53А11 Станок зубофрезерный вертикальный полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе вертикального зубофрезерного полуавтомата 53А11
Производитель вертикального зубофрезерного полуавтомата 53А11 – Егорьевский станкостроительный завод Комсомолец, основанный в 1930 году.
Завод за время своего существования выпустил свыше 60 моделей: зубофрезерных, зубодолбежных, зубошлифовальных, зубозакругляющих и других зубообрабатывающих станков.
Продукция Егорьевского станкостроительного завода Комсомолец, СЗК
- 5А12 – станок зубодолбежный вертикальный полуавтомат Ø 208
- 5А140П – станок зубодолбежный вертикальный полуавтомат Ø 500
- 5Б150 – станок зубодолбежный вертикальный полуавтомат Ø 800
- 5В833 – станок зубошлифовальный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 40..320
- 5Д32 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800
- 5Д833 – станок зубошлифовальный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 40.
 .320
.320 - 5Е32 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800
- 5К32 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800
- 5К32А, 5К324А – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800
- 5К324 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 500
- 5К328А – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 1250
- 5М32 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800
- 5М324А – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 500
- 53А11 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 1250
- 53А50 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 500
- 53А80 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800
- 514 – станок зубодолбежный вертикальный полуавтомат Ø 500
- 532 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 750
- 5310 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 200
- 5327 – станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 1000
 .320
.32053А11 Станок вертикальный зубофрезерный полуавтомат.
 Назначение и область применения
Назначение и область примененияЗубофрезерный станок зубошлифовальный 53А11 заменил в производстве устаревшую модель 5К328А.
Универсальный зубофрезерный станок полуавтомат 53А11 предназначен для нарезания (фрезерования) цилиндрических прямозубых, косозубых и червячных колес в условиях единичного и серийного производства. Нарезание зубчатых колес производится по способу обкатки червячной фрезы и обрабатываемой заготовки попутным или встречным методами фрезерования. Станок работает по замкнутому полуавтоматическому циклу и по циклу наладки. Наличие циклов радиальной, тангенциальной и диагональной подачи значительно расширяет технологические возможности полуавтоматов.
Принцип работы и особенности конструкции станка
53А11Станок 53А11 имеет неподвижный стол и подвижную стойку. Наличие в станке универсального фрезерного суппорта позволяет обрабатывать цилиндрические и червячные колеса методом радиального врезания и тангенциальной подачи. На базе станка могут изготавливаться спецстанки, позволяющие обрабатывать колеса с бочкообразной или конусной формой зубьев. Обработка осуществляется копированием по шаблону.
На базе станка могут изготавливаться спецстанки, позволяющие обрабатывать колеса с бочкообразной или конусной формой зубьев. Обработка осуществляется копированием по шаблону.
При зубофрезеровании с диагональной подачей фреза перемещается вдоль нарезаемого зуба и одновременно вдоль собственной оси, что значительно повышает ее стойкость.
Конструкция станка 53А11 предусматривает возможность радиального врезания фрезы в заготовку, что сокращает машинное время обработки.
На базе станка 53А11 могут изготавливаться станки (модель 53А11С2) для обработки валков периодического профиля для прокатки арматуры на прокатных станах.
Большая универсальность станков и высокая степень автоматизации обеспечивает работу станков как в однопроходном, так и в двухпроходном автоматических циклах. При двухпроходном автоматическом цикле происходит автоматическая смена режимов обработки. Полуавтомат имеет бесступенчатый привод вертикальной и радиальной подачи.
Значительная мощность электродвигателя привода фрезы, высокие скорости и достаточная общая жесткость станков позволяет производить обработку на повышенных режимах со скоростями до 60…70 м/мин.
На базе этих станков Егорьевский станкостроительный завод «Комсомолец» выпустил большое количество специальных станков для обработки зубчатых колес различных размеров и форм, в том числе и для обработки деталей бочкообразной и конусной формой зуба
Станок 53А11 работает по полуавтоматическому циклу.
Станок 53А11 выполнен в соответствии с нормами точности по ГОСТ 659—67.
Зубофрезерные станки, работающие по методу огибания
Рис. 1. Зубофрезерные станки, работающие по методу огибания
Рис. 2. Принципиальная схема настройки зубофрезерного станка
Рис. 3. Структурная схема зубофрезерного станка
Зубофрезерные станки, работающие по методу огибания, предназначены для обработки цилиндрических колес с прямыми и косыми зубьями, а также червячных колес (см. рис. 3).
рис. 3).
При нарезании зубьев вращения фрезы и заготовки должны быть согласованы между собой. Чтобы обеспечить это условие, в станке имеется специальная цепь, принципиальная схема настройки которой показана на рис. 2. Если колесо имеет z зубьев и совершит пк оборотов, а фреза за это время сделает nф оборотов, то передаточное отношение ix между числом оборотов колеса и фрезы.
