Виды метчиков для нарезания резьбы: размеры, особенности и характеристики
Метчик – это резьбонарезной инструмент представляющий собой винт со специальными канавками. В зависимости от способа применения и формы резьбы существуют различные виды метчиков для нарезания резьбы – цилиндрические, конические, машинно-ручные, метрические, дюймовые, трубные, трапецеидальные и т. д. Рассмотрим основные типы метчиков для нарезания резьбы, их особенности и характеристики.
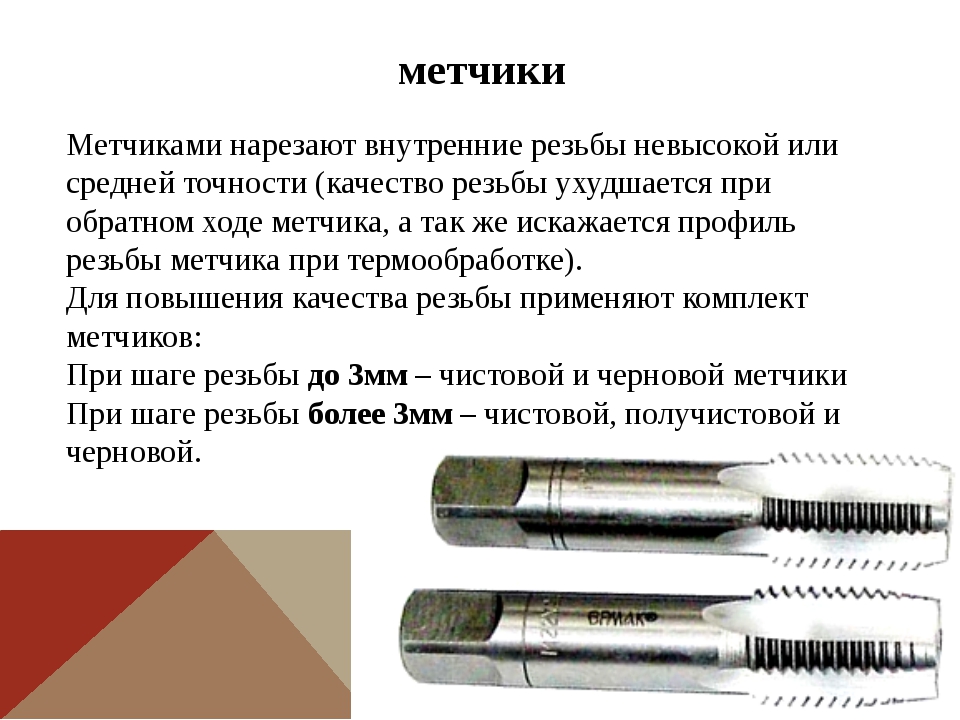
Метчики ручные – основной резьбонарезной инструмент при проведении слесарных работ. Отличается от машинного квадратной хвостовой частью для фиксации в ручном воротке. Предназначены для ручного нарезания любого типа резьбы в глухих и сквозных отверстиях, в соответствии с назначением. Выпускаются двух- и трехкомплектными. Наиболее часто используются 2-комплектные метчики. Трехкомплектные метчики, как правило, используются для нарезания резьб с крупным шагом при диаметре более 24 мм. Ниже приведены основные метрические шаги и размеры метчиков, таблица:
| Размер резьбы | Основной шаг, мм |
| 1 | 0. 25 25 |
| 1.1 | 0.25 |
| 1.2 | 0.25 |
| 1.4 | 0.3 |
| 1.6 | 0.35 |
| 1.8 | 0.35 |
| 2 | 0.4 |
| 2.2 | 0.45 |
| 2.5 | 0.45 |
| 3 | 0.5 |
| 3.5 | 0.6 |
| 4 | 0.7 |
| 4.5 | 0.75 |
| 5 | 0.8 |
| 5.5 | 0.5 |
| 6 | 1 |
| 7 | 1 |
| 8 | 1.25 |
| 9 | 1.25 |
| 10 | 1.5 |
| 11 | 1.5 |
| 12 | 1. 75 75 |
| 14 | 2 |
| 16 | 2 |
| 18 | 2.5 |
| 20 | 2.5 |
| 22 | 2.5 |
| 24 | 3 |
| 27 | 3 |
| 30 | 3.5 |
| 33 | 3.5 |
| 36 | 4 |
| 39 | 4 |
| 42 | 4.5 |
| 45 | 4.5 |
| 48 | 5 |
| 52 | 5 |
| 56 | 5.5 |
| 60 | 5.5 |
| 64 | 6 |
Это универсальный тип метчиков для нарезания резьбы рассчитанный и на ручное использование, и на установку в патрон металлорежущего оборудования. При ручной нарезке возможно нарезание резьбы с шагом до 3 мм. включительно. Метчики одинарные выпускаются в двух исполнениях – для нарезания резьбы в сквозных отверстиях, для чего имеется 6 ниток на рабочей части инструмента. Для нарезания резьбы в глухих отверстиях используются метчики с 3-мя нитками на заборном конусе. Отдельно выпускаются машинные метчики с винтовыми и укороченными канавками, рассчитанные исключительно под крепление в патрон станка.
При ручной нарезке возможно нарезание резьбы с шагом до 3 мм. включительно. Метчики одинарные выпускаются в двух исполнениях – для нарезания резьбы в сквозных отверстиях, для чего имеется 6 ниток на рабочей части инструмента. Для нарезания резьбы в глухих отверстиях используются метчики с 3-мя нитками на заборном конусе. Отдельно выпускаются машинные метчики с винтовыми и укороченными канавками, рассчитанные исключительно под крепление в патрон станка.
Метчики гаечные – это специальный вид метчиков для нарезания резьбы с более длинной хвостовой частью. Данный вид инструмента предназначен для установки в токарный станок или обрабатывающий центр и благодаря увеличенной длине хвостовика позволяют нарезать резьбы на нескольких гайках без выворачивания метчика из отверстия. По мере нарезания гайки нанизываются на хвостовик, тем самым увеличивая производительность операций. Гаечные метчики выпускаются одинарными и имеют 12 витков на рабочей части. Инструмент используемый в гайконарезных автоматах имеют изогнутый хвостовик, с которого гайки автоматически сбрасываются по мере нарезания.
Это резьбонарезной инструмент для нарезки левой резьбы – резьбы, у которой выступ при вращении против часовой стрелки отдаляется вдоль оси от точки наблюдения. Соответственно деталь ввинчивается или навинчивается против часовой стрелки. Имеют тот же шаг и диаметры что метрические резьбы, маркируются буквами LH. Используются гораздо реже, чем метчики с правой резьбой, но незаменимы при создании многих конструктивных элементов, в первую очередь там, где необходимо исключить ослабление резьбового крепления при правом вращении. Метчики левые подразделяются на подвиды в зависимости от типа резьбы (коническая, цилиндрическая), могут быть прямыми или винтовыми с канавками для отвода стружки из зоны нарезки, выпускаются в диапазоне от М4 до М42.
Это инструмент для нарезки резьбы в дюймовой системе измерений, принятой в США, Великобритании и некоторых др. странах. Применяются для нарезки глухих и сквозных резьбовых каналов в стальных и чугунных изделиях. Изготавливаются двух- и трехкомплектными, имеют 3 класса точности. Метчики дюймовые подразделяются, в зависимости от стандарта, на метчики с резьбой BSW (основная британская крупная резьба с углом при вершине 55°), с резьбами UNC и UNF – широко используемые унифицированные типы с углом при вершине 60°, а также метчики UNS (Unified Special), 8UN, UNEF и т. д. Ниже приведены дюймовые размеры метчиков, таблицы некоторых основных стандартов.
Метчики дюймовые подразделяются, в зависимости от стандарта, на метчики с резьбой BSW (основная британская крупная резьба с углом при вершине 55°), с резьбами UNC и UNF – широко используемые унифицированные типы с углом при вершине 60°, а также метчики UNS (Unified Special), 8UN, UNEF и т. д. Ниже приведены дюймовые размеры метчиков, таблицы некоторых основных стандартов.
|
Номинальный диаметр, дюйм |
BSW (W) | UNC | UNF | UNEF | BSF | Диаметр резьбы, мм |
| Виток/Дюйм | Виток/Дюйм |
Виток/Дюйм | Виток/Дюйм | Виток/Дюйм | ||
Нр. 0 0 |
— | — | 80 | — | — | 1,520 |
| Нр. 1 | — | 64 | 72 | — | — | 1,850 |
| Нр. 2 | — | 56 | 64 | — | — | 2,180 |
| Нр. 3 | — | 48 | 56 | — | — | 2,520 |
| Нр. 4 | — | 40 | 48 | — | — | 2,850 |
| Нр. 5 | — | 40 | 44 | — | — | 3,170 |
| Нр. 6 | — | 32 | 40 | — | — | 3,500 |
Нр. 8 8 |
— | 32 | 36 | — | — | 4,160 |
| Нр. 10 | — | 24 | 32 | — | — | 4,830 |
| Нр. 12 | — | 24 | 28 | 32 | — | 5,490 |
| 1/16″ | 60 | — | — | — | 1,587 | |
| 3/32″ | 48 | — | — | — | — | 2,381 |
| 1/8″ | 40 | — | — | — | — | 3,175 |
| 5/32″ | 32 | — | — | — | — | 3,969 |
| 3/16″ | 24 | — | — | — | 32 | 4,762 |
| 7/32″ | 24 | — | — | — | 28 | 5,556 |
| 1/4″ | 20 | 20 | 28 | 32 | 26 | 6,350 |
| 5/16″ | 18 | 18 | 24 | 32 | 22 | 7,938 |
| 3/8″ | 16 | 16 | 24 | 32 | 20 | 9,525 |
| 7/16″ | 14 | 14 | 20 | 28 | 18 | 11,113 |
| 1/2″ | 12 | 13 | 20 | 28 | 16 | 12,700 |
| 9/16″ | 12 | 12 | 18 | 24 | 16 | 14,288 |
| 5/8″ | 11 | 11 | 18 | 24 | 14 | 15,876 |
| 11/16″ | — | — | 24 | 14 | 17,463 | |
| 3/4″ | 10 | 10 | 16 | 20 | 12 | 19,051 |
| 13/16″ | — | — | — | 20 | 12 | 20,638 |
| 7/8″ | 9 | 9 | 14 | 20 | 11 | 22,226 |
| 15/16″ | — | — | — | 20 | 11 | 23,813 |
| 1″ | 8 | 8 | 12 | 20 | 10 | 25,401 |
| 1 1/16″ | — | — | — | 18 | — | 26,988 |
| 1 1/8″ | 7 | 7 | 12 | 18 | 9 | 28,576 |
| 1 3/16″ | — | — | — | 18 | — | 30,163 |
| 1 1/4″ | 7 | 7 | 12 | 18 | 9 | 31,751 |
| 1 5/16″ | — | — | — | 18 | — | 33,338 |
| 1 3/8″ | 6 | 6 | 12 | 18 | 8 | 34,926 |
| 1 7/16″ | — | — | — | 18 | — | 36,512 |
| 1 1/2″ | 6 | 6 | 12 | 18 | 8 | 38,101 |
| 1 5/8″ | 5 | 5 | 18 | 8 | 41,277 | |
| 1 3/4″ | 5 | 5 | 18 | 7 | 44,452 | |
| 1 7/8″ | 4,5 | 4,5 | 18 | — | 47,627 | |
| 2” | 4,5 | 4,5 | 18 | 7 | 50,802 |
Предназначены для нарезания трубных резьб с дюймовой системой измерения, маркируются буквой G. Выпускаются в диапазоне размеров от 1/8 до 2 дюймов, наиболее широко используемые – ½, 3/4 и 1 дюйм, более редкие 5/8, 7/8, 5/6 и 3/8 используются, как правило, в гидравлике. Метчики трубные выпускаются в ручном и машинно-ручном исполнении, используются для нарезания резьб в контргайках и др. элементах систем водоснабжения. Имеют, как правило, двухкомплектное исполнение, с острым и тупым заходом.
Выпускаются в диапазоне размеров от 1/8 до 2 дюймов, наиболее широко используемые – ½, 3/4 и 1 дюйм, более редкие 5/8, 7/8, 5/6 и 3/8 используются, как правило, в гидравлике. Метчики трубные выпускаются в ручном и машинно-ручном исполнении, используются для нарезания резьб в контргайках и др. элементах систем водоснабжения. Имеют, как правило, двухкомплектное исполнение, с острым и тупым заходом.
Применяются для нарезания конических метрических и трубных резьб. Имеют, соответственно, маркировку К (конические метрические) и Rc (конические трубные). Основным конструктивным отличием является наличие удлиненной начальной, заборной доли рабочего пространства с неполной резьбой, которая постепенно переходит в полную в калибрующей части инструмента. Благодаря этому, спецификой работы конического метчика является нарезание резьбы по всей длине соответствующей длине резьбы в изделии. Из-за отсутствия калибрующей части необходимо приложение больших усилий и нарезка производится, как правило, на станках с системой защиты останавливающей работу оборудования в конце резания.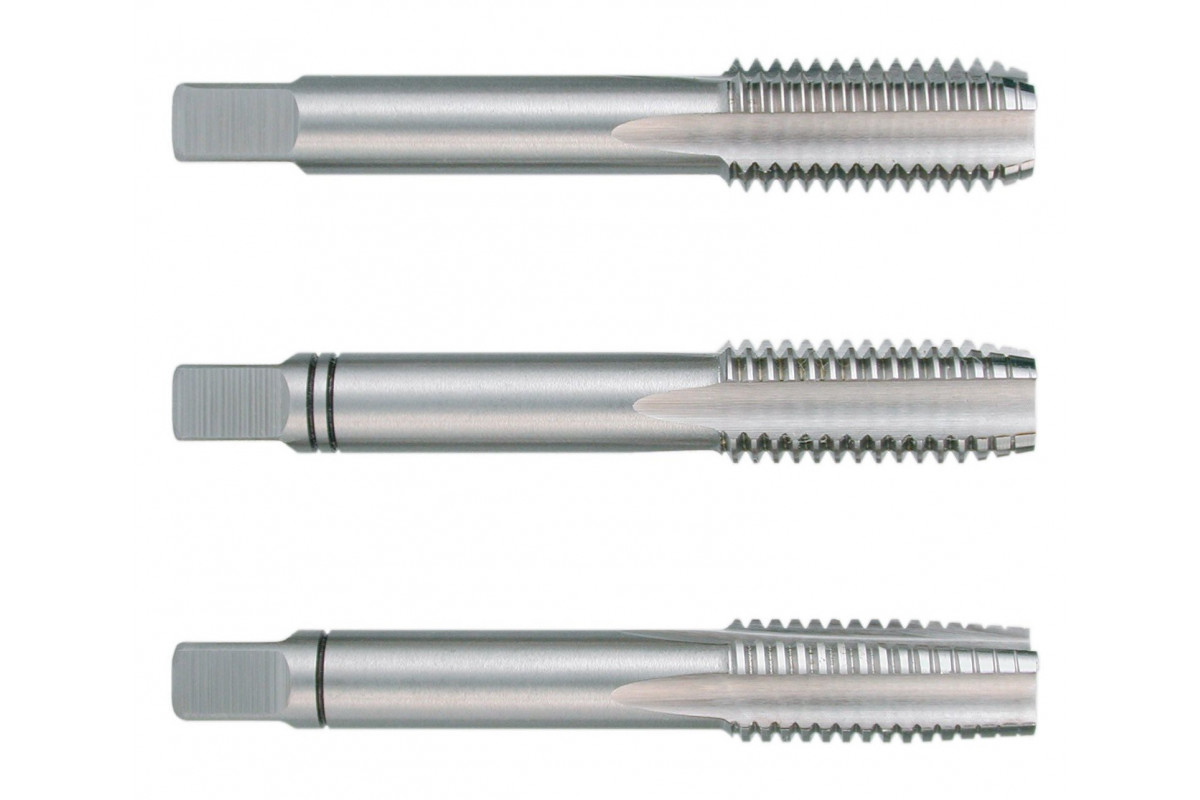
Данная категория метчиков используется для нарезки трапецеидальной резьбы используемой для передачи движения с большим усилием – суппорты станков, винтовые пары и т. д. Резьба трапецеидальная способна выдерживать значительные нагрузки, метчик для её нарезки может быть одинарным или комплектным, применяемыми для подготовки резьбы в глухих и сквозных отверстиях. Метчики создают однозаходную резьбу, изготавливаются из быстрорежущей стали Р6М5.
Виды метчиков для нарезания резьбы
Виды метчиков для нарезания резьбы и их применение
Метчики — это специальные приспособления, предназначенные для нарезания и калибровки внутренних резьб. Ниже мы рассмотрим все особенности этих металлорежущих инструментов. Прочитав статью, вы получите ответы на следующие вопросы.
- Какую резьбу можно нарезать при помощи метчика?
- Как маркируют эти инструменты?
- Из каких частей состоят метчики?
- Какие материалы идут на производство этих металлорежущих инструментов?
- Какие существуют виды метчиков по конструкции и назначению?
Фотография №1: набор метчиков
Конструкция метчиков
Метчик состоит из рабочей части и хвостовика.
