Вертикально-фрезерный консольный станок ВМ127М – цена, отзывы, характеристики с фото, инструкция, видео
Российский вертикально-фрезерный консольный ВМ127М является аналогом станков 6Р13, 6Т13, FSS450R и предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцевыми, концевыми, цилиндрическими, радиусными и другими фрезами.
На станке ВМ127М можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки и т.д.Принципиальные изменения произошедшие с конструкцией станка ВМ127М в 2012г.
- Изменена конструкция вертикальных направляющих станины с профиля «Ласточкин хвост» на П-образный профиль, что позволило увеличить массу обрабатываемой детали до 800 кг
- Заменена механическая коробка подач на бесступенчатое регулирование (Серводигатель), для более точной и быстрой настройки режимов резания, и повышению производительности обработки.

- При изготовлении станка с устройством цифровой индикации заменены комплектующие на импортного производителя с использованием магнитных линеек вместо оптических.

Мощный привод главного движения и тщательно подобранные передаточные отношения обеспечивают оптимальные режимы обработки при различных условиях резания и полное использование возможностей режущего инструмента.
Техническая характеристика и жесткость станка позволяет полностью использовать возможности быстрорежущего и твердосплавного инструмента.
По отдельному заказу за дополнительную плату станок ВМ127М может быть оснащен комплектом дополнительных принадлежностей 127-13 .
Простота обслуживания и быстрая переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве.
Прямоугольные направляющие консоли, пришедшие на смену направляющим типа “ласточкин хвост”, увеличили жесткость конструкции станка и позволили увеличить масса обрабатываемых деталей до 800 кг.
Автоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации.
Станок ВМ127М за доп. плату комплектуется устройством цифровой индикации перемещения стола.
Станок ВМ127М сертифицирован на соответствие требованиям ГОСТ 12.2.009, ГОСТ Р МЭК 60204-1-99. ТУ3-178М-89
Климатические условия УХЛ4 ГОСТ 15150-69.
| Характеристика | Значение |
|---|---|
| Размеры рабочей поверхности (длина х ширина), мм | 1600х400 |
| Число Т-образных пазов | 3 |
| Максимальная нагрузка на стол (по центру), кг | |
| Наибольшее перемещение стола, мм: | |
| – продольное механическое/ручное | 1010/1010 |
| – поперечное механическое/ручное | 300(280*)/320 |
| – вертикальное механическое/ручное | 400/420 |
| Перемещение стола на одно деление лимба (продольное поперечное, вертикальное), мм | 0,05 |
| Перемещение стола на один оборот лимба, мм: | |
| – продольное | 4 |
| – поперечное | 6 |
| – вертикальное | 2 |
| Точность линейных координат перемещений стола(при оснащении УЦИ), мкм | |
| – продольное (координата “Х”) | 50* |
| – поперечное (координата “Y”) | 50* |
| – вертикальное (координата “Z”) | 50* |
| Конус шпинделя | АТ50 |
| Наибольшее перемещение пиноли шпинделя, мм | 80 |
| Наибольшее и наименьшее перемещение от торца шпинделя до рабочей поверхности стола при ручном перемещении, мм | 30-500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 420 |
| Угол поворота шпиндельной головки, град | ±45 |
| Количество скоростей шпинделя | 18 |
| Пределы бесступенчатой регулировки скорости подач, мм/мин: | |
| – продольной рабочая/ускоренная | 25-1250/3000 |
| – поперечной рабочая/ускоренная | 25-1250/3000 |
| – вертикальной рабочая/ускоренная | 8,3-416,6/1000 |
| Мощность электродвигателя, кВт: | |
| – главного движения | 11 |
| – привода подач | 2,1 |
| Мощность электронасоса охлаждения жидкости, кВт | 0,12 |
| Производительность электронасоса охлаждающей жидкости, л/мин | 22 |
| Класс точности станка | Н |
| Масса обрабатываемых деталей с приспособлением, кг | 800 |
| Габариты, мм | 2560х2260х2500 |
| Масса, кг | 4200(4250*) |
| * при оснащении станка УЦИ |
Станок вертикальный консольно-фрезерный ВМ127М Ф1
Станок вертикальный консольно-фрезерный ВМ127М Ф1
Станок вертикальный консольно-фрезерный ВМ127М Ф1 – Вега-Пром
Артикул: 110306
Вернем 2% стоимости товара любым удобным способом при 100% предоплатеНазначение:
Консольный вертикально фрезерный станок ВМ 127М служит для производства различных технологических операций таких как фрезерование, сверление, зенккерование, развертывание и другие. Станок обладает высокой мощностью привода главного движения (11 кВт), достаточно жесткой конструкцией, широким диапазоном частоты вращения шпинделя (40-2000 об/мин), а также оптимально подобранными передаточными отношениями, что в совокупности позволяет эффетивно обрабатывать материалы различной твердости – обычные и легированные стали, чугун, цветные металлы и сплавы, пластмассы при использовании современного твердосплавного режущего инструмента.
Станок обладает высокой мощностью привода главного движения (11 кВт), достаточно жесткой конструкцией, широким диапазоном частоты вращения шпинделя (40-2000 об/мин), а также оптимально подобранными передаточными отношениями, что в совокупности позволяет эффетивно обрабатывать материалы различной твердости – обычные и легированные стали, чугун, цветные металлы и сплавы, пластмассы при использовании современного твердосплавного режущего инструмента.
Особенности:
- Мощный привод главного движения и тщательно подобранные передаточные отношения обеспечивают оптимальные режимы обработки при различных условиях резания и полное использование возможностей режущего инструмента;
- Простота обслуживания и быстрая переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве;
- Полуавтоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации.

Простота обслуживания
Простота обслуживания вертикально-фрезерного станка ВМ127, перенастройка механизма и самого инструмента представляют определенный комфорт при использовании станка в производстве мелкосерийного характера. Даже в самых безжалостных условиях эксплуатации автоматическая система смазки узлов обеспечивает простоту использования и работоспособность станка.
Устройство цифровой индикации SDS6-3V УЦИ на 3 осиУстройство цифровой индикации (УЦИ) предназначено для обработки электрических сигналов поступающих от оптоэлектронных преобразователей линейных перемещений (оптических линеек и осуществляет визуализацию на цифровом табло полученной информации, а также оказывает помощь в выполнение операций обработки.
Основное назначение устройства цифровой индикации (УЦИ), это отображение координат перемещающихся осей на станках. При использовании УЦИ повышается точность изготовления и понижается процент брака, за счёт наличия индикации непосредственного положения исполнительного механизма, при этом не нужно делать поправку на люфты, и проводить расчёты перевода делений шкалы лимба на реально получаемый размер.
- УЦИ с отображением координат трех осей.
- Яркий дисплей
- Возможность выбора типа станка – токарный, фрезерный, шлифовальный.
| Параметр | Значение |
| Устройство цифровой индикации | Sino SDS6-3V (или аналог по желанию Заказчика) |
| Размер рабочей поверхности (зеркала) стола, мм | 400 х 1600 |
| Наибольшее продольное перемещение стола, мм | 1000 |
| Наибольшее поперечное перемещение стола, мм | 320 |
| Наибольшее вертикальное перемещение стола, мм | 420 |
| Диапазон продольных и поперечный подач стола, мм/мин | 25…1250 |
| Диапазон вертикальных подач стола, мм/мин | 8,3. ..416,6 ..416,6 |
| Диапазон частот вращения шпинделя, об./мин. | 40…2000 |
| Количество частот вращения (скоростей) шпинделя | 18 |
| Угол поворота головки вокруг горизонтальной оси, град. | +/- 45 |
| Расстояние от торца шпинделя до стола, мм | 30…500 |
| Расстояние от оси шпинделя до колонны, мм | 420 |
| Наибольшая масса заготовки, кг | 300 (с приспособлением) |
| 80 | |
| Мощность привода главного движения, кВт | 11 |
| Мощность двигателя подач, кВт | 3 |
| Класс точности | Н |
| Номинальное напряжение питания, В | 380 |
| Габаритные размеры, мм | 2560 х 2260 х 2500 |
| Масса, кг | 4150 |
Оборудование за отдельную плату:
- Стол поворотный горизонтальный 7204-0023-01 d 400мм
- Универсальная делительная головка УДГ-Д-250
- Тиски станочные 7200-3223
- Виброопоры (ОВ-31М, ОВ-70)
Назад
Похожие товары
Вертикально-фрезерный станок ВМ127, ВМ127М.
 ВМ127 Станок консольно-фрезерный вертикальный Схемы, описание, характеристики Вертикально фрезерный вм 127
ВМ127 Станок консольно-фрезерный вертикальный Схемы, описание, характеристики Вертикально фрезерный вм 127Очень распространённая на территории бывшего СССР серия фрезерного станка, позволяющая производить фрезерование деталей небольших и средних размеров в условиях единичного и мелкосерийного производства. На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки и т.д. Аналог станков: 6Р13, 6Т13, FSS450МR.
Простота обслуживания
Простота обслуживания вертикально-фрезерного станка ВМ127, перенастройка механизма и самого инструмента представляют определенный комфорт при использовании станка в производстве мелкосерийного характера. Даже в самых безжалостных условиях эксплуатации автоматическая система смазки узлов обеспечивает простоту использования и работоспособность станка.
Особенности конструкции
- Мощный привод главного движения и плавная регулировка скорости подач обеспечивает оптимальные режимы обработки при различных условиях резания и полное использование возможностей режущего инструмента
- Сервоконтролерный привод подач с обратной связью
- Полуавтоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации
- По отдельному заказу станок может быть оснащен устройством цифровой индикации (УЦИ).

| Технические характеристики | Параметры |
| Размеры рабочей поверхности стола, мм | 1600 х 400 |
| Число Т-образных пазов | 3 | 800 |
| Наибольшее продольное перемещение стола, мм | 1010 |
| Наибольшее поперечное перемещение стола, механическое/ручное, мм | 300 / 320 |
| Наибольшее вертикальное перемещение стола, механическое/ручное, мм | 400 / 420 |
| Продольное перемещение стола на одно деление лимба, мм | 0,05 |
| Поперечное перемещение стола на одно деление лимба, мм | 0,05 |
| Вертикальное перемещение стола на одно деление лимба, мм | 0,05 |
| Продольное перемещение стола на один оборот лимба, мм | 4 |
| Поперечное перемещение стола на один оборот лимба, мм | 6 |
| Вертикальное перемещение стола на один оборот лимба, мм | 2 |
| Конус шпинделя | АТ50 |
| Наибольшее перемещение пиноли шпинделя, мм | 80 |
| Ручное перемещение от торца шпинделя до рабочей поверхности стола, мм | 30 – 500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 420 |
| Угол поворота шпиндельной головки, градусов | ±45 |
| Количество скоростей шпинделя | 18 |
| Скорость продольной подачи, рабочая/ускоренная, мм/минуту | 25-1250 / 3000 |
| Скорость поперечной подачи, рабочая/ускоренная, мм/минуту | 25-1250 / 3000 |
| Скорость вертикальной подачи, рабочая/ускоренная, мм/минуту | 8,3-416,6 / 1000 |
| Мощность электродвигателя главного движения, кВт | 11 |
| Мощность электродвигателя привода подач, кВт | 2,1 |
| Мощность электрического насоса охлаждения жидкости, кВт | 0,12 |
Производительность электрического насоса охлаждающей жидкости, л/мин. | 22 |
| Класс точности станка | Н |
| Масса обрабатываемых деталей с приспособлением, кг | 800 |
| Габаритные размеры станка (Д х Ш х В), мм | 2560 x 2260 x 2500 |
| Масса станка с электрооборудованием, кг | 4200 |
Вертикально-фрезерный станок ВМ127, ВМ127М сегодня
Вертикально-фрезерный станок ВМ127, ВМ127М производился на нескольких предприятиях бывшего СССР. В настоящее время большинства из этих предприятий уже не существует. Вместе с тем ведущие станкостроительные заводы перешли на производство станков более современной конструкции, ориентированные на современный инструмент и высокие скорости резания. Такие станки оснащаются современными высококачественными комплектующими и надёжной электрикой. Благодаря применению компьютерного проектирования станин, повышенный класс точности для фрезерного станка, выпущенного на современном заводе, на сегодняшний день, скорее, правило. При этом цены на современные станки вполне сопоставимы с ценами на станки устаревшей конструкции.
