53А11 Станок зубофрезерный вертикальный полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе вертикального зубофрезерного полуавтомата 53А11
Производитель вертикального зубофрезерного полуавтомата 53А11 – Егорьевский станкостроительный завод Комсомолец, основанный в 1930 году.
Завод за время своего существования выпустил свыше 60 моделей: зубофрезерных, зубодолбежных, зубошлифовальных, зубозакругляющих и других зубообрабатывающих станков.
Продукция Егорьевского станкостроительного завода Комсомолец, СЗК
- 5А12 – станок зубодолбежный вертикальный полуавтомат Ø 208
- 5А140П – станок зубодолбежный вертикальный полуавтомат Ø 500
- 5Б150 – станок зубодолбежный вертикальный полуавтомат Ø 800
- 5В833 – станок зубошлифовальный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 40..320
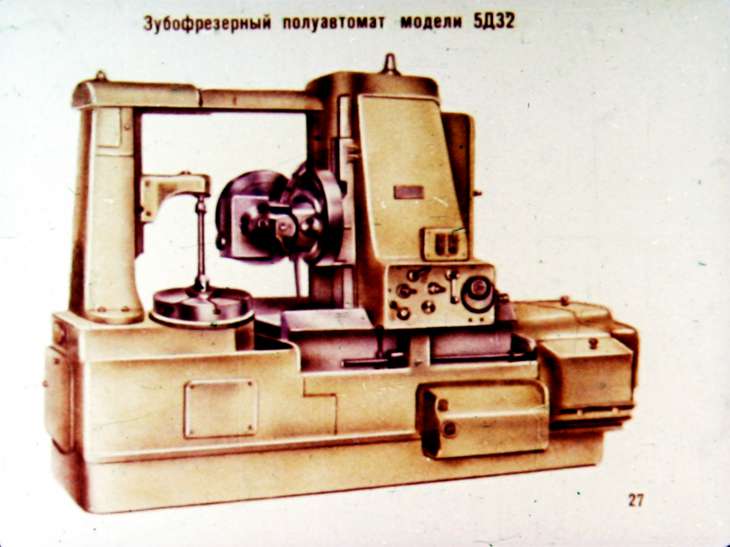
- 5Д32 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800
- 5Д833 – станок зубошлифовальный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 40.
 .320
.320 - 5Е32 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800
- 5К32 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800
- 5К32А, 5К324А – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800
- 5К324 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 500
- 5К328А – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 1250
- 5М32 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800
- 5М324А – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 500
- 53А11 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 1250
- 53А50 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 500
- 53А80 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800
- 514 – станок зубодолбежный вертикальный полуавтомат Ø 500
- 532 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 750
- 5310 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 200
- 5327 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 1000
 .320
.32053А11 Станок вертикальный зубофрезерный полуавтомат.
 Назначение и область применения
Назначение и область примененияЗубофрезерный станок зубошлифовальный 53А11 заменил в производстве устаревшую модель 5К328А.
Универсальный зубофрезерный станок полуавтомат 53А11 предназначен для нарезания (фрезерования) цилиндрических прямозубых, косозубых и червячных колес в условиях единичного и серийного производства. Нарезание зубчатых колес производится по способу обкатки червячной фрезы и обрабатываемой заготовки попутным или встречным методами фрезерования. Станок работает по замкнутому полуавтоматическому циклу и по циклу наладки. Наличие циклов радиальной, тангенциальной и диагональной подачи значительно расширяет технологические возможности полуавтоматов.
Принцип работы и особенности конструкции станка
53А11Станок 53А11 имеет неподвижный стол и подвижную стойку. Наличие в станке универсального фрезерного суппорта позволяет обрабатывать цилиндрические и червячные колеса методом радиального врезания и тангенциальной подачи. На базе станка могут изготавливаться спецстанки, позволяющие обрабатывать колеса с бочкообразной или конусной формой зубьев. Обработка осуществляется копированием по шаблону.
На базе станка могут изготавливаться спецстанки, позволяющие обрабатывать колеса с бочкообразной или конусной формой зубьев. Обработка осуществляется копированием по шаблону.