Изображение №1: конструкция метчика
Рабочая часть метчика устроена следующим образом.
- Заборная часть. Именно она начинает соприкасаться с металлом и формирует первые витки резьбы.
- Калибрующая часть. Доводит резьбу до идеала.
Хвостовик предназначен для закрепления инструмента. Для исключения проворачивания предусмотрен специальный квадрат.
Калибрующая часть метчика имеет канавки. Они выполняют две функции.
- Отвод стружки из зоны обработки.
- Подвод смазывающе-охлаждающей жидкости.
Существуют следующие типы канавок.
- Канавки, имеющие прямолинейные передние и радиусные задние поверхности. С такими канавками выпускается большинство метчиков.
- Канавки, имеющие прямолинейные передние и задние поверхности. Метчики этого типа используют для нарезания гаечных резьб.
- Однорадиусные канавки. Их имеют метчики калибровочного типа
Маркировка метчиков
Маркировка наносится на хвостовики метчиков.

- «М» — метрические метчики.
- «К» — конические метчики.
- «G» — трубные метчики.
Классификация и виды метчиков
Расскажем о классификации метчиков в деталях. Инструменты подразделяют на виды в зависимости от таких основных характеристик, как:
- назначение;
- конструктивные особенности;
- типы нарезаемых резьб.
Классификация метчиков по назначению
По назначению метчики делят на 5 видов.
- Слесарные. Это ручные метчики, для вращения которых предназначены специальные воротки. Обычно для нарезания какой-либо резьбы используется комплект из нескольких инструментов. Каждый их них снимает с заготовки лишь часть припуска.
Расскажем, как отличить метчики по типу обработки. Черновые метчики имеют на хвостовиках одну черточку, промежуточные — 2, а инструменты для финишной обработки — 3.
В зависимости от направления вращения метчики бывают левыми и правыми.
Фотография №2: ручные слесарные метчики
- Машинные метчики. Их используют для обработки заготовок на револьверных, агрегатных, сверлильных и токарных станках. Применение машинных метчиков в массовом или серийном производстве дает нужную производительность. Резьба до 3 мм с использованием машинного метчика нарезается за один проход.
Фотография №3: машинные метчики
- Машинно-ручные метчики. Это универсальные инструменты, которые поставляются комплектами из двух штук. Один метчик предназначается для черновой обработки, а второй — для чистовой.
Кроме хвостовиков от обычных инструментов машинно-ручные метчики отличают по укороченным рабочим частям. Инструменты второго и третьего типов способны выдерживать высокие нагрузки.
Фотография №4: машинно-ручные метчики
- Метчики-протяжки.
 Эти специальные машинные инструменты, предназначенные для нарезания крупнопрофильных резьб за один проход. Отличаются повышенной жесткостью и имеют очень точное исполнение. Метчики этого типа работают не на сжатие, а на растяжение. Длина рабочих частей — увеличенная.
Эти специальные машинные инструменты, предназначенные для нарезания крупнопрофильных резьб за один проход. Отличаются повышенной жесткостью и имеют очень точное исполнение. Метчики этого типа работают не на сжатие, а на растяжение. Длина рабочих частей — увеличенная.
 Эти специальные машинные инструменты, предназначенные для нарезания крупнопрофильных резьб за один проход. Отличаются повышенной жесткостью и имеют очень точное исполнение. Метчики этого типа работают не на сжатие, а на растяжение. Длина рабочих частей — увеличенная.
Эти специальные машинные инструменты, предназначенные для нарезания крупнопрофильных резьб за один проход. Отличаются повышенной жесткостью и имеют очень точное исполнение. Метчики этого типа работают не на сжатие, а на растяжение. Длина рабочих частей — увеличенная.Фотография №5: метчики-протяжки
- Гаечные метчики. Как видно из названия, инструменты этого типа применяют для нарезания резьб в гайках. Гаечные метчики, устанавливаемые на сверлильные станки, имеют длинные прямолинейные хвостовики. После нарезания резьбы инструмент извлекается, а гайка просто стряхивается. Приспособления, устанавливаемые на резьбонарезные автоматы, имеют изогнутые хвостовики. С них обработанные гайки падают в подготовленную тару.
Фотография №6: гаечный метчик для резьбонарезного автомата
Классификация метчиков по конструкции и особенностям
Перечислим виды приспособлений и кратко расскажем о них.
- Метчики с винтовыми стружечными канавками. Такие приспособления обычно используют для машинного нарезания глухих резьб. Винтовое расположение канавок для отвода стружки обеспечивает подачу в зону резания необходимого количества смазочно-охлаждающей жидкости. Это значительно повышает эффективность обработки и продлевает срок службы инструментов.
Изображение №2: метчик с винтовыми канавкам и для отвода стружки
- Метчики с укороченными канавками. Их еще называют бесканавочными. Приспособления этого типа используют для обработки заготовок из высокопрочных легированных сталей, вязких низкоуглеродистых материалов, а также сплавов на основе алюминия.
Изображение №3: конструктивные особенности бесканавочного метчика
- Метчики с шахматным расположением режущих зубьев. Такая конструкция уменьшает трение при обработке заготовок. Зубья на заборной части располагаются по классической схеме, а на калибрующей — через один.

Изображение №4: конструкция метчика с шахматным расположением зубьев
- Комбинированные сверла-метчики. При обработке деталей приспособлениями этого типа выполняются одновременно 2 операции — сверление отверстия и нарезание резьбы. Такой подход позволяет не задумываться о соотношении диаметра сверла с диаметром метчика.
Фотография №7: комбинированные сверла-метчики
Изучите также таблицу соответствия диаметров.
Изображение №5: стандартные диаметры сверл-метчиков
- Колокольные метчики. Предназначены для нарезания резьб больших диаметров (от 50 до 400 мм). Приспособления имеют сборные конструкции.
Изображение №6: конструкция метчика колокольного типа
- Модели ступенчатого типа. Рабочие части таких метчиков разделены на участки, выполняющие определенные функции. К примеру, первый — резание, а второй — выглаживание.
 К примеру, первый — резание, а второй — выглаживание.
К примеру, первый — резание, а второй — выглаживание.Изображение №7: конструкция метчика ступенчатого типа
- Метчики с внутренними полостями. Они нужны для охлаждения и отвода стружки. Такие метчики отличаются повышенной производительностью и используются для нарезания глухих резьб в глухих отверстиях. Наибольшее распространение получили сборные модели.
Изображение №8: полые метчики
Основные типы нарезаемых метчиками резьб
Чаще всего при помощи метчиков нарезают резьбы трех основных разновидностей. Применяют инструменты следующих типов.
- Метрические метчики. Предназначены для нарезания метрических резьб. Это самый распространенный тип крепежных соединений.
Профиль метрической резьбы представляет собой равносторонний треугольник. Угол при вершине — 60°. Вершины выступов срезаны.
Изображение №9: профиль метрической резьбы
- Дюймовые метчики. Рабочие части таких приспособлений имеют коническую форму. Профиль дюймовой резьбы выглядит так.
 Рабочие части таких приспособлений имеют коническую форму. Профиль дюймовой резьбы выглядит так.
Рабочие части таких приспособлений имеют коническую форму. Профиль дюймовой резьбы выглядит так.Изображение №10: профиль дюймовой резьбы
Диаметр измеряется в дюймах, а шаг — в количестве ниток на дюйм.
- Цилиндрические и конические трубные метчики. Используются для создания надежных трубных соединений.
Изображение №11: профиль трубной резьбы
- Ознакомьтесь со стандартными характеристиками резьб вышеперечисленных типов.
Изображение №12: стандартные характеристики метрических, дюймовых и трубных резьб
По этой таблице мастера подбирают резьбонарезной инструмент.
Из чего изготавливают метчики
Расскажем, из каких сталей изготавливают большинство метчиков.
- Высокоуглеродистые инструментальные стали. Это У10А, У12А и другие марки. Из таких сталей изготавливают ручные метчики.
- Быстрорежущие стали. Максимальное распространение получили марки Р6М5 и Р6М5К5. Из этих сталей изготавливают машинные метчики.
- Твердые сплавы. Идут на изготовление метчиков, предназначенных для нарезания внутренних резьб в заготовках из труднообрабатываемых материалов.
 Максимальное распространение получили марки Р6М5 и Р6М5К5. Из этих сталей изготавливают машинные метчики.
Максимальное распространение получили марки Р6М5 и Р6М5К5. Из этих сталей изготавливают машинные метчики.Стандарты ручных и машинных метчиков
Требования к характеристикам как ручных, так и машинных метчиков
устанавливает стандарт ГОСТ 3266-81. Он называется: «Метчики машинные и
ручные. Конструкция и размеры». Документ вы можете скачать здесь.
Полезные советы по использованию метчиков
- Подбирайте для работы подходящие по габаритам и характеристикам приспособления.
- Для более точного позиционирования мастера рекомендуют крепить хвостовики метчиков в патронах с плавающими, самоцентрирующимися и реверсивными свойствами.
- Со всех обрабатываемых заготовок предварительно снимайте фаски.
- Деталь, изготовленную по технологии литья или штамповки, требуется подготовить к нарезанию резьбы. Отверстия зенкеруются или рассверливаются для увеличения диаметров.
- Не пренебрегайте необходимостью использовать смазывающе-охлаждающие жидкости.
- Для нарезания резьбы в глубоких отверстиях используйте метчики, длина которых превышает глубину нарезки.
 Отверстия зенкеруются или рассверливаются для увеличения диаметров.
Отверстия зенкеруются или рассверливаются для увеличения диаметров.Метчик для нарезки резьбы: виды, конструктивные особенности
Резьбовые соединения являются самыми надежными из разъемных соединений. Впервые были применены в античности, и с тех пор заметно усовершенствовались. До изобретения токарно-винторезного станка в 17 веке каждая пара «болт-гайка» изготавливалась индивидуально, они не были взаимозаменяемыми. В 19 веке, во время развития железных дорог в Англии, изобретатель сэр Джозефа Уитворта предложил и внедрил стандарт нарезки резьбы, носящий с тех пор его имя. Для нарезки внешней резьбы используют токарно-винторезный станок или специальные плашки, для нарезки внутренней резьбы применяют метчики – разновидность фрез.
- Разновидности метчиков
- Метчик для нарезки резьбы
Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.
На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.
В современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
В поперечном разрезе форма канавки обуславливается двумя ее поверхностями: фронтальной гранью режущего зубца метчика и спинкой этого зубца.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.
Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
- Конический метчик для нарезки резьбы
- Цилиндрический метчик для нарезки резьбы
Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Виды по назначению
По своему назначению различают следующие виды метчиков:
- Слесарные. Предназначены для ручного применения, имеют хвостовик квадратной формы. Они поставляются в комплекте с воротком, которым и обеспечивается вращение инструмента и нарезание резьбы. Используются в составе комплекта из двух или трех метчиков, несколько отличающихся друг от друга по диаметру. Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
- Машинные или машинно-ручные. Такими метчиками нарезку проводят как вручную, так с использованием оборудования. Применяются токарные, сверлильные станки или обрабатывающие центры. Отличие от слесарных, имеют более короткую заборную часть, поскольку соосность обеспечивается конструкцией станка. Выполняются из более качественной инструментальной стали, термостойкой и устойчивой к механическим нагрузкам.
- Гаечные. Предназначены для нарезки резьбы в гайках в станках-автоматах. Конструктивно отличаются более длинным хвостовиком гладкой цилиндрической формы. После прохождения резьбы гайки одна за другой перемещается на хвостовик, и ожидаются там выполнения всей серии. По окончании групповой операции хвостовик извлекается из патрона, и все гайки стряхиваются в приемный лоток.
 Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
- Гаечный метчик
- Слесарные метчики
Отдельно также производятся и применяются метчики дюймовые и метрические.
Виды по конструкции
Метчики сильно различаются по своей конструкции:
- Бесканавочные имеют очень короткие канавки, используются для работы с вязкими материалами: сплавами легких металлов и некоторыми низкоуглеродистыми высоколегированными сталями.
- Винтовые — канавки расположены по восходящей спирали, такими нарезают резьбу в глухих отверстиях на высокопроизводительных станках.
- Ступенчатые. Рабочая часть разделена на две зоны, первая режет, а вторая выглаживает.
- Комбинированные — перед заходной частью находится сверло, за один проход делается отверстие и нарезается в нем резьба.
- Протяжки. Служат для нарезки резьбы в проходных отверстиях с помощью токарного станка.
- С внутренней полостью для подачи СОЖ.
- Колокольного типа. Применяются при нарезке большого диаметра (до полуметра), состоят из нескольких режущих систем, закрепленных в общей оправке.

Метчики-протяжки
Существуют и другие конструкции метчиков для редких и специальных применений.
Типы нарезаемой резьбы
Для нарезания каждого типа и размера резьбы существуют свои наборы метчиков. Они не взаимозаменяемы, как и резьбовые элементы разных типов. Различают следующие основные типы:
- Метрическая. Профиль в виде равнобедренного треугольника углом у вершины 60°, все размеры профиля выражены в миллиметрах. Маркируется литерой М.
- Дюймовая. Профиль имеет более острый угол – 55°. Диаметр выражается в дюймах и их долях в виде простых дробей, а шаг – числом витков на дюйм. Некоторые маркируются литерой W(в честь Дж. Уитворта).
- Трубная. Отличается разным наклоном передней и задней части профиля для обеспечения надежности соединения и предотвращения его самопроизвольного раскручивания. Существуют как цилиндрические, так и конические трубные резьбы.
Виды резьбы
Существуют и другие типы резьбы для специальных применений
Материалы для производства метчиков
Элементы метчика испытывают большие механические и термические нагрузки, он должен быть способен за время своей эксплуатации нарезать несколько сотен, а машинный — много тысяч отверстий.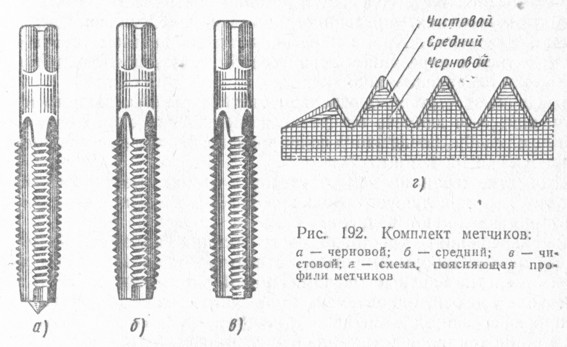 Поэтому для их изготовления применяют высококачественные инструментальные стали:
Поэтому для их изготовления применяют высококачественные инструментальные стали:
- Для ручных моделей — высокоуглеродистые У10А или У 12А.
- Для машинных – быстрорежущие РМ5 и др.
- Для автоматического оборудования высокой производительности — твердосплавные с повышенной термостойкостью.
Нарезание резьбы метчиком
Кроме преимуществ в виде высокой производительности и долговечности, такие материалы имеют и один недостаток — в случае поломки метчик для нарезки резьбы невозможно высверлить.
Как правильно и без потерь инструмента нарезать резьбу вручную
Технологический процесс нарезки резьбы разбивается на несколько операций.
- Подготовка. По таблице соответствий подобрать сверло нужного диаметра и точно просверлить отверстие, не допуская увода сверла. Сверло должно быть правильно заточено, иначе материал перегреется, и прочность резьбы снизится. Отверстие зазенковать. В случае глухого отверстия дать припуск по глубине.
- Для нарезания резьбы использовать метчики только стандартных типоразмеров.
- Нарезка. Движения должны быть аккуратные и размеренные. Не пропускать номера, следует использовать последовательно все три — от грубого до финишного.
- После каждого полного оборота воротка следует давать пол-оборота в обратном направлении для скола стружки и ее выталкивания из канавок.
- Очистка. Проходные отверстия очищаются проволочным ершиком, глухие — промышленным пылесосом или потоком сжатого воздуха.
- Проверка. Закрутить в отверстие винт. Он должен заходить без перекоса и идти по резьбе плавно и без усилий.

Последовательность нарезания резьбы метчиком
В народном фольклоре существуют и другие секреты ручной нарезки, однако для получения качественной резьбы достаточно четко соблюдать вышеперечисленные
Если что-то пошло не так или что делать со сломанным метчиком
Метчик, как и любой другой инструмент, не вечен и подвержен естественному износу и старению. Чтобы это не случилось раньше времени, следует соблюдать вышеизложенные рекомендации. Самые распространенные причины, приводящие к поломке:
Самые распространенные причины, приводящие к поломке:
- Перекос.
- Слишком маленькое отверстие.
- Излишние усилия, прикладываемые к воротку.
- Несоблюдение правила обратного пол-оборота после каждого полного оборота воротка.
Сломанный метчик
Не надо торопиться, стараться прогнать резьбу побыстрее или пытаться пропустить метчик из набора. Все это обернется большим потерями времени при извлечении сломанного инструмента и при повторном прохождении резьбы.
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
- Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке. Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
- Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
- Вытравливание кислотами. Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
- Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Таблица соответствий диаметров сверла конкретному метчику для метрических, дюймовых, трубных и трапецеидальных резьб приведена по ссылке.
Скачать таблицу диаметров отверстий под резьбу
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки
Особенности технологии
Последовательность действий при прохождении внутренней резьбы при помощи метчика следующая:
- Разметить отверстие.