При этом цены на современные станки вполне сопоставимы с ценами на станки устаревшей конструкции.
Цена
Подробности Категория: Фрезерные станкиСтанок фрезерный консольный вертикальный модели ВМ127 предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцовыми, концевыми, цилиндрическими. радиусными и другими фрезами. Масса детали с приспособлением – до 300 кг.
На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колеса и т. д.
Техническая характеристика и жесткость станка позволяют полностью использовать возможности быстрорежущего и твердосплавпого инструмента.
Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание.
Станок предназначен для выполнения фрезерных работ в условиях индивидуального и серийного производства.
Кинематическая схема
Привод главного движения
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
График чисел оборотов шпинделя станка, поясняющий структуру механизма главного движения, приведен на рис. 9.
Привод подач
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещении.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
График, поясняющий структуру механизма подач станка, приведен на рис. 10. Вертикальные подачи в 3 раза меньше продольных.
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка
Поворотная головка (рис. 14) центрируется в кольцевой выточке горловины станины и крепится к пен четырьмя болтами, входящими в Т-образный паз фланца.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 6 и подтягиванием гайки 1.
через отверстие отвертыванием винта 2 расконтрагаевается гайка 1;
стальным стержнем гайка 1 застопоривается. По воротом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника!
щупом замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 6 подшлифовываются на необходимую величину”
полукольца устанавливаются на место и закрепляются:
привертывается фланец 5. Для Устранения радиального люфта в 0,01 мм полукольца необходимо под шлифовывать примерно на 0/12 мм.
Для Устранения радиального люфта в 0,01 мм полукольца необходимо под шлифовывать примерно на 0/12 мм.
После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов.
Величину нагрева подшипников характеризуют измерением электротермометром температуры внутренней поверхности конического отверстия.
Избыточная температура поверхности инструментального конуса не должна превышать 55°С.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка механизма перемещения гильзы-шприцеванием.
Коробка скоростей
Коробка скоростей смонтировала непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5-0,7 мм.
Осмотр коробки скоростей можно производить через окно с правой стороны.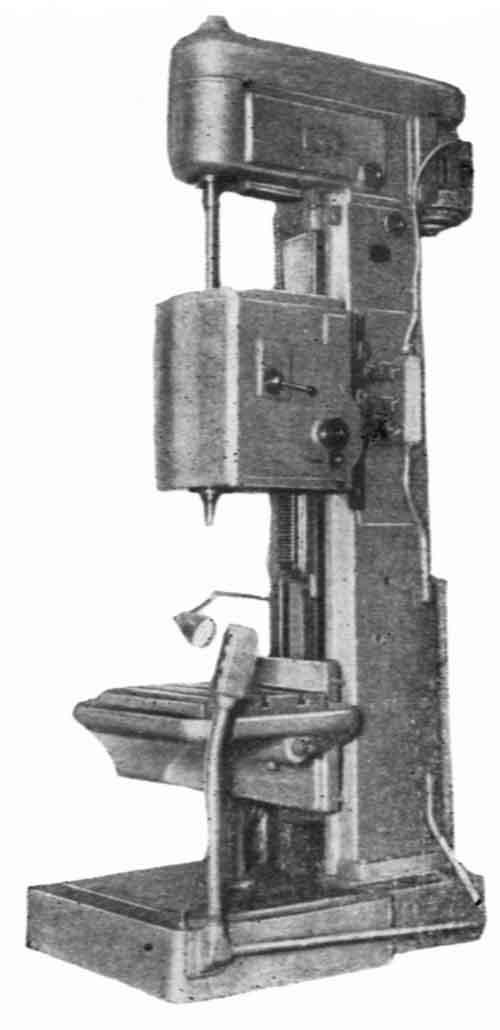
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 13), приводимого в действие эксцентриком. Производительность насоса; около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится па глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределтеля, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет
выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 1 (рис. 16). передвигаемая рукояткой переключения 5, посредством сектора 2 через вилку 8 (рис. 15) перемещает в осевом направлении главный, валик с диском переключения 7.
Диск переключения можно поворачивать указатели скоростей 9 через конические шестерни 14 и 16. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 17 и 19.
Рейки попарно зацепляются с зубчатым колесом 18 .На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 6 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 13, заскакивающим в паз звездочки 10.
Регулирование пружины 11 производится пробкой 12 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 5 (см. рис. 16) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин. и диска с вилками в положение скорости 81,5 об/мин. Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
и диска с вилками в положение скорости 81,5 об/мин. Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Коробка подач
Коробка подач обеспечивает получение рабочих подач н быстрых перемещений стола, салазок и консоли. Кинематику коробки подач см. на рис. 8.
Получаемые в результате переключения блоков скорости вращения передаются на выходной вал 7 (рис. 17) через шариковую предохранительную муфту, кулачковую муфту 15 и втулку 16, соединенную шпонкой с кулачковой муфтой 15 п выходным валом 7.
При перегрузке механизма подач шарики, находящееся в контакте с отверстиями кулачковой втулки 17, сжимают пружины и выходят из контакта. При этом зубчатое колесо 2 проскальзывает относительно кулачковой втулки 17 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 6, которое сидит на хвостовике корпуса фрикциона 10 и имеет, таким образом, постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 8. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 9 и упорным подшипником.
При монтаже необходимо проверить затяжку гайки 8. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 9 и упорным подшипником.
Диски фрикциона через один связаны с корпусом фрикциона, который постоянно вращается, и втулкой 4, которая, в свою очередь, соединена шпонкой с выходным валом 7.
При нажатии кулачковой муфты 15 на торец втулки 14 и далее на гайку 5 диски 11 и 12 сжимаются н передают быстрое вращение выходному валу 7 и зубчатому колесу 9.
При регулировании предохранительной муфты снимается крышка 19 (рис. 18) и вывертывается пробка 20.
Коробка переключения подач
Коробка переключения подач (рис. 19) входит в узел коробки подач. Принцип ее работы д логичен работе коробки переключения скоростей.
Для предотвращения, смещения диска 21 в oceвом направлении валик 29 запирается во включенном положении шариком.24 и втулкой 28. Попадая в кольцевую проточку валика 27, шарики освобождают от фиксации валик 29 при нажиме на кнопку
Фиксация поворота диска переключения: 21 осуществляется шариком;22 через фиксаторную вилку 25, связанную шпонкой с валиком 29. Регулирование усилия фиксации поворота диска переключения производится резьбовой пробкой 23.
Регулирование усилия фиксации поворота диска переключения производится резьбовой пробкой 23.
Смазка коробки подач осуществляется разбрызгиванием масла, поступающего из системы смазки консоли. Кроме этого, в нижней части платика консоли имеется отверстие (сверление в нагнетательную полость насоса смазки), через которое смазка поступает к маслораспределителю коробки подач.
От маслораспределитедя, отводятся две трубки: га глазок контроля работы насоса и для смазки подшипников. Непосредственно через маслораспределитель масло подается на смазку подшипников фрикционной муфты.
Консоль
Консоль является базовым узлом, объединяющим узлы цепи подач стайка. В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях-к винтам продольной, поперечной и вертикальной подач, механизм включения быстрого хода» электродвигатель подач. В узел «консоль» входит также механизм включения поперечных и вертикальных подач.
Зубчатое колесо 8 (рис. 20) получает движение от колеса 9 (см. рис. 17) и передает его на зубчатые “колеса 7, 4, 2 и 1 (см. рис. 20). Зубчатое колесо 4 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту 6, связанную с валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 14 (рис. 21).
20) получает движение от колеса 9 (см. рис. 17) и передает его на зубчатые “колеса 7, 4, 2 и 1 (см. рис. 20). Зубчатое колесо 4 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту 6, связанную с валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 14 (рис. 21).
Зацепление конической пары 10 и 15 отрегулировано компенсаторами 12 и 13 и зафиксировано винтом, входящим в засверловку пальца 11.
Втулка 16 имеет технологическое значение и никогда не демонтируется.
Гайка вертикальных перемещений закреплена в колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка.
Зубчатое колесо 2 (см. рис. 20), смонтированное па гильзе, через шпонку и шлицы постоянно вращает шлицевой вал IX цепи продольного хода.
Винт поперечной подачи X получает вращение через зубчатое колесо 2 п свободно сидящее на валу колесо 1 при включенной кулачковой муфте поперечного хода.
Для демонтажа валов VII и VIII необходимо снять коробку подач и крышку с левой стороны консоли, после чего через окно консоли вывернуть стопоры у зубчатых колес 8 и 9.
Демонтаж салазок можно произвести после демонтажа шлицевого вала IX.
При демонтаже салазок необходимо также демонтировать кронштейн поперечного хода или винт поперечной подачи.
Механизм включения вертикальной и поперечной подач
Механизм включения вертикальной и поперечной подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подач.При движении рукоятки вправо пли влево, вверх или вниз связанный с ней барабан 32 (рис. 23) совершает соответствующие движения и своими скосами Управляет через рычажную систему включением кулачковых муфт, а через штифты – конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.Тяга 33 связывает барабан с дублирующей рукояткой. В своей средней части на ней закреплен рычаг, па который действуют кулачки, ограничивающие поперечный ход. В конце тяга имеет рычаг для ограничения вертикальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода – поворачивается.
При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода – поворачивается.
Блокировка» предохраняющая от включения маховички и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло 6 и штифт 5 (см. рис. 20).
При включении кулачковой муфты рукояткой по-. дачи коромысло 6 при перемещении муфты поворачивается, передвигает штифт, который упирается в дно кулачковой муфты маховичка или рукоятки, и отодвигает их, не давая возможности кулачкам сцепиться.
