Полуавтоматический трубогиб – каталог, описание и отличия, фото
Трубогибочные станки полуавтоматические
Полуавтоматические трубогибы применяются при мелкосерийном и серийном производстве. В отличие от трубогибочных автоматов, такие функции, как выдвижение в точку начала очередного гиба и поворот трубы в пространстве на всех полуавтоматических трубогибах осуществляется оператором в ручную.
На станках БМК, для упрощения работы, выдвижение производится по специальным упорам (фиксаторам), а поворот с помощью замков, имеющих дистанционное управление.
Полуавтоматический трубогиб с ЧПУ CE-51 MASTER
Макс. диаметр трубы 51х2 мм
Назначение: сложные, пространственные изделия
ПОДРОБНЕЕ
Полуавтоматический трубогиб с ЧПУ CE-30/3 PARTNER 3-х
Макс. диаметр трубы 30×1,5 мм
Назначение: сложные, пространственные изделия
ПОДРОБНЕЕ
Полуавтоматический трубогиб с ЧПУ CE-30/2 PARTNER 2-х
 диаметр трубы 30×1,5 мм
диаметр трубы 30×1,5 ммНазначение: Г, П, U образные детали
ПОДРОБНЕЕ
Полуавтоматический трубогиб может быть:
- однокоординатным;
- двухкоординатним;
- трехкоординатным;
Однокоординатный полуавтоматический трубогиб
Полуавтоматический трубогибочный станок с одной координатой осуществляет гиб трубы только на заданный угол, значение которого может задаваться упором (концевиком – контактным размыкателем сети), либо на мониторе дисплея при наличии в конструкции станка инкодера.
Двухкоординатный полуавтоматический трубогибы
Полуавтоматический трубогибочный станок с 2-мя координатами, кроме задания угла гиба, имеет координаты фиксации линейных перемещений трубы в точки начала очередных гибов, которые могут задаваться механическими упорами либо цифровой индикацией – путем совмещения требуемых значений перемещения трубы, с фактическим. Цифровая индикация требует постоянного, ежесекундного контроля за совмещением параметров, при этом даже малейшее отвлечения от контроля приводит к браку деталей. Использование механических упоров, является простейшим способом облегчить работу оператора и избежать брака. Детали всегда будут одинаковые, так как работа осуществляется по упорам.
Использование механических упоров, является простейшим способом облегчить работу оператора и избежать брака. Детали всегда будут одинаковые, так как работа осуществляется по упорам.
При изготовлении деталей из квадратных, прямоугольных и плоскоовальных труб, особенно в мебельном производстве хорошо зарекомендовал себя 2-х координатный трубогибочный полуавтомат СЕ-30/2 PARTNER оснащенный системой механических упоров.
Трехкоординатный полуавтоматический трубогиб
Полуавтоматические трубогибочные станки с 3-мя координатами имеют дополнительно систему ориентации трубы в пространстве, с обязательной фиксацией трубы в патроне или цанге. Координаты поворота трубы в пространстве задаются на лимбе каретки упорами, аналогично координатам линейных перемещений. Цанговые зажимы трубы эффективны при гибке труб одного типоразмера или трубы по типоразмеру очень близких к основной трубе, из-за того, что ход зажимных цанг ограничен и возникает потребность в большом количестве цанг и цангодержателей.
При большом количестве типоразмеров труб применение цанговых зажимов нецелесообразно. В этом случае следует применять трехкулачковые зажимные токарные патроны. Каретка ориентации трубы в пространстве может быть, как ручной – когда поворот трубы в пространстве осуществляется вращением штурвальчика редуктора по лимбу, так и полуавтоматической – когда труба, по заранее установленным фиксаторам, поворачивается в пространстве за счет дистанционного открытия замков фиксатора.
При изготовлении сложных, пространственных деталей в серийных и мелкосерийных производствах широко используются 3-х координатные дорновые полуавтоматические трубогибы СЕ-30/3 PARTNER и СЕ-51 MASTER, обеспечивающие хорошее качество гибов труб, высокую точность, производительность и повторяемость изготавливаемых деталей, за счет наличия электронного программирования углов гибов и системы механических упоров по линейному выдвижению трубы в точки начала гибов и ее повороту в пространстве.
Полуавтоматические трубогибы производства Балтийской Машиностроительной Компании (ООО «БМК») – экономичное и эффективное решение для трубогибочного производства.