- Накернить его молотком и керном.
- Смазать деталь и сверло.
- Закрепить деталь в тисках или прижать ее к рабочему столу струбциной.
- Закрепить сверло в патроне станка, выставить самые малые обороты и начать сверление, после того, как головка сверла погрузится в металл, обороты можно добавлять.
- По окончании сверления убрать стружку и раззенковать отверстие.
- Смазать метчик №1 и деталь, выставить метчик строго по оси отверстия.
- Аккуратно начать первые витки нарезки резьбы метчиком. После каждого полного оборота делать пол-оборота в обратном направлении. Добавлять смазку каждые несколько оборотов.
- Если усилие на воротке резко возрастает, необходимо сдать назад, чтобы сбросить стружку.
- После прохождения №1, пройти отверстие №2 и №3 тем же способом.
Самая главная особенность при нарезании резьбы — это тщательность, аккуратность, отсутствие спешки и излишних прикладываемых усилий. Лучше потратить несколько секунд на лишние пол-оборота назад, чем часами возиться со сломанным и заклинившим метчиком, извлекать его с риском повредить деталь и потом заново оказаться перед тем же отверстием.
Маркировка
Маркировка метчиков начинается с буквы, обозначающей тип резьбы. М для метрической; G для трубной; Tr для трапецеидальной. Метчики для дюймовой резьбы маркируются без буквы.
Особенности маркировки метчика для нарезки резьбы
Далее идет диаметр в миллиметрах для метрической и в дюймах с целыми долями для дюймовой
Если резьба имеет нестандартный шаг — следующим идет обозначение шага в миллиметрах или в витках на дюйм.
Если метчик выполнен из закаленной нержавеющей стали — к маркировке добавляют HSS (Hardened Stainless Steel)
Для метчиков левой резьбы в конце маркировки добавляют LH (Left Hand).
Действующие стандарты
Конструкция и параметры метчиков для нарезания резьбы описаны в ГОСТ 3266-81,: «Метчики машинные и ручные. Конструкция и размеры».
Скачать ГОСТ 3266-81
Отдельно стандартизованы:
- Машинные метчики для метрической резьбы – ГОСТ 8859-74.
- Гаечные метчики для метрической резьбы – ГОСТ 1604-71
- Гаечные метчики с изогнутым хвостовиком для метрической резьбы – ГОСТ 6951-71.
Скачать ГОСТ 1604-71
Скачать ГОСТ 6951-71
Зарубежные стандарты DIN 352, ISO 529 и другие не противоречат ГОСТ за исключением меньшей на 1 см длины хвостовой части
Что такое метчик, и какие виды инструментов бывают
Одним из самых надежных способов соединения металлических деталей по праву считается резьбовое. Достоинство этого соединения заключается не только в высокой степени надежности, но еще и в возможности разъединения деталей при возникновении такой необходимости. Чтобы соединить детали посредством резьбового соединения, понадобятся специальные устройства — болты и гайки. В качестве гайки можно использовать саму деталь, нарезав в ней резьбу. Для нарезки внутренней резьбы служат метчики, о которых узнаем более подробно из этого материала.
Об устройстве рассматриваемого инструмента
Инструменты для нарезки внутренней резьбовой кромки с момента их изобретения постоянно совершенствовались. Первым таковым инструментом являлся стержень, представленный в виде конуса. На конце конуса нарезались режущие зубья, которые при ввинчивании этого стержня в отверстие, проделывали соответствующие грани.
В ходе модернизации метчики получили положительный угол в передней части, а также канавки, которые предназначаются для выброса стружки. Вытеснение стружки способствует более качественному и эффективному нарезанию резьбовой кромки. Современные метчики, которые предназначаются для нарезания внутренней резьбы, основываются на таких конструктивных частях:
- Главная или рабочая часть — она имеет форму пологого конуса, который служит для формирования резьбы профиля
- Боковые канавки, количество которых бывает от 2 до 6 штук. Именно за счет этих канавок происходит отведение стружки из зоны реза, а также подача смазывающих материалов с целью снижения трения
- Калиброванная часть — цилиндрическое основание, посредством которого обеспечивается точное формирование соответствующего профиля
- Хвостовая часть — служит для закрепления инструмента в соответствующих зажимных устройствах. В качестве таковых устройств выступают патроны или воротки, обеспечивающие более эффективное применение основного инструмента
Канавки для отведения стружки классифицируются на виды. Они бывают следующих разновидностей:
- Однорадиусные — имеют поперечный разрез, имеющий вид дугу окружности
- Прямолинейные — поперечное сечение имеет U-образную форму, а применяются такие инструменты для нарезания резьбы на гайках
- Смешанные — передняя часть имеет прямолинейную форму, а задняя представлена в виде дугообразной конструкции. Именно смешанные модели метчиков пользуются большой популярностью
Еще канавки делятся на виды по способу расположения режущих кромок. Различают три вида метчиков по способу расположения режущих кромок:
- Прямолинейные — самые распространенные варианты расположения кромок, которые встречаются чаще всего
- С левым спиральным расположением режущих кромок — служат для нарезания резьбы на один проход. Стружка при этом проталкивается вперед перед метчиком, осуществляя сохранение сформированного уже профиля
- С правым спиральным расположением режущих кромок — нужны в случае, когда возникает потребность нарезания резьбовой кромки в глухом отверстии. Такое расположение кромки способствует тому, что стружка при нарезке резьбы вытесняется наружу, исключая забивание отверстия
Коническая форма метчика облегчает центровку инструмента, а также вхождение в деталь для нарезания первых резьбовых кромок. Угол наклона конусной части может варьироваться в пределах от 3 до 20 градусов. Именно по величине угла наклона происходит разделение инструмента на виды — для черновой, промежуточной и чистовой обработки.
Цилиндрическая часть имеет форму обратного конуса с незначительным углом. Незначительный угол конусной формы обеспечивает эффективное снижение процесса трения в процессе нарезания резьбы. При выборе рассматриваемого инструмента необходимо учитывать ряд следующих основных технических параметров:
- Резьбовой шаг
- Высота профильной части
- Наружный резьбовой диаметр
- Длина заборной части
- Угол заборного конуса
- Величина затылования
Метчики подразделяются на виды по направлению режущих кромок. С их помощью изготавливается внутренняя резьба с правым и левым направлением.
Разновидности по назначению метчиков и сфера их применения
Метчики классифицируются на виды по сфере применения или предназначению. Этот вид специализированного инструмента применяется не только домашними мастерами для нарезания внутренней резьбы на различных изделиях, но еще и в разных сферах. Какие виды метчиков бывают, и какие конструктивные различия они имеют, выясним далее.
- Слесарные — служат преимущественно для ручного использования. Характерная их особенность заключается в наличии хвостовика, имеющего квадратную форму для соединения со вспомогательными инструментами — метчикодержателями. Метчикодержатель или вороток идет в комплекте с основным инструментом. Его назначение заключается в том, чтобы обеспечить легкое вращение метчика при нарезании внутренней резьбы. В комплекте обычно представлено 2-3 вида метчиков разного диаметра. Каждый последующий инструмент предназначен для снятия определенного количества кромки. Это позволяет не только увеличить срок службы оснастки, но еще и обеспечить качественную нарезку резьбы. Каждая оснастка имеет соответствующее количество рисок, расположенных на хвостовике. Именно по этим рискам мастер определяет очередность использования оснастки. Инструмент для грубой очистки имеет одну риску, промежуточная нарезка резьбы осуществляется метчиком с 2 рисками, и чистовая обработка выполняется устройством, на котором изображено три риски
- Машинные — используются для нарезания внутренней резьбы на заготовках посредством применения специального оборудования. В качестве такового оборудования выступают токарные, сверлильные, фрезерные и прочие виды станков. Причем машинные метчики делятся на два вида — автоматические и ручные. Это означает, что нарезка резьбы может быть выполнена вручную на машинном оборудовании или автоматически. Отличительная особенность машинных метчиков заключается в заборной части, которая имеет укороченную форму. Обеспечение соосности инструмента достигается за счет применяемых станков. Для изготовления устройств используется высококачественная инструментальная сталь, обладающая устойчивостью к повышенным температурам и механическим нагрузкам
- Гаечные — разновидность устройств, которые предназначены исключительно для нарезки резьбы на гайках. Отличительная особенность таковых устройств заключается в удлиненной конструкции хвостовой части. Кроме того, хвостовик представлен в виде цилиндрической формы. Нарезка резьбы на гайках осуществляется комплексным способом. После прохождения одной заготовки, она не извлекается, а перемещается на гладкую цилиндрическую часть инструмента. Снятие гайки с метчика происходит тогда, когда вся цилиндрическая часть заполняется заготовками. Как только будет нарезана резьба на определенном количестве гаек, насадка извлекается из патрона инструмента для извлечения всей серии готовых деталей
Метчики также классифицируются по такому немаловажному признаку, как тип резьбы. Резьба бывает метрическая и дюймовая. Метрические метчики предназначены для нарезки внутренней резьбы на деталях, применяющихся в слесарном деле. Дюймовые метчики используются для нарезания внутренней резьбы на деталях, применяющихся в области изготовления трубопроводов.
Конструктивные разновидности устройствГлавной отличительной особенностью рассматриваемых устройств является их конструкция. По конструкции метчики бывают следующих видов:
- Бесканавочные — хотя они так называются, но при этом канавки они имеют. Только эти канавки очень маленькие, что говорит о предназначении такого инструмента для нарезания резьбы на материалах, обладающих вязкостью. К таковым материалам относятся — сплавы легких металлов, а также низкоуглеродистые и высоколегированные стали
- Винтовые — расположение канавок напоминает форму спирали. Такое расположение канавок предназначено специально для того, чтобы осуществить нарезание резьбы в глухих отверстиях. За счет спиралевидной конструкции канавок, происходит выведение наружу металлической стружки
- Ступенчатые — характерной конструктивной особенностью таковых устройств являются две зоны, одна из которых осуществляет резку, а вторая выглаживание поверхности нарезаемой кромки
- Комбинированные — также разделены на две части. Первая часть представляет собой сверло, посредством которого делается отверстие. Вторая часть предназначена для непосредственного нарезания резьбы в заготовке. Использование таковых метчиков повышает скорость достижения результата, так как отсутствует необходимость отдельного выполнения двух операций — высверливание отверстия с последующим нарезанием резьбовых граней
- Протяжные — используются с целью нарезания резьбовой кромки в проходном отверстии. Выполняется процедура с применением токарного станка
- С внутренней полостью — специальная канавка нужна для того, чтобы обеспечивать подачу охлаждающей жидкости в зону реза
- Колокольные — используются при необходимости нарезки резьбы большого размера. Состоят метчики из нескольких частей, которые фиксируются посредством общей оправки
Различают и другие разновидности метчиков, которыми пользуются специалисты. При возникновении необходимости нарезания резьбы на гайке или прочих металлических заготовках в домашних условиях, применяются обычные слесарные виды устройств.
О типах нарезаемой резьбы
Резьба бывает разных видов, поэтому для ее нарезания применяются соответствующие метчики. Различают следующие виды метчиков в зависимости от разновидностей резьбы:
- Метрическая — самая распространенная, которая обусловлена следующими техническими характеристиками: имеет вид равнобедренного треугольника с углом вершины в 60 градусов, а ее размеры выражаются в миллиметрах. Для маркировки таких метчиков используется буква «М»
- Дюймовая — отличается от метрической тем, что имеет более острый угол треугольника, который составляет 55 градусов. Для выражения диаметра используется дюймовая величина. Для обозначения дюймовой резьбы применяется маркировка в виде буквы «W»
- Трубная — передняя и задняя часть профиля имеет разный наклон, что является соответствующей особенностью трубной резьбы. Такая конструкция предназначена специально для того, чтобы обеспечить надежное соединение, а также исключить самопроизвольное раскручивание. Резьбы трубного типа бывают цилиндрической и конической формы. Для обозначения трубной резьбы используется буква «G»
Зная о том, какие виды метчиков бывают по типу резьбы, не составит большого труда выбрать подходящий вариант для реализации соответствующих задач.
Из чего изготавливаются метчики или влияние материала на срок службы инструментаПроцесс нарезания резьбы только внешне может показаться простым действием, однако данное явление представляет собой сложный процесс, посредством которого инструмент испытывает большие механические и термические (температурные) нагрузки. За свой срок службы рассматриваемый инструмент ручного типа должен нарезать не менее 100 резьбовых кромок. К машинным изделиям предъявляются еще более высокие требования, что позволяет использовать их для нарезания внутренних резьбовых кромок в количестве нескольких тысяч.
Чтобы обеспечить не только высокую эффективность применения инструмента, но еще и увеличить эксплуатационный ресурс, для производства метчиков применяются специализированные виды стали:
- Ручные метчики изготавливаются из стали с высоким содержанием углерода. Такие виды сталей имеют маркировку У10А и У12А
- Машинные метчики изготавливаются из более качественных материалов, в качестве которых используется быстрорежущая сталь марки РМ5
- Для автоматических станков выпускаются изделия из твердосплавных материалов, которые обладают высокими параметрами устойчивости к высоким температурам
В процессе нарезания резьбы метчиком может произойти поломка используемого инструмента. Причины возникновения поломки самые разнообразные, но если это произошло, то необходимо понимать, что высверлить оставшуюся часть метчика в отверстии заготовки невозможно. Обусловлено это использованием высококачественных материалов для изготовления оснастки.
О маркировке метчиков и что она означает
Рассматриваемые инструменты имеют маркировку, на основании которой можно узнать максимум информации об устройстве. Начинается маркировка с буквенного обозначения, которое указывает на принадлежность инструмента к виду резьбы — метрическая, дюймовая или трубная. Ниже приведен пример маркировки метчиков, на основании которого произведем его расшифровку.
- Первая буква в маркировке указывает на принадлежность к типу резьбы. Если первой стоит буква М, то это говорит о возможности нарезания метрической резьбы. Дюймовая резьба обозначается в виде буквы W или литера вовсе может отсутствовать. Трубная резьба на инструменте указывается за счет применения буквы G
- Следующее обозначение в виде цифры — это диаметр, который для метрической резьбы указывается в миллиметрах, а для трубной и дюймовой в дюймах
- Для резьбы с нестандартным шагом применяется дополнительное обозначение в виде цифры, указывающей шаг в миллиметрах или витках на один дюйм
- Если для изготовления инструмента применяется закаленная нержавеющая сталь, то в маркировке обязательно будет присутствовать обозначение HSS
- В конце маркировки указывается направление резьбы. Причем по стандарту правую резьбу не указывают, а если метчик предназначен для нарезки левой резьбы, то обязательно присутствует обозначение LH
На фото выше представлена дополнительная маркировка, указывающая на соответствующие параметры инструмента.
Как правильно пользоваться метчиками
Часто в домашнем хозяйстве возникает необходимость нарезки внутренней резьбы. Для этого понадобится воспользоваться соответствующим инструментом, о котором рассказывается в материале. Имея метчик, можно приступать к реализации соответствующих манипуляций. Делается следующим образом:
- Размечается отверстие, где необходимо в итоге получить резьбовую кромку
- Произвести накернивание размеченного отверстия, что необходимо для центрирования сверла
- Установив в дрель сверло по металлу, и предварительно смазав его, необходимо просверлить отверстие
- После того, как отверстие будет готово, рекомендуется произвести его зенковку
- Обработать метчик смазочным веществом, после чего расположить его параллельно отверстию. Черновую резку кромки осуществлять необходимо метчиком под номером 1
- Вращение метчика производится специальным воротком
- После того, как будут нарезаны первые витки резьбы, понадобится после каждого одного оборота вперед сделать пол-оборота назад. Чем больше смазки вносится при нарезании резьбы, тем выше эффективность выполняемых действий
- Если в процессе перемещения воротка ощущается увеличение усилия, то это говорит о необходимости удаления стружки из режущей части
- Как только будет выполнено полное прохождение метчиком номер 1, аналогичным образом проводится манипуляция 2 и 3 устройствами
При нарезании резьбовой кромки важна не скорость, а внимательность и аккуратность. Если пренебречь рекомендациями, и поспешить завершить процесс, то в итоге можно столкнуться с такой трудностью, как повреждение изделия внутри отверстия. Это приведет к тому, что будет испорчена не только заготовка, но и сам инструмент.
Зная всю самую важную информацию о таких инструментах, как метчики, не составит большого труда их выбрать для соответствующих манипуляций. В каталоге интернет магазина «Цилиндр» представлено большое количество инструментов, которые отличаются не только производителями, но и техническими параметрами. Если часто приходится работать инструментами, то рекомендуется выбирать наборы.
Метчики для нарезания резьбы. Таблица размеров
Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
- Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
- Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
- Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
- Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
- Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.
Виды метчиков
По назначению- Слесарные (ручные) метчики используют для изготовления резьбы с помощью воротка. С целью уменьшения усилия, изготавливаются комплектом, в составе которого 2–3 инструмента, каждый из которых снимает лишь часть припуска на обработку. Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
- Машинные (машинно-ручные). Применяются для механизированного нарезания резьбы на станках: сверлильных, токарных, агрегатных, типа обрабатывающий центр. Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
- Гаечные. Как видно из названия, используются для нарезания гаек. Состоят всегда из одного метчика с удлинённым заборным конусом. При работе метчик из гайки не вывинчивают, а готовые гайки нанизывают на удлинённый хвостовик, который имеет 2 исполнения: прямолинейный и радиусный (изогнутый). Первое используют на сверлильных и токарных станках. После заполнения накопительной части хвостовика инструмент вынимают из быстрозажимного патрона и стряхивают готовые гайки. Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.