При зубофрезеровании с диагональной подачей фреза перемещается вдоль нарезаемого зуба и одновременно вдоль собственной оси, что значительно повышает ее стойкость.
Конструкция станка 53А11 предусматривает возможность радиального врезания фрезы в заготовку, что сокращает машинное время обработки.
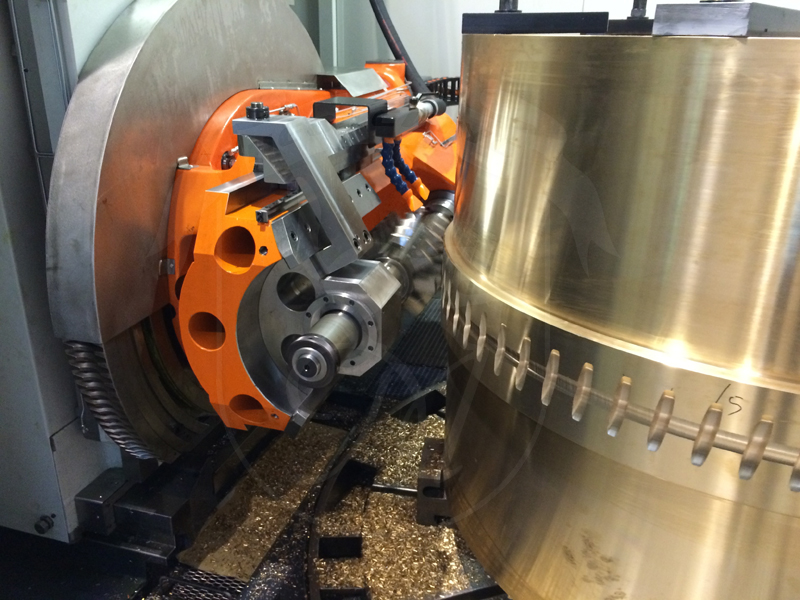
На базе станка 53А11 могут изготавливаться станки (модель 53А11С2) для обработки валков периодического профиля для прокатки арматуры на прокатных станах.
Большая универсальность станков и высокая степень автоматизации обеспечивает работу станков как в однопроходном, так и в двухпроходном автоматических циклах. При двухпроходном автоматическом цикле происходит автоматическая смена режимов обработки. Полуавтомат имеет бесступенчатый привод вертикальной и радиальной подачи.
Значительная мощность электродвигателя привода фрезы, высокие скорости и достаточная общая жесткость станков позволяет производить обработку на повышенных режимах со скоростями до 60…70 м/мин.
На базе этих станков Егорьевский станкостроительный завод «Комсомолец» выпустил большое количество специальных станков для обработки зубчатых колес различных размеров и форм, в том числе и для обработки деталей бочкообразной и конусной формой зуба
Станок 53А11 работает по полуавтоматическому циклу.
Станок 53А11 выполнен в соответствии с нормами точности по ГОСТ 659—67.
Зубофрезерные станки, работающие по методу огибания
Рис. 1. Зубофрезерные станки, работающие по методу огибания
Рис. 2. Принципиальная схема настройки зубофрезерного станка
Рис. 3. Структурная схема зубофрезерного станка
Зубофрезерные станки, работающие по методу огибания, предназначены для обработки цилиндрических колес с прямыми и косыми зубьями, а также червячных колес (см. рис. 3).
рис. 3).
При нарезании зубьев вращения фрезы и заготовки должны быть согласованы между собой. Чтобы обеспечить это условие, в станке имеется специальная цепь, принципиальная схема настройки которой показана на рис. 2. Если колесо имеет z зубьев и совершит пк оборотов, а фреза за это время сделает nф оборотов, то передаточное отношение ix между числом оборотов колеса и фрезы.
