| Расстояние между центрами L, мм | 710 | 1000 | 1500 |
| Наибольшая длина обрабатываемого изделия L, мм | 640 | 930 | 1330 |
| Наибольший диаметр точения над суппортом, мм | 400 | ||
| Пределы чисел оборотов шпинделя, об/мин | 12,5 – 2000 | ||
| Пределы подач, мм/об Продольных Поперечных | 0,070 –4,16 0,035 – 2,08 | ||
| Мощность электродвигателя главного привода, квт | 10 | ||
| Наибольший диаметр изделия, устанавливаемого над станиной, мм | 400 | ||
| Наибольший диаметр обработки над поперечными салазками суппорта, мм | 220 | ||
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе, мм | 45 | ||
| Наибольшая длинна обтачивания, мм | 1330 | ||
| Пределы шагов нарезаемых резьб: Метрических, мм Модульных, модуль Дюймовых, число ниток на один дюйм Питчевых, питч | 1 – 192 | ||
| Коническое отверстие в пиноли задней бабки | Морзе №5 | ||
| Наибольшее перемещение пиноли задней бабки, мм | 200 | ||
| Габариты станка (длин х шир х выс), мм | 2812х1166х1324 | 2812х1166х1324 | |
| Вес станка, кг | 2065 | 2200 | 2300 |
 Токарный станок 1К62 по праву является одним из наиболее известных и распространённых на постсоветском пространстве. Марка 1К62 является одной из самых ходовых, так как обеспечивает качественное выполнение токарной обработки деталей более широкого спектра, чем агрегаты с аналогичными функциями.
Токарный станок 1К62 по праву является одним из наиболее известных и распространённых на постсоветском пространстве. Марка 1К62 является одной из самых ходовых, так как обеспечивает качественное выполнение токарной обработки деталей более широкого спектра, чем агрегаты с аналогичными функциями. Самый большой диаметр заготовки: 400 мм — над станиной, 220 мм — над суппортом.
Самый большой диаметр заготовки: 400 мм — над станиной, 220 мм — над суппортом. Несмотря на давнюю историю, рассматриваемый нами агрегат всё ещё распространён на металлообрабатывающих предприятиях и в ремонтных мастерских. Несомненные достоинства модели обусловлены следующими критериями.
Несмотря на давнюю историю, рассматриваемый нами агрегат всё ещё распространён на металлообрабатывающих предприятиях и в ремонтных мастерских. Несомненные достоинства модели обусловлены следующими критериями.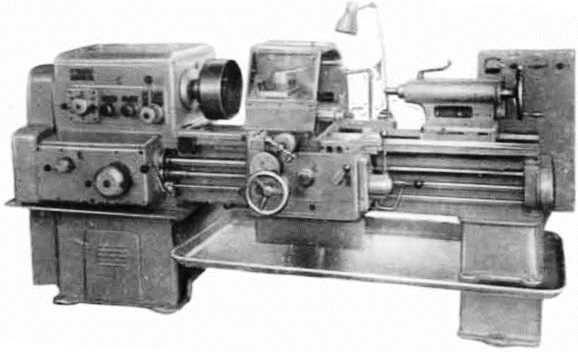
| Технические характеристики — станок 1К62 | Параметры |
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1300 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 — 2000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 — 2420 |
| Число ступеней рабочих подач — продольных | 42 |
| Число ступеней рабочих подач — поперечных | 42 |
| Пределы рабочих подач — продольных, мм/об | 0.7 — 4,16 |
| Пределы рабочих подач — поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб — архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1.1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2812/3200х1166х1324 |
| Масса станка, кг | 3035 |
Токарно-винторезный станок 1К62 сегодня
Токарно-винторезный станок 1К62 выпускался на московском заводе “Красный пролетарий”, который на сегодняшний день прекратил своё существование. Вместе с тем, станки этой конструкции выпускали и другие заводы бывшего СССР. Некоторые из них работают и сегодня, выпуская усовершенствованные варианты токарного станка 16К20. Они оснащаются современными высококачественными комплектующими и надёжной электрикой.
Новый токарно-винторезный станок 1К62
Сейчас вместо станка 1К62 выпускается токарно-винторезный станок 16К20 в следующей комплектации.
В нашем каталоге токарных станков представлены токарно-винторезные станки TRENS производства Словакии. Обладая современной конструкцией и лучшими немецкими комплектующими в сочетании с относительно невысокой для такого уровня станков ценой, токарно-винторезные станки TRENS являются одним из лучших предложений по соотношению цена / качество.
mytooling.ru
Токарный станок 1К62Д
В условиях небольшого предприятия, частной ремонтной мастерской или инструментального цеха — крайне высоко ценится оборудование, способное стабильно работать, обеспечивая как обработку и изготовление штучных изделий, так и осуществление мелкосерийного производства с высокой степенью повторяемости. Именно таким требованиям отвечает станок 1к62д, производимый Челябинским Станкостроительным заводом №78 ФНПЦ “Станкомаш”. Устройство отличается применением нескольких уникальных инженерных решений, а также возможностью работать с дополнительным оснащением, предназначенным для тиражирования и дуплицирования.
Описание и назначение
Модель 1к62д является усовершенствованным станком 1к62д, который был крайне популярен на множестве типов производственных площадей. Сегодня выпускаются несколько типов модификаций, технические характеристики которых удовлетворяют индивидуальные потребности потребителей и могут решить специфические задачи. Конструкция станка выполнена по классической схеме, расположение органов и механика управления — привычны для квалифицированного токаря.
Заметные особенности, которые имеет аппарат 1к62д — высокая мощность электродвигателя главного привода, а также высокая конструкционная жесткость как несущих частей, так и узлов кинематической схемы. Для проведения операций высокой точности предлагается изменение оборотов шпинделя.
Станок может обрабатывать детали и заготовки из сложных материалов, к примеру, из жаропрочного металла или сталей инструментального класса. Конструкция станка с успехом выдерживает нагрузки, а максимальные обороты шпинделя гарантируют точение с достижением оптимальных показателей скорости и производительности.