Рассмотрим формообразующие движения станка для образования профиля зубьев, для чего обратимся к структурной схеме станка (рис. 3). При нарезании прямозубого цилиндрического колеса необходимо осуществить главное вращательное движение фрезы В1. регулируемое органом настройки iv вращение заготовки B2, согласованное с вращением фрезы Вх; перемещение суппорта с фрезой параллельно оси стола П, настраиваемое органом i3. Суппорт может перемещаться или сверху вниз, или снизу вверх. При перемещении суппорта сверху вниз осуществляется встречное фрезерование, В этом случае при вращении фрезы зубья движутся навстречу срезаемому слою металла. При перемещении суппорта снизу вверх происходит попутное фрезерование. В этом случае зубья фрезы движутся попутно со срезаемым слоем металла. При попутном фрезеровании допускается увеличение скорости резания на 20—25% по сравнению со встречным методом.
При перемещении суппорта снизу вверх происходит попутное фрезерование. В этом случае зубья фрезы движутся попутно со срезаемым слоем металла. При попутном фрезеровании допускается увеличение скорости резания на 20—25% по сравнению со встречным методом.
При нарезании косозубых колес к рассмотренным выше формообразующим движениям добавляется движение для образования винтовой линии (дифференциальная цепь). Это движение состоит из вращения заготовки В3 и поступательного перемещения П фрезы. Следовательно, одно исполнительное звено — стол станка — должно иметь два вращения В2 и В3 с независимыми скоростями, что возможно при наличии суммирующего механизма.
Габариты рабочего пространства зубофрезерного полуавтомата 53А11
Габариты рабочего пространства зубофрезерного полуавтомата 53а11
Посадочные и присоединительные базы полуавтомата 53А11
Посадочные и присоединительные базы полуавтомата 53а11
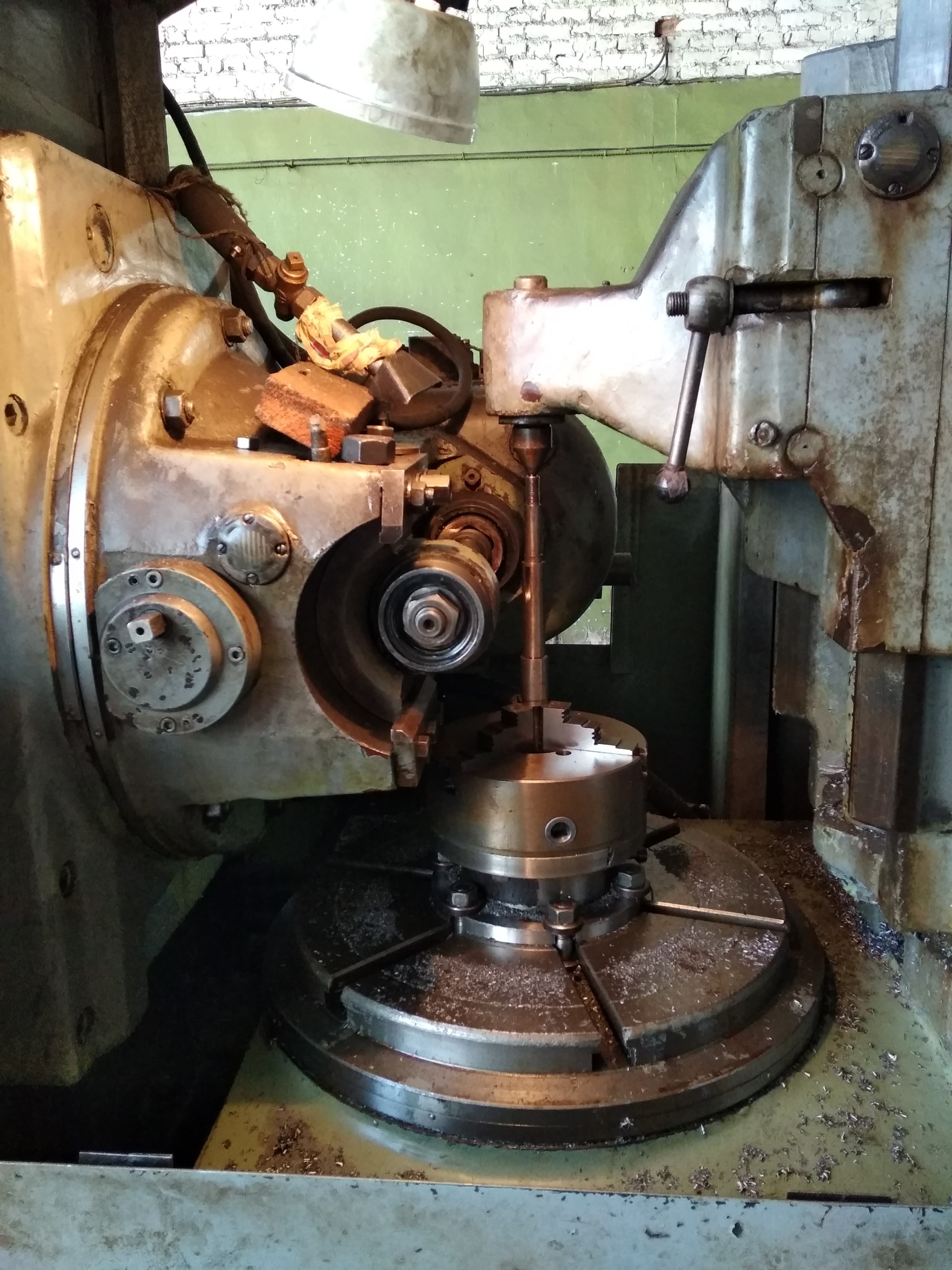
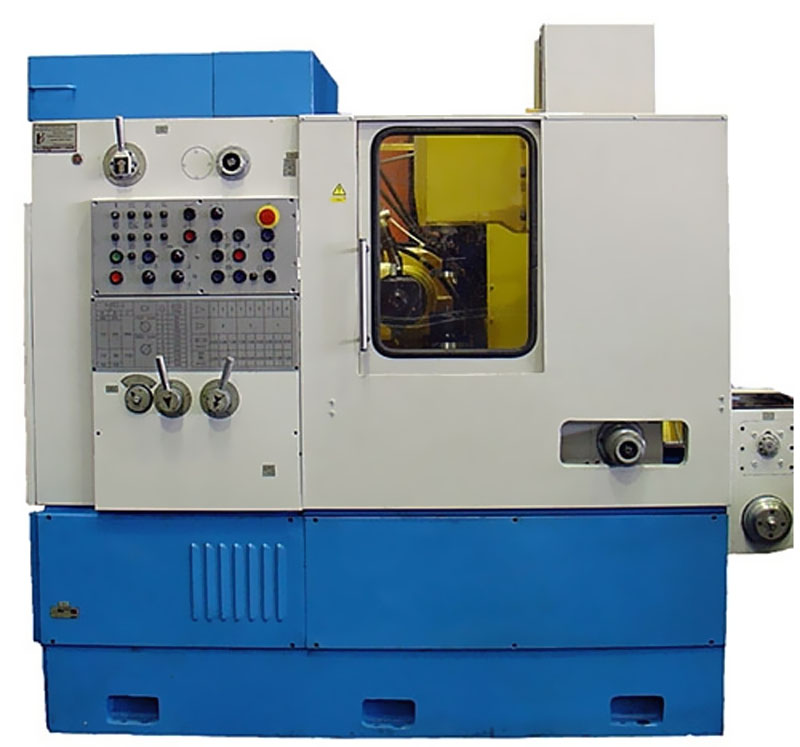
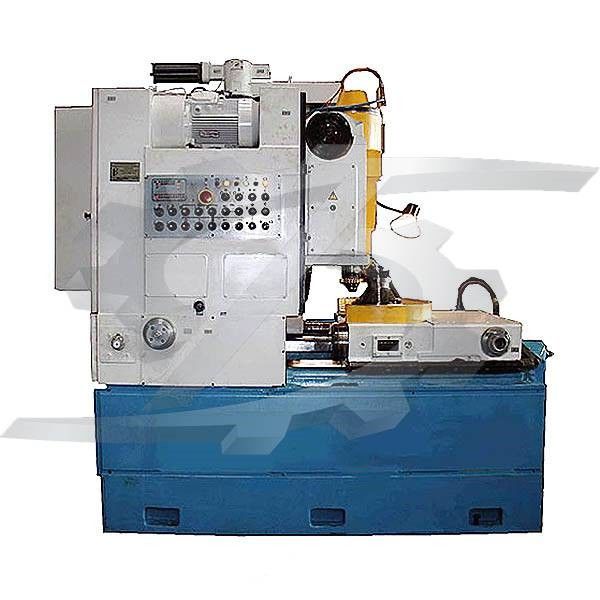
Общий вид и общее устройство станка 53А11
Фото зубофрезерного станка 53а11
Фото зубофрезерного станка 53а11. Суппорт
Суппорт
Фото зубофрезерного станка 53а11
Фото зубофрезерного станка 53а11. Смотреть в увеличенном масштабе
Фото зубофрезерного станка 53а11
Фото зубофрезерного станка 53а11. Смотреть в увеличенном масштабе
Расположение составных частей зубофрезерного полуавтомата 53А11