Рассмотрим формообразующие движения станка для образования профиля зубьев, для чего обратимся к структурной схеме станка (рис. 3). При нарезании прямозубого цилиндрического колеса необходимо осуществить главное вращательное движение фрезы В1. регулируемое органом настройки iv вращение заготовки B2, согласованное с вращением фрезы Вх; перемещение суппорта с фрезой параллельно оси стола П, настраиваемое органом i3. Суппорт может перемещаться или сверху вниз, или снизу вверх. При перемещении суппорта сверху вниз осуществляется встречное фрезерование, В этом случае при вращении фрезы зубья движутся навстречу срезаемому слою металла. При перемещении суппорта снизу вверх происходит попутное фрезерование. В этом случае зубья фрезы движутся попутно со срезаемым слоем металла. При попутном фрезеровании допускается увеличение скорости резания на 20—25% по сравнению со встречным методом.
При перемещении суппорта снизу вверх происходит попутное фрезерование. В этом случае зубья фрезы движутся попутно со срезаемым слоем металла. При попутном фрезеровании допускается увеличение скорости резания на 20—25% по сравнению со встречным методом.
При нарезании косозубых колес к рассмотренным выше формообразующим движениям добавляется движение для образования винтовой линии (дифференциальная цепь). Это движение состоит из вращения заготовки В3 и поступательного перемещения П фрезы. Следовательно, одно исполнительное звено — стол станка — должно иметь два вращения В2 и В3 с независимыми скоростями, что возможно при наличии суммирующего механизма.
Габариты рабочего пространства зубофрезерного полуавтомата 53А11
Габариты рабочего пространства зубофрезерного полуавтомата 53а11
Посадочные и присоединительные базы полуавтомата 53А11
Посадочные и присоединительные базы полуавтомата 53а11
Общий вид и общее устройство станка 53А11
Фото зубофрезерного станка 53а11
Фото зубофрезерного станка 53а11. Суппорт
Суппорт
Фото зубофрезерного станка 53а11
Фото зубофрезерного станка 53а11. Смотреть в увеличенном масштабе
Фото зубофрезерного станка 53а11
Фото зубофрезерного станка 53а11. Смотреть в увеличенном масштабе
Расположение составных частей зубофрезерного полуавтомата 53А11
Расположение составных частей зубофрезерного станка 53а11
Расположение органов управления зубофрезерным станком 53а11
Спецификация составных частей зубофрезерного полуавтомата 53А11
- 1. Станина – 53А11.11.000
- 2. Коробка скоростей – 53А11.22.000
- 5. Коробка распределения движения – 53А11.42.000
- 8. Электрооборудование – 53А11.831.000, 53А11.832.000
- 11. Каретка суппорта – 53А11.35.000
- 12. Суппорт – 53А11.51.000
- 13. Стойка суппортная – 53А11.31.000
- 22. Ограждение – 53А11.79.000
- 24. Контрподдержка – 53А11.71.000
- 26. Стол – 53А11. 61.000
- 33. Бак охлаждения – 53А11.82.000
- 34. Ящик для стружки – 53А50.85.000
- 35. Привод транспортера – 53А50.16.000
- 36. Шнек – 53А11.17.000
- 38. Система охлаждения – 53А11.811.000
- 40. Щит задний – 53А11.791.000
- 41. Привод подач – 53А11.45.000
- 43. Насос охлаждения – 53А11.812.000
- 44. Установка гидравлическая – 53А50.76.000
- 45. Привод – 53А50.23.000
 61.000
61.000Перечень органов управления зубофрезерным полуавтоматом 53А11
- 2. Указатель уровня масла в гидросистеме и смазке
- 4. Рукоятка включения и выключения вертикальной подачи
- 6. Квадрат ручного продольного перемещения суппорта
- 7. Пульт управления
- 9. Рукоятка реверса тангенциальной подачи (положения I, II)
- 10. Рукоятка блока тангенциальной подачи
- 14. Аварийный упор
- 15. Упор выключения продольной подачи при встречном фрезеровании
- 16. Путевой и аварийный упоры выключения тангенциальной подачи перемещения ползушки суппорта
- 17. Упор выключения быстрого хода каретки суппорта после первого прохода и выключение подачи после второго прохода
- 18. Квадрат поворота суппорта на угол
- 19. Шаблон коррекции величины вертикальной подачи на входе фрезерования
- 20. Упор выключения продольной подачи при попутном фрезеровании