Если система имеет повышенный люфт, необходимо выпрессовать пробку вала VII, расконтрить гайку 30 (см. рпс. 23) н подвернуть винт 31. После проверки люфта необходимо тщательно законтрить гайку 30.
Система смазки консоли включает в себя плунжерный насос (рис. 24), золотниковый распределитель (рис. 25), маслораспределитель и отходящие от пего трубки, подающие масло к подшипникам, зубчатым колесам, винтам поперечного и вертикального перемещений. Плунжерный насос смазки консоли, коробки подач, механизмов узла «стол-салазки» засасывает масло через сетку фильтра из масляной ванны и подает его по трубке К золотниковому распределителю.
От золотникового распределителя отводятся труо-кп для смазки вертикальных направляющих консоли, па штуцер гибкого шланга смазки узла «стол-салазки» и к маслораспределителю консоли. Производительность насоса около 1 л/мин.
Стол и салазки
Стол и салазки (рис. 26) обеспечивают про-дольные и поперечные перемещения стола.
Ходовой винт 1 получает вращение через скользящую шпонку гильзы 9, смонтированную во втулках 5 и 7. Гильза через шлицы получает вращение от кулачковой муфты 6 при сцеплении ее с кулачками втулки 5, жестко связанной с коническим зубчатым колесом 4. Втулка 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка. Зубчатое колесо 45 (рис 30) подпружинено на случай попадания зуба на зуб. Зацепление с шестерней 45 может быть только в случае расцепления муфты 6 с втулкой 5 (см. рис. 20).
Таким образом, маховичок 24 (рис. 30) блокируется при механических подачах.
30) блокируется при механических подачах.
Гайки 2 и 3 ходового винта (рис. 26) расположены в левой части салазок. Правая гайка 3 зафиксирована двумя штифтами в корпусе салазок, левая гайка 2, упираясь торцом в правую при повороте ее червяком выбирает люфт в винтовой паре. Для регулирования зазора необходимо ослабить гайку 11 (рис. 27) п, вращая валик 10, произвести подтягивание гайки 2 (рис. 26). Выбор люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 3-5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулировки нужно затянуть контргайку 11 (см. рис. 27), зафиксировать валик 10 в установленном положении.
Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100-125 кг.
При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100-125 кг.
Зазор в направлениях стола и салазок выбирается клиньями. Регулирование клина 12 стола (рис. 28) производится при ослабленных гайках 13 п 15 подтягиванием винта 14 отверткой.
После проверки регулирования ручным перемещением стола гайки надежно затягиваются.
Зазор в направляющих салазок регулируется клипом 17 при помощи впита 10. Степень регулирования проверяется перемещением салазок вручную.
Зажим салазок на направляющих консоли обеспечивается планкой 8 (см. рис. 26).
Электрическая схема
Электросхема позволяет производить работу на станке в следующих режимах: «Управление от рукояток», «Автоматическое управление» продольными перемещениями стола» «Круглый стол».
Подключение станка к сети и отключение осуществляется вводным выключателем S 1. Выбор режима работы производится переключателем S 6. Работа станка в наладочном режиме при не вращающемся шпинделе обеспечивается установкой реверсивного переключателя S 2 в среднее пулевое положение.
ВНИМАНИЕ!
ПРЕЖДЕ ЧЕМ ОТКЛЮЧИТЬ СТАНОК ОТ СЕТИ ИЛИ ПРОИЗВЕСТИ РЕВЕРС ПРИ РАБОТАЮЩЕМ ЭЛЕКТРОДВИГАТЕЛЕ ШПИНДЕЛЯ НЕОБХОДИМО КНОПКОЙ «СТОП» ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ.
Для облегчения переключения скоростей шпинделя и подачи в станке предусмотрено импульсное включение электродвигателя шпинделя кнопкой а электродвигателя подачи – конечным выключателем импульса S 14. При нажатии кнопки S 9 включаются К4 и К”1. Н. О. контакты К1 включают реле КЗ, которое за счет своего н. о. контакта становятся на самопитание, а н. з. контактом разрывает цепь питания К4.
– При управлении от рукояток работа электросхемы обеспечивается замыканием рабочих цепочек через контакты командоаппаратов S17; S19; S15;S16;S20 Включение и отключение электродвигателя подачи осуществляется двумя командоаппаратами: для продольной подачи S 17; S 19, для вертикальной и поперечной подач- S5; S6. Включение и отключение вращения шпинделя осуществляется соответственно кнопками «Пуск», S 10, S 11, «Стоп» 7. S8. Кнопкой «Стоп» одновременно с отключением электродвигателя вращения шпинделя отключается и электродвигатель подачи.
Быстрый ход стола происходит при нажатии S 12 кнопки «Быстро», включающей пускателем КЗ электромагнит быстрого хода V1.
Торможение электродвигателя шпинделя – электродинамическое и осуществляется пускателем К2, создающим цепь постоянного тока от выпрямителя VI в обмотку статора. Реле напряжения К1 служит для защиты диодов от пробоя. Напряжение обмотки Т1 равно 36 В при напряжении сети 220 В и, 65 В при напряжении сети 380 В.
При работе на одной из подач возможность случайного включения другой подачи взаимоисключается, блокировка осуществляется конечными выключателями S 15-S19.
При автоматическом управлении переключатель S 6 должен быть установлен в положение «Автоматический цикл». Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, в положение «Автоматический цикл».
При последнем положении валика кулачковая муфта продольного хода заперта и конечный выключатель S 20 нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи (см. рис. 34) и верхнюю звездочку 2, производят необходимые переключения в электросхеме и механизмах.
Управление быстрым ходом в автоматических циклах осуществляется конечным выключателем S 18 Конечный выключатель S 20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы. Работа электросхемы в этом режиме объясняется Диаграммой и происходит следующим образом: при отключенной рукоятке 1 шток 4 должен находиться в глубокой впадине звездочки 3, контакты 41 -17 конечного выключателя S 18 должны быть замкнуты (положение 0 на диаграмме). С включением рукоятки 1 вправо включается быстрый ход стола вправо (положение 1 на диаграмме). Отключение быстрого хода в нужной точке происходит при воздействии кулачка За на звездочку 2 (положение 2 па диаграмме), при повороте которой шток 4 попадает в малую впадину звездочки 3, а оба контакта конечного выключателя S18 размыкаются. Стол продолжает движение на подаче. При воздействии кулачков 1а и 3б па рукоятку 1 и звездочку 2 происходит реверс подачи и включение быстрого хода влево (положение 3 и 4 на диаграмме). При переходе рукоятки 1 через положение 0 питание пускателя Ко осуществляется через контакты 33-43 конечного выключателя S 18. Шток 4 в этот момент должен находиться на участке постоянной кривизны звездочки 3 (положение 3 па диаграмме). Отключение быстрого хода влево и конец цикла осуществляется при переводе рукоятки 1 кулачком 6 в нейтральное положение (положение 5 на диаграмме).
Работа электросхемы на других циклах происходит аналогично.
Сведения о производителе консольно-фрезерного станка ВМ127
Вертикальный консольно-фрезерный универсальный станок ВМ127 выпускался на предприятии Воткинский машиностроительный завод , основанный в 1759 году.
В настоящее время ОАО «Воткинский завод» головное предприятие ракетно-космического комплекса и изготовитель широкой гаммы гражданской продукции.
Металлорежущие станки на Воткинском машиностроительном заводе выпускаются начиная с 1956 г. Это вертикально-фрезерные станки ВМ127 – аналоги станков 6Р13, 6М13, ВМ127М , ВМ130 , токарный настольный Универсал-В , а также фрезерные станки с ЧПУ ВМ133 , ВМ500ПМФ4 .
ВМ127 (ВМ-127) cтанок вертикальный консольно-фрезерный. Назначение, область применения
Станок фрезерный консольный вертикальный модели ВМ127 предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцовыми, концевыми, цилиндрическими, радиусными и другими фрезами в условиях индивидуального, мелкосерийного и серийного производства. Масса детали с приспособлением – до 300 кг.
Консольно-фрезерный станок ВМ127 заменил в 1980 году широко известный фрезерный станок 6Р13 , разработанный на Горьковском заводе фрезерных станков и был заменен в конце 80-х на более совершенный ВМ127М .
На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колеса и т. д.
Возможность настройки станка па различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание
Мощный привод главного движения станка ВМ 127 и тщательно подобранные передаточные отношения обеспечивают оптимальные режимы обработки при различных условиях резания и полное использование возможностей быстрорежущего и твердосплавного инструмента.
Простота обслуживания станка ВМ127 переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве.
Автоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации.
Общий вид вертикального консольно-фрезерного станка ВМ127 с УЦИ
Фото консольно-фрезерного станка вм127
Расположение составных частей консольно-фрезерного станка вм127
Перечень основных узлов консольно-фрезерного станка ВМ127М (ВМ-127)
- Станина – ВМ127.01.010
- Коробка скоростей – ВМ127.03.010
- Поворотная головка – 6Р13.31.01В
- Стол – салазки – 6Р13.7.01Б
- Консоль – 6Р13.6.01Б
- Коробка подач – ВМ127.4.01
- Электрооборудование – 6Р13.8
- Коробка переключений скоростей шпинделя – 6Р13.5.01
- Устройство электромеханического зажима инструмента – 6Р13К.93.000
Расположение органов управления фрезерным станком ВМ127
Расположение составных частей консольно-фрезерного станка вм127
Перечень органов управления фрезерным станком ВМ127
- Кнопка «Стоп» (дублирующая)
- Кнопка «Пуск шпинделя» (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка «Быстро стол» (дублирующая}
- Кнопка «Импульс шпинделя»
- Переключатель зажима-отжима инструмента
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка «Быстро стол»
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп»
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Рукоятка ручного вертикального перемещения стола
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола. Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующий)
- Переключатель ввода «включено-выключено»
- Переключатель насоса охлаждения «включено-выключено»
- Переключатель направления вращения шпинделя «влево-вправо»
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
Кинематическая схема фрезерного станка ВМ127
Кинематическая схема фрезерного станка вм127
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. По средством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении с ответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения. Вертикальные подачи в 3 раза меньше продольных
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка и жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка (рис. 14) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 6 и подтягиванием гайки.
Электрооборудование станка ВМ127 (вм-127)
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.
Схема электрическая фрезерного станка ВМ127
Электрическая схема фрезерного станка вм127
ВМ127 (ВМ-127) Станок консольно-фрезерный вертикальный. Видеоролик.