Для работы с деталями больших диаметров — станок 1к62д оборудован станиной со специальной выемкой. Она позволяет работать с заготовками, габарит которых превышает ограничение при размещении в центрах. Также предлагается особый режим смещения задней бабки для обработки поверхностей в форме конуса.
Согласно паспортизации винторезный станок 1к62д может использоваться для проведения следующих работ:
- точения цилиндрических поверхностей вращения;
- при изменении положения задней бабки — возможна работа с конусными поверхностями;
- особенности привода и механика подач дают возможность точить фасонные поверхности;
- при использовании гидравлического повторителя — возможно производство серий изделий высокой повторяемости, а также дуплицирование образца;
- нарезки резьбы высокой точности, метрической дюймовой модульной питчевой и архимедовой, как механическим, так и ручным способом при помощи метчиков, плашек;
- обработку торцов заготовок;
- работу при фиксации в центрах, зажиме заготовки в патроне шпинделя, при расположении в люнетах на станине;
- сверловку и расточку отверстий, механическим или ручным методом.
Устройство обеспечивает класс точности Н, в зависимости от заказ-наряда эксплуатируется по нормам, указанным в ГОСТ 15150. Инструкция по эксплуатации содержит все необходимые данные для безопасного и эффективного применения станка 1к62д.
Технические характеристики
Станок 1к62д имеет массу в 3080 кг при межцентровом расстоянии 1000 мм. Его рекомендуется устанавливать на жесткую, специально подготовленную поверхность. Другие характеристики устройства:
- ограничение диаметра при расположении детали над станиной 435 мм, в зоне суппорта 224 мм;
- межцентровые расстояния (РМЦ, в зависимости от исполнения) — 1000, 1500 мм;
- ограничение по массе обрабатываемой детали, зажатой в патроне — 200 кг, при фиксации в центрах — 900 кг;
- сквозное отверстие шпинделя — 55 мм;
- число переключений оборотов, которое обеспечивает коробка передач — 23 в прямом и 12 в обратном направлении вращения шпинделя;
- обороты на шпинделе — от 12.5 до 2000 в прямом, от 19 до 2420 в обратном направлении;
- максимальный крутящий момент, который привод формирует на шпинделе — 2000 Нм;
- максимум хода каретки (в зависимости от РМЦ) — 930 или 1430 мм;
- число ступеней переключения скорости, которые обеспечивают шестерни в коробке подач — 42, в поперечном и продольном направлении;
- максимум поперечного смещения салазок суппорта — 140 мм;
- задняя бабка имеет перемещаемую на 200 мм пиноль, фиксируемую при помощи рукоятки, доступно поперечное смещение бабки на 15 мм в обе стороны от базовой линии;
- главный привод имеет мощность 11 кВт;
- число двигателей, которыми оперирует схема электрическая — 3 шт.
Станок 1к62д оснащен отдельным насосом системы охлаждения, а также приводом быстрых подач. Суммарное потребление мощности системой составляет 11.87 кВт. Габариты станка в исполнении с РМЦ 1000 мм составляет 2786х1200х1500 мм для длины, ширины, высоты соответственно.
Особенности конструкции
Главное уникальное инженерное решение — конструкция шпинделя. Оснащенный муфтой для переключения направления вращения, данный узел установлен на подшипниках подвижного типа. Таким способом разработчики обеспечили технический максимум жесткости. В свою очередь, это дало возможность поддерживать точность обработки при любых условиях, в том числе — используя ударных режим без снижения производительности.
Вторая особенность — станок может работать от сети питания двух типов. Допускается использование 220В однофазного напряжения. Для этого установку не нужно модифицировать или переделывать электрическую схему самостоятельно. Однако производитель рекомендует, для достижения оптимальных показателей мощности — использовать сеть питания 380В, трехфазного напряжения.
Особенности ремонта и обслуживания
Плановый и капитальный ремонт винторезных станков осуществляется в сроки, устанавливаемые ГОСТ, отраслевыми стандартами и правилами предприятия. Замена масла, другие типы обслуживания — проводятся в соответствии с паспортом оборудования. В каждодневные обязанности персонала входит осмотр состояния станка и его функциональных узлов перед началом работы. Проверяется питающий кабель, напряжение сети. Проводится оценка направляющих станины, подающего винта, резцедержателя и других частей, отвечающих за обеспечение точности обработки.
В рамках периодического ремонта осматривается пускорелейная аппаратура. Любой налет или следы окислов удаляются с контактов при помощи бархатного напильника или стеклобумаги. Проводится периодическая смазка маслом с последующим его удалением.
Не реже одного раза в два месяца контролируется состояние вводных проводов обмоток электродвигателей, производится удаление загрязнений, проверяется состояние системы заземления. Профилактические ремонты станка 1к62д должны проводиться не менее 1 раза в год. В основные процедуры входит разборка и профилактика электромоторов, удаление загрязнений с внутренних и внешних частей конструкции, замена смазки.
Перед заменой смазки подшипников их необходимо промывать бензином. Данная процедура проводится не реже, чем каждые 4000 часов работы, для оборудования, эксплуатируемого в пыльной среде — чаще. При заливе масла в камеры — его уровень не должен превышать 2/3 объема. Допустимые марки смазки — приводятся в паспорте к оборудованию. Здесь же можно найти любую информацию относительно сроков проведения и процедур обслуживания, например, автоматических выключателей или шарнирных узлов.
moistanki.ru
Станок 1к62 и его аналоги. Технические характеристики 1к62
 Токарно-винторезный станок 1К62 часто называется наиболее распространенным в своем классе в странах бывшего СССР. На нем токари обрабатывают детали самой разной номенклатуры, имеющие типовые размеры.
Токарно-винторезный станок 1К62 часто называется наиболее распространенным в своем классе в странах бывшего СССР. На нем токари обрабатывают детали самой разной номенклатуры, имеющие типовые размеры.