- Метчики с короткими канавками (бесканавочные). Используются для нарезания резьбы в алюминиевых сплавах, вязких низкоуглеродистых или высокопрочных легированных сталях.
- С винтовыми канавками. Используют на обрабатывающих центрах, при нарезании глухих резьб.
- С шахматным расположением зубьев. Последние на калибрующей части срезаны через один, тем самым уменьшается сила трения, что актуально для вязких материалов.
- Ступенчатые. Режущая часть инструмента разделена на два участка, каждый из которых работает по своей схеме формообразования. Например, 1-й участок режет по генераторной схеме, 2-й — по профильной. Или, 1-й работает как режущий инструмент, 2-й — как выглаживающий.
- Комбинированные. 1-я ступень представляет собой сверло, 2-я метчик. Как говорится — два в одном.
- Метчик-протяжка. С его помощью нарезают резьбу любого диаметра и шага в деталях со сквозным отверстием на токарном станке. Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.
- С внутренним подводом СОЖ. Применяют на специализированных или многооперационных станках для повышения производительности.
- Колокольного типа. Используют при нарезании сквозной резьбы большого диаметра (50–400 мм). Инструмент выполняется составным, состоящим из отдельных режущих секторов. Внутрь подводится СОЖ, количество перьев достигает 16, а просторные канавки вмещают большой объем стружки.
- Метрические, обозначаются буквой М. Размеры, в том числе и шаг резьбы, измеряются в миллиметрах. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Обозначение Размеры, мм Основной шаг Сверление под резьбу
М 3 0,5 2,5
М 4 0,7 3,3
М 5 0,8 4,2
М 6 1,0 5,0
М 8 1,25 6,7
М 10 1,5 8,5
М 12 1,75 10,2
М 14 2 12,0
М 16 2 14,0
М 18 2,5 15,4
М 20 2,5 17,4
М 22 2,5 19,4
М 24 3 20,9
М 27 3 23,9
- Дюймовые конические. Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
- Трубные цилиндрические. Разновидность дюймовых резьб, ограниченная ассортиментом стандартных металлических труб. Шаг также выражается в нитках на 1 дюйм.
- Трубные конические. То же, что и цилиндрические, но с уклоном. Диаметр сверления под резьбу на несколько десяток меньше. Резьба нарезается до упора.
Конические
Обозначение Шаг резьбы (ниток на дюйм) Диаметр отверстия, мм
K 1/16” 27 6,0
K 1/8” 27 8,3
K 1/4” 18 10,7
K 3/8” 18 14,3
K 1/2” 14 17,5
K 3/4” 14 23,0
K 1” 11,5 28,7
Трубные цилиндрические
G 1/8” 29 8,6
G 1/4” 19 11,5
G 3/8” 19 15,0
G 1/2” 14 18,7
G 5/8” 14 20,6
G 3/4” 13 24,2
G 7/8” 12 27,9
G 1” 11 30,3
Трубные конические
Rc 1/8” 28 8,2
Rc 1/4” 19 11,0
Rc 3/8” 16 14,5
Rc 1/2” 14 18,1
Rc 3/4” 12 23,6
Rc 1” 11 29,6
Инструментальный материал
Ручные метчики при работе нагреваются незначительно, поэтому их изготавливают из высокоуглеродистых инструментальных сталей У10А, У12А. Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
что это, применение, виды, конструкция
Метчик относится к металлорежущему типу инструментов, с помощью которого наносится внутренняя резьба и калибруется существующая. Способ нанесения – ручной или автоматизированный, зависит от размера заготовки. По внешнему виду метчик схож с винтом или валиком цилиндрической формы. Максимальный диаметр резьбы – до 50 мм как для глухих, так и сквозных отверстий. Для производства метчиков используют сталь марки – Р9, Р18, Р6М5.
Применение
Резьбонарезной инструмент по конструкционным особенностям и применению подразделяется на типы:
- • ручной, где зубья расположены по окружности. Используется в слесарных работах и при ручном способе нарезки;
- • гаечный, для сквозных отверстий на гайках. С удлиненным или изогнутым хвостовиком;
- • машинный, для создания глухих отверстий машинным способом. Обработка происходит на токарных станках;
- • комбинированный, возможно использование как ручного, так и машинного способа несения резьбы на деталь.
Инструмент позволяет наносить все виды резьбы – метрическая, дюймовая, трапецеидальная.
Конструкционные особенности
Метчик любого типа состоит из рабочей области, шейки и хвостовика. Вся механическая работа приходится на рабочую область, которая в сою очередь имеет заборную часть, и два типа зубьев – режущие и калибрующие. Роль крепежа выполняет хвостовик, который фиксируется на станках в специальном резьбонарезном патроне, а при ручных работах в воротке или метчикодержателе. Характерной особенностью для ручных метчиков является их комплектность – не менее 3 штук. Каждый со своей рабочей функцией: черновой, серединный и чистовой.
Как нарезать внутреннюю резьбу метчиком
Для создания внутренней резьбы в готовых отверстиях необходимо подобрать соответствующий метчик по размеру и характеристикам. Практически все показатели по выбору и качеству резьбы регулируются нормативные документом ГОСТ 19257-73. Рекомендации по работе:
- • для изделий, полученных литьем или штамповкой требуется дополнительная подготовка прежде чем наносить резьбу. Отверстие зенкеруется или рассверливается для увеличения диаметра;
- • для точной и качественной резьбы рекомендуется хвостовик метчика крепить в патронах с реверсивными, самоцентрующимися и плавающими свойствами;
- • со всех обрабатываемых заготовок предварительно снимается фаска;
- • в процессе нарезания обязательно применяются охлаждающие и смазывающие растворы.
Типы резьбы: метрическая, дюймовая и трубная.
- Метрическая – параметры резьбы измеряются в мм, с соответствующей маркировкой «М».
- Дюймовая – используется для конической формы метчиков, измеряется в дюймах.
- Трубная – для цилиндрических метчиков, резьба наносится на трубные соединения.
Классификация метчиков
По конструктивным особенностям и типу резьбы различают: плашечные (резьба формируется за один проход), маточные (для очистки резьбы) и безканавочные метчики с высокой производительностью. В зависимости от конструкционных особенностей рабочей части (типа резьбы) метчики бывают: шахматные или спиральные; прямые, винтовые, укороченный.
Машинные и машинно-ручные метчики
Для калибровки и создания резьбы в глухих и сквозных отверстиях разной формы используют инструмент – метчик, машинного или машинно-ручного типа.
– Машинные металлорежущие инструменты применяют для работы на токарных, сверлильных, агрегатных и револьверных станках, чтобы нарезать резьбы всех видов. Они намного быстрее обрабатывают изделия, их можно использовать для конвейерного производства и больших заказов. Оснасткой этого типа можно нарезать резьбу за один подход, если нужна резьба с шагом до трех миллиметров. Резьбу крупного шага изготавливают на несколько проходов метчиком по металлоизделию.
– Машинно-ручными оснастками можно выполнять нарезку резьбы и ручным способом, и с помощью сверлильных устройств (станков). Инструмент выпускается в количестве одной или двух штук. В наборе из двух метчиков один металлорежущий инструмент применяют для черновых работ, а другой – чистовых. Часто комплект машинно-ручных оснасток используют для работы с разными видами материалов: мягкую сталь и чугун обрабатывают одним инструментом, а твердую сталь обрабатывают двумя метчиками. От просто ручных резьборезов машинно-ручные виды отличаются видом хвостовика – там имеется квадрат и кольцевая выточка, благодаря которой оснастка не вываливается из патрона в процессе обработки изделий. Машинно-ручным изделием для работы с металлом можно делать резьбу в автомобильных деталях, нарезать крепёжную резьбу и мелкометрическую, цилиндрическую и коническую. В сквозных проймах и глухих.
Метчики – протяжки
Чтобы получить крупнопрофильную резьбу в металлоизделии, используют метчик-протяжку. Им обрабатывают сложные сквозные или трапецеидальные отверстия. Протяжки могут работать только в токарном станке. Резьба нарезается за один проход вдоль отверстия. От других видов этот метчик отличается более точным исполнением и жёсткостью. Он работает на растяжение, а не на сжатие, как обычные резьбонарезные инструменты. За счет функции протяжки толщина спила уменьшается, а длина режущей части – увеличивается.
Гаечные метчики
Инструменты гаечного типа предназначены для резьбонарезания в гайках разного диаметра. Конструкция гаечного метчика такова, что инструмент не нужно выворачивать в конце процесса обработки отверстия гайки. Гаечные оснастки могут быть с разными хвостовиками: изогнутыми и удлинёнными. С изогнутыми – применяют в работе с гайконарезными автоматами. Хвостовик у гаечного метчика в любом случае длиннее, чем у других видов, это необходимо для того, чтобы нанизывать на него гайки по мере нарезания в них резьбы. Это увеличивает скорость и производительность.
Слесарные метчики
Для работы с отверстиями разного вида и формы мастера берут комплект из слесарных метчиков. Резьбонарезные оснастки изготавливаются комплектами, в которые входят черновые инструменты конусной формы, получистовые и чистовые цилиндрические оснастки. Слесарными метчиками можно обработать деталь вручную. Комплектом металлорежущих оснасток мастер может выполнить нарезку крупной и метрической резьбы. Метчики для слесарных работ бывают левыми и правыми в зависимости от направления их вращения.
Из каких материалов изготавливаются метчики
Плашки металлорежущего инструмента изготавливают из высококачественной стали разных марок: инструментальной, быстрорежущей, легированной. Технология современного производства позволяет делать метчики из твердосплавной стали и из стали порошковой, в последнем случае инструмент получает способом спекания порошков. Метчики из твёрдых сплавов более качественные, так как обладают устойчивостью к высоким температурам, износостойкость и могут долго работать на быстрых скоростях, что позволяет обработать большое количество металлоизделий. У оснасток, сделанный из порошков стали тоже есть свое преимущество – это высокая прочность за счет меньшей твердости инструмента.
ГОСТы
Машинно-ручные с канавками прямыми/винтовыми/укороченными изготовленные из углеродистой стали регулируются ГОСТ3266-71-71/ГОСТ17933-72/ГОСТ 17931-72. Гаечные метчики с прямым/изогнутым хвостовиком производятся из низколегированной стали согласно ГОСТ1604-71/ГОСТ6951-71. Машинно-ручные, где зубья расположены в шахматном порядке из нержавеющей стали – ГОСТ17927-71. Гаечные с шахматным расположением и прямым хвостовиком (метчики из жаропрочной стали) по ГОСТу 17929-72. Машинные с винтовыми или укороченными типами канавок (инструмент из легких сплавов) – ГОСТ 17932-72/17930-72.
Подготовка к нарезанию резьбы
Отверстие перед нарезкой резьбы готовят несколькими способами – затачиванием, обтачиванием или сверлением поверхности металлической заготовки. Для наружной резьбы необходимо диаметр уменьшить на 0,1 – 0,4 миллиметра. В начале участка, на котором будет резьба, делают фаску методом затачивания – это нужно, чтобы притупить заход резьбы. А если перед резьбонарезкой отверстие растачивают, его диаметр увеличивается до 0,4 мм. Отверстие под резьбу должно быть диаметром немного больше, чем диаметр самой резьбы – это позволяет предотвратить поломку резьборежущей оснастки.
Как подобрать сверло под метчик
Можно использовать специальный инструмент, сверло-метчик, который позволяет одновременно выполнять операции сверления и нарезания резьб. В выборе сверла необходимо ориентироваться на два параметра – шаг и диаметр отверстия.
Как вытащить сломанный метчик из отверстия
Метчик может сломаться, если резьба нарезается в отверстии с низким диаметром, также может произойти защемление стружки при извлечении инструмента.
Способы извлечения
- 1. Сдвоенные концы жесткой проволоки нужно просунуть в канавки метчика и выкрутить его;
- 2. Можно пирварить к сломанному инструменту ручку и с помощью нее извлечь;
- 3. Существуют специальные оправки и зенкера, которые помогут справиться с данной проблемой;
- 4. Если часть метчика осталась снаружи, можно приварить к нему хвостовик с квадратным наконечником;
- 5. Высверливание винтовыми сверлами;
- 6. Выжигание электроэрозионными станками;
- 7. Вытравливание разбавленной азотной кислотой.
Что такое метчик: устройство, использование, маркировка
Просмотров 21 Опубликовано Обновлено
В различных сферах промышленности, так и в домашнем обиходе, используются резьбовые соединения, которые одновременного являются удобными и надежными. Для их создания специалисты применяют специальный инструмент, известный уже длительное время, метчик. Что это такое, зачем он нужен и как им пользоваться, далее. Он занимает особое место среди приспособлений, формирующих внутреннюю резьбу в металлических изделиях. Метчик представляет собой стержень из твердого сплава, на кончик которого имеются зазубрины. Существуют различные виды приспособления, отличающиеся размером диаметра и шагом резьбы.
Они широко применяются в профессиональной, полупрофессиональной и бытовой сфере. Главное назначение – это создание разных видов резьбы начиная от метрической и заканчивая трапециевидной. Даже в мастерского новичка с помощью этого инструмента получается обрабатывать металл, как того требуется по ГОСТу.
Инструмент выбирается исходя из следующих критериев:
- материала изготовления. Приспособление производится из разных сплавов. Какому виду отдать предпочтение, зависит от обрабатываемого материала;
- способа эксплуатации. Метчик бывает ручным и машинным;
- диаметра. Существует целая таблица, знакомящая с размерами инструмента;
- характеристикой получаемых отверстий. Все определяется условиями обработки.
Приспособление предназначается для создания точных и качественных отверстий в различных изделиях.
Маркировка
Маркировка, которая обычно ставится на хвостовик, помогает специалисту различать разные типы метчика и быстро находить нужный. Например, метрический вид будет маркироваться буквой M, а его размер измеряется в миллиметрах. Производители предлагают широкий ассортимент этого приспособления, поэтому в продаже можно найти метчик, позволяющий добиться практически любой резьбы.
Трубные метчики распознаются по букве G, но измеряются уже в дюймах. Есть как распространенные размеры, так и редкие. Мастер подбирает их исходя из особенности работы. Конический тип метчика обозначается первой буквой наименования – К.
Классификация и виды
Разновидности приспособления разделяются по назначению и конструкции. Перед тем как применять его, следует больше узнать о них. Метчики также разделяются по способу нарезки на:
- ручные;
- машинные;
- машинно-ручные.
У каждого вида есть свои особенности и область применения. Например, ручной тип легко отличить от других по квадратной хвостовой части. Зато машинно-ручные используются в сочетании с патроном станка или воротком. Изделие машинного типа оснащено винтовыми и укороченными канавками.
Классификация по назначению
Благодаря широкому производству метчиков удается подобрать нужный инструмент для любой резьбы по металлу. Если рассматривать приспособления по их предназначению, то метчики по металлу бывают следующих видов:
- слесарные;
- гаечные:
- машинные или машинно-ручные.
Они отличаются как по внешнему виду, так и по способу использования. Например, слесарный вид можно купить только комплектом, состоящим из трех инструментов. Нарезка, выполняемая первой — черновая, вторая – промежуточная, а последняя нужна для финишной обработки.
Классификация по конструкции
Метчики разделяют на группы и по своей конструкции. В промышленности и бытовой сфере чаще всего применяются следующие типы:
- бесканавочные;
- канавки, расположенные по винтовой линии;
- с зубчиками, расположенными в шахматном порядке;
- ступенчатые;
- колокольные;
- комбинированные;
- полые внутри;
- инструменты-протяжки.
Каждый из перечисленных видов используется в определенной ситуации. Они подбираются исходя из типа обрабатываемого изделия, а также функции, которую они выполняют. Например, бесканавочные приспособления идеально подходят для резьбы в алюминиевом сплаве. Зато с внутренней полостью пригодятся только эксплуатации многофункционального оборудования, когда нужно проделать большое количество отверстий.
Типы нарезаемой резьбы
От того, какой инструмент используется, зависит, какой получится внутренняя поверхность соединений. Самые распространенные типы таковы:
- метрические;
- дюймовые;
- трубные.
Любой из перечисленных видов отличается формой, диаметром и шагом. Узнать, каким должно получиться отверстие, можно из специальной таблицы. Мастерам добиваются резьбы как правой, так и левой. Отличия видны не очень хорошо на фото, но в реальности опытный мастер сразу определит, какой это вид. Основное различие – направление винтовой линии.
Конструкция
Инструмент любого типа состоит из определенных частей, которые в совокупности делают его тем, кем он и является. Составляющими элементами метчика являются:
- хвостовик;
- режущая и калибрующая части;
- канавка для закрепления в патроне;
- место для передачи крутящегося момента;
- канавки для отвода стружки;
- перья.
Каждая часть отвечает за определенный момент резьбы. Некоторые из них одинаковы у разных видов инструмента, но есть и отличающиеся элементы. Например, длина режущейся части, которая меняется в зависимости от назначения приспособления.
