Виды плашек для нарезания резьбы, их размеры.
Плашка, иногда называют лерка – инструмент для нарезания наружной резьбы. Бывает ещё и внутренняя, её нарезают с помощью метчика.
Разного диаметраВидов и размеров существует достаточно много, рассмотрим наиболее подробно основные виды, те, которые наиболее часто используют как в быту, так и на производстве.
Содержание
- Плашкодержатели
- Метрические плашки
- Левые плашки
- Трубные плашки
- Трубные конические(дюймовые)
- Качество
Плашкодержатели
Все плашки используются совместно с плашкодержателями – инструментами для зажима.
Плашкодержатель с плашкой готов к работеОни подходят сразу под несколько диаметров плашек. Например, для маленьких (до 10мм), для средних (от 12мм до 24мм), для больших размеров (27мм-42мм). Плашка ставится внутрь держателя и затягивается винтом, под винт имеется специальная выемка.
Метрические плашки
Как видно из названия, нужны для нарезания метрической резьбы. Измеряется она в миллиметрах, в маркировке присутствует буква «М».
Измеряется она в миллиметрах, в маркировке присутствует буква «М».
Для примера: М8 или М10 – означает, что можно нарезать резьбу на 8мм и 10мм.
Размеры бывают от 1мм до 60мм, т.е. возможно нарезать практически любую резьбу по диаметру.
Шаг резьбы – расстояние между витками. У каждой плашки есть свой основной шаг резьбы. Помимо основного есть ещё и несколько дополнительных, но дополнительный всегда меньше основного.
Для примера: возьмем плашку М12. Её основной шаг – 1,75. Так же бывает (М12*1,5) (М12*1) (М12*0,75) (М12*0,5). Чем шаг мельче, тем витки располагаются ближе друг к другу. Вот для примера:
М16 с разным шагом
Таблица основных шагов резьбыПравильно измерить шаг поможет резьбомер.
Левые плашки
Нужны, чтобы нарезать левую резьбу. Используются довольно редко, например, в соединениях, которые вращаются. И будь там правая резьба – раскрутятся. Патрон у дрели закручивается винтом с левой резьбой. Маркировка таких плашек имеет латинские буквы «LH».
Маркировка таких плашек имеет латинские буквы «LH».
Маркировка левой – не перепутайте
Трубные плашки
Чтобы не путать с метрической, в маркировке присутствует буква «G».
С буквой GЕсли речь идет о трубной резьбе, то процентов 90, что вам нужна именно она. Трубная резьба измеряется в дюймах, не в миллиметрах, т.е. используется другая измерительная система. В 1 дюйме 25.4мм
Если перевести на миллиметры, то имеем:
Небольшая таблица, переводим миллиметры в дюймы:
15мм труба – ½ дюйма
20мм – ¾
25мм – 1 дюйм
32мм – 1 ¼
Для примера: G 1/2, G 3/4 – такими плашками можно нарезать резьбу на полдюйма и на три четверти, это самые распространённые и часто используемые размеры, используются для систем водоснабжения жилых домов.
Размеры: от 1/8 до 2 дюймов.
Трубные конические(дюймовые)
Используются для получения резьбы под конус. Применяется в основном на производствах, для топливных трубопроводов, станков. В маркировке есть буква «K».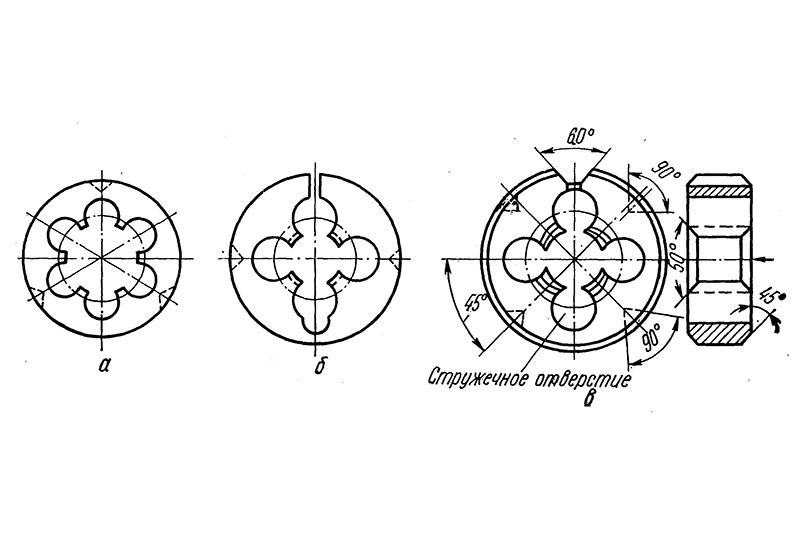
Под конус
Качество
Плашки делаются из быстрорежущей стали типа Р6М5, 9ХС, ХСС (чаще всего встречается в продаже), намного реже Р18 – такая ещё со времён советского союза.