Технические данные и характеристики станка ВМ127
| Наименование параметра | ВМ127 | ВМ127М |
|---|---|---|
| Рабочий стол | ||
| Класс точности по ГОСТ 8-82 | Н | Н | 300 | 800 |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1600 х 400 | 1600 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее перемещение стола продольное механическое и ручное, мм | 1000 | 1010 |
| Наибольшее перемещение стола поперечное механическое, мм | 300 | 300 |
| Наибольшее перемещение стола поперечное от руки, мм | 320 | 320 |
| Наибольшее перемещение стола вертикальное механическое, мм | 400 | 400 |
| Наибольшее перемещение стола вертикальное от руки, мм | 420 | 420 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола при ручном перемещении, мм * Размер 30 мм обеспечивается за счет выдвижения шпинделя | 30..500* | 30..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 620 | 420 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба продольное, мм | 4 | 4 |
| Перемещение стола на один оборот лимба поперечное, мм | 6 | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 2 | 2 |
| Шпиндель | ||
| Частота вращения шпинделя, об/мин | 31,5..1600 | 40..2000 |
| Количество скоростей шпинделя | 18 | 18 |
| Наибольший крутящий момент, кгс.м | 137 | |
| Эскиз конца шпинделя | ГОСТ 836-72 | |
| Конус шпинделя | 50 | 50АТ5 |
| Наибольшее осевое перемещение пиноли шпинделя, мм | 80 | 80 |
| Перемещение пиноли на один оборот лимба, мм | 4 | 4 |
| Перемещение пиноли на 1 деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота шпиндельной головки, град | ±45 | ±45 |
| Цена одного деления шкалы поворота головки, град | 1 | |
| Механика станка | ||
| Быстрый ход стола продольный и поперечный, мм/мин | 3000 | 3000 |
| Быстрый ход стола вертикальный, мм/мин | 1000 | 1000 |
| Число ступеней рабочих подач стола | 18 | 18 |
| Пределы рабочих подач. Продольных и поперечных, мм/мин | 25..1250 | 25..1250 |
| Пределы рабочих подач. Вертикальных, мм/мин | 8,3..416,6 | 8,3..416,6 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть | есть |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть | есть |
| Блокировка раздельного включения подачи | есть | есть |
| Автоматическая прерывистая подача Продольная | есть | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет | |
| Торможение шпинделя | есть | есть |
| Предохранение от перегрузки (муфта) | есть | есть |
| Привод | ||
| Количество электродвигателей на станке | 3 | 4 |
| Электродвигатель привода главного движения М1, кВт | 11 | 11 |
| Электродвигатель насоса охлаждающей жидкости М2, кВт | 0,12 | 0,12 |
| Электродвигатель привода подач М3, кВт | 3 | 2,1 |
| Электродвигатель зажима инструмента М4, кВт | Нет | АИР56В2УЗ |
| Электронасос охлаждающей жидкости Тип | Х14-22М | П-32МС10 |
| Производительность насоса СОЖ, л/мин | 22 | 22 |
| Габарит станка | ||
| Габариты станка, мм | 2560 х 2260 х 2430 | 2560 х 2260 х 2500 |
| Масса станка, кг | 4250 | 4250 |
Примечания
- Полную величину указанных ходов можно использовать только при отсутствии деталей и устройств, ограничивающих перемещение стола, салазок или консоли, например:
- при установке в шпинделе оправки с фрезой сокращается вертикальный ход;
- при установке обрабатываемой детали или приспособления, свисающих между столом и зеркалом станины, сокращается поперечный ход салазок.
Вертикально-фрезерный станок ВМ127 относится к одной из самой распространенных категорий аппаратов, предназначенных для фрезерования небольших деталей и изделий средних габаритов. Агрегат в состоянии обрабатывать не только плоскости, расположенные вертикально и горизонтально, но и плоскости с наклоном. Аппарат эксплуатируется для производства мелкими сериям и для выпуска единичной продукции.
Характеристики станка
Для станка установлены технические характеристики:
- тип конуса шпинделя – 50АТ5;
- максимальное значение перемещения пиноли по оси – 80 мм;
- количество скоростей – 18;
- единичный оборот лимба равен перемещению пиноли на 4 мм;
- частота вращения шпинделя – до 1999 оборотов в минуту;
- шпиндельная головка способна поворачиваться на 450 в обе стороны;
- количество ступеней подач – 18;
- количество пазов – 3;
- вес станка – 4249 кг;
- параметры рабочей станочной поверхности – 1600 на 401 мм;
- максимальное продольное перемещение стола – 1010 мм;
- вертикальное перемещение (максимально возможное) – 401 мм;
- поперечное перемещение (максимальное) – 300 мм;
- скорость подачи в поперечном и продольном направлениях – 25-1249 мм/мин;
- скорость вертикальной подачи – до 416,5 мм/мин;
- габариты ВМ127 по длине, ширине и высоте соответственно – 256*226*250 см.
Шпиндель станка
Указанный фрезерный аппарат оснащен двумя электрическими двигателями. Первый двигатель главного движения, имеющий мощность 11 кВт. Второй двигатель привода подач обладает мощностью 2,1 кВт.
Электрическая схема ВМ 127 дополнена электронасосом, предназначенным для подачи охлаждающей жидкости к рабочим узлам агрегата. Мощность электрического насоса составляет 0,12 кВт. Насос способен производить до 22 литров охлаждающей жидкости в течение минуты.
Особенности станка
Для аппарата предусмотрен довольно мощный двигатель, позволяющий устанавливать на нем режущий инструмент из быстрорежущей стали. Фрезерный агрегат может использоваться на линиях производств, в состав которых входит большое количество аппаратов.
Агрегат работает как в автоматическом, так и в полуавтоматическом режимах при настройке его главных узлов.
Популярность станка на небольших предприятиях обусловлена простотой его эксплуатации. Устройство имеет механизмы, которые легко поддаются регулировке при необходимости. Это позволяет использовать аппарат в жестких условиях. ВМ127 отличается неприхотливостью в использовании и быстро ремонтируется любым квалифицированным мастером.
Среди особенностей станка выделяются:
- оборудование аппарата смазывается автоматически;
- надежность агрегата в тяжелых эксплуатационных условиях;
- наличие сервоконтролерного привода подач, имеющего обратную связь;
- наличие возможности оснастить аппарат устройством цифровой индикации;
- возможность выполнять фрезерование при разных условиях за счет плавного регулирования скорости подач и мощного привода;
- функционирование системы смазывания элементов аппарата, работающей в полуавтоматическом режиме.
В устройстве аппарата имеются механизмы, существенно упрощающие процесс его применения. Это обеспечивают следующие элементы:
- автоматическая подача продольно-прерывистого типа;
- защитная муфта от перегрузок;
- упоры подачи, выключающие рабочие элементы агрегата;
- система блокирования включения подач;
- блокировка ручной и механической подач;
- система, осуществляющая торможение шпинделя.
Базовые механизмы станка
В состав вертикально-фрезерного агрегата входят элементы:
- станина;
- консоль;
- коробка скоростей;
- коробка подач;
- коробка, переключающая скорости шпинделя;
- стол-салазки;
- зажимной механизм для фрезы;
- поворотная головка;
- электрооборудование.
Станина выполняет функцию опоры станка. На ней монтируются все основные устройства агрегата. Станина крепится на надежном основании за счет штифтов.
В состав консоли входят многочисленные валы и шестерни. За их счет вращение передается от коробки подач к винтам поперечной и вертикальной подач.
Коробка скоростей находится внутри аппарата. Данный механизм подлежит обязательной смазке для нормального функционирования. Смазывание происходит путем разбрызгивания специальной жидкости при помощи плунжерного насоса. Процесс происходит в автоматическом режиме.
Коробка подач находится в левой части консоли и смазывается собственной системой.
Механизм переключений скоростей шпинделя располагается в левой части агрегата. Устройство коробки позволяет осуществлять переключение скоростей в любом выбранном порядке.
Салазки выполняют функцию передвижения изделий, которые обрабатывает станок.
Зажимной механизм для фрезы работает по электромеханической схеме.
Установка поворотной головки происходит в верхней части станины. Установочным материалом при этом выступают болты. Центрирование головки происходит в круговой проточке станины.
Шпиндель аппарата представляет собой вал, состоящий из двух опор. Он находится в выдвижной гильзе. Часто требуется корректирование люфта в шпинделе. Операция проводится путем подшлифовки колец, расположенных в агрегате.
Электрическое оборудование аппарата
Для электрооборудования станка характерно следующее описание:
- напряжение постоянного тока – 65 В;
- общая сила тока от трех двигателей станка – 20 А;
- напряжение локального освещения – 24 В;
- напряжение переменного тока – 110 В;
- значение тока для предохранителей и выключателя – 63 А.
Установка для фрезерования ВМ 127М, пришедшая на смену устаревшей модели ВМ 127, оснащена 5 выключателями:
- вводным;
- блокирующим подачи в процессе зажима фрезы;
- запуска привода подач импульсного типа, когда оператор станка изменяет скорость его работы;
- отключающим охлаждающий насос;
- выключающим привод рабочего стола.
Модель 127М содержит специальные пускатели:
- запускающие торможение шпинделя;
- фиксирующие время остановки и включения шпинделя;
- фиксирующие показатель торможения шпинделя;
- подключающие напряжение в 380 В к электрическому двигателю и насосу станка;
- запускающие быстрый ход;
- регулирующие включение привода.
Для электрического оборудования характерно трехфазное питание. Вторичные источники питаются от переменного (110 В) и постоянного напряжения в 56 В.
Указанный станок фрезерный имеет два пульта управления: передний и боковой. На переднем пульте запускаются задачи:
- остановка шпинделя;
- включение шпинделя;
- перемещение подач в ускоренном темпе;
- запуск функции аварийного выключения.
Боковой пульт оснащен режимами:
- выключения при аварии;
- включения насоса для охлаждения;
- зажимания и разжимания фрезы;
- импульсного включения шпинделя.
Вертикальный фрезерный станок ВМ127М – Станкофф.RU
Предназначен для различной фрезерной обработки поверхностей деталей, включая корпусные из черных, цветных и высокопрочных металлов и сплавов в условиях единичного и серийного производств. Станок прост и удобен в эксплуатации.