Классификация трубогибов, профилегибов. Виды и их особенности. – – Статьи
В этой статье будет рассмотрена классификация гибочного оборудования, виды гибочных станков и их особенности. Ознакомившись с информацией, приведенной ниже, Вы сможете сориентироваться какой вид станков лучше подойдет для решения стоящей задачи по изгибанию трубы, профиля, уголка и т.п.
Очень часто на производстве встает вопрос: «Как гнуть трубу?» или какой-нибудь другой сортовой прокат, подобные детали могут встречаться в самых разных отраслях: прокладка трубопроводов (водо- и газоснабжение), изготовление выхлопных систем, производство металлоконструкций: теплицы, ограждения, спортинвентарь, металлическая мебель, оборудование детских площадок и т.п. Ответом на поставленный вопрос является покупка трубогибогибочного станка или профилегибочного станка, и тут встает другой вопрос: «Как выбрать трубогиб, профилегиб?», чтобы на него ответить, прежде всего необходимо разобраться какие бывают гибочные станки, в чем разница между трубогибами и профилегибами, чем отличаются трубогибы и профилегибы и т.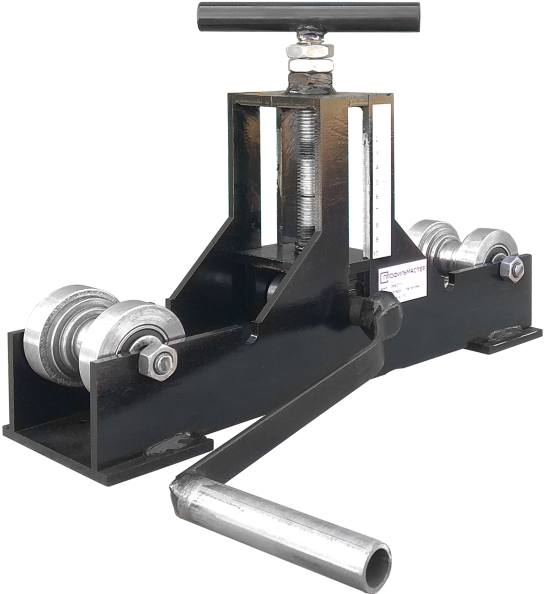 п. Начнем разбираться.
п. Начнем разбираться.
Когда речь идет о гибке, различают 2 вида деталей:
«угол» – гибка на угол с минимальным радиусом
«дуга» – гибка трубы по большому радиусу
Для изготовления таких деталей нужны принципиально разные станки, каждый из которых имеет свою схему (метод) обработки.
Сразу же договоримся о терминах: так сложилось, что станки, которые изготавливают деталь типа «дуга», называют ПРОФИЛЕГИБАМИ, а станки для изготовления деталей типа «угол» – ТРУБОГИБАМИ.
ПРОФИЛЕГИБЫ
Профилегибы («дуга») работают методом проката: труба помещается между тремя роликами (вальцами), далее положение роликов меняется относительно друг друга, таким образом задается радиус гибки и труба прокатывается между ними, принимая нужную форму.
Профилегибы могут быть использованы для гибки различного сортового проката, для этого нужно иметь дополнительные комплекты роликов, т.е. гибка круглой трубы выполняется на своем комплекте роликов, гибка профиля – на своем, гибка уголка – на своем, а гибка швеллера – на своем. То же самое касается размеров – для каждого размера нужна отдельная оснастка.
То же самое касается размеров – для каждого размера нужна отдельная оснастка.
Нужно отметить, что есть так называемые универсальные ролики, но, к сожалению, они справятся только с некоторыми задачами, это зависит от формы, размеров профиля, а также от допустимой степени деформации. Примеры универсальных роликов:
с передвижными кольцами
наборные
Заготовки, которые изготавливаются на профилегибах, на выходе имеют на концах прямые участки. Это связано с тем, что 2 участка на концах профиля не прокатываются между роликами и минимально этот участок равен расстоянию между осями крайнего и среднего роликов. Данное явление особенно наглядно при гибке короткой заготовки:
Для устранения прямого участка используется четырехвалковый профилегиб, такие профилегибы используются, как правило, при массовом производстве, где на первый план выходит производительность, а также немаловажен КИМ (коэффициент использования материала).
Для профилегибов доступен ряд опций, они призваны облегчить и ускорить работу при определенных условиях, рассмотрим несколько:
NC контролер: по сути это цифровая индикация положения валов, значительно облегчает работу при периодически повторяющихся деталях;
CNC контролер, иными словами система ЧПУ: позволяет изготавливать сложные детали с переменным радиусом с идеальной повторяемостью по заданной программе;
Вертикальная поддержка: необходима при изготовлении колец или спиралей из тонких профилей; она представляет с собой конструкцию, которая крепится к верхней части станка, и имеет подвижный элемент – поддержку, настраиваемую в зависимости от диаметра детали.