Вообще любые с тех времен, если нашли – сразу берите, качество у них хорошее, а уж если со знаком качества, то просто великолепно,
Со старых запасов служить будут долго. Хотя вид у них не товарный обычно, могут быть даже со ржавчиной, но ничего страшного в этом нет.
Среди современных производителей неплохо зарекомендовали себя завод «туламаш», львовский инструментальный завод.
Примерные цены на плашки
М8 – 50руб
М14 – 70руб
М27 – 210руб
М48 – 550руб
G1/2 – 100руб
G3/4 – 150руб
G1 – 230руб
G2 – 800руб
Виды плашек для нарезания резьбы
Болтовое соединение можно по праву назвать самым распространенным видом крепежа. Но даже самая качественная резьба со временем приходит в негодность. Выходом из такой ситуации может быть обращение к слесарю или самостоятельное нарезание резьбы.
В обоих случаях для этого потребуется набор плашек или лерок – ручных инструментов для нарезания наружной резьбы. С их помощью можно быстро восстановить износившийся метиз или получить ответную деталь для уже имеющейся шпильки или болта.
Краткое содержимое статьи:
Классификация плашек
В магазинах и мастерских можно найти достаточно много разновидностей плашек. Рассмотрим общую классификацию инструментов по конструктивному исполнению, типу формируемой резьбы и направлению витков.
Конструкция
Первым признаком, отличающим одну лерку от другой, является конструкция корпуса. В соответствии с этим выделяют:
- Круглые плашки. Корпус представляет собой цельное кольцо, через которое проходит обрабатываемая заготовка. Благодаря высокой жесткости получается качественная резьба с хорошим профилем витков.
- Раздвижные плашки, состоящие из двух частей, предназначены для получения резьбовых поверхностей различного диаметра.

- Разрезные — разбег диаметров резьбы составляет 0,1-0,3 мм. Поэтому их целесообразно использовать для неточных резьб.

Направление резьбы
Резьба может быть правой (нитки нарезаны по часовой стрелке) или левой (против часовой). Так же различают и плашки:
- Правые. Используют для резьбонарезания на болтах, осях, винтах.
- Левые. Используются сравнительно реже в специфичных автомобильных элементах, вращательных механизмах и там, где правосторонняя нарезка раскрутится. На фото плашек можно увидеть маркировку латинские буквы «LH».
Профиль
По профилю различают метрические, трубные дюйм-плашки, трапецеидальные резьбонарезные инструменты. Каждая разновидность имеет свои особенности:
Метрические. Как следует из названия, нарезают метрическую резьбу. Обозначаются буквой «М», после которой идет цифра, указывающая на диаметр резьбы в миллиметрах. Стандартами предусмотрены размеры до 68 мм, каждому соответствует мелкий или крупный шаг. Размеры, примеры обозначения, правила приемки таких плашек по ГОСТ 9740.
Размеры, примеры обозначения, правила приемки таких плашек по ГОСТ 9740.
Трубные цилиндрические. Визуально легко определить по букве «G» на корпусе. Резьба такого типа измеряется с помощью английской единицы – дюйм, составляющей 25,4 мм.
Так, обозначение G 1/2” значит, что перед нами лерка для трубной резьбы на полдюйма. Нашли широкое применения для патрубков отопительного оборудования и систем водоснабжения. Диапазон размеров от G 1/8” до G 2”.
Трубные конические. Чтобы не путать их с остальными разновидностями, маркируются символом «К». Применяются, когда необходимо получить коническую резьбовую поверхность – в ответственных соединениях, работающих под давлением или узлах станков.
Трапецеидальные. Сечение ниток представляет собой равностороннюю трапецию. Распространены в силовых парах, преобразующих вращение в поступательное перемещение. Самый простой пример – ходовой винт и гайка станочных и слесарных тисков.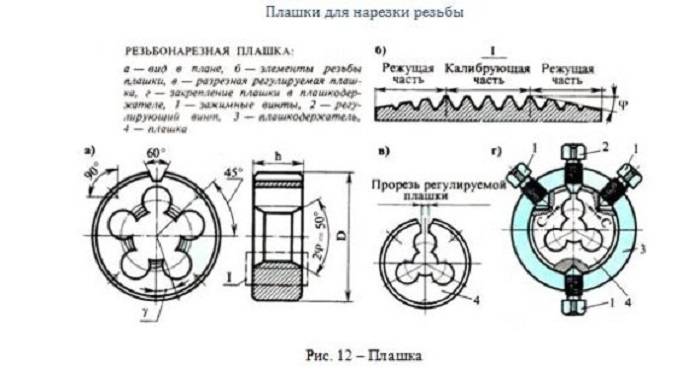
Плашкодержатели
Чтобы нарезать резьбу, одной лерки недостаточно. Понадобится еще вспомогательное устройство для зажима и удержания корпуса плашки – плашкодержатель.
Одно приспособление рассчитано сразу на несколько типоразмеров – для мелких, средних и больших резьб. Плашка устанавливается внутрь держателя и фиксируется винтом.
