6С12 станок консольно-фрезерный вертикальный с поворотной головкой. Паспорт, схемы, характеристики, описание
Сведения о производителе консольно-фрезерного станка 6С12
Вертикальный консольно-фрезерный станок 6С12 производил Луганский станкостроительный завод.
Луганский станкостроительный завод одним из первых в бывшем Советском Союзе освоил крупносерийное производство фрезерных станков с цикловой и числовой системами программного управления. Заводом были разработаны и запущены в производство особо сложные высокопроизводительные станки с автоматической сменой инструмента и числовым программным управлениям моделей СВМ1Ф4 и СФ68Ф3П. На заводе освоен выпуск малогабаритных токарных МС-03 и МС-04, фрезерных МС-51, МС-54, СВФ1 и сверлильных станков СВС1-010.
Станки, выпускаемые Луганским станкостроительным заводом
- 6А12П – станок консольно-фрезерный вертикальный с программным управлением 320 х 1250
- 6С12 – станок консольно-фрезерный вертикальный 320 х 1250
- МС-03 – станок токарно-винторезный малогабаритный Ø 270
- МС-51 – станок фрезерный настольный вертикальный 200 х 500
- СВМ1Ф4 – станок фрезерный вертикальный с ЧПУ и АСИ
- СВФ-1 – станок фрезерный вертикальный настольный 320 х 100
- СФ-15 – станок консольно-фрезерный вертикальный 320 х 1250
- СФ-35 – станок консольно-фрезерный вертикальный 320 х 1250
- СФ-40 – станок консольно-фрезерный вертикальный 320 х 1250
6С12 станок консольно-фрезерный вертикальный.
 Назначение, область применения
Назначение, область примененияФрезерный станок 6С12 предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов торцевыми, цилиндрическими, концевыми, радиусными фрезами в условиях индивидуального и серийного производства. В серийном производстве, благодаря наличию полуавтоматических и автоматических циклов, станки могут успешно использоваться на работах операционного характера в поточных и автоматических линиях.
Вертикальные консольно-фрезерные станки моделей 6С12 представляют собой электрифицированные станки, обладающие высокой точностью и жесткостью.
На станках можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, нарезать зубчатые колеса и прочее.
Фрезерование зубчатых колес, разверток, спиралей, контура кулачков и прочих деталей, требующих периодического или непрерывного поворота вокруг своей оси, производятся на данных станках о применением делительной головки или накладного круглого стола.
Благодаря наличию механизма выборки люфта в винтовой паре продольной подачи стола, на станке можно производить встречное и попутное фрезерование, как в простых режимах, так и в режимах с автоматическими циклами.
Наиболее эффективное использование станка достигается при обработке деталей методом скоростного фрезерования.
Применение станка в автоматическом цикле при обработке различных ступенчатых деталей, фрезеровании внутренних и наружных рамок и т. д. в условиях мелко и крупносерийного производства, позволяет решать задачи роста его эффективности.
Работа станка СФ15 (6С12) обеспечивает высокую точность фрезерования. Это достигается введением в привод подач узла замедления, сводящего до минимума инерционные перебеги стола и обеспечивающего высокую стабильность размеров при повторении циклов. На станке предусмотрен автоматический отвод детали от инструмента при ускоренных перемещениях стола и возврат ее в исходное положение при переходе на рабочую подачу, что предохраняет обработанную поверхность от повреждений инструментом и сокращает машинное время.
Гидравлический механизм выбора люфта в паре винт-гайка способствует сохранению постоянного натяжения независимо от степени износа гайки.
Кнопками одновременно можно осуществлять движение стола в 2-х—3-х направлениях, а также толчковый режим (движение стола только при нажатой кнопке).
В зависимости от потребностей возможны следующие варианты управления:
- Управление от рукояток
- Управление кнопочное
- Управление полуавтоматическое (маятниковый и скачкообразный циклы)
На станке 6С12 могут быть установлены поворотный стол, делительная головка и ряд других приспособлений, расширяющих технологические возможности станков.
Класс точности станков Н.