Страна изготовления: Россия
| Техническая характеристика | |
| Размеры рабочей поверхности стола, мм | 400х1600 |
Перемещение стола, мм, не более: |
|
– продольное |
1000 |
– поперечное |
320 |
– вертикальное |
400 |
Перемещение стола шпинделя, мм, не более: |
80 |
Наибольший угол поворота шпиндельной головки, град |
+45 |
Расстояние от торца шпинделя до рабочей поверхности стола, мм |
30…500 |
Количество скоростей шпинделя |
18 |
Мощность электродвигателей, кВт |
18 |
Габарит, мм:- длина |
2560 |
– ширина |
2260 |
– высота |
2500 |
Масса, кг |
4250 |
Отзывы о Вертикальном фрезерном станке ВМ127М
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
| Размеры рабочей поверхности (длина х ширина), мм | 1600х400 |
| Число Т-образных пазов | 3 |
| Максимальная нагрузка на стол (по центру), кг | 800 |
| Наибольшее перемещение стола, мм: | |
| — продольное механическое/ручное | 1010/1010 |
| — поперечное механическое/ручное | 300(280*)/320 |
| — вертикальное механическое/ручное | 400/420 |
| Перемещение стола на одно деление лимба (продольное поперечное, вертикальное), мм | 0,05 |
| Перемещение стола на один оборот лимба, мм: | |
| — продольное | 4 |
| — поперечное | 6 |
| — вертикальное | 2 |
| Точность линейных координат перемещений стола(при оснащении УЦИ), мкм | |
| — продольное (координата «Х») | 50* |
| — поперечное (координата «Y») | 50* |
| — вертикальное (координата «Z») | 50* |
| Конус шпинделя | АТ50 |
| Наибольшее перемещение пиноли шпинделя, мм | 80 |
| Наибольшее и наименьшее перемещение от торца шпинделя до рабочей поверхности стола при ручном перемещении, мм | 30-500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 420 |
| Угол поворота шпиндельной головки, град | ±45 |
| Количество скоростей шпинделя | 18 |
| Пределы бесступенчатой регулировки скорости подач, мм/мин: | |
| — продольной рабочая/ускоренная | 25-1250/3000 |
| — поперечной рабочая/ускоренная | 25-1250/3000 |
| — вертикальной рабочая/ускоренная | 8,3-416,6/1000 |
| Мощность электродвигателя, кВт: | |
| — главного движения | 11 |
| — привода подач | 2,1 |
| Мощность электронасоса охлаждения жидкости, кВт | 0,12 |
| Производительность электронасоса охлаждающей жидкости, л/мин | 22 |
| Класс точности станка | Н |
| Масса ВМ127М обрабатываемых деталей с приспособлением, кг | 800 |
| Габариты, мм | 2560х2260х2500 |
| Масса, кг | 4200(4250*) |
| Размеры рабочей поверхности стола (ширина х длина), мм | 400 х 1600 |
| Число Т-образных пазов | 3 |
| Максимальная нагрузка на стол (по центру), кг | 800 |
| Наибольшее перемещение стола, мм: | |
| – продольное механическое/ручное | 1010/1010 |
| – поперечное механическое/ручное | 300(280*)/320 |
| – вертикальное механическое/ручное | 400/420 |
| Перемещение стола на одно деление лимба (продольное поперечное, вертикальное), мм | 0,05 |
| Перемещение стола на один оборот лимба, мм: | |
| – продольное | 4 |
| – поперечное | 6 |
| – вертикальное | 2 |
| Точность линейных координатных перемещений стола (при оснащении БЦИ) , мкм: | |
| – продольное (координата “Х”) | 50* |
| – поперечное ( координата “Y”) | 50* |
| – вертикальное (координата “Z”) | 50* |
| Конус шпинделя | АТ50 |
| Наибольшее перемещение пиноли шпинделя, мм | 80 |
| Наибольшее и наименьшее перемещение от торца шпинделя до рабочей | |
| поверхности стола при ручном перемещении, мм | 30-500* |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 420 |
| Угол поворота шпиндельной головки, град. | ±45 |
| Количество скоростей шпинделя | 18 |
| Пределы бесступенчатой регулировки скорости подач, мм/мин : | |
| – продольной рабочая/ускоренная | 25-1250/3000 |
| – поперечной рабочая/ускоренная | 25-1250/3000 |
| – вертикальной рабочая/ускоренная | 8,3-416,6/1000 |
| Мощность электродвигателей, кВт: | |
| – главного движения | 11 |
| – привода подач | 2,1 |
| Мощность электронасоса охлаждающей жидкости, к Вт | 0,12 |
| Производительность электронасоса охлаждающей жидкости, л/мин | 22 |
| Класс точности станка | Н |
| Габариты, мм | 2560х2260х2500 |
| Масса, кг | 4200(4250*) |
Станок вертикально-фрезерный ВМ127М в Нелидово (Станки фрезерные)
Цена: Цену уточняйте
за 1 ед.
- Минимальный заказ – 1 ед.;
- Предложение добавлено 16.07.2021;
- Уникальный идентификатор – 13438279;
- Количество просмотров – 187;
Описание товара
Вертикально-фрезерный станок ВМ127М стол 400х1600 мм Станок фрезерный предназначен для фрезерования различных деталей из черных и цветных металлов и их сплавов. Мощный привод главного движения и тщательно подобранные передаточные отношения обеспечивают оптимальные режимы обработки при различных условиях резания и полное использование возможностей режущего инструмента.
Характеристики станка вертикально-фрезерного ВМ127М
- — Вид:: Консольно-фрезерный
Товары, похожие на Станок вертикально-фрезерный ВМ127М
Мельницаоб / мин, используемая на цементном заводе
Контроль загрязнения воздуха в цементной промышленности
· интерес для всех, кто занимается контролем выбросов от работы цементного завода. (V-13) 238 10 50 100 500 1000 ОБЪЕМ ГАЗА ЧЕРЕЗ КОЛЛЕКТОР 10 acfm RJ PLASS Сессионный доклад M-185 Отдел исследований и разработок Портлендской цементной ассоциации 1966 242
Чат ОнлайнVrm Презентационная мельница (помол) Цемент
· РОЛИКОВАЯ СТАНЦИЯ. Используется в цементной промышленности. Вертикальные мельницы, используемые для предварительного измельчения клинкера. 4000 0 10 20 30 40 50 60 70 V R M B a l M i l l V R M B a l M i l l Вентилятор мельницы IEEE IASPCA 2012 Conference Tours на цементном заводе TXI Hunter.Загружено пользователем. эмад сабри. Bab 2 Raw Mill System dg VRM.ppt. Загружено пользователем.
Chat OnlineТехнический отчет о целесообразности увеличения клинкера
· Подробная информация о земле для цементного завода в Durg and Mines представлена ниже Sn Подробные сведения Земля в гектаре 1 цементный завод, включая зеленый покров в Малпури Хурд 130 2 Зеленый пояс на цементном заводе площадь 50,6 3 Шахты (267,695 га в производстве 252,105 га), включая Зеленый покров 519,774 4 Зеленый пояс в шахтах (267,695 га) Площадь 70.8
Chat OnlineVRM против шаровой мельницы для помола цемента Страница 1 из 1
· VRM имеет меньшую гибкость в управлении гранулометрическим составом. Общая шаровая мельница является хорошим вариантом для цементной мельницы, но имеет ограничения только для большей производительности, так как две шаровые мельницы должны быть установлены для одного VRM, но в случае поломки может работать одна шаровая мельница.
Онлайн чатNo Kamalapuram (M) YSR Kadapa Dist. Дт .09.2019
· На цементном заводе используется электростанция.14 Вся пыль мешочного фильтра, сырая мука, угольная пыль, клинкерная пыль и цементная пыль, образующиеся с устройств по контролю за загрязнением, должны быть переработаны и повторно использованы в технологическом процессе и использованы для производства цемента. Твердые отходы очистных сооружений (СТП) следует использовать в качестве навоза.
Chat OnlineТЕХНИЧЕСКИЕ ПРИМЕЧАНИЯ 8 ИЗМЕЛЬЧЕНИЕ R. P. King
· с помощью суспензии. 3 v – объемная доля твердых веществ в суспензии. Пусть VB – объем стальных шаров в мельнице, VMed – объем самогенной среды, VS – объем пульпы.VB Jb (1 E) Vm VS JtUEVm VMed (Jt Jb) (1 E) Vm (8.17) Плотность заряда рассчитывается из c VB b VMed m VS (1 3 v) 1000 VS3 v 0 Jt (8.18)
Чат ОнлайнПолучение большего от шаровой мельницы с Fives FCB
· Производительность помольной установки зависит от используемой помольной мельницы, но также в значительной степени от способности Получать больше от шаровой мельницы с помощью RV = ω R Рис. 3 Запатентованный профиль лезвия классификатора TSV ™) L. Pottier Fives FCB Villeneuve d Ascq France
Chat OnlineТермодинамический анализ сырьевой мельницы в цементной промышленности
· Симулятор использовался для термодинамических характеристик сырьевая мельница (RM) и установка подготовки сырья на цементном заводе в Нигерии с использованием фактических производственных данных.Сырьевая мельница имеет производительность 240 000 кг материала в час. Также были исследованы как эксергетическая, так и эксергетическая эффективность сырьевых мельниц из трех литературных источников, и
Chat OnlineАнализ материального потока и потребления в цементе
Резюме Производство цемента, которое сильно зависит от наличия природных ресурсов, столкнется с серьезными ограничениями ресурсов в будущем. Это особенно актуально для цементной промышленности Китая. Таким образом, промышленность сосредоточена на сокращении потребления природных ресурсов как на стадии производства, так и на стадии эксплуатации.Целью данной статьи является улучшение управления
Chat Onlineshreecement
· выбросы цементного завода, включая охладитель цементной мельницы печи угольной мельницы и CPP, не должны превышать 50 мг / Нм3. Уровень выбросов ТЧ из дымовой трубы поддерживается Chat Online
· Для шаровых мельниц диапазон составляет примерно 8 кВтч / т (только привод мельницы Руководство по эксплуатации цементного завода • 15 29.) для мягкого мела известняк до 25кВт / т для твердых материалов.Энергопотребление системы обычно на 30 меньше в валковых мельницах, а комбинированное энергопотребление может быть на 10-30 ниже, если для предварительного измельчения используется валковый пресс или другой станок.
Chat OnlineИзвестковый раствор целлюлозной промышленности как сырье для цемента
3.2. Составы цементно-известковых шламов TOP 3.2.1. Недвижимость в свежем состоянии TOP. В целом образцы, содержащие LM, изменили реологическое поведение на разных уровнях, как показано на Рисунке 5. Строительные растворы, содержащие 30 LM, показали наивысшие значения крутящего момента и предела текучести с течением времени.
Chat OnlineБрошюра Пересмотрено A4 ОБНОВЛЕННЫЕ ИЗМЕНЕНИЯLake Cement
· ЗАВОД Первый цементный завод в Танзании, имеющий внутреннюю электростанцию мощностью 10 МВт, обеспечивающую не только бесперебойное производство с постоянным качеством, но и повышенную эффективность оборудования. квалифицированные специалисты цементной промышленности с более чем 20-летним опытом Первая вертикальная валковая мельница в Танзании
Чат ОнлайнКонтроль загрязнения воздуха в цементной промышленности
· интерес для всех, кто занимается контролем выбросов при работе цементного завода.(V-13) 238 10 50 100 500 1000 ОБЪЕМ ГАЗА ЧЕРЕЗ КОЛЛЕКТОР 10 acfm R. J. PLASS Сессионный доклад M-185 Отдел исследований и разработок Портландцементной ассоциации 1966 242
Чат ОнлайнИсторияAkmenės Cementas
История. Akmenės Cementas AB находится на северной окраине Литвы в Науйойи Акмене. 1947 г. Начато строительство цементного завода. запущена первая вращающаяся печь для обжига клинкера. 1952. 1953 год. Введена в эксплуатацию вторая печь для обжига клинкера длиной 127 метров.