Материал
Для изготовления применяют быстрорежущие стали Р6М5 и Р18. Они оптимальны по соотношению «цена-качество», имеют длительный период стойкости и хорошо справляются с бытовыми задачами и мелким ремонтом.
Для производственных условий больше подойдут инструменты с твердосплавными режущими кромками. С их помощью можно получить резьбу на высоколегированной стали.
Как нарезать резьбу плашками
Нарезание резьбы метчиками и плашками – дело не хитрое, если знать несколько нюансов.
Подберите из набора плашек тот типоразмер, который будет соответствовать диаметру, шагу, направлению и виду резьбы. Подготовьте деталь к нарезке. Сточите небольшую фаску (притупление) на торце напильником. Это необходимо для лучшего врезания инструмента. Для этой же цели можно смазать заходной участок маслом.
Подготовьте деталь к нарезке. Сточите небольшую фаску (притупление) на торце напильником. Это необходимо для лучшего врезания инструмента. Для этой же цели можно смазать заходной участок маслом.
Вставьте плашку в держатель, закрепите винтом от проворачивания. Установите инструмент на деталь и выполните 2 оборота, второй рукой слегка нажимая на плашку.
После того, как кромки врезались в металл, выполняйте вращательно-поступательное движение (2-3 оборота вперед и пол-оборота назад) до конца резьбового участка.
Постоянно контролируйте положения плашкодержателя по отношению к детали. Он должен находиться перпендикулярно, без наклона. Проверить правильность нарезанной резьбы можно путем свинчивания с ответной деталью или с помощью резьбового калибра.
Фото плашек для нарезания резьбы
 youtube.com/embed/jM0CzaF4ZYQ?rel=0&showinfo=0″ frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/jM0CzaF4ZYQ?rel=0&showinfo=0″ frameborder=”0″ allowfullscreen=”allowfullscreen”> Также рекомендуем просмотреть:
- Как выбрать набор гаечных ключей
- Как пользоваться стуслом
- Набор головок с трещоткой
- Как сделать трубогиб своими руками
- Обзор современных трубных ключей
- Шарнирный вороток
- Как сделать кувалду своими руками
- Пистолет для забивания гвоздей
- Как выбрать стамеску
- Какой выбрать напильник
- Труборез для стальных труб
- Как выбрать ножовку по металлу
- Как выбрать ножовку по дереву
- Шестигранные ключи
- Как выбрать хорошие кусачки
- Виды отверток и их назначение
- Сантехнический трос для прочистки канализации
- Виды молотков
- Какой колун лучше выбрать
- Как выбрать хороший ручной рубанок
- Инструкция как сделать топор своими руками
- Метчики для нарезания резьбы
- Современные бокорезы
- Как выбрать хорошие круглогубцы
- Инструкция как выбрать и применять порошковый огнетушитель
- Как выбрать разводной ключ
Помогите сайту, поделитесь в соцсетях 😉
типов штампов — все, что вам нужно знать о штамповке из листового металла прошлое.
 После небольшого сбоя в обрабатывающей промышленности отрасли готовы снова открыть рынок и не отставать от растущих потребительских запросов. Такие отрасли, как автомобильная, аэрокосмическая, оборонная, электротехническая и электронная, промышленная инженерия и т. д., возвращаются на прежний уровень после непродолжительного периода. Именно здесь на сцену выходит индустрия штамповки листового металла. Штампы для листового металла широко используются в процессе холодной штамповки. Штамповочные прессы используются для преобразования листового металла в различные размеры и формы.
После небольшого сбоя в обрабатывающей промышленности отрасли готовы снова открыть рынок и не отставать от растущих потребительских запросов. Такие отрасли, как автомобильная, аэрокосмическая, оборонная, электротехническая и электронная, промышленная инженерия и т. д., возвращаются на прежний уровень после непродолжительного периода. Именно здесь на сцену выходит индустрия штамповки листового металла. Штампы для листового металла широко используются в процессе холодной штамповки. Штамповочные прессы используются для преобразования листового металла в различные размеры и формы.Кусочки плоского листового металла, также называемые заготовками, подаются в штамповочный пресс для листового металла, в котором имеется набор инструмента и поверхности штампа, которые помогают придать ему желаемую форму и форму.