Дополнительная направляющая: позволяет избежать «волны» на полке уголка при его гибке.
Виды профилегибочных станков
Видов и модификаций профилегибочных станков очень много и ввиду этого их можно делить по разным параметрам.
По типу привода:
- ручные : самый простой вид профилегибов, привод у них ручной, используются при небольших объемах производства или для собственных нужд в гараже или на даче;
- электрические : привод таких профилегибов электромеханический, предназначены для выполнения деталей несложной формы из небольших профилей;
- гидравлические : большая мощность станков из этой группы позволяет работать с крупными профилями, применяются в таких областях, как мостостроение, кораблестроение, строительство стадионов и т.
 п.
п.
 п.
п.По типу подачи:
подаются 2 ролика
подается 1 ролик
По контролю процесса:
ручные: контроль за процессом гибки происходит по упорам, по шкале или путем прямого замера заготовки;
с УЦИ (устройство цифровой индикации): координаты положения валов выводятся на панель управления;
с ЧПУ (числовое программное управление): весь процесс работы контролируется компьютером и работа выполняется по заранее заданной программе; можно изготавливать детали сложной формы, т.е. на разных участках выполнять различный радиус и задавать переменное значение шага спирали
По количеству роликов:
с 3-мя роликами
с 4-мя роликами
По количеству приводных роликов:
- 1 приводной ролик
- 2 приводных ролика
- 3 приводных ролика
По рабочему положению:
- горизонтальное
- вертикальное
- универсальные
ТРУБОГИБЫ
Трубогибы («угол») реализуются несколькими методами:
- метод наматывания: труба вкладывается в оправку, имеющую проточку под определенный диаметр трубы, к оправке подводится ролик, также с проточкой нужного диаметра, оправка вращается вокруг своей оси и труба наматывается на неё, повторяя форму выточки на оправке;
- метод обката: также имеются оправка и ролик в выточкой под нужную трубу, но в отличие от предыдущего метода, в движение приводится ролик, который движется вокруг оправки и обкатывает трубу вокруг оправки;
- метод прямого давления: труба помещается между двумя роликами с выточкой под нужный диаметр трубы и оправкой также с выточкой, причем оправка расположена посередине между роликами, далее оправка подается вперед между роликами и таким образом происходит гибка.

Трубогибы можно классифицировать по методу работы и по степени автоматизации, но для более простого подбора мы предлагаем следующее, смешанное разделение:
Рычажные станки:
ручные трубогибы, работающие методом обката, предназначены для гибки небольших труб на производстве, где не требуется высокая производительность, либо для собственного пользования в гараже или на даче.
К преимуществам можно отнести:
- высокая мобильность
- простота эксплуатации
- низкая стоимость
Арбалетные трубогибы:
данная группа станков гнет трубы методом прямого давления. Подача осуществляется гидроцилиндром, привод которого может быть ручным или электрическим (электрогидравлический трубогиб).
Применяются такие станки на производстве, не требующем большой производительности, или для хозяйственных нужд в гараже или на даче. Преимущества у арбалетного трубогиба те же, что у рычажного, плюс способность гнуть достаточно большие трубы – до 4” за счет использования гидроцилиндра.
Преимущества у арбалетного трубогиба те же, что у рычажного, плюс способность гнуть достаточно большие трубы – до 4” за счет использования гидроцилиндра.
Далее пойдет речь о промышленных станках, предназначенных для гибки труб в серийном производстве. Такие станки работают методом наматывания, наглядно это показано на данном видео
Бездорновые трубогибы:
это электромеханические станки, предназначенные для промышленной гибки труб с толщиной стенки не менее 10% диаметра и радиусом гиба не менее 3,5-4 диаметров.
Для гибки пространственных деталей бездорновые трубогибы могут быть оснащены поддерживающим приспособлением, с помощью которого можно точно подавать трубу на нужное расстояние и поворачивать её на нужный гол.
