шестерней внутреннего зацепления 34 лимбом установки глубины сверления.
Подъем кронштейна осуществляют вращением рукоятки через червяк 38, червячную шестерню 37 и реечную шестерню 36, сцепляющуюся с рейкой 35, укрепленной на колонне станка.
Подъем стола производят вращением рукоятки через конические шестерни 40 и 39, винт 42 и гайку 41.
Коробка скоростей вертикально-сверлильного станка 2А125
Кинематическая схема сверлильного станка 2А125
Коробка скоростей сверлильного станка 2А125. Смотреть в увеличенном масштабе
Коробкаа подач вертикально-сверлильного станка 2А125
Коробкаа подач вертикально-сверлильного станка 2А125
Коробка подач вертикально-сверлильного станка 2А125. Смотреть в увеличенном масштабе
Электрооборудование и электрическая схема сверлильного станка 2А125
Электрическая схема вертикально-сверлильного станка
Перечень элементов схемы электрической вертикально-сверлильного станка 2А125
- Электродвигатель привода А42-4
- Реле тепловое
- Предохранитель НЕ-27
- Выключатель вводный ВП-25
- Выключатель освещения ВТ-1
- Лампа освещения
- Трансформатор понижающий ТПВ-50
- Микропереключатель МП-1
- Микропереключатель МП-1
- Микропереключатель МП-1
- Выключатель насоса СОЖ ВПЗ-10
- Электронасос СОЖ ПД-22
1К, 2К – Пускатели магнитные МПКО-111
Электрооборудование вертикально-сверлильного станка 2А125. Общие сведения
Электрооборудование станка (рис. 8) состоит из следующих узлов:
- трехфазного короткозамкнутого асинхронного электродвигателя на лапах типа А 42/4 мощностью 2,8 кВт, служащего для вращения шпинделя и рабочей подачи инструмента
- электронасоса ПД-22 мощностью 0,125 кВт
- пусковой и защитной аппаратуры, встроенной в нишу колонны станка
- командной аппаратуры, состоящей из трех микропереключателей, управляемых от рукоятки
- коммутационных проводов, идущих в основном по внутренним полостям колонны
Описание электросхемы вертикально-сверлильного станка 2А125
- Включением вводного выключателя 4 подается напряжение на пусковую и командную «аппаратуру. Выключатель 11 насоса служит для включения охлаждения
- В исходном (среднем) положении рукоятки штифт через пружину воздействует на микропереключатель 10, контакты которого (а и б) разомкнуты, и цепь управления обесточена
- Для пуска станка рукоятка управления переводится вниз, при этом контакты а и б микропереключателя 10 и контакты б и в микропереключателя 9 замыкаются, включаются пускатель 1К и электродвигатель 1. При опускании рукоятки контакты б и в размыкаются, катушка пускателя 1К питается по цепи а — б — г — в — ж.
- Если станок был настроен на сверление, то по окончании обработки, в зависимости от настройки, происходит выключение подачи без выключения вращения. Отвод шпинделя производится вручную.
- Если станок был настроен для нарезания резьбы, то по окончании нарезания кулачок, укрепленный на лимбе, через специальный механизм воздействует на микропереключатель 8, контакты которого б и г размыкаются и выключается пускатель 1К, замыкая контакты б и д, в результате чего включается реверсивный пускатель 2К.
Двигатель реверсируется, метчик вывертывается из изделия. При выводе метчика контакты б и д микропереключателя размыкаются, а пускатель 2К питается через блок-контакты по цепи а — б — е — д — з - Для следующей операции необходимо рукоятку управления дожать в положение «вправо», выключив пускатель 2К; цепь питания размыкается в точках б и е и включается пускатель 1K по цепи а — б — в — ж
- В любой момент станок можно выключить, переводя рукоятку в среднее положение, и реверсировать двигатель вручную переводом рукоятки вверх
Защита электрооборудования вертикально-сверлильного станка 2А125
Схемой предусмотрена защита от короткого замыкания, от перегрузки и нулевая защита.
Кронштейн заземлен дополнительной жилой.
Станок должен быть заземлен, для чего имеется специальный болт.
Уход за электрооборудованием проводится согласно типовым инструкциям.
2А125 станок вертикально-сверлильный универсальный. Видеоролик.
Основные технические характеристики станка 2А125
| Наименование параметра | 2А125 | 2А135 | 2А150 |
|---|---|---|---|
| Основные параметры станка | |||
| Наибольший диаметр сверления в стали 45, мм | 25 | 35 | 50 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 0…700 | 0…750 | 0…800 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 750…1125 | 705…1130 | 650…1200 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 250 | 300 | 350 |
| Рабочий стол | |||
| Максимальная нагрузка на стол (по центру), кг | |||
| Размеры рабочей поверхности стола, мм | 500 х 375 | 450 х 500 | 500 х 600 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 325 | 325 | 325 |
| Шпиндель | |||
| Наибольшее перемещение салазок шпинделя, мм | 200 | 200 | 250 |
| Наибольшее перемещение (ход) шпинделя, мм | 175 | 225 | 300 |
| Частота вращения шпинделя, об/мин | 97…1360 | 68…1100 | 32…1400 |
| Количество скоростей шпинделя | 9 | 9 | |
| Наибольший допустимый крутящий момент, кг*м | 250 | 400 | |
| Конус шпинделя | Морзе 3 | Морзе 4 | Морзе 5 |
| Механика станка | |||
| Число ступеней рабочих подач | 9 | 11 | |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,1…0,81 | 0,115…1,6 | |
| Наибольшее усилие подачи, кг | 900 | 1600 | |
| Динамическое торможение шпинделя | Есть | Есть | Есть |
| Электрооборудование и привод станка | |||
| Электродвигатель привода главного движения, кВт | 2,8 | 4,5 | 7,5 |
| Электронасос охлаждающей жидкости Тип | Х14-22М | Х14-22М | Х14-22М |
| Габариты и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 980 х 825 х 2300 | 1240 х 810 х 2500 | 1550 х 970 х 2865 |
| Масса станка, кг | 870 | 1300 | 2250 |
- Тепинкичиев В.К. Металлорежущие станки, 1973, стр.48.
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
Список литературы:
Связанные ссылки
Каталог справочник сверлильных металлорежущих станков
Паспорта к сверлильным металлорежущим станкам и оборудованию
stanki-katalog.ru