1 Типы штампов1.1 Здесь мы рассмотрим 5 типов штампов для листового металла и их преимущества –
2 #1. Progressive Dies2.1 Преимущества Progressive Dies`
3 #2. Передаточные штампы
Передаточные штампы3.1 Преимущества передаточных штампов
4 #3. Комбинированные штампы4.1 Преимущества комбинированных штампов
5 #4. Составные штампы5.1 Преимущества составных штампов
6 #5. Несколько матриц6.1 Преимущества использования нескольких матриц
6.2 Eigen: ваш опытный партнер по штамповке
Типы матриц
Для различных целей используются в основном следующие 5 типов матриц:
- Прогрессивная матрица 9 0004
- Передаточная матрица
- Комбинация Умереть
- Составная матрица
- Составная матрица
Эти штампы для листового металла предназначены для выполнения более одной операции резки за один ход. Тем не менее, есть разные этапы, которые помогают достичь окончательных результатов. Перфорированный лист переходит от одного этапа к другому довольно сложным, но точным образом, чтобы завершить операцию штамповки.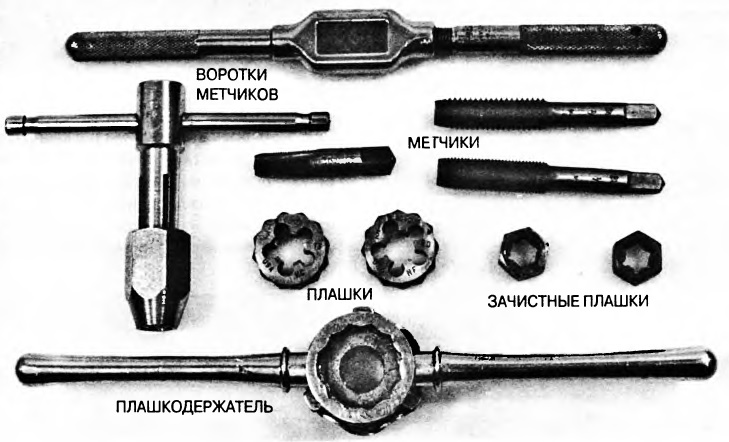 Обычно вырубка предназначена для последней операции всех прогрессивных штампов.
Обычно вырубка предназначена для последней операции всех прогрессивных штампов.
- Усилие, необходимое для каждого удара, уменьшается благодаря методологии сдвига пуансонов или обеспечения сдвига.
- С другой стороны, операции выполняются на разных этапах, поэтому сочетание проектирования и изготовления пуансона и штампа намного проще, даже если количество операций больше.
- Существуют также определенные недостатки использования прогрессивных штампов в операциях, которые не обязательно требуют сложной конструкции, настройки и точности выравнивания, а также там, где требуется не более одной операции. Поэтому лучше всего поработать с производителем, чтобы получить четкое представление, прежде чем выбрать один вариант.
УЗНАТЬ О НАШИХ УСЛУГАХ ПО ШТАМПОВКЕ
#2. Передаточные штампы Передаточные штампы аналогичны прогрессивным штампам, но основное отличие состоит в том, что вырубка обычно является первой операцией. В результате заготовка, изготовленная на первом этапе, будет перемещаться с одного этапа на другой для завершения процесса. Заготовка вручную или механически перемещается с одного этапа на другой.
В результате заготовка, изготовленная на первом этапе, будет перемещаться с одного этапа на другой для завершения процесса. Заготовка вручную или механически перемещается с одного этапа на другой.
- По сравнению с прогрессивными штампами операции более экономичны.
- С большими деталями можно легко обращаться, а эти штампы также делают процесс штамповки более универсальным.
Если производитель штампов для листового металла объединяет операции формовки и резки и выполняет один ход за один этап, то это называется комбинированным штампом.
Преимущества комбинированных штампов- Эти штампы одновременно выполняют операции формовки и резки. В результате скорость производства металла намного выше по сравнению с другими вариантами.
- Это помогает производителю быть экономичным при производстве большого количества готовой продукции для клиентов.
- Эти штампы используются в конкретных проектах штамповки, когда две операции выполняются на листовом металле.

Эти матрицы используются, когда необходимо выполнить более одной операции резки за один ход. С помощью этих штампов можно производить один компонент за один ход, что также помогает поддерживать высокую производительность. Матрицы из листового металла, используемые производителями, обычно варьируются от проекта к проекту, поэтому лучше всего получить четкое представление о преимуществах и типе матрицы, используемой для разработки желаемого компонента.
Преимущества составных штамповУсилие, необходимое для составных штампов, выше, и его лучше всего выбирать, когда количество операций меньше 3.
#5. Несколько штампов Во всех вышеперечисленных штампах можно производить только один компонент за ход. Однако, когда есть необходимость изготовить более одного компонента за ход, производитель штампов для листового металла выбирает несколько штампов. Плашки хранятся параллельно, и они называются множественными штампами.
Плашки хранятся параллельно, и они называются множественными штампами.
- Наличие нескольких штампов позволяет производить больше компонентов за более короткий период времени.
- Это обеспечивает снижение себестоимости при сохранении высокой производительности.
Выше были приведены некоторые из наиболее часто используемых в промышленности штампов для штамповки листового металла. Хотя преимуществ много, все же есть определенные недостатки, если штампы не используются для соответствующих проектов. Крайне важно полагаться на рекомендации производителей по используемым штампам. Чтобы получить наилучшие результаты, важно убедиться, что производитель имеет хороший опыт, репутацию и технологии в штампах для листового металла. Есть много производителей, которые обещают лучшее, но лишь немногие имеют возможность и желание постоянно обеспечивать наилучшие результаты. Небольшое исследование и потраченное время на четкое понимание этого аспекта помогут вам достичь наилучших результатов в вашем следующем проекте штамповки листового металла.