При необходимости гибки тонкостенных труб, либо гибки на малые радиусы используются трубогибы с дорном. Дорн – это приспособление, которое помещается внутрь трубы, непосредственно в место гиба, таким образом труба при гибке поддерживается изнутри и на протяжении всего загнутого участка профиль трубы сохраняется неизменным.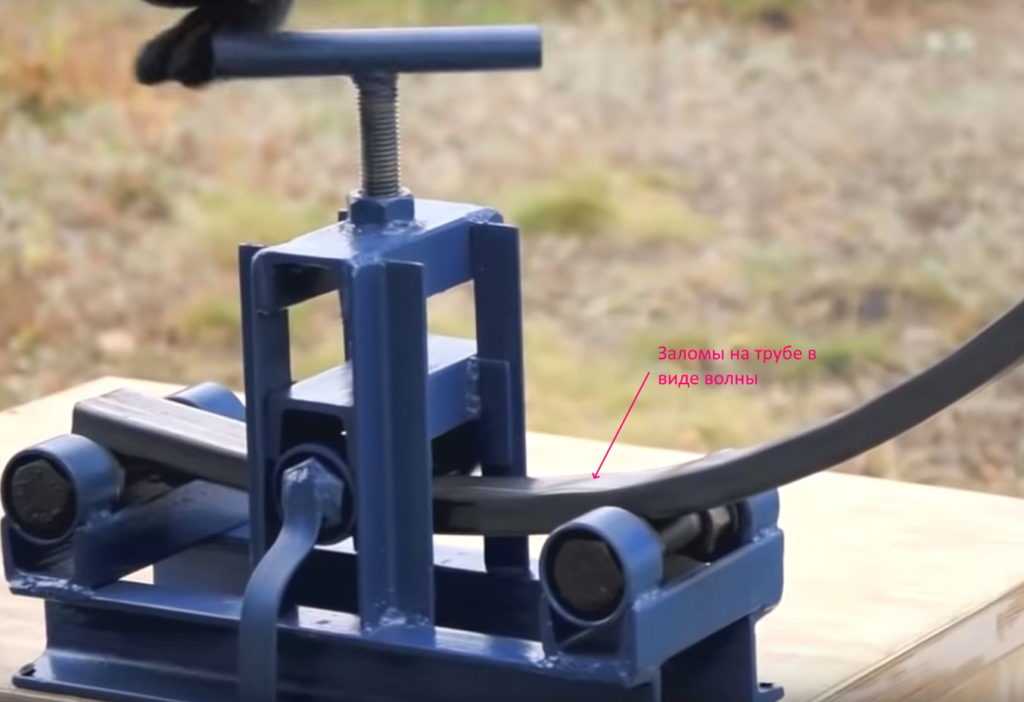 Соответственно, для каждого размера трубы должен быть свой дорн + остальная оснастка (оправка, прижим, направляющая, выглаживающий башмак).
Соответственно, для каждого размера трубы должен быть свой дорн + остальная оснастка (оправка, прижим, направляющая, выглаживающий башмак).
Для решения наиболее сложных и точных задач используют гибкий дорн (шариковый дорн), благодаря специальной конструкции такой дорн поддерживает трубу не только в начале изгибаемого участка, но и непосредственно внутри него. Чтобы использовать подобный дорн, станок должен быть оснащен линейной подачей дорна (после гибки дорн вытягивается из гнутого участка, иначе извлечение заготовки невозможно).
По степени автоматизации дорновые трубогибы делятся:
Полуавтоматические дорновые трубогибы:
это оборудование, работающее в полуавтоматическом режиме, т.е. по команде станок зажимает трубу и гнет на заданный заранее угол, ручная составляющая подразумевает то, что оператор осуществляет подачу трубы.
В зависимости от задачи полуавтоматический трубогиб может зажимать заготовку автоматически или вручную, угол может задаваться вручную или как параметр в системе ЧПУ
 Таким образом, есть возможность дополнить станок функциями, которые ускорят и облегчат работу, либо наоборот убрать ненужные функции, соответственно не платить за них.
Таким образом, есть возможность дополнить станок функциями, которые ускорят и облегчат работу, либо наоборот убрать ненужные функции, соответственно не платить за них.Автоматические дорновые трубогибы:
На таком оборудовании можно гнуть сложные пространственные изделия с высокой производительностью и идеальной повторяемостью (детали будут идентичны).
Самой главной составляющей автоматического дорнового трубогиба является система ЧПУ; она контролирует весь рабочий процесс в соответствии с заданной программой. Перед началом работы производится симуляция во избежание каких-то несогласованностей и задевания сложной заготовкой узлов станка, непосредственно во время работы на дисплее отображается процесс в режиме онлайн.