- 21. Аварийный упор
- 23. Квадрат ручного перемещения стола
- 25. Рукоятка крепления кронштейна контрподдержки
- 27. Винт зажима стола
- 28. Упор аварийного останова стола при отводе
- 29. Упор выключения ускоренного отвода стола
- 30. Упор выключения ускоренного подвода стола и упор аварийного останова стола при подводе
- 31. Упор выключения радиальной подачи при первом проходе
- 32. Упор выключения радиальной подачи при втором проходе
- 37. Квадрат шомпола крепления фрезерной оправки
- 39. Квадрат зажима каретки суппорта при нарезании червячных колес
- 42. Муфта крепления вала дифференциала при обработке прямозубых колес
- 46. Квадрат ручного перемещения шнека
- 47. Упор блокировки ограждения
 Путевой и аварийный упоры выключения тангенциальной подачи перемещения ползушки суппорта
Путевой и аварийный упоры выключения тангенциальной подачи перемещения ползушки суппорта Квадрат зажима каретки суппорта при нарезании червячных колес
Квадрат зажима каретки суппорта при нарезании червячных колесПульт управления зубофрезерным полуавтоматом 53А11
Пульт управления зубофрезерным полуавтоматом 53А11
Схема кинематическая зубофрезерного станка 53А11
Кинематическая схема зубофрезерного станка 53а11
Кинематическая схема зубофрезерного станка 53А11. Смотреть в увеличенном масштабе
Краткое описание составных частей
Стойка суппортная
К суппортной стойке относятся гитарные механизмы деления и дифференциала. В нее конструктивно входят: вал делительный, блоки тангенциальной подачи. Вертикальные направляющие служат для перемещения каретки.
Коробка скоростей и привод
Коробка скоростей (рис.4) крепится к станине с рабочей стороны, а привод -с обратной стороны. Коробка скоростей служит для изменения скоростей путем установки сменных зубчатых колес.
Каретка суппорта
На каретке крепится суппорт. В ней размещены гайки вертикальной подачи, гидроцилиндр разгрузки суппорта, зубчатое колесо с внутренним зубом для поворота суппорта на угол.
Коробка распределения движений
Коробка распределения движения крепится к корпусу суппортной стойки с рабочей стороны. Кинематически она входит в цепь радиальных и вертикальных подач и передаёт движение в цепь дифференциала.
Привод подач
Привод подач служит для бесступенчатого изменения величин радиальных, тангенциальных и вертикальных подач с помощью переключателей на пульте управления. Предусмотрен реверс подачи для обеспечения попутного и встречного методов зубофрезерования.
Суппорт фрезерный
Суппорт приведен на рис. 4. Он обеспечивает нарезание зубчатых колес диагональным и тангенциальным методом, что особенно необходимо при нарезании многозаходных червячных колес. На суппорте имеется квадрат 18 для поворота его на угол.
Рабочий стол. Планшайба
Планшайба стола центрируется на конусе, а опорой служит горизонтальная кольцевая плоскость. К горизонтальным призматическим направляющим станины стол крепится с помощью планок с клиньями. Делительный червяк установлен на опорах и скольжения и выполнен двухшаговым для выборки зазора в зацеплении.
К горизонтальным призматическим направляющим станины стол крепится с помощью планок с клиньями. Делительный червяк установлен на опорах и скольжения и выполнен двухшаговым для выборки зазора в зацеплении.
Контрподдержка
Контрподдержка состоит из подвижной каретки, откидного кронштейна и гидроцилиндра. В отверстие откидного кронштейна вставляется центр или втулка скольжения для фиксации оси заготовки. Подъем, опускание и останов осуществляются переключателем на пульте управления.
Для обработки зубчатых колес максимального диаметра заднюю стойку необходимо отвести назад.
Бак охлаждения
Бак охлаждения и ограждение Бак охлаждения служит резервуаром для охлаждающей жидкости, на нем смонтирован насос охлаждения. На бак устанавливается корзина сбора стружки. Для очистки охлаждающей жидкости от мелкой стружки служат магниты, установленные на пути слива. Зона резания закрыта кожухами.