Все фрезерные станки в иллюстрированном каталоге
Станки консольно-фрезерные. Общие сведения
Консольно-фрезерные станки горизонтальные и вертикальные – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:

В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6С12, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Российские и зарубежные аналоги станка 6С12
FSS315, FSS350MR, (FSS450MR) – 315 х 1250 (400 х 1250) – производитель Гомельский станкостроительный завод
ВМ127М – (400 х 1600) – производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 – 320 х 1250 – производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 – 320 х 1320 – производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) – 320 х 1350 (400 х 1600) – производитель Arsenal J. S.Co. – Kazanlak, Арсенал АД, Болгария
S.Co. – Kazanlak, Арсенал АД, Болгария
Общий вид вертикального консольно-фрезерного станка 6С12
Фото консольно-фрезерного станка 6С12
Расположение органов управления консольно-фрезерным станком 6С12
Расположение органов управления фрезерным станком 6С12
Расположение органов управления консольно-фрезерным станком 6С12. Смотреть в увеличенном масштабе
Перечень органов управления консольно-фрезерным станком 6С12
- Рукоятка продольного перемещения стола
- Пульт управления «Левый»
- Рукоятка переключения скоростей
- Винт зажима пиноли
- Фиксатор нулевого положения головки
- Рукоятка перемещения пиноли
- Кран СОЖ
- Блок путевых конечных выключателей «Продольно»
- Панель электрическая
- Ограничительные кулачки
- Винт поворота головки
- Гайка зажима головки
- Упор выдвижения пиноли
- Ограничительные кулачки
- Ограничительные кулачки
- Пульт управления «Правый»
- Рукоятка зажима салазок
- Лимб продольного перемещения
- Лимб вертикального перемещения
- Лимб поперечного перемещения
- Рукоятка переключения подач
- Кнопка “Ускоренная подача”
- Кнопка «Пуск шпинделя»
- Кнопка «Общий стоп»
Перечень составных частей консольно-фрезерного станка 6С12
- Пульт управления левый – СФ1.
 06.00.000
06.00.000 - Шпиндельная головка – СФ15.02.00.000
- Станина с коробкой скоростей – СФ2.01.00.000
- Пульт управления правый – СФ2.07.03.003
- Механизм переключения скоростей СФ1.23.03.000
- Стол-салазки – СФ2.04.00.000
- Консоль – СФ2.03.00.000
- Коробка подач – СФ2.06.00.000
- Электрооборудование – СФ15.12.00.000
- Блок конечных путевых переключателей – СФ2.08.00.000
- Механизм подъема и опускания консоли – СФ1.21.00.000
 06.00.000
06.00.000Схема кинематическая консольно-фрезерного станка 6С12
Кинематическая схема консольно-фрезерного станка 6С12
Схема кинематическая консольно-фрезерного станка 6С12. Смотреть в увеличенном масштабе
Шпиндельная головка консольно-фрезерного станка 6С12
Шпиндельная головка консольно-фрезерного станка 6С12
Шпиндельная головка консольно-фрезерного станка 6С12. Смотреть в увеличенном масштабе
Перечень составных частей шпиндельной головки консольно-фрезерного станка 6С12
- подшипники горизонтального вала