Расположение составных частей зубофрезерного станка 53а11
Расположение органов управления зубофрезерным станком 53а11
Спецификация составных частей зубофрезерного полуавтомата 53А11
- 1. Станина – 53А11.11.000
- 2. Коробка скоростей – 53А11.22.000
- 5. Коробка распределения движения – 53А11.42.000
- 8. Электрооборудование – 53А11.831.000, 53А11.832.000
- 11. Каретка суппорта – 53А11.35.000
- 12. Суппорт – 53А11.51.000
- 13. Стойка суппортная – 53А11.31.000
- 22. Ограждение – 53А11.79.000
- 24. Контрподдержка – 53А11.71.000
- 26. Стол – 53А11. 61.000
- 33. Бак охлаждения – 53А11.82.000
- 34. Ящик для стружки – 53А50.85.000
- 35. Привод транспортера – 53А50.16.000
- 36. Шнек – 53А11.17.000
- 38. Система охлаждения – 53А11.811.000
- 40. Щит задний – 53А11.791.000
- 41. Привод подач – 53А11.45.000
- 43. Насос охлаждения – 53А11.812.000
- 44. Установка гидравлическая – 53А50.76.000
- 45. Привод – 53А50.23.000
 61.000
61.000Перечень органов управления зубофрезерным полуавтоматом 53А11
- 2. Указатель уровня масла в гидросистеме и смазке
- 4. Рукоятка включения и выключения вертикальной подачи
- 6. Квадрат ручного продольного перемещения суппорта
- 7. Пульт управления
- 9. Рукоятка реверса тангенциальной подачи (положения I, II)
- 10. Рукоятка блока тангенциальной подачи
- 14. Аварийный упор
- 15. Упор выключения продольной подачи при встречном фрезеровании
- 16. Путевой и аварийный упоры выключения тангенциальной подачи перемещения ползушки суппорта
- 17. Упор выключения быстрого хода каретки суппорта после первого прохода и выключение подачи после второго прохода
- 18. Квадрат поворота суппорта на угол
- 19. Шаблон коррекции величины вертикальной подачи на входе фрезерования
- 20. Упор выключения продольной подачи при попутном фрезеровании
- 21. Аварийный упор
- 23. Квадрат ручного перемещения стола
- 25. Рукоятка крепления кронштейна контрподдержки
- 27. Винт зажима стола
- 28. Упор аварийного останова стола при отводе
- 29. Упор выключения ускоренного отвода стола
- 30. Упор выключения ускоренного подвода стола и упор аварийного останова стола при подводе
- 31. Упор выключения радиальной подачи при первом проходе
- 32. Упор выключения радиальной подачи при втором проходе
- 37. Квадрат шомпола крепления фрезерной оправки
- 39.