ОЗНАКОМЬТЕСЬ С НАШИМИ УСЛУГАМИ ПО ШТАМПОВКЕ
Компания Eigen является известным производителем штампованных изделий из листового металла на протяжении последних 15 лет. Производитель обслуживает такие отрасли, как аэрокосмическая, оборонная, автомобильная, промышленное машиностроение и тому подобное. Инструменты проектирования, средства автоматизации производства и новейшие штамповочные прессы с опытным персоналом помогают Eigen всегда обеспечивать наилучшие результаты штамповки. Все, что вам нужно сделать, это связаться с Eigen и сообщить о ваших требованиях к штамповке, и квалифицированный персонал здесь проследит за завершением проекта и доставкой лучших продуктов для штамповки. Имея глобальную клиентуру и сертификаты ISO под своим именем, Eigen гарантирует, что стандарты штамповки металлов всегда поддерживаются на уровне лучших в отрасли.
Уджвал Бхандари
Уджвал выполняет такие важные функции, как AGM Marketing, исследователь и автор для KDDL – Eigen. В настоящее время он работает с Эйгеном над внедрением проверенных методов и стратегий для маркетинговых планов на онлайн- и офлайн-платформах. Эксперт по эффективному проведению SEO, SEM, почтовому маркетингу, маркетингу в социальных сетях, PR-маркетингу, кампаниям в печати и т. Д. Уджвал координировал эффективную маркетинговую команду по различным творческим кампаниям и программным покупкам для поддержки различных усилий по перекрестному продвижению в цифровом формате. Внедряйте эффективные стратегии поисковой оптимизации с помощью дополнительных материалов и показателей.
В настоящее время он работает с Эйгеном над внедрением проверенных методов и стратегий для маркетинговых планов на онлайн- и офлайн-платформах. Эксперт по эффективному проведению SEO, SEM, почтовому маркетингу, маркетингу в социальных сетях, PR-маркетингу, кампаниям в печати и т. Д. Уджвал координировал эффективную маркетинговую команду по различным творческим кампаниям и программным покупкам для поддержки различных усилий по перекрестному продвижению в цифровом формате. Внедряйте эффективные стратегии поисковой оптимизации с помощью дополнительных материалов и показателей.
В прежние годы Уджвал имеет многолетний опыт работы на руководящих должностях в нескольких известных компаниях. Его многолетний опыт в сочетании с писательским талантом помогают ему придумывать стратегии, ориентированные на результат, для Эйгена.
10 Типы штампов, используемых в производстве, их компоненты (PDF)
Главная » Семинар » Типы штампов в производстве, компоненты, использование (PDF)by Yousef
900 06 В в этой статье вы узнаете что такое штамп в производстве ? Определение , Как работает штамп ? его схемы и Чем отличаются типы штампов ? Кроме того, загрузите PDF-файл этой статьи в конце.Штампы и типы
Что такое штамп в производстве?
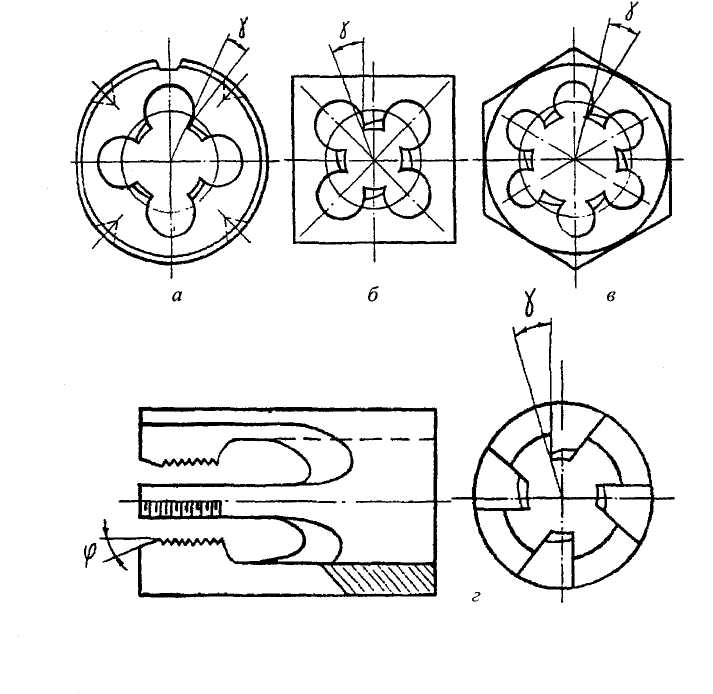
Плашки – это станок , используемый во многих отраслях обрабатывающей промышленности для нарезки металла требуемой формы или для нарезания резьбы на наружной поверхности труб, круглых стержней и т. д. Резьба соответствующего размера нарезается в плашках, которые скошены от одной стороны до определенной длины, что облегчает начало нити.
Цель использования штампов состоит в том, что они обрабатываются вручную. Они изготавливаются из высокоуглеродистой стали, быстрорежущей стали и легированной стали. Они сделаны из круглых и квадратных форм.