На станке 1К62 можно вести обработку конических, цилиндрических и сложных поверхностей, как на наружной части заготовки, так и внутри. Кроме этого, данное оборудование позволяет нарезать резьбу и вести обработку торцов широким спектром инструментов: резцами, сверлами, зенкерами, метчиками и плашками.
Станок 1К62 позволяет работать, в том числе, с закаленными заготовками, потому что его шпиндель стоит на специальных подшипниках, которыми обеспечивается необходимая жесткость. Материалы могут обрабатываться с ударными нагрузками без снижения точности работы.
Производством токарно-винторезных станков 1К62 занимался завод “Красный пролетарий” (Москва). Сегодня он не работает, и в продаже доступно только бывшее в эксплуатации оборудование или его современные аналоги. Б/у станки стоят дешевле, однако аналогичные модели значительно усовершенствованы с точки зрения требований современного потребителя.
Токарно винторезный станок 1к62 снят с производства.
Современный аналог станка 1к62: токарный станок CS6150B (Цена от 18.650 USD)
Технические характеристики станка 1к62:
| Параметр | Значение |
| Мах диаметр обработки над станиной | 435 мм |
| Мах диаметр обработки над суппортом | 224 мм |
| Длина обрабатываемой заготовки | 1000, 1500 мм |
| Диаметр отверстия в шпинделе | 55 мм |
| Число ступеней вращения шпинделя | 23 |
| Размер конуса в шпинделе | Морзе 6 |
| Частота вращения шпинделя | 12.5…2000 об/мин. |
| Число ступеней продольных подач | 42 |
| Число ступеней поперечных подач | 42 |
| Продольные подачи | 0.70…4.16 мм/об |
| Поперечные подачи | 0.035…2.08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых резьб архимедовой спирали | 5 |
| Шаг нарезания метрической резьбы | 0.5…192 мм |
| Шаг нарезания дюймовой резьбы | 24…1 5/8 ниток на дюйм |
| Шаг нарезания модульной резьбы | 0.5…48 модулей |
| Шаг нарезания питчевой резьбы | 96…1 питч |
| Шаг нарезания резьбы архимедовой спирали | 3/8″, 7/16″, 8; 10 и 12 мм |
| Быстрые установочные продольного перемещения суппорта | 4.5 м/мин |
| Быстрые установочные поперечного перемещения суппорта | 2.25 м/мин |
| Наибольшее перемещение пиноли задней бабки | 200 мм |
| Поперечное смещение корпуса задней бабки | +/-15 мм |
| Размер внутреннего конуса в задней бабке | Морзе 5 |
| Наибольшее сечение резца | 25 |
| Давление воздуха | 0.4…0.6 МПа |
| Питание | 220/380В, 50Гц |
| Мощность электродвигателя главного привода | 11 кВт |
| Габаритные размеры (длина*ширина*высота) | 2786,3286,3786*1200*1500 мм |
| Масса | 3080, 3440, 3800 кг |
16k20.ru
Токарный станок 1а62: технические характеристики, схемы, паспорт
Токарно-винторезный станок 1А62 является одним из продолжателей знаменитого семейства ДИП-200, первые станки которого были изготовлены в 1932 году на Московском станкостроительном заводе «Красный пролетарий». Его предшественником был 1Д62, сменивший название ДИП-200 на новое цифробуквенное обозначение, разработанное ЭНИМСом в 1937 году.
1Д62 был запущен в производство в 1937 году и выпускался на протяжении одиннадцати лет. В 1948 году ему на смену пришел токарный станок модели 1А62, у которого были улучшены рабочие характеристики, а также модернизирована система управления и усовершенствована эргономика. Он выпускался в течение восьми лет — вплоть до 1956 года. В производственной линейке его сменил знаменитый 1К62, производившийся на протяжении 18 лет.
Назначение и область применения
Технические характеристики токарно-винторезного станка 1А62 позволят выполнять практически всю традиционную номенклатуру токарных работ: обточку и расточку поверхностей с разными образующими, резьбонарезание резцами и резьбовым инструментом, обработку торцевых поверхностей, а также сверление, зенкеровку, развертку.
1А62 используется для получистовой и чистовой обработки различных металлов и сплавов при единичном и мелкосерийном выпуске продукции. Основные потребители этого станка — инструментальные производства и ремонтные подразделения предприятий энергетики, металлургии, автомобильной отрасли, машиностроения, горнодобывающей промышленности сельхоз предприятий. В пятидесятые годы прошлого века это был один из самых массовых токарных станков данного типоразмера, и он до сих пор используется на небольших производствах и частными лицами.

Специфика модели и технические характеристики
По сравнению с предыдущей моделью, которая выпускалась без значительных изменений более десяти лет, у токарно-винторезного станка 1А62 были улучшены следующие технические характеристики:
- скорость шпинделя повысилась на 300 об/мин (до 1200), а количество ступеней увеличилось до 21 при прямом вращении и до 12 — при обратном;
- установлен электродвигатель мощностью 7 киловатт;
- вместо плоского ремня главного привода используется клиноременная передача;
- применена более мощная фрикционная муфта;
- установлен механизм реверса для изменения направления подачи при резьбонарезании;
- усилена конструкция задней бабки;
- увеличен диаметр пиноли до 70 мм;
- добавлен электронасос для подачи СОЖ из резервуара, расположенного в задней ножке;
- система смазки орошением заменена на циркуляционную.
Существенным изменениям подверглись также и органы управления, что заметно повысило удобство работы станочника:
- для установки числа оборотов шпинделя используются три рукоятки: одна круговая (с диском с делениями) и две позиционные;
- ниже суппорта размещен лимб продольной подачи;
- новый быстродействующий поворотный резцедержатель позволяет одной рукой выполнять позиционирование на любой угол;
- коробка скоростей модернизирована в целях удобства управления (уменьшено количество рукояток).