В этой статье мы рассмотрели основные виды трубогибов и профилегибов, которые используются в настоящее время. Целью этой статьи является дать человеку предварительное представление о разновидностях гибочных станков и конечно же все нюансы охватить не получилось, но Вы всегда можете связаться с нашей компанией и получить консультацию специалиста. Специалист поможет Вам выбрать наиболее подходящий станок, порекомендует полезные дополнительные опции, сориентирует какая будет цена трубогибочного станка, или цена профилегибочного станка, стоимость доставки и пусконаладочных работ, в общем поможет купить хорошее оборудование, которое займет достойное место на Вашем производстве.
Специалист поможет Вам выбрать наиболее подходящий станок, порекомендует полезные дополнительные опции, сориентирует какая будет цена трубогибочного станка, или цена профилегибочного станка, стоимость доставки и пусконаладочных работ, в общем поможет купить хорошее оборудование, которое займет достойное место на Вашем производстве.
В Челябинске расположено наше производство, станки всегда в наличии. Так-же у нас есть выставочный зал
4 Типы методов гибки труб
Какие существуют типы методов гибки труб?
- Гибка на сжатие
- Ротационная гибка
- Роликовая гибка
- Гибка труб на оправке
Гибка труб или гибка труб просто относится к процессу модификации труб для достижения определенного угла или направления. Различные типы методов гибки труб могут отличаться от используемой машины, а также основного механизма для получения изогнутой формы. Но важно понимать, что эти процессы являются постоянными и предназначены для того, чтобы сделать исходный материал трубопровода идеальным для использования в сантехнике, системах HVAC-R, перекачке жидкости и многом другом.
Но важно понимать, что эти процессы являются постоянными и предназначены для того, чтобы сделать исходный материал трубопровода идеальным для использования в сантехнике, системах HVAC-R, перекачке жидкости и многом другом.
Обычно существует четыре (4) различных метода гибки труб, которые также можно классифицировать по сложности. Вы столкнетесь со следующим: гибка сжатием, гибка с вращательным вытягиванием, гибка валком и гибка трубы на оправке. Каждый из этих процессов обеспечивает прецизионный изгиб, чтобы сделать трубу пригодной для использования в зависимости от цели. Продолжайте читать, чтобы узнать больше.
Гибка сжатием
Как следует из названия, метод гибки сжатием основан на выталкивающей силе для получения желаемой деформации материала трубы. Это одна из самых простых форм гибки труб, которая обычно используется при изготовлении труб для электропроводки, требующих только простых форм гибки.
Гибка под давлением — или, как ее часто называют, гибка под прессом — обычно состоит из следующих материалов: гибочная матрица, зажимная матрица, пресс-матрица, зачистная матрица и оправка.
Матрица для гибки или инструментальный компонент — это основная часть, которая оказывает давление на образец трубы для его формования. Точно так же зажимной штамп поддерживает образец при его изготовлении на месте, в то время как зачистной штамп отвечает за предотвращение появления дефектов на материале во время процесса. Хотя оправка может быть частью компрессионной гибочной машины, она гораздо более распространена в процессе гибки труб на оправке, о котором вы узнаете позже.
Компрессионно-гибочная машина имеет множество преимуществ, которыми могут воспользоваться как производители, так и конечные пользователи. Во-первых, этот метод довольно прост и не требует большого количества сложных инструментов. Он также способен с легкостью выполнять точные контуры и изгибы.
Как всегда, у этой техники есть некоторые недостатки. Из-за своей простоты он не может создавать сложные образования. Время выполнения также занимает слишком много времени, что делает его почти непрактичным в некоторых случаях.
Ротационная гибка
Задача этих методов гибки труб состоит в том, чтобы обеспечить постоянный диаметр трубы на протяжении всего процесса. Это применимо, особенно если труба должна использоваться в функциях, требующих, чтобы она выдерживала постоянный поток давления от жидкостей.
Как упоминалось ранее, машина для гибки с нажимом/сжатием на самом деле не способна выполнять сложные гибки. Также существует риск образования необратимых деформаций на образце, которые может быть трудно исправить.
В таких случаях используется ротационная гибочная машина. Этот метод обеспечивает большую точность для трубной части, поскольку машина поддерживается зажимами, которые позволяют вытягивать трубу до определенной формы, которая также имеет тот же радиус, что и труба.
Имея это в виду, труба может иметь острые изгибы, при этом обеспечивая высокий уровень точности и постоянства. Техника гибки с вращающимся вытягиванием часто применяется к деталям труб, которые используются для машин и структурных каркасов, таких как каркасы безопасности, перила, велосипедные рули и т. п.
п.