Транспортер стружки
Транспортер стружки конструктивно включает в себя привод транспортера и шнек. Привод транспортера от электродвигателя через червячную пару. Для защиты от перегрузки транспортер имеет подпружиненную кулачковую муфту.
Привод транспортера от электродвигателя через червячную пару. Для защиты от перегрузки транспортер имеет подпружиненную кулачковую муфту.
Схема гидравлическая зубофрезерного станка полуавтомата 53А11
Гидравлическая схема зубофрезерного станка 53а11
Гидросистема станка. Общее описание
Схема гидравлическая Схема гидравлическая приведена на рис.7, перечень элементов к схеме – в табл. 7.
С помощью гидросистемы станка осуществляются: разгрузка веса суппорта, перемещение кронштейна контрподдержки.
Давление в системе 1,8-2,0 МПа (18-20 кгс/см² ) регулируется напорным золотником 3 и контролируется манометром. Очистка масла производится фильтрами, установленными в цепи нагнетания (тонкость фильтрации 40 и 25 мкм).
Наличие давления контролируется с помощью реле давления 4 (рис.7). Реле давления настраивается на величину давления 1,2-1,4 МПа (12-14 кгс/см²). При падении давления ниже давления настройки реле давления отключает подачу.
Читайте также: Зубофрезерные станки для цилиндрических колес
53А11 Станок зубофрезерный вертикальный полуавтомат.
 Видеоролик.
Видеоролик.Технические характеристики зубофрезерного станка 53А11
| Наименование параметра | 53А11 | |
|---|---|---|
| Основные параметры станка | ||
| Наибольший модуль нарезаемого колеса, мм | 16 | |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°) с отведенной задней стойкой (без контрподдержки), мм | 1250 | |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°) с задней стойкой (с контрподдержкой), мм | 800 | |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (30°), мм | 1000 | |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (45°), мм | 600 | |
| Наибольший угол наклона нарезаемых зубъев обрабатываемых колес, град | ±45 | |
| Наибольший диаметр червячных нарезаемых колес, мм | ||
| Наибольшая длина венца нарезаемых цилиндрических прямозубых колес (0°), мм | ||
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (30°), мм | ||
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (45°), мм | ||
| Наименьшее число нарезаемых зубьев | 12 | |
| Стол | ||
| Диаметр стола, мм | 1000 | |
| Расстояние между осями стола и фрезы, мм | 100. | |
| Расстояние от плоскости стола и оси фрезы, мм | 235..835 | |
| Ускоренное перемещение стола, мм/мин | 145 | |
| Ручное перемещение стола за один оборот лимба, мм | 0,4 | |
| Суппорт | ||
| Наибольшее перемещение фрезерного суппорта, мм | 600 | |
| Ускоренное перемещение каретки суппорта, мм/мин | 330 | |
| Наибольший диаметр режущего инструмента (червячной фрезы), мм | 225 | |
| Наибольшая длина режущего инструмента (червячной фрезы), мм | 250 | |
| Диаметры фрезерных оправок, мм | 32, 40, 50, 60 | |
| Ускоренное перемещение шпинделя вдоль оси, мм/мин | ||
| Расстояние от оси шпинделя до направляющих суппорта, мм | ||
| Поворот суппорта на одно деление шкалы линейки, град | 1° | |
| Поворот суппорта на одно деление шкалы нониуса, мин | 1` | |
| Конусное отверстие шпинделя | Морзе 6 | |
| Наибольшее осевое перемещение фрезы, мм | 245 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона (30°/ 45°/ 60°), мм | 415/ 320/ 220 | |
| Механика станка | ||
| Пределы оборотов фрезы, об/мин | 28. .270 .270 | |
| Число ступеней оборотов фрезы | 14 | |
| Пределы продольных (вертикальных) подач, мм/об | 0,15..40 | |
| Пределы радиальных подач, мм/об | ||
| Пределы тангенциальных подач, мм/об | 0,04..19,5 | |
| Число ступеней подач | б/с | |
| Привод и электрооборудование станка | ||
| Электродвигатель главного привода, кВт | 8, 10, 12,5 | |
| Электродвигатель ускоренного хода, кВт | 4 | |
| Электродвигатель привода гидронасоса, кВт | ||
| Электродвигатель насоса охлаждения, кВт | ||
| Электродвигатель транспортера стружки, кВт | 0,55 | |
| Суммарная мощность электродвигателей, кВт | 20,37 | |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 4020 х 2350 х 2780 | |
| Масса станка с электрооборудованием и охлаждением, кг | 17000 |
- Полуавтоматы зубофрезерные вертикальные универсальные 53А11, 53А11Н. Руководство по эксплуатации 53А11.00.000 РЭ, 1992.