- винты регулировочные
- подшипники промежуточного вала
- трубка для смазки
- шайба
- подшипники
- винт
- гайка
- кронштейн
- шестерни конические
- гайка
- винт
- гайка подвижная
- шестерня
- подшипники
- пиноль
- роликоподшипник радиальный А—3182118
- шпиндель
- полукольца
- шарикоподшипник радиально-упорный СА—36214
- кольцо
- вал промежуточный
- стаканы
- болт
- стаканы
- винт
Описание шпиндельной головки станка
Поворотная шпиндельная головка представляет собой фасонную чугунную отливку, в расточках которой смонтированы:
- подвижная пиноль 17
- шпиндель 19
- промежуточный вал 23 с зубчатой передачей
Передней опорой шпинделя служит двухрядный радиальный роликоподшипник А3182118.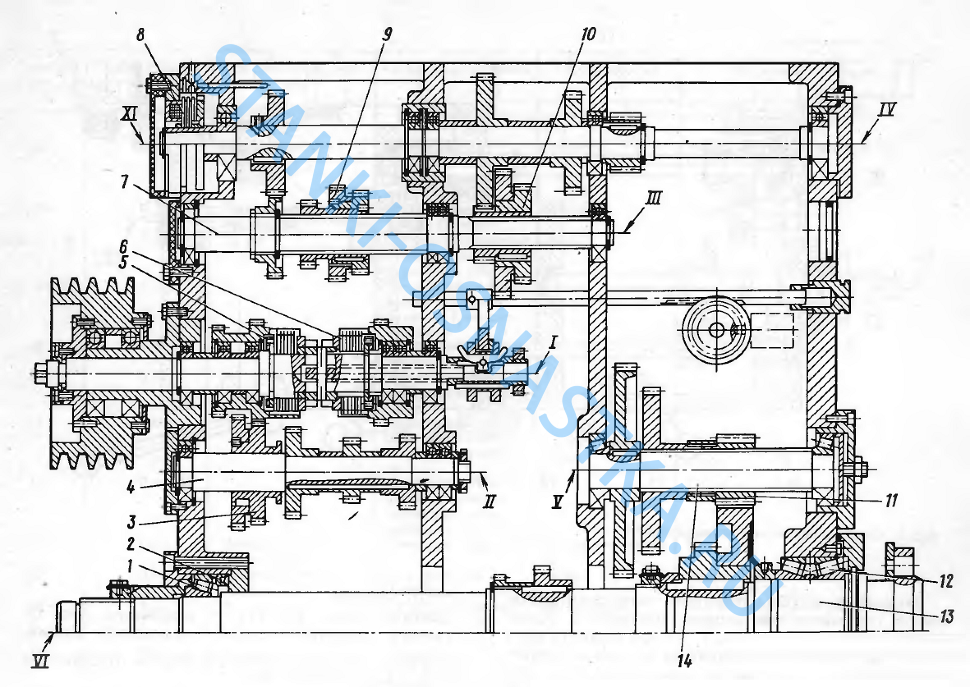 Задней опорой является два радиально-упорных шарикоподшипника СА 36214. Натяжение подшипника задней опоры шпинделя осуществляется подшлифовкой колец 22, а подшипника А3182118 — полуколец 20.
Задней опорой является два радиально-упорных шарикоподшипника СА 36214. Натяжение подшипника задней опоры шпинделя осуществляется подшлифовкой колец 22, а подшипника А3182118 — полуколец 20.
Шпиндель — разгруженный. Осевые и радиальные нагрузки, возникающие на шестерне 14, воспринимаются непосредственно корпусом через подшипники.
Механизм перемещения пиноли состоит из кронштейна с гайкой 8, жестко закрепленных на пиноли и винта 7, получающего вращение через коническую пару 10, при повороте маховика. При перемещении пиноли необходимо отпустить зажимной винт, расположенный на передней стороне шпиндельной головки.
Поворот шпиндельной головки осуществляется при помощи червячной передачи, вмонтированной во фланцевую часть станины.
Монтаж и демонтаж шпиндельной головки станка
Монтаж головки производится при снятом червяке. Вставив головку в станину на 50% ее посадки, провернуть шпиндель 19 для совмещения шлицев, затем полостью головку установить и закрепить.
Ввернуть червяк с втулкой и застопорить его винтом и коническим штифтом.
Регулировка зацепления конических шестерен
Регулировку зацепления конических шестерен вести перемещением стаканов 24 и 26. Для этого необходимо отпустить 3 винта 27 и 3 болта 25. При перемещении винтов 27 производить регулировку.
Боковой зазор между зубьями конической передачи должен быть в пределах 0,17 — 0,24 мм. Длина пятна контакта не менее 50% длины зуба, ширина — не менее 50% рабочей высоты зуба.
Регулировка подшипников
Регулировка всех радиально-упорных подшипников производится за счет подшлифовок колец. Подшипники 21 верхней опоры шпинделя устанавливаются с предварительным натягом.
Предварительный натяг нижнего подшипника 18 должен обеспечиваться посадкой подшипника на коническую шейку шпинделя за счет подшлифовки полуколец 20.
Осевой люфт подшипников промежуточного вала 23 должен быть в пределах 0,02—0,03 мм.
Регулировка люфта в паре винт-гайка
Для выбора люфта в паре винт-гайка отпустить гайку 11 и винт 12, затем поворотом подвижной гайки 13 устранить люфт и законтрагаить ее.