Гибка валков
Наиболее отличительной особенностью гибочного станка являются компоненты валков, которые непрерывно перемещаются в процессе. Этот метод используется не только для труб, так как он также может быть применим к листовым металлам или экструдированным листам, имеющим форму сечения.
Для процесса гибки валков в основном используется машина, называемая угловым валком. Поскольку он может использоваться в самых разных целях, производители часто модифицируют машину, чтобы сделать ее пригодной для гибки листов.
Однако существуют некоторые ограничения в отношении производительности, которую может удерживать машина — она может не работать с трубами с более толстыми стенками. Это также может быть ограничено только для деталей из нержавеющей стали, алюминия и других обрабатываемых деталей.
Некоторые распространенные области применения вальцегибочного станка включают в себя велосипеды, мотоциклы, автомобильные диски, а также другие закругленные металлические детали.
Гибка труб на оправке
При гибке труб на оправке оправка или стержень сначала вставляется в трубу по мере ее формирования. Часть оправки представляет собой гибкую область, которая удобно повторяет форму контура. Это позволяет ротационной гибочной машине непрерывно достигать направленного изгиба материала, не разрушая трубу.
Оправка предназначена для поддержки трубы и часто используется не только вместе с ротационно-вытяжным гибочным станком, но и с другими типами машин. Хотя он может быть самым дорогим по сравнению с обычным гибочным станком, он имеет гораздо более короткое время выполнения заказа и может использоваться повторно без потери качества процесса.
Ключевые выводы
С помощью этого руководства вы познакомились с различными методами гибки труб, такими как гибка сжатием, гибка с вращательным вытягиванием, гибка вальцами и гибка труб на оправке.
Большинство из этих методов различаются по своим возможностям — т. е. по достижению высокоточных гибов. Также они отличаются сроками изготовления, сложностью эксплуатации и практическим применением.
е. по достижению высокоточных гибов. Также они отличаются сроками изготовления, сложностью эксплуатации и практическим применением.
Важно учитывать эти соображения, когда вы подвергаете какой-либо материал трубопровода воздействию этих методов. Это делается для того, чтобы вы могли убедиться в его качестве, функциональности и долговечности.
Примечание автора: Эта запись была оптимизирована лучшим агентством SEO-услуг на Филиппинах — SEO Hacker.
Какие существуют виды трубогибочных станков и виды трубогибочных станков?
Последнее обновление 09 августа 2022 г., Джо Гамбино 15 минут потрачены не зря
Гибка труб является одним из наиболее часто используемых процессов в большинстве мастерских производителей. От изготовления каркасов безопасности до каркасов мебели, гибка трубы имеет важное значение для любого применения, когда речь идет о процессах изготовления металла.
Существует несколько способов гибки труб, от гибки вручную (что нецелесообразно для большинства требований) до использования гидравлического трубогибочного станка, специально разработанного для этой работы.
Даже среди трубогибочных станков выбор поразительно велик, поскольку на рынке представлено так много различных типов трубогибочных станков.
В этой статье мы узнаем о различных типах трубогибочных станков. Вы также узнаете о преимуществах и недостатках каждого типа, а также о том, в какой отрасли он используется.
1. Каковы различные типы методов гибки труб?
2. Важные факторы, которые следует учитывать при выборе трубогиба
3. Вывод
Какие существуют методы гибки труб?
Существует десять методов гибки труб, которые используются профессионалами. Каждый из этих методов имеет множество реализаций. Например, в некоторых методах для перемещения штампов используются гидравлические системы. В других движения могут выполняться с помощью электрических серводвигателей или вручную.
Различные методы гибки труб:
Гибка на прессе
Гибка на прессе является одним из самых простых способов гибки труб.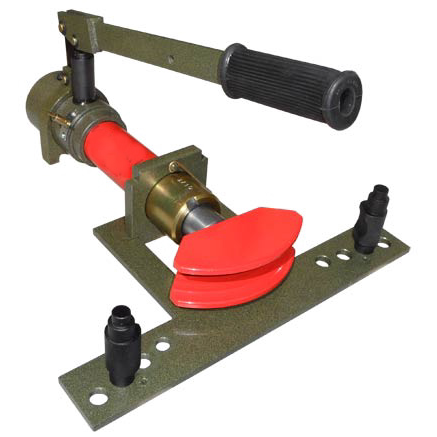 При гибке прессом две матрицы, имеющие форму изгиба, прижимаются к трубе, которую необходимо согнуть. Когда эти пресс-формы прижимаются к трубе, форма изгиба отпечатывается на трубе.