- 42. Муфта крепления вала дифференциала при обработке прямозубых колес
- 46. Квадрат ручного перемещения шнека
- 47. Упор блокировки ограждения
 Путевой и аварийный упоры выключения тангенциальной подачи перемещения ползушки суппорта
Путевой и аварийный упоры выключения тангенциальной подачи перемещения ползушки суппорта
Пульт управления зубофрезерным полуавтоматом 53А11
Пульт управления зубофрезерным полуавтоматом 53А11
Схема кинематическая зубофрезерного станка 53А11
Кинематическая схема зубофрезерного станка 53а11
Кинематическая схема зубофрезерного станка 53А11. Смотреть в увеличенном масштабе
Краткое описание составных частей
Стойка суппортная
К суппортной стойке относятся гитарные механизмы деления и дифференциала. В нее конструктивно входят: вал делительный, блоки тангенциальной подачи. Вертикальные направляющие служат для перемещения каретки.
Коробка скоростей и привод
Коробка скоростей (рис.4) крепится к станине с рабочей стороны, а привод -с обратной стороны. Коробка скоростей служит для изменения скоростей путем установки сменных зубчатых колес.
Каретка суппорта
На каретке крепится суппорт. В ней размещены гайки вертикальной подачи, гидроцилиндр разгрузки суппорта, зубчатое колесо с внутренним зубом для поворота суппорта на угол.
Коробка распределения движений
Коробка распределения движения крепится к корпусу суппортной стойки с рабочей стороны. Кинематически она входит в цепь радиальных и вертикальных подач и передаёт движение в цепь дифференциала.
Привод подач
Привод подач служит для бесступенчатого изменения величин радиальных, тангенциальных и вертикальных подач с помощью переключателей на пульте управления. Предусмотрен реверс подачи для обеспечения попутного и встречного методов зубофрезерования.
Суппорт фрезерный
Суппорт приведен на рис. 4. Он обеспечивает нарезание зубчатых колес диагональным и тангенциальным методом, что особенно необходимо при нарезании многозаходных червячных колес. На суппорте имеется квадрат 18 для поворота его на угол.
Рабочий стол. Планшайба
Планшайба стола центрируется на конусе, а опорой служит горизонтальная кольцевая плоскость. К горизонтальным призматическим направляющим станины стол крепится с помощью планок с клиньями. Делительный червяк установлен на опорах и скольжения и выполнен двухшаговым для выборки зазора в зацеплении.
К горизонтальным призматическим направляющим станины стол крепится с помощью планок с клиньями. Делительный червяк установлен на опорах и скольжения и выполнен двухшаговым для выборки зазора в зацеплении.
Контрподдержка
Контрподдержка состоит из подвижной каретки, откидного кронштейна и гидроцилиндра. В отверстие откидного кронштейна вставляется центр или втулка скольжения для фиксации оси заготовки. Подъем, опускание и останов осуществляются переключателем на пульте управления.
Для обработки зубчатых колес максимального диаметра заднюю стойку необходимо отвести назад.
Бак охлаждения
Бак охлаждения и ограждение Бак охлаждения служит резервуаром для охлаждающей жидкости, на нем смонтирован насос охлаждения. На бак устанавливается корзина сбора стружки. Для очистки охлаждающей жидкости от мелкой стружки служат магниты, установленные на пути слива. Зона резания закрыта кожухами.
Транспортер стружки
Транспортер стружки конструктивно включает в себя привод транспортера и шнек. Привод транспортера от электродвигателя через червячную пару. Для защиты от перегрузки транспортер имеет подпружиненную кулачковую муфту.
Привод транспортера от электродвигателя через червячную пару. Для защиты от перегрузки транспортер имеет подпружиненную кулачковую муфту.
Схема гидравлическая зубофрезерного станка полуавтомата 53А11
Гидравлическая схема зубофрезерного станка 53а11
Гидросистема станка. Общее описание
Схема гидравлическая Схема гидравлическая приведена на рис.7, перечень элементов к схеме – в табл. 7.
С помощью гидросистемы станка осуществляются: разгрузка веса суппорта, перемещение кронштейна контрподдержки.