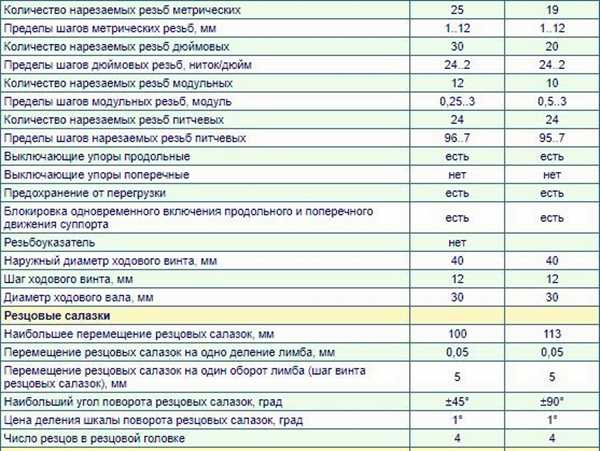
Параметры
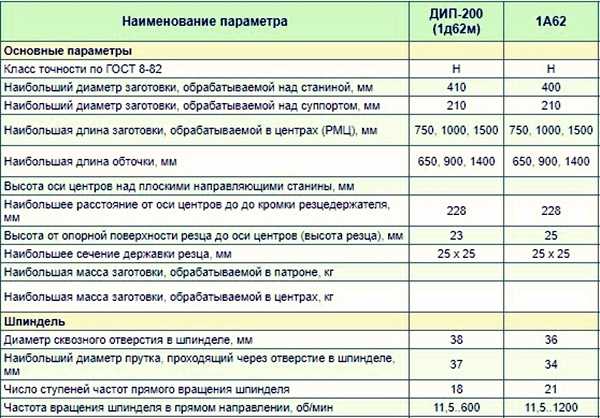
Основные размерные параметры станок 1А62 унаследовал от предыдущей модели, в том числе и максимальный диаметр обточки над суппортом в 210 мм. Основные технические характеристики станка приведены ниже.
Габариты обработки (мм):
- максимальный диаметр обточки над станиной — 400;
- максимальная длина обрабатываемой заготовки — 1500;
- диаметр проходного отверстия шпинделя — 36.
Шпиндель (об/мин):
- диапазон скоростей шпинделя — 12÷1200;
- реверсная скорость шпинделя — 18÷1520;
- конус шпинделя — М5.
Суппорт (мм):
- максимальный продольный ход — 1400;
- максимальное поперечный ход — 280;
- максимальный ход резцовых салазок — 110.
Пиноль задней бабки (мм):
- диаметр — 70;
- максимальный ход — 150;
- конус — М4.
На станке установлены два электродвигателя: системы СОЖ (0,125 кВт) и главного привода (7 кВт).
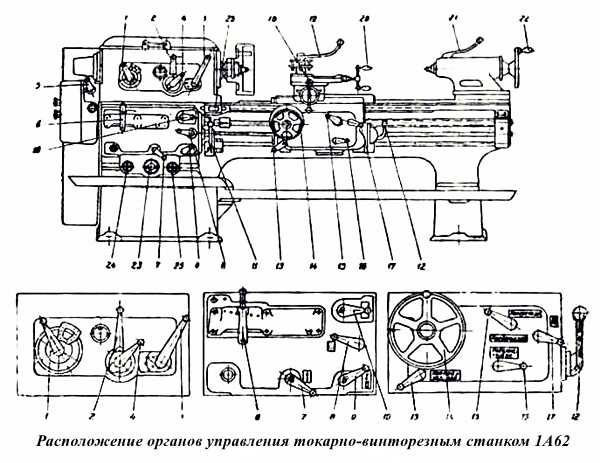
Организация управления станком
Управление станком 1А62 — полностью ручное, поэтому все органы управления обработкой расположены непосредственно на его основных узлах и агрегатах. На фронтальной части передней бабки вверху находятся рукоятки переключения режимов работы коробки скоростей, а чуть ниже — рукоятки коробки подач. Под коробкой скоростей установлены три кнопки для включения и выключения освещения рабочей зоны, общего электропитания станка и электронасоса системы СОЖ. Справа от коробки подач находится кнопочный блок для включения и выключения главного двигателя.
Ниже суппорта на фартуке расположены рукоятки управления и маховичок ручного передвижения суппорта. На самом суппорте находится рукоятки перемещения и фиксации резцедержателя. Задняя бабка оснащена маховичком перемещения пиноли и рукояткой для ее фиксации.
Суппорт и резцовые салазки
Суппорт служит для продольной и поперечной подачи режущего инструмента, на его верхней части крепится токарный резец. Основные сборочные единицы в его составе — это:
- нижние салазки;
- нижняя часть;
- поворотная часть;
- резцовые салазки с резцедержателем.
Движение нижних салазок осуществляться параллельно оси станка и производится или вручную, или от ходового винта через привод фартука. Нижняя часть расположена на верхних направляющих нижних салазок. Ее поперечное перемещение осуществляется или вручную или от привода фартука. Поворотная часть суппорта может вращаться влево и вправо на угол 45°. Резцовые салазки перемещаются вручную по продольным направляющим средней части.
Для управления механическими перемещениями составных частей суппорта используют четыре поворотные рукоятки, расположенные на фартуке. Эти органы управления включают и выключают следующие виды движений:
- реверс суппорта;
- механическое движение;
- продольную или поперечную подачу;
- гайку ходового винта.

Для ручного управление механизмами суппорта используют маховичок ручного перемещения каретки, расположенный на фартуке станка, а также три рукоятки на самом суппорте, которые выполняют следующие функции:
- поперечное позиционирование суппорта;
- фиксация резцедержателя;
- перемещение резцовых салазок.
Настройка видов резьб и подач, передаваемых к механизму фартука, производится органами управления, расположенными на коробке подач.
Шпиндельный узел станка
Шпиндельный узел станка 1А62 расположен в передней бабке и включает в себя, помимо самого шпинделя, коробку скоростей, с помощью которой производят изменение его скорости и направления, а также коробку передач, подающую требуемый тип подачи и заданную скорости вращения к суппорту станка. Коробка скоростей получает вращение от главного электродвигателя станка посредством ременной передачи.