Как правило, штампы классифицируются в зависимости от их использования, например, штампы для штамповки используются в прессовании, штампы для литья используются в процессах формования, а штампы для волочения используются при производстве проволоки.
Читайте также: 9 Типы операций с листовым металлом со схемами
Типы штампов
Для различных целей используются в основном следующие типы матриц :
- Простая матрица
- Составная матрица
- Передаточная матрица
- Прогрессивная матрица
- Многофункциональная матрица 9000 4
- Комбинированная матрица
- Круглая разъемная матрица
- Регулируемая Матрица
- Гайка матрицы
- Пластина матрицы
- Матрица для труб
- Матрица Acron
#1 Простая матрица:
Простая матрица или матрица с одной операцией, предназначенная для выполнения только одной операции при каждом ходе пресс-ползуна. Простые штампы можно дополнительно классифицировать в соответствии с такими функциями, как резка и формование.
Режущие штампы используются в таких операциях, как обрезка, вырубка, вырубка и т. д. Формовочная матрица, используемая для гибки, скручивания и т. д.
д.
#2 Составная матрица:
Составная матрица выполняет несколько операций, таких как резка или штамповка, за один ход. Например, он может выполнять операции резки и формовки одновременно за один ход. Это очень эффективный метод для крупногабаритных деталей. Составные штампы используются для штамповки простых плоских деталей, таких как шайбы.
Составной штамп показан на рисунке. Он имеет пружину и пробойники на обоих концах. Верхняя часть пуансона соединена с ползуном и входит в контакт с металлом и пробивает отверстие. Когда пуансон движется вниз, пружина сжимается после определенного диапазона, а нижний пуансон движется вверх и прорезает отверстие.
#3 Комбинированная матрица:
Схема комбинированной матрицы показана на рисунке. В штампах этого типа операции резки и гибки совмещены и выполняются за одну операцию. Операция резки может включать обрезку, прокалывание и вырубку и может сочетаться с нережущими операциями, такими как гибка и т. д.
#4 Передаточная матрица:
Передаточная матрица использует один пресс для управления несколькими инструментами. В крупносерийном производстве передаточная матрица имеет больше преимуществ. Он может свободно передавать работу, добавляя детали детали, пока металлическая заготовка не приобретет окончательную форму.
В крупносерийном производстве передаточная матрица имеет больше преимуществ. Он может свободно передавать работу, добавляя детали детали, пока металлическая заготовка не приобретет окончательную форму.
Раньше эти процессы выполнялись с использованием отдельных прессов, и заготовка перемещалась от пресса к прессу и от штампа к штампу вручную. Автоматизация процесса переноса упрощает работу с одним прессом.
#5 Прогрессивная матрица:
Прогрессивная матрица, широко используемая в производстве деталей для различных отраслей промышленности, таких как автомобильная и электронная. Этот тип штамповки состоит из нескольких отдельных рабочих мест, каждое из которых выполняет одну или несколько различных операций над деталью. Работа или деталь перемещается от станции к станции по полосе запаса и вырезается из полосы на заключительной операции.