Давление в системе 1,8-2,0 МПа (18-20 кгс/см² ) регулируется напорным золотником 3 и контролируется манометром. Очистка масла производится фильтрами, установленными в цепи нагнетания (тонкость фильтрации 40 и 25 мкм).
Наличие давления контролируется с помощью реле давления 4 (рис.7). Реле давления настраивается на величину давления 1,2-1,4 МПа (12-14 кгс/см²). При падении давления ниже давления настройки реле давления отключает подачу.
Читайте также: Зубофрезерные станки для цилиндрических колес
53А11 Станок зубофрезерный вертикальный полуавтомат.
 Видеоролик.
Видеоролик.Технические характеристики зубофрезерного станка 53А11
| Наименование параметра | 53А11 | |
|---|---|---|
| Основные параметры станка | ||
| Наибольший модуль нарезаемого колеса, мм | 16 | |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°) с отведенной задней стойкой (без контрподдержки), мм | 1250 | |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°) с задней стойкой (с контрподдержкой), мм | 800 | |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (30°), мм | 1000 | |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (45°), мм | 600 | |
| Наибольший угол наклона нарезаемых зубъев обрабатываемых колес, град | ±45 | |
| Наибольший диаметр червячных нарезаемых колес, мм | ||
| Наибольшая длина венца нарезаемых цилиндрических прямозубых колес (0°), мм | ||
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (30°), мм | ||
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (45°), мм | ||
| Наименьшее число нарезаемых зубьев | 12 | |
| Стол | ||
| Диаметр стола, мм | 1000 | |
| Расстояние между осями стола и фрезы, мм | 100. | |
| Расстояние от плоскости стола и оси фрезы, мм | 235..835 | |
| Ускоренное перемещение стола, мм/мин | 145 | |
| Ручное перемещение стола за один оборот лимба, мм | 0,4 | |
| Суппорт | ||
| Наибольшее перемещение фрезерного суппорта, мм | 600 | |
| Ускоренное перемещение каретки суппорта, мм/мин | 330 | |
| Наибольший диаметр режущего инструмента (червячной фрезы), мм | 225 | |
| Наибольшая длина режущего инструмента (червячной фрезы), мм | 250 | |
| Диаметры фрезерных оправок, мм | 32, 40, 50, 60 | |
| Ускоренное перемещение шпинделя вдоль оси, мм/мин | ||
| Расстояние от оси шпинделя до направляющих суппорта, мм | ||
| Поворот суппорта на одно деление шкалы линейки, град | 1° | |
| Поворот суппорта на одно деление шкалы нониуса, мин | 1` | |
| Конусное отверстие шпинделя | Морзе 6 | |
| Наибольшее осевое перемещение фрезы, мм | 245 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона (30°/ 45°/ 60°), мм | 415/ 320/ 220 | |
| Механика станка | ||
| Пределы оборотов фрезы, об/мин | 28. .270 .270 | |
| Число ступеней оборотов фрезы | 14 | |
| Пределы продольных (вертикальных) подач, мм/об | 0,15..40 | |
| Пределы радиальных подач, мм/об | 0,06..17,2 | |
| Пределы тангенциальных подач, мм/об | 0,04..19,5 | |
| Число ступеней подач | б/с | |
| Привод и электрооборудование станка | ||
| Электродвигатель главного привода, кВт | 8, 10, 12,5 | |
| Электродвигатель ускоренного хода, кВт | 4 | |
| Электродвигатель привода гидронасоса, кВт | ||
| Электродвигатель насоса охлаждения, кВт | ||
| Электродвигатель транспортера стружки, кВт | 0,55 | |
| Суммарная мощность электродвигателей, кВт | 20,37 | |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 4020 х 2350 х 2780 | |
| Масса станка с электрооборудованием и охлаждением, кг | 17000 |
- Полуавтоматы зубофрезерные вертикальные универсальные 53А11, 53А11Н. Руководство по эксплуатации 53А11.00.000 РЭ, 1992.
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965.
- Гальперин Е.И. Наладка зуборезных станков, 1960.
- Козлов Д.Н. Зуборезные работы, 1971.
- Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом общих видов, кинематических схем и узлов), 1972.
- Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
- Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Список литературы по зубообработке
 Руководство по эксплуатации 53А11.00.000 РЭ, 1992.
Руководство по эксплуатации 53А11.00.000 РЭ, 1992. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.Связанные ссылки. Дополнительная информация
Станок зубофрезерный вертикальный 5В345П | Станочный Мир
- Главная /
- Справочник
- Станки советские, российские, импортные – справочная информация
- Станки советские, российские, импортные – справочная информация
- Станок зубофрезерный вертикальный 5В345П
Станки предназначены для фрезерования зубьев цилиндрических зубчатых колес методом обкатки червячной фрезой и методом единичного деления дисковой или пальцевой фрезами.