Чат ОнлайнКонтроль загрязнения воздуха в цементной промышленности
· интерес для всех, кто занимается контролем выбросов при работе цементного завода. (V-13) 238 10 50 100 500 1000 ОБЪЕМ ГАЗА ЧЕРЕЗ КОЛЛЕКТОР 10 acfm RJ PLASS Сессионный документ M-185 Отдел исследований и разработок Портлендской цементной ассоциации 1966 242
Чат онлайнИСПОЛЬЗОВАНИЕ ВТОРИЧНОГО ТОПЛИВА В ЦЕМЕНТЕ
· Практический пример Точки выбросов и потоки отходящих газов цементного завода (комбинированный режим).Основным источником выбросов является APCS печь-почвенная мельница (2 дымохода с общим расходом отходящего газа 577000 Нм3 / ч) Печь / почвенная мельница 95000 м3 / ч APCS Отходящий газ печи-почвенной мельницы Vksm = 577000 м Массовая доля θ дымовых газов печи 3 / ч Топливная мельница APCS Запыленный воздух из сырья
Chat OnlineТермодинамический анализ сырьевой мельницы в цементной промышленности
· Симулятор использовался для термодинамических характеристик сырьевой мельницы (RM) и блока подготовки сырья на цементном заводе в Нигерия с использованием фактических операционных данных.Сырьевая мельница имеет производительность 240 000 кг материала в час.
Chat OnlineПомол цемента Вертикальные валковые мельницы по сравнению с шаровыми мельницами
· запатентован и начата продажа улучшенной версии этой мельницы по всему миру. Для цементной промышленности шаровая мельница была действительно эпохальным прорывом, поскольку на протяжении почти 80 лет она была преобладающей мельницей для измельчения сырья и угля и до сих пор остается самой используемой мельницей для цемента
Chat OnlineTechnical Feasibility Report для обогащения клинкера
· Подробная информация о земельном участке для цементного завода в Дурге и шахтах представлена ниже Sn Детали Земля на гектаре 1 Цементный завод, включая зеленый покров в Малпури Хурд 130 2 Покрытие зеленого пояса на территории цементного завода 50.6 3 шахты (267,695 га в процессе производства 252,105 га), включая зеленый покров 519,774 4 зеленый пояс в шахтах (267,695 га) площадь 70,8
Чат онлайнТехническое технико-экономическое обоснование для увеличения клинкера
· Подробная информация о земле для цементного завода в Дурге и Шахты расположены ниже Sn Детали Земли на гектаре 1 Цементный завод, включая зеленый покров в Малпури Хурд 130 2 Покрытие зеленого пояса на территории цементного завода 50,6 3 Шахты (267,695 га в стадии производства 252,105 га), включая зеленый покров 519.774 4 Зеленая зона на шахтах (267,695 га) 70,8
Чат ОнлайнНадежная модель Прогностическое управление цепями цементных заводов
· способы, в частности, при проведении экспериментальных работ в офисе и на заводе. Контроллер с прогнозированием модели (MPC) с мягкими ограничениями используется для регулирования контура цементной мельницы. Неопределенности в модели цементной мельницы связаны с неоднородностями в загружаемом материале, а также с эксплуатационными особенностями. V
Chat OnlineАнализ потока и потребления материала в цементе
Аннотация Производство цемента, которое сильно зависит от наличия природных ресурсы столкнутся с серьезной нехваткой ресурсов в будущем.Это особенно актуально для цементной промышленности Китая. Таким образом, промышленность сосредоточена на сокращении потребления природных ресурсов как на стадии производства, так и на стадии эксплуатации. Целью этой статьи является улучшение управления
Chat OnlineТермодинамический анализ сырьевой мельницы в цементной промышленности
· Симулятор использовался для термодинамических характеристик сырьевой мельницы (RM) и блока подготовки сырья в цементный завод в Нигерии с использованием фактических производственных данных.Сырьевая мельница имеет производительность 240 000 кг материала в час. Также была исследована эксергетическая и эксергетическая эффективность сырьевых мельниц из трех литературных источников и
Chat OnlineFMSHRC ALJ Decision
Ссылка была выдана на соседнем цементном заводе, который также был остановлен. Во время проверки несколько человек находились на цементном заводе, пытаясь его отремонтировать. Royal Cement заявила, что в 2007 и 2008 годах она провела некоторые ремонтные работы на заводе, «надеясь снова открыть рудник в будущем.”(Письмо ДиНардо от 14 апреля 2009 г.).
Chat OnlineИСПОЛЬЗОВАНИЕ ВТОРИЧНОГО ТОПЛИВА В ЦЕМЕНТЕ
· Практический пример Точки выбросов и потоки отходящих газов цементного завода (комбинированный режим). Основным источником выбросов является АСУ ТП обжиговой фабрики. (2 дымовых трубы с общим расходом отходящего газа 577000 нм3 / ч) Печь / почвенная мельница 95000 м3 / ч APCS Отходящий газ печи-почвенной мельницы Vksm = 577000 м Массовая доля дымовых газов θ печи 3 / ч Топливная мельница APCS Запыленный воздух из сырья
Чат ОнлайнИзвестковый раствор целлюлозной промышленности как сырье для цемента
3.2. Составы цементно-известковых шламов TOP 3.2.1. Недвижимость в свежем состоянии TOP. В целом образцы, содержащие LM, изменили реологическое поведение на разных уровнях, как показано на Рисунке 5. Строительные растворы, содержащие 30 LM, показали наивысшие значения крутящего момента и предела текучести с течением времени.
Chat Onlinevrm для измельчения угля установлен vrm работает в цементе
Loesche поставляет четыре вертикальные валковые мельницы VRM для. Еще одна большая вертикальная вальцовая мельница модульной конструкции с производительностью th будет использоваться для измельчения угля до крупности и просеивания остатков. Контрактным партнером и конструктором завода является известная международная инженерная компания Sinoma из нанкинкитана, специализирующаяся на проектировании цементные заводы
Чат ОнлайнIS 12002 (1987) Свод правил контроля воздуха
· 3.1 Источники загрязнения воздуха на цементном заводе указаны ниже. 3.2 Дробилки Дробилки используются в цементной промышленности в основном для дробления известняка и угля. 3.2.1 Дробилки для известняка Выбор дробилки зависит от характеристик сырья. В
Chat OnlineТермодинамический анализ сырьевой мельницы в цементной промышленности
· Симулятор использовался для термодинамических характеристик сырьевой мельницы (RM) и блока подготовки сырья на цементном заводе в Нигерии с использованием фактических рабочих данных.Сырьевая мельница имеет производительность 240 000 кг материала в час. Также были исследованы как эксергетическая, так и эксергетическая эффективность сырьевых мельниц из трех литературных источников, и
Chat OnlineАнализ материального потока и потребления в цементе
Резюме Производство цемента, которое сильно зависит от наличия природных ресурсов, столкнется с серьезными ограничениями ресурсов в будущем. Это особенно актуально для цементной промышленности Китая. Таким образом, промышленность сосредоточена на сокращении потребления природных ресурсов как на стадии производства, так и на стадии эксплуатации.Целью этой статьи является улучшение управления
Chat OnlineОценка рисков в процессе производства цемента
· и создание здоровой окружающей среды. Чтобы контролировать процесс производства цемента, не загрязняющий окружающую среду, должна быть разработана система, а также приняты различные меры предосторожности и руководства. 7 3. ПРОЦЕСС Производство цемента Процесс разделен в основном на 10 этапов – 1. Горнодобывающая промышленность. 2. Раздавливание. 3. Штабелирование и утилизация. 4. Шлифовка в V.R.M. 5.
Чат онлайнIS 12002 (1987) Свод правил управления воздухом
· 3.1 Источники загрязнения воздуха на цементном заводе указаны ниже. 3.2 Дробилки Дробилки используются в цементной промышленности в основном для дробления известняка и угля. 3.2.1 Дробилки для известняка Выбор дробилки зависит от характеристик сырья. В
Chat OnlineFMSHRC ALJ Decision
Обращение было сделано на соседнем цементном заводе, который также был остановлен. Во время проверки несколько человек находились на цементном заводе, пытаясь его отремонтировать.Royal Cement заявила, что в 2007 и 2008 годах она провела некоторые ремонтные работы на заводе, «надеясь вновь открыть рудник в будущем». (Письмо ДиНардо от 14 апреля 2009 г.).
Чат ОнлайнИсторияAkmenės Cementas
История. Akmenės Cementas AB находится на северной окраине Литвы в Науйойи Акмене. 1947 г. Начато строительство цементного завода. запущена первая вращающаяся печь для обжига клинкера. 1952. 1953 год. Введена в эксплуатацию вторая печь для обжига клинкера длиной 127 метров.
Chat OnlineПомол цемента Вертикальные валковые мельницы по сравнению с шаровыми мельницами
· запатентован и начата продажа улучшенной версии этой мельницы по всему миру. Для цементной промышленности шаровая мельница была действительно эпохальным прорывом, поскольку на протяжении почти 80 лет она была преобладающей мельницей для измельчения сырья и угля и до сих пор остается самой используемой мельницей для цемента
Чат ОнлайнЭнергетический аудит в цементная промышленность Пример
· современный цементный завод потребляет около 110–120 кВтч на тонну цемента 16.Доказано, что потенциал экономии тепловой энергии составляет 0,25–0,345 ГДж / т. Для этого в пулевой мельнице используется порох. В это время происходит подготовка корма для печи. Эта процедура выполняется четырьмя способами влажное полувлажное полусухое и сухое.
Чат ОнлайнМассовые потоки и процессы видов ртути на цементном заводе
· Цикличность зависит от технологии конкретного процесса. Ртутные петли на наблюдаемом цементном заводе могут быть образованы следующими процессами (1) рециркуляция фильтрующей пыли в дозировке сырьевой муки в печи испарение / десорбция ртути в подогревателе и возвратный поток ртути с дымовым газом M1 из печи. подогреватель (цикл фильтр-печь)
Chat OnlineGrupo Cementos Portland Valderrivas
Высококлинкерный смешанный портландцемент типа CEM II / AM с летучей золой и известняком (VL) средней-высокой прочности (42.5 МПа через 28 дней) с высокой начальной прочностью R. Его высокая начальная прочность делает его особенно подходящим как для объемного, так и для армированного бетона, когда требуется быстрое отверждение. Содержание летучей золы делает этот цемент более пригодным для обработки при использовании
Chat Onlinevrm для измельчения угля установлен vrm для работы в цементе
Loesche поставляет четыре вертикальные валковые мельницы VRM для. Еще одна большая вертикальная вальцовая мельница модульной конструкции с мощностью th будет использоваться для измельчения угля до крупности и просеивания остатков. Контрактным партнером компании и конструктором завода является известная международная инженерная компания sinoma из нанкинкитана, специализирующаяся на проектировании цементные заводы
Чат ОнлайнИсторияAkmenės Cementas
История.Akmenės Cementas AB находится на северной окраине Литвы в Науйойи Акмене. 1947 г. Начато строительство цементного завода. запущена первая вращающаяся печь для обжига клинкера. 1952. 1953 год. Введена в эксплуатацию вторая печь для обжига клинкера длиной 127 метров.