При гибке прессом две матрицы, имеющие форму изгиба, прижимаются к трубе, которую необходимо согнуть. Когда эти пресс-формы прижимаются к трубе, форма изгиба отпечатывается на трубе.
Преимущества
- Стоимость гибки низкая.
- Высокая скорость гибки
Недостатки
- Это не универсальный процесс. Вы не можете изменить форму изгиба, не меняя сами штампы.
- Гибка прессом имеет очень низкую точность.
- Часто приводит к полному разрушению труб.
Гибка с вращающейся вытяжкой
Гибка с вращающейся вытяжкой является одним из наиболее распространенных процессов гибки труб благодаря получению точных изгибов. Это сложный процесс, при котором труба зажимается по внешнему диаметру и сгибается вокруг гибочной матрицы. Радиус гибочной матрицы такой же, как требуемый радиус изгиба.
Ротационная гибка труб является одним из наиболее широко используемых процессов гибки труб. Он используется для изготовления каркасов безопасности, каркасов мебели, поручней и многих других изделий.
Преимущества
- Высокоточные изгибы
- Высокая точность
- Гибка с вращающимся вытягиванием создает гибки на высокой скорости
Недостатки
- Ротационная гибка требует больших затрат на установку
- Для различных форм изгибов и труб вам потребуются различные инструменты
Гибка сжатием
Гибка сжатием — это метод гибки, который ушел в прошлое и редко применяется в настоящее время. При изгибе на сжатие труба зажимается с обоих концов, а в точке требуемого изгиба прикладывается давление, поэтому изгиб перемещается в пространстве.
Гибка сжатием обычно используется в строительстве для гибки электрических проводов.
Преимущества
- Быстрая гибка на сжатие
- Простая настройка инструмента
Недостатки
- Труба может быть повреждена или даже порваться
- Применяется только для труб ограниченного диаметра
- Не применяется для изгибов малого радиуса
Роликовая гибка
При роликовой гибке ряд роликов проталкивает трубу через бухту с требуемым углом изгиба. Обычно в профилегибочном станке используется от 3 до 4 роликов. Роликовые гибочные станки можно использовать для создания витков труб и изгибов анкерных стержней.
Обычно в профилегибочном станке используется от 3 до 4 роликов. Роликовые гибочные станки можно использовать для создания витков труб и изгибов анкерных стержней.
Валковая гибка в основном бывает двух типов:
Трехвалковая гибка с толканием (TRPB): TRPB — хороший вариант, когда вам требуется труба с несколькими кривыми гибки. Толкатель может вращать трубу вдоль ее вертикальной оси, поэтому изгибы могут образовываться в разных плоскостях.
Простая трехвалковая гибка: Как видно из названия, простая трехвалковая гибка является базовой версией TRPB. Он просто толкает трубку и изгибает ее, без возможности образования изгибов в разных плоскостях.
Преимущества
- Вы можете сгибать трубы разных размеров без замены инструмента
- Возможность создания нескольких изгибов в разных плоскостях
Недостатки
- Процесс очень медленный по сравнению с другими методами гибки
- Для хорошей точности требуется несколько проб и ошибок.
- Высокие шансы повредить трубы в случае малого радиуса изгиба или тонких труб.

Оправка для гибки труб
Гибка труб на оправке — это не отдельный метод гибки, а фактически модификация других методов гибки, таких как гибка с вращающимся вытягиванием. Гибка на оправке применяется к полым трубам и включает размещение внутренней опоры в трубе, чтобы защитить ее от разрушения во время процесса гибки. Внутренняя опора, как правило, представляет собой цельный металлический стержень диаметром немного меньше, чем трубка заготовки.
Гибка на оправке является очень распространенным методом гибки. Он используется для создания выхлопных труб для автомобилей, аэрокосмической техники и тренажеров.
Преимущества
- Более высокая точность
- Защищает трубку от повреждений
- Высокая повторяемость
Недостатки
- Требуется больше времени на настройку
- Дополнительные расходы
Гибка с зачистной матрицей
Так же, как гибка трубы на оправке, гибка с зачистной матрицей является еще одной модификацией других процессов гибки, таких как гибка с вращающимся вытягиванием. В этом методе рядом с гибочной матрицей размещается матрица, называемая шлифовальной матрицей, чтобы предотвратить образование складок и чрезмерный поток материала трубки.
В этом методе рядом с гибочной матрицей размещается матрица, называемая шлифовальной матрицей, чтобы предотвратить образование складок и чрезмерный поток материала трубки.