Технические характеристики станка 5В345П
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | П |
| Наибольший диаметр обрабатываемой детали, мм | 5000 |
| Наибольший модуль обрабатываемых зубчатых колес | 40 |
| Длина зуба нарезаемого колеса, мм | |
| ЧПУ | |
Пределы частот вращения шпинделя Min/Max, об/мин. |
8,5 – 85 |
| Мощность, кВт | 45 |
| Габариты, мм | 11880_5900_7380 |
| Масса, кг | 127000 |
| Начало серийного выпуска, год | 1984 |
| Завод-производитель | Коломенский завод тяжелых станков, ЗАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок зубофрезерный вертикальный 5В345П по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 5В345П производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию – Станок зубофрезерный вертикальный 5В345П составляет:
- новые станки – 12 мес.,
- после капитального ремонта – 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок зубофрезерный вертикальный 5В345П звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок зубофрезерный вертикальный 5В345П звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Популярные модели
-
В наличии
| FFG Europe & Americas
Modul H 80 – H 400
Зубофрезерные станки для автомобильной промышленности и общепромышленного применения
Зубофрезерные станки Modul серий H 80 – H 200 и H 250 – H 400 обеспечивают максимальную производительность в диапазоне высокой производительности от единичного и мелкосерийного производства до серийного производства. Эти малые и средние зубофрезерные станки могут использоваться для изготовления высококачественных наружных зубчатых колес для заготовок диаметром до 400 мм и модулем зубчатого колеса 8 посредством одно- или многозаходной обработки на обычном или попутном фрезеровании. Зубофрезерные станки могут применяться для осевой, радиально-осевой, тангенциальной и диагональной зубофрезерной обработки, а также для профильного фрезерования методом одинарного деления.
Эти малые и средние зубофрезерные станки могут использоваться для изготовления высококачественных наружных зубчатых колес для заготовок диаметром до 400 мм и модулем зубчатого колеса 8 посредством одно- или многозаходной обработки на обычном или попутном фрезеровании. Зубофрезерные станки могут применяться для осевой, радиально-осевой, тангенциальной и диагональной зубофрезерной обработки, а также для профильного фрезерования методом одинарного деления.
ПРОМЫШЛЕННОСТЬ
Решает любые задачи – не только в этих отраслях
OEM-производители и поставщики автомобильной техники
Производственные решения для зубчатых зацеплений на шестернях, валах и шестернях
Производители и поставщики грузовых автомобилей
Комплексная обработка шестерен силовых агрегатов 90 007
Э- Мобильность
Точное серийное производство деталей шасси, двигателей и силовых агрегатов
ПРЕИМУЩЕСТВА
КАК ПОЛЬЗОВАТЬСЯ МОДУЛЬНЫМИ ЗУБЧАТЫМИ СТАНКАМИ СЕРИИ H 80 – H 400
Повышенная производительность
Зубофрезерные станки Modul H 80 – H 400 обладают высокой механической и термической стабильностью. Они обеспечивают сухую и/или мокрую обработку инструментами из быстрорежущей стали, карбида или других современных материалов, а также мягкую обработку или чистовое фрезерование закаленных зубчатых колес (шлифование).
Они обеспечивают сухую и/или мокрую обработку инструментами из быстрорежущей стали, карбида или других современных материалов, а также мягкую обработку или чистовое фрезерование закаленных зубчатых колес (шлифование).
Максимальная гибкость
Зубофрезерные станки Modul H 80 – H 400 подходят для осевой, радиально-осевой, тангенциальной и диагональной зубофрезерной обработки, а также для фасонного фрезерования методом одинарной градуировки. Принцип их модульной конструкции означает, что эти машины могут быть адаптированы для удовлетворения требований автомобильной промышленности и общепромышленного применения.
Максимальная общая эффективность
Запатентованная технология CDT позволяет интегрировать различные дополнительные функции, такие как снятие фаски/заусенцев и/или радиальное сверление. Серия станков CD для снятия фаски/заусенцев позволяет производить зубчатые колеса как в комплексе, так и с использованием автономных станков в ячейке или в линии.
Идеальная автоматизация
Зубофрезерные станки Modul серии H 80 – H 400 допускают ручную подачу, автоматизацию с помощью портального загрузчика (H 80 – H 200), портального или кольцевого загрузчика (H 250 – H 400) или внешней системы загрузки (например, робот).
ПРИМЕНЕНИЕ
МАКСИМАЛЬНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ ДЛЯ МАКСИМАЛЬНОЙ ТОЧНОСТИ
Зубофрезерные станки Modul H 80 – H 400 позволяют экономично производить прямые и косозубые зубчатые колеса (венценосные и конические), а также валы с несколькими зубчатыми колесами, червячные колеса, звездочки и специальные профили (через программную опцию).
Трансмиссия
Червячный редуктор
Зубофрезерные станки Modul H 80 – H 400 допускают специальные конфигурации для эффективного производства комплектов червячных передач (червячные передачи и червячные валы). Фильтры удаляют стружку из немагнитных материалов.
Трансмиссия
Червячный вал
Зубофрезерные станки Modul H 80 – H 400 допускают специальные конфигурации для эффективного производства червячных передач (червячные передачи и червячные валы). Фильтры удаляют стружку из немагнитных материалов.
Разное
Вал
Зубофрезерные станки Modul H 80 – H 400 являются идеальным решением для изготовления ходовых шестерен, эвольвентных шлицев и зубчатых колес на валах, а также для дополнительных операций механической обработки, таких как фрезерование пазов, снятие фасок и удаление заусенцев.
Разное
Вал
Зубофрезерные станки Modul H 250 CDM идеально подходят для фрезерования валов с интегрированным параллельным основному времени снятием фасок и заусенцев, в том числе на зубчатых валах, входных/выходных валах, шлицах коленчатых валов и валах-шестернях.