Читайте также: Производители фрезерных станков в России
Технические характеристики консольного фрезерного станка 6С12
| Наименование параметра | 6С12 | 6Р12 | 6Т12 |
|---|---|---|---|
| Основные параметры станка | |||
| Размеры поверхности стола, мм | 1250 х 320 | 1250 х 320 | 1250 х 320 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 400 | |
| Расстояние от торца шпинделя до стола, мм | 460 | 30..450 | 30..450 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 400 | 350 | 380 |
| Рабочий стол | |||
| Наибольший продольный ход стола (X), мм | 950 | 800 | 800 |
| Наибольший поперечный ход стола (Y), мм | 300 | 250 | 320 |
| Наибольший вертикальный ход стола (Z), мм | 410 | 420 | 420 |
| Перемещение стола на одно деление лимба продольное (X), поперечное (Y), мм | 0,05 | 0,05 | 0,05 |
| Перемещение стола на одно деление лимба вертикальное (Z), мм | 0,01 | 0,01 | 0,01 |
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 20. .2500 .2500 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 8..400 | 4,1..530 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 22 | 22 |
| Скорость быстрых перемещений продольных (X), поперечных (Y), м/мин | 2,5 | 4 | 4 |
| Скорость быстрых перемещений вертикальных (Z), м/мин | 1 | 1,330 | 1,330 |
| Усилие, допускаемое механизмом подач для продольной подачи (X), кг | 1400 | ||
| Усилие, допускаемое механизмом подач для поперечной подачи (Y), кг | 410 | ||
| Усилие, допускаемое механизмом подач для вертикальной подачи (Z), кг | 740 | ||
| Шпиндель | |||
| Частота вращения шпинделя, об/мин | 31,5.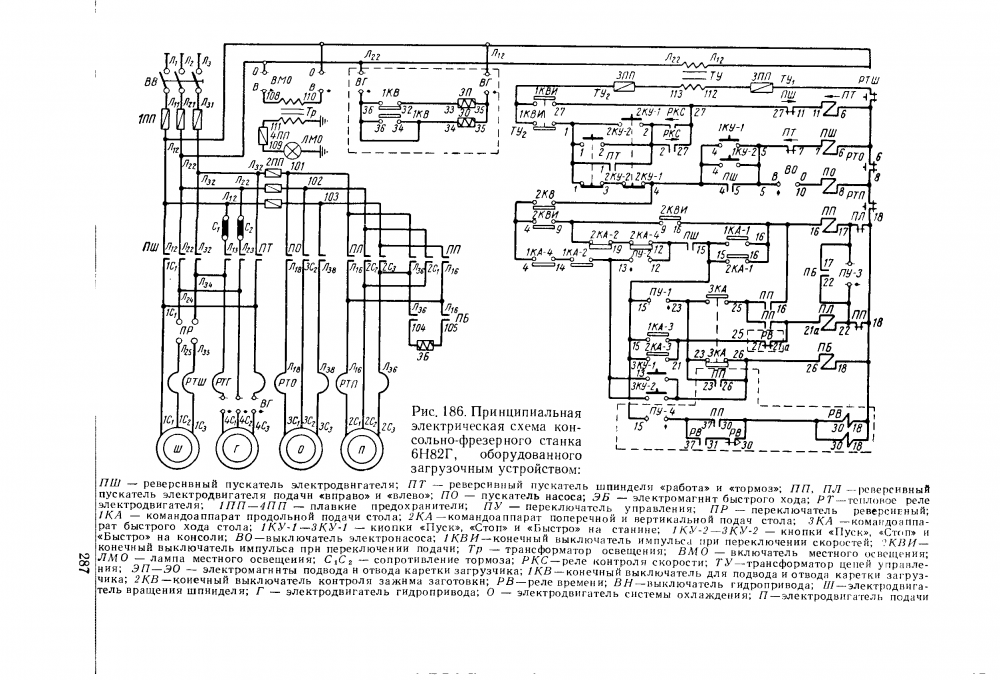 .1600 .1600 | 40..2000 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 80 | 70 | 70 |
| Конус фрезерного шпинделя | 50 ГОСТ 15945-70 | № 3 ГОСТ 836-62 | |
| Конец шпинделя | 50 | ||
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 |
| Механика станка | |||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть |
| Электрооборудование, привод | |||
| Количество электродвигателей на станке | 4 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 5,5 | 7,5 | 7,5 |
| Электродвигатель привода подач, кВт | 1,5 | 2,2 | 3 |
| Электродвигатель насоса механизма выбора люфта, кВт | 0,08 | – | – |
| Электродвигатель зажима инструмента, кВт | – | – | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 9,825 | 10,87 | |
| Габарит и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2000 х 2230 х 2030 | 2305 х 1950 х 2020 | 2280 х 1965 х 2265 |
| Масса станка, кг | 3000 | 3120 | 3250 |
- Станки вертикально-фрезерные моделей 6С12 и СФ-15. Руководство по эксплуатации. Луганский станкостроительный завод им. Ленина, 1970
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В. Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
 Руководство по эксплуатации. Луганский станкостроительный завод им. Ленина, 1970
Руководство по эксплуатации. Луганский станкостроительный завод им. Ленина, 1970 Г. Расчёты настроек и наладок фрезерных станков, 1969
Г. Расчёты настроек и наладок фрезерных станков, 1969Связанные ссылки. Дополнительная информация
Ремонт коробки скоростей фрезерного станка.