Chat Onlineсамая большая вертикальная ветряная мельница в мире
GE строит самую большую в мире ветряную турбину в
Нидерланды – страна, известная своими ветряными мельницами, но таких никогда не было.GE планирует построить самую большую в мире ветряную турбину недалеко от города Роттердам. Новая турбина
ПодробнееНовый рекорд: самая большая ветряная турбина в мире (7+
) Самая большая в мире ветряная турбина теперь – Enercon E-126. Диаметр ротора этой турбины составляет 126 метров (413 футов). E-126 является более сложной версией E-112, бывшей крупнейшей в мире ветряной турбины мощностью 6 мегаватт. Эта новая турбина официально имеет рейтинг 6
ПодробнееСамая большая вертикальная ветряная мельница в The Word Stone
Вертикальная мельница Бандунг Royalcrescentgroup.В. Вертикальная валковая мельница цементная вертикальная конусная дробилка цена индийские производители вертикальных фрезерных станков процедура запуска вертикальной мельницы harga mesin mesin вертикальная гранд мельница baru мини-шоколадная вертикальная шаровая мельница вертикальная бисерная мельница параметры китайской вертикальной мельницы самая большая вертикальная ветряная мельница в мире
Получить дополнительную информациюВетряная турбина – самая большая в мире на высоте 722 фута |
Самая большая в мире ветряная турбина с огромными гребными винтами длиной 80 м (263 фута) запечатлена на новых фотографиях в Дании.Строение затмевает пейзаж на высоте 722 фута (220 м)
Получить дополнительную информациюЭнергия ветра | Smarter Homes
В Новой Зеландии один из лучших ветровых ресурсов в мире. ветряные турбины в правильной настройке хорошо подходят для выработки электроэнергии для отдельных людей или сообществ. Если вы находитесь в сельской местности с сильным и постоянным ветром и без доступа к электросети, небольшая ветряная турбина может вам подойти.Однако
Получить дополнительную информациюСписок ветряных мельниц в Соединенном Королевстве – Википедия
Железный ветряк Титта: 1894 г. Истхэмпстед: Лагерь Цезаря: Фарингдон: Дом Уодли Железный ветряк Титта: 1900 г. Локинг: Локинг-Даунс Железный ветряк Титта: 1895 г. : Слау: Мельница Солт-Хилл: Смок: Переехала в Грейт-Терлоу, Саффолк: Мельница Слау-Солт-Хилл (2-я мельница) Смок: Переехала в Лутон, Кент в 1848 году. Винкфилд: Чави Даун Милл: Зеленая мельница Винкфилд-Девы: Мок-мельница. Расположение Название завода и
Получить дополнительную информацию10 самых больших ветряных турбин в мире – Power
Enercon E-126/7.Ветряная турбина мощностью 5 МВт, запущенная немецкой компанией Enercon в 2007 году, является пятой по величине ветряной турбиной в мире. Безредукторная турбина мощностью 7,5 МВт имеет высоту ступицы 135 м, диаметр ротора 127 м и рабочую площадь 12 668 м². Скорость вращения ротора с наветренной стороны при активном регулировании шага варьируется от 5 до 11,7 об / мин. Турбины работают в Магдебурге
Получить дополнительную информациюСамая мощная оффшорная ветряная турбина в мире:
Мы используем самые богатые ресурсы Земли – силу ветра, тепло солнца и силу воды – для обеспечения энергии крупнейшие экономики мира и самые удаленные общины.GE Renewable Energy, объединяющая береговые и морские ветровые установки, лопастные системы, гидроэнергетику, накопители, солнечные энергии и сетевые решения, а также предложения гибридных возобновляемых источников энергии и цифровых услуг, установила
Get More InformationMeet The New World’s Biggest Wind Turbine –
04/02/2014 · Титул «крупнейшей в мире оффшорной ветряной турбины» получил 7-мегаваттная турбина S7.0-171 от Samsung Heavy Industries, которая сейчас устанавливается на шельфе в Файфе, Шотландия. Вот обзор других крупных оффшорных ветряных турбин, которые были продемонстрированы прошлой осенью на конференции и выставке EWEA Offshore 2013.Опытный образец гондолы В164-8,0 МВт. Предоставлено: Вестас. С одной стороны, этот новый
Получить больше информацииВстречайте самую большую ветряную турбину в новом мире –
04/02/2014 · Титул «Самая большая в мире оффшорная ветряная турбина» была присвоена S7.0 компании Samsung Heavy Industries -171 турбина мощностью 7 МВт, которая сейчас устанавливается на шельфе в Файфе, Шотландия. Вот обзор других крупных оффшорных ветряных турбин, которые были продемонстрированы прошлой осенью на конференции и выставке EWEA Offshore 2013. Модель V164-8.Прототип гондолы мощностью 0 МВт. Предоставлено: Вестас. С одной стороны, новый
Получите дополнительную информацию10 ведущих мировых производителей ветряных турбин
1. Vestas. Датский производитель ветряных турбин Vestas в настоящее время является крупнейшим в мире производителем ветряных турбин, на долю которого приходится более 16% мирового рынка ветряных турбин. Компания была основана в 1898 году, ее штаб-квартира находится в Орхусе, Дания. Пока
Получить больше информациилучшая вертикальная мельница в мире –
лучшая вертикальная мельница в мире; конструкция вертикальной мельницы с ролями – MC World.INC. Поглощая передовые технологии из Европы и в сочетании с более чем 30-летним рыночным спросом, MC World может предоставить вам наиболее подходящие промышленные мельницы с лучшими характеристиками. Наши мельницы включают вертикальную мельницу VM, европейскую мельницу MTW, мельницу сверхтонкого помола T130X, HGM Micro
. Подробнее8 крупнейших ветряных турбин в мире | Самый большой
Сегодня мы рассмотрим 8 крупнейших ветряных турбин в мире и узнаем о применении каждой из них.Размеры ветряных турбин лучше всего сравнивать, используя комбинацию диаметра ротора и их номинальной мощности в мегаваттах, поэтому мы будем соответствующим образом отсортировать этот список. Адвен AD 5-135; Номинальная мощность: 5 МВт Диаметр ротора: 135 м Класс IEC: IA Страна происхождения: Германия и Франция. Источник
Получить дополнительную информациюлучшая вертикальная мельница в мире –
лучшая вертикальная мельница в мире; конструкция вертикальной мельницы с ролями – MC World.INC. Поглощая передовые технологии из Европы и в сочетании с более чем 30-летним рыночным спросом, MC World может предоставить вам наиболее подходящие промышленные мельницы с лучшими характеристиками.Наши мельницы включают вертикальную мельницу VM, европейскую мельницу MTW, мельницу сверхтонкого помола T130X, HGM Micro
. ПодробнееEnercon E126 – Самая мощная ветряная турбина из
11.08.2015 · Установки LM Wind Power И снова рекорд самой длинной лопасти ветряной турбины в мире! – Продолжительность: 7:00. LM Wind Power 678785 просмотров. 7:00. Инженерные связи: сейсмостойкий мост (Ричард Хаммонд
Получить дополнительную информациюСамая большая вертикальная ветряная мельница в мире
Самая большая вертикальная ветряная мельница в мире; 10 ведущих производителей ветряных турбин в мире (2018 Vestas.Датский производитель ветряных турбин Vestas в настоящее время является крупнейшей ветряной турбиной в мире; GE строит крупнейшую в мире ветряную турбину 20 января 2019 года. Нидерланды – страна, известная своими ветряными мельницами, но таких никогда не было. GE планирует построить мир
Узнать большеВертикальная валковая мельница самая большая в мире
Вертикальная валковая мельница Самая большая в мире шаровая щековая дробилка. Самая большая в мире вертикальная валковая мельница. Вертикальная вальцовая мельница vrm была выбрана для производства полного спектра типов цемента на заводе в Муктарпуре с приводом от двух приводных зубчатых колес мощностью 58 мВт fl maag max. самая большая в мире мельница.
Получить дополнительную информацию10 больших ветряных турбин | Windpower Monthly
Получите дополнительную информациюСамая мощная оффшорная ветряная турбина в мире:
Мы используем самые богатые ресурсы Земли – силу ветра, солнечное тепло и силу воды – для обеспечения энергией крупнейших экономик мира и самые удаленные общины. GE Renewable Energy, объединяющая береговые и морские ветряные установки, лопасти, гидроэнергетику, накопители, солнечные энергии и сетевые решения, а также предложения гибридных возобновляемых источников энергии и цифровых услуг, установила
Получить дополнительную информациюДревние ветряные мельницы Наштифана | Забавная планета
Ветряные мельницы в Наштифане имеют горизонтальную конструкцию, т.е.е. карданный вал расположен вертикально, а ветровые панели вращаются горизонтально. Это первая известная задокументированная конструкция, которая не очень эффективна по сравнению с сегодняшними вертикальными ветряными мельницами, в которых лопасти ветра вращаются вертикально. Обратной стороной горизонтальных ветряных мельниц является то, что поскольку ветровые панели вращаются горизонтально, только одна сторона поглощает ветер. на некоторых из этих сайтов может продолжаться дальнейший этап.Ветряная электростанция Ганьсу в Китае – крупнейшая ветряная электростанция в мире с целевой мощностью 20 000 МВт к 2020 году.
Дополнительная информацияВстречайте крупнейшую ветряную турбину нового мира –
04/02/2014 · Название за «самую большую в мире оффшорную ветряную турбину» владела турбина S7.0-171 мощностью 7 МВт от Samsung Heavy Industries, которая сейчас устанавливается на шельфе в Файфе, Шотландия. Вот обзор других крупных оффшорных ветряных турбин, которые были продемонстрированы прошлой осенью на конференции и выставке EWEA Offshore 2013.Опытный образец гондолы В164-8,0 МВт. Предоставлено: Вестас. С одной стороны, этот новый
ПодробнееСамая большая ветряная мельница в мире – YouTube
14.10.2012 · Самая большая в мире мельница такого типа! Судно для ветроустановки доставлено – Продолжительность: 20:19. Новое китайское телевидение 2858 просмотров. 20:19. 13 самых страшных заброшенных мест в мире – Продолжительность: 7:55.
Получить дополнительную информациюсамая большая вертикальная валковая мельница в мире
самая большая в мире вертикальная валковая мельница – puntoalloggio.Новые заказы на Loesche в India International Cement Review. Компания расширилась за счет строительства новой линии мощностью 10 000 т / сутки на существующем заводе, для которой они разместили следующий заказ на четыре крупнейших в мире вертикальных вальцовых мельниц от Loesche: 1 сырьевую мельницу типа LM 69.6 1 угольную мельницу тип LM 43.4D 2 x клинкер
Дополнительная информацияспецификация вертикально-фрезерного станка
Фрезерный станокПодробные сведения о фрезерных станках
Наш ассортимент продукции включает в себя Master Extra Heavy Duty Lathe Machine Oil Country Series, Master Heavy Duty токарные станки, Master All Geared токарные станки, Master MTRSeries и Master Universal и вертикальные фрезерные станки.В дополнение к этому, мы также производим Master Power Press CType, Master
Вертикальный фрезерный станок Manford SP500VS Reinen Machine Sales
Вертикальный фрезерный станок Manford модели SP500VS. 3HP 10 X 54 ТАБЛИЦА R8 ПУТИ ШПИНДЕЛЯ 5000 ОБ / МИН НА ОСИ Y KURT МЕХАНИЧЕСКАЯ СИЛОВАЯ ПАНЕЛЬ ПИТАНИЯ СЕРВОПОДАВКА НА ОСИ X 2 СИСТЕМА УЦИ УЦИ СИСТЕМА EVS ИНВЕРТОРНАЯ ГОЛОВКА С ДРАЙВЕРОМ YASKAWA
Технические характеристики для горизонтально-фрезерного станка
с ЧПУ 30 мая 2014 г., Горизонтально-фрезерный станок с ЧПУ с автоматической сменой инструмента.1. Рабочие ходы. 1.1 Продольная траверса X. 800 мм. 1.2 Вертикальный траверсY. 550 мм. 1.3 Поперечный ход Z. 550 мм. 2. Рабочий стол поворотный. 2.1 Поверхность зажима стола: 500 мм X 600 мм.