Трансмиссия
Зубчатая передача
Зубофрезерные станки Modul H 80 – H 400 идеально подходят для изготовления ведущих колес, промежуточных и неподвижных шестерен для механических трансмиссий, солнечных и планетарных передач, венцов стартера, звездочек и дисков зубчатых ремней, синхронных колеса и стояночная блокировка передач.
Коробка передач
Зубчатое колесо
Зубофрезерные станки CDM Module H 250 впечатляют при обработке зубчатых колес с помощью встроенного параллельного основного времени снятия фаски и удаления заусенцев, например. на ведущие колеса оси, промежуточные и неподвижные передачи для механических коробок передач, солнечные и планетарные передачи.
Разное
Фиксированная шестерня
Разное
Эвольвентные шлицы
Силовой агрегат
Приводной вал
Трансмиссия
Приводной вал
Трансмиссия
Главный вал
Для получения дополнительной информации об этой заготовке, пожалуйста, свяжитесь с нами, используя форму запроса ниже.
Трансмиссия
Шестерня
Трансмиссия
Трещотка
Компрессор
Старт венец
Трансмиссия
Промежуточный вал
Двигатель
Коленчатый вал


ТИПЫ СТАНКОВ
ПОДХОДЯЩИЙ СТАНОК ДЛЯ ЛЮБЫХ ТРЕБОВАНИЙ
Зубофрезерные станки Modul серий H 80–H 400 представляют собой станки малого и среднего размера для изготовления наружных зубчатых колес на одиночных части и в малых и больших количества.
- Модуль Н 80
- Зубофрезерный станок
- до модуля редуктора 4
- Модуль Н 100
- Фрезерный станок
- до модуля редуктора 4
- Модуль H 130
- Зубофрезерный станок
- до модуля зубчатого колеса 4
- Модуль H 160
- Зубофрезерный станок
- до модуля зубчатого колеса 4
- Modul H 200
- Зубофрезерный станок
- до зубчатый модуль 4
- Модуль H 250
- Зубофрезерный станок
- до зубчатого модуля 8
- Модуль H 300
- Зубофрезерный станок 9 0051 до модуля редуктора 8
- Modul H 400
- Зубофрезерный станок
- до зубчатого модуля 8
ГАЛЕРЕЯ
ОПЫТ МАКСИМАЛЬНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ
Зубофрезерный станок Modul в серии H 80–H 400 превосходны в любой производственной среде с точки зрения производительности и эффективности и качество продукции. Получите захватывающую информацию о рабочей среде наших машин здесь.
Получите захватывающую информацию о рабочей среде наших машин здесь.
ЦЕНТР СКАЧИВАНИЯ
ВАЖНЫЕ ФАКТЫ О МОДУЛЬНО-ЗЕМЛЕВАЛЬНЫХ СТАНКАХ H 80 – H 400
РОДСТВЕННЫЕ СЕРИИ
УЗНАЙТЕ ОГРОМНЫЕ ВОЗМОЖНОСТИ МИРА FFG
Продукт
Обращение*
Пожалуйста, выберите…Mr.Ms.
Имя
Компания*
Улица и номер дома*
Почтовый индекс*
Город*
Страна*
Пожалуйста, выберите…АфганистанАландАлбанияАлжирАмериканское СамоаАндорраАнголаАнгильяАнтарктидаАнтигуа и БарбудаАргентинаАрменияАрубаАвстралияАвстрияАзербайджанБахрейнБангладешБарбадосБеларусьБельгияБелизБенинБермудыБутанБоливияБонэйр, Синт-Эстатиус и СабаБосния и Герца говинаБотсванаОстров БувеБразилияБританская территория в Индийском океанеБританские Виргинские островаБрунейБолгарияБуркина-ФасоБурундиКамбоджаКамерунКанадаКабо-ВердеКаймановы островаЦентральноафриканская РеспубликаЧадЧилиКитайОстров РождестваКокосовые острова (Килинг)КолумбияКоморские островаКонго-БраззавильОстрова КукаКоста-РикаКот-д’ИвуарХорватияКубаCura çaoКипрЧехияДанияДжибутиДоминикаДоминиканская РеспубликаЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузский Южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГвинеяГвинея-БисауГайанаГаитиОстров Херд и острова МакдональдГондурасГонконг САР КитаяВенгрияИсландияИндияИндонезияИранИракИрландияОстров МэнИзраильИталияЯмайкаЯпонияДжерсиJ ОрданКазахстанКенияКирибатиКувейтКыргызстанЛаосЛатвияЛиванЛесотоЛиберияЛивияЛихтенштейнЛитваЛюксембургМакао САР КитаяМакедонияМадагаскарМалавиМалайзияМальдивыМалиМальтаМаршалловы островаМартиникаМаврикияМаврикийМайоттаМексикаМикронезияМолдоваМонакоМонголияЧерногорияMonts erratМароккоМозамбикМьянмаНамибияНауруНепалНидерландыНовая КаледонияНовая ЗеландияНикарагуаНигерНигерияНиуэ Остров НорфолкСеверная КореяСеверные Марианские островаНорвегияОманПакистанПалауПалестинаПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссияRw andaСен-БартелемиСент-Хелена, Вознесения и Тристан-да-КуньяСент-Китс и НевисСент-ЛюсияСен-МартинСен-Пьер и МикелонСент-Винсент и ГренадиныСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСенегалСербияСейшельские островаСьерра-ЛеонеСингапурСент-МартенСловакияСловенияСоломоновы островаСомалиЮжная АфрикаЮжная Джорджия и Южные Сандвичевы островаЮжная КореяЮжный СуданИспанияШри-ЛанкаСуданСуринамШпицбергенСвазилендШвецияШвейцарияСирияТайванТаджикистанТанзанияТаиландБагамыТимор-ЛештиТогоT окелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыОтдаленные малые острова СШАУругвайВиргинские острова СШАУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
телефон
Сообщение
Мы обрабатываем ваши данные в соответствии с нашей политикой конфиденциальности
*Обязательные поля
Горизонтальный зубофрезерный станок Bourn & Koch 400H
Модель 400H входит в линейку горизонтальных зубофрезерных станков Bourn & Koch серии H. Станки серии H предназначены для производства шестерен высокого качества AGMA в компактных размерах. Зубофрезерные станки Bourn & Koch являются результатом более чем 30-летнего опыта работы в американской индустрии станкостроения.