Этапы ремонта коробки скоростей фрезерного станка
Важным рабочим элементом фрезерного станка является коробка скоростей – основной приводной механизм, передающий движение от электродвигателя. Ремонт коробки скоростей – трудоёмкий процесс, который может осуществляться как единичная операция, так и входить в комплексный капитальный ремонт фрезерных станков . Осуществляется ремонт в строго технологической последовательности и разбит на несколько этапов.
Осуществляется ремонт в строго технологической последовательности и разбит на несколько этапов.
Техническое обоснование разборки и ремонта фрезерного станка
В процессе эксплуатации фрезерного станка могут выявиться признаки износа коробки скоростей, то есть утраты ею изначальных эксплуатационных качеств. Это может выражаться в сбое работы всего механизма или отдельных его узлов. Необходимость и целесообразность ремонта коробки скоростей определяется специалистами, осуществляющими техническое обслуживание станка.
Подготовка к ремонту коробки скоростей фрезерного станка
Перед тем, как начать ремонт коробки скоростей, специалист должен ознакомиться с технической документацией станка, указывающей на взаимодействие узлов каждого агрегата и их назначение. Особенное внимание нужно обратить на способы крепления отдельных деталей. Визуальный осмотр ремонтируемого узла, с целью выявления видимых дефектов, проводиться перед его разборкой. Составляются порядок, схема и технологическая метода, по которым будет произведены разборка, ремонт и сборка коробки скоростей.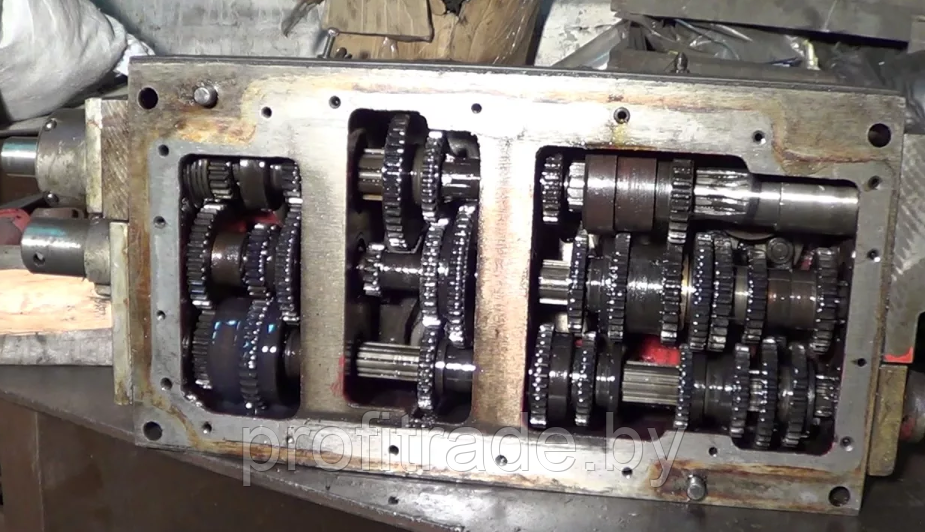
До начала разборки, станок отключают от электропитания, освобождают площадку от вспомогательных механизмов и деталей, очищают сам станок от стружки, пыли, смазочных материалов и охлаждающей жидкости.