Вертикальные фрезерные станки L.K. Machinery, Inc.
Вертикальные фрезерные станки серий MV, MVD, MVP и VM с частотой вращения шпинделя от 8000 до 24000 об / мин и превосходной жесткостью обеспечивают максимальную эффективность производства, когда речь идет о механических и сборочных деталях общего назначения, а также литье с высокими требованиями. Характеристики наших вертикальных фрезерных станков.
Спецификация вертикальных фрезерных станков оптом, фрезерные станки
Alibaba.com предлагает 297 спецификаций вертикальных фрезерных станков. Около 99 из них – фрезерные. Вам доступны самые разные варианты вертикальных фрезерных станков, такие как обычные, с ЧПУ.
Фрезерный станок Подробная информация о фрезерных станках
В наш ассортимент входят Master Extra Heavy Duty Lathe Machine Oil Country Series, Master Heavy Duty токарные станки, Master All Geared токарные станки, Master MTRSeries и Master Universal и вертикальные фрезерные станки.В дополнение к этому, мы также производим Master Power Press CType, Master
CNC, Вертикальные фрезерные станки eBay
Результаты 1 48 из 183 Вертикальный обрабатывающий центр с ЧПУ Kuraki KV500. Кураки KV500. МАШИНА ПРОДАЕТСЯ КАК ЕСТЬ, ГДЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЦИТИРУЮТСЯ В НАШИХ ЗНАНИЯХ И ПОДЛЕЖАТ ВАШЕЙ ПРОВЕРКЕ И ИСПРАВЛЕНИЯМ. МАШИНЫ PM. YAxis Travel: 14.75. 8,500.00
Фрезерный станок, универсальный фрезерный станок с вертикальным приводом
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ.Рабочая поверхность, мм, 1050 х 250. Количество слотов, 3. Ширина слотов, 15 мм. Шаг слотов 62 мм. Максимальное расстояние от центра шпинделя до нижней стороны опоры 125 мм. ДВИЖЕНИЯ. Продольное перемещение стола рычагом / винтом, 600 мм. Поперечное перемещение стола винтом
Фрезерные станки Вертикальный фрезерный станок с револьверной головкой
или по факсу 00 91 22 22653459/26465223 для получения более подробной информации. Ram Turret Вертикальный фрезерный станок. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Dist. от центра шпинделя к колонне для моделей VM, 325, 385, 435.ВЕРТИКАЛЬНАЯ ГОЛОВКА. Поворот вертикальной головки в любую сторону Для моделей VM, 90, 90, 90. Ручное перемещение пиноли, 65, 70, 85. ПОДАЧА.
НОВЫЙ ВЕРТИКАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК WILLIS 29977 Новый
30 октября 2017 г. Характеристики: НОВЫЙ ВЕРТИКАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК WILLIS. МОДЕЛЬ: 1050. СЕРИЙНЫЙ НОМЕР: 13816. ЗАВОДСКИЕ ХАРАКТЕРИСТИКИ. Размер стола: 10 x 50 Продольное перемещение: 36 Поперечное перемещение: 16 Вертикальное перемещение колена: 16 Ход поршня: 24 Поворот поршня: 360 градусов Диаметр иглы: 33/8
Фрезерные станки Технические характеристики Проектирование 360 GlobalSpec
Найдите фрезерные станки на GlobalSpec по характеристикам .Фрезерные станки перемещают зажатую заготовку в неподвижную вращающуюся фрезу или перемещают саму фрезу в неподвижную деталь. Есть две основные конфигурации: вертикальная и горизонтальная.
Технические характеристики вертикального фрезерного станка с ЧПУ RRCAT Raja Ramanna
Ссылка: RRCAT / ACDFS / Tech Spec / 102. 19 сен 2013. Технические характеристики. Для производства, поставки ,. Установка, ввод в эксплуатацию и тестирование. Вертикальный фрезерный станок с ЧПУ. Правительство Индии. Департамент атомной энергии. Программа-ускоритель.Фабрион, проектирование компонентов ускорителя. Раджа Раманна
вводное руководство для студентов по работе с машинами для задачи
Спецификации магазина 0,0010 с прецизионными измерительными приборами. 4. При наличии вертикального фрезерного станка, принадлежностей и фрез, стетент сможет выточить квадрат, паз, шлифовать или расточить металлический блок в соответствии с заводскими размерами k 0,002. 5. Имея плоскошлифовальный станок и аксессуары, ученик сможет.
ВЕРТИКАЛЬНАЯ МЕЛЬНИЦА ALLIANT, СТОЛ 9 x 42, ДВИГАТЕЛЬ 2 л.с., 604500
ВЕРТИКАЛЬНАЯ МЕЛЬНИЦА ALLIANT, СТОЛ 9 x 42, ДВИГАТЕЛЬ 2 л.с., 604500 об / мин.Инвентарный номер: 10113. Фотографии: ВЕРТИКАЛЬНЫЙ ФРЕЗЕР ALLIANT, СТОЛ 9 x 42, МОТОР 2 л.с., 60. Спецификации:
Фрезерный станокВертикальный фрезерный станок Экспортер из Джамнагара
Экспортер фрезерного станка Вертикальный фрезерный станок, универсальный фрезерный станок, станина с ЧПУ Тип: Вертикальный фрезерный станок и Фрезерный станок с ЧПУ, предлагаемый Geeta Machine Tools Private Limited, Джамнагар, Гуджарат.
Вертикальный фрезерный станок с регулируемой головкой модели TOM5VK
Если у вас есть интерес к вертикальному фрезерному станку, посетите наш веб-сайт и отправьте запрос в Topone.Сообщите нам свой вертикальный фрезерный станок / вариабельную головку TOM5VK. Вертикальное фрезерование Все спецификации, дизайн и характеристики, представленные в этом журнале, могут быть изменены без предварительного уведомления.
Обработка стали Concord
Производитель, Характеристики. Все с автоматической сменой инструмента. Haas VF7, Вертикальный фрезерный станок с ЧПУ 30 л.с. 50 шпиндель 30 высотой x 32 шириной x 82 длиной. Haas HS1RP, Фрезерный станок с ЧПУ. Два поворотных горизонтальных стола, высота 24, ширина 18, длина 18. Вертикальные фрезерные станки Haas VF5 напольного типа
Вертикальный фрезерный станок Harbor Freight
Отличные предложения на этот 9-скоростной вертикальный фрезерный станок в Harbor Freight.Central Machinery 40939 Мастерские по производству вертикальных фрезерных станков Может взиматься дополнительная плата за подъемную дверь. Товар сделан под заказ. Среднее время доставки составляет 5 недель, максимум 17 недель. С клиентом свяжутся по поводу доставки. Спецификации
Станки для металлообработки вертикальной мельницы Summit
Спецификации. Прочные вертикальные мельницы Summit Vseries были спроектированы и изготовлены из лучших компонентов с учетом потребностей оператора. Все органы управления этого вертикального фрезерного станка централизованы, что упрощает работу как в ручном, так и в механическом режиме.Головка легко перемещается под разными углами.
Модель CSU450 Вертикальный горизонтальный фрезерный станок с коленом
Опытный производитель вертикальных горизонтальных фрезерных станков с коленом модели CSU450. Свяжитесь с нами CSU450. Технические характеристики Стандарт Для вертикального шпинделя, 3,7 кВт переменного тока, 4 полюса. Для подачи стола и ускоренного хода, AC 2.2kW 4P. Для насоса СОЖ, AC 0,1 кВт 2P. РАЗМЕР МАШИНЫ. Жилая площадь 670 х 1200 мм.
Жесткий фрезерный станок Вертикальный обрабатывающий центр F5 Makino
Вертикальный обрабатывающий центр F5: идеальный твердый фрезерный станок для сложных задач Вертикальный обрабатывающий центр F5 разработан для обеспечения жесткости и жесткости при резании без вибрации, маневренности, ожидаемой от твердого фрезерного станка, и точности для смешивания с жесткими допусками и типичных совпадений для сложных трехмерных профилей
Mini Mill Haas Automation
Haas Mini Mill являются отраслевым стандартом для компактных обрабатывающих центров.Они представляют собой экономичное решение для обработки мелких деталей в компактном корпусе с полноразмерными функциями. Mini Mill идеально подходит для школ, начинающих предприятий или в качестве первого шага к обработке с ЧПУ. Это ценное дополнение для магазинов.
Какая спецификация вертикального фрезерного станка требуется для
Получите экспертные ответы на свои вопросы по фрезерной обработке, обработке меди и подачи и многому другому в ResearchGate, профессиональной сети для ученых.
Горизонтально-расточные и фрезерные станки Станки Вертикальные
Ceruti, Scharmann, Pama, Innse и Toshiba оказали поддержку в разработке и производстве горизонтально-расточных и фрезерных станков TMG.Используя эти классические конструкции в качестве стартовой платформы, TMG приняла модульные концепции, которые облегчают индивидуальное проектирование этих больших машин.
исследование деталей вертикального фрезерного станка IJAERD
фрезерных станков. Высокоточный вертикальный обрабатывающий центр VMC должен соответствовать следующим требованиям или превосходить их. Спецификации механических характеристик для удовлетворения требований промышленности. В данной статье кратко изложено подробное описание ВМК с учетом требований производственной единицы.
Какая спецификация вертикального фрезерного станка требуется для
Получите экспертные ответы на свои вопросы по фрезерной обработке, обработке меди и подачи и многому другому в ResearchGate, профессиональной сети для ученых.
Спецификация вертикальных фрезерных станков оптом, фрезерные станки
Alibaba.com предлагает 297 спецификаций вертикальных фрезерных станков. Около 99 из них – фрезерные. Вам доступны самые разные варианты вертикальных фрезерных станков, такие как обычные, с ЧПУ.
Оборудование и характеристики Busch Precision, Inc.
Расточка и токарная обработка. Шлифовка и строгание. Токарные и фрезерные станки. Прессы. Другое производственное оборудование. Обзор услуг СКАЧАТЬ ПЕЧАТЬ PDF ЗАПРОСИТЬ ЦЕНУ. Вертикальный обрабатывающий центрMighty viper
Фрезерные станки Технические характеристики Engineering360 GlobalSpec
Найдите фрезерные станки на GlobalSpec по спецификациям.