Станки серии H предназначены для производства шестерен высокого качества AGMA в компактных размерах. Зубофрезерные станки Bourn & Koch являются результатом более чем 30-летнего опыта работы в американской индустрии станкостроения.
Связаться с отделом продаж
Серия H компании Bourn & Koch устанавливает стандарт для горизонтальных зубофрезерных станков. Наши зубофрезерные станки используются во многих отраслях промышленности как лидеры в области горизонтальной зубофрезерной обработки. Зубофрезерные станки Bourn & Koch являются результатом более чем 30-летнего опыта работы в американской машиностроительной промышленности.
Наши фрезерные станки серии H могут производить зубчатые колеса AGMA класса 9-10 без шлифовки. Нарезка зубчатых колес до такого уровня совершенства начинается с точного изготовления и сборки наших машин. Основание каждого зуборезного станка, шарнирного соединения и направляющей червячной плиты обрабатывается в Bourn & Koch, что гарантирует не только соблюдение, но и превышение наших допусков.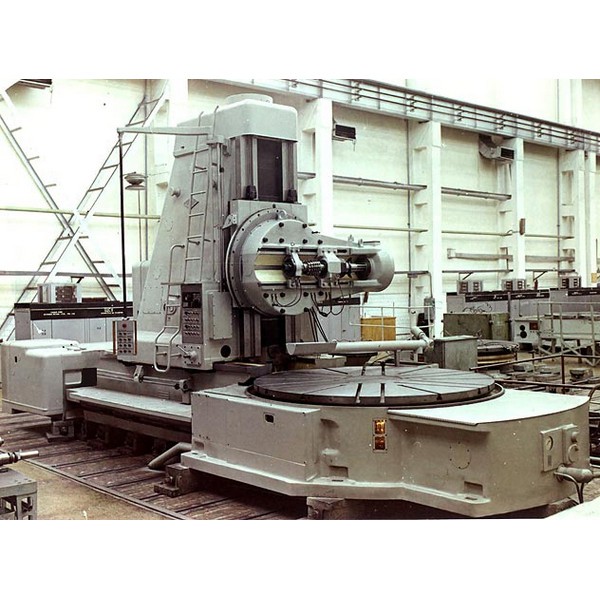
Bourn & Koch производит зубофрезерный станок серии H четырех размеров, начиная с 25H с шагом в 1 модуль и заканчивая 600H с широким диапазоном шагов в 12 модулей. Каждая машина управляется ЧПУ с сервоприводом на прецизионных линейных роликовых направляющих, опорными поверхностями с ручным шабрением и точными шарико-винтовыми парами для легкого достижения высоких допусков. Наш диалоговый человеко-машинный интерфейс направляет оператора в процессе нарезания зубчатых колес, сокращая необходимость специальной подготовки для работы на станке. Каждый зубофрезерный станок серии H, предназначенный для нарезания наружных прямозубых и косозубых зубчатых колес, представляет собой универсальный инструмент, созданный производителями прецизионных станков с многолетним опытом. Чтобы упростить замену зубофрезерного станка Barber-Colman, схема расположения болтов рабочего шпинделя на станках 100H и 400H позволяет повторно использовать инструмент Barber-Colman.
- 7-осевой зубофрезерный станок с ЧПУ
- Стандартное производство шестерен 9-10 класса AGMA
- Станина с антифрикционными закаленными и шлифованными направляющими для увеличения срока службы станков с ЧПУ, качества зубчатых колес и отделки
- Сварное основание из стали со снятыми напряжениями с грамотно нанесенным полимерным бетоном для жесткости и гашения вибраций
- Автоматические циклы одиночного или двойного прохода с изменением скорости и подачи между проходами
- Циклы зубофрезерования короны или конуса
- Автоматический манипулятор со счетчиком деталей за смену
- Программируемый поворотный варочный узел с ЧПУ для точной настройки салазок варочной панели
- Полный корпус машины
- Технические характеристики
- Стандартные функции
- Дополнительное оборудование
| Направление | Горизонтальное |
Макс. |