На правом конце приводного вала установлена фрикционная муфта, с помощью которой без выключения электродвигателя можно остановить, запустить или сменить направление вращения шпинделя. От коробки скоростей через шестерни движение передается на коробку подач, органы управления которой расположены на нижней части шпиндельного узла.

Передняя бабка
Расположение и функции органов управления основных механизмов передней бабки:
Фрикционная муфта
Ее переключение осуществляется при помощи трехпозиционной рукоятки, расположенной около шкива. Сила нажатия дисков фрикционного механизма регулируется гайкой, расположенной рядом.

Коробка скоростей
Расположена в верхней части корпуса передней бабки, на фронтальной части которой находятся все органы управления этого механизма. Установка числа оборотов шпинделя на станке 1А62 производится вручную, с помощью трех поворотных рукояток. Крайняя левая имеет круговую шкалу со значениями скорости вращения. Для задания требуемого числа оборотов ее поворачивают вправо или влево пока в окошке не появится требуемое значение.
На рамке окошка нанесены цветные метки голубого, оранжевого и зеленого цветов. Такие же метки находятся около двух рукояток управления, расположенных правее. После того, как установлено численное значение оборотов, эти рукоятки необходимо установить напротив соответствующей по цвету метки. Более короткая рукоятка управления шагом резьбы расположена соосно с центральной. Перемещать все эти органы управления можно только после остановки вращения привода с помощью фрикционной муфты.
Коробка подач
Крышка этого механизма находится в нижней части передней бабки. На ее фронтальной части находятся пять рукояток управления. Расположенные в верхнем и нижнем рядах предназначены для регулировки подачи, а рукоятка, находящаяся в среднем ряду справа — для включения ходового винта. Эти органы управления разрешается использовать только на тихом ходу.
Помимо этого, на передней бабке чуть ниже крышки коробки подач установлен блок кнопок для включения освещения, общего питания и насоса смазочно-охлаждающей жидкости. Справа от верхнего края крышки коробки подач находится выключатель главного электродвигателя станка, а слева внизу — рычаг включения реверса.
Назначение задней бабки
При изготовлении деталей типа «вал» один конец заготовки крепится в патрон шпинделя, а второй фиксируется в задней бабке. Помимо этого, при сверлении и обработке цилиндрических отверстий в ней устанавливается патрон с режущим инструментом. Задняя бабка размещена на правом конце станины соосно шпинделю. Она может передвигаться вручную по направляющим станины и фиксироваться в требуемой позиции планкой с двумя болтами. Помимо этого, заднюю бабку можно сдвигать и в поперечном направлении в обе стороны от центральной оси. Это используется при точении на конус длинных заготовок.
Фиксация левого конца заготовки на задней бабке производится с помощью выдвижения пиноли, которая имеет конусное посадочное отверстие для установки центров. Органами управления задней бабки на станке 1А62 являются маховичок, с помощью которого осуществляется ручное выдвижение пиноли, и рычаг, поворотом которого производится фиксация пиноли в требуемой позиции.

Кинематическая схема
Она выглядит так:
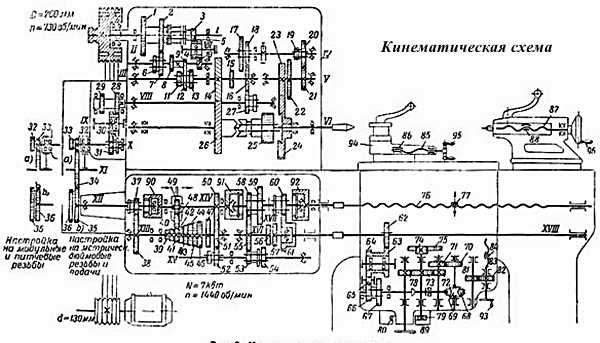
Скачать смеху в увеличенном масштабе
Электрическая схема
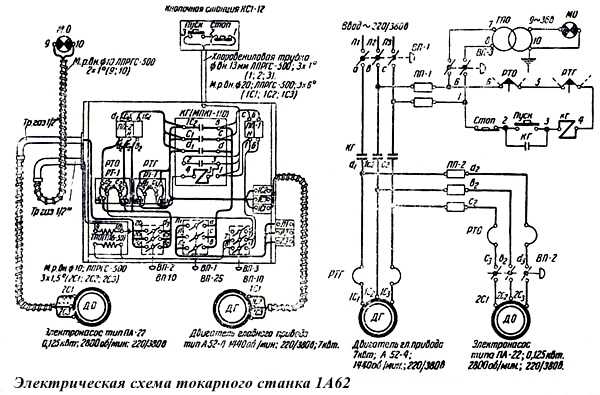
Скачать схему в увеличенном масштабе
Правила эксплуатации
Соблюдение правил эксплуатации и выполнение текущего технического обслуживания гарантируют работоспособность и стабильность рабочих характеристик токарно-винторезного станка 1А62 в периоды между плановыми ремонтами. Уход за оборудованием включает в себя как поддержание чистоты и порядка непосредственно на станке и в рабочей зоне станочника, так и контроль за состоянием его узлов и агрегатов. Помимо этого, необходимо выполнять регламентированные проверки и мероприятия, предусмотренные «Руководством по уходу и обслуживанию» этого станка.
После окончания рабочей смены станочник должен отключить его от электросети, убрать со станка инструмент, приспособления и оснастку, очистить его стружки и провести наружный визуальный осмотр механизмов на предмет их исправности. Также необходимо проверить состояние заземления и защитных элементов: ограждений, кожухов и экранов.

Перед началом рабочей смены выполняется визуальный контроль в том же порядке. После чего необходимо проверить уровни масла во всех механизмах станка и только после этого выполнять проверку станка на холостом ходу.