Из чего изготавливается
Средство для создания отверстий в металлических изделиях различается и по материалу изготовления. Наиболее распространенными материалами являются:
- высокоуглеродистая сталь;
- быстрорежущая сталь;
- твердые сплавы.
Почему нельзя производить промышленное орудие из одного материала? Потому что приходиться иметь дело с разными поверхностями. При этом отверстия создаются разными способами. Поэтому деталь из одного материала применяется при ручной резьбе, а из другого– в остальных случаях.
Но основой любого инструмента служит высокопрочная сталь. Материал изготовления проходит через серьезную обработку ради повышения прочности.
Виды метчиков
В обиходе существует не одна разновидность столь нужного инструмента, поэтому начинающему и даже профессионалу нужно знать основные характеристики каждого из них. Тогда обработка в отверстии будет соответствовать всем требованиям.
1. Ручной отличается несколько другой формой заходной части. Но в целом он обладает всеми основными элементами конструкции и особенно подходит для резьбы в домашних условиях. Обычно он приобретается в наборе. И идеально подходит, когда нужно выполнить обработку диаметром от 8 до 18 мм.
2. Машинно-ручные разновидности совместимы с разным оборудованием, что значительно упрощает выполнение работы. Они более устойчивы к нагрузкам, так что используются при больших объемах обработки.
3. Гаечные уже своим наименованием подсказывают, где именно они должны применяться. Отверстие, выполненное ими, имеет прямолинейную форму, если деталь используется на сверлильных станках. Но могут быть и другие виды форм. Производятся в единичном комплекте и оснащены 12 винтами. Различаются по внешнему типу в зависимости от места применения.
4. Левые метчики также есть в продаже, и их можно приобрести, когда обработка отверстий происходит ручным или машинным способом. Они имеют свое обозначение и создают иную резьбу в отверстии, чем другие инструменты. Классифицируются по форме, поэтому левые детали можно считать одной большой группой, в которую входят множество подгрупп.
5. Дюймовые специально выпускаются для тех случаев, когда нарезка измеряется в дюймах. Производитель изготавливает деталь трех видов точности, которые расфасовываются по двух или трех компонентному набору. Имеют также разделение по стандарту. Поэтому при покупке следует обращать внимание на маркировку.
6. Трубные относятся к той же категории, что и дюймовые. Однако при этом с их помощью создаются нарезки диаметром от 1/8 до 2 дюймов. Отличаются типом захода, который бывает тупым или острым. А также их бывают ручными и машинными. Отлично подходят для соединения элементов системы водоснабжения.
7. Конические нужны, когда и резьба должна быть соответствующей. Обычно такие детали применяют при нарезке метрических и трубных отверстий. Конусные выделяются из всего ассортимента удлиненной заборной частью, у которой есть неполная резьба, переходящая в полную. Минус – при их использовании приходится прилагать больше усилий. Ведь у них нет калибрующей части.
8. Трапецеидальные – это специальные инструменты, диаметры которых регулируются ГОСТом, а область применения довольно обширна. Чаще всего это суппорты станков или подготовка резьбы в глухих сквозных станках. Они производятся из быстрорежущей стали, могут выдерживать те нагрузки, которые недоступны другим деталям.
Правила нарезания внутренней резьбы метчиком
Начинающему мастеру, который не обладает достаточным опытом работы с инструментом, следует выполнять работу в следующей последовательности:
- Первым делом просверлить само отверстие. Работа начинается с важного этапа, поэтому следует быть внимательным и не допускать ошибок. Если это произойдет, последствия будут таковыми – неплотная резьба или сломается сам инструмент потому, что на него будет оказываться неприемлемая нагрузка. Каким должен быть диаметр отверстия, можно посмотреть в специально таблице. Метчикодержатель располагается строго перпендикулярно к поверхности и никак иначе.
- Если работы выполняются вручную, то мастер поступает следующим образом: делает два оборота вперед, а следом один назад.
- Сначала используют черновое орудие и только потом чистовое.
- Если отверстие нужно очень глубокое, то необходимо иногда полностью доставать приспособление и очищать проход.
- В таких случаях также используют смазку, например, керосин или льняное масло.
- Орудие для создания глубоких отверстий выбирается длиннее, чем глубина нарезки.
Только следование правилам и требованиям позволит получить нужный результат, вне зависимости от того, по металлу какого типа проводится резьба.
Действующие стандарты
Есть различные стандарты, которые определяют, из чего должны изготавливать приспособления. ГОСТы распространяются на все типы инструментов и касаются каждой его части. Вникать в детали по большей части приходится профессионалам, так как для бытовой сферы достаточно использовать два комплекта орудия.
О конструкции можно прочесть, если скачать ГОСТ 3266-81, а про техническую часть –3449-84. Они содержат подробную информацию о том, какие типы орудия и где необходимо использовать, какой должна получиться обработка – бесстружечная, инструментальная.
ГОСТ 3266-81 «Метчики машинные и ручные. Конструкция и размеры»
ГОСТ 3449-84 «Метчики. Технические условия»
10 типов метчиков, о которых вам нужно знать – urdesignmag
На рынке вы найдете все виды метчиков. Мы покажем вам, чем они отличаются и каковы их приложения. Мы уверены, что после прочтения вы будете знать, что покупать.
Метчики с резьбой используются для нарезания внутренней части сопрягаемой пары в металлических застежках. С другой стороны, штамповка вырезает охватываемую часть металлического крепежа. Метчиками нарезаются гайки и высеченные болты.
Есть разница между нарезанием резьбы и нарезанием резьбы.Как нарезание резьбы, так и нарезание резьбы обеспечивает получение винтовой резьбы. Однако при нарезании резьбы образуется внешняя резьба, а при нарезании резьбы – внутренняя.
Существует множество типов метчиков с резьбой, включая ручные метчики, метчики для заглушек, метчики со спиральным острием и метчики с ручным приводом. Это лишь некоторые из множества различных резьбовых метчиков.
Ниже представлен список из десяти типов метчиков, чтобы вы знали, для чего они нужны. Обладая информацией, которой мы вас вооружаем, вы сможете принимать обоснованные решения, чтобы решить, какой тип резьбового метчика вам нужен.Перейдите в Руководство на ToolsDuty.com, чтобы купить один из лучших наборов для штамповки и штамповки.
10 типов метчиков
Вы можете купить ручные краны в местном хозяйственном магазине. Это обычное явление, но не для работы с ЧПУ. Сравните простукивание вручную с метчиками из магазина. Вы увидите, что ваши деньги были хорошим вложением. Купленный в магазине работает намного лучше.
Есть два вида ручных метчиков: конусный метчик и метчик для дна. Это следующие:
Метчики с конусом отлично подходят для нарезания резьбы.Он поставляется с большим количеством конусов, поэтому вы можете легко резать. Вы можете найти их практически где угодно.
Метчики с нижним краем не имеют сужения к концу. Это потому, что он предназначен для прорезания нижней части досягаемости. Нижние метчики сужаются до полутора витков резьбы.
Метчики этого типа подходят для нарезания резьбы глухих отверстий, но перед тем, как делать это метчиком для опускания дна, следует зарезать отверстие коническим метчиком.
2. Заглушка
Пробковые метчики имеют от трех до пяти конических резьб.Это число больше у метчиков с конусом и меньше у метчиков с дном.
Терминология не всегда одинакова и меняется в зависимости от того, где вы находитесь. В некоторых местах нижний отвод называется заглушкой. С другой стороны, название штекерного крана – это второй кран. Вот почему вы должны убедиться, что выбрали правильный.
3. Ответвители
Если у вас есть ручная работа или приложения с ЧПУ, то этот тип резьбонарезного станка вам подойдет.
4. Метчики со спиральным острием
Метчики со спиральным острием имеют спиральную насечку и канавки с разгрузкой.Это обычный метчик с резьбой, похожий на руку. Отличие заключается в том, что угол наклона режущей кромки по спирали способствует выпуску стружки. Кроме того, скошенный край отлично работает.
Это самый дешевый метчик для резьбонарезного нарезания резьбы. Они также быстрее, чем ручные метчики. Однако с ним сложно работать над глухими дырами.
5. Метчики со спиральной канавкой
Метчики со спиральными канавками похожи на концевые фрезы, поскольку имеют открытые спирали. Они предпочтительнее, так как могут выталкивать стружку из отверстия.Кроме того, это тот, который вам следует выбрать, если вы имеете дело с глухими отверстиями.
Кроме того, они отлично подходят для отверстий с перерывами, в которых есть пересекающиеся элементы. К тому же это удобно. Вы поймете это, когда сравните это с ручным метчиком.
6. Метчик с прерывистой резьбой
В метчике с прерывистой резьбой есть зуб для каждой второй резьбы. По этой причине хорошо извлекает стружку. При использовании метчика с прерывистой резьбой стружка легко выходит.
7. Отводы для труб
Метчики для трубной резьбы. Вы найдете как прямые, так и конические смесители. Правильный выбор зависит от того, хотите ли вы, чтобы трубная резьба была конической или прямой.
Метчики для труб работают тяжело, так как сверлить конусное отверстие невозможно. Больше выходит сверху и меньше снизу.
8. Метчики формовочные / рулонные
Метчик для форм намного лучше, чем метчик для резки. Вместо того, чтобы резать, формирующие метчики формируют холодную форму, что означает, что металл сжимается на месте, и выходящие из него нити представляют собой «рулонные нити».”
Таким образом получаются прочные метчики и прочная резьба. Поскольку нет резки, нет стружки, которую нужно удалить. Для метчиков-форм требуются разные скорости, подача и начальные размеры отверстий.
Большинство людей используют этот тип метчиков для обработки мягких материалов, например алюминия. Однако вы можете использовать его и на твердых материалах. Он может работать с твердостью 36 HRC или 340 BHN, поэтому вы можете использовать его также для многих типов стали и других материалов.
9. Удлинитель
Удлинитель с длинным хвостовиком. Это позволяет добраться до труднодоступных отверстий.«Длинный метчик акулы» – еще одно название этого метчика с резьбой.
10. Метчики пробивные
В этом метчике используется технология Audi и Emuge, которая позволяет сократить время цикла нарезания резьбы на 75%. Это отличный инструмент для нарезания резьбы.
Заключение
Метчики и плашки – это инструменты, которые люди используют для нарезания резьбы. Этот процесс называется потоком. Метчик перерезает женскую часть пары. С другой стороны, штамп вырезает охватываемую часть пары для спаривания. Другими словами, метчик режет гайки, а штамп – болты.
Весь процесс нарезания резьбы и нарезания – это нарезание резьбы. А использование штампа называется «нарезанием резьбы».
Когда дело доходит до метчиков, у вас есть много вариантов на выбор. Каждая конструкция резьбового метчика предназначена для определенных функций. Некоторые хорошо справляются с мягким материалом, а другие – с твердым.
Теперь, когда вы знаете о различных типах метчиков, купите тот, который подходит для вашей задачи.
При таком большом количестве наборов метчиков и штампов на рынке очевидно, что сделать выбор не так просто.К счастью, вот информативная статья, которая содержит всеобъемлющий анализ брендов топовых смесителей и штампов.
Комментарии
комментария
Типы кранов
Трение
Трение – это сопротивление движению, которое имеет место, когда одно тело движется по другому, и обычно определяется как «сила, которая действует между двумя телами на поверхности их контакта, чтобы противостоять их скольжению друг по другу». Сила трения, F , зависит от условий, при которых происходит скольжение – определенного отношения к давлению между двумя телами; это давление называется нормальным давлением Н . Соотношение между силой трения и нормальным давлением определяется коэффициентом трения, обычно обозначаемым греческой буквой.
Если тело помещено на наклонной плоскости, трение между телом и плоскостью не позволит ему соскользнуть по наклонной поверхности, при условии, что угол между плоскостью и горизонталью не слишком велик.
Однако будет определенный угол, при котором тело едва ли сможет оставаться в неподвижном состоянии, поскольку сопротивление трения почти преодолевается тенденцией тела соскальзывать вниз.Этот угол называется углом естественного откоса, а тангенс этого угла равен коэффициенту трения. Угол естественного откоса часто обозначается греческой буквой. Таким образом, π = tan q.
Рисунок 1 – Влияние смазки на трение
Чтобы вывести тело из состояния покоя, требуется большая сила, чем просто удерживать его в движении, потому что трение покоя больше, чем трение движения.
- Природа трения – когда одна поверхность трется о другую, сопротивление скольжению называется трением.
- Характер сопротивления – при увеличении видна шероховатость кажущейся гладкой поверхности. Эти неровности поверхности сцепляются друг с другом и препятствуют свободному скольжению.
- Уменьшение трения между движущимися поверхностями:
- Уменьшение неровностей поверхности механическим способом. Не может быть полностью устранен.
- Промежуток смазки между поверхностями.
- Действие смазки:
«Маслянистость» – определите – Эффект трения (отсутствие смазки) – неровности поверхностей, трущихся друг о друга, выделяют тепло.Тепло вызывает плавление или сварку неровностей. Сварка приводит к отрыву неровностей на каждой поверхности, вызывая задиры и работу подшипников. Смазка – снижает трение и силу, необходимую для движения. Снижает повышение температуры, но не устраняет. Тепло разжижает смазку.
Смазочные материалы и смазка
Смазка используется для одной или нескольких из следующих целей:
- Для уменьшения трения
- Для предотвращения износа
- Для предотвращения прилипания
- Для помощи в распределении нагрузки
- для охлаждения движущихся элементов и
- Для предотвращения коррозии.
Спектр материалов, используемых в качестве смазочных материалов, с годами значительно расширился, так что в дополнение к маслам и консистентным смазкам в этой роли теперь используются многие пластмассы, твердые вещества и даже газы. Единственными ограничениями многих из этих материалов являются их способность самовосстанавливаться, рассеивать тепло от трения, их реакция на высокие температуры окружающей среды и их стабильность в комбинированных средах. Из-за широкого выбора смазочных материалов рекомендуется тщательно выбирать материал и способ нанесения.Доступны следующие виды смазочных материалов:
- Жидкости нефтяные
- синтетические жидкости
- смазки
- плотные пленки
- рабочие жидкости
- газы
- пластмассы
- животный жир
- металлические и минеральные пленки и
- масла растительные.
Ключи для метчиков – это инструменты, которые используются для удержания метчика и поворота метчика при нарезании внутренней резьбы вручную.Они сделаны из стали и обычно имеют:
- Расположенные по центру губки для удержания метчиков разного размера.
- Средство регулировки размера раскрытия челюсти.
- Ручки для поворота крана.
Метчики ручные изготавливаются из углеродистой или быстрорежущей стали, подвергнутой закалке и отпуску, и имеют:
- Аккуратно нарезайте или отшлифуйте наружную резьбу.
- Заточены фаски на ведущей резьбе метчика для облегчения пуска.
- Три или более канавок для формирования режущих поверхностей на внешней резьбе и каналов для удаления стружки.
- Концы их хвостовиков имеют квадратную форму, чтобы их можно было надежно удерживать в ключ для метчика.
- Маркировка на хвостовике для обозначения размера и типа резьбы.
Рисунок 2 – Ручной метчик
Типы гаечных ключей
Тип стержня
Ключ для метчика стержневого типа имеет плоские зажимные губки с центральной частью, форма которых позволяет захватывать квадратный конец метчика.Одна скользящая губка регулируется винтом, приводимым в действие путем вращения одной из рукояток вокруг своей оси. Концы двух ручек накатаны.
Рисунок 3 – Ключ для метчиков стержневого типа
Тройник
Тройниковые метчики имеют небольшой регулируемый двухкулачковый патрон на конце стержня с рукояткой. Наибольшая вместимость принимает метчики размером до 13 мм. Рукоятку поворачивают одной рукой.
Рисунок 4 – Ключ для метчика T-типа
Блоки штифтов
Патроны со штифтами для тонкого нарезания резьбы в инструментах.Штифтовые патроны имеют очень маленький регулируемый двухкулачковый патрон, установленный на конце стержня с накаткой.
Рисунок 5 – Паз штифта для инструментальной резьбы
Метчики обычно используются наборами по три метчика, чтобы обеспечить постепенное нарезание резьбы.
Обычные ручные метчики используются для большинства общих работ. Каждый набор состоит из метчиков с конусом, промежуточных метчиков и метчиков для заглушек или пуговиц. Каждый метчик в наборе имеет одинаковую длину и размеры резьбы, отличается только конический шаг.
- Конусный метчик всегда следует использовать для заправки резьбы. Сквозные отверстия можно полностью нарезать резьбой с помощью метчика.
- Используйте промежуточный метчик для глубоких сквозных и глухих отверстий.
- Используйте заглушку или метчик с нижней частью, чтобы довести резьбу до нужной глубины в глухом отверстии.
Отверстия для нарезания резьбы
Отверстия правильного размера и состояния необходимы для успешного нарезания резьбы.Важность правильного сверления резьбовых отверстий показана на Рисунке 6.
Для нарезания резьбы в глубоких отверстиях или для средних промышленных работ глубина резьбы 60% – 70% обычно обеспечивает большую прочность, чем у ответного винта.