Разборка коробки скоростей на фрезерный станок
Разборка коробки скоростей – является важным этапом ремонтных работ. Необходимо знать, что вскрытие, частичный или полный разбор коробки нарушает плотность соединений. Производить демонтаж частей узла нужно с помощью специального инструмента. Следует следить за тем, чтобы в ходе демонтажа деталей не происходило перекосов, заклинивания или деформации сборных элементов ремонтируемого узла. При необходимости, для отделения отдельных частей механизма с усилием, можно применить удары молотком, но не напрямую по детали, а по промежуточным подставкам из дерева или мягкого металла.
Процесс начинают со съёма защитного кожуха, отсоединения коробки от шпиндельной бабки или передачи/муфты, которыми связана коробка со шпинделем. Так же следует убрать защитные ограждения и крышки для доступа к сборочным единицам.
Демонтируют реверсивный электродвигатель, клиноременную и зубчатую передачи, многодисковую электромагнитную муфту. Расположение взаимопараллельных деталей фиксируют с помощью впрессовки штифтов.
По ходу разборки ремонтируемого узла, демонтируемые детали маркируются и складываются в отдельные ёмкости. Маркировка производиться на нерабочих торцах деталей цифровыми обозначениями, которые дублируются на схеме. Это облегчает в дальнейшем процесс сборки узла.
Выявление нерабочих частей
После демонтажа всех деталей, производиться их очистка, промывка. Это позволяет выявить скрытые дефекты, сколы, трещины. Производиться дефектация деталей – оценка состояния частей, определение уровня их износа, с последующей сортировкой.
Ремонт и сборка
Следующий этап – замена нерабочих, восстановление изношенных деталей и подгонка их под ремонтируемый узел. Последующая сборка коробки скоростей осуществляется согласно схемам, составленным в ходе разборки, строго соблюдаются последовательность и нумерация деталей. Проверяются крепления, устанавливаются защитные приспособления.
Проверяются крепления, устанавливаются защитные приспособления.
Подготовка к эксплуатации коробки скоростей на фрезерный станок
После восстановления, необходимо произвести монтаж коробки скоростей на фрезерный станок, подключить её к плунжерному насосу, обеспечивающему смазку деталей. Возможно, понадобиться дополнительная регулировка коробки скоростей.
Произвести комплексный ремонт станка в Ярославле могут квалифицированные специалисты нашей компании ООО «ПКФ РемСтан».
Промышленный механический цех – Ремонт машинного оборудования
Добро пожаловать в ремонтный цех машиностроения
Не обычный механический цех
М.Э.Р. Предоставляет все необходимые вам услуги в одном месте
В ремонтной отрасли существует множество видов услуг, необходимых для поддержания работы вашего предприятия.
Сварка, шлифовка, механическая обработка, фрезерование, хонингование, расточка, нанесение покрытий, притирка, зуборезка, услуги токарных станков, приложения с ЧПУ и многое другое.
01.services
Предоставление: шлифовки, сварки, расточки, хонингования, нарезания и изготовления зубчатых колес, обработки с ЧПУ, сверления, инструментов и штампов. Часть Оцифровка. Токарные работы, вертикальное и горизонтальное фрезерование, шлифование Od-Id. Балансировка, прядение, токарная обработка, напыление металла, гальваника и многое другое
02.COMPANY FOUNDATION
Наш механический цех вырос до размеров, которые намного превосходят наши ожидания. Основа нашей компании построена на доверии и лояльности к нашим клиентам, наше видение состоит в том, чтобы иметь долгосрочные отношения со всеми нашими клиентами, и основы этого основаны на том, что мы им предлагаем
03. ВОЗМОЖНОСТИ ИССЛЕДОВАНИЯ
Возможности исследования. Выходя за рамки обычных ожиданий: позвольте экспертам M.E.R изучить потребности вашего оборудования и предложить вам интеллектуальную компоновку того, что лучше всего подходит для вашей компании новый продукт за часть стоимости новых или запасных частей
ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передач ремонт и переборка коробки передачМы компетентны в наших услугах
ПЛАСТМАССОВАЯ ПРОМЫШЛЕННОСТЬ
- Полная разборка штампа и оценка
- Ручная полировка и повторная отделка критически важных областей инструментов
- Твердое хромирование
- Восстановление оправки торпеды и зоны ворот и сертифицированная калибровка
- Полировка для микрофиниша
- Микросварка
- Оцифровка детали
КОРОБКА ПЕРЕДАЧ РЕПАР
M.