Особого контроля требует система смазки движущихся частей станка. В Руководстве перечислены контрольные и технические мероприятия, которые должны выполняться в начале каждой смены для обеспечения смазкой всех движущихся механизмов станка. В системе смазки токарно-винторезного станка 1А62 применяется один вид промышленной смазки — машинное масло «Л» (по современной классификации — индустриальное масло И-30А).
Проверка масла
Проверка и заливка масла в основные узды и агрегаты станка производится в следующем порядке:
- Коробка скоростей. Уровень масла проверяется по указателю на горловине (норма — верхний уровень). Перед началом работ необходимо прочистить пластинчатый фильтр, повернув специальную рукоятку, расположенную на корпусе коробки. Сроки замены масла регламентированы. После запуска станка оно должно меняться первый раз через десять дней, второй раз — через 20. Далее масло меняется каждые 35-40 дней.
- Коробка подач. Масло заливается до верхнего уровня маслоуказателя. Периодичность замены масла такая же, как и у коробки скоростей.
- Фартук. Для смазки червяной передачи необходимо залить масло через отверстие на фланце до его нижнего края.

- Суппорт. На нижней и верхней частях суппорта находятся девять масленок, смазывающих все движущиеся части суппорта. Масло в них нужно добавлять ежесменно. Кроме этого каждую смену необходимо смазывать направляющие верхней части.
- Задняя бабка. Смазка пиноли, винта и подшипника осуществляется двумя масленками, которые должны наполняться маслом каждую смену.
- Гитара. В корпусе гитары предусмотрен резервуар для масла, которое заливается в него до уровня маслоуказателя. Сроки замены масла такие же, как и у коробки скоростей.
- Ходовой винт. Перед началом рабочей смены его необходимо смазать машинным маслом по всей его длине. Для смазки опор ходового винта, а также опор валика, предусмотрены три масленки, которые должны заполняться маслом каждую смену. Подшипник вертикального валика получает смазку посредством отдельной масленки, в которую масло добавляется один раз в неделю.
После спуска масла из масляных резервуаров, перед заливкой нового их необходимо промыть бензином или чистым керосином. Также должны быть тщательно промыты все войлочные вставки.
Габарит рабочего пространства
Пространство обработки металлорежущего оборудования зависит от типа, компоновки и геометрических размеров станка. Его габариты ограничивают предельные размеры заготовки, которую можно поместить в рабочую зону станка. Помимо технических параметров оборудования эти ограничения также зависят от формы детали и расположения на ней обрабатываемых поверхностей. Для горизонтальных токарных станков рабочее пространство обычно делится на два вида: для деталей типа «вал» и для деталей типа «диск».
Токарный станок 1А62 имеет традиционную компоновку и относится к универсальным. Для него предельные размеры детали типа «вал» составляют 220 мм в диаметре и 1400 мм в длину. Деталь типа диск может иметь следующие габариты: 400 мм в диаметре и 100 мм в высоту. Габаритные размеры являются не единственным ограничениям при выполнении токарных операций и напрямую связаны с массой заготовки. Так предельный вес изделия при обточке в патроне токарного станка составляет 500 кг, а между центрами — 1500 кг.

Сведения о производителе
Токарно-винторезный станок 1А62 производился с 1948 по 1956 годы на Московском станкостроительном заводе «Красный пролетарий» им. А.И. Ефремова. До революции это предприятие принадлежало братьям Бромлеям и занималось выпуском различных металлоизделий. Завод был национализировано и в 1918 году, а четыре года спустя по просьбе трудового коллектива переименован в «Красный пролетарий». Вместе с новым именем предприятие получило и новую специализацию: производство станков для металло- и деревообработки. На заводе началась реконструкция и строительство новых производственных площадей. А в 1923 году было выпущено первое токарное оборудование — станки серии «ТН» трех типоразмеров.
Ключевым для «Красного пролетария» стал 1930 год, когда началось проектирование более мощного стандартизованного станка под названием ДИП («Догоним и перегоним»). Уже через два года был изготовлен и испытан первый станок, а концу 1932 года предприятие произвело первые 25 ДИП-200. На следующий год предприятие выпускало уже по 300 станков в месяц, а в 1934 году был начат выпуск ДИПов большего габарита с индексами 300, 400, 500. В конце тридцатых годов ДИП-200 в соответствии с вновь принятой классификацией ЭНИМСа получил новое обозначение — 1Д62. Во время войны «Красный пролетарий» выпускал станки (в том числе и специализированные для нужд оборонной промышленности) и производил артиллерийские снаряды.
После войны «Красный пролетарий» не только выпускал новые типы токарных станков, но и проектировал их для других заводов, став, таким образом, головным предприятием отрасли по токарному оборудованию. В 1948 году завод начинает выпуск станка 1А62, пришедшего на смену легендарному ДИП-200, а на следующий год осваивает их поточное производство. В 1951 предприятию присвоено имя А.И. Ефремова — министра станкостроения СССР в 1941—1949 годах. В 1951 году был создан опытный экземпляр ставшего знаменитым 1К62. Через два года эта модель пошла в серию и выпускалась вплоть до 1971 года. Всего за этот период было произведено более двухсот тысяч таких станков. В шестидесятые годы на предприятии был освоен выпуск специализированных станков и токарного оборудования с ЧПУ.
С 1971 года «Красный пролетарий» начинает производить станки 16К20, а через два года переходит к их массовому выпуску, причем в различных комплектациях: с копирами, индикацией, ЧПУ и пр. В семидесятые годы завод имел самые большие объемы производства за всю свою историю и поставлял станки не только в страны СЭВ, но в дальнее зарубежье. С 1983 на предприятие было начат массовый выпуск станков с ЧПУ. В это же время завод прекратил производство станков 16К20 и перешел к выпуску токарно-винторезного станка МК6056.

В начале 90-х у предприятия наступают трудные времена. Сначала практически до нуля упал спрос на станки с ЧПУ, затем и на универсальные станки, а к середине 90-х «Красный пролетарий» выпускает всего несколько сот станков в год. 1999 год – завод переместился на новую производственную площадку, но только лишь с частью прежнего оборудования.