Рисунок 6 – Отверстия для нарезания резьбы
Для правильного сверления:
- Используйте правильный размер резьбы
- Правильно заточено сверло
- Очистить глухие отверстия от стружки
Размеры резьбонарезного сверла для метрической резьбы ISO
Ном.Dia. Метчик м / м | Шаг м / м | Сверло для нарезания резьбы | Ном. Dia. Метчик м / м | Шаг м / м | Сверло для нарезания резьбы |
2,0 | 0,40 | 1,65 или 1.60 м / м | 14,0 | 1,50 | 12,50 или 12,60 м / м |
2,2 | 0,45 | 1,80 или 1,75 м / м | 14,2 | 1,25 | 12.80 или 12.90 м / м |
2.5 | 0,45 | 2,10 или 2,05 м / м | 16,0 | 2,00 | 14,00 м / м |
3,0 | 0,50 | 2,55 или 2,50 м / м | 16,0 | 1,50 | 14.50 или 14,60 м / м |
3,5 | 0.60 | 2,95 или 2,90 м / м | 18,0 | 2,50 | 15,50 или 39/64 “ |
4,0 | 0,70 | 3,30 м / м | 18.0 | 1,50 | 16,50 м / м |
5,0 | 0,80 | 4,20 м / м | 20,0 | 2,50 | 17,50 или 11/16 “ |
5,0 | 0,50 | 4.50 м / м | 20,0 | 1,50 | 18,50 м / м |
6.0 | 1,00 | 5,10 или 5,00 м / м | 22,0 | 2,50 | 19,50 или 19,75 м / м |
6.0 | 0,75 | 5,20 или 5,30 м / м | 24,0 | 3,00 | 21,00 или 21,25 м / м |
7,0 | 1,00 | 6,10 или 6,00 м / м | 27,0 | 3,00 | 24.00 или 24,25 м / м |
8,0 | 1,25 | 6,90 или 6,80 м / м | 30,0 | 3,50 | 26,50 или 1,3 / 64 дюйма |
8,0 | 1,00 | 7,00 или 7,10 м / м | 33.0 | 3,50 | 29,50 или 1,5 / 32 дюйма |
9,0 | 1,25 | 7,90 или 7,80 м / м | 36,0 | 4,00 | 32,00 или 1,1 / 4 “ |
10,0 | 1.50 | 8,60 или 8,50 м / м | 39,0 | 4,00 | 35,00 или 1,3 / 8 “ |
10,0 | 1,25 | 8,80 или 8,90 м / м | 42,0 | 4,50 | 1,31 / 64 дюйма или 37.50 м / м |
10,0 | 1,00 | 9,00 или 9,10 м / м | 45,0 | 4,50 | 1,39 / 64 дюйма или 40,50 м / м |
11,0 | 1,50 | 9,60 или 9,50 м / м | 48.0 | 5,00 | 1,45 / 64 дюйма или 43,00 м / м |
12,0 | 1,75 | 10,40 или 10,20 м / м | 52,0 | 5,00 | 1,55 / 64 дюйма или 47,00 м / м |
12,0 | 1.50 | 10,50 или 10,60 м / м | 56,0 | 5,50 | 2 дюйма или 50,50 м / м |
14,0 | 2,00 | 12,20 или 12,00 м / м | 60,0 | 5,50 | 2,5 / 32 дюйма |
Таблица 1 – Размеры нарезного сверла для метрической резьбы ISO
Приведенные ниже формулы используются для расчета глубины резьбы:
P = шаг
ISO = 0.6495 x P
BSW = 0,640 x P
BA = 0,600 x P
Сверла для нарезания метчиков малого диаметра
Номинальный диам. Кран | B.S.W. | B.S.F. | N.C. | Н.F. |
1/16 дюйма | 1,15 м / м | – | – | – |
3/32 дюйма | 1,9 м / м | – | – | – |
1/8 дюйма | 2.55 м / м | – | – | – |
5/32 “ | 3,1 м / м | – | – | – |
3/16 дюйма | 3,7 м / м | 5/32 “ | – | – |
7/32 “ | 11/64 “ | 4,6 м / м | – | – |
1/4 дюйма | 5,1 м / м | 5.3 м / м | 5,2 м / м | 5,5 м / м |
5/16 “ | 6,5 м / м | 6,8 м / м | 6,6 м / м | 6.9 м / м |
3/8 дюйма | 5/16 “ | 8,3 м / м | 8 м / м | 8,5 м / м |
7/16 “ | 9,3 м / м | 9,7 м / м | 9,4 м / м | 9,9 м / м |
1/2 “ | 10,5 м / м | 7/16 “ | 10,8 м / м | 11.5 м / м |
9/16 “ | 12,1 м / м | 1/2 “ | 12,2 м / м | 12,9 м / м |
5/8 дюйма | 13,5 м / м | 14 м / м | 13.5 м / м | 14,5 м / м |
11/16 дюйма | 15,0 м / м | 15,5 м / м | 5/8 “ | 19,32 “ |
3/4 дюйма | 41/64 “ | 16,75 м / м | 16,5 м / м | 11/16 “ |
7/8 “ | 19,25 м / м | 25/32 “ | 49/64 “ | 20.5 м / м |
1 “ | 22 м / м | 22,75 м / м | 22,25 м / м | 23,25 м / м |
1,1 / 8 “ | 24,75 м / м | 25.5 м / м | 63/64 “ | 26,5 м / м |
1,1 / 4 дюйма | 1,3 / 32 дюйма | 1,1 / 8 “ | 1,7 / 64 дюйма | 29,5 м / м |
1.3/8 дюйма | 1,3 / 16 “ | 31,5 м / м | 30,75 м / м | 1,19 / 64 дюйма |
1,1 / 2 “ | 33,5 м / м | 1,23 / 64 “ | 1.21/64 “ | 36,00 м / м |
1,5 / 8 “ | 35,5 м / м | 1,31 / 64 дюйма | 36 м / м | – |
1,3 / 4 дюйма | 39,0 м / м | 1.19/32 “ | 1,35 / 64 дюйма | – |
1,7 / 8 “ | 1,5 / 8 “ | 1,23 / 32 “ | – | – |
2 “ | 44,5 м / м | 1.27/32 “ | 1,25 / 32 “ | – |
Таблица 2 – Сверла для нарезания метчиков с дробным размером дюйма
Сверла для метчиков с обозначением
№ | Б.А. | Н.З. | Н.Ф. |
0 | 5,10 м / м | – | 1,25 м / м |
1 | 4,50 м / м | 1.55 м / м | 1,55 м / м |
2 | 4,00 м / м | 1,85 м / м | 1,90 м / м |
3 | 3,40 м / м | 2,10 м / м | 2,15 м / м |
4 | 3,00 м / м | 2,35 м / м | 2,40 м / м |
5 | 2.65 м / м | 2,65 м / м | 2,70 м / м |
6 | 2,30 м / м | 2,85 м / м | 2,95 м / м |
7 | 2.05 м / м | – | – |
8 | 1,80 м / м | 3,50 м / м | 9/64 “ |
9 | 1,55 м / м | – | – |
10 | 1,40 м / м | 3,90 м / м | 4,10 м / м |
11 | 1,20 м / м | – | – |
12 | 1.05 м / м | 4,50 м / м | 4,70 м / м |
Таблица 3 – Сверла для нарезания метчиков с условным номером
Б.А. – Британская ассоциация
Северная Каролина – Национальная грубая
ООН – Унифицированный грубый
Н.Ф. – Государственный штраф
U.Н.Ф. – Единый штраф
Нарезание сквозного отверстия
Способ нарезания резьбы в сквозном отверстии показан в следующей последовательности:
Рисунок 7 – Нарезание сквозного отверстия
Нарезание глухого отверстия
Глухие отверстия нельзя нарезать прямо до дна. По мере того, как просверливается резьбовое отверстие, следует использовать ограничитель глубины на сверлильном станке. Глубина отверстия должна быть больше требуемой глубины резьбы.
Можно использовать гайку сверху в качестве стопора.
Используйте обычные процедуры нарезания резьбы, но часто удаляйте стружку.
Удалите стружку из работы, переворачивая небольшие работы.
Никогда не выдувайте стружку сжатым воздухом.
Если до достижения измеренной глубины чувствуется чрезмерное сопротивление, удалите все стружки и попробуйте еще раз с помощью метчика с конусом. Повторяйте процедуру смены метчиков до тех пор, пока не будет достигнута нужная глубина.
Рисунок 8 – Нарезание глухого отверстия
Ручная заправка
Приклад – это инструмент, используемый для удержания и поворота резьбонарезного штампа при нарезании наружной резьбы вручную.
Ложи изготавливаются из низкоуглеродистой стали или ковкого чугуна и обычно имеют:
- Центральная выемка для одной из штампов разных размеров.
- Средство небольшой регулировки размера матрицы для изменения глубины нарезания резьбы.
- Положение о виновности кубика.
- Ручки с накаткой для поворота матрицы
Рисунок 9 – Stock
Плашки изготовлены из легированной инструментальной стали, подвергнутой закалке и отпуску, и имеют:
- Аккуратно нарезать внутреннюю резьбу.
- Три или более канавок для образования режущих кромок на внутренней резьбе и полостей для удаления стружки.
- Заточены фаски на первых нескольких витках резьбы переднего конца матрицы для облегчения пуска.
- Некоторая форма разделения или разделения, позволяющая очень незначительно регулировать глубину нарезаемой резьбы. Для этой регулировки используются винты в матрице или в ложе, или и то, и другое.
Рисунок 10 – Матрица большой кнопки
Размер и тип резьбы указаны на штампе.
Размер резания, указанный на матрице, соответствует максимальному диаметру материала, в который нарезается резьба. Использование негабаритного материала приведет к повреждению штампа.
Круглые профили и трубы подготавливаются к нарезанию резьбы путем опиливания, обрезки или шлифования небольшой фаски на конце. Чтобы начать резьбу, вставьте матрицу передним концом и лицевой стороной на переднюю сторону ложи.
Рисунок 11 – Запуск потока
Типы заготовок и плашек
Ложи кнопочные – цельные, с буртиком и стопорными винтами.Они имеют цельный диск диаметром.
Рисунок 12 – Ложа с пуговичным шаблоном
Приклады для быстрой резки предназначены для удерживания двухсекционных регулируемых матриц.
Эти штампы обычно имеют двойной уровень на их внешних сторонах, чтобы соответствовать ложу. Плашки могут удерживаться в колпачке или цанге, в которые ввинчивается направляющая. Регулировочные винты в крышке опираются на заднюю часть половинок матрицы. Большая регулировка глубины резьбы возможна с помощью двухкомпонентных матриц.
Рисунок 13 – Сборка двухкомпонентного штампа
Рисунок 14 – ????
Ложи эластичные с односторонним разрезом и зажимным винтом.
Штифты в углублении ложи определяют направляющую пластину.
Рисунок 15 – Приклад эластичного типа
Схема нарезания резьбы
После шлифовки фаски на кромке материала; Последовательность нарезания резьбы показана на следующей схеме.
Рисунок 16 – Нарезание резьбы
Если нить должна проходить прямо до заплечика:
- Завинтите матрицу до тех пор, пока ее передняя поверхность не выйдет за пределы уступа.
- Поменяйте местами завинчивание и снимите матрицу с резьбы.
- Снимите матрицу и переверните ее в ложу.
- Проведите новую резьбу до тех пор, пока другая поверхность матрицы не коснется заплечика.
Рисунок 17 – Обрезание нити до плеча
Источник: http: // local.ecollege.ie/Content/APPRENTICE/liu/sheetmetal_notes/Tapping,%20Threading%20and%20Assembly_M1_U7.doc
Если вы являетесь автором приведенного выше текста и не соглашаетесь делиться своими знаниями для обучения, исследований, стипендий (для добросовестное использование, как указано в авторских правах США), отправьте нам электронное письмо, и мы быстро удалим ваш текст. Добросовестное использование – это ограничение и исключение из исключительного права, предоставленного законом об авторском праве автору творческой работы. В законах США об авторском праве добросовестное использование – это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей.Примеры добросовестного использования включают комментарии, поисковые системы, критику, репортажи, исследования, обучение, архивирование библиотек и стипендии. Он предусматривает легальное, нелицензионное цитирование или включение материалов, защищенных авторским правом, в работы другого автора в соответствии с четырехфакторным балансирующим тестом. (источник: http://en.wikipedia.org/wiki/Fair_use)
Информация о медицине и здоровье, содержащаяся на сайте, носит общий характер и цель , которая является чисто информативной и по этой причине не может в любом случае заменить совет врача или квалифицированного лица, имеющего законную профессию.
Тексты являются собственностью их авторов, и мы благодарим их за предоставленную нам возможность бесплатно делиться своими текстами с учащимися, преподавателями и пользователями Интернета, которые будут использоваться только в иллюстративных образовательных и научных целях.
различных резьбовых метчиков и наши возможности для каждого
Хотя инженеры и машинисты используют метчики для резьбы в широком диапазоне применений, их назначение довольно стандартно. Метчики с резьбой образуют охватывающую часть пары металлических крепежных деталей, которая подготавливает материал для использования с охватываемым компонентом, таким как болты или винты.Эта концепция проста, но выбор метчика может быть сложным.
Существует несколько различных типов метчиков для обработки ваших станков с ЧПУ. Правильный выбор крана может помочь предотвратить неприятную поломку крана, которая может отбросить вас обратно на компонент, в который вы уже налили много часов. Понимание возможностей каждого крана может помочь вам сузить круг вопросов, которые могут работать лучше всего в каждой ситуации. Давайте посмотрим на распространенные метчики с резьбой, которые вам стоит рассмотреть.
Типы резьбовых метчиков, используемых при обработке с ЧПУ
Конструкция метчика может дать преимущества в зависимости от вашего проекта.В зависимости от некоторых из следующих спецификаций проекта могут быть уместны разные отводы:
- Тип отверстия: Ваши возможности нарезания резьбы на станке с ЧПУ будут зависеть от того, какое отверстие вы нарезаете – глухое или сквозное. Глухие отверстия простираются на определенную глубину, не пробивая другую сторону материала, тогда как сквозные отверстия пробивают другую сторону. Форма метчика должна соответствовать типу отверстия во избежание поломки.
- Требуется: У многих метчиков есть каналы, известные как канавки, врезанные в корпус, чтобы отводить стружку от места нарезания резьбы.Различные типы канавок позволяют метчикам либо выталкивать стружку перед инструментом, либо вытягивать ее вверх и от инструмента. Эти типы канавок могут быть полезны в зависимости от того, пробиваете ли вы глухое или сквозное отверстие.
- Материал: Материалы, используемые при нарезании резьбы, будут зависеть от выбранного вами типа резьбового метчика. Например, твердость материала может потребовать более прочного метчика из карбида, чем для стандартной стали. Также важно то, как материал образует стружку.В сочетании с определенными метчиками некоторые материалы образуют короткие стружки, а другие – спиралевидные. Направление, в котором ваш метчик толкает определенный вид чипа, может либо работать, либо противодействовать процессу постукивания.
Помня об этих соображениях, давайте рассмотрим некоторые распространенные типы кранов, а также их использование и преимущества.
1. Метчики прямые / ручные
Метчик с прямой канавкой или ручным метчиком – один из самых простых доступных метчиков.Этот метчик получил свое название от четырех прямых каналов, которые проходят вдоль корпуса для обработки стружки. Метчик с прямой канавкой или ручной метчик можно использовать на станке или приводить в действие вручную, что придает ему большую универсальность. Кроме того, этот тип смесителя хорошо работает со сквозными или глухими отверстиями.
К сильным сторонам метчика с прямой флейтой или ручным метчиком относятся:
- Его универсальный характер может уменьшить количество необходимых вам инструментов.
- Он хорошо подходит для таких материалов, как чугун, образующих короткую стружку.
- Он может переходить от станка к метчику в зависимости от ваших потребностей.
2. Метчики со спиральной канавкой
Метчики со спиральной канавкой отличаются от метчиков с прямой канавкой своей конструкцией канавки. Как следует из названия, метчик со спиральной канавкой использует каналы, которые образуют спираль вокруг корпуса метчика. Эта структура помогает направлять стружку вверх и от места установки метчика, что особенно полезно при нарезании глухого отверстия.
Если вы используете метчик для резьбы, который проталкивает стружку на дно глухого отверстия, вы можете сломать или повредить метчик, когда дойдете до его дна. Метчики со спиральной канавкой смягчают эту проблему за счет эффективного удаления стружки. Возможно, вы захотите еще больше дифференцировать свой метчик со спиральной канавкой, выбрав степень спирали, которая соответствует материалу, который вы нажимаете:
- Спираль от 5 до 20 градусов: Низкий градус спирали порождает медленные спирали. Этот метод не мешает режущей кромке, что лучше всего подходит для твердых материалов, таких как титан, никель или нержавеющие сплавы.
- Спираль от 25 до 35 градусов: Эта конфигурация хорошо подходит для свободной обработки, свинцовых или низкоэмиссионных сталей, а также для свободной обработки латуни и бронзы.
- Спираль от 38 до 42 градусов: Эта степень хорошо работает с материалами, которые образуют относительно плотную стружку, такими как нержавеющая сталь без механической обработки или средне- и высокоуглеродистые стали.