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965.
- Гальперин Е.И. Наладка зуборезных станков, 1960.
- Козлов Д.Н. Зуборезные работы, 1971.
- Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом общих видов, кинематических схем и узлов), 1972.
- Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
- Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Список литературы по зубообработке
 Руководство по эксплуатации 53А11.00.000 РЭ, 1992.
Руководство по эксплуатации 53А11.00.000 РЭ, 1992. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.Связанные ссылки. Дополнительная информация
Pfauter P900 Вертикальный зубофрезерный станок Б/у оборудование
- Описание
- Детальная информация
- Об этом продавце
Двухпроходный клетчатый цикл
Переключение авто
Максимальный диаметр детали: 900 мм
Максимальная ширина детали: 500мм
Мин/макс модуль: 1/10
Диаметр стола: 700 мм
Отверстие стола: 160 мм
Скорость румпеля: 60-300 об/мин
Аксессуары :
– Конвейер для стружки
– Валы фрез
– Делительные колеса
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
| Type | Vertical |
| Макс. диаметр диска | 900 mm |
| Модуль + | 10 |
| Модуль – | 1 |
| Макс. скорость шпинделя | 300 rpm |
| Макс. ширина зубьев | 500 mm |
| Мощность мотора | 16 kW |
| ——————- | |
| Часы наработки | |
| Часы включения | |
| Состояние | в отличном состоянии |
| Маркировка CE | ——— |
| Статус | возможность осмотра |
| Техпаспорт | Pfauter P900 |
| Тип клиента | Дилер |
| Активный с | 2018 |
| Предложения онлайн | 61 |
| Последняя активность | 10 января 2023 г. |
Описание
Двухпроходный клетчатый цикл
Переключение авто
Максимальный диаметр детали: 900 мм
Максимальная ширина детали: 500мм
Мин/макс модуль: 1/10
Диаметр стола: 700 мм
Отверстие стола: 160 мм
Скорость румпеля: 60-300 об/мин
Аксессуары :
– Конвейер для стружки
– Валы фрез
– Делительные колеса
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Детальная информация
| Type | Vertical |
| Макс. диаметр диска | 900 mm |
| Модуль + | 10 |
| Модуль – | 1 |
Макс. скорость шпинделя скорость шпинделя | 300 rpm |
| Макс. ширина зубьев | 500 mm |
| Мощность мотора | 16 kW |
| ——————- | |
| Часы наработки | |
| Часы включения | |
| Состояние | в отличном состоянии |
| Маркировка CE | ——— |
| Статус | возможность осмотра |
Об этом продавце
| Тип клиента | Дилер |
| Активный с | 2018 |
| Предложения онлайн | 61 |
| Последняя активность | 10 января 2023 г. |
STANKO 5A342P Вертикальный зубофрезерный станок Подержанные станки
- Описание
- Характеристики
- Об этом продавце
СДЕЛАТЬ: STANKO
2. МОДЕЛЬ: 5A342P
3. Год выпуска 1988
4. Макс. Диаметр колеса: 300–2000 мм (12–79 дюймов)
5. Макс. Модуль: 20
6. Диам. рабочего стола: 1800 мм (71″)
7. Максимальная нагрузка на стол: 10 тонн
– с вертикальным резом: 560 мм (22″)
– с радиальным резом: 760 мм (30″)
8. Максимальная зубчатая рейка: +/- 45 градусов
9. Максимальный диаметр фрезы: 250 мм (10 дюймов)
10. Макс. Длина фрезы: 300 мм (12 футов)
Макс. Длина фрезы: 300 мм (12 футов)
11. Фрезерный шпиндель, об/мин: 8…100
12. Шпиндель: Морзе 6
13. Главный двигатель: 14 кВт
14. Общая мощность: 22,02 кВт
15. Размеры станка Д x Ш x В: 6910 x 2990 x 3462 мм
16. Вес станка: 29,3 тонны