В течение последующих десяти лет завод предпринимал усилию вернуть себе хотя бы часть внутреннего рынка, который за это время заполнился зарубежной продукцией, но в целом его усилия так и не увенчались успехом. В 2011 году предприятие прекратило производство станков, а его новые собственники объявили основным направлением деятельности сдачу производственных и офисных площадей в аренду. В 2016 году было объявлено о возобновлении выпуска токарного оборудования (в том числе и с ЧПУ), но каких-то значительных успехов завода в этом деле пока не отмечено.

vseochpu.ru
Станок токарно-винторезный универсальный 1К62 (РМЦ 1000)
Если Вам необходимо купить Станок токарно-винторезный универсальный 1К62 (РМЦ 1000) звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный универсальный 1К62 (РМЦ 1000) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
Токарный станок 16К20: технические характеристики и аналоги
Станок токарно винторезный 16К20 относится к категории универсального металлорежущего оборудования, пригодного к выполнению целого ряда операций. Станок выпускался в период с начала 70-х до середины 80-х годов московским заводом «Красный Пролетарий». В настоящее время на рынке представлены только б/у единицы, но благодаря надежности, небольшой цене и простоте обслуживания он и в наши дни широко применяется в учебных целях, в ремонтных мастерских, а также в производственных и ремонтных цехах для единичного и мелкосерийного производства деталей.
Возможности станка 16К20
Заложенные в конструкцию характеристики токарного станка 16К20 позволяют эффективно использовать его для точения поверхностей при длине заготовки до 2000 мм и массе до 1300 кг как цилиндрической, так и конусной формы. Также он может быть использован для отрезания заготовок, подготовки отверстий, подготовки различных видов резьбовых соединений – метрической, дюймовой, модульной и питчевой.
Возможности станка позволяют получать резьбы с различным шагом. Так, возможна нарезка модульных и питчевых резьб с шагом от 0,5 до 56, дюймовых резьб с шагом от 0,5 до 112 ниток на дюйм и метрических с шагом 0,5 – 112 мм. Токарно-винторезный станок обладает классом точности Н, обеспечивает отклонение от цилиндричности не более чем на 7 мкм, конусности – не более 20 мкм на 300 мм, торцевой поверхности – 16 мкм на диаметре 300 мм.
Конструктивные особенности станка 16К20
 Отметим основные особенности и преимущества станка, благодаря которым он и по сей день входит в число наиболее надежных и популярных решений для оснащения ремонтных и производственных мастерских:
Отметим основные особенности и преимущества станка, благодаря которым он и по сей день входит в число наиболее надежных и популярных решений для оснащения ремонтных и производственных мастерских:
- Коробчатая форма станины, размещенная на массивном, монолитном основании, что обеспечивает жесткость всей конструкции.
- Высокая точность передвижения суппорта и подвижной задней бабки благодаря надежным направляющим.
- Возможность фиксации заготовки в патроне или путем зажима в центрах.
- Надежная фиксация резца благодаря конструкции держателя.
- Высокоточные подшипники качения шпинделя гарантируют высокоточное позиционирование и вращение, не требуют регулировки в процессе эксплуатации.
- Высокая безопасность благодаря ряду элементов ограждения и блокировки. Экстренное отключение суппорта.
- Механизм передней бабки позволяет получить четыре ряда чисел оборота шпинделя.
- Выходной вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач. Это обеспечивает точное движение суппорта от ходового вала или ходового винта в зависимости от операции.
- Высокая точность операций благодаря наличию линейки с визирами для эффективной проверки продольного и поперечного перемещения режущего инструмента.
Основные технические характеристики станка 16К20 вы можете изучить в приведенной ниже таблице:
| Технические характеристики станка 16К20 | Параметры |
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
| Число ступеней вращения шпинделя, шт. | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 – 2 000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 – 2 420 |
| Число ступеней рабочих подач – продольных | 42 |
| Число ступеней рабочих подач – поперечных | 42 |
| Пределы рабочих подач – продольных, мм/об | 0.7 – 4,16 |
| Пределы рабочих подач – поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб – архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1.1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
Конструкция станка обеспечивает высокую безопасность при эксплуатации, надежность, простоту и удобство обслуживания. Все это, наряду с низкой стоимостью, гарантирует его востребованность на российском рынке.
Аналоги станка
Токарно-винторезный станок 16К20 пришел на смену модели 1К62, превосходя его по всем качественным показателям. После снятия его с производства отечественные и зарубежные производители выпустили многочисленные аналоги станка 16К20 с различными дополнениями. Это МК6056, МК6057 и МК6058 (Красный пролетарий, Москва), 16ВТ20 и 16ВТ20П (Вистан, Витебск), 16Б16, 16Б16П, 16Б16В и 16Б16А (СВЗС, г. Самара) и многие другие модели. Благодаря многим аналогам и высокой унификации деталей нет недостатка в запасных частях и оснастке для обеспечения бесперебойной работы станка 16К20.
mekkain.ru
Токарно-винторезный станок 1к62 и технические характеристики
Токарный станок 1к62 заслуженно считается одним из самых популярных станков на отечественном пространстве. Качество, проверенное временем, высокая производительность обеспечили доброе имя и множество положительных отзывов от специалистов, которые осуществляли обработку заготовок на этом устройстве.В статье ниже будут указаны основные технические характеристики токарного станка 1к62, а также немного информации о самом оборудовании, включая немного истории о самом устройстве.
История
Токарный станок 1к62 является плодом советского станкостроения, которое активно начало развиваться в пятидесятые годы двадцатого века. Именно в те года был создан рассматриваемый экземпляр, на котором впоследствии проработало не одно поколение специалистов.
Устройство было создано инженерами завода «Красный пролетарий» в Москве и сразу же получило большое признание у мастеров всей огромной страны. Советские создатели данной модели токарного станка успешно соединили в данном оборудовании качество, многозадачность и высокую точность обработки детали.