- Спираль 45 градусов или выше: Метчики спирали с углом 45 градусов или выше производят быструю спираль.Эта конфигурация хорошо подходит для пластичных материалов, таких как медь или алюминий.
В целом, метчики со спиральной канавкой обладают следующими достоинствами:
- Это предотвращает скопление стружки на дне глухого отверстия.
- Для нажатия может потребоваться меньше усилий.
- Это упрощает перезапуск нарезания резьбы при работе с отверстием, которое прервано другим элементом.
3.Метчики спиральные
Метчик со спиральным острием представляет собой небольшую, но важную разновидность метчика с прямой канавкой. Метчики со спиральным острием имеют острие под углом, которое помогает направлять стружку перед инструментом во время нарезания резьбы. При такой конструкции метчики со спиральным концом охватывают как сквозные, так и глухие отверстия с достаточным пространством для размещения стружки.
Многие сильные стороны метчика со спиральным острием связаны с его конструкцией с мелкой канавкой, в том числе:
- Увеличенная площадь поперечного сечения
- Повышенная прочность на резание при меньшем усилии на выпускной вал
- Емкость для увеличения скорости нарезания резьбы
4.Отводы
Метчик для труб имеет более узкое применение, связанное с созданием трубной резьбы. Этот инструмент используется для нарезания резьбы в части фитинга или части трубопровода, которая будет соединена с частью прилегающей трубы. Из-за такого использования метчики для труб, как правило, имеют несколько прямых канавок и требуют большего усилия для использования.
Вы можете использовать другой тип смесителя, отличающийся от стандартной конструкции в зависимости от вашего проекта:
- Метчик для труб со спиральной канавкой: Метчик для труб со спиральной канавкой сочетает в себе винтовые каналы метчика со спиральной канавкой и стандартную конструкцию для трубного метчика.Этот инструмент удаляет стружку из резьбового отверстия, если в противном случае она может вызвать проблемы.
- Метчики для труб с прерывистой резьбой: На каждой режущей кромке этого типа метчиков для труб удален зуб, чтобы увеличить поток стружки и снизить трение при нарезании резьбы. Метчики для прерывистых труб обычно имеют нечетное количество резьбы и могут использоваться для обработки различных металлов.
- Метчики для удлинительных труб: Метчики для удлинительных труб предназначены для сверления глубоких отверстий в трубах или фитингах.Метчик для удлинительной трубы может иметь как стандартный, так и прерывистый рисунок резьбы, что помогает при нарезании резьбы на сложных участках.
- Метчики для нарезания резьбы для труб: Метчики для нарезания резьбы для труб смещают материал, а не режут его. Этот тип крана может быть хорошим выбором при работе с трубами из мягкого металла, стали, меди, алюминия или латуни.
Ключевая сила метчика заключается в том, что при правильном использовании он может создавать герметичные соединения труб.
5. Метчики для нарезания резьбы
Метчики для нарезания резьбы отличаются от других типов метчиков, поскольку они по-другому производят резьбу. В большинстве метчиков используются режущие кромки, чтобы сбрить материал и нарезать резьбу. Хотя это эффективно, при этом образуются неудобные стружки, которые могут затруднить процесс нарезания резьбы. Вместо нарезания метчик для нарезания резьбы вытесняет материал во время нарезания резьбы.
Метод нарезания резьбы имеет ряд преимуществ, в том числе:
- Прочность: Формованные нити прочнее нарезанных.
- Удобство: Метчики для нарезания резьбы не образуют стружки, что полезно для глухих отверстий.
- Долговечность: Метчики для нарезания резьбы менее подвержены поломке или износу.
- Эффективность: Метчики для нарезания резьбы могут работать с большей скоростью, чем метчики для нарезания резьбы.
Благодаря своей уникальной функциональности метчики для нарезания резьбы лучше всего подходят для обработки несколько податливых материалов, таких как:
- Алюминий
- Мягкие стали
- Латунь
- Свинец
- Медь
- Цинк
- Прочие средние сплавы
Важным фактором при выборе метчиков для нарезания резьбы является смазка.Метод нарезания резьбы вызывает повышенное трение, которое может помешать успешной резьбе. По этой причине большинство метчиков для нарезания резьбы имеют канавки или каналы, которые помогают транспортировать смазку к передней части метчика. Специальная жидкость для выдавливания или выдавливания может обеспечить наилучшие результаты при использовании этого типа инструмента.
6. Комбинированное сверло и метчик
Как следует из названия, комбинированное сверло и метчик может просверливать и нарезать отверстие за один проход. Комбинированное сверло и метчик обычно включает сверло на конце, за которым следует метчик со спиральными канавками.Этот инструмент сконструирован таким образом, что сверлильная часть метчика пробивает материал до начала нарезания резьбы.
Комбинированное сверло и метчик рекомендуется только для сквозных отверстий и может обрабатывать глубину до двух диаметров метчика. Этот инструмент может найти множество применений в сфере сборки, строительства, технического обслуживания и ремонта.
К сильным сторонам комбинированного сверла и метчика относятся:
- Он самоцентрирующийся.
- Работает на высоких оборотах.
- Там, где это применимо, это может сэкономить время.
7. Твердосплавные метчики и метчики с твердосплавными вставками
Большинство метчиков с резьбой изготавливаются из стали, но в некоторых из них используется твердый сплав из-за преимуществ, которые он дает. Как материал, карбид отличается особой прочностью и эффективностью. Это делает его идеальным при нарезании большего количества абразивных материалов, таких как:
- Чугун
- Литой алюминий
- Полимеры
- Стеклонаполненные поликарбонаты
- Прочие цветные металлы
Твердосплавные метчики могут иметь одну из двух конфигураций:
- Метчики твердосплавные: Эти метчики полностью изготовлены из твердосплавного материала, что позволяет увеличивать съем металла на высоких скоростях.
- Метчики с твердосплавными пластинами: В этих метчиках используется твердый сплав в режущей части инструмента и из быстрорежущей стали (HSS) в корпусе. Хотя метчик с твердосплавной пластиной и не такой прочный, как метчик с твердосплавной пластиной, он может быть более доступным.
Метчики с твердосплавными и твердосплавными пластинами производятся во многих конфигурациях метчиков, которые мы рассмотрели. Если вам нужна дополнительная прочность и долговечность для вашего проекта, вы можете выбрать один из следующих:
- Метчик твердосплавный с прямой канавкой
- Метчик спиральный твердосплавный
- Отводы карбидные
- Метчики карбидные резьбонарезные
Типы фасок, используемых при обработке с ЧПУ
Метчик с резьбой можно дополнительно различить по типу имеющейся фаски.Термин фаска относится к самой нижней части метчика. Конструкции с фаской служат двум основным целям: уменьшить силу, необходимую для использования метчика, и позволить режущим зубьям делать постоянно более глубокие разрезы.
Производители используют разные углы и длину фаски в зависимости от назначения метчика. При выборе типа фаски в первую очередь следует учитывать тип отверстия, которое вы нарезаете, и его глубину. Существует три основных типа фаски, с которыми вы можете столкнуться при обработке с ЧПУ.
1. Метчики конические
Конический метчик имеет самую длинную фаску – обычно от семи до 10 витков резьбы. Как правило, чем длиннее фаска метчика, тем легче будет начать нарезание резьбы в отверстии. Коническая фаска имеет небольшой угол внутрь, что упрощает выравнивание метчика в отверстии.
Поскольку конические метчики не имеют полностью сформированной резьбы на фаске, они не идеальны для нарезания резьбы по дну глухих отверстий.Вместо этого конические метчики подходят для сквозных отверстий или при первой нарезке резьбы. Обычно вы можете соединить конический метчик с другим стилем фаски, чтобы получить требуемый результат.
2. Заглушки
Метчики-пробки имеют средние фаски от трех до пяти ниток резьбы со средним внутренним углом. Мелкая конструкция пробкового метчика требует большего усилия для начала новой резьбы, что делает его более сложным в использовании, чем конический метчик.
Этот стиль фаски хорошо работает, когда вы ремонтируете резьбу, которая уже была нарезана.Это также может помочь врезаться глубже в отверстие после того, как вы начнете отверстие конусным метчиком. Если вы продеваете сквозное отверстие, пробковый метчик может быть более эффективным выбором, чем конический метчик из-за его конструкции.
3. Отводы донные
У донного метчика самая маленькая фаска с одной или двумя резьбой. Этот тип фаски имеет острый внутренний угол, что делает его идеальным для нарезания резьбы до дна глухого отверстия. Поскольку нижняя фаска очень короткая, ее чрезвычайно сложно использовать при начале новой резьбы.Метчики с донным отверстием идеально подходят для использования после того, как вы нарезали отверстие конусным или пробковым метчиком.
Повысьте качество обработки с ЧПУ с помощью нестандартных резьбовых метчиков от American Micro Industries
Независимо от того, с какими проектами обработки с ЧПУ вы сталкиваетесь, правильные инструменты могут улучшить вашу точность и результаты. Если вы ищете способы повышения производительности, обновление метчиков может быть полезным шагом. В American Micro Industries мы понимаем, что для некоторых проектов требуется нечто большее, чем инструменты или детали массового производства.Мы здесь, чтобы предоставить высококачественные индивидуальные решения, которые идеально соответствуют вашим потребностям.
Работая с нами, вы получите выгоду от нашей способности оптимизировать индивидуальный производственный процесс под одной крышей. Мы расскажем обо всем: от исследований до идентификации материалов и создания прототипов и т. Д. Наше огромное внимание к деталям побуждает нас делать все возможное, чтобы вы были полностью удовлетворены своим индивидуальным продуктом.
Если вам нужен обработанный прототип или вы хотите узнать больше об улучшении ваших проектов обработки с ЧПУ, свяжитесь с нами или запросите коммерческое предложение онлайн сегодня.
Где использовать каждый тип метчиков
Размещено: 10 декабря 2018 г. Автор: MattMВы неизбежно столкнетесь с ситуацией, когда вам нужно будет коснуться или восстановить темы в проекте. Резьбовые крепления удерживают практически все, что есть в вашей жизни, включая автомобиль, которым вы управляете. Для нарезания резьбы или ремонта резьбы существует 4 обычных ручных метчика, и каждый из них имеет определенное применение. В наборах Eastwood Tap and Die Kits есть практически все, что вы можете использовать в домашнем магазине. Ниже мы расскажем о наиболее распространенных типах кранов и о том, где вы обычно их используете.
- Метчик нижнего конца – Метчик нижнего конца легко определить по тупому концу, при этом только первые 1-2 витка резьбы на метчике сужаются. Этот метчик чаще всего используется для нарезания резьбы или исправления резьбы в глухом отверстии. В автомобильной промышленности этот метчик обычно используется для безопасной нарезки отверстий в двигателе, где заостренный метчик, такой как спиральный или метчик с выпуклым носом, может пробить дно отверстия и навсегда повредить двигатель. Отсутствие конуса в нижней части метчика позволит метчику полностью нарезать резьбу на глубину досягаемости.Если вы нарезаете новое отверстие, мы предлагаем начать с метчика с конусом и примерно на полпути переключиться на метчик с нижним краем, чтобы обеспечить полный проход через отверстие.
- Метчик для заглушки – Метчик для заглушки или «второй метчик» имеет 3-5 конических или скошенных резьб на конце, которые помогают начать резьбовое отверстие. Они хорошо подходят для очистки резьбы от уже имеющегося отверстия. Первые несколько конических резьб помогут центрировать метчик и очистить существующие резьбовые отверстия. Вы также можете использовать этот метчик после того, как спиральный или конический метчик запустил отверстие.Дайте конусному метчику прорезать отверстие примерно на 30-50%, а затем установите заглушку. Если вы пробиваете сквозное отверстие, вы можете использовать заглушку, чтобы закончить отверстие; полностью проворачивая его через отверстие за коническую резьбу.
- Конический метчик – Метчики с конусом – это то, что вы чаще всего найдете в наборе для начинающих. У них крутая фаска на конце метчика, и первые 7-10 витков резьбы будут сужаться. Они отлично подходят для создания нового отверстия или уже существующего резьбового отверстия, в котором повреждены первые 3-5 витков резьбы, а другой метчик не зацепится.Этот метчик можно использовать для сквозных отверстий, но, как и для метчика для пробок, вы должны заправлять метчик мимо конической резьбы. Метчик
- со спиральным острием «Бычий нос» – этот тип метчиков – один из наиболее распространенных, которые вы найдете в базовом наборе. Они имеют тяжелую фаску на конце и предназначены для выталкивания стружки вперед от метчика, чтобы уменьшить усилие, необходимое для нарезания резьбы в отверстии. Они хорошо подходят для сквозных отверстий и очистки отверстий с поврежденной резьбой, но их следует избегать в глухих отверстиях, так как вы пропустите 8-10 или более ниток и можете повредить дно отверстия.
Если вы хотите приобрести в магазине расходные материалы для резьбовых отверстий в гараже, сделанном своими руками, вы можете найти их в нашей подборке «Нажми и умри». Сюда входят такие средства для экономии времени, как ручки для метчиков с храповым механизмом и универсальные инструменты для ремонта резьбы.
Cutting Threads: Введение в использование метчика для завинчивания отверстий под болты
Недавно, находясь под автомобилем друга, я заметил множество стяжек, используемых для крепления всего, от кабелей аккумуляторной батареи до проводов задних фонарей и тормозных магистралей, и все свисало с топливопровод.После небольшого поворота рук я убедил его, что мы должны просверлить и проткнуть несколько отверстий, чтобы прикрепить хомуты к раме и снять напряжение с его топливопровода. Поначалу его колебания были связаны с несколькими неудачными случаями, когда он ломал метчики, отверстия и болты, которые не затягивались. Я заверил его, что мы сможем выполнить работу без каких-либо подводных камней, если выполним несколько простых шагов.
Заправка просверленного отверстия может показаться легкой задачей, но многое может пойти не так, если вы не примете надлежащих мер предосторожности при использовании ручных метчиков.Знание того, как правильно пользоваться краном, снизит риск поломки крана и сделает процесс более приятным.
Типы кранов
Существует 3 распространенных типа ручных метчиков: конические, заглушки и донные. Разница между ними относится к количеству резьбы с фаской на метчике перед резьбой на всю ширину метчика. Метчики с конической резьбой имеют от 8 до 10 резьбы с фаской, метчики с заглушкой имеют 3-5 резьбу, а метчики с нижней точкой – только 1-2 резьбы.
Метчикис конусом и заглушкой чаще всего используются для нарезания резьбовых отверстий, которые полностью проходят сквозь металл, а метчики с донным отверстием используются для нарезания «глухих» отверстий, которые не проходят насквозь.Краны для розеток чаще всего встречаются в местных магазинах бытовой техники и строительных центрах.
Что покупать
Отводы дорогие, и вы НИКОГДА не должны пытаться сэкономить. Почти каждый автолюбитель виноват, что находит такую выгодную цену на набор импортных смесителей, а затем боится их каждый раз, когда кран ломается. Вот несколько простых советов: метчики из углеродистой стали немного тверже, чем HSS, хотя они также более хрупкие и затупляются быстрее. Покупайте высококачественные U.Метчики, произведенные в S.A., Большинство автолюбителей должны выбирать HSS (быстрорежущая сталь) или лучше. В зависимости от вашего бюджета большинству любителей классических автомобилей не нужен полный набор метчиков, скорее всего, для автомобилестроения чаще всего используются грубая и мелкая резьба 1/4 “-9/16”. Когда ваши краны затупятся, выбросьте их; Из глухого крана ничего хорошего еще не вышло. Я предпочитаю метчики с коническим отверстием вместо метчиков для пробок, так как я могу запустить метчик в отверстии и мне легче увидеть, что я врезаю его прямо в отверстие.
Бурение отверстия
Для создания правильной резьбы в металле необходимо сначала просверлить в металле отверстие нужного размера.Чтобы определить отверстие правильного размера для сверления в металле, вы можете обратиться к таблице сверла и коснуться таблицы внизу этой веб-страницы. Другой метод определения приблизительного размера сверла состоит в следующем: вычтите 1 / шаг (резьбы на дюйм) из основного диаметра. Это размер сверла для метчика. Например: 1 / 4-20: 1/4 ″ = 0,250. 1/20 = 0,050. 0,250-0,050 = 0,200. Вам понадобится сверло диаметром примерно 0,200 дюйма. (В этом случае подойдет № 7 или 13/64 дюйма, что составляет 0,203 дюйма.) Дополнительный пример: 3 / 8-16: 3 / 8-1 / 16 = 5/16.
Часто при сверлении и нарезке отверстий в классических автомобилях мы делаем это не в идеальных условиях, например, в раме автомобиля. Но важно приложить все усилия, чтобы просверлить отверстие как можно более перпендикулярно. Часто, если мы просверлили отверстие криво, мы пытаемся выровнять его с помощью метчика, в результате чего получаются отверстия больше, чем крепеж, и снижается потенциальная зажимная нагрузка. Если вы сверляете и стучите по более мелким предметам на верстаке, ВСЕГДА закрепляйте их на верстаке или используйте тиски.