17. Оборудование: сменные шестерни и фрезерные головки
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Максимальный диаметр колеса | 2000 мм |
| Модуль + | 20 |
| Мощность двигателя | 1422 кВт |
| ——————- | |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | хорошо |
| По местным нормам | ——— |
| Состояние |
| Тип клиента | Реселлер |
| Действует с | 2020 |
| Предложения онлайн | 11 |
| Последнее действие | 5 января 2023 г. |
Описание
СДЕЛАТЬ: STANKO
2. МОДЕЛЬ: 5A342P
3. Год выпуска 1988
4. Макс. Диаметр колеса: 300–2000 мм (12–79 дюймов)
5. Макс. Модуль: 20
6. Диам. рабочего стола: 1800 мм (71″)
7. Максимальная нагрузка на стол: 10 тонн
– с вертикальным резом: 560 мм (22″)
– с радиальным резом: 760 мм (30″)
8. Максимальная зубчатая рейка: +/- 45 градусов
9. Максимальный диаметр фрезы: 250 мм (10 дюймов)
10. Макс. Длина мельницы: 300 мм (12 футов)
11. Фрезерный шпиндель, об/мин: 8…100
12. Шпиндель: Морзе 6
13. Главный двигатель: 14 кВт
14. Общая мощность: 22,02 кВт
15. Размеры станка Д x Ш x В: 6910 x 2990 x 3462 мм
16. Вес машины: 29,3 тонны
17. Оборудование: сменные шестерни и фрезерные головки
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Технические характеристики
| Максимальный диаметр колеса | 2000 мм |
| Модуль + | 20 |
| Мощность двигателя | 1422 кВт |
| ——————- | |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | хорошо |
| По местным нормам | ——— |
| Состояние |
Об этом продавце
| Тип клиента | Реселлер |
| Действует с | 2020 |
| Предложения онлайн | 11 |
| Последнее действие | 5 января 2023 г. |
| FFG Europe & Americas
Modul H 80 – H 400
Зубофрезерные станки для автомобильной и общепромышленной техники
Зубофрезерные станки Modul серий H 80 – H 200 и H 250 – H 400 обеспечивают максимальную производительность в высокопроизводительном диапазоне от производства отдельных деталей и небольших серий до массового производства. Эти малые и средние зубофрезерные станки могут использоваться для изготовления высококачественных наружных зубчатых колес для заготовок диаметром до 400 мм и модулем зубчатого колеса 8 посредством одно- или многозаходной обработки на обычном или попутном фрезеровании. Зубофрезерные станки могут применяться для осевой, радиально-осевой, тангенциальной и диагональной зубофрезерной обработки, а также для профильного фрезерования методом одинарного деления.
ПРОМЫШЛЕННОСТЬ
Решает любую задачу – не только в этих отраслях
OEM-производители и поставщики автомобильной техники
Производственные решения для зубчатых зацеплений на зубчатых колесах, валах и шестернях
Производители и поставщики грузовых автомобилей
Комплексная обработка шестерен трансмиссии
 Они обеспечивают сухую и/или мокрую обработку инструментами из быстрорежущей стали, карбида или других современных материалов, а также мягкую обработку или чистовое фрезерование закаленных зубчатых колес (шлифование).
Они обеспечивают сухую и/или мокрую обработку инструментами из быстрорежущей стали, карбида или других современных материалов, а также мягкую обработку или чистовое фрезерование закаленных зубчатых колес (шлифование).
 Фильтры удаляют стружку из немагнитных материалов.
Фильтры удаляют стружку из немагнитных материалов.
 количества.
количества.