Надёжность и универсальность данного агрегата обеспечили ему популярность не только в годы создания, но и по нынешний день. Даже учитывая тот факт, что сейчас создаются новые модели, на общем рынке можно найти иностранные аналоги, но токарный станок 1к62 всё равно ещё успешно используется огромным количеством мастеров в их мастерских, ничем не уступая более новым экземплярам, что, конечно, впечатляет.
По названию данного устройства можно узнать его назначение, а также серию оборудования, так что 1к62 — это не просто набор цифр и букв. Индекс 1 обозначает группу, к которой относится данное устройство, — токарные станки. Буква «К», идущая следом, указывает поколение оборудования. Цифра 6 может рассказать о том, что данный станок входит в определённую подгруппу, а именно — токарно-винторезных станков. И, наконец, двойка обозначает 22 сантиметра. Именно столько составляет высота центров над станиной агрегата.
Применение
Токарный станок 1к62 может похвастать универсальностью. Данное оборудование призвано осуществлять работу по выполнению самых разных задач. Главная функция станка 1к62 заключается в нарезании различных видов резьбы. Но можно упомянуть и о возможности данного агрегата осуществлять создание архимедовых спиралей различного шага.Благодаря особой конструкции токарного станка 1к62, которая является максимально жёсткой, что обеспечивается при монтировании агрегатного шпинделя на особые подшипники, данное оборудование может применяться мастерами для сложной работы с закалёнными заготовками. Модель 1к62 способна предоставить возможность твёрдой обработки самых различных деталей разной степени твёрдости. При этом стоит упомянуть то, что это никак не повлияет на точность детальной обработки.
Высокая мощность агрегата является одним из главных преимуществ токарных станков модели 1к62. Также токарно-винторезные станки такого типа могут быть отмечены в связи с их превосходной прочностью и выносливостью конструкции. Отменное резание инструментами, изготовленными из твёрдых сплавов, а также минералокерамическими образцами, обеспечивается наличием довольно большим выбором имеющихся скоростных режимов и вариантов подач. К тому же отдельно можно отметить и виброустойчивость данного аппарата, которая также способствует качеству обработки.
Конструктивная особенность задней балки токарного станка 1к62 обеспечивает работу с пологими конусами, причём без особого труда. Особенность заключается в возможность задней балки смещаться в поперечном направлении. Это облегчает работу мастера и улучшает производительность оборудования. К тому же, если существует необходимость осуществления сверления при механическом движении балки от суппорта, это реализуется при наличии особого замка, соединяющего суппорт и заднюю балку.
Токарно-винторезные станки 1к62 имеют способность агрегироваться со следующими люнетами: подвижными (их диаметр равен от 20 до 80 мм) и неподвижными (от 20 до 130 мм). Также модели станков 1к62 укомплектованы специальными зубчатыми колёсами, которые являются сменными. Они нужны для передачи движения коробке передач. На станине предусмотрен монтированный упор, позволяющий каретке осуществлять продольное смещение. Интенсивность движения суппорта имеет ограничение в 250 мм в минуту, которое осуществляется упором.
Технические характеристики токарного станка 1к62
После того, как были рассмотрены особенности устройства данных устройств, можно перейти непосредственно к техническим характеристикам:
- Диаметр прутка составляет 45 миллиметров;
- При фиксации над станиной, предельный диаметр заготовки составляет 400 миллиметров;
- Шпиндель агрегата имеет двадцать три скорости вращения. Диапазон данных скоростей составляет от 12,5 до 2000 оборотов в минуту;
- Двигатель этого агрегата 1к62 является десятикиловаттным;
- Пользователь может осуществлять выбор оптимального режима продольной и поперечной передачи суппорта с помощью коробки передач. Для переключения используются встроенные рукояти;
- Агрегат защищён от продолжительных перегрузок, благодаря наличию специального теплового реле, а также имеет защиту от коротких замыкания, так как у него имеются предохранители;
- Заготовка не может превышать следующих весовых показателей: масса заготовки в центрах не может быть больше 1500 килограмм, в то время когда в патроне допустимая масса составляет 500 килограмм;
- Токарно-винторезный станок 1к62 относится к устройствам класса точности Н. Это характеристика согласно ГОСТ 8-82;
- Устройство оснащено сразу четырьмя двигателями, которые отвечают за разные функции: двигатель быстрых перемещений, электродвигатель насоса охлаждения, электродвигатель гидростанции и, наконец, основной силовой агрегат главного привода.
- Можно сказать и о габаритах токарного станка 1к62. Данный агрегат является довольно внушительным устройством, о чём свидетельствуют его параметры: 2812*1166*1324 миллиметров. Масса этого устройства составляет 2140 килограмм.
Выводы
- При более подробном рассмотрении всех технических характеристик токарного станка 1к62 можно заметить тот факт, что данный агрегат является весьма сильным устройством, которое может выполнять довольно большой перечень задач. Станок может стать настоящей палочкой-выручалочкой (как бы иронично это ни звучало по отношению к аппарату таких внушительных размеров) для любого мастера. Токарно-винторезный станок уж точно пригодится и на небольших предприятиях и больших цехах.
- Конечно, можно назвать данный станок уже устаревшим, так как он был произведён больше полувека назад, но это нисколько не преуменьшает всех достоинств агрегата модели 1к62. Он с лёгкостью навязывает конкуренцию более новым импортным станкам, даже где-то выигрывая у них. Мастер, использующий именно это оборудования для обработки деталей, спокойно может ощутить всю лёгкость его эксплуатации и производительность устройства.
- Особенность конструкции этого агрегата также является его сильной стороной. Это очень выносливое устройство, способное выполнять огромный объём работы, при этом не вызывая опасений за его состояние. Защита от коротких замыканий и перегрузок позволяет мастерам не заботиться о вероятности поломки или появления неисправностей у этого очень полезного и внушительного агрегата.
stanok.guru