Преимущества
- Предотвращает деформацию трубы и образование горбов
Недостатки
- Увеличивает время настройки
- Увеличивает стоимость гибки
Гибка индукционным нагреванием
Как вы, возможно, уже знаете, металлу легче придать форму при высоких температурах. Индукционная гибка следует этой концепции. При термоиндукционной гибке рядом с трубой размещается нагретая катушка для повышения температуры трубы в диапазоне от 800 до 2200 градусов по Фаренгейту.
При достижении требуемой температуры трубку сгибают, удерживая ее зажимом и прилагая усилие с помощью поворотного штампа. После этого можно охладить трубку водой или дать ей остыть естественным образом.
Метод термоиндукционной гибки обычно применяется для создания трубопроводов в нефтехимической промышленности. Этот метод также используется в компонентах большого радиуса, которые вы видите в строительной отрасли, а также в секторе распределения электроэнергии.
Этот метод также используется в компонентах большого радиуса, которые вы видите в строительной отрасли, а также в секторе распределения электроэнергии.
Преимущества
- Изгиб с индукцией нагрева требует меньшего усилия изгиба
- Позволяет изгибать трубы с большой толщиной стенки
Недостатки
- Может повредить структурную целостность трубы
- Высокая температура может привести к образованию видимых пятен на трубе
- Размеры трубы и изгиба могут изменяться после охлаждения
Набивка песком и горячее формование слябов
Набивка песком и горячее формование слябов представляют собой комбинацию нескольких методов. Сначала трубу заполняют песком и закрывают с обоих концов. Затем трубу нагревают в печи до высокой температуры. После этого его держат на плите шпильками с обоих концов и с усилием от лебедки или крана загибают.
Преимущества
- Песок обеспечивает минимальную деформацию материала
- Высокая температура облегчает гибку труб с меньшими усилиями
- Процесс хорошо подходит для труб с большой толщиной стенки
Недостатки
- Это процесс горячей гибки труб, который может вызвать термическую деформацию материала
- Размеры изгиба после охлаждения могут варьироваться
- Время гибки трубы очень велико
Гибка кольцевых валков
Гибка труб кольцевыми валками применяется для металлических полос с минимальным утонением стенки вместо труб и труб. Металлические полосы формируются в изогнутые полосы с помощью машин, называемых кольцевыми гибочными станками. Затем эти изогнутые полосы можно соединить сваркой, чтобы сформировать кольца.
Металлические полосы формируются в изогнутые полосы с помощью машин, называемых кольцевыми гибочными станками. Затем эти изогнутые полосы можно соединить сваркой, чтобы сформировать кольца.
Преимущества
- Дешевый процесс
- Простота и удобство использования
Недостатки
- Только для тонких металлических полос
Гибка с помощью штока:
При гибке с помощью штока труба размещается на стационарных штампах, называемых ответными штампами, которые располагаются под углом относительно требуемого угла изгиба. Затем пресс-форма прикладывает усилие к трубе и создает необходимый изгиб.
Станки для гибки поршня подходят для проектов, не требующих высокого уровня точности.
Преимущества
- Простой и легкий процесс
- Стоимость гибки труб меньше
- Быстрый изгиб
Недостатки
- Изгиб трубы ползуна может привести к разрушению трубы
- Процесс не очень точен
Важные факторы, которые следует учитывать при выборе трубогибов
При выборе типа технологии и станка для гибки труб для вашего следующего проекта следует учитывать определенные факторы. К ним относятся:
К ним относятся:
1. Бюджет
Бюджет может быть основным фактором, ограничивающим выбор трубогиба. Всегда есть лучшие технологии, но только вы можете решить, будут ли они соответствовать вашему бюджету.
2. Точность
Точность, обеспечиваемая различными методами гибки, может меняться в зависимости от дня и ночи. Проверьте, насколько точными должны быть ваши изгибы. Некоторые требования, такие как установка каркаса безопасности внутри вашего автомобиля, могут потребовать высокой степени точности.
3. Обрабатываемый размер
Некоторые методы хорошо подходят для тонких трубок, а некоторые хороши для гибки толстых труб. Выберите метод, который хорошо подходит для толщины трубы, которую вы собираетесь сгибать.
4. Угол изгиба
Такие методы, как гибка трубы ползуна, подходят для небольших углов изгиба, в то время как гибка трубы с вращающимся вытяжным устройством также может очень хорошо сгибать большие углы. Поэтому, если ваши требования требуют больших изгибов, инвестируйте в подходящую машину, которая облегчает то же самое.