Просверлите отверстие в металле или детали или сквозь него, обильно нанося смазочно-охлаждающую жидкость на «сверло», это смазывает и охлаждает сверло. Помните, что более низкие обороты лучше, чем более высокие. Слишком быстро – вы повредите «сверло» или, возможно, даже свою деталь. Затем сделайте фаску на отверстии зенковкой. Это снижает нагрузку на кран и помогает держать кран ровным. Нет ничего хуже для резьбового отверстия, чем криво заводной кран. И часто вы покачиваетесь на несколько оборотов.Если отверстие началось криво, оно со временем попытается выпрямить резьбу. Это вызывает большее трение и увеличивает вероятность того, что метчик сломается. При сверлении отверстия ручным сверлом всегда смотрите на сверло с нескольких разных сторон, чтобы оно было как можно ближе к прямолинейному ходу.
Нарезание отверстия
Выберите метчик, соответствующий размеру крепежа, который вы будете устанавливать в металл, и закрепите метчик в гаечном ключе с тройниковой рукояткой.Смажьте кран смазочно-охлаждающей жидкостью. Затем налейте немного жидкости в отверстие, по которому нужно постучать. Совместите кран с просверленным отверстием и посмотрите под разными углами, чтобы убедиться, что кран идет прямо. Начните продевать отверстие в металле, поворачивая гаечный ключ с тройниковой рукояткой по часовой стрелке, чтобы получить правую резьбу. Продолжайте проверять кран, чтобы убедиться, что он ровно совпадает с отверстием. Регулярно меняйте курс, чтобы стружка разбилась на небольшие кусочки, а в отверстии не было стружки. Как только вы почувствуете сопротивление, закройте кран.Удаление стружки особенно важно при работе с толстым материалом. Сталь и латунь легко образуют стружку, поэтому в этих материалах может потребоваться полное откручивание метчика раз или два. С другой стороны, более мягкие материалы, такие как алюминий, могут образовывать более длинную стружку, которую необходимо срезать с обрабатываемой детали, и может потребоваться до половины «поворота назад» для каждого поворота метчика вперед, чтобы отрезать куски. достаточно короткий, чтобы его можно было эвакуировать из отверстия через канавки. Во время обратного действия часто можно услышать или почувствовать, как отрезанный кусок отламывается от обрабатываемого материала.Чем меньше размер крана, тем чаще потребуется реверсирование. Игнорирование этого шага может привести к засорению канавок и заклиниванию крана. Если вы будете часто двигаться вперед, кран сломается.
Несмотря на то, что медленное нарезание вручную не вызывает достаточного количества тепла, смазка по-прежнему важна. В зависимости от материалов использование коммерческого масла для заливки крана, машинного масла, ATF и даже воды значительно снижает трение и нагрузку на краны. Сульферизованная смазочно-охлаждающая жидкость, предлагаемая во многих строительных магазинах для нарезания трубной резьбы, также хорошо подходит для выпуска жидкости.Для алюминия хорошо подходит WD40, керосин или жидкое топливо. Дополнительная гладкость предотвратит заедание метчика и поможет эвакуировать стружку по канавкам.
ВАЖНО: Убедитесь, что давление на кран сведено к минимуму. Надавить нужно только при запуске крана. С этого момента вы должны убедиться, что вы только поворачиваете кран, а не наклоняете его из стороны в сторону и не нажимаете. Некоторые метчики твердые и хрупкие для резки сложных металлов.Это означает, что они очень легко защелкнутся, особенно метчики меньшего диаметра.
Болт
Если резьбовой фиксатор не входит в отверстие, поищите в отверстии мусор или металлическую стружку и очистите их. Почти никогда не нужно повторно обрезать резьбу, если только ваш метчик не того размера или сильно поврежден.
Нарезание отверстий для крепления – отличный способ закрепить стропы, кронштейны и аксессуары на вашем классическом автомобиле, а также говорит о качестве сборки.Независимо от того, находятся ли они в моторном отсеке, вдоль направляющих рамы или даже под приборной панелью, правильно просверленное и резьбовое отверстие – одна из тех деталей, которые другие будут уважать, особенно по сравнению с ассортиментом застежек-молний, страховочной проволоки и даже ленты. видел использованный на некоторых машинах. Найдите время, чтобы сделать это правильно, и вам никогда не придется делать это дважды.
Загрузите руководство по диаграмме сверления и метчиков здесь:
Метрические размеры
Стандартные размеры
Нарезание резьбы 101: Введение в нарезание резьбы
Нарезание резьбы – это процесс создания винтовой резьбы для скрепления предметов.Резьбовые детали широко распространены, и на то есть веская причина: резьба позволяет легко и недорого соединять детали. Производители создают их различными способами для использования с десятками различных типов застежек. В этом посте мы расскажем о нескольких процессах, используемых для обрезки резьбы, о том, как добавить резьбовые вставки к конкретным материалам, как предотвратить поломку метчиков и многое другое.
Нарезание ниток: как это работает
Стандартный метод создания резьбы – нарезание резьбы метчиком или штампом.«Метчики» нарезают внутреннюю резьбу, как в гайке, «плашки» – наружную резьбу, как на болте. «Нарезание резьбы метчиком» означает нарезание резьбы метчиком, а «нарезание резьбы» – нарезание резьбы матрицей. Оба эти процесса можно выполнить вручную с помощью метчика или штампа.
Ручки для метчиков и метчики для ручной нарезки резьбы
Станкис ЧПУ также могут нарезать резьбу, хотя это не похоже на сверление сквозного отверстия, когда можно просто запустить шпиндель и клюнуть вниз.Нарезание резьбы требует хорошего крутящего момента и точного управления двигателем для перемещения шпинделя и оси Z. Шпиндель также должен вращаться в обратном направлении, чтобы снять метчик. К сожалению, задача не из простых: метчики легко ломаются из-за недостаточного удаления стружки, высоких скоростей или плохого угла входа в отверстие.
Трудности возникают при поломке метчика в отверстии: если он ломается над материалом, его можно открутить плоскогубцами, но обычно они ломаются в материале или под ним.Подумайте о том, как удалить сломанный метчик из-под верхней части материала, не повредив остальную часть или резьбу. Из-за серьезности этого явления некоторые из них открыли свой бизнес по оказанию услуг по удалению сверл и метчиков.
Тип используемого метчика имеет решающее значение для обеспечения его пригодности для многих отверстий. Конические метчики имеют режущие зубья, которые постепенно взаимодействуют с заготовкой, что делает их идеальными для начальных отверстий с хорошим совмещением. Отводы с нижней подачей имеют плоское дно для доступа к самой глубокой части любого глухого отверстия.Есть много других типов метчиков, в том числе более конические для нарезания трубной резьбы и некоторые со спиральными канавками, которые помогают удалять стружку.
Нарезка отверстия на токарном станке
Для нарезания резьбы с помощью фрезы с ЧПУ, вместо использования штампа, идеально подходит тип режущего инструмента, называемый резьбовой фрезой. В отличие от метчиков и матриц, предназначенных для определенного размера и шага резьбы, резьбовые фрезы могут нарезать почти любой тип резьбы в любом направлении (левом или правом) благодаря компьютерному управлению.Механические мастерские также используют их для нарезания внутренней резьбы, что особенно удобно, когда деталь требует слишком большого отверстия для метчика правильного размера, который может поместиться в станке. Универсальность резьбовой фрезы означает, что фреза с ЧПУ может создавать резьбу в отверстиях любого размера, если деталь может поместиться в станке.
Материальные аспекты резьбы
Однако нарезание резьбы подходит не для всех материалов. Его не рекомендуется использовать при обработке дерева из-за недостаточной прочности древесины для поддержки и удержания резьбы, особенно если резьба небольшая.Иногда по тем же причинам стоит избегать нарезания тонкой резьбы в пластике. Шанс на успех зависит главным образом от размера отверстия: большие и грубые резьбы могут работать нормально. Другие мягкие материалы, такие как HDPE или пена, могут изначально удерживать нити, но, вероятно, со временем они не выдержат большого использования.
При использовании болтов и других резьбовых креплений с деревом хорошо подходят забитые резьбовые вставки, называемые «тройниковыми гайками». Просто сделав отверстие с зазором и ударив молотком, гайка устанавливается, захватывая дерево маленькими зубцами, чтобы предотвратить вращение.Они также являются самозатягивающимися: по мере затягивания ответной застежки другого размера гайка еще глубже вдавливается в древесину, предотвращая ослабление. Например, одно из распространенных применений гаек для тройников – это крепление крючков для скалолазания к стене спортзала.
При работе с пластмассами есть несколько вариантов, в том числе геликоиды, запрессованные, термоусадочные и запрессованные резьбовые вставки:
- Helicoils – это намотанная проволока из нержавеющей стали с ромбовидным поперечным сечением – на первый взгляд они могут выглядеть как чрезмерно сжатые пружины.Для них требуется начальное отверстие, которое немного больше, чем конечное резьбовое отверстие, что делает их идеальными для быстрой переделки, если нужно отремонтировать резьбовое отверстие. Они также просты в установке, доступны по цене и являются отличным вариантом для добавления резьбовых отверстий в пластиковые детали.
- Вставные вставки дороже, но их проще установить. Они сделаны из твердого материала и имеют выступы, удерживающие их в пластике, который они деформируют при установке с помощью оправочного пресса.
- Термостабилизированные и формованные вставки дают одинаковый результат, но с разными методами установки.Термостабильные вставки легко вдавить кончиком паяльника, что делает их идеальными для прототипов, напечатанных на 3D-принтере. Литые вставки лучше подходят для литья под давлением, когда их можно поместить в форму перед заполнением ее расплавленным материалом.
Резьбовые вставки используются, когда обрабатываемые материалы не подходят для нарезания резьбы.
Добавление резьбы к деталям из листового металла тоже нетривиально: тонкий материал превалирует при обработке листового металла из-за легкости, с которой он изгибается, но не удерживает больше одной-двух ниток.Можно вдавить невыпадающие гайки и вставки в лист, чтобы увеличить толщину. Как и вставки для запрессовки пластмасс, они также имеют выступы, которые заставляют материал деформироваться и обтекать их по мере схватывания.
Предотвращение обрыва резьбы
Выбрать идеальный резьбовой крепеж не всегда легко: гайки и болты бывают десятков различных типов, с множеством материалов, покрытий, стилей головок и вариантов размеров. Однако может возникнуть одна потенциальная проблема – истирание или «холодная сварка», которые могут возникнуть, когда гайка и болт или винт и резьбовое отверстие подвергаются сильному давлению.Крепежные детали из нержавеющей стали особенно подвержены этому, когда машинист может сварить вместе две точки соприкосновения. Смазочные материалы могут уменьшить трение и вероятность истирания, хотя использование более крупной резьбы также может помочь.
Чрезмерная затяжка винта или болта может привести к поломке головки. Эта проблема характерна для более мягких креплений, таких как латунные винты. Машинист должен использовать инструмент с контролем крутящего момента, чтобы предотвратить это (и заедание). Динамометрические инструменты повсеместно используются на заводах.Они предотвращают истирание или поломку застежек в самолетах, поездах, автомобилях и повседневных потребительских товарах.
Блокировка резьбы
Galling, безусловно, не идеален для большинства приложений, но иногда вы можете захотеть предотвратить расшатывание вещей во время работы, сохраняя при этом контроль, когда они разваливаются. Вибрация может вызвать выскальзывание винтов из отверстий из-за зазора между резьбовыми соединениями каждого компонента. Если бы нити выровнялись точно, их было бы невозможно собрать, поэтому необходимо немного погрешить.К сожалению, из-за вибрации винт будет сильно раскачиваться взад и вперед, в конечном итоге вылетая из отверстия.
В этой ситуации следует использовать средства для фиксации резьбы для контроля прочности замка. Некоторые жидкие продукты будут удерживать винт в резьбовом отверстии только до момента приложения небольшого крутящего момента, в то время как другие не поддадутся, пока не окажут большое количество тепла и крутящего момента. Состав для фиксации резьбы даже поставляется предварительно нанесенным на некоторые крепежные детали, что делает их идеальными для заводских настроек, когда оператор не может нанести слишком много или слишком мало и просто вбить винт.
Наложение фиксатора резьбы на болт
Есть много других методов предотвращения откручивания винтов, в том числе применение нейлоновой вставки внутри гайки для предотвращения ее ослабления (обычно сокращенно «гайка найлок»). На другом конце застежки можно использовать разрезную стопорную шайбу между головкой винта и материалом, чтобы физически раздвинуть их. Эта сила подталкивает винт вверх, проталкивая верхнюю часть его резьбы в нижнюю часть резьбы резьбового отверстия.Теперь, когда система вибрирует, винт удерживается на месте.
Потоки в программах САПР
В программах3D CAD резьбовые отверстия изображаются по-разному. Некоторые программы включают функции, которые автоматически моделируют в точных потоках. Однако большинство из них просто используют сквозное отверстие, чтобы избавить программу от требуемой вычислительной мощности модели в точных потоках. Перед созданием детали с резьбовыми отверстиями типичный метод включает моделирование размера сверла для метчика при подготовке к производству.
Если вы работаете с нами в Plethora и хотите вырезать отверстие, вам необходимо включить его в модель. Лучше всего использовать Hole Wizard, чтобы указать точные характеристики резьбы. Несмотря на то, что это может быть косметически некорректно, именно так надстройка Plethora заметит резьбовое отверстие. Если вы не хотите использовать Мастер создания отверстий и указывать резьбовое отверстие в качестве альтернативы, просто отправьте PDF-файл с обозначенным резьбовым отверстием.
Нарезание резьбы – это надежный способ недорогого и съемного соединения деталей.По этой причине детали с резьбой преобладают в механической конструкции и должны быть знакомы всем инженерам.
В Plethora мы прилагаем все усилия, чтобы безболезненно указывать потоки в вашем дизайне. Мы хотим, чтобы вы получали удовольствие от использования резьбы с точной нарезкой и идеальной посадки, поэтому дайте нам знать, если мы можем что-то сделать для улучшения процесса. Мы являемся механическим цехом, сертифицированным по стандарту ISO 9001, и наша основная цель – производить ваши детали с высочайшим уровнем качества. Наши онлайн-системы DFM и котировки готовы принять ваши данные, чтобы мы могли немедленно начать работу с вами над вашим проектом.Для начала загрузите файлы дизайна в Quote My Part или позвоните нам по телефону 415-726-2256.
Рекомендации по метчикам для определенных материалов
Производители кранов предлагают свои собственные уникальные геометрические формы для конкретных материалов и областей применения. Эта диаграмма предназначена для предоставления общей информации. Чтобы получить рекомендации по конкретным смесителям для вашего приложения, обратитесь к поставщику смесителей.
Стандартный метчик с прямой канавкой Эти метчики не выводят стружку из отверстия. По этой причине их не следует использовать для нарезания резьбы в глубоких отверстиях. Лучше всего они работают со сквозными отверстиями малой глубины и с материалами, образующими короткую стружку. |
| |||||||
|
Метчики с прямым рифлением и спиральным концом Эти метчики выталкивают стружку вперед. Стружка скручена, чтобы предотвратить попадание в канавки. Они используются для сквозных отверстий. |
| |||||||
|
Метчик со спиральной канавкой, левый Эти метчики чаще всего используются в тонкостенных деталях или для отверстий, прерванных поперечными отверстиями или продольными пазами. |
| |||||||
|
Метчик со спиральными канавками, правый Спиральные канавки транспортируют стружку обратно из отверстия. Эти метчики используются в глухих отверстиях глубиной менее 1,5 диаметра метчика из материалов, образующих короткую стружку. |
| |||||||
|
Метчик со спиральными канавками, правый Большой угол наклона спирали обеспечивает хороший отвод стружки обратно из отверстия. Эти метчики используются только в глухих отверстиях в материалах, из которых образуется длинная стружка. Их также можно использовать в более глубоких отверстиях, диаметр которых в 3 раза превышает диаметр метчика. |
| |||||||
|
| Передний угол Наилучший передний угол для метчика зависит от материала.Для материалов, которые производят длинную стружку, обычно требуется метчик с большим передним углом. Для материалов с короткой стружкой требуется меньший передний угол. Сложные материалы, такие как титан или инконнелл, требуют компромисса между большим передним углом для более длинной стружки и меньшим передним углом для большей прочности. |
Угол сброса в подаче метчика Спусковой угол меньше на метчиках для глухих отверстий, чем на метчиках для сквозных отверстий, так что корень стружки можно срезать при реверсировании метчика без разрушения режущей кромки метчика. |
Длина фаски (шаг) Фактическая нарезка резьбы выполняется метчиком.Когда на длине фаски или шаге резьбы больше резьбы, крутящий момент уменьшается, изготовление резьбы становится намного проще, а срок службы метчика увеличивается. В глухих отверстиях, где недостаточно места для просверливания достаточно глубокого метчика с более длинным шагом, используются метчики с коротким шагом. В некоторых случаях шаг метчика сокращается до 1,5 витков. Это значительно увеличивает крутящий момент и сокращает срок службы метчика. Даже при использовании метчиков с укороченным ходом важно просверлить достаточно глубоко для обеспечения необходимого зазора.Рекомендуется оставлять одну длину резьбы плюс один мм за шагом метчика в качестве зазора для сверления. Угол снятия напряжения в профиле резьбы (снятия снятия диаметра шага) |
| Метчики рулонной формы |
|
Эти метчики формируют резьбу, а не нарезают ее.