Прогрессивная матрица обладает многими уникальными преимуществами, включая высокую производительность при низкой стоимости рабочей силы, минимальное количество скребков, а для работы этой матрице требуется только одна установка.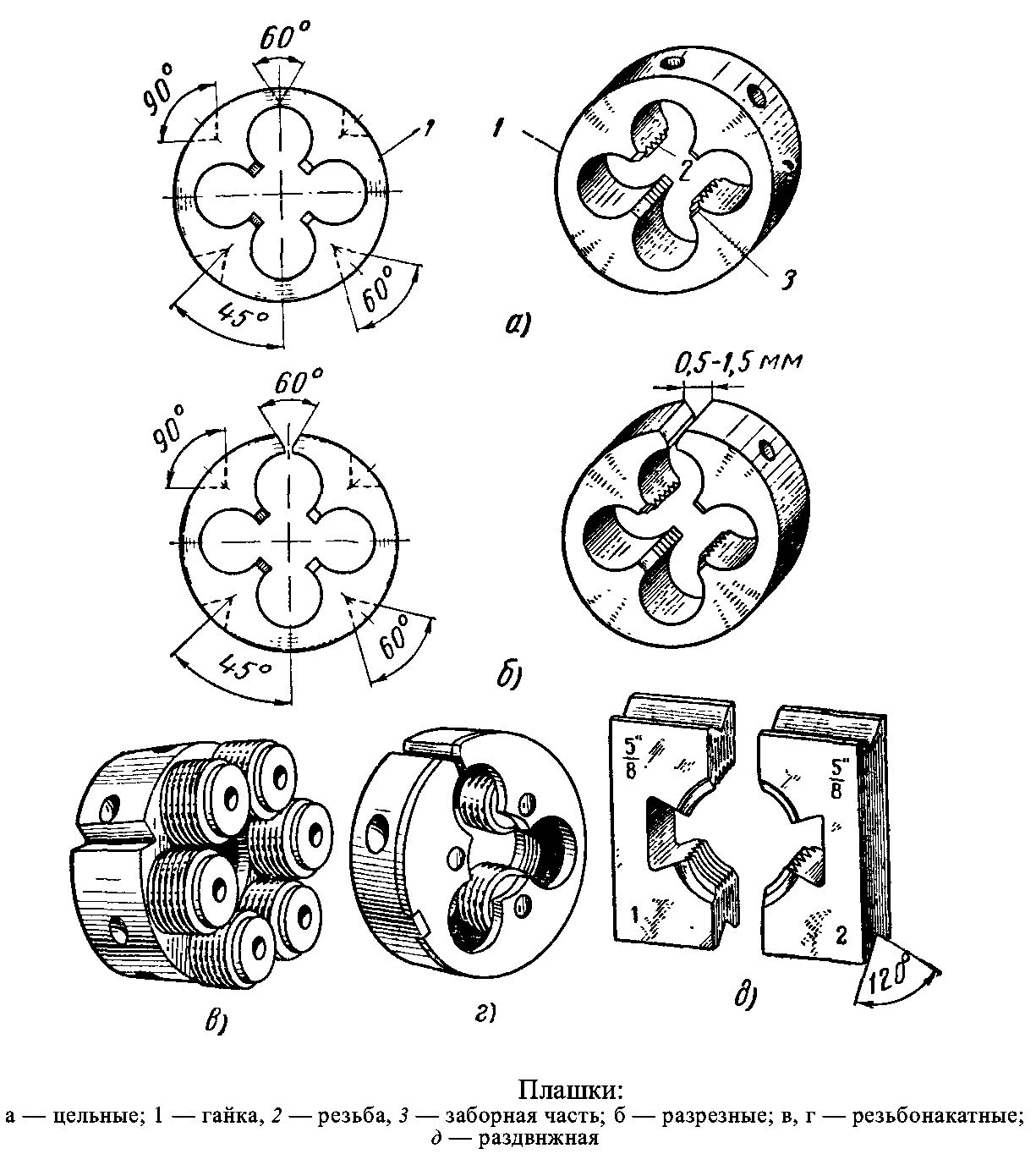
Многосекционная матрица #6:
Многосекционная матрица — это штамповочный пресс, который производит две или более идентичных деталей за один ход. Несколько простых штампов и пуансонов соединяются вместе для производства двух или более деталей при каждом ходе пресса.
Плашки для нарезания резьбы
#7
Круглая разъемная матрица :Они также известны как направляющие матрицы. Это цельная матрица, которая обрезана с одного конца. Эта матрица устанавливается на ложе таким образом, что все три винта ложи входят в гнездо, встроенное в нее.
Проверяет вращение матрицы на ложе. После установки на работу центральный винт затягивается перед нарезанием резьбы. Эти штампы используются для небольших работ. На рисунке показан круглый разделенный платеж.
#8 Регулируемая матрица:
Этот кубик состоит из двух частей. В обоих нити кусков обрезаны внутри. В этих резьбах нарезаны круглые канавки, которые выполняют функцию режущей кромки. Эти детали имеют номера 1 или 2. Расстояние между ними можно регулировать с помощью внешнего винта. Для этого имеется посадочное место винта.
Эти детали имеют номера 1 или 2. Расстояние между ними можно регулировать с помощью внешнего винта. Для этого имеется посадочное место винта.
С помощью этой матрицы можно нарезать резьбу на клиньях. Сначала обрезаются высокие нити, слегка стягивая обе части, а после затягивания обрезаются более глубокие нити. Этот тип штампа показан на рисунке.
Гайка с матрицей №9:
Форма квадратная или шестигранная гайка, как показано на рисунке. В резьбе, нарезанной внутри него, прорезаны четыре или шесть канавок, образующих режущую кромку. Используется для ремонта старых резьб. Его можно сдвинуть с помощью обычного гаечного ключа.
#10 Матрица для труб:
Эта матрица специально используется для нарезания резьбы на водопроводных, газовых и нефтяных трубах и т. д. В ней используются матрицы из двух-четырех частей, которые устанавливаются в различные типы рукояток плашек, как показано на фигура.
На ложе или рукоятках имеется регулировочный винт для регулировки матрицы. В этом штоке или ручке установлена направляющая, которая направляет матрицу для перемещения в прямом направлении трубы. Резьба, нарезанная этой матрицей, относится к особому типу, потому что эта матрица нарезает резьбу в конусе. Вот почему муфты, установленные на этих трубах, становятся непроницаемыми для газа и жидкости.
В этом штоке или ручке установлена направляющая, которая направляет матрицу для перемещения в прямом направлении трубы. Резьба, нарезанная этой матрицей, относится к особому типу, потому что эта матрица нарезает резьбу в конусе. Вот почему муфты, установленные на этих трубах, становятся непроницаемыми для газа и жидкости.
#11 Акрон Матрица:
Это современная форма матрицы. Этот тип матрицы используется для нарезания наружной резьбы на трубе, установленной в канавке или отверстии.
Эта матрица также похожа на гайку, в которой резьба нарезана внутри и нарезана прерывисто, как показано на рисунке. Для удобства он сужается с одного конца. Его перемещают, удерживая в держателе специального типа.
#12 Нарезчик штампов:
Этот тип штампов используется с револьверным токарным станком или токарным станком с токарным станком. Это резьбовая часть резьбонарезного штампа.
Как и у станочного патрона, на нем закреплены шесть полозьев, на которых нарезаны зубцы для нарезания резьбы.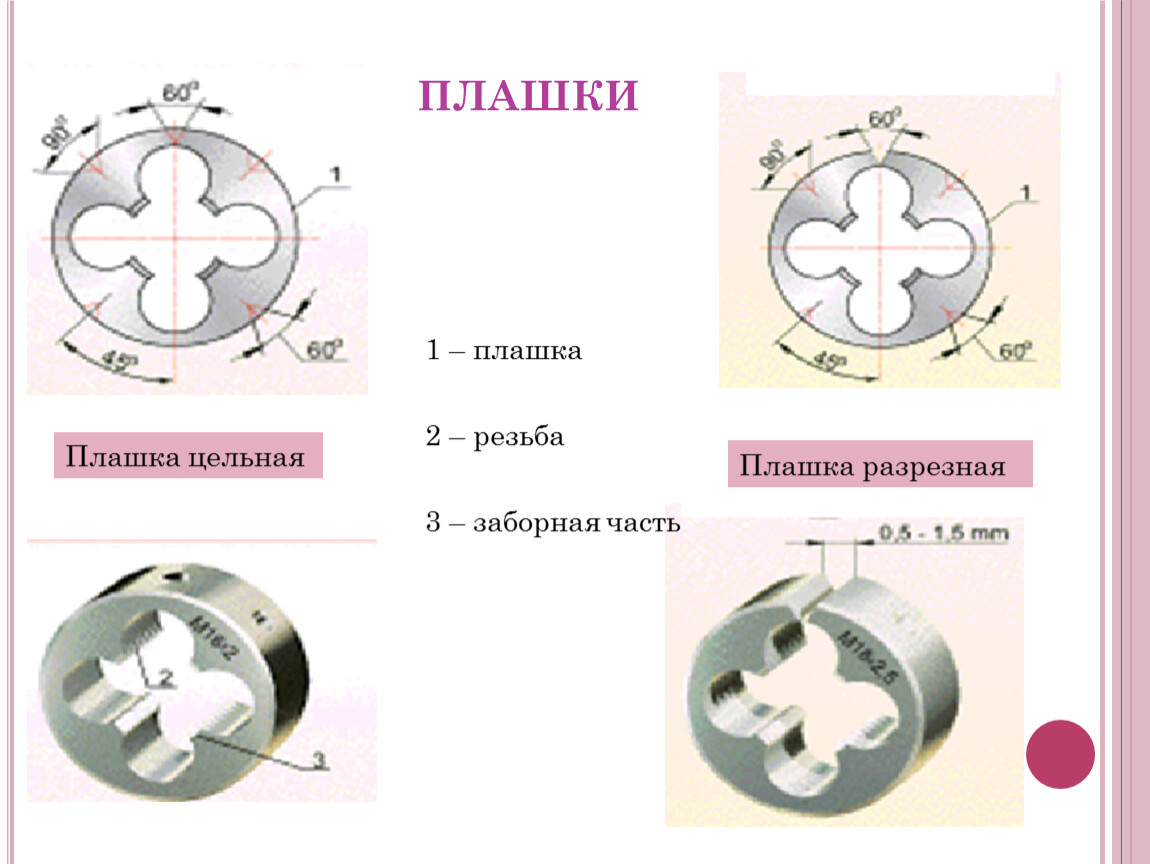 Эти салазки можно регулировать с помощью ручки на резьбонарезной головке. С помощью этой матрицы можно нарезать нити нужной длины.
Эти салазки можно регулировать с помощью ручки на резьбонарезной головке. С помощью этой матрицы можно нарезать нити нужной длины.
#13 Матрица На складе:
Также известна как ручка матрицы. Настоящими словами. совершенство штампа заключается в салазках штампа и этой рукоятке. Матричные полозья устанавливаются в рукоятке или прикладе.
Для штампов разных размеров используются ручки штампов разных размеров. Они разделены на следующие две части:
- Регулируемая ручка штампа.
- Прочная рукоятка штампа.
Метод использования штампа:
- Перед нарезанием наружной резьбы на конце трубы или стержня следует снять фаску с помощью шлифовальной машины или напильника.
- Для нарезания резьбы на трубе, стержне или любой другой работе его следует прочно зажать в тиски.
- Продолжайте двигать матрицу вперед и назад.
- На ручку штампа должно оказываться одинаковое давление.
- Заготовки большого диаметра, резьбу нарезать после регулировки